Aprovechamiento de la harina de soya desengrasada en la ...
143
Universidad de La Salle Universidad de La Salle Ciencia Unisalle Ciencia Unisalle Ingeniería de Alimentos Facultad de Ingeniería 1-1-2000 Aprovechamiento de la harina de soya desengrasada en la Aprovechamiento de la harina de soya desengrasada en la industria galletera industria galletera Angela Marcela Serrato C. Universidad de La Salle, Bogotá Diana Marcela Bernal A. Universidad de La Salle, Bogotá Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_alimentos Citación recomendada Citación recomendada Serrato C., A. M., & Bernal A., D. M. (2000). Aprovechamiento de la harina de soya desengrasada en la industria galletera. Retrieved from https://ciencia.lasalle.edu.co/ing_alimentos/669 This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería de Alimentos by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].
Transcript of Aprovechamiento de la harina de soya desengrasada en la ...

Universidad de La Salle Universidad de La Salle
Ciencia Unisalle Ciencia Unisalle
Ingeniería de Alimentos Facultad de Ingeniería
1-1-2000
Aprovechamiento de la harina de soya desengrasada en la Aprovechamiento de la harina de soya desengrasada en la
industria galletera industria galletera
Angela Marcela Serrato C. Universidad de La Salle, Bogotá
Diana Marcela Bernal A. Universidad de La Salle, Bogotá
Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_alimentos
Citación recomendada Citación recomendada Serrato C., A. M., & Bernal A., D. M. (2000). Aprovechamiento de la harina de soya desengrasada en la industria galletera. Retrieved from https://ciencia.lasalle.edu.co/ing_alimentos/669
This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería de Alimentos by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].

APROVECHAMIENTO DE LA HARINA DE SOYA DESENGRASADA EN LA
INDUSTRIA GALLETERA
ANGELA MARCELA SERRATO C.
DIANA MARCELA BERNAL A.
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERIA DE ALIMENTOS
SANTAFÉ DE BOGOTA
2000

APROVECHAMIENTO DE LA HARINA DE SOYA DESENGRASADA EN LA
INDUSTRIA GALLETERA
ANGELA MARCELA SERRATO C.
DIANA MARCELA BERNAL A.
Trabajo de grado para optar al título de
Ingeniero de Alimentos
Director
RAFAEL GUZMAN
Químico
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA DE ALIMENTOS
SANTAFÉ DE BOGOTA, D.C.
2000

________ Nota de aceptación
Presidente del jurado
Jurado
Jurado
Santafé de Bogotá , Abril del 2000

Hoy que culmino con éxito mi carrera, dedico este proyecto reflejo de mi esfuerzo a Dios, pues sin su
ayuda espiritual no lo habría logrado. A mis padres y a mis hermanos personas tan maravillosas
que con su amor, ternura, apoyo, comprensión y alegría, lograron en mí subir el ánimo en
momentos difíciles y me llenaron de fortaleza y de energía positiva. A mis amigas Marce, Nizma,
Sandra y Diana por su amistad y ayuda desinterezada. Estoy segura que en esta nueva etapa que
comienza en mi vida seguiré contando con ellos.
Diana Marcela
IV

A Dios, por estar a mi lado en cada momento, por darme la fortaleza de emprender cada nuevo día
y seguir adelante.
A mi Mamá por ser padre y madre al mismo tiempo, por enseñarme a vivir, a crecer y a emprender
cada nuevo día con la esperanza de que será mejor que el anterior.
A Néstor, por ser el mejor hermano y por soportar mis malos momentos.
A mi tío Arturo, por ser el hombre más maravilloso del mundo, por ser mi apoyo y por estar desde
siempre y para siempre.
A mis Abuelos y Tíos, por sus consejos, por creer en mí y por estar siempre dispuestos a ayudarme.
A Weimar, por su amor, comprensión y por ser la motivación de cada nuevo día.
A Marce, a Nizma, Sandra y Diana por aguantarme, comprenderme y enseñarme que la
verdadera amistad existe.
ANGELA MARCELA
V

AGRADECIMIENTOS
Los autores expresan sus agradecimientos a:
Rafael Guzmán, Químico y Director de la investigación, por sus valiosas
orientaciones, colaboración y apoyo durante el desarrollo del proyecto.
Camilo Rozo Bernal, Decano de la facultad de Ingeniería de Alimentos, por su
constante motivación, por sus orientaciones y por brindarnos su tiempo en los
momentos que lo necesitabamos.
Gloria Velazco Velosa, Jefe de la división de molineria y panadería de Deltagen
LTDA., por su valiosa orientación acerca del uso de los emulsificantes en la
industria galletera.
Deltagen LTDA, por facilitarnos los emulsificantes adecuados para el desarrollo
del proyecto.
Antonio José Soto, Gerente Financiero de Lloreda Grasas S.A., por su
colaboración, pues sin su ayuda no hubiese sido posible desarrollar con éxito el
proyecto.
Y a todas aquellas personas que de una u otra forma colaboraron
desinteresadamente en el desarrollo del proyecto.
VI

CONTENIDO
Pág.
INTRODUCCION
OBJETIVOS
1. REVISION BIBLIOGRAFICA
1.1 DEFINICIONES 1
1.1.1 Soya 1
1.1.2 Harina de soya 4
1.1.3 Harina de trigo 4
1.1.4 Emulsificante 5
1.1.5 Galleta 7
1.1.6 Galleta dulce 7
1.1.7 Proteínas 7
1.1.8 Indice de solubilidad de nitrógeno 7
1.1.9 Indice de dispersibilidad de la proteína 8
1.2 GENERALIDADES 8
1.2.1 Soya 8
1.2.1.1 Posibilidades de aprovechamiento de la soya 9
1.2.1.2 Composición fisicoquímica 10
1.2.1.3 Efecto del tratamiento térmico 12
1.2.1.4 Beneficios a la salud 13
1.2.1.5 Beneficios a los infantes 14
1.2.2 Harina de Soya 15
1.2.2.1 Obtención 15

1.2.2.2 Composición fisicoquímica 17
1.2.2.3 Aspectos funcionales 17
1.2.3 Galleta Dulce 20
1.2.3.1 Obtención 21
1.2.3.2 Composición fisicoquímica 22
1.3 EMBALAJE 22
1.3.1 Empaque 23
1.3.1.1 Funciones del Empaque 23
1.3.1.2 Tipos de Empaques Primarios 24
1.4 EQUIPOS 27
1.4.1 Hornos 27
1.4.2 Amasadoras 28
1.4.2.1 Amasadoras Continuas 28
1.4.2.2 Amasadoras Discontinuas 28
1.4.3 Laminadores 30
1.4.4 Cortadoras 30
2. MATERIALES Y METODOS 32
2.1 MATERIAS PRIMAS 32
2.1.1 Harina de Trigo 32
2.1.2 Harina de Soya 32
2.1.3 Almidón de Maíz 32
2.1.4 Azúcar 33
2.1.5 Grasa 33
2.1.6 Sal 33
2.1.7 Monoglicéridos 33
2.1.8 Polvo de Hornear 33
2.1.9 Huevo 33
2.1.10 Sabor 33
2.1.11 Agua 33
2.2 ELABORACION DE GALLETA 34
2.2.1 Recepción de materia prima 34

2.2.2 Cremado 34
2.2.3 Amasado 34
2.2.4 Laminación y corte 35
2.2.5 Horneado 36
2.2.6 Enfriamiento 38
2.2.7 Empaque 38
2.2.8 Almacenamiento 38
2.3 FORMULACION 40
2.4 DISEÑO EXPERIMENTAL 41
2.5 PRUEBAS FISICOQUIMICAS 41
2.6 PRUEBAS MICROBIOLOGICAS 42
2.6.1 Recuento total de mesófilos 42
2.6.2 Recuento total de coliformes fecales 42
2.6.3 Recuento total de coliformes totales 42
2.6.4 Recuento de hongos y levaduras 43
2.6.5 Estafilococos coagulasa positiva 43
2.6.6 Salmonella 43
3. ANALISIS Y DISCUSION 45
3.1 ANALISIS DE LAS FORMULACIONES 45
3.2 BALANCE DE MATERIA 47
3.2.1 Muestra patrón 47
3.2.1.1 Amasado 47
3.2.1.2 Laminado y cortado 48
3.2.1.3 Horneado 49
3.2.2 Resumen de pérdidas de las 4 formulaciones 50
3.3 ANÁLISIS FISICOQUÍMICOS 50
3.3.1 Proteína 50
3.3.2 Grasa 52
3.3.3 Humedad 54
3.3.4 Fibra 56
3.3.5 Cenizas 58

3.4 ANÁLISIS ESTADÍSTICOS 60
3.5 ANÁLISIS MICROBIOLÓGICOS 65
3.6 ANÁLISIS SENSORIAL 66
3.7 VIDA UTIL DEL PRODUCTO 71
3.7.1 Galletas empacadas sin exposición a la luz 72
3.7.2 Galletas expuestas al ambiente 72
3.8 Evaluación de costos 74
4. CONCLUSIONES Y RECOMENDACIONES
5 BIBLIOGRAFIA
6. ANEXOS

LISTA DE CUADROS
Pág
Cuadro 1. Contenido de vitaminas y minerales de la soya. 3
entera y de la harina de soya (por 100 mg).
Cuadro 2. Participación sobre la producción nacional 9
Cuadro 3. Composición del frijol – soya. 10
Cuadro 4. Contenido de aminoácidos esenciales de algunos
alimentos (mg de aminoácido) 11
Cuadro 5. Composición física de la harina de soya con grasa 17
Cuadro 6. Formulaciones. 40
Cuadro 7. Significado y cantidad del balance de materia en el
amasado. 48
Cuadro 8. Significado y cantidad del balance de materia en el
laminado y cortado. 49
Cuadro 9. Significado y cantidad del balance de materia en el
horneado. 49
Cuadro 10. Pérdidas de las 4 formulaciones. 50
Cuadro 11. Porcentaje de proteína de la galleta. 51
Cuadro 12. Porcentaje de grasa de la galleta. 53

Cuadro 13. Porcentaje de humedad de la galleta. 55
Cuadro 14. Porcentaje de fibra de la galleta. 57
Cuadro 15. Porcentaje de cenizas de la galleta . 59
Cuadro 16. Proteína 61
Cuadro 17. Grasa. 61
Cuadro 18. Humedad. 62
Cuadro 19. Cenizas. 62
Cuadro 20. Fibra. 63
Cuadro 21. Proteína (ANAVA). 63
Cuadro 22. Grasa (ANAVA). 64
Cuadro 23. Humedad (ANAVA). 64
Cuadro 24. Cenizas (ANAVA). 64
Cuadro 25. Fibra (ANAVA). 64
Cuadro 26. Muestra 1 (10% inclusión de harina desengrasada
de soya). 67

Cuadro 27. Muestra 2 (7.5% inclusión de harina desengrasada
de soya). 67
Cuadro 28. Muestra 3 (5% inclusión de harina desengrasada
de soya) 68
Cuadro 29. Muestra 4 (Patrón- sin inclusión de harina desengrasada
de soya). 69
Cuadro 30. Características organolépticas de las galletas
empacadas. 72
Cuadro 31. Características organolépticas de las galletas
expuestas al ambiente 73
Cuadro 32. Cantidad en gramos de las 4 formulaciones 74
Cuadro 33. Costos de la materia prima 75
Cuadro 34. Costo total de producción 76
Cuadro 35. Costo de la galleta por unidad y por paquete 77

LISTA DE FIGURAS
Pág.
Figura 1. Empaques primarios 26
Figura 2. Batidora 35
Figura 3. Horno 37
Figura 4. Bolas de masa de las 4 formulaciones 46
Figura 5. Galletas horneadas de las 4 formulaciones 46
Figura 6. Galletas empacadas 77

LISTA DE GRAFICOS
Pág
.
Gráfico 1. Proteína vs Harina de soya 52
Gráfico 2. Grasa vs Harina de soya 54
Gráfico 3. Humedad vs Harina de soya 56
Gráfico 4. Fibra vs Harina de soya 58
Gráfico 5. Cenizas vs Harina de soya 60
Gráfico 6. Escala vs porcentaje de la muestra 1 67
Gráfico 7. Escala vs porcentaje de la muestra 2 68
Gráfico 8. Escala vs porcentaje de la muestra 3 69
Gráfico 9. Escala vs porcentaje de la muestra 4 70

LISTA DE ANEXOS
Pág.
Anexo A. Norma ICONTEC para galletas NTC 1241 84
Anexo B. Norma ICONTEC para la harina de trigo NTC 267 86
Anexo C. Norma de calidad de compra de la harina desengrasada
de soya 90
Anexo D. Norma ICONTEC para la fécula de maíz NTC 1055 93
Anexo E. Norma ICONTEC para el azúcar NTC 778 95
Anexo F. Norma ICONTEC para la margarina NTC 250 97
Anexo G. Norma ICONTEC para la sal NTC 1254 100
Anexo H. Norma ICONTEC para los monoglicéridos NTC 1582 102
Anexo I. Norma ICONTEC para el huevo NTC 1240 104
Anexo J. Norma ICONTEC para el agua NTC 813 105
Anexo K. Fichas técnicas Equipos 108
Anexo L. Cálculos de los análisis fisicoquímicos 110
Anexo M. Equipos para la determinación de proteína, grasa,
humedad, cenizas, y fibra 112
Anexo N Cálculos de los análisis estadísticos 117
Anexo Ñ. Resultados de las pruebas microbiológicas 118
Anexo O. Encuesta del panel sensorial 123

LISTA DE DIAGRAMAS
Pág.
Diagrama 1. Proceso de obtención de la harina de soya 16
Diagrama 2. Proceso de manufactura de la galleta dulce 21
Diagrama 3. Elaboración galletas de soya 39

RESUMEN
El objetivo de este trabajo fue elaborar una galleta dulce con sustitución parcial de
harina de trigo por harina de soya desengrasada. Se realizaron tres formulaciones
con tres distintos porcentajes de adición de soya desengrasada y se compararon
con una muestra patrón sin soya, para evaluar las distintas variaciones que se
pueden presentar. A nivel fisicoquímico se realizaron análisis de: proteína,
cenizas, humedad, grasa y fibra, en donde se encontró que la variación más
notoria la presentó el contenido de proteína, cuyo porcentaje aumentó a medida
que se incrementó la cantidad de soya adicionada. Se realizaron también análisis
microbiológicos como: recuentos de Mesófilos, Coliformes totales, fecales, Hongos
y Levaduras, investigación de Stafilococos cuagulasa positiva y Salmonella, los
cuales se hicieron en producto fresco y quince días después de su elaboración,
determinandose así una calidad bacteriológica la cual fue buena. Se realizó un
seguimiento sensorial con la cual se estableció la calidad en cuanto sabor,
textura, olor y color que junto con los resultados arrojados en las pruebas
microbiológicas, se determinó que el producto presentó vida útil de quince días.
Además se analizaron costos de materia prima para saber el precio que el
producto tendrá en caso de ser comercializado.
Debido a que las galletas están dirigidas en su mayoría a los niños , se realizó un
panel sensorial con ellos, arrojando como resultado que los diferentes porcentajes
de inclusión de soya desengrasada en galletas no presentó diferencias
significativas a nivel sensorial, siendo de esta forma aceptadas por los panelistas.

INTRODUCCION
Los alimentos dirigidos en su mayor parte a los niños pueden ser objeto de
fortificaciones. La fabricación industrial de estos productos, especialmente los que
son a base de cereales ofrecen una oportunidad para un enriquecimiento en
proteína. El alimento enriquecido tiene por definición, un contenido superior al
alimento de partida; el objetivo nutritivo intentado es la corrección de una carencia
reconocida ó a la cobertura de una necesidad proteíca. La tasa de fortificación
contenida en un alimento dado debe tener en cuenta:
- El objetivo nutricional
- El nivel de consumo del alimento
- El nivel de fortificación del alimento
Debido a la composición de aminoácidos esenciales de la proteína de soya, el
resultado es que no solamente se aumenta el nivel de proteína, sino que
adicionalmente hay una mejoría en la calidad de la proteína de la mezcla de
harinas desde el punto de vista nutricional.

