
UNIVERSIDAD JOSÉ ANTONIO PÁEZ - Biblioteca … · repÚblica bolivariana de venezuela universidad...
137
UNIVERSIDAD JOSÉ ANTONIO PÁEZ Autor: Poveda, Jennifer C.I.: 19.668.350 Urb. Yuma II, calle N° 3, San Diego, Edo Carabobo Teléfono: (0241) 8714240 (master) – Fax: (0241) 8712394 DISEÑO DE UNA ESTACIÓN DE TRABAJO PARA EL RECICLAJE DE FILTROS OLEOHIDRÁULICOS
Transcript of UNIVERSIDAD JOSÉ ANTONIO PÁEZ - Biblioteca … · repÚblica bolivariana de venezuela universidad...

UNIVERSIDAD JOSÉ ANTONIO PÁEZ
Autor: Poveda, Jennifer
C.I.: 19.668.350
Urb. Yuma II, calle N° 3, San Diego, Edo Carabobo
Teléfono: (0241) 8714240 (master) – Fax: (0241) 8712394
DISEÑO DE UNA ESTACIÓN DE TRABAJO
PARA EL RECICLAJE DE FILTROS
OLEOHIDRÁULICOS
REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA
ESCUELA DE TELECOMUNICACIONES
CARRERA: INGENIERÍA MECÁNICA
DISEÑO DE UNA ESTACIÓN DE TRABAJO PARA EL RECICLAJE DE
FILTROS OLEOHIDRÁULICOS
Autor: Poveda, Jennifer
Tutor: Ing. Gruber Caraballo
San Diego, Enero de 2013
REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA
ESCUELA DE TELECOMUNICACIONES
CARRERA: INGENIERÍA MECÁNICA
DISEÑO DE UNA ESTACIÓN DE
TRABAJO PARA RECICLAJE
DE FILTROS OLEOHIDRÁULICOS.
CONSTANCIA DE ACEPTACIÓN
Tutor Académico: Gruber Caraballo______________________________________
Firma y Cedula de Identidad
Tutor Empresarial: Henry Castro _______________________________________
Firma y Cedula de Identidad
Autor: Jennifer Poveda
C.I: 19.668.350
San Diego, Enero de 2013
DEDICATORIA
Este informe está dedicado a toda mi familia, a mis padres por confiar en mis
capacidades y por educarme para ser una persona de bien, a mi hermano por su
apoyo y ánimos, a mis tíos Carlos y Elisa que aun en la distancia están pendiente de
mis pasos y mis logros, a mis padrinos Moisés y Marielena por no esperar nunca
menos de mí y a sus hijos por ser más que mis amigos unos hermanos más.
A la familia Álvarez, por recibirme siempre como una más en su hogar.
A mis queridos amigos de infancia Vanessa y José de quienes aprendí lo que es
una amistad sincera y un compañerismo inigualable, por estar conmigo en la
culminación de una etapa más en mi vida, este logro es de ustedes también.
A mis queridos amigos Luis, Alex, Álvaro, Edgardo, Jesús por su motivación a
superarme cada día más, amistades como la suya no las consigo en otro sitio.
A mis compañeros de la Facultad de Ingeniería Mecánica, por sus
conocimientos, su compañerismo, los buenos momentos, las risas y todos los ánimos
brindados, esperare por la pronta culminación de sus estudios con mucha emoción.
A mis colegas de la Promo X de Ing. Mecánica y a su madrina Alicia de
Pizzella por compartir esta maravillosa experiencia.
Este trabajo fue realizado con mucho esfuerzo por ustedes y para ustedes
Familia y Amigos, están siempre en mi corazón… los quiero mucho.
Jennifer Poveda
AGRADECIMIENTOS
Agradeciendo a Dios por darme salud, y bendecirme en cada paso que doy,
darme una familia que me ha dado amor y atención, y por darme fuerzas en las
situaciones más difíciles mi vida.
El agradecimiento a mi familia, a mis padres Carlos y Julia, por su amor
incondicional y paciencia, por brindarme las posibilidades de estudiar la carrera que
amo y darme las herramientas para convertirme en una profesional y por sobre todo
no perder la fe en mí; a mi hermano Carlos, por todo su apoyo a lo largo de la vida y
por ser mi mejor amigo.
A mis Tutores Gruber Caraballo y Henry Castro, quienes con mucha paciencia me
ayudaron a través de la realización de este trabajo, guiándome cuando más lo
necesitaba.
A la Profesora María Teresa Rubio por su apoyo desde mi primer día
universitario y por confiar en mis capacidades como estudiante, también a todos los
profesores que ayudaron al desarrollo de este proyecto, Carlos Ferrer, Luis
Sidorovas, Franklin Camejo y Giovanni Pizzella.
A mis compañeros de Venequip S. A, Freddy Mercado, Juan Carlos Fuentes,
Augusto Aparicio, Rafael Agüero y José Pandare por recibirme rápidamente como
su familia, por su apoyo, las sonrisas y darme la oportunidad de trabajar en este
proyecto, al Departamento de Servicio por compartir sus conocimientos conmigo,
¡MUCHÍSIMAS GRACIAS A TODOS!
Jennifer Poveda