OBJETIVOS
GENERAL
Elaborar una galleta dulce con sustitución parcial de harina de trigo por harina de
soya desengrasada.
ESPECIFICOS
4 Caracterizar la harina de soya como materia prima para la elaboración de la
galleta
4 Establecer el porcentaje de sustitución de harina de soya desengrasada más
adecuado para obtener una galleta con las condiciones sensoriales y
fisicoquímicas requeridas
4 Evaluar las diferentes variaciones que se puedan presentar en el desarrollo y
obtención del producto para optimizar las condiciones del proceso

4 Realizar los respectivos balances de materia para el proceso
4 Evaluar las características fisicoquímicas y microbiológicas del producto
4 Establecer la calidad sensorial del producto por medio de análisis sensoriales

1. REVISION BIBLIOGRAFICA
En el desarrollo del proyecto se pretende elaborar un producto fortificado con
harina de soya, el cual se conoce como galleta que se define como un producto
compuesto por harina de trigo, azúcar, y grasa principalmente, esta se divide en
trozos pequeños, que son moldeados y horneados.
1.1 DEFINICIONES
1.1.1 Soya: es una leguminosa considerada como una de las más importantes
de China y una de las cinco semillas sagradas que llegó al Japón en el siglo VII
a.C. y actualmente es un producto básico en la comida Japonesa. En 1908 llegó la
primera carga de soya a occidente. Allí fue procesada para obtener aceite y
harina, esta última fue usada como alimento animal (1). En Colombia se hicieron
las primeras siembras experimentales de soya en la Estación Agrícola
Experimental de Palmira en el año de 1928. Investigaciones posteriores en esta
estación formaron las bases para el desarrollo de la producción comercial en el
Valle del Cauca. A pesar de los resultados satisfactorios de la investigación, la
soya, no logró establecerse como cultivo comercial sino a mediados de la década
del 50 cuando comenzó a funcionar la fábrica Grasas S.A. de Buga (2).
La soya (Glycine max), es una planta que se cultiva principalmente como cosecha
productora de aceite, pero la tecnología más reciente ha encontrado que la harina
rica en proteína que queda después de la extracción del aceite, constituye un
material importante y valioso como base para la alimentación. Por ejemplo,
mediante un proceso de reforma y texturización de la proteína de soya, se han

elaborado productos análogos a la carne que ofrecen alimentos con un alto
contenido proteico y mucho más baratos que la carne de los grandes mamíferos
(3). En cuanto al valor nutritivo la soya, esta se caracteriza por su alto contenido
en proteína y adicionalmente contiene minerales como: potasio, fósforo, azufre,
magnesio, hierro, cloro, manganeso, sodio, zinc, cobre y yodo(1). Ver cuadro 1

Cuadro 1. Contenido de vitaminas y minerales de la soya entera y de la harina de
soya (por 100 g)
VITAMINAS FRIJOL – SOYA HARINA DESGRASADA
HUMEDAD 10 10
PROTEINA 40 48
GRASA 20 1.0
CENIZA 5 7.0
Tiamina mg 1.1 - 1.75 1.1 - 1.5
Beta caroteno UI 20-40
Riboflavina mg 0.2 - 0.23 0.4 - 0.44
Niacina mg 2 - 2.590 2.030 - 2.910
Acido pantoténico mg 1.2 4.7 - 5.060
Piridoxina mg 0.64
Biotina µ g 60
Acido fólico µ g 230 80-90
Inositol mg 190-260
Colina mg 340
Acido ascórbico mg 20
MINERALES
Calcio mg 160-470 420-640
Fósforo mg 420-820 600
Magnesio mg 220-240
Zinc mg 4.9
Hierro mg 9-15 11-16
Manganeso mg 320
Cobre mg 120
Fuente: ASA (American Soybean Association)

1.1.2 Harina de soya: se elabora a partir de las hojuelas desgrasadas de soya
después de ser removido el aceite de soya. El contenido de proteína de estos
productos oscila entre el 40 y 55%. Típicamente las harinas están hechas a partir
de las hojuelas las cuales han sido tratadas térmicamente (tostadas) para
optimizar el sabor, nutrición y absorción de agua (1).
1.1.3 Harina de trigo: el trigo es un cereal que constituye la mayor cosecha del
mundo, seguido por el arroz; crece en cualquier tierra arable, con excepción de las
regiones árticas. De todas las gramíneas cultivadas, la harina de trigo se distingue
de los demás y es casi única por su dotación proteica la cual forma una masa
gomosa y pegajosa cuando es mezclada con agua, cuya sustancia recibe el
nombre de gluten. Hay otras harinas con esta propiedad y por cierto, de ninguna
manera en el mismo grado y cantidad: son los obtenidos del Centeno y el Triticale.
Existe un gran número de especies y variedades del género Triticum (trigo), pero
es de exclusivo interés las variedades de Triticum aestivum, conocido como trigo
pan. En lugares con estaciones donde el clima es extremado, y particularmente
donde los inviernos, por lo regular no son demasiado fríos, se siembra trigo de
invierno, la sementera (siembra) se realiza en otoño y antes de que el terreno se
hiele, se inicia ya algo de crecimiento. Sin embargo, en áreas más continentales,
con temperaturas invernales extremadas, se siembra el trigo generalmente en
primavera y se llama trigo de primavera. La diferencia en calidad es importante
dado que las variedades de invierno, tienden a producir un grano más blando con
menor contenido de proteína que las variedades de primavera. El trigo para la
molienda se clasifica en: duro, medio o blando, según sea el carácter físico del
grano. Los tipos duros tienden a ser más ricos en proteína, como los de primavera
y tienen endospermo vítreo (parte central blanca, harinosa que produce la harina).
Al moler, se deshace el grano y los gránulos de almidón se pueden lesionar
fácilmente o con severidad cuya consecuencia puede ser de alta absorción de
agua al formarse la masa. En contraposición, los trigos blandos al molturarlos
producen un tipo de harina plumoso (polvosa) con almidón menos lesionado y con

inferior poder de absorción acuosa. Los niveles de proteína son típicamente bajos
o muy bajos y la proteína rinde un gluten que es menos resistente y más
extensible. El trigo medio esta en posición intermedia. Los trigos duros rojos de
primavera canadienses y americanos cuya sigla en inglés es HRS, son buenos
ejemplos de trigos duros. Los trigos europeos, algunos australianos y el blando
rojo de invierno americano cuya sigla corresponde en inglés SRW, son ejemplos
de trigos blandos. Los trigos duro rojo americano de invierno, plata (América del
Sur), de la URSS y algunos australianos se encuentran en la categoría media,
según su índice de dureza(3). La producción de harina de trigo se hace por
molienda seca del grano, la cual es un proceso mecánico y dispendioso destinado
a la separación anatómica de los tres componentes. En primer lugar, se debe
acondicionar el grano de forma que el contenido de humedad inicial sea del 15%,
para trigos blandos buscando que las capas de salvado deben estar ligeramente
más húmedas que el conjunto pues así se ponen más correosas y se evita su
pulverización con la harina. Luego se tritura el grano con rodillos estriados que
giran a velocidades diferentes. Se trata de conservar el salvado en trozos del
mayor tamaño posible y hacer salir el endospermo, que es separado en forma de
partículas gruesas. Con una combinación de cribados y aspiraciones se separan
los trozos mayores y más ligeros de salvado, y después se reducen de tamaño
progresivamente los trozos del endospermo hasta el polvo que se llama harina.
Dependiendo de la naturaleza del trigo y de la experiencia del molinero, se
obtienen harinas más o menos contaminadas o no con salvado. El germen es
blando y más rico en lípidos que el resto de las otras partes y durante la reducción
del endospermo a harina se transforma en escamas planas más grandes,
facilitándose su eliminación por tamizado. De todas formas, algunas partículas de
germen, pasan junto con harina(4).
1.1.4 Emulsificante: los emulsificantes forman un vasto grupo de sustancias
cuya función es estabilizar mezclas de dos líquidos inmiscibles. En el contexto de
alimentación, los líquidos inmiscibles son normalmente aceite (grasa) y agua, y se

comprenderá que el efecto de cualquier tipo de emulsificante variará según la
proporción de aceite y agua y que estén implicados otros ingredientes como:
almidón, proteína y aire. Algunos de los compuestos que funcionan como
emulsificantes en alimentación, tiene también propiedades acomplejantes sobre al
almidón y las proteínas. Hay muy pocos emulsificantes naturales, y solamente la
lecitina, obtenida principalmente de la semilla de soya, ha sido empleada
corrientemente. Sin embargo, desde hace unos 40 años se conoce la utilidad de
los monoglicéridos especialmente preparados, o compuestos relacionados, y
mucho más recientemente se ha producido un rápido desarrollo de otros
compuestos, cada uno con sus características particulares tensoactivas y
acomplejantes en la industria de la alimentación. Estas sustancias pueden actuar
de modos diferentes, entre los que se encuentra:
$ Estabilizando emulsiones de aceite en agua
$ Estabilizando emulsiones de agua en aceite
$ Modificando la cristalización de la grasa
$ Alterando la consistencia de la masa, adhesividad y gelificación del almidón,
proteína y azúcares
$ Lubricando las masas pobres en grasa
Los tipos de emulsificantes son:
. Lecitina
. Mono/diglicéridos
. Esteres poliglicéridos
. Derivados ácidos de los monoglicéridos
. Esteres del propilenglicol
. Estearil lactatos
. Esteres de sacarosa y sorbitol(3)

1.1.5 Galletas: son productos en su mayoría derivados de cereales (harina de
trigo, avena, etc.) y horneados, con contenidos de humedad final inferiores al 5%.
Los principales ingredientes son: harina de trigo, grasa y azúcar, a partir de estos
es posible obtener una variedad casi infinita de productos(5).
1.1.6 Galleta dulce: se caracterizan por contener la estructura del gluten bien
desarrollada, pero con el aumento de azúcar y grasa, el gluten se hace menos
elástico y más extensible. La característica primordial es la de una galleta con la
superficie lisa, que tiene un ligero brillo o lustre y textura abierta, uniforme que la
hace delicada al paladar. Esto se consigue con un sutil equilibrio entre las
exigencias del amasado y el procesamiento (3).
1.1.7 Proteínas: son nutrientes esenciales, cuya función es la de proteger,
reparar y construir los tejidos del ser humano; además son polímeros formados
por aminoácidos de los cuales, existen 22 diferentes, todos se sintetizan en el
cuerpo humano, excepto 8. A estos últimos se les denomina esenciales, ya que el
hombre debe ingerirlos a través de la dieta y así poder llenar sus necesidades
fisiológicas. Durante la digestión las proteínas, se descomponen en sus
aminoácidos constituyentes que son absorbidos y pasan a la corriente sanguínea
y se convierten en materia (síntesis de proteína) que el organismo necesita para
crecer, mantenerse y restablecerse. El organismo utiliza los aminoácidos y no las
proteínas tal como son(6).
1.1.8 Indice de solubilidad de nitrógeno (ISN): es un método que se utiliza para
determinar la solubilidad de la proteína, el cual, usa un sistema de agitación lento
para hacer el extracto, y el valor ISN es el porcentaje de nitrógeno total de la
muestra que se disuelve(6).

1.1.9 Indice de dispersabilidad de la proteína (IDP): método utilizado para
determinar la solubilidad de la proteína, que emplea un agitador de alta velocidad
para la extracción de la muestra. El valor de IDP es el porcentaje de proteína total
que es dispersado (6).
1.2 GENERALIDADES
1.2.1 Soya: desde su introducción y adopción como cultivo comercial en Colombia
(con variedades introducidas de Estados Unidos como Missoy, Mamoth Yellow,
Biloxi, Aksarben y años más tarde Acadian, Hale 3, Hill y Davis) ha ido en
progreso tanto en la agroindustria como en el desarrollo tecnológico. La soya
tradicionalmente se ha cultivado en la zona templada, sin embargo en Colombia,
área tropical se sembraron en 1989 cerca de 111.300 hectáreas con una
productividad superior a las 2 ton/ha y cuya producción se destina a la extracción
de aceites comestibles y proteína para la industria de concentrados. En 1960, la
soya se incorpora al programa de leguminosas del ICA y se comienza la
producción y selección de líneas híbridas para dar origen a las primeras
variedades desarrolladas en el país que se cultivan comercialmente. A mediados
de la década del 70, la empresa privada comenzó el desarrollo de variedades a
partir de selecciones dentro de introducciones. La producción de semillas ha
presentado una tendencia de crecimiento de 4.479 toneladas en 1982 a 8.553
toneladas en 1991, con algunas fluctuaciones debido a situaciones de mercadeo,
en 1985 presentó una disminución en su crecimiento, en 1986 continúa su
aumento y se observa una estabilidad en los años 1989-1990-1991; en 1990
disminuye un poco debido a perspectivas de la apertura internacional de mercados
y precios de demanda en el producto comercial; las cifras de rendimiento colocan
a Colombia a la cabeza los países de mayor rendimiento unitario, la demanda

interna de este producto, los precios remunerativos y la disponibilidad de semillas
mejoradas y de asistencia técnica han sido factores importantes en el incremento
del cultivo en Colombia(2). La proteína de la soya es de excelente calidad, con un
rendimiento promedio de 2 toneladas por hectárea y un contenido de 36%
proteína, una hectárea de soya produce 720 kilogramos de proteína por hectárea
(7). En el cuadro 1, se puede observar la participación de los departamentos
Colombianos en la producción de soya
Cuadro 2. Participación sobre la producción nacional de soya - 1997
DEPARTAMENTO PRODUCCION (Ton) PARTICIPACION %
Caldas 336 0.37
Casanare 2514 2.78
Cauca 1168 1.29
Cesar 240 0.27
Huila 534 0.59
Meta 20280 22.46
Quindio 2344 2.60
Risaralda 122 0.14
Tolima 25036 27.73
Valle 37724 41.78
TOTAL 90298 100
FUENTE: Ministerio de Agricultura y Desarrollo Rural
1.2.1.1 Posibilidades de aprovechamiento de la soya: recientemente la soya
ha ganado aceptación en los países de occidente. Hoy la encontramos en
diferentes lugares de la economía, donde es utilizada para hacer velas, esmaltes.
pinturas, tintas para imprenta, substitutos de la goma y del jabón, lo mismo que en
alimentos como harinas, aceites, leche y sus derivados. En la actualidad se está

utilizando como proteína de soya texturizada en la elaboración de productos
cárnicos con el fin de mejorar la retención de agua y las características
fisicoquímicas del producto terminado(1).
1.2.1.2 Composición fisicoquímica:
Cuadro 3. Composición del frijol-soya
COMPONENTE %
PROTEINA 40
CARBOHIDRATOS 25
GRASA 20
AGUA 10
CENIZAS 5
FUENTE: ASA (American Soybean Association)
- Proteínas: las proteínas del frijol soya se encuentran almacenadas en partículas
esféricas de diámetros que varían entre 2 y 20 micrómetros llamados cuerpos
proteínicos o aleuronas, los cuales son casi proteína pura. El aparato digestivo
humano rompe las proteínas a través de varios mecanismos en sus aminoácidos
constituyentes, los cuales pasan a través del intestino delgado a la sangre y de ahí
a cada una de las células del cuerpo. Las proteínas de los alimentos contienen
tanto aminoácidos esenciales como no esenciales en diferentes proporciones,
pero para que cada célula pueda formar el tipo de proteína específica que
necesita, los aminoácidos indispensables deben estar presentes en cantidades y
proporciones adecuadas. Dentro de los vegetales existen otros alimentos, muy
abundantes y relativamente baratos conocidos como leguminosas. Las proteínas
de las leguminosas carecen de ciertos aminoácidos esenciales, pero aquellos
aminoácidos en que son deficientes las leguminosas se encuentran

abundantemente en los cereales, por esto las proteínas de los cereales y las
leguminosas se complementan, y se recomiendan comer en un mismo plato.
El cuadro siguiente muestra el contenido de aminoácidos esenciales en distintos
alimentos, así como los patrones de aminoácidos utilizados para comparar la
calidad de las distintas proteínas. De todas las leguminosas, la soya es la que
tiene mayor cantidad y mejor calidad de proteína por esto se utiliza para fortificar
productos a base de cereales como el maíz y el trigo (4).
Cuadro 4. Contenido de aminoácidos esenciales de algunos alimentos (mg de
aminoácido por g de proteína IAA)
ISOLEUCINA LEUCINA LISINA CISTEINA TIROSINA TREONINA TRIPTOFANO VALINA COMPUTO
QUIMICO
FAO/OMS 40 70 55 35 60 40 10 50 100HUEVO 54 86 70 57 93 47 17 66 100
CASEINA 64 101 79 34 112 44 14 72 97ARROZ 52 86 38 36 92 38 10 66 69
H DE MAIZ 47 132 29 32 107 40 6 52 53H DE TRIGO 42 71 20 31 79 28 11 42 36GLUTEN DE
TRIGO42 68 17 36 80 24 10 42 31
H DE SOYA 53 77 63 32 82 40 14 52 91CONCEN. DE
SOYA47 80 65 27 91 43 14 50 77
AISLADO
SOYA48 81 65 27 92 38 14 48 77
Fuente: ASA (Internet)
IAA = Indice de aminoácidos

-Hidratos de carbono, vitaminas y minerales de la soya: los principales
azúcares en el frijol de soya maduro son: sacarosa (disacárido), rafinosa
(trisacárido) y estaquiosa (tetrasacárido). Un dato interesante es que el frijol soya
no contiene almidón, un polisacárido comúnmente presente en muchos cereales.
Un área posible de preocupación en el uso de productos de soya, es la flatulencia,
la cual es causada principalmente por la rafinosa y la estaquinosa. La harina de
soya desengrasada contiene cerca de un 6% de estos azúcares. Puesto que la
mucosa intestinal del hombre no posee actividad de la enzima alfa-galactosidasa,
estos azúcares no se hidrolizan y por lo tanto no pueden ser absorbidos. Por ello
estos azúcares pasan directamente a la parte baja del tracto intestinal, donde son
atacados por bacterias anaérobicas que los metabolizan, dando como resultado
dos de los gases principales en la flatulencia, bióxido de carbono e hidrógeno.
Desde el punto de vista práctico, se considera importante el nivel de consumo de
soya, dado que es poco probable que se consuman 100 g de soya, durante una
sola comida, además los niveles de estaquinosa y rafinosa en los productos de
soya son generalmente tan bajos que no existe prácticamente ningún riesgo de
problemas de flatulencia (4). La soya también contiene diferentes cantidades de
vitaminas y minerales, dependiendo de su estado de maduración, el contenido de
vitaminas y minerales se puede observar en el cuadro 1.
1.2.1.3 Efecto del tratamiento térmico: Un índice ampliamente aceptado como
medida del tratamiento térmico es el porcentaje de proteína soluble el cual indica
el bajo tratamiento térmico asociado con buenas características de color, sabor a
frijol y alta actividad ureásica. A medida que aumenta la intensidad del tratamiento
térmico, el color se hace cada vez más oscuro, se inactiva la ureasa y desaparece
el sabor a frijol. Si el tratamiento térmico es muy riguroso aparecerá un sabor a
tostado y el índice de solubilidad de proteína será menor del 10% (3). Este
tratamiento en los productos de soya sirve para mejorar el sabor, para aumentar el
valor nutritivo y para inactivar los sistemas enzimáticos. Es de importancia
entender el efecto del calor húmedo sobre las proteínas de la soya pues se

desnaturalizan rápidamente. La desnaturalización de las proteínas por medio del
calor las torna insolubles. La máxima insolubilización tiene lugar en 15 a 20 min de
tratamiento con vapor a presión atmosférica. Hay dos métodos comunes para
medir la desnaturalización de las proteínas, el ISN (Indice de solubilidad de
nitrógeno) y el IDP (Indice de dispersibilidad de la proteína). Ambos métodos
utilizan la extracción del producto de soya con agua y el análisis de los extractos
resultantes por el método Kjeldahl. Los valores IDP son generalmente más altos
que los valores ISN debido a un mayor grado de división durante la extracción.
Una harina de soya con un mínimo de tratamiento por calor húmedo, tendrá un
valor IDP de 90 a 95 mientras que una muestra tostada tendrá un valor IDP de 10
a 20. Por tal razón la harina de soya que se debe utilizar es aquella que tenga un
ISN alto, es decir, una harina de baja cocción (1).
1.2.1.4 Beneficios a la salud
- Colesterol y enfermedades del corazón: Con base en un estudio (8) se
encontró que la adición de proteína de soya reemplazando la proteína animal en
la dieta, baja el nivel de colesterol en la sangre. Los efectos de la disminución del
nivel de colesterol por la soya han sido atribuidos a las proteínas, una clase
fitoquímica encontrada en el frijol de soya. La soya contiene naturalmente altos
niveles de proteínas que reducen el colesterol total y el LDL (Low Density
Lipoprotein) colesterol que es llamado también el colesterol malo. La incidencia de
las enfermedades coronarias es bajo en naciones que consumen productos de
soya dentro de su dieta. Esta es una buena noticia para aquellas personas que
poseen altos niveles de colesterol. El 1% de la reducción del colesterol está
asociado con un 2 a 3% de la reducción de los riesgos de enfermedades
coronarias; basados en los resultados obtenidos (9) esto puede ser asumido por la
ingesta diaria de 20 a 50 g de aislado de soya dando como resultado un 20 a 30%
en reducción de riesgo de enfermedades del corazón (10).

- Cáncer: investigadores (11) destacan un punto importante como es el vínculo
entre el consumo de soya y la reducción de diversos tipos de cáncer. Esto fue
probado a través de mujeres asiáticas que consumen una dieta basada en soya
reduciendo de esta forma la presencia de cáncer de seno.
• La Daidzeina y la Genisteina son dos isoflavonas primarias encontradas en el
frijol soya. Estos compuestos pueden reducir el riesgo de numerosos cánceres
incluyendo los de seno, pulmón, colon, recto, estómago y próstata (12).
- Síntomas de menopausia: el estrógeno producido por los ovarios es crucial
para el funcionamiento saludable del sistema reproductivo de la mujer. La
disminución en la producción de estrógeno es una señal de menopausia y puede
producir una variedad de síntomas incluyendo dificultades en la regulación de la
temperatura corporal. Estudios (13) indican el consumo de isoflavonas de soya
reducen la frecuencia e intensidad de calores en la mujer menopausica (14).
1.2.1.5 Beneficios a los infantes: se realizaron experimentos (15) para evaluar
la conveniencia del uso de proteína de soya en niños y lactantes llegándose a la
conclusión que los productos de soya debidamente procesados, fueron
comparables con la leche en cuanto a su calidad proteica para preescolares y
niños más grandes. Para lactantes de término se acepta en general que las
fórmulas con base en proteína de soya promueven el crecimiento en forma similar
a las fórmulas con base en leche de vaca. Además, las fórmulas con soya pueden
producir menos alergias que las de leche de vaca. Los niños prematuros que tiene
una edad gestacional baja y peso inferior al normal padecen de una absorción
diferente de la lactosa y las grasas como síntomas secundarios relacionados con
su inmadurez. Las fórmulas con base en soya ofrecen la ventaja de carecer de
lactosa y tener grasa más o menos digestible. La proteína de soya puede utilizarse
como fuente única de proteína en la dieta humana. La digestibilidad de una
proteína se refiere a la capacidad del hombre o de los animales para hidrolizarla

con los ácidos del estómago y con las enzimas proteolíticas para producir péptidos
pequeños y aminoácidos libres. Esencialmente, todas las proteínas para consumo,
en particular las de origen vegetal, requieren de algún tratamiento térmico con el
objeto de desnaturalizar las proteínas lo suficiente para permitir el adecuado
desdoblamiento enzimático y la digestión. La digestibilidad puede medirse en el
hombre proporcionando cantidades conocidas de proteína y midiendo la pérdida
de nitrógeno las heces. En el caso de productos con base en soya
adecuadamente procesada, se puede esperar una digestibilidad real del 92-100%
(1).
1.2.2 Harina de soya (6)
1.2.2.1 Obtención: la harina de soya es posible obtenerla siguiendo el diagrama
1, a partir del frijol soya (Glixyne maxime):

Diagrama 1. Proceso de obtención de la harina de soya
TRATAMIENTO
TERMICO (VAPOR)
FRIJOL DE SOYA(GRANO)
RECIBO Y GRADUACION (Soya para consumo animal)
SOYA PARA CONSUMO HUMANO
REMOCION DE MATERIAL EXTRAÑO
ALMACENAMIENTO
LIMPIEZA
TRITURACION
DESCASCARADO CASCARA
ACONDICIONAMIENTO
LAMINACION
EXTRACCIÓN CON SOLVENTE ACEITE
DESOLVENTIZACIONSOLVENTE
HOJUELAS DESGRASADAS
MOLIENDA SECA
HARINA DE SOYACRUDA (ALTO ISN) MOLIENDA HUMEDA
HARINA DE SOYACOCIDA (BAJO ISN)

1.2.2.2 Composición fisicoquímica:
Cuadro 5. Composición química de la harina de soya con grasa
COMPONENTE %
Humedad
Proteína
Grasa
Cenizas
Fibra cruda
Extracto libre de
nitrógeno
8.4
51.1
1.0
3.9
2.0
33.6
TOTAL 100.0
Fuente: ASA
1.2.2.3 Aspectos funcionales: las harinas de soya desengrasadas utilizadas en
panificación se diferencian por su contenido de proteína, grasa, solubilidad de la
proteína, actividad de la ureasa, lipoxidasa y tamaño de partícula, en relación con
los provenientes de cerales y otras fuentes posibles de panificación. La solubilidad
de la proteína es una medida del porcentaje de proteína soluble en agua bajo
condiciones controladas y es una medida del grado de tratamiento térmico al cual
ha sido sometida la hojuela de soya. La solubilidad proteínica está íntimamente
relacionada con las propiedades funcionales que se requieren para los productos
de panificación. Las principales enzimas presentes en la harina de soya son:
lipoxidasa. ureasa, amilasa, lipasa y proteasa. La actividad enzimática de la harina
de soya está relacionada con la solubilidad proteínica en virtud de que el

tratamiento térmico desnaturaliza la actividad enzimática. Por lo tanto, si se desea
una harina de soya con actividad de lipoxidasa se deberá usar una harina de soya
con un índice de dispersabilidad de la proteína relativamente alto. El frijol soya
contiene factores que deben ser inactivados para obtener el máximo valor
nutricional. Un ejemplo de esto es el factor antitrípsina, el cual retarda la acción de
la enzima tripsina en el sistema digestivo humano. Estos factores son termolábiles
o sea que son destruidos por el calor, por lo que un indicativo de desnaturalización
proteínica (bajo IDP, ISP O ISN) también proporciona un indicativo de inactivación
de esos factores biológicos (1)
- Harina de soya desengrasada: la harina de soya desengrasada (de color claro
y sabor neutro) se produce moliendo hojuelas desengrasadas hasta un tamaño de
partícula similar al de la harina de trigo. Se pueden obtener harinas de soya
desengrasadas con un amplio rango de ISP y la aplicación para productos de
panificación para cualquier harina depende de las características impartidas por el
grado de tratamiento térmico empleado. En galletas el uso de 2 a 5% de harina
desengrasada de soya cruda mejora la producción y se obtiene una galleta con
características crujientes (4). En la elaboración de productos con soya
desengrasada, las hojuelas pueden ser molidas en diferentes grados de finura
para producir un producto con tamaño de partícula grande al cual se le denomina
sémola, o un producto de tamaño muy pequeño y fino que es la harina. Un sabor a
nuez tostada se le puede incorporar a las galletas mediante el uso de sémola
tostada (4).
- Harina de soya lecitinada: la lecitina tiene un sin número de propiedades
funcionales que son muy útiles en la elaboración de productos de panificación.
Dentro de sus usos está la característica de actuar como emulsificante, como un
agente que facilita las mezclas y una ayuda para obtener una mayor facilidad de
despegar los productos de sus moldes de fabricación. La lecitina es también un

antioxidante natural y realza la estabilidad de las vitaminas en los productos de
panificación. Se recomienda el uso de harina de soya lecitinada para la
formulación de donas que tienen niveles bajos de yema de huevo, ya que la
lecitina es un emulsificante natural que se encuentra presente en la yema de
huevo y lo que se logra es una sustitución natural de ingredientes. En productos
de pastelería, como pastas de hojaldre se pueden elaborar más fácilmente y
retener sus características de frescura, cuando se utiliza en sus formulaciones
harina de soya lecitinada en un nivel del 2 al 4%, en base al peso de la harina
(16).
- Sémola de soya: en la elaboración de productos de soya desgrasada, las
hojuelas pueden ser molidas en diferentes grados de finura para producir un
producto con tamaño de partícula grande al cual se le denomina sémola, o un
producto de tamaño muy pequeño y fino, que es la harina. La sémola de soya
tiene la misma composición química que la harina, siendo su única diferencia el
tamaño de partícula. La sémola de soya fuertemente tostada, con un IDP de 20-
30, se utiliza en la elaboración de pan integral, multigrano y de tipo natural, para
adicionar color y un ligero sabor a nuez tostada. En esta aplicación el uso normal
es de 2 a 4% de sémola tostada, en base al peso de la harina (4).
- Concentrados de proteínas de soya: los concentrados de proteínas de soya
se elaboran por medio de la extracción de los carbohidratos hidrosolubles,
minerales y otros constituyentes menores, así como por inactivación de enzimas
que producen sabores desagradables y factores antitripsina. Estos productos
tienen características de bajo sabor (insípidos), comparados con el sabor
característico asociado con otros productos de soya. Los concentrados varían en
color, sabor, tamaño de partícula, absorción de agua y absorción de grasa, estas
características son de suma importancia en la industria panificadora (4).

- Harina de soya enzimáticamente activa: la harina de soya enzimáticamente
activa es harina de soya desgrasada que ha sido procesada de tal manera que
retenga la actividad de la enzima lipoxidasa. Un segundo tipo de harina de soya
enzimáticamente activa se procesa sin eliminar las grasas, obteniéndose una
harina de soya integral enzimaticamente activa. Esta harina no se comercializa
como tal, sino que se mezcla con otros ingredientes, como harina de maíz. La
harina de soya enzimáticamente activa es utilizada principalmente en la
elaboración de pan blanco y bisquets (4).
- Harina de soya integral con alto contenido de grasa: la harina de soya
integral se procesa de tal forma que retenga la grasa presente en el frijol de soya;
En este caso no se utiliza el proceso de extracción por solventes, aunque si se
somete a un tratamiento térmico ligero, con el objetivo de disminuir su actividad
enzimática. Las harinas de soya con alto contenido graso (reengrasadas), son
harinas desengrasadas a las cuales se les ha adicionado cantidades variables de
aceite de soya. Las harinas de soya con alto contenido de grasa más comunes
contienen 6% o 15% de aceite de soya agregado (16).
1.2.3 Galleta dulce: los procesos para obtener diferentes tipos de galletas son
muy similares y el que se describe a continuación se puede aplicar para otros tipos
de galletas como las semidulces (3).

1.2.3.1 Obtención
Diagrama 2. Proceso de manufactura de la galleta dulce
RECEPCION DE MATERIA PRIMA
CREMADO
FORMACION DE LA PIEZA DE MASA (Amasado)
LAMINACION
CALIBRACION Y CORTE
HORNEADO
ENFRIADO
EMPAQUE
ALMACENAMIENTO

1.2.3.2 Composición fisicoquímica: la composición fisicoquímica para las
galletas está definida en la Norma Icontec 1241. Todas las galletas sin importar si
estas son dulces, semidulces, o saladas deben cumplir con los parámetros que la
norma establece para este tipo de producto (Ver anexo A). (5)
1.3 EMBALAJE
Los materiales constituyen un factor clave, pues su misión es a la vez proteger y
exponer los productos. Hay varios factores implicados en la exposición apropiada,
pero la protección es más fácil de definir. Los productos deben estar
convenientemente aislados de humedad atmosférica, pues son muy higroscópicos
y se reblandecen cuando absorben humedad. También deben ser protegidos de la
luz fuerte, y si es posible del oxígeno atmosférico que inducirá al enranciamiento
de las grasas produciendo sabores desagradables. La protección al oxígeno,
funcionará también como barrera contra la pérdida en el producto, de los
saborizantes volátiles. El embalaje debe proteger de daños y fracturas. Por todo
esto los materiales utilizados en el envase deben elegirse y utilizarse con cuidado
y su utilidad debe ser comprobada y vigilada continuamente por personal bien
entrenado y adiestrado en el control de calidad. Para su descripción es
conveniente agrupar estos materiales según sus funciones primordiales en:
Z Películas flexibles con propiedades impermeables.
Z Papel, bandejas, cajas de cartón y cartón corrugado, incluidos dentro de la
barrera impermeable del paquete.
Z Cartones y cajas en el exterior de la cubierta impermeable.
Z Envoltura contráctil.(3)

1.3.1 EMPAQUE
La última operación de la fabricación de galletas es el empaquetado. Las galletas
que salen del horno, deben ser de forma y aspecto correctos y, una vez frías, en
óptimas condiciones para ser consumidas. El objetivo del empaquetado consiste
en reunir las galletas en grupos de tamaño adecuado para la venta y protegerlas
de forma que se conserve, durante el periodo más largo posible, su sabor y
aspecto (3).
1.3.1.1 Funciones del empaque: un empaque es algo más que el mero medio
conveniente de trasladar las piezas con seguridad hasta el consumidor. También
permite la exposición de la información sobre el tipo, peso, contenido, fabricación.
precio, edad, etc., que pueda ser exigida por la ley y otros atributos más artísticos
asociados con la atracción del cliente incitándole a su adquisición o para permitir
su fácil reconocimiento. El empaquetado debe proteger al producto de las
maneras siguientes: barrera a la humedad, resistencia por deterioro mecánico,
higiene y pantalla a la luz. La barrera que impide a las galletas la absorción de la
humedad atmosférica también será adecuada en su aspecto higiénico. Para
formar la barrera a la humedad se utiliza el plástico, o diferentes laminados. La
propiedad de la barrera es una combinación de la impermeabilidad a la humedad,
básica de los materiales utilizados, y de la efectividad de los cierres. Las pruebas
de permeabilidad a la humedad constituyen una parte significativa de la
comprobación de la vida de almacenamiento. Es típico que las galletas son muy
frágiles y pierden mucho de su atractivo si se rompen. Un grupo coherente de
galletas aporta mucha autoprotección y ayuda a la rigidez, como ocurre con ciertas
bandejas especialmente conformadas, cartulinas en las bases o pliegues de papel
ondulado que reducen la ocasión de fractura como resultado de vibraciones o de
choques durante la vida del paquete. Algunas galletas tienen bordes agudos o
superficies rugosas abrasivas debido al azúcar, etc., y los materiales de
empaquetar habrán de ser elegidos para hacer frente a estas eventualidades. Los

envoltorios de plástico y los basados en papel, no son particularmente buenas
barreras contra los compuestos aromáticos, por lo tanto, no se deben almacenar la
piezas cerca de detergentes, antisépticos o productos perfumados. El cartón,
puede comunicar sabor mohoso en contacto con las piezas que están dentro de
una barrera impermeable. Se debe utilizar siempre cartón de buena calidad,
fabricado con fibra nueva (no de papel reciclado) comprobando siempre
cuidadosamente los olores que pueden ser comunicados a los productos. Es
permisible utilizar cartón de papel reciclado en las cajas exteriores que no se
ponen en contacto con el producto. Es importante tener en cuenta que el papel
reciclado puede presentar un peligro de higiene si se coloca en contacto con
alimentos (3).
1.3.1.2 Tipos de empaques primarios: el empaque primario es la unidad
impermeable que se ofrece en venta al consumidor. El empaquetado secundario
en grupos de 10, 20 o más, en cajas es para facilitar el almacenamiento y
transporte, pero como en este empaquetado puede tener un efecto importante en
la protección mecánica suministrada a los paquetes primarios, se debe proyectar
cuidadosamente. Solamente hay unos cuantos tipos básicos de paquetes
primarios. El envoltorio puede ser rígido, en forma de caja metálica o de plástico,
pero con mucha mayor frecuencia asume la forma de material flexible. Cuando es
flexible, puede tratarse de una bolsa preformada que se sella después de da haber
colocado en ella las piezas, o se puede formar rodeando un grupo de galletas y
sellando automáticamente por calor. Algunas galletas se apilan y se colocan en
bolsas preformadas que se sellan a mano. La forma más común de empaquetar
las galletas se hace con máquinas sofisticadas que llevan grupos de galletas o
dispositivos que envuelven, forman y sellan a altas velocidades. La agrupación de
galletas puede ser en columna, en grupos de columnas o en desorden (ver Fig. 1).
Las galletas que van en paquetes con pilas de columnas, generalmente se
determinan por el número, los paquetes que las llevan en columnas se determinan
por el espesor, y las que van en desorden generalmente se determinan por el

peso. El sellado del empaque se puede hacer con cierres de aleta o con cierre de
sobre (ver Fig. 1) Los cierres de aletas necesitan que una sola de las superficies
del material de envolver sea sellable térmicamente, pero los cierres de sobre
necesitan las dos superficies sellables por calor y habrá que aplicar cierta presión
contra el contenido del paquete. A veces se utiliza una combinación de tipos de
sellado para conseguir la mayor eficiencia que permite el sellado en aletas, con
relación a la protección de humedad en combinación con la limpieza que se
consigue con el cierre plegado en cuanto al aspecto del paquete. Los materiales
de envolver impresos o sin imprimir, se obtienen generalmente en forma de
bobinas, y la acción de la máquina de envolver puede ser intermitente o continua.
El sellado en aletas implica la formación de un tubo alrededor del producto, que se
sella en forma rizada y se corta con el intervalo apropiado después de haber
formado el paquete. Se puede formar el tubo horizontal o verticalmente. El tipo
horizontal, permite la introducción de un grupo de galletas en una disposición ya
preformada, pero el tipo vertical se utiliza para un conjunto desordenado de
galletas que se han pesado previamente. El producto envuelto y sobreenvuelto
sellado con cierres plegados, particularmente en los extremos del paquete,
permite la alimentación simultánea de más de una empaquetadora (por ejemplo, el
papel dentro de una lámina impermeable y sellable térmicamente) y cartulina o
materiales corrugados para protección o rigidez adicional (por ejemplo, pliegues
ondulados o cartulinas en las bases). Los materiales para envolver los paquetes
con cierres plegados, se cortan antes de formar el paquete de forma que el
transporte de los materiales por la máquina de empaquetar es mucho más crítico.
Dentro de estos métodos generalizados de construcción de paquetes hay mucha
sofisticación de diseño mecánico que proporcionan ventajas y características
particulares para hacer frente a diferentes exigencias. Las cajas rígidas metálicas
y de plástico, se utilizan hoy en día muy raramente para envasar galletas. Aunque
estos recipientes ofrecen muchas ventajas, son caros y difíciles de llenar. Se han
desarrollado máquinas capaces de apilar y colocar las galletas dentro de las cajas,
pero el mecanismo es tan elaborado que el costo solamente se justifica con los
tipos más caros de galletas elaboradas en instalaciones especiales (3).