vi
ÍNDICE GENERAL
CONTENIDO Pp
ÍNDICE DE FIGURAS ............................................................................................. xii
ÍNDICE DE TABLAS ............................................................................................... xii
RESUMEN INFORMATIVO ................................................................................. xiii
INTRODUCCIÓN ...................................................................................................... 1
CAPITULO
I LA EMPRESA
1.1 Ubicación ....................................................................................................... 4
1.2 Reseña histórica ............................................................................................. 4
1.3 Misión ............................................................................................................ 9
1.4 Visión ............................................................................................................. 9
1.5 Valores ........................................................................................................... 9
1.6 Política de calidad: ......................................................................................... 9
1.7 Objetivos de la política de calidad: ................................................................ 9
1.8 Estructura organizativa ................................................................................ 10
II EL PROBLEMA
2.1 Planteamiento del problema ........................................................................ 13
2.2 Formulación del problema ........................................................................... 14
2.3 Objetivos de la investigación: ...................................................................... 15
2.3.1 Objetivo general: .................................................................................. 15
2.3.2 Objetivos específicos: .......................................................................... 15
2.4 Justificación del problema ........................................................................... 15
vii
2.5 Alcance ........................................................................................................ 16
2.6 Limitaciones ................................................................................................ 16
III MARCO TEÓRICO
3.1 Antecedentes ................................................................................................ 17
3.2 Bases teóricas............................................................................................... 18
3.2.1 El proceso de diseño en proyectos de ingeniería ................................. 18
3.2.1.1 Identificación del problema ....................................................... 19
3.2.1.2 Ideas preliminares ..................................................................... 19
3.2.1.3 Perfeccionamiento del problema .............................................. 20
3.2.1.4 Análisis ..................................................................................... 20
3.2.1.5 Decisión .................................................................................... 20
3.2.1.6 Realización ................................................................................ 21
3.2.2 Consideraciones de diseño para elementos de máquinas ..................... 21
3.2.2.1 Factor de seguridad .................................................................... 21
3.2.3 Esfuerzos .............................................................................................. 23
3.2.4 Esfuerzos combinados ......................................................................... 23
3.3 Soldadura ..................................................................................................... 24
3.4 Tornillos ....................................................................................................... 25
3.4.1 Uniones sometidas a tracción ............................................................... 26
3.5 Prensas hidráulicas....................................................................................... 29
3.5.1 Ventajas del uso de las prensas hidráulicas ......................................... 30
3.6 Definición de términos básicos .................................................................... 33
IV MARCO METODOLÓGICO
4.1 Fases metodológicas .................................................................................... 36
viii
V RESULTADOS
5.1 Evaluación del procedimiento usado para desechar los filtros
oleohidráulicos ................................................................................................... 40
5.2 Evaluar las soluciones.................................................................................. 52
5.3 Propuesta de soluciones ............................................................................... 53
5.3.1 Criterios para el diseño de posibles soluciones .................................... 53
5.3.1.1 Funciones principales ................................................................... 53
5.3.2 Tormenta de ideas de posibles alternativas .......................................... 56
5.3.2.1 Propuestas de diseño para apertura de filtro ................................. 56
5.3.2.2 Propuesta de extracción de fluidos ............................................... 61
5.4 Criterio de evaluación y escogencia de la propuesta ................................... 64
5.4.1 Listado de criterios y restricciones ...................................................... 64
5.4.1.1 Criterios y restricciones a propuestas de diseño para apertura de
filtro .......................................................................................................... 64
5.4.1.2 Criterios y restricciones a propuestas de diseño para la
compactadora de filtro .............................................................................. 66
5.5 Diseño estructural de la propuesta. .............................................................. 70
5.6 Calcular los elementos constitutivos de la estación de reciclaje ................. 74
5.6.1 Máximo esfuerzo soportado por el elemento filtrante a compactar ..... 74
5.6.2 Esfuerzo soportado por las barras de acero.......................................... 76
5.6.3 Esfuerzo soportado por la viga principal de la plancha compactadora 78
5.6.3.1 Análisis de esfuerzo ..................................................................... 78
5.6.4 Esfuerzo soportado por la placa soporte del cilindro hidráulico.......... 80
5.6.4.1 Análisis de esfuerzo ..................................................................... 81
5.6.5 Esfuerzo soportado por la plancha perforada de la compactadora ...... 82
5.6.5.1 Análisis de esfuerzo ..................................................................... 82
5.7 : Selección de los accesorios complementarios para el funcionamiento de la
estación de trabajo ............................................................................................. 83
ix
5.7.1 Diseño del circuito hidráulico .............................................................. 83
5.7.1.1 Diseño del cilindro hidráulico ...................................................... 84
5.7.1.2 Cálculo del caudal de la bomba.................................................... 88
5.7.1.3 Calculo de diámetro de la tubería ................................................. 90
5.7.1.4 Selección de la válvula de seguridad............................................ 92
5.7.1.5 Selección de válvula direccional .................................................. 92
5.7.1.6 Selección de la válvula de control de caudal ................................ 93
5.7.1.7 Selección de filtro de succión....................................................... 93
5.7.2 Máximo esfuerzo soportado por la carcasa del filtro a cortar .............. 94
5.7.3 Potencia del motor requerida para mover la carga ............................... 98
5.7.3.1 Potencia lineal .............................................................................. 98
5.7.3.2 Potencia rotacional ..................................................................... 100
5.7.3.3 Selección del motor para el sistema cortador de filtros ............. 101
CONCLUSIONES .................................................................................................... 103
RECOMENDACIONES ........................................................................................... 104
REFERENCIAS BIBLIOGRÁFICAS ...................................................................... 105
APÉNDICE
APENDICE A: Perfiles de vigas UPN ............................................................ 108
APENDICE B: Catalogo Cilindros Hidraulicos .............................................. 109
APENDICE C: Mini Bomba de Pistón ............................................................ 110
APENDICE D: Motor Eléctrico ...................................................................... 111
APENDICE E: Tuberías .................................................................................. 112
APENDICE F: Nomograma ............................................................................ 113
APÉNDICE G: Aceite hidráulico Hidralub-AW ............................................. 114
APENDICE H: Válvula de Seguridad ............................................................. 115
APENDICE I: Válvula Direccional ................................................................. 116
x
APENDICE J: Válvulas de control de caudal ................................................. 117
APENDICE K: Filtro de cartucho reemplazable ............................................. 118
APENDICE L: Variador de frecuencia ........................................................... 119
APENDICE M: Propiedades mecánicas de los aceros al carbono .................. 120
APENDICE N: Tabla comparativa de dureza Vickers y Brinell ..................... 121
APENDICE O: Electrodos AWS para Acero de Bajo carbono ....................... 122
APENDICE P: Propiedades mecánicas de los aceros ..................................... 123

xi
ÍNDICE DE FIGURAS
Figura 01 : Ubicación de la oficina de Gerencia Nacional de Venequip S.A ............... 4
Figura 02: Logotipos de las marcas de equipos con las que trabaja Venequip S. A ..... 7
Figura 03: Distribución de la oficinas de Venequip en Venezuela ............................... 8
Figura 04: Estructura organizativa del departamento de servicio. .............................. 10
Figura 05: Estructura organizativa del área de gerencia nacional técnica .................. 11
Figura 06: Unión no permanente por un perno, sometido a la acción de una carga ... 27
Figura 07: Cargador de ruedas .................................................................................... 41
Figura 08: Retroexcavadora cargadora ....................................................................... 41
Figura 09: Excavadora ................................................................................................ 41
Figura 10: Tractores de cadena ................................................................................... 41
Figura 11: Cargadores de cadenas............................................................................... 41
Figura 12: Motoniveladoras ........................................................................................ 41
Figura 13: Montacargas............................................................................................... 41
Figura 14: Energía eléctrica ........................................................................................ 41
Figura 15: Cortador de Filtros ..................................................................................... 45
Figura 16: Ubicación del cortador de filtros con respecto al filtro (vista frontal) ...... 46
Figura 17: Ubicación del cortador de filtros con respecto al filtro (vista superior). ... 46
Figura 18: Composición básica de un filtro de fluido ................................................. 47
Figura 19: Presentación del filtro 1R-0716 ................................................................. 48
Figura 20: Presentación del filtro 1R-1808 ................................................................. 49
Figura 21: Presentación del filtro 1R-0762 ................................................................. 49
Figura 22: Presentación del filtro 130-3212................................................................ 50
Figura 23: Presentación del filtro 1G-8878 ................................................................. 51
Figura 24: Presentación del filtro 269-8325................................................................ 51
Figura 25: Presentación del filtro 1R-0734 ................................................................. 52
Figura 26: Presentación del filtro 133-5673................................................................ 52

xii
Figura 27: Condiciones en las que se almacenan temporalmente los filtros
descartados. ................................................................................................................. 53
Figura 28: Compactadora fabricada en MachineShop, Barquisimeto ........................ 55
Figura 29: Posible solución de compactadora de elementos internos filtrantes.......... 55
Figura 30: Propuesta de una cortadora eléctrica, vertical (Vista Isométrica). ............ 56
Figura 31:Propuesta de una cortadora eléctrica vertical (Vista Derecha) ................... 56
Figura 32: Abrelatas eléctrico ..................................................................................... 57
Figura 33: Propuesta de una cortadora eléctrica horizontal (Vista Isométrica) .......... 57
Figura 34: Propuesta de una cortadora eléctrica de corte horizontal (Vista Lateral). . 58
Figura 35: Propuesta de una cortadora eléctrica de corte horizontal de sujeción
horizontal (Vista Isométrica)....................................................................................... 59
Figura 36: Propuesta de una cortadora eléctrica de corte horizontal de sujeción
horizontal (Vista Superior) .......................................................................................... 59
Figura 37: Posicionamiento del filtro en propuesta de una cortadora eléctrica de corte
horizontal y sujeción horizontal (Vista Isométrica) .................................................... 60
Figura 38: Posicionamiento del filtro en propuesta de una cortadora eléctrica de corte
horizontal y sujeción horizontal (Vista Superior) ....................................................... 61
Figura 39: Propuesta de una centrifugadora de filtros ................................................ 61
Figura 40: Lavadora cotidiana con sistema centrifugo ............................................... 62
Figura 41: Propuesta compactadora de múltiples cilindros ........................................ 62
Figura 42: Propuesta de una compactadora de estructura rectangular con único
cilindro hidráulico ....................................................................................................... 63
Figura 43: Propuesta de una compactadora de estructura cilíndrica con único cilindro
hidráulico..................................................................................................................... 64
Figura 44: Propuesta de una cortadora eléctrica de corte horizontal de sujeción
horizontal..................................................................................................................... 66
Figura 45: Propuesta de una compactadora de estructura rectangular con único
cilindro hidráulico ....................................................................................................... 70
Figura 46: Diseño final de la estación de reciclaje ..................................................... 71