Figura 1. Empaques primarios
Columna
Desorden
Pila de columna
DIVERSOS PAQUETES DE GALLETAS
Cierre de aleta Cierre de sobre
TIPOS DE CIERRE DE ENVOLTURA FLEXIBLE

1.4 EQUIPOS
Los principales equipos para la elaboración de galletas, se describen a
continuación, y la complejidad o no de los mismos depende del grado de
tecnología que se aplique en la elaboración del producto.
1.4.1 Hornos: los hornos para galletas se proyectan para adaptarse al
combustible que han de quemar: gas, productos petrolíferos de calidades
diversas, o electricidad (o carbón) y para transmitir el calor, bien directa o
indirectamente a la cámara del horno. Solamente el gas, el aceite ligero con bajo
contenido de azufre y la electricidad se pueden utilizar para calentar el interior del
horno directamente. El calor de los otros aceites, y por supuesto, del carbón, debe
ser aplicado indirectamente mediante intercambiadores de calor. Siempre se prevé
la posibilidad de variar la cantidad de calor aportado a cada zona del horno y
también la relación que se puede distribuir a la parte superior e inferior del
producto. Los hornos calentados indirectamente, generalmente tienen unos
cuantos quemadores distribuidos en grandes zonas a lo largo de la longitud del
horno. Los hornos calentados directamente, generalmente tienen un gran número
de pequeños quemadores agrupados por zonas semejantemente grandes por
motivo de control. Los hornos de cualquier tipo, se construyen con gran número de
mandos que, generalmente van calibrados groseramente y que son variados
localmente a lo largo de la longitud del horno. Se debería designar el número de
zonas controladas independientemente y la longitud de las mismas para ajustarlas
al producto que se está horneando y al tiempo que pasa el producto en cada zona.
Sin embargo, la mayoría de los hornos, no son específicos para un producto, por
lo que se acepta una solución de compromiso en el número de zonas, su longitud
y sus controles. La energía para cada zona está relacionada con el flujo de calor
exigido y la cantidad de vapor de agua a evaporar en cada zona. Las zonas
primeras son las que necesitan más energía porque es allí donde la banda del
horno tiene que ser calentada y se elimina allí la mayor parte de del agua (3).

1.4.2 Amasadoras: las amasadoras varían de tamaño, sofisticación de control,
potencia y peso total según producto y tipo de industria. Se pueden clasificar entre
los siguientes tipos:
1.4.2.1 Amasadoras continuas: estas son generalmente de la variedad <<rotor
dentro de un barril>>. Disponiendo diferentes brazos y estatores a lo largo de su
longitud, es posible variar las acciones del amasado dentro del marco de mezclar,
dispersar, airear y formar la masa. Es posible alimentar todos los ingredientes por
la entrada de la amasadora o disponer de entradas sucesivas a lo largo del barril,
para poder realizar diferentes adiciones después de intervalos apropiados. Las
amasadoras continuas proporcionan las posibilidades mejores y más limpias para
obtener masas en condiciones óptimas. Sus rendimientos se pueden acoplar con
precisión al resto de la planta de producción, con lo que toda la masa es de la
misma edad. Una vez funcionando a régimen, la supervisión que se requiere es
mínima. No es fácil de arrancar y parar, lo cual es un problema si se detiene el
resto de la planta. Su puesta a régimen es difícil y presupone el conocimiento de
las secuencias y condiciones óptimas para el amasado. La medición de los
ingredientes ha de ser continua y este equipo y su mantenimiento pueden ser muy
costosos. No es fácil medir masa de recortes de manera constante y uniforme. Las
amasadoras continuas deben ser consideradas las más adecuadas para
instalaciones dedicadas a un solo producto (3).
1.4.2.2 Amasadoras discontinuas: este tipo de amasadora es el más utilizado
en galletas y se pueden encontrar de dos tipos: con artesa desmontable y
horizontales con los batidores fijos en relación con la artesa. En el primer tipo, los
batidores van montados verticalmente y: o ellos y su mecanismo de transmisión se
bajan al interior de una artesa, o se levanta la artesa para que queden situados los
batidores y la tapadera. Los ejes del batidor pueden girar en posiciones fijas, en
cuyo caso hay generalmente dos o tres batidores que se entrelazan, o hay un eje

único que gira verticalmente y él mismo es conducido de manera circular
planetaria. Esta acción permite a un único batidor, alcanzar toda la masa de la
artesa sin apenas trasladarla circularmente. Se pueden cargar las artesas con los
ingredientes en lugares diferentes de la amasadora, por lo que la carga y descarga
no es una particularidad crítica del tiempo del ciclo de amasado. Se pueden
conseguir las diferentes acciones del amasado, bien con diferentes amasadoras,
bien cambiando los batidores de la misma amasadora. Es fácil cargar la artesa
manualmente con ingredientes problemáticos como la masa de recortes o el polvo
de galletas. Se pueden trasladar rápidamente las artesas con masa a diferentes
lugares para vaciar o para guardar. La acción de amasar a veces no es uniforme
entre el fondo y la parte superior de la artesa, con el resultado de mayor o menor
actividad en algunas partes de la masa. Es difícil mantener buen control de la
temperatura en las artesas porque las camisas refrigerantes han de ser
conectadas y desconectadas. Algunos tipos de amasadoras horizontales tienen la
artesa fija y una puerta lateral o en el fondo que permite la descarga de la masa;
pero más frecuentemente, toda la artesa gira en un eje horizontal para descargar
la masa. Los batidores funcionan horizontalmente dentro de la artesa y van fijos a
uno o dos ejes. Estas amasadoras son muy poderosas ya que sus ejes tiene
cojinetes en sus dos extremos y son, por tanto, capaces de procesar masas duras
más rápidamente que las amasadoras de tipo vertical. Si la descarga es eficiente,
se puede situar la amasadora directamente sobre la tolva de una laminadora
eliminando la necesidad de trasladar la masa con un contenedor. Los batidores
tienden arrojar el material hacia el techo de la amasadora, lo que puede traer
consigo lugares ciegos donde cuelgan los ingredientes, tapando totalmente la
amasadora de forma que no se puede observar fácilmente el progreso de la
operación. La limpieza es una operación importante, y como hay algunas áreas de
la artesa sin barrer, puede ser necesaria una operación de rascar. Es un gran
inconveniente reamasar una masa, ya que la carga de masa desde una artesa es
difícil de conseguir. A medida que el tamaño de estas amasadoras aumenta, la
eficiencia en la acción de formación, disminuye en relación con el calor
desarrollado por fricción entre la masa y la superficie de la artesa (3).

1.4.3 Laminadoras: pueden ser de dos, tres o más raramente cuatro rodillos. Los
de dos rodillos se usan generalmente como prelamimadoras; es decir, suministran
la masa medida de una tolva, en forma de lámina basta o incompleta, a otra
máquina, como una moldeadora rotatoria o a otra laminadora el comienzo del
dispositivo de formación. El funcionamiento de las prelaminadoras, no suele ser
crítico pues no están previstas para producir una lámina de masa perfecta.
También se encuentran los laminadores de tres rodillos con descarga trasera y
delantera. Se prefiere la descarga trasera con todas las masas extensibles, pero
es necesaria la descarga frontal cuando la masa es débil y antiglutinante y
necesita quedar bien apoyada al abandonar la laminadora (3).
1.4.4 Cortadoras: las instalaciones antiguas de galletas empleaban siempre
máquinas de cortar basculantes. Estas funcionan con bloques macizos de
cortadores, que estampan una o más filas de piezas de cada vez. El equipo tiene
que ser robusto e incorpora un mecanismo de balanceo, de forma que la lámina
de masa viaja a velocidad constante y el cortador baja, se desplaza con la masa, y
se levanta y vuelve hacia atrás, antes de que baje de nuevo. Con la producción de
hornos más largos (mayores velocidades de línea) e instalaciones más anchas, se
hizo necesario considerar mejoras en las máquinas de corte. Las moldeadoras
rotatorias se han reemplazado ampliamente al corte troquelado y las cortadoras
rotatorias se utilizan ampliamente. Las cortadoras rotatorias son de dos tipos: las
que utilizan dos rodillos, uno inmediatamente detrás del otro, y las que solamente
tienen un rodillo. Las que tienen dos rodillos, el principio es que la lámina de masa,
sobre una cinta transportadora, es oprimida entre los rodillos grabados (montados
en serie) y un rodillo yunque forrado con goma. El primer rodillo perfora la masa,
imprime cualquier dibujo en la superficie o letrero y comprime la masa contra la
cinta transportadora de corte. El segundo rodillo está grabado únicamente con los
bordes de la galleta y corta la pieza dejando una red de recortes como en el tipo
de cortador basculante. Hay un dispositivo para ajustar la rotación relativa de un
rodillo con relación al otro, para que sea posible la sincronización correcta entre el

dibujo y el contorno. El cortador rotatorio de un solo rodillo, consigue a la vez la
perforación, la presión y el corte del contorno, con un único rodillo. En algunos
casos, esto funcionará bien, pero en muchos otros hay fuerte tendencia a que la
pieza de masa se levante de la cinta transportadora porque el dispositivo de
presionarla no es independiente de la presión de corte. Los rodillos de cortar, son
caros, por lo que no debería haber dos cuando puede bastar con uno, pero la
frustración y perturbación en la producción engendrada por el funcionamiento
defectuoso, conduce a aconsejar que se deben evitar las ocasiones para que
puedan producirse dificultades por utilizar el tipo de rodillo único, adoptando el
sistema de dos rodillos (3).

2. MATERIALES Y METODOS
La presente investigación se realizó en la planta piloto de cereales en la
Universidad de La Salle, ubicada en la carrera 7 No. 172 – 85 con una duración
de 6 meses. En este capítulo se describen las materias primas, el proceso de
elaboración del producto, las diferentes formulaciones que se utilizaron, las
pruebas microbiológicas y fisicoquímicas y el diseño experimental aplicado.
2.1 MATERIAS PRIMAS
2.1.1 Harina de trigo: se utilizó harina de trigo fortificada con vitaminas B1, B2,
B3, B9, hierro, y su proveedor fue Haz de Oros (Harinera del Valle S.A). A lo largo
del estudio se utilizaron aproximadamente 6 libras de esta harina. Ver norma de
calidad en panadería (Anexo B).
2.1.2 Harina de soya: El proveedor utilizado fue LLOREDA GRASAS S.A el cual
facilitó para el estudio 50 kilos de los cuales se utilizaron 2 kilos. Ver norma de
calidad (Anexo C).
2.1.3 Almidón de maíz: para el estudio se utilizó el almidón de maiz que
comunmente se conoce como Maizena fabricado por DISA S.A, (Cali) , se
emplearon 2 libras aproximadamente en el desarrollo del proyecto.Ver norma de
calidad (Anexo D).

2.1.4 Azúcar: se utilizó azúcar micropulverizada (grado 5 XXXXX), de la
empresa Levapan S.A. Se emplearon 4 libras aproximadamente durante el
desarrollo del estudio. Ver norma de calidad (Anexo E).
2.1.5 Grasa: se empleó margarina vegetal DAGUSTO para repostería, de la
empresa ACEGRASAS S.A. Se utilizaron aproximadamente 10 libras par todo el
estudio. Ver norma de calidad (Anexo F).
2.1.6 Sal: Se emplearon 1000 g en el estudio de sal pura – yodada- fluorizada
de la empresa REFISAL Ver norma de calidad (Anexo G).
2.1.7 Monoglicéridos: estos fueron facilitados por la empresa DELTAGEN LTDA,
utilizando aproximadamente 50 g. Ver norma de calidad (Anexo H)
2.1.8 Polvo de hornear: esta materia prima fue suministrada por ROYAL de la
empresa Navisco S.A. Se utilizaron aproximadamente 50 g.
2.1.9 Huevo: se utilizaron huevos comunes amarillos y blancos; donde se
emplearon 5 huevos (250 g). Los huevos deben cumplir ciertos requisitos de
calidad (Ver anexo I).
2.1.10 Sabor: se manejó esencia de vainilla blanca para repostería casera de la
industria Levapan S.A. Se utilizaron 10 c.c. aproximadamente.
2.1.11 Agua: se utilizó agua potable y se empleó 1 litro de agua
aproximadamente. Ver norma de calidad (anexo J).

2.2 ELABORACIÓN DE LA GALLETA
2.2.1 Recepción de materia prima: es la primera etapa del proceso, donde se
verifica que todas las materias primas reúnan los requisitos establecidos de
calidad, tales como:
• Las marcas de los productos a utilizar deben ser siempre las mismas, de
empresas reconocidas y especializadas para el tipo de producto que se va a
elaborar.
• Verificar que todas las materias primas no se hayan salido del límite de
vencimiento.
Las normas de calidad de cada una de las materias primas se encuentran en los
anexos B – J.
2.2.2 Cremado: el objetivo del mezclado es la distribución homogénea de los
materiales sólidos por todo el conjunto, en donde la mayoría de los casos la
distribución suele ser realizado a nivel macro más que a micronivel.
El primer paso consiste en cremar la margarina y el azúcar pulverizada por medio
de una batidora, donde posteriormente se adicionan los ingredientes líquidos
como: el huevo, el sabor y el agua. Aparte de deben mezclar en forma manual con
anterioridad todos los ingredientes secos como son: la fécula de maíz, la harina de
soya y de trigo, la sal, los monoglicéridos y el polvo de hornear.
2.2.3 Amasado: este proceso consiste en la incorporación de los ingredientes
secos, líquidos y mezcla cremada por medio de una batidora (ver figura 2) (ver
ficha técnica anexo K); y se realizó con la finalidad de:
1. Mezclar los ingredientes para formar una masa uniforme.
2. Dispersar el sólido en líquido, ó el líquido en sólido.

3. Lograr una disolución sólido en líquido.
4. Esponjar la masa para que tenga menos densidad.
La calidad de la masa queda determinada por la formulación, la naturaleza de los
ingredientes utilizados y el grado hasta el cual estos ingredientes han sido
mezclados; el resultado es una masa que tiene cualidades particulares de
elasticidad y maleabilidad las cuales en conjunto constituyen lo que se llama
consistencia.
Figura 2. Batidora
2.2.4 Laminación y corte: después del amasado, se deja reposar la masa,
posteriormente se procede a transformarla en una lámina de espesor uniforme
(0.7 cm) a través de un rodillo es necesario que no se produzcan agujeros y que
los bordes sean lisos y no desiguales; con frecuencia la laminación permite

también la incorporación de masa reciclada al cortador y a la masa fresca virgen
procedente del amasado. Es importante tener en cuenta que tanto el rodillo como
la mesa donde se esta realizando la laminación deben estar enharinadas para
evitar que la masa se adhiera al rodillo y a la mesa, evitando el exceso de
enharinado pues se puede perder la plasticidad de la harina la cual es una
característica importante para la obtención de la galleta deseada. Posteriormente
se realiza el corte de la masa laminada con un cortador circular con un diámetro
de 6 cm, en donde se produce no solo el contorno del tamaño y forma deseadas
sino también la impresión de la superficie y los orificios, es preciso asegurarse de
que la pieza de masa se adhiera con frecuencia a la mesa y no al cortador, esta
adherencia no debe ser exagerada pues de lo contrario habrá dificultades para
transferir las piezas sin distorsión a las bandejas del horno.
2.2.5 Horneado: la masa una vez cortada en piezas es llevada al horno (ver
figura 4), (ver ficha técnica anexo K), el cual debe estar precalentado a una
temperatura de 350 0 F, este proceso se debe realizar por 15 minutos durante los
cuales se producen variaciones importantes como:
1. Gran disminución de la densidad del producto unida a una textura abierta y
menos porosa.
2. Reducción del nivel de humedad hasta 4%.
3. Cambio en la coloración de la superficie.
4. Liberación de gases de los compuestos químicos esponjantes.
5. Expansión de las burbujas de estos gases como resultado del aumento de la
temperatura que también hace aumentar la presión del vapor de agua dentro
de ellos.
6. Ruptura y coalescencia de alguna de estas burbujas
7. Pérdida de vapor de agua de la superficie del producto, seguida por la
emigración de la humedad hacia la superficie y escape a la atmósfera del
horno.

8. Elevación de la temperatura con aumento de la concentración del azúcar en la
disolución.
Figura 3. Horno

2.2.6 Enfriamiento: después del horneado, las galletas se dejan enfriar a
temperatura ambiente antes de empacarlas y es necesario porque son trasladadas
manualmente al empaque. El enfriamiento es importante para las galletas ricas en
azúcar ya que son muy blandas y plásticas cuando salen del horno y solamente se
vuelven rígidas al enfriarse. Hay también una apreciable pérdida de humedad al
enfriarse las galletas lo que es beneficioso para su calidad y duración en buen
estado.
2.2.7 Empaque: las galletas una vez enfriadas son empacadas en bolsas de
polipropileno con cierre hermético con 4 unidades en cada bolsa. Este empaque
no solamente es para colocarlas en grupos de tamaños prácticos sino también
para protegerlas para que no absorban la humedad y evitar así posibles fracturas.
2.2.8 Almacenamiento: las galletas deben ser almacenadas en un lugar seco,
frío y con buena circulación de aire, ya que las temperaturas pueden provocar
emigración de la grasa, y las humedades altas pueden provocar contaminación
por microorganismos.
El proceso se resume así:

Diagrama 3. Elaboración galletas de soya
RECEPCION DE MATERIA PRIMA
CREMADO
AMASADO
LAMINACION Y CORTE
HORNEADO
ENFRIAMIENTO
EMPAQUE
ALMACENAMIENTO
VIDA UTIL

2.3 FORMULACION
Para el desarrollo del proyecto se realizó un panel sensorial con niños de 8 – 13
años, los cuales degustaban distintas clases de galletas de panadería. De allí se
eligió la galleta más aceptada y a partir de su formulación, se realizaron 4
formulaciones: una patrón que sirvió de referencia para comparar y determinar el
aumento del nivel proteíco de una galleta tradicional de panadería con respecto a
3 formulaciones que llevaban harina desengrasada de soya con porcentajes de
inclusión del 5%, 7,5% y 10%, teniendo en cuenta que el nivel máximo de
inclusión de harina desengrasada de soya es del 20% según un estudio realizado
por el Instituto de Investigaciones Tecnológicas para productos de panadería (17).
Para la formulación final de este estudio se empleo la siguiente composición
(cuadro 6) siguiendo el método descrito por el artículo de la industria Gamesa (18)
supervisado por Levapan S.A. siguiendo el diagrama No 3.
Cuadro 6. Formulaciones
PATRON % 5% 7,5% 10%
H. TRIGO 33.75 28.75 26.25 23.75
ALMIDON DE MAIZ 11.25 11.25 11.25 11.25
H. SOYA __ 5 7.5 10
AZUCAR PULVERIZADA 20.8 20.8 20.8 20.8
GRASA 22.5 22.5 22.5 22.5
MONOGLICERIDOS 0.1 0.1 0.1 0.1
SAL 0.8 0.77 0.37 0.07
POLVO HORNEAR 0.4 0.4 0.4 0.4
LECITINA 4.28 4.28 4.28 4.28
SABOR 0.05 0.05 0.05 0.05
AGUA 6.07 6.1 6.5 6.8
TOTAL 100 100 100 100
FUENTE: Autores

2.4 DISEÑO EXPERIMENTAL
El análisis de varianza (ANAVA) se desarrolló a través de un diseño con arreglo
factorial completamente al azar, se aplicó a cada una de las variables cuantitativas
(proteína, grasa, ceniza, humedad, fibra), con el fin de establecer comparaciones
entre los valores F de la tabla y los F calculados en un nivel de significancia del
5% y de esta forma identificar si las pruebas realizadas para cada una de las
formulaciones presentaban diferencias significativas, si estas diferencias se
encontraban como sucedió con las variables de humedad y proteína, era
necesario utilizar la prueba del DMS (Diferencia mínima significativa de Fisher),
donde se calcula un factor equivalente a la distancia mínima permisible que una
muestra puede alejarse de la otra. La distancia entre una muestra y otra se
calcula restando el valor de la media de dos muestras. Si esta diferencia es menor
que le valor calculado de DMS, se concluye que no hay diferencia significativa
entre estas medias; pero si el valor es mayor que el de DMS, entonces si hay
diferencia significativa entre ambas muestras con un nivel de significancia
equivalente al utilizado en el cálculo de DMS. Los datos obtenidos a partir de las
pruebas fisicoquímicas fueron manejados estadísticamente para determinar los
límites de confianza (máximos y mínimos) en las 3 repeticiones de cada
formulación (19).
2.5 PRUEBAS FISICOQUIMICAS
Las determinaciones de proteína (Método Kjeldhal), grasa (Método Soxhlet),
cenizas, fibra cruda y humedad se realizaron siguiendo el método descrito por Inés
Bernal (20).

2.6 PRUEBAS MICROBIOLOGICAS
Con el fin de determinar la calidad bacteriológica del producto se realizaron
análisis microbiológicos en dos tiempos: recién elaborado el producto y pasados
15 días. En estos análisis se tuvieron en cuenta los parámetros establecidos por la
norma ICONTEC NTC 1241: recuento total de mesófilos, recuento total de
coliformes fecales y totales, recuento de hongos y levaduras, estafilococos
coagulasa positiva, e investigación de salmonella.
2.6.1 Recuento total de mesófilos: para este recuento se utilizó el método de
recuento en placa basándose en el número de colonias que se desarrollaron en
placas de agar nutritivo plate count que han sido previamente inoculadas por
estrías con cantidades conocidas del alimento diluido e incubadas por 48 horas en
condiciones ambientales predeterminadas (T0 =37 0 C).
2.6.2 Recuento total de coliformes fecales: los coliformes fecales comprenden
un grupo de microorganismos seleccionados por incubación a temperaturas
superiores a las normales (44- 45,50C), dependiendo del método. Tales cultivos de
enriquecimiento contienen por lo general un alto % de E. Coli tipos I y II y son por
ello, muy indicativos de una probable contaminación de origen fecal del alimento.
En la determinación del número más probable se utilizó el medio verde bilis
brillante con incubación por 48 horas a 5 0 C luego se confirma en EMB en
superficie a 370 C por 24 – 48 horas.
2.6.3. Recuento total de coliformes totales: los coliformes totales constituyen
una de las herrramientas microbiológicas más usadas, los cuales son indicadores
de contaminación fecal. En esta determinación se uso el medio caldo verde
brillante con incubación por 48 horas a 35 0 C.

2.6.4 Recuento de hongos y levaduras: las levaduras y los hongos crecen más
lentamente que las bacterias en los alimentos no ácidos que conservan humedad
y por ello pocas veces determinan problemas en tales alimentos. Sin embargo, en
los alimentos ácidos y en los de baja actividad de agua, crecen con mayor rapidez
que las bacterias, determinando por ello importantes pérdidas por alteración de
frutas frescas y jugos, vegetales, quesos, productos cerealícolas, alimentos
salazonados y encurtidos. Por esto los manipuladores de alimentos susceptibles
de enmohecimiento deben:
Reducir la carga de esporas, observando unas buenas prácticas de higiénicas,
reducir los tiempos de almacenamiento y eliminar ó reducir el contacto con el aire
y añadir conservadores químicos, tales como sorbatos ó benzoatos.
Para el recuento de hongos y levaduras se utilizó el medio OGY con un aditivo de
oxitetraciclina con una dilución de 10-1 e incubación por 7 días a 25 0 C
2.6.5 Estafilococos coagulasa positiva: la presencia de estafilococos en un
alimento se interpreta, por lo general, como indicativo de contaminación a partir de
la piel, la boca, y las fosas nasales de los manipuladores de alimentos, si bien el
material y equipos sucios y las materias primas de origen animal pueden ser
asimismo la fuente de la contaminación. Cuando se encuentra un gran número de
estafilococos en un alimento, ello significa, por lo general que las prácticas de
limpieza y desinfección y el control de la temperatura, no han sido, en algún lugar
adecuado. En esta determinación se utilizó el medio baird parker con dilución 10-1
incubando a 350 C por 48 horas.
2.6.6 Salmonella: la salmonella pertenece a la familia de las Enterobacteriaceae.
La presencia de salmonella en cualquiera de sus serotipos en un alimento debe
ser considerada como peligro potencial. Los medios de contaminación pueden ser

aguas superficiales, insectos, aves y roedores. Las salmonellas pueden a veces
ser vehículadas por los alimentos de origen vegetal, tales como los cereales y
frutos del cocotero. Sin embargo, los vehículos dominantes son la carne, huevos y
los productos industrializados que contienen estas materias primas básicas. La
investigación de salmonella se realiza con una pre-incubación, luego una
incubación en medios selectivos, específicos y bioquímicos, y por último se
realizan pruebas serológicas (21).

3. ANALISIS Y DISCUSION
1.1 ANALISIS DE FORMULACIONES
En el cuadro 5, se puede observar que la cantidad de agua adicionada aumentaba
proporcionalmente a medida que aumentaba el porcentaje de inclusión de harina
desengrasada de soya, esto debido al carácter hidrofílico de la proteína de soya
que da lugar a una mayor absorción y retención de agua en la galleta. La adición
de fécula en la formulación es necesaria para caracterizar la masa de la galleta,
mejorando el brillo en la superficie de estas y cambiando algo en su estructura.
Como se puede observar en la figura 5 las bolas de masa adquieren una
coloración cada vez más oscura a medida que se aumenta el porcentaje de
adición de harina desengrasada de soya, esto se debe al color característico de la
harina. En la figura 6 se pueden observar las galletas horneadas; es importante
anotar que las galletas con mayor inclusión de harina de soya como son la
formulación con 7.5% y 10% de harina desengrasada de soya se tuestan mucho
más rápido que la formulación patrón y la formulación con 5 % de inclusión de
harina desengrasada de soya.

Figura 4. Bolas de masa de las 4 formulaciones
Figura 5. Galletas horneadas de las 4 formulaciones

3.2 BALANCES DE MATERIA
3.2.1 MUESTRA PATRON
Masa Total =700 g
3.2.1.1 AMASADO:
B G F
H J
A
M R1
S P L N
BALANCE TOTAL:
H + A + M + S + P + L + N + B + G + F = J + R1
236.25 +145.6+ 157.5+ 5.6+ 2.8+ 29.96+ 0.7+ 0.35+ 42.49+ 78.75= 647.2 + R1
R = 52.8 g ≈ 7.54%

Cuadro 7. Significado y cantidad del balance de materia en el amasado
LETRA SIGNIFICADO CANTIDAD (g)
H Harina de trigo 236.25
A Azúcar 145.6
M Mantequilla 157.5
S Sal 5.6
P Polvo de hornear 2.8
L Lecitina 29.96
N Monogliceridos 0.7
B Sabor 0.35
G Agua 42.49
F Fécula 78.75
J Bola de masa 647.2
R1 Pérdidas 52.8
Fuente: autores
3.2.1.2 Laminado y cortado:
D
J
R2
BALANCE TOTAL
J = D + R2
647.2 = 647.2 + R2
R2 = 0

Cuadro 8. Significado y cantidad del balance de materia en el laminado y cortado
LETRA SIGNIFICADO CANTIDAD (g.)
J Bola de masa 647.2
D Masa laminada y cortada 647.2
R2 Pérdidas 0
Fuente: autores
3.2.1.3 Horneado:
O
D
R3
BALANCE TOTAL
D =O + R3
647.2 = 543.97 +R3
R3 =103.23 ≈ 15.95%
Cuadro 9. Significado y cantidad del balance de materia en el horneado
LETRA SIGNIFICADO CANTIDAD (g.)
D Masa laminada y cortada 647.2
O Galleta horneada 543.97
R3 Pérdidas 103.23
Fuente: autores

3.2.2 RESUMEN DE PERDIDAS DE LAS 4 FORMULACIONES
Las pérdidas del proceso de elaboración de galletas para las 4 formulaciones se
resume en el siguiente cuadro:
Cuadro 10. Pérdidas de las cuatro formulaciones
PERDIDAS
PATRON 5% 7.5% 10%
g. % g. % g. % g. %
AMASADO 52.8 7.54 33.2 4.74 33.8 4.82 17 2.42
LAMINADO Y
CORTADO
- - - - - - - -
HORNEADO 103.23 15.95 99.73 14.95 99.73 14.96 112.73 16.50
Fuente: autores
3.3 ANALISIS FISICOQUIMICOS
Los resultados obtenidos a partir de los cálculos que se encuentran en el anexo M,
se comparan a continuación con la norma NTC 1241, la cual se encuentra en el
anexo A. Los equipos utilizados para las determinaciones de proteína, grasa,
humedad, ceniza y fibra se pueden observar en el anexo N.
3.3.1 Proteína: se determinó a través de esta prueba que el nivel proteico de las
galletas se incrementaba a medida que aumentaba el nivel de inclusión de harina
de soya (ver gráfico 1), ya que esta comparada con la harina de trigo tiene un
contenido mayor de proteína, es por esto que la muestra patrón a la cual no se le
adicionó harina de soya es la que menor contenido proteico presenta y se

encuentra por debajo de los niveles establecidos por la norma NTC 1241. En la
tabla se puede observar que el mayor valor proteico fue del 15.76% en promedio,
lo que demuestra que la adición de harina de soya mejora notablemente la calidad
nutricional del producto haciéndolo más competitivo ya que en la mayoría de
galletas que se encuentran en el mercado presentan un porcentaje máximo del 7%
Cuadro 11. Porcentaje de proteína de la galleta
MUESTRA PESO MUESTRA VOLUMEN H2SO4
GASTADO (ml)
% PROTEINA
Patrón (1) 1 9.2 8.05
Patrón (2) 1 8.2 7.17
Patrón (3) 1 9.0 7.87
5% (1) 1 12.3 10.76
5% (2) 1 12.0 10.50
5% (3) 1 12.1 10.58
7.5% (1) 1.5 22.5 13.12
7.5%(2) 1.5 21.0 12.25
7.5%(3) 1.5 23.3 13.59
10%(1) 1.5 26.7 15.57
10%(2) 1.5 27.4 15.98
10%(3) 1.5 27.0 15.75
Fuente : autores

Gráfica 1. Proteína vs Harina de soya
3.3.2 Grasa: el porcentaje obtenido se encuentra entre un rango de 22.05% al
26.04% el cual es un resultado de grasa normal si se tiene en cuenta que la
galleta esta elaborada en su mayoría a base de grasa y se ajusta a la cantidad de
grasa adicionada en cada formulación. Este ingrediente es fundamental para
mejorar la textura y servir de agente antiglutinante. Es importante destacar que la
grasa a pesar de tener un calor de combustión más alto que el de los hidratos de
carbono y las proteínas, puede aportar ácidos grasos esenciales para la nutrición
humana.
PROTEINA VS HARINA DE SOYA
0%
5%
10%
15%
20%
0% 2% 4% 6% 8% 10% 12%
% INCLUSION DE HARINA DE SOYA
% D
E P
RO
TEIN
A

Cuadro 12. Porcentaje de grasa de la galleta
MUESTRA PESO MUESTRA PESO BALON
VACIO
PESO BALON +
GRASA
%GRASA
Patrón (1) 1.9384 99.0505 99.4781 22.05
Patrón (2) 1.9332 64.0993 64.5742 24.57
Patrón (3) 1.9397 64.0993 64.5643 23.97
5% (1) 1.9466 99.0505 99.5470 25.51
5%(2) 1.9401 77.8191 78.3243 26.04
5%(3) 1.9472 99.0505 99.5189 24.06
7.5%(1) 1.9305 64.0993 64.5852 25.17
7.5%(2) 1.9279 77.8191 78.3166 25.81
7.5%(3) 1.9140 99.0505 99.5487 26.03
10%(1) 1.9115 64.0993 64.5756 24.92
10%(2) 1.9133 99.0505 99.5326 25.20
10%(3) 1.9013 77.8191 78.3039 25.50
Fuente: autores
En el gráfico 2, se puede observar la relación del porcentaje de grasa vs la
inclusión de harina de soya, en el observamos un incremento significativo de grasa
en las formulaciones 5, 7.5 y 10%, debido posiblemente, a una deshidratación de
la masa en la etapa de horneo ya que cuando se baja la humedad se aumentan
los demás ingredientes en esta caso la grasa.

zzGráfico 2. Grasa vs Harina de soya
3.3.3 Humedad: los datos obtenidos se encontraron dentro del rango establecido
por la norma NTC 1241, el mayor porcentaje de humedad lo presentó la
formulación con el 10% de inclusión de soya ya que a medida que el contenido de
soya aumenta se hace necesario hidratar más la masa debido a que las proteínas
de la harina de soya contienen numerosas cadenas polares laterales junto con las
uniones peptídicas con lo cual hace hidrofílica la proteína por lo tanto las
proteínas tienden a absorber y retener agua cuando están presentes en sistemas
alimenticios, debido a que el pH de la harina de soya es alto (6-7) absorbiendo el
doble de agua que si tuviera un pH mínimo de 4 ó 3
GRASA VS HARINA DE SOYA
23%
24%
25%
26%
0% 2% 4% 6% 8% 10% 12%
% DE INCLUSION DE HARINA DE SOYA
% D
E G
RA
SA

Cuadro 13. Porcentaje de humedad de la galleta
MUESTRA PESO CAPSULA
VACIA
PESO CAPSULA
CON MUESTRA
PESO FINAL % HUMEDAD
Patrón (1) 38.2085 40.2085 40.1469 3.08
Patrón (2) 49.5340 51.5340 51.4672 3.34
Patrón (3) 49.0630 51.0630 51.0027 3.01
5%(1) 48.1250 50.1250 50.0716 2.67
5%(2) 47.4227 49.4227 49.3628 2.99
5%(3) 47.5341 49.5341 49.4813 2.64
7.5%(1) 38.3303 40.3303 40.2608 3.47
7.5%(2) 38.9141 40.9141 40.8420 3.60
7.5%(3) 49.0084 51.0084 50.9227 4.28
10%(1) 52.0456 54.0456 53.9571 4.42
10%(2) 38.3667 40.3667 40.2800 4.33
10%(3) 45.7950 47.7950 47.6963 4.93
Fuente: autores
En el gráfico 3, se puede observar la relación de la humedad vs la inclusión de
harina de soya, en donde la humedad aumenta debido a que es necesario
aumentar el contenido de agua.