xiii
Figura 47: Diseño final de la estación de reciclaje ..................................................... 72
Figura 48: Cuerpo estructural de la estación de reciclaje ........................................... 72
Figura 49: Vista frontal del diseño final de la estación de compactado...................... 73
Figura 50: Plancha compactadora ............................................................................... 73
Figura 51: Sistema de corte de filtros final ................................................................. 74
Figura 52: Análisis de Esfuerzo de la probeta ............................................................ 76
Figura 53: Ubicación de la barras de acero ................................................................. 76
Figura 54: Análisis de esfuerzo de la barra de Acero A36 ......................................... 77
Figura 55: Factor de seguridad de la pieza.................................................................. 78
Figura 56: Ubicación de la plancha compactadora ..................................................... 78
Figura 57: Análisis de esfuerzo de la viga de Acero A36 ........................................... 79
Figura 58: Factor de seguridad de la viga ................................................................... 80
Figura 59: Ubicación de la placa soporte (corte transversal de la compactadora) ...... 80
Figura 60: Comportamiento de la pieza con respecto a la fuerza aplicada ................. 81
Figura 61: Factor de seguridad de la pieza.................................................................. 82
Figura 63: comportamiento de la pieza con respecto a la fuerza aplicada .................. 83
Figura 64: Factor de seguridad de la plancha.............................................................. 83
Figura 65: Esquema básico del circuito hidráulico ..................................................... 85
Figura 66: Depósito de aceite diseñado ...................................................................... 90
Figura 67: Uso del torno mecánico del CEINT (UJAP) para el destapado de filtro ... 95
Figura 68: Muestra extraída de la carcasa del filtro .................................................... 95
Figura 69: Durómetro para ensayos de dureza ............................................................ 96

xiv
ÍNDICE DE TABLAS
Tabla 01: Cambios de filtros por mantenimiento preventivo para maquinaria pesada
..................................................................................................................................... 42
Tabla 02: Cambios de filtros por mantenimiento preventivo para montacargas ........ 43
Tabla 03: Cambios de filtros por mantenimiento preventivo para generadores
eléctricos ..................................................................................................................... 43
Tabla 04: Cambios de filtros por mantenimiento preventivo para generadores
eléctricos (Grandes) .................................................................................................... 44
Tabla 05: Modelos y dimensiones de filtros desechados pertenecientes a la marca
Caterpillar; desechados en una semana ....................................................................... 47
Tabla 06: Aplicación de Restricciones a posibles soluciones de cortadora de filtros . 65
Tabla 07: Aplicación de restricciones a posibles soluciones para compactadora de
filtros ........................................................................................................................... 66
Tabla 08: Ponderación de criterios .............................................................................. 67
Tabla 09: Ponderación de soluciones con respecto a criterio C1 ................................ 68
Tabla 10: Ponderación de soluciones con respecto a criterio C2 ................................ 68
Tabla 11: Ponderación de soluciones con respecto a criterio C3 ................................ 68
Tabla 12: Ponderación de soluciones con respecto a criterio C4 ................................ 69
Tabla 13: Ponderación de soluciones con respecto a criterio C5 ................................ 69
Tabla 14: Ponderación final de criterios ..................................................................... 69
Tabla 15: Resultados del ensayo de dureza vickers. ................................................... 96
xv
REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA
ESCUELA DE TELECOMUNICACIONES
CARRERA: INGENIERÍA MECÁNICA
DISEÑO DE UNA ESTACIÓN DE TRABAJO PARA EL RECICLAJE DE
FILTROS OLEOHIDRÁULICOS
Autor: Poveda, Jennifer
Tutor Académico: Ing. Gruber Caraballo
Fecha: Enero, 2013
RESUMEN INFORMATIVO
La siguiente investigación tiene como objetivo general, proponer una
estación de trabajo para el reciclaje de filtros oleohidráulicos para la
empresa Venequip S. A, bajo las prioridades establecidas por el
departamento de control de calidad para el aprovechamiento de los
recursos reciclables de los filtros descartados. Metodológicamente es un
tipo de proyecto factible donde se desarrolla una propuesta para
solucionar un problema en la empresa, apoyada en una investigación de
campo no experimental, fundamentado en bases documentales y
parámetros tabulados.
Descriptores: reciclaje, estación de trabajo, filtros oleohidráulicos, hidráulica.
INTRODUCCIÓN
El término "cultura" identifica el conjunto de formas de vida, materiales e
intelectuales de una sociedad. Por otro lado, "reciclaje" define el proceso industrial
por el que los residuos continúan su ciclo de vida, convirtiéndose bien en materias
primas para la obtención de nuevos productos o bien en energía. Por ello, la cultura
del reciclaje sintetiza el reto al que se enfrenta la sociedad del siglo XXI ante los
problemas actuales de tratamiento y eliminación de los residuos generados en
nuestras actividades diarias.
En el campo de la Ingeniería Mecánica es de gran importancia, desde sus
inicios, ofrecer los mejores servicios que satisfagan las necesidades de cada uno de
los usuarios. Debido a esto, este sector se convierte en un medio bastante competitivo
en los últimos años. Venequip S. A es una empresa que ofrece servicios de
Maquinaria pesada de alta calidad, entre las prestaciones que esta ofrece se
encuentran: Venta, Alquiler y Servicios de Mantenimiento Correctivo y Preventivo a
Maquinarias Pesadas y Plantas Eléctricas principalmente de la Caterpillar, así como a
maquinaria especializada en la minería y la agroindustria. Su finalidad principal es la
de ofrecer servicios a sus distinguidos usuarios en todo el territorio nacional.
La contribución de Venequip S. A al proceso de reciclaje es imprescindible, ya
que éste se inicia con la separación selectiva de los residuos en el origen, es decir, en
los talleres de mantenimiento.
Este sencillo gesto, convertido en costumbre tras el hábito, es esencial para que
el reciclaje funcione. Como hasta ahora la actuación de la empresa frente a los
residuos ha sido depositarlos en el mismo contenedor, la sensibilización y
concientización sobre los beneficios del reciclaje así como la información y
formación de cómo proceder a separar los residuos, son herramientas básicas para
invertir actitudes y formar una cultura hacia el reciclaje.
2
Los cambios de hábitos, tendentes al consumo más desaforado, así como el
crecimiento desmedido de los núcleos urbanos exigen modificar la conducta en lo que
a residuos se refiere, estimulando la responsabilidad que cada uno tiene por el mero
hecho de generar el residuo. Además, no separar nuestros residuos viene a ser lo
mismo que hacerlo incorrectamente, de ahí que el empeño de Venequip S. A se
centralice en educar a los trabajadores en el por qué se debe cambiar para ayudar al
ambiente y en cómo se debe cambiar, de manera conjunta.
La idea de una estación de trabajo que permita la separación de varios
elementos de los filtros oleohidráulico, viene dada por la necesidad de cubrir la
responsabilidad ambiental de la empresa, ya que al desechar estos elementos por
separado se puede aprovechar en mayor medida la capacidad de reutilizar esta
materia prima y asegura que los desechos representen un menor peligro para el medio
ambiente.
Se diseñara una Estación de Trabajo que consta de dos etapas: una etapa para
abrir el filtro oleohidráulico y separar los componentes externos del mismo, y otra
etapa para compactar los elementos internos y así reducir su volumen y extraer los
fluidos contenidos en él.
Para este diseño, se plantearon distintos objetivos, los cuales abarcan desde un
diagnóstico de la situación actual, es decir, cuales son cada uno de los problemas
relacionados con el manejo y gestión actual de los filtros desechados y así proponer
nuevos planes operativos que permitan la solución al problema existente en este
departamento.
El informe se desarrolló en los siguientes capítulos:
Capítulo I: Describe la ubicación y una breve descripción de la empresa.
3
Capítulo II: Explica todo lo relacionado al planteamiento y formulación del
problema, además de los objetivos a alcanzar en este proyecto, así como también las
limitaciones que se presentan al momento de solucionar el problema.
Capítulo III: Se refiere a toda terminología y conceptos necesarios que servirán de
base para el desarrollo del estudio, además de un breve resumen sobre los
antecedentes relacionados con la investigación.
Capítulo IV: Consta de las distintas fases metodológicas a emplear en el desarrollo
de las estrategias, que son establecidas para cumplir con los objetivos propuestos.
Capítulo V: Detalla los resultados mediante las fases metodológicas definidas en el
capítulo anterior.
El trabajo aquí presentado, está estructurado de manera de que el lector pueda ir
adquiriendo los conocimientos básicos que le permitirán entender a cabalidad la
tecnología referida y las herramientas a desarrollar. Sin embargo, cabe destacar que si
el lector es lo suficientemente conocedor del tema, perfectamente puede obviar los
capítulos que contengan información que considere ya conocida, y continuar con los
aspectos que crea interesantes sin que se pierda la linealidad o coherencia de la
información que se desea mostrar.
CAPÍTULO I
LA EMPRESA
1.1 Ubicación
La Gerencia Nacional de Venequip S.A. está ubicada en la Zona Industrial
Sur, Avenida Luis Ernesto Branger, Edificio Venequip Edo. Carabobo (Figura 1.1).
Figura 01: Ubicación de la oficina de gerencia nacional de Venequip S.A.
Fuente: Google Maps
1.2 Reseña histórica
Venequip, S.A. es una organización venezolana líder en el mercado de
equipos de trabajo, fundada el 12 de Julio del año 1927, en un local de Madrices a
Ibarra, en Caracas (Distrito Federal), como distribuidor exclusivo de equipos
Caterpillar (CAT) y bajo el nombre de International General Electric.
En sus inicios, sólo contaba con 7 empleados y los derechos como
Distribuidores Autorizados para Venezuela de maquinaria pesada Caterpillar. La
compañía se dedicaba a la distribución de materiales eléctricos, pero poco a poco, sus

5
productos fueron pasando a formar parte activa en todo lo relacionado con la
construcción, plantas eléctricas, agricultura, ganadería y regiones petroleras del país.
Conjuntamente con el crecimiento industrial y el desarrollo de todas las
actividades económicas del país, International General Electric fue incursionando y
participando cada vez más en el progreso de la Nación, se inaugura la primera
sucursal en Maracaibo, en 1935, siguiendo con Puerto La Cruz, en 1950;
Barquisimeto, en 1956; Puerto Ordaz Y Valencia en 1963 y posteriormente las
instalaciones de Santa Bárbara, San Cristóbal, Acarigua, Guri y El Tigre.
En 1979, la división de Maquinarias Gevensa, adquirió identidad propia bajo
la denominación de Maquinarias Venequip S.A., filial de General Electric, C. A, de
USA. Tiempo después, en 1998 fue cambiada de razón social por la actual, Venequip
S.A. con ocho Sucursales, un punto de venta; tres operaciones “On Site” y una
oficina en la ciudad de Miami.
Desde 1991, el empresario Venezolano Carlos Bellosta comienza a presidir
Venequip, S.A. y la Gerencia Nacional se traslada a Valencia, Estado Carabobo.
Desde allí se sigue llevando toda la logística de operaciones y se establecen, como
hoy en día; lo que son las directrices que logran que la empresa se desarrolle con una
participación de mercado en ascenso, gracias también al apoyo de Caterpillar
América Corp., División de Caterpillar Inc. Para el Continente Americano, con base
en Miami, Florida.
Venequip S.A. ha mantenido una política de expansión, a fin de atender
oportunamente las necesidades de sus clientes con capacidad de respuesta y alcance
local, captar exitosamente clientes potenciales y prestar un servicio acorde con las
exigencias propias de cada cliente.
En tal sentido, Venequip S.A. cuenta actualmente con un punto de venta en
Miami: Venequip Machinery Sales Corp. (VMSC) y sucursales en las principales
6
ciudades del país: Caracas, Maracaibo, Valencia, Barquisimeto, Puerto La Cruz y
Puerto Ordaz; Puntos de Venta en Punto Fijo y la citada en Miami; Operaciones On
Site en Carbones del Guasare y Carbones de la Guajira en el Edo. Zulia y
Ferrominera Orinoco en Ciudad Piar, Edo. Bolívar.
Esta empresa dirige sus estrategias a atender con eficiencia las diferentes
actividades económicas que generan riqueza al país, la comercialización (venta y
alquiler) de maquinaria pesada Caterpillar, suministro de repuestos, servicios de
mantenimiento y reparación, entrenamiento para la operación del equipo y asesoría
técnica especializada en todas las líneas de equipos que distribuye.
De esta manera, Venequip S. A participa cada día en el proceso de desarrollo
de Venezuela con sus productos Caterpillar, presentes en las principales áreas
productivas del país, como resultado de una amplia investigación que abarca las
necesidades de un mercado emergente en constante cambio y crecimiento.
Junto a la red de sucursales, impulsan cambios positivos y sostenibles en toda
Venezuela. Son líderes del mundo en equipos para construcción y minería, motores
Diésel y de gas natural, y turbinas de gas industriales. Ofrecen Venta, alquiler,
repuestos originales y servicio post-venta para maquinaria pesada y equipos
industriales de las marcas siguientes:
Caterpillar (CAT)
Bucyrus
Sullair
Grove
CAT Lift Trucks
JLG
Metso
Tylor
7
Cuyos logotipos pueden apreciarse en la Figura 2.
(a) (b)
© (d)
(e) (f)
(g) (h)
Figura 02: Logotipos de las marcas de equipos con las que trabaja Venequip S. A:
Caterpillar (a); Grove (b); Sullair (c); Bucyrus (d); JLG (e); Metso (f); Cat Lift Truck
(g); Taylor (h).
Fuente: Venequip S. A
8
Las sucursales están ubicadas en las principales ciudades a nivel nacional (su
ubicación general en el país puede observarse en la Figura 3):
Barquisimeto
Caracas
Guasare (Falcón)
Maracaibo
Maturín
Puerto La Cruz
Puerto Ordaz
Punto Fijo
San Cristóbal
Figura 03: Distribución de la oficinas de Venequip en Venezuela.
Fuente: Google Imágenes
9
1.3 Misión
Ser la mejor solución en equipos, respaldo al producto y opciones financieras,
trabajando en conjunto con los clientes.
1.4 Visión
Ser los mejores en proporcionar soluciones a los clientes y satisfacción a los
empleados, con solidez financiera.
1.5 Valores
El cliente es primero, Integridad y honradez, Respeto por otros y el ambiente,
Profesionalismo, Trabajo en equipo, Innovación/Creatividad.
1.6 Política de calidad:
Proveer a sus clientes, tanto internos como externos, actuales y potenciales, de
un servicio que satisfaga o supere sus expectativas en términos de calidad, cantidad,
costo y oportunidad.
1.7 Objetivos de la política de calidad:
Satisfacer continuamente a los clientes internos y externos, superando las
expectativas de calidad, a través del suministro oportuno y adecuado de
servicios competitivos.
Optimizar la captación, la capacitación, el desarrollo y la motivación del
personal para afrontar con éxito los retos actuales y futuros.
Mejorar continuamente los procesos productivos y administrativos, al asumir
una actitud proactiva, participativa y orientada hacia la excelencia.
Consolidar el liderazgo y proyectar una imagen autentica de ética, seriedad y
respeto hacia los clientes, proveedores y colaboradores.
10
Contribuir a la preservación del medio ambiente mediante el cumplimiento de
las normas y resoluciones establecidas por los organismos gubernamentales.
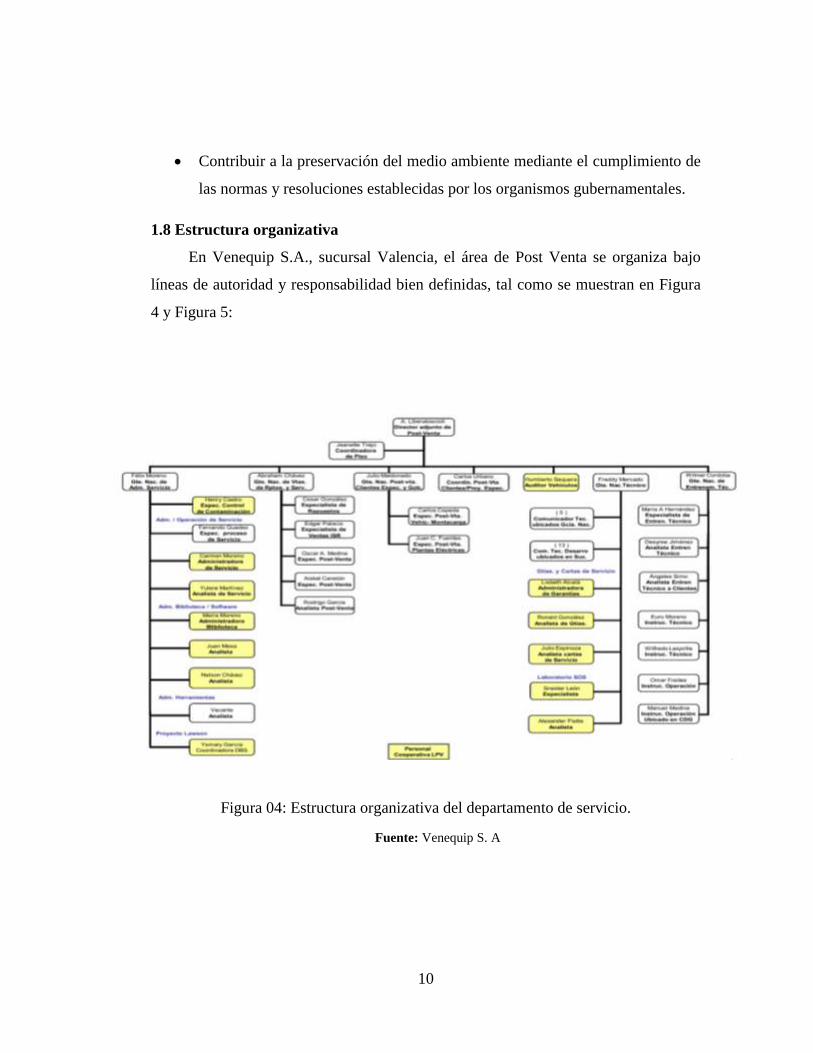
1.8 Estructura organizativa
En Venequip S.A., sucursal Valencia, el área de Post Venta se organiza bajo
líneas de autoridad y responsabilidad bien definidas, tal como se muestran en Figura
4 y Figura 5:
Figura 04: Estructura organizativa del departamento de servicio.
Fuente: Venequip S. A
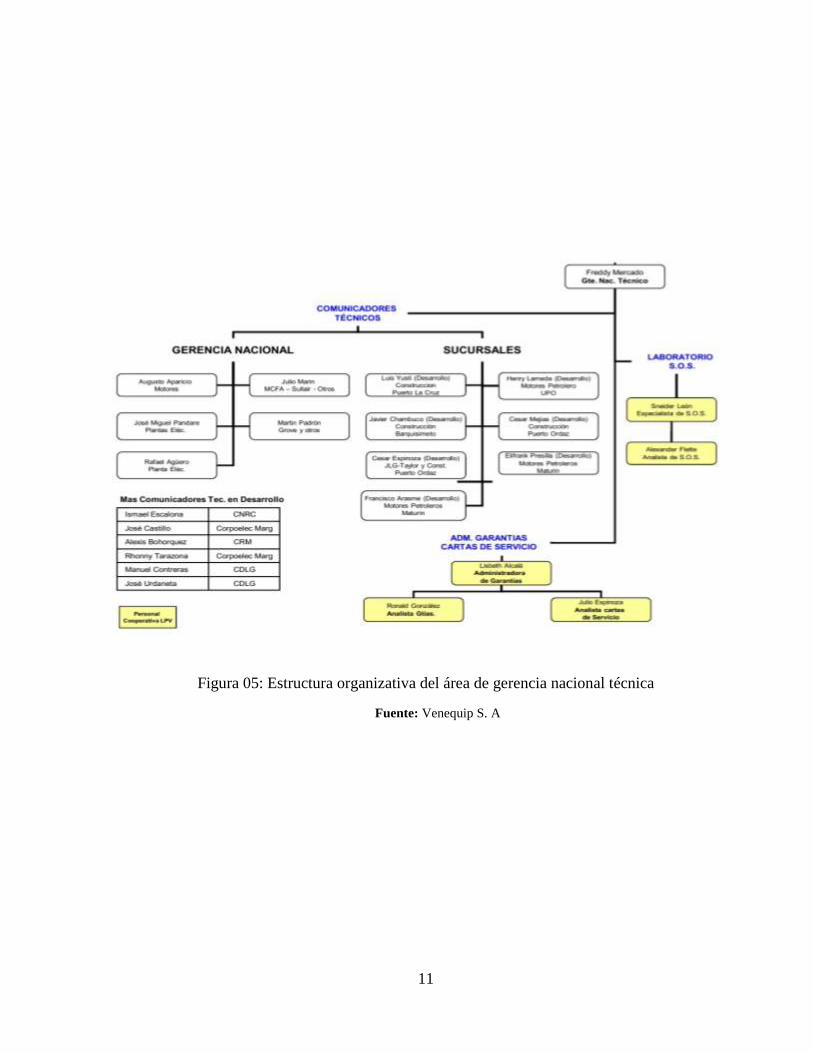
11
Figura 05: Estructura organizativa del área de gerencia nacional técnica
Fuente: Venequip S. A
CAPÍTULO II
EL PROBLEMA
2.1 Planteamiento del problema
Venezuela es un país en vías de desarrollo que constantemente requiere y
realiza obras de ingeniería, obtención de minerales, construcción de carreteras, casas
y edificaciones, para todo ello es necesario contar con equipos pertenecientes a la
industria de la construcción, minería y agronomía que cuenten con la tecnología y
soporte necesario para realizar proyectos que impulsen el desarrollo del país.
Venequip S. A, ofrece equipos para los campos antes mencionados, esta maquinaria
es constantemente actualizada con accesorios innovadores, para ofrecer al cliente
mayor confort y seguridad. Adicionalmente, según las necesidades de las grandes,
medianas y pequeñas industrias, esta empresa cuenta con equipos de generación de
energía (plantas eléctricas), ofreciendo soluciones básicas en energía de respaldo.
Para todos los equipos ofrecidos es importante amparar su vida útil, proveer
soporte técnico y controlar el debido funcionamiento de los equipos de campo (cuya
ubicación sea en sitios remotos a nivel nacional), para evitar así, fallas mayores y
paradas de trabajo no deseadas, debido a la ausencia de mantenimiento preventivo.
El servicio de mantenimiento preventivo más común y más aplicado es el
cambio de filtros, cada filtro es ofrecido bajo una amplia gama de tamaños y brindan
una calidad de depuración específico según las necesidades de la máquina. El servicio
de cambio de filtros es incluido en muchas revisiones de equipos en las numerosas
sucursales, representando un mediano porcentaje de los desechos generados en los
talleres de mantenimiento.
El departamento de control de contaminación se encarga del desarrollo óptimo
de los estatutos de seguridad industrial y ambiental haciendo cumplir la normativa