Gráfico 3. Humedad vs Harina de soya
3.3.4 Fibra: esta determinación nos sirve como indicador para determinar la
cantidad de compuestos de la galleta que el organismo no aprovecha.
Los datos obtenidos en esta determinación demuestra que la galleta se encuentra
por fuera de la norma NTC 1241 ya que esta establece un rango de 0-1, esto se
debe al uso de la harina de soya, ya que esta aporta según la norma de calidad
establecida para este producto un 4% de fibra, logrando un porcentaje final de
fibra elevado en la galleta.
HUMEDAD VS HARINA DE SOYA
0%
2%
4%
6%
0% 2% 4% 6% 8% 10% 12%
% DE INCLUSION DE HARINA DE SOYA
% D
E H
UM
ED
AD

Cuadro 14. Porcentaje de fibra de la galleta
MUESTRA PESO MUESTRA PESO RESIDUO
SIN CALCINAR
PESO RESIDUO
CALCINADO
% FIBRA
Patrón (1) 1.4398 11.2342 11.2182 1.11
Patrón (2) 1.4526 16.4024 16.3853 1.17
Patrón (3) 1.4303 11.5510 11.5388 0.84
5%(1) 1.4708 16.6643 16.6448 1.32
5%(2) 1.4616 16.5536 16.5380 1.06
5%(3) 1.4439 12.0880 12.0674 1.42
7.5%(1) 1.4757 16.3180 16.3019 1.09
7.5%(2) 1.4793 11.6659 11.6407 1.70
7.5%(3) 1.4740 16.3300 16.3062 1.61
10%(1) 1.4604 11.5883 11.5714 1.15
10%(2) 1.4730 11.8100 11.7962 0.93
10%(3) 1.4447 16.3345 16.3231 0.78
Fuente: autores
En la gráfica 4. Se puede observar la relación fibra vs inclusión de harina de soya,
en donde no se observa una variación significativa, solo se observa un aumento
en la formulación 7,5%, debido quizá a problemas en el filtrado durante la
determinación.

Gráfico 4. Fibra Vs Harina de soya
3.3.5 Cenizas: los resultados obtenidos en esta determinación se encuentran
dentro de los rangos permisibles de la norma NTC 1241 dando valores entre 1.4 y
2.3 lo que significa que la galleta es de buena calidad porque el % encontrado
estaba por debajo e lo que establece la norma como máximo.
Los datos no presentaron una variación significativa debido a que la inclusión de
harina de soya no aumenta el contenido de minerales.
FIBRA VS HARINA DE SOYA
0%1%1%2%2%
0% 2% 4% 6% 8% 10% 12%
% DE INCLUSION DE HARINA DE SOYA
% D
E F
IBR
A

Cuadro 15. Porcentaje de cenizas de la galleta
MUESTRA PESO CRISOL
VACIO
PESO CRISOL
CON
MUESTRA
PESO CRISOL
FINAL
% DE CENIZAS
Patrón (1) 17.9940 19.9940 18.0261 1.60
Patrón (2) 17.4923 19.4923 17.5250 1.63
Patrón (3) 17.6038 19.6038 17.6515 2.3
5%(1) 27.1124 29.1124 27.1470 1.7
5%(2) 29.8517 31.8517 29.8800 1.4
5%(3) 29.4375 31.4375 29.4783 2.0
7.5%(1) 30.5951 32.5951 30.6240 1.4
7.5%(2) 18.6684 20.6684 18.7027 1.7
7.5%(3) 23.3550 25.3550 23.3966 2.1
10%(1) 26.4250 28.4250 26.4693 2.2
10%(2) 26.4271 28.4271 26.4610 1.7
10%(3) 27.1183 29.1183 27.1526 1.7
Fuente: autores
En el gráfico 5, se puede observar la relación de las cenizas vs la inclusión de
harina de soya, en donde no se presentan variaciones significativas de una
formulación a otra.

Gráfico 5. Cenizas vs Harina de soya
3.4 ANALISIS ESTADISTICOS
Para iniciar el estudio estadístico fue necesario establecer las siguientes
variables: (22)
X = Media
S = Desviación estándar
CV = Coeficiente de variabilidad
t = Variable según la tabla de t student
n = Grados de libertad
X 1-n
s t± = Límites de confianza
De esta forma se puede determinar los límites máximos y mínimos en los que se
encontraban las variables cuantitativas (proteína, grasa, humedad, cenizas, fibra),
CENIZAS VS HARINA DE SOYA
0%
1%
2%
3%
0% 2% 4% 6% 8% 10% 12%
% DE INCLUSION DE HARINA DE SOYA
% D
E C
EN
IZA
S

Cuadro 16. Proteína
SUSTITUCIONX S CV X
1-ns t±
PATRON 7.70 0.46 5.77 6.30 – 9.09
5% 10.61 0.13 1.22 10.21 – 11
7.5% 12.99 0.68 5.23 10.93 – 15.05
10% 15.77 0.21 1.33 15.13 – 16.41
Fuente: autores
En el cuadro anterior se observa que solo el límite de confianza mínimo para la
muestra patrón se sale del rango mínimo de proteína (8 a ∞) que establece la
norma para este tipo de productos.
Cuadro 17. Grasa
SUSTITUCIONX S CV X
1-ns t±
PATRON 74.3 1 1.34 71.25 – 77.34
5% 74.34 1.13 1.52 70.90 – 77.77
7.5% 76.73 0.29 0.37 75.84 – 77.61
10% 76.33 0.7 0.91 74.20 – 78.45
Fuente: autores

Para esta variable los límites máximos y mínimos obtenidos son altos debido a la
cantidad de grasa que lleva este producto en su elaboración, pero son rangos
permitidos ya que la norma no establece un porcentaje definido de grasa para
galletas debido quizá a la gran variedad de formulaciones que existe para
elaborarlas.
Cuadro 18. Humedad
SUSTITUCIONX S CV X
1-ns t±
PATRON 3.14 0.17 5.41 2.62 – 3.65
5% 2.77 0.19 6.85 2.19 – 3.34
7.5% 3.78 0.44 11.64 2.44 – 5.12
10% 4.56 0.32 7.01 3.58 – 5.53
Fuente: autores
Para humedad los límites de confianza se encuentran dentro del rango establecido
por la norma, presentando una tendencia hacia el límite mínimo debido a que es
un producto con soya y esta por sus características higroscópicas absorbe más
agua que una harina de trigo.
Cuadro 19. Cenizas
SUSTITUCIONX S CV X
1-ns t±
PATRON 1.84 0.40 21.73 0.62 – 3.05
5% 1.7 0.3 17.6 0.78 – 2.62
7.5% 1.73 0.35 20.23 0.66 – 2.79
10% 1.87 0.29 15.50 0.78 – 2.75
Fuente: autores
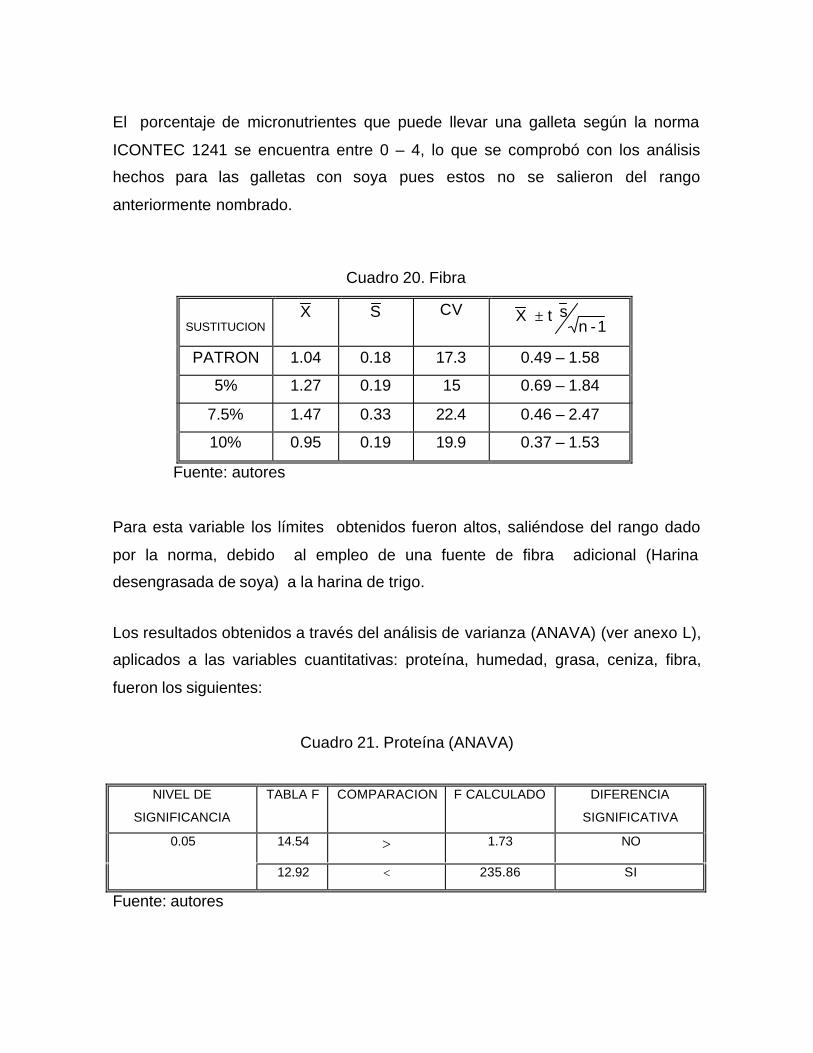
El porcentaje de micronutrientes que puede llevar una galleta según la norma
ICONTEC 1241 se encuentra entre 0 – 4, lo que se comprobó con los análisis
hechos para las galletas con soya pues estos no se salieron del rango
anteriormente nombrado.
Cuadro 20. Fibra
SUSTITUCIONX S CV X
1-ns t±
PATRON 1.04 0.18 17.3 0.49 – 1.58
5% 1.27 0.19 15 0.69 – 1.84
7.5% 1.47 0.33 22.4 0.46 – 2.47
10% 0.95 0.19 19.9 0.37 – 1.53
Fuente: autores
Para esta variable los límites obtenidos fueron altos, saliéndose del rango dado
por la norma, debido al empleo de una fuente de fibra adicional (Harina
desengrasada de soya) a la harina de trigo.
Los resultados obtenidos a través del análisis de varianza (ANAVA) (ver anexo L),
aplicados a las variables cuantitativas: proteína, humedad, grasa, ceniza, fibra,
fueron los siguientes:
Cuadro 21. Proteína (ANAVA)
NIVEL DE
SIGNIFICANCIA
TABLA F COMPARACION F CALCULADO DIFERENCIA
SIGNIFICATIVA
14.54 > 1.73 NO0.05
12.92 < 235.86 SI
Fuente: autores

Cuadro 22. Grasa (ANAVA)
NIVEL DE
SIGNIFICANCIA
TABLA F COMPARACION F CALCULADO DIFERENCIA
SIGNIFICATIVA
14.54 > 0.50 NO0.05
12.92 > 6.56 NO
Fuente: autores
Cuadro 23. Humedad (ANAVA)
NIVEL DE
SIGNIFICANCIA
TABLA F COMPARACION F CALCULADO DIFERENCIA
SIGNIFICATIVA
14.54 > 1.11 NO0.05
12.92 > 20.66 SI
Fuente: autores
Cuadro 24. Cenizas (ANAVA)
NIVEL DE
SIGNIFICANCIA
TABLA F COMPARACION F CALCULADO DIFERENCIA
SIGNIFICATIVA
14.54 > 2.11 NO0.05
12.92 > 0.22 NO
Fuente: autores
Cuadro 25. Fibra (ANAVA)
NIVEL DE
SIGNIFICANCIA
TABLA F COMPARACION F CALCULADO DIFERENCIA
SIGNIFICATIVA
14.54 > 0.08 NO0.05
12.92 > 2.41 NO
Fuente: autores

De acuerdo a los resultados no se encontraron diferencias significativas entre los
análisis hechos para cenizas, grasa, y fibra tanto en los triplicados como en
formulaciones, pero si se encontraron diferencias significativas con respecto al
patrón en la determinación de humedad, lo que indica que la harina de trigo no
tiene la capacidad de absorber tanta agua como lo hace la harina de soya.
En cuanto a proteína las diferencias fueron significativas no para los triplicados,
sino de una formulación a otra indicándonos un aporte nutricional mayor en cuanto
al contenido de proteína debido a la inclusión en diferentes porcentajes de harina
de soya.
3.5 ANALISIS MICROBIOLOGICOS
Los resultados que arrojaron las pruebas microbiológicas fueron favorables para el
producto. (Ver anexo Ñ)
El recuento total de mesófilos el resultado más elevado lo presenta la formulación
con 7.5% de adición de Harina desengrasada de soya, debido quizá a un mal
almacenamiento durante los 15 días que se dejaron para realizar las segundas
pruebas; sin embargo, este valor se encuentra muy por debajo de lo que la norma
establece como máximo para la presencia de mesófilos. En general las UFC/g
encontradas en todas las formulaciones no son significativas, lo que indica que el
producto que fue hecho en buenas condiciones sanitarias, además de esto es
importante tener en cuenta que la baja humedad no favorece el crecimiento de
este tipo de microorganismos. Los recuentos de coliformes fecales y totales se
encuentran dentro de los rangos establecidos por la norma y no presentaron

variación en la segunda prueba, lo que indica la higiene durante y después de la
elaboración del producto fue la adecuada.
En el análisis de hongos y levaduras la mayor cantidad de UFC/g la presentaron
las formulaciones con 7,5% y 10% de harina desengrasada de soya, debido a que
las galletas son productos de baja humedad que se convierten en un medio
favorable para el crecimiento de este tipo de microorganismos. Sin embargo todas
las valores se encuentran dentro del rango dado por la norma, lo que quiere decir
que la calidad bacteriológica fue buena. En la determinación de estafilococos
coagulasa positiva y salmonella, los resultados se encontraron dentro de la norma,
lo que confirma que los procesos de elaboración y empaquetado del producto, se
hicieron con las condiciones higiénicas necesarias para obtener un producto de
buena calidad bacteriológica.
3.6 ANALISIS SENSORIAL
Este análisis se realizó a través de un panel de degustación con niños entre 8 –13
años en donde se evaluó la aceptación del producto, solamente a través de la
variable SABOR, ya que las demás variables tales como: textura, color, olor, son
difíciles de manejar debido a que los panelistas son niños y no les despierta
mayor interés calificar estas variables. La encuesta manejada se basó en la
ESCALA HEDONICA FACIAL, para hacer más claro y agradable la calificación de
la variable establecida. (Ver anexo O) (23)
En los resultados obtenidos la escala representa los siguientes parámetros:
5= Me gusta muchísimo
4= Me gusta más o menos
3= Ni me gusta ni me disgusta

2= Me disgusta más o menos
1= No me gusta nada
Cuadro 26. Muestra 1 (10 % inclusión de Harina desengrasada de soya)
ESCALA FRECUENCIA PORCENTAJE
5 20 86.96
4 3 13.04
Fuente: autores
Gráfico 6. Escala vs Porcentaje de la muestra 1
Cuadro 27. Muestra 2 (7.5% inclusión de Harina desengrasada de soya)
ESCALA FRECUENCIA PORCENTAJE
5 3 13.04
4 11 47.83
3 9 39.13
Fuente: autores
MUESTRA 1
86.96%
13.04%
5
4

Gráfico 7. Escala vs porcentaje de la muestra 2
Cuadro 28. Muestra 3 (5 % inclusión de Harina desengrasada de soya)
ESCALA FRECUENCIA PORCENTAJE
5 3 13.04
4 4 17.39
3 13 56.52
2 2 8.7
1 1 4.35
Fuente: autores
MUESTRA 2
13.04%
47.83%
39.13% 5
4
3

Gráfico 8. Escala vs porcentaje de la muestra 3
Cuadro 29. Muestra 4 (Patrón – sin inclusión de Harina desengrasada de soya)
ESCALA FRECUENCIA PORCENTAJE
5 6 26.09
4 7 30.43
3 6 26.09
2 1 4.35
1 3 13.04
Fuente: autores
MUESTRA 3
13.04%
17.39%
56.52%
8.70% 4.35% 5
4
3
2
1

Gráfico 9. Escala vs porcentaje de la muestra 4
A través de este estudio se observó que la muestra que mayor aceptación tuvo en
el panel que degustó el producto fue la número 1, es decir la que mayor porcentaje
de soya contenía. Este resultado favorece la comercialización ya que de esta
forma las galletas tendrán cabida en el mercado y sus consumidores potenciales
serán los niños. Las otras muestras presentaron un nivel de aceptación favorable
ya que los porcentajes de rechazo fueron mínimos, siendo la muestra 3 la que
presentó un porcentaje más bajo sin llegar a ser rechazada ni aceptada.
Para saber si la galleta en estudio va a ser aceptada ó rechazada es necesario
realizar la prueba KRUSKAL – WALLIS, por medio del paquete estadístico
STATHGRAPHICS. Este análisis arrojó los siguientes resultados:
MUESTRA 4
26.09%
30.43%
26.09%
4.35%
13.04%5
4
3
2
1

Kruskal – Wallis analysis of 1 2 4 4 by 1 2 3 4
Level Sample Size Average Rank
1 1 1.00000
2 1 2.00000
3 1 3.50000
4 1 3.50000
Test statistic = 3 Significance level = 0.391625
Como el nivel de significancia es mayor a 0.05 decimos que se rechaza la
hipótesis de que el nivel de harina de soya afecta la aceptación de la galleta por
parte de los consumidores; por lo tanto, este producto podrá tener una fácil
entrada en el mercado ya que la diferencia de sabor comparada con las demás
galletas sin soya no representa un motivo de rechazo, dando como resultado un
producto de sabor agradable y un alto valor nutricional.
3.7 VIDA UTIL DEL PRODUCTO
Para determinar la vida útil del producto además de las pruebas microbiológicas
(ver anexo N), se hizo un seguimiento sensorial de las 4 formulaciones en 15 días,
debido a que este es un producto de consumo directo. Se dejaron las galletas en 2
condiciones diferentes: unas en bolsas de polipropileno con sellopac evitando su
exposición a la luz y las otras expuestas al ambiente sin empaque.