13
presente en la Ley Penal del Ambiente que establece, en su Capítulo II, Artículo 4,
Manejo: Como un conjunto de prácticas destinadas a garantizar el aprovechamiento
sustentable y la conservación de los recursos naturales, así como aquéllas orientadas a
prevenir y minimizar efectos adversos por actividades capaces de degradarlos.
Conveniente, de acuerdo con sus especificaciones, a fin de prevenir daños a la salud y
al ambiente. Involucra la recolección, almacenamiento, transporte, caracterización,
tratamiento, disposición final y cualquier otra operación que los relacione.
La disposición de los Filtros descartados constituye una dificultad para las
sucursales en general de Venequip S. A, y se debe principalmente a que los fluidos
(aceites y combustibles) aún están contenidos en los filtros descartados una vez
retirados, incluso al dejar que los fluidos sean drenados del filtro por efecto de la
gravedad, no es una medida eficiente para hacer de estos componentes, menos
contaminantes; la celulosa filtrante aún mantiene fluidos en su interior, y eliminar los
filtros sin antes drenar la mayoría el fluido contenido en ellos, hace de este desecho
muy delicado y contaminante.
Bajo esta problemática, el departamento de control de contaminación, también
busca aprovechar parte del material como el hierro ferroso y el aluminio que poseen
los diferentes filtros, estos son materiales reutilizables y son buscados por muchas
compañías pertenecientes al ámbito del reciclaje y/o de la fundición.
2.2 Formulación del problema
La interrogante estará enmarcada en el siguiente ámbito:
¿Cómo puede extraerse los fluidos contenidos en los filtros, extraer el Hierro y
Aluminio, y optimizar la operatividad en control de contaminación de las sucursales
de Venequip S. A, sin afectar al ambiente?
14
La cual tendrá varias posibles soluciones a lo largo del desarrollo del proyecto,
una vez cumplidos los objetivos establecidos se esperar llegar una solución final, y
así, a una propuesta de diseño.
2.3 Objetivos de la investigación:
2.3.1 Objetivo general:
Diseñar una estación de trabajo para reciclar filtros Oleohidráulicos.
2.3.2 Objetivos específicos:
Evaluar el procedimiento usado para desechar los filtros oleohidráulicos en
una empresa asociada al campo de maquinaria pesada.
Determinar las características físicas y dimensionamiento de los filtros a
reciclar.
Elaborar posibles soluciones de diseño para la estación de reciclaje.
Usar el método de ponderación de criterios para seleccionar la solución
definitiva
Calcular los elementos constitutivos de la estación de reciclaje.
Seleccionar los accesorios complementarios para el funcionamiento de la
estación de reciclaje.
Dibujar los planos correspondientes.
2.4 Justificación del problema
En la actualidad Venequip S. A suministra al país maquinaria eficiente y de
buena calidad, también ofrece mantenimiento y soporte técnico de los productos
Caterpillar a nivel nacional; la logística de mantenimiento ha sido modificada
constantemente bajo los estándares internacionales de calidad de la industria
Caterpillar.
Para realizar el mantenimiento preventivo como el mantenimiento correctivo de
la maquinaria, es necesario garantizar los puntos básicos de cuidado de los equipos,