Durante este tiempo se hizo un análisis sensorial cada 2 días evaluando variables
tales como: olor, color, sabor y textura. Los resultados obtenidos durante el
seguimiento fueron los siguientes:
3.7.1 Galletas empacadas sin exposición a la luz:
DIA 1 – 11 COLOR = Uniforme característico
OLOR = Agradable
SABOR = Característico
TEXTURA = Característica, ligeramente tostada
Cuadro 30. Características sensoriales de las galletas empacadas
DIA 13 DIA 15
COLOR Uniforme Uniforme
OLOR Se Pierde Se pierde
SABOR Característico Característico
TEXTURA Ligeramente blanda Blanda
Fuente: autores
3.7.2 Galletas expuestas al ambiente:
DIA 1 – 7 COLOR: Uniforme característico
OLOR: Agradable
SABOR: Característico
TEXTURA: Característica, ligeramente tostada

Cuadro 31. Características sensoriales de las galletas expuestas al ambiente
DIA 9 DIA 11 DIA 13 DIA 15
COLOR Uniforme Uniforme Uniforme Uniforme
OLOR Se pierde Se pierde Se pierde Se pierde
SABOR Característico Característico A grasa A grasa
TEXTURA Blanda Blanda Totalmente
Blanda
Totalmente
Blanda
Fuente: autores
De acuerdo a las anteriores tablas se estableció que la vida útil del producto es
de 7 días para las galletas expuestas al ambiente y 11 días para las empacadas
en condiciones óptimas de almacenamiento, ya que a partir de estos días se
empezaron a notar variaciones en cuanto olor, sabor y textura y aunque estas
variaciones no son las óptimas para este tipo de producto no resultan
desagradables al paladar, es importante destacar que a los 15 días la calidad
microbiológica del producto es aceptable. Los análisis hechos en las 2 condiciones
demuestran que las diferencias entre sabor, color, olor, y textura no representan
variaciones significativas entre formulación y formulación.

3.8 EVALUACION DE COSTOS
Para realizar el análisis de costos se tomaron como base 700 g para cada
formulación. La cantidad en g para cada formulación fue la siguiente:
Cuadro 32. Cantidad en gramos de las 4 formulaciones
FORMULACIÓN
1
FORMULACIÓN
2
FORMULACIÓN
3
FORMULACIÓN
4
Harina de Trigo 236.25 201.25 183.75 166.25
Harina de Soya
Desengrasada
- 35 52.5 70
Almidón de
maiz
78.75 78.75 78.75 78.75
Azúcar
Pulverizada
145.6 145.6 145.6 145.6
Grasa 157.5 157.5 157.5 157.5
Sal 5.6 5.39 2.59 0.49
Polvo de
hornear
2.8 2.8 2.8 2.8
Sabor 0.35 0.35 0.35 0.35
Agua 42.49 42.7 45.5 47.6
Lecitina 29.96 29.96 29.96 29.96
Monoglicéridos 0.7 0.7 0.7 0.7
Fuente: autores
.

Para establecer cuanto cuesta producir 700 g en galletas se tomaron como base
500 g de cada materia prima teniendo en cuenta los precios dados por el mercado
Cuadro 33. Costos de la materia prima
PRODUCTO CANTIDAD PRECIO $
Harina de trigo 500 g 600
Harina de soya
desengrasada
500 g 1400
Almidón de maíz 500 g 3500
Azúcar pulverizada 500 g 1435
Grasa 500 g 1560
Sal 500 g 250
Polvo de hornear 500 g 12180
Sabor 500 g 9900
Lecitina 500 g 1613
Monoglicéridos 500 g 3888
Energía 1Kw/hr 1Kw/hr 128.4069
Bolsa de polietileno 1 70
Fuente: Supermercados, empresas de alimentos, empresa de energía

Con base en los g utilizados de materia prima en cada formulación, se acoplaron
los anteriores precios para determinar el costo total de producción para las 4
formulaciones.
Cuadro 34. Costo total de producción
$
FORMULACIÓN
1
$
FORMULACIÓN
2
$
FORMULACIÓN
3
$
FORMULACIÓN
4
Harina de trigo 300 250 220 200
Harina de Soya
Desengrasada
- 100 150 200
Almidón de
maíz
550 550 550 550
Azúcar
pulverizada
430 430 430 430
Grasa 500 500 500 500
Sal 3 2 1 -
Polvo de
hornear
70 70 70 70
Sabor 7 7 7 7
Agua - - - -
Lecitina 100 100 100 100
Monoglicéridos 6 6 6 6
Energía 130 130 130 130
TOTAL 2096 2145 2164 2193
Fuente: Supermercados, empresas de alimentos, empresa de energía.

Teniendo en cuenta que con 700 g se producen en promedio 28 galletas para
cada formulación, se estableció el costo unitario de la galleta y el costo por
paquete, sabiendo que cada paquete contiene 4 galletas, como se muestra en la
(figura 7).
Figura 6. Galletas empacadas
Cuadro 35. Costo de la galleta por unidad y por paquete
FORMULACION COSTO UNITARIO
$
COSTO POR
PAQUETE $
1 75.4 370
2 77.2 380
3 77.9 382
4 78.9 386
Fuente: autores

CONCLUSIONES Y RECOMENDACIONES
1. Dentro de los cambios que se observaron en el proceso de elaboración de la
galleta de soya se destacó la obtención de una masa más compacta con un
color más oscuro y una tendencia a resecarse y a cuartearse con el tiempo de
reposo, debido a que la harina de soya tiene la propiedad de absorber más
agua que la harina de trigo.
2. En cuanto a la calidad sensorial del producto los cambios de sabor y aroma no
son muy notorios, obteniéndose una textura con una miga más cerrada y un
poco más suave y un color más dorado lo que favorece la aceptación del
producto.
3. El tiempo de horneado es inversamente proporcional a la cantidad de harina de
soya adicionada, puesto que en los 15 minutos la formulación con mayor
adición de harina de soya tendía a quemarse, debido a que esta harina facilita
la tostación.
4. El fin de agregar harina de soya a una galleta para aumentar el valor nutritivo
(proteína), se cumplió en su totalidad ya que a medida que se adicionaba más
cantidad de harina de soya el porcentaje de proteína de la galleta aumentaba.
5. El mayor % de pérdidas en el proceso de elaboración de las galletas se
presentó en la etapa del horneo, esto no significa que haya pérdida de
producto, sino que debido a la disminución de densidad durante el proceso de
cocción el peso tiende a ser menor.

6. El % restante de pérdida se presentó en la etapa de amasado debido a que los
ingredientes secos tienden a perderse en el aire con el movimiento del émbolo
de la batidora, además al finalizar este proceso parte del producto queda
adherido al émbolo de la batidora y a las paredes del recipìente.
7. Queda comprobado que la adición de harina de soya en la formulación no
afecta la calidad del producto, ya que los resultados fisicoquímicos obtenidos
se encontraban dentro de los parámetros establecidos por la norma Icontec
NTC 1241.
8. Debido a que la calidad microbiológica depende de las condiciones de
elaboración, transporte y almacenamiento, se logró comprobar que el producto
fue realizado con la acepsia necesaria, permitiendo de esta manera establecer
una vida útil prolongada.
9. El análisis sensorial permitió comprobar que la adición de harina de soya no
afecta la aceptación del producto por parte de la población infantil al cual iba
dirigida, ya que su presencia no se hace notoria entre formulación y
formulación.
10. Si el producto se va a comercializar es necesario realizar un estudio de
mercado para saber el grado de posicionamiento que tendrá este dentro de las
marcas de galletas que existen actualmente.
11. Si el objetivo es aumentar la vida útil, es importante estudiar otros tipos de
empaque que le permitan una mayor conservación al producto.
12. Para aumentar la aceptación del producto por parte de los niños, se pueden
adicionar otros ingredientes que mejoran la calidad organóleptica tales como:
chips de chocolate, mermelada de fruta, cacao en polvo, café, especias.

13. Para conocer la plasticidad y la absorción de agua de la masa de las galletas
se considera de gran importancia realizar un Alveograma y un Farinograma
pues de esta forma se puede mejorar el comportamiento de la masa a nivel de
panadería.
14. Es recomendable determinar el contenido de aminoácidos esenciales del
producto y compararlo con los patrones de aminoácidos utilizados para
determinar la calidad de la proteína.
15. Se recomienda para estudios similares determinar el índice de expansión de
la galleta acorde con el método Vetter et al 1984.

BIBLIOGRAFIA
1. ASA (American Soybean Association )
2. BASTIDAS, Gilberto. Sección Oleaginosas. Instituto Colombiano Agropecuario
ICA. Palmira. Valle del Cauca.
3. DUNCAN, M.1989. Tecnología de la industria galletera. España: Acribia S.A.
Zaragosa - España.p. 3-5, 32 – 123, 163 – 398.
4. BRAVERMAN V. 1995. Usos de la soya en panificación. ASA. Mexico. p. 3-5,
9 –12, 16 – 20.
5. INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION.
Norma para galletas. Bogotá: ICONTEC .1p . NTC 1241.
6. CASTAÑEDA H. 1988. Fortificación de harina de trigo con productos de soya
en la elaboración de pan. Tesis, Universidad INCCA. p. 10 – 15
7. CARDENAS, A.1980. Curso de soya, Instituto Colombiano Agropecuario ICA,
8. CARROLL KK J. 1991. Am Diet Assoc. p. 91 – 182
9. ANDERSON J W, JOHONSTONE B M. 1995. Cook - Newel M E. p. 276 –333
10. UNITED SOYBEAN BOARD. 1998. Soy & Heart Disease.

11. MESSING M, BARNES S J. 1991. Natl Cáncer Institute. p. 83 - 151
12. UNITED SOYBEAN BOARD. 1998. Soy & Cancer.
13. MURKIES A L, LOMBARD C. 1995. Maturitas. p. 21 - 195
14. UNITED SOYBEAN BOARD. 1998. Soy & Women.
15. AN J . Clin Nutr. 1989. Departamento de Ciencias Alimentarias. Universidad de
Illinois. p. 37 – 49
16. ALIMENTARIA. 1998. Usos de la soya en productos de panificación. Vol. 14.
No 58 p. 6 – 9
17. LEVAPAN. Casa del panadero. Recetario No 10
18. GARCIA, Fernando. 1995. Fortificación de galletas. Gamesa , Mexico. p. 1-5
19. SIEGEL, Sidney. 1975. ESTADISTICA NO PARAMETRICA. Mexico: Trillas,
p. 215 – 225.
20. BERNAL DE RAMIREZ, Inés.1993 Análisis de alimentos. Colombia: Editora
Guadalupe LTDA, 1ª ed.
21. ICMSF. TECNICAS DE ANALISIS MICROBIOLOGICO. 1990. España: Acribia
S.A,. p. 14, 113-115, 131 –132, 169 – 301.
22. SPIEGEL, Sidney. 1961. ESTADISTICA. USA: Mc. Graw Hill,. p. 157 – 159.

23. PEDRERO, Daniel. 1989. EVALUACION SENSORIAL DE LOS ALIMENTOS.
Mexico: Imprenta Azteca S.A,. p. 139 – 140.
24. INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION.
Normas colombianas para la presentación de tesis de grado. Bogotá:
ICONTEC, 1997. 132 p. NTC 1486,1160,1308,1307.
25. INSTITUTO COLOMBIANO DE NORMAS TECNICAS Y CERTIFICACION.
Norma para las materias primas: harina de trigo, harina de soya, azúcar,
grasas y aceites, sal, emulsificantes, huevos, agua. NTC 267, 1055, 611, 778,
250, 1254, 1582, 1240,813.

ANEXO A. NORMA ICONTEC PARA GALLETAS NTC 1241
1. REQUISITOS ESPECIFICOS
1.1 Requisitos Fisicoquímicos
FERMENTADAS
REQUISITOS MINIMOS MAXIMOS
Acidez expresada en pH
de la solución acuosa a 200 C
5.6 8.8
Proteína en % 8 -
Cenizas en % - 4
Humedad en % - 10
Fibra cruda % - 1
NO FERMENTADAS
REQUISITOS MINIMOS MAXIMOS
Acidez expresada en pH
de la solución acuosa a 200 C
6 8.5
Proteína en % 3.5 -
Cenizas en % - 3.5
Humedad en % - 10
Fibra cruda en % - 1

1.2 Requisitos microbiologicos
Número total de gérmenes Máx. 10000 x g
Coliformes Negativo en 0.1 g
E. Coli Negativo en 1 g

ANEXO B. HARINA DE TRIGO PARA PANIFICACION
NTC 267
1. REQUISITOS GENERALES
1.1 la harina de trigo así como todos los ingredientes que se agregen deberán ser
inocuos y apropiados para el consumo humano.
1.2 La harina de trigo debe estar exenta de sabores y olores extraños y de
insectos vivos.
1.3 La harina de trigo debe estar exenta de escretas animales.
1.4 La harina de trigo podrá contener hasta 50 fragmentos de insectos y hasta un
pelo de roedor en seis muestras de 50g cada una, tomadas al azar de un mismo
lote.
1.5 Como aditivos se permiten:

ADITIVO
NIVEL MÁX EN EL PRODUCTO
TERMINADO
ENZIMAS
Amilasa fúngica de Aspergillus niger BPM
Amilasa fúngica de Aspergillus oryzae BPM
Enzima proteolítica de Bacillus subtilis BPM
Enzima proteolítica de Aspergillus oryzae BPM
AGENTES PARA EL TRATAMIENTO DE
HARINA
Acido ascórbico L- y sus sales de sodio y
potasio
300 mg/Kg
Hidrocloruro de L-cisteína 90 mg/Kg
Dióxido de azufre (en harinas utilizadas
únicamente para la fabricación de bizcochos y
pastas
200 mg/Kg
Fosfato monocálcico 2500 mg/Kg
Lecitina 2000 mg/Kg
Cloro 2500 mg/Kg
Dióxido de cloro 30 mg/Kg
Peróxido benzoílico 60 mg/Kg
Azodicarbonamida 45 mg/Kg
1.6 Los límites máximos para residuos de plaguicidas en la harina de trigo no
deben exeder lo establecido por la comisión del Codex Alimentario.
1.7 La adición de vitaminas y minerales debe cumplir con lo indicado en la
legislación vigente.

1.8 Los siguientes ingredientes se pueden agregar a la harina de trigo en las
cantidades necesarias para fines tecnológicos:
a) Productos malteados con actividad enzimática fabricado con trigo, centeno o
cebada.
b) Gluten vital de trigo.
1.9 El 98% o más de la harina de trIgo debe pasar a través de un tamiz de 212µm
(Número 70).
2. REQUISITOS ESPECIFICOS
2.1 Requisistos Fisicoquímicos
CARACTERISTICA LIMITE
Humedad % (m/m) Máximo 15.5
Cenizas Acuerdo cliente-proveedor
Acidez, expresada como ácido sulfúrico Máximo 70 mg por 100 g de harina en
base seca
Proteína (N*5,7), % (m/m) Mínimo 7.0
2.2 Requisistos Microbiológicos
MICROORGANISMO n c m M
Recuento de Aerobios Mesófilos 3 1 200000 300000
Detección de E. Coli/g 3 0 < 3 ----
Detección de Salmonella/25g 3 0 0 ----
Recuento de Mohos/g 3 1 1000 5000
Recuento de Esporas de Bacterias/g 3 1 100 1000

Donde:
n = Número de muestra que se va a examinar.
c = Número máximo de muestras permitidas entre m y M.
m = Indice máximo permisible para indicar el nivel de buena calidad.
M = Indice máximo permisible para indicar el nivel de calidad aceptable.
1.5 Límite máximo de metales contaminantes
METAL LIMITE MÁXIMO
Arsénico, mg/Kg 1.0
Plomo, mg/Kg 2.0

ANEXO C

ANEXO D.PRODUCTOS ALIMENTICIOS. HARINAS, FÉCULAS, ALMIDONES Y
SUS PRODUCTOS.PASTAS ALIMENTICIAS.
NTC 1055
1. REQUISITOS GENERALES
1.1 El producto se debe elaborar en condiciones sanitarias apropiadas, estar
exento de insectos o restos de estos, de escrementos y pelos de roedores, de
olores o sabores extraños y de cualquier otra sustancia nociva o tóxica.
1.2 Se permite la adición de fosfato disódico en una dósis máxima de 0.5%.
1.3 Los colorantes permitidos en la formulación deben ser los autorizados por la
autoridad competente.
1.4 Las pastas alimienticias especiales se pueden adicionar con vegetales como
acelgas, espinacas, tomates, o pimentones, los cuales se deben declarar en la
etiqueta.
2. REQUISITOS ESPECIFICOS
2.1 Requisitos Fisicoquímicos
REQUISISTOS MÍNIMOS MÁXIMOS
Humedad % ---- 13.0
Cenizas % ---- 1.2
Proteína % (N*5.90) 10.5 ----
Acidez expresada como ácido láctico % ---- 0.45

2.2 Requisitos Microbiológicos
MICROORGANISMOS n c M M
NMP de Coliformes/g 3 1 25 70
NMP de Coliformes fecales/g 3 0 < 3 ----
Recuento de Staphylococcus aureus cuagulasa
positiva/g
3 1 100 200
Recuento de Mohos y Levaduras/g 3 1 4000 5000
Detección de Salmonella/25g 3 0 0 ----

ANEXO E. INDUSTRIAS ALIMENTARIAS. AZÚCAR REFINADO
NTC 778
1. REQUISITOS GENERALES
1.1 Debe tener color blanco, olor y sabor característicos.
1.2 El azúcar refinado no debe contener materias extrañas, tales como insectos,
arena y otras impurezas que indiquen una manipulación defectuosa.
2. REQUISITOS ESPECIFICOS
Requisitos Fisicoquímicos
REQUISITOS LIMITE
Polarización a 20 °C, °S mínimo 99.8
Cenizas % m/m, máximo 0.04
Humedad % m/m, máximo
Granulado 0.05
Moldeado 0.10
Color a 420 nm, máximo 60
Azúcares reductores, % m/m máximo 0.05

2.2 Requisitos Microbiológicos
REQUISITO LIMITE MÁXIMO
Recuento de Mesófilos Aerobios, UFC/g < 200
NMP de coliformes/g < 3
Recuento de Mohos, UFC/g < 100
Recuento de Levaduras, UFC/g < 100
2.3 Requisitos de metales pesados en el azúcar refinado
REQUISITO LIMITE MÁXIMO EN MG/KG
Arsénico expresado como As 1
Cobre expresado como Cu 2
Plomo expresado como Pb 2

ANEXO F. MARGARINA INDUSTRIAL
NTC 250
1. REQUISITOS GENERALES
1.1 Debe estar libre de materias extrañas, de rancidez y de olores y sabores
objetables. el color debe ser uniforme
1.2 Como colorantes pueden emplearse las siguientes sustancias: Beta-caroteno,
extracto de bija, curcumina o cúrcuma, beta-apo-8-carotenal, esteres metílico y/o
etílico del ácido beta-apo-8-carotenoíco.
1.3 Como sustancias emulsificantes pueden emplearse: Lecitina y compuestos de
lecitina comercial, mono y diglicéridos de ácidos grasos, esteres de ácidos grasos
con poliglicerol, derivados de sulfoacetatos sódicos de mono o diglicéridos de
ácidos grasos, ésteres de ácidos grasos con sacarosa.
1.4 Como antioxidantes se pueden utilizar: Tocoferoles naturales y sistéticos,
estearato y palmitato de ascorbilo, butil hidroxianisol (BHA), butil hidroxitolueno
(BHT), TBHQ, citrato de isopropilo, galato de propilo, EDTA.
1.5 Como sinergista: Ácido cítrico y citrato de sodio.
1.6 Como reguladores: Ácido L-láctico, ácido tartárico.
1.7 Como aromatizantes se permite la adición de cultivos lácteos.