15
para ello es de vital importancia el reemplazo de los filtros oleohidráulicos para
asegurar y extender el tiempo de vida útil de los mecanismos y motores.
Además, es importante para toda empresa cumplir con las normas ambientales,
ofrecer un producto que no perjudica de manera directa o indirecta al medio
ambiente, y consolidar la conservación ambiental en todo departamento de la
empresa. Para ello en necesario mejorar las conductas respecto al manejo adecuado
de estos componentes, y también renovar y evaluar constantemente los
procedimientos de eliminación de estos productos.
2.5 Alcance
Con la propuesta de diseño se pretende optimizar el proceso de eliminación de
los filtros oleohidráulicos, así como también incluir este diseño en las sucursales
aliadas a Venequip S. A, además de ser base para proyectos afines.
Por otra parte, la realización de esta investigación contribuye al avance de la
ingeniería mecánica en cualquiera de sus especializaciones. Además de esto, el
proyecto estará basado en una metodología de investigación pertinente y servirá como
punto de apoyo para cualquier tesis de grado.
Finalmente la meta principal de la investigación es desarrollar totalmente el
Informe de Pasantías, requisito para optar al título de Ingeniero Mecánico.
2.6 Limitaciones
El tiempo de investigación y presentación preliminar del diseño está estipulado
en 3 meses, sin embargo, en el transcurso del desarrollo de la investigación pueden
surgir nuevas variables, provenientes de ideas consolidadas y derivadas de la
propuesta de solución que se elige, que pueden extender el período de investigación y
desarrollo.

CAPITULO III
MARCO REFERENCIAL CONCEPTUAL
Con la presentación de un basamento como el mostrado a continuación, se
desea fundamentar los conocimientos y principios que se pondrán en práctica en los
estudios posteriores. Se presentarán en el transcurso del presente marco, una serie de
definiciones, conceptos, deducciones e ilustraciones relacionadas con el reciclaje de
desechos sólidos, compactación, mecanismos de compactación, sistemas hidráulicos,
estructuras metálicas, entre otros elementos de interés para el lector. Toda la
información mostrada será utilizada para justificar procedimientos prácticos
posteriores, así como también para profundizar conocimientos ya adquiridos y que
son indispensables para el desarrollo del presente trabajo
3.1 Antecedentes
A continuación se mencionaran un conjunto de trabajos de investigación que
guardan relación con el estudio a desarrollar.
Cetrangolo y Vera (2004) en su trabajo de grado titulado “Diseño y
Simulación de una maquina compactadora de desechos sólidos. Caso: Latas de
Aluminio” (Inversiones C) en la Universidad Central de Venezuela, fue realizado
con el fin de facilitar el manejo de los desechos compuestos por latas y productos de
aluminio, así mismo, aprovechar en mayor medida los servicios de transporte y
disminuir los gastos en traslado de material. El desarrollo de este proyecto contribuye
a la generación e implementación de políticas ambientales eficientes y beneficiosas,
tanto en el ámbito económico en la empresa como para el medio ambiente.

17
Ruiz y Torres (2002) en su trabajo de grado titulado “Diseño y construcción
de un sistema de compactación de desechos provenientes de locales de comida
rápida”, desarrollaron el proyecto para ayudar a solventar de una manera más
económica la disposición de los residuos de comidas sin necesidad de importar una
maquina compactadora, y de la misma forma simplificar el manejo de los desechos
que día a día son producidos en estos establecimientos.
3.2 Bases teóricas
3.2.1 El proceso de diseño en proyectos de ingeniería
El proceso de diseño es una guía general de los pasos que pueden seguirse para
dar al Ingeniero cierto grado de dirección para la solución de problemas. Los
diseñadores emplean un gran número de combinaciones de pasos y procedimientos de
diseño, pero no se puede decir que haya una combinación óptima. El seguir las reglas
estrictas del diseño no asegura el éxito del proyecto y aún puede inhibir al diseñador
hasta el punto de restringir su libre imaginación. A pesar de esto, se cree que el
proceso de diseño es un medio efectivo para proporcionar resultados organizados y
útiles.
Las etapas del proceso de diseño, según el libro Técnicas de Documentación e
investigación son:
Identificación del problema.
Ideas preliminares.
Perfeccionamiento.
Análisis.
Decisión.
Realización.

18
3.2.1.1 Identificación del problema
Es importante en cualquier actividad constructiva dar una definición clara de
los objetivos para así tener una meta hacia la cual dirigir todos los esfuerzos. La
identificación de la necesidad de un diseño se puede basar en datos de varios tipos:
estadísticas, entrevistas, datos históricos, observaciones personales, datos
experimentales o proyecciones de conceptos actuales.
Definir es establecer los límites; es delimitar el problema y el alcance de la
solución que está buscándose. Es indicar lo que se quiere hacer y a dónde no se quiere
llegar. Definir un problema es la parte más complicada en el proceso de diseño; una
equivocación a esta altura representa un enorme error al final. Esto se puede lograr de
la siguiente manera:
Comprensión del problema: efectuar entrevistas, informes.
Recopilación de datos: realizar encuestas, efectuar mediciones.
Analizar los datos: comprobar hipótesis, establecer relaciones causa-efecto.
Formulación del problema: sintetizar de la mejor forma todo lo hallado.
3.2.1.2 Ideas preliminares
Una vez que se ha definido y establecido el problema, es necesario recopilar
ideas preliminares a partir de las cuales se pueden asimilar los conceptos del diseño.
Esta es probablemente la parte más creativa en el proceso de diseño. Puesto que en la
etapa de identificación del problema solamente se han establecido limitaciones
generales, el diseñador puede dejar que su imaginación considere libremente
cualquier idea que se le ocurra. Estas ideas no deben evaluarse en cuanto a
factibilidad, puesto que se las trata con la esperanza de que una actitud positiva
estimule otras ideas asociadas como una reacción en cadena.
Uno de los medios más útiles para el desarrollo de ideas preliminares es el
dibujo a mano alzada.

19
3.2.1.3 Perfeccionamiento del problema
La etapa de perfeccionamiento es el primer paso en la evaluación de las ideas
preliminares y se concentra bastante en el análisis de las limitaciones. Todos los
esquemas, bosquejos y notas se revisan, combinan y perfeccionan con el fin de
obtener varias soluciones razonables al problema. Deben tenerse en cuenta las
limitaciones y restricciones impuestas sobre el diseño final. Los bosquejos son más
útiles cuando se dibujan a escala, pues a partir de ellos se pueden determinar tamaños
relativos y tolerancias y, mediante la aplicación de geometría descriptiva y dibujos
analíticos, se pueden encontrar longitudes, pesos, ángulos y formas. Estas
características físicas deben determinarse en las etapas preliminares del diseño,
puesto que pueden afectar al diseño final.
3.2.1.4 Análisis
El análisis es la parte del proceso de diseño que mejor se comprende en el
sentido general. El análisis implica el repaso y evaluación de un diseño, en cuanto se
refiere a factores humanos, apariencia comercial, resistencia, operación, cantidades
físicas y economía dirigidos a satisfacer requisitos del diseño. Gran parte del
entrenamiento formal del ingeniero se concentra es estas áreas de estudio.
A cada una de las soluciones generadas se le aplica diversos tamices para
confirmar si cumplen las restricciones impuestas a la solución, así como otros
criterios de solución. Aquellas que no pasan estos controles son rechazadas y
solamente se dejan las que de alguna manera podrían llegar a ser soluciones viables al
problema planteado.
3.2.1.5 Decisión
La decisión es la etapa del proceso de diseño en la cual el proyecto debe
aceptarse o rechazarse, en todo o en parte. Es posible desarrollar, perfeccionar y
analizar varias ideas y cada una puede ofrecer ventajas sobre las otras, pero ningún
20
proyecto es ampliamente superior a los demás. La decisión acerca de cuál diseño será
el óptimo para una necesidad específica debe determinarse mediante experiencia
técnica e información real. Siempre existe el riesgo de error en cualquier decisión,
pero un diseño bien elaborado estudia el problema a tal profundidad que minimiza la
posibilidad de pasar por alto una consideración importante, como ocurriría en una
solución improvisada.
3.2.1.6 Realización
El último paso del diseñador consiste en preparar y supervisar los planos y
especificaciones finales con los cuales se va a construir el diseño. En algunos casos,
el diseñador también supervisa e inspecciona la realización de su diseño. Al presentar
su diseño para realización, debe tener en cuenta los detalles de fabricación, métodos
de ensamblaje, materiales utilizados y otras especificaciones. Durante esta etapa, el
diseñador puede hacer modificaciones de poca importancia que mejoren el diseño; sin
embargo, estos cambios deben ser insignificantes, a menos que aparezca un concepto
enteramente nuevo. En este caso, el proceso de diseño debe retornar a sus etapas
iniciales para que el nuevo concepto sea desarrollado, aprobado y presentado.
Una vez estudiado el procedimiento general que se debe seguir en la mayoría de
los casos para emprender un proyecto de ingeniería, se tiene suficiente conocimiento
como para emprender una selección de alternativas, con la finalidad de determinar
por medio de los criterios propios de diseño, una de varias opciones referentes al
sistema de suministro de energía. La cual se va a emplear para lograr compactar un
conjunto de latas de aluminio por medio de la máquina que se está diseñando.
3.2.2 Consideraciones de diseño para elementos de máquinas
3.2.2.1 Factor de seguridad
El coeficiente de seguridad también conocido como factor de seguridad N, es
un número que se utiliza en ingeniería para los cálculos de diseño de elementos o

21
componentes de maquinaria, estructuras o dispositivos en general, proporcionando un
margen extra de prestaciones por encima de las mínimas estrictamente necesarias.
(Joseph E. Shigley 1998).
Así, en los cálculos de resistencia mecánica, el factor de seguridad se aplica
principalmente de dos maneras:
Multiplicando la dimensión del elemento resultante de los cálculos teóricos.
Dividiendo las propiedades favorables del material que determinan el diseño.
Es por ello que, en ambos casos, resulta en un dimensionamiento adicional del
componente. Este sobredimensionamiento se justifica por variadas causas, como por
ejemplo: previsiones de desgaste o corrosión, posibles errores o desviaciones en las
propiedades previstas de los materiales que se manejan, diferencias entre las
propiedades tabuladas y las obtenibles en la realidad, tolerancias de fabricación o
montaje, tolerancias por incertidumbre en las solicitaciones a que se someterá el
elemento, la propia incertidumbre del método de cálculo, etc.
Estos factores de seguridad por lo general provienen de la experiencia empírica
o práctica, por lo cual están tabulados y contemplados en las normas o la literatura, o
bien se aplican según la experiencia personal del diseñador.
En general para el mismo tipo de elemento dependerá del tipo de uso o servicio
que se le piense dar. Por ejemplo, para una máquina de uso continuo se usará un
factor de seguridad mayor que para una de uso esporádico.
Finalmente se puede decir que en resistencia de materiales se aplica un
coeficiente de seguridad superior o inferior dependiendo del uso del componente. Así,
en el cálculo de dimensionamiento de sección de un cable para tender la ropa se
utilizara un coeficiente de seguridad inferior al utilizad: para ese mismo cable cuando
se estudia su empleo para sustentar un ascensor.

22
3.2.3 Esfuerzos
Uno de los primeros problemas que enfrenta el ingeniero diseñador es tener la
certeza de que la resistencia de la parte que se diseñe siempre sea mayor que el
esfuerzo atribuido a cualquier carga que se le pueda aplicar. Por lo tanto se debe
diseñar tomando en cuenta este elemento para lograr un dispositivo seguro y
confiable.
3.2.4 Esfuerzos combinados
Es muy común en piezas de maquinarias, tener combinaciones de carga que
creen esfuerzos normales y cortantes en una misma pieza. Pudiera haber lugares
dentro de la pieza donde estos esfuerzos aplicados han de combinarse para poder
determinar cuáles son los esfuerzos principales y el esfuerzo cortante máximo.
También se conoce como teoría de Von Mises.
De acuerdo al profesor Tassoni Danilo (2006), en su publicación de Elementos
de Máquina, (pag. 68), sostiene que cualquier pieza esforzada en forma elástica sufre
un ligero cambio en forma, volumen o ambos pero no en tamaño. La energía
necesaria para producir este cambio se almacena en forma de energía elástica, por lo
tanto, un determinado material tiene una capacidad limitada y definida de energía de
distorsión o de corte, y por lo tanto cualquier intento de someter a cantidades mayores
de distorsión, provocaría la falla del elemento.
Dicho esto, se puede tener una combinación de esfuerzos entre el esfuerzo
cortante transversal y el esfuerzo cortante de torsión, donde el esfuerzo resultante es
la suma algebraica si ambos son diferencial, tal como se muestra en la siguiente
ecuación:
Ec. 1

23
De lo contrario el esfuerzo resultante vendría dado por:
Ec. 2
3.3 Soldadura
La soldadura es un medio de unión permanente, que se utiliza ampliamente en
la construcción de elementos de máquina, y en la reparación de alguno de ellos.
Es, así mismo, una unión íntima entre dos porciones de metal (iguales o
distintos) en la cual se utiliza generalmente, un material adicional, denominado
material de aporte, cuyo punto de fusión puede ser diferente (usualmente menor) a la
temperatura de fusión del (o de los) material(es) a unir. En caso de iguales materiales
a soldar, se suele utilizar el mismo material; por ejemplo, para soldar dos piezas de
hierro dulce se utilizan varillas del mismo material las cuales funden a la misma
temperatura, conjuntamente con los bordes de las piezas a soldar.
En cuanto a los procedimientos por medio de los cuales se puede soldar, estas
uniones se pueden clasificar en soldaduras por presión y soldaduras por fusión. En el
primer caso se calientan las dos superficies de las piezas a soldar hasta que alcancen
un estado pastoso; luego se ejerce presión sobre ellas hasta que mientras se enfrían, se
unen. En este caso no se trabaja con aporte de material. Entre este tipo de soldaduras
se puede mencionar la soldadura de "puntos" o "por costura". En el caso de
soldaduras por fusión, generalmente se funden los metales en las superficies a soldar,
y se agrega material fundido adicional (material de aporte). Entre este tipo de
soldadura se puede señalar la soldadura de arco eléctrico, que es la más común en
aceros y metales en general; también la soldadura autógena, con oxígeno y acetileno,
gases cuya combustión produce el calor necesario para la fusión del material de
aporte. Esta soldadura es muy útil para cortar piezas de metal.
24
Independientemente de los procedimientos utilizados para soldar, y de las
características del material de aporte, se debe señalar que para los metales cuya
resistencia mecánica aumenta con los tratamientos térmicos, como el temple, o para
aquellos en los cuales ocurre esto a causa de algunas operaciones mecánicas, como el
estirado o el trefilado en frío, se hace más difícil la soldadura, que en el caso que
estos mismos materiales hubiesen sufrido un tratamiento de recocido. Esto indica que
las piezas soldadas deben ser recocidas, y sometidas a un eventual tratamiento
térmico posterior, si se desea que presenten una resistencia mecánica homogénea en
toda su extensión. (Tassoni M. Danilo 2006).
Después de estas generalidades, se considera los casos permanentes de
soldadura, producto de la inclusión de material de aporte.
Soldadura a tope: Este tipo de soldadura se utiliza en casos de tensiones de
tracción o de compresión.
Soldadura en ángulos: este tipo de soldadura, se utiliza para múltiples sistemas
de carga, y distintas geometrías de las piezas a unir.
3.4 Tornillos
Son medios de unión no permanente, más comunes en el diseño de máquinas y
conocidos bajo la denominación global de tornillos. En estos se puede incluir
elementos de máquina conocidos como tornillos, pernos, tuercas, espárragos o
prisioneros y pasadores. El tornillo es, en general, un cuerpo cilíndrico (o cónico),
algunos con una ranura cortada por maquinado o por forjado, en su superficie. El
tornillo que se considera es en realidad una cuña, una forma particular de plano
inclinado, que se desarrolla a manera de hélice, en la superficie del cuerpo de
revolución que se describe (en general, la forma cilíndrica es mucho más común, pero
la cónica también existe y es muy usual en los tornillos tipo tirafondo para madera o