1.8 Como saborizantes se pueden emplear los naturales y los saborizantes
idénticos a los naturales.
1.9 Como conservantes: Ácido sórbico y sus sales.
1.10 Como agentes antiespumantes: Dimetilpolisiloxono.
2. REQUISITOS ESPECÍFICOS
2.1 Requisitos Fisicoquímicos
REQUISITO MÍNIMO MÁXIMO
Materia grasa en % (m/m) 65 ----
Humedad en % (m/m) ---- 31
Cloruro de sodio (NaCl) en (m/m) ---- 3.5
Contaminantes, mg/Kg
Hierro ---- 1.5
Cobre ---- 0.1
Plomo ---- 0.1
Arsénico ---- 0.1
Níquel ---- 0.1
2.2 Requisitos para la materia grasa
PARAMETROS REQUISITOS
Acidez como ácido oleico, en % 0.5
Punto de Fusión °C 45
Indice de peróxido, meq de oxígeno peróxido/Kg de grasa
En fábrica 1.0
Fuera de fábrica 5.0

2.3 Requisitos Microbiológicos
REQUISITO n m M c
Recuento de Aerobios Mesófilos UFC/g 3 1000 5000 1
NMP Coliformes/g 3 9 11 1
NMP Coliformes fecales/g 3 < 3 ---- 0
Recuento Mohos UFC/g 3 50 100 1
Recuento Levaduras UFC/g 3 50 100 1

ANEXO G. SAL PARA CONSUMO HUMANO
NTC 1254
1. REQUISITOS GENERALES
1.1 Debe presentarse en forma de cristales blancos, inodoros, solubles en agua y
con sabor salino característico.
1.2 La sal no debe presentar cuerpos extranos tales como pelos, vidrio, trozos de
metal, residuos de vegetales u otros.
1.3 La granulometría de la sal para uso industrial se definirá por acuerdo entre el
cliente y el proveedor.
2. REQUISITOS ESPECIFICOS
2.1 Requisistos Fisicoquímicos
REQUISITOS MÁXIMO MÍNIMO
Contenido de cloruro de sodio expresado como NaCl %
m/m, en base seca
99.00 ----
Contenido de humedad entre 100 °C, % m/m ---- 0.20
Contenido de fluor, expresado como fluoruro mg/Kg 180 220
Contenido de yodo, expresado como yoduro, mg/Kg 50 100
Contenido de sulfatos, expresado como SO4=, mg/Kg ---- 2800
Contenido de Mg, expresado como Mg+2, mg/Kg ---- 800

Contenido de Ca, como Ca+2 mg/Kg ---- 1000
Otros insolubles en agua mg/Kg ---- 1600
Contaminantes
Plomo, expresado como Pb mg/Kg ---- 1
Arsénico, expresado como As mg/Kg ---- 1
Granulometría
Pasa malla 20 80.00 ----
Pasa malla 70 ---- 20.00

ANEXO H. EMULSIFICANTES, ESTABILIZANTES Y ESPESANTES
NTC 1582
1. REQUISITOS GENERALES
1.1 Deben ser inocuos por si mismos, que a través de su acción en las
condiciones normales de su uso.
1.2 Pueden presentarse en forma de polvo, pasta, solución, extractos,
dispersantes, emulsiones o granulados.
1.3 No deben emplearse para cubrir deficiencias sanitarias de materia prima o
malas prácticas de manufactura.
1.4 El empleo de cada uno de los emulsificantes, estabilizantes y espesantes se
debe ajustar lo indicado en la norma ICONTEC particular de cada producto
alimenticio.
1.5 Los emulsificantes, estabilizantes y espesantes, idénticos a los naturales o los
artificiales que sean productos químicos definidos, deben responder a las
condiciones físicas y químicas característicos de su pureza.
1.6 Para facilitar la incorporación de los agentes emulsificantes, estabilizantes y
espesantes a los productos a los cuales se destinan, pueden emplearse los
diluyentes autorizados químicamente.

1.7 Pueden contener los colorantes autorizados por la norma NTC 409.
1.8 Pueden incorporarse también como las sustancias conservadoras autorizadas
en la norma NTC 1453.
2. REQUISITOS ESPECIFICOS
2.1 Límites máximos de materiales tóxicos
MATERIALES TÓXICOS LÍMITES MÁXIMOS EN mg/Kg
Arsénico, como As 3
Plomo, como Pb 10
Metales pesados 40

ANEXO I. HUEVOS DE GALLINA FRESCOS PARA CONSUMO
NTC 1240
1. REQUISITOS GENERALES
REQUISITOS MÍNIMOS
Cascarón Entero, limpio, ligeramente anormal en
su forma y con pequeñas manchas
Cámara de aire, espesor máximo en mm 9
Clara (transparencia al ovoscopio) Transparente, limpia, de poca firmeza y
ligeramente líquida
Yema (transparencia al ovoscopio) Yema visible sólamente como sombra,
sin contornos claros. Al mover el huevo
no deberá alejarse mucho del centro.

ANEXO J. AGUA POTABLE
NTC 813
1. REQUISITOS ESPECIFICOS
1.1 Requisistos Físicos
REQUISITOS VALOR
Color, expresado en unidades de la escala Pt-Co máximo 15
Olor y sabor Inobjetable
Turbiedad, expresada en unidades nefelométricas de turbiedad UNT,
máximo
2
Sólidos totales, expresado en mg/dm3, máximo 200
1.2 Requisitos Químicos
1.2.1 El agua se le permiten las concentraciones de elementos y sustancias
químicas
REQUISITOS MÁXIMOS MÍNIMOS
Arsénico 0.05 ----
Aluminio 0.2 ----
Bario 1.0 ----
Boro 1.0 ----
Cadmio 0.005 ----
Zinc 5.0 ----
Cloro 250.0 ----

Cobre 1.0 ----
Cromo (Cr3+6) 0.05 ----
CaCO3 50.0 30
Fenol 0.001 ----
Hierro 0.3 ----
Magnesio 36.0 ----
Manganeso 0.1 ----
Mercurio 0.001 ----
Nitrato 45.0 ----
Nitrito 0.001 ----
Plomo 0.001 ----
Plata 0.05 ----
SAP 0.5 ----
Selenio 0.01 ----
Sulfato No detectable ----
1.2.2 El agua deberá tener mínimo 0.2 mg/dm3 y máximo 1.0 mg/dm3 de cloro
residual libre en la red, expresada como cloro (Cl2) y el cloro total deberá tener
como máximo una concentración de 1.2 mg/dm3.
1.2.3 El agua potable deberá tener un intervalo de pH 6.5 a 9.0.
1.3 Requisitos Mocrobiológicos
1.3.1 De todas las muestras examinadas en un mes, máximo el 10% podrá,
mostrar presencia del grupo coliforme confirmado, independiente de la serie
utilizada.

1.3.2 El conteo en placa se efectuará a 35 °C por 48 horas. Se permitirá un
máximo de 100 colonias por cm3.
1.3.3 No debe contener E. Coli en 100 cm3 de agua.
1.3.4 El 10% de las muestras analizadas en un mes, para el grupo coliforme,
deberán ser complementadas con las pruebas para el grupo enterococo.
1.3.5 No deberá contener Estreptococos fecales en 100 cm3 de agua.
1.3.6 No debe presentar quistes de amiba, ni de giarda lamblia.
1.3.7 No podrá presentar Legionella.
1.3.8 El número de colonias producido por los Hongos y Levaduras no deberán
exederse de: 1 colonia (UFC) en 5 cm3
10 colonias (UFC) en 50 cm3
20 colonias (UFC) en 100 cm3
1.3.9 No debe contener Hongos y Levaduras patógenos.

ANEXO K. FICHAS TECNICAS
BATIDORA
MARCA KITCHEN AID
MODELO K45SS / KSM90
POSEE Batidor de alambre de acero inoxidable
Gancho para masa
Paleta ó batidor plano
Tazón de acero inoxidable de 5/4 (5 L)
Eje de batidor
Manija para levantar el tazón
Perilla de acoplamiento
Cabezal del motor
Palanca de control de velocidad
Soportes del tazón
Tornillo de ajuste de la altura del batidor
Traba de resorte y pasador del tazón
REQUERIMIENTOS ELECTRICOS Opera con corriente normal para residencia
de 120 V (60 Hertz)
Enchufe trifásico con terminal a tierra

HORNO ELECTRICO
FABRICADO POR ENZIPAN DE COLOMBIA
POSEE 1 Compartimientos eléctricos
1 Cámara de fermentación
TEMPERATURAS QUE MANEJA 50 – 300 0 F
REQUERIMIENTOS ELECTRICOS Opera con corriente de 50 A (250 V)
Enchufe trifasico

ANEXO L. CALCULOS ANALISIS FISICOQUIMICOS
DETERMINACION DE PROTEINA:
% NITROGENO = V * N *1000
14*
muestra Peso
100
= 9.2 ml *0.1 N *1000
14*
1
100
= 1.28
% PROTEINA = %N *6.25
= 1.28 * 6.25
= 8.05%
DETERMINACION DE FIBRA CRUDA:
% FIBRA CRUDA= muestra Peso
100* calcinado residuo Peso - calcinar sin residuo Peso
= 4398.1
100*2182.112342.11 −
= 1.11%

DETERMINACION DE HUMEDAD:
% HUMEDAD = muestra peso
100* peso de Pérdida
= 2
100*)1469.402085.40( −
= 3.08%
DETERMINACION DE CENIZAS
%CENIZAS = muestra Peso
100* residuo del Peso%
= 2
100*)9940.170261.18( −
= 1.60%
DETERMINACION DE GRASA
%GRASA = muestra Peso
100* extracto del Peso
= 9384.1
100*)5340.49738.50( −
= 74.27%

ANEXO M. EQUIPOS
PROTEINA

GRASA

HUMEDAD

CENIZAS

ANEXO N. CALCULOS ANALISIS ESTADISTICOS
ANALISIS DE VARIANZA (ANAVA)
Variables:
FC = Factor de corrección
SC = Suma de cuadrados
gl = Grados de libertad
CM = Cuadrados medios
FV = Fuente de la variación
PROTEINA
FORMULACIONESMUESTRA
PATRON 5% 7.5% 10% TOTAL
1 8.05 10.76 13.12 15.57 47.5
2 7.17 10.5 12.25 15.98 45.9
3 7.87 10.58 13.59 15.75 47.79
TOTAL 23.09 31.84 38.96 47.3 141.19
Fuente: autores
FC= (141.19)2 / (4 x 3) = 1661.21
FV gl SC CM F
MUESTRA 2 0.52 0.26 1.73
FORMULACION 3 106.16 35.38 235.86
ERROR 6 0.95 0.15
TOTAL 11 107.63
Fuente: autores

Como se presentaron diferencias significativas se utilizó el método de DMS
(Diferencia mínima significativa de Fisher)
DMS = t n
CMe2
t= 2.447
DMS = 2.4473
)15.0(2
DMS = 0.77
MEDIAS TOTALES
PATRON 5% 7.5% 10%
7.69 10.61 12.98 15.77
Fuente: autores
ORDENACION
10% 7.5% 5% PATRON
15.77 12.98 10.61 7.69
Fuente: autores
COMPARACION
10% - PATRON = 15.77 - 7.69 = 8.08>0.77
10% - 5% = 15.77 – 10.61= 5.16>0.77
10% - 7.5% = 15.77 - 12.98 = 2.79>0.77
7.5% - PATRON = 12.98 –7.69 = 5.29 > 0.77

7.5% - 5% = 12.98 – 10.61= 2.37 >0.77
5% - PATRON = 10.61 –7.69 =2.92>0.77
FIBRA
FORMULACIONES
MUESTRA PATRON 5% 7.5% 10% TOTAL
1 1.11 1.32 1.09 1.15 4.67
2 1.17 1.06 1.70 0.93 4.86
3 0.84 1.42 1.61 0.78 4.65
TOTAL 3.12 3.8 4.4 2.86 14.18
Fuente: autores
FC = 16.75
FV gl SC CM F
MUESTRA 2 0.012 0.006 0.08
FORMULACION 3 0.488 0.012 2.41
ERROR 6 0.405 0.07
TOTAL 11 0.905
Fuente: autores
No se presentaron diferencias significativas
HUMEDAD
FORMULACIONESMUESTRA
PATRON 5% 7.5% 10% TOTAL
1 3.08 2.67 3.47 4.42 13.64
2 3.34 2.99 3.60 4.33 14.26
3 3.01 2.64 4.28 4.93 14.86
TOTAL 9.43 8.3 11.35 13.68 42.76
Fuente: autores

FC = 152.36
FV gl SC CM F
MUESTRA 2 0.19 0.1 1.11
FORMULACION 3 5.57 1.86 20.66
ERROR 6 0.53 0.09
TOTAL 11 6.29
Fuente: autores
Como se presentaron diferencias significativas se utilizó el método de DMS
(Diferencia mínima significativa de Fisher)
DMS = t n
CMe2
t= 2.447
DMS = 2.4473
)09.0(2
DMS = 0.59
MEDIAS TOTALES
PATRON 5% 7.5% 10%
3.14 2.77 3.78 4.56
Fuente: autores

ORDENACION
10% 7.5% 5% PATRON
4.56 3.78 3.14 2.77
Fuente: autores
COMPARACION
10% - PATRON = 4.56 – 2.77= 1.79 > 0.59
10% - 5% = 4.56 – 3.14=1.42 > 0.59
10% - 7.5% = 4.56 – 3.78= 0.78 > 0.59
7.5% - PATRON = 3.78 – 2.77= 1.01 > 0.59
7.5% - 5% = 3.78 – 3.14= 064 > 0.59
Diferencia entre el patrón y 5%
GRASA
FORMULACIONESMUESTRA
PATRON 5% 7.5% 10% TOTAL
1 74.27 75.55 76.44 76.40 302.66
2 75.30 73.33 76.73 76.98 302.34
3 76.73 74.15 77.01 75.60 300.49
TOTAL 223.3 223.03 230.18 228.98 905.49
Fuente: autores
FC = 68326.01
Patrón – 5% = 3.14 –2.77 = 0.37 < 0.59

FV gl SC CM F
MUESTRA 2 0.69 0.35 0.50
FORMULACION 3 13.97 4.66 6.56
ERROR 6 4.23 0.71
TOTAL 11 18.89
Fuente: autores
No presentó diferencias significativas
CENIZAS
FORMULACIONESMUESTRA
PATRON 5% 7.5% 10% TOTAL
1 1.60 1.7 1.4 2.2 6.9
2 1.63 1.4 1.7 1.7 6.43
3 2.3 2 2.1 1.7 8.1
TOTAL 5.53 5.1 5.2 5.6 21.43
Fuente: autores
FC = 38.27
FV gl SC CM F
MUESTRA 2 0.37 0.19 2.11
FORMULACION 3 0.06 0.02 0.22
ERROR 6 0.54 0.09
TOTAL 11 0.97
Fuente: autores
No hubo diferencias significativas

ANEXO Ñ

ANEXO O. ENCUESTA PANEL SENSORIAL
NOMBRE: ________________________________________ EDAD: _____
SEXO: M _____ F ____
ME GUSTA MUCHÍSIMO
ME GUSTA MAS Ó MENOS
NI ME GUSTA, NI ME DISGUSTA
ME DISGUSTA MAS Ó MENOS
NO ME GUSTA NADA
1
1
2
3 4
2
3 4
1 2
3 4
1 2
3 4
1 2
3 4