25
plástico, y, para interconectar tuberías). Dada esta forma geométrica, a través de un
movimiento de giro del tornillo, se obtiene una traslación longitudinal sobre su eje.
De acuerdo a la aplicación que de ellos se hace, los tornillos pueden ser
catalogados en los siguientes tipos: a) potencia, b) de medición y c) de unión. Los de
medición, se fabrican de tal manera que posean un avance (la proporción entre el tipo
de giro sobre su eje, y la magnitud de su correspondiente traslación longitudinal) muy
pequeño de forma que, graduando adecuadamente una escala sobre ese giro, se
puedan obtener los valores longitudinales de desplazamiento lineal (distancias, tal y
como son medidas por medio de los tornillos micrométricos). (Tassoni M. Danilo
2007)
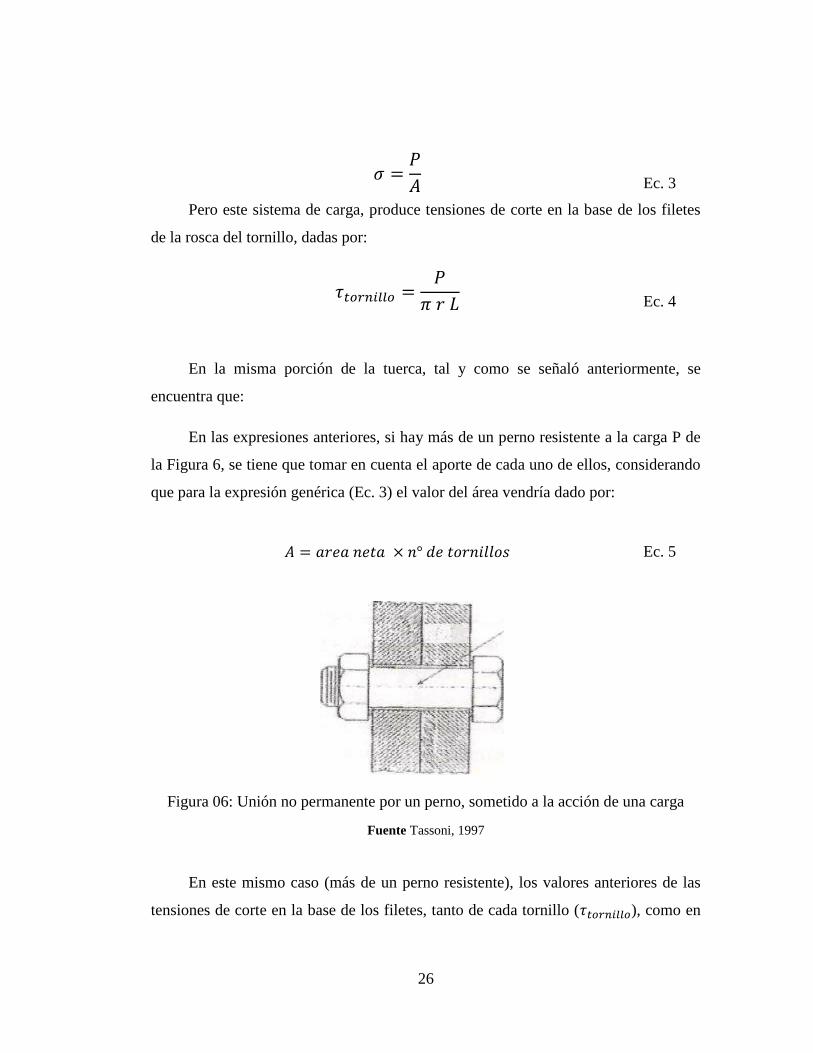
3.4.1 Uniones sometidas a tracción
En estas uniones, la importancia de la existencia de compartimientos estancos
no es relevante, esto significa que solo es importante que el conjunto de elementos de
máquinas considerados, soporten el sistema de carga al cual están sometidos, sin que
se presente el colapso entre ellos.
Únicamente se considera la carga a la cual está sometido el tornillo; en el
mismo, está presente una carga axial, que produce una tensión de atracción: se
aprovecha este punto para indicar que se debe evitar la utilización de pernos roscados
en toda su extensión o longitud; en efecto la rosca, por su geometría, es un factor
generador de concentración de tensiones; por ello se utiliza y se diseñan pernos que
presenten roscas, únicas y exclusivamente, en la posición realmente necesaria de su
longitud total: en aquella requerida para enroscar la tuerca (en el caso de pernos);
para el caso de tornillos o espárragos, la rosca debe limitarse a la porción necesaria
para que estos se enrosquen en las bases adecuadas, tal y como está señalado,
genéricamente en la Figura 6. Esa tensión de tracción, se presenta en la sección
constante no roscada del perno, dada por la siguiente ecuación:
26
Ec. 3
Pero este sistema de carga, produce tensiones de corte en la base de los filetes
de la rosca del tornillo, dadas por:
Ec. 4
En la misma porción de la tuerca, tal y como se señaló anteriormente, se
encuentra que:
En las expresiones anteriores, si hay más de un perno resistente a la carga P de
la Figura 6, se tiene que tomar en cuenta el aporte de cada uno de ellos, considerando
que para la expresión genérica (Ec. 3) el valor del área vendría dado por:
Ec. 5
Figura 06: Unión no permanente por un perno, sometido a la acción de una carga
Fuente Tassoni, 1997
En este mismo caso (más de un perno resistente), los valores anteriores de las
tensiones de corte en la base de los filetes, tanto de cada tornillo ( ), como en

27
cada una de las tuercas ( ), deberá verse modificado por ese número de
elementos de unión presentes como se muestra en la Figura 6, estas tensiones vienen
dadas por las siguientes expresiones:
Ec. 6
Ec. 7
El criterio de diseño será el que arroje el menor valor entre los
siguientes:
Ec. 8
Ec. 9
La expresión (Ec. 8) es para las tensiones de tracción en núcleo del tornillo, la
expresión (Ec. 9) corresponde a las tensiones de corte en la base de los filetes de las
roscas en el (o los) tornillo(s), con el subíndice , o en la(s) tuerca(s),
con . Deberá utilizarse el criterio según el cual el valor correspondiente de
tensiones resulta crítico. En las expresiones anteriores, se tiene que el factor de
seguridad N debe ser tal que cumpla:
Ec. 10
28
Con el valor indicado en la expresión (Ec. 10), se puede despreciar cualquier
factor de concentración de tensiones, producto de la presencia de los filetes de la
rosca.
3.5 Prensas hidráulicas
La característica estructural de los fluidos hace que en ellos se transmita
presiones, a diferencia de lo que ocurre en los sólidos, que transmiten fuerzas.
Este comportamiento fue descubierto por el físico Blaise Pascal (1623-1662),
quien estableció el siguiente principio: “Un cambio de presión aplicado a un fluido
incompresible en reposo dentro de un recipiente, se transmite sin alteración a través
de todo el fluido, así mismo, es igual en todas las direcciones y actúa mediante
fuerzas perpendiculares a las paredes que lo contienen”.
Conforme al principio de Pascal, las llamadas maquinas hidráulicas son una
representación genérica del funcionamiento y comprobación de esta teoría.
Las prensas hidráulicas es la selección preferida durante los últimos 30 años, ha
habido un crecimiento en el uso de prensas hidráulicas. Por muchos años se favorecía
el uso de prensas mecánicas; la cual usa el sistema de un cigüeñal que rueda y rota.
Desde el año 1991 los envíos de las prensas hidráulicas han superado a las prensas
mecánicas que hoy en día son las preferidas en la manufactura mundial. Se ven aún
más rápidas y más confiables que nunca debido al mejoramiento de la tecnología,
inclusive: los nuevos sellos, mejores bombas, las mangueras reforzadas y los
acoplamientos mejorados.
También el uso de controles PLC y otros controles electrónicos ha mejorado la
velocidad y la flexibilidad de estas prensas en el proceso de manufactura, con la
integración de las prensas con Interfaces con la computación y monitoreo.
29
Las prensas mecánicas son a menudo rápidas en alimentaciones automáticas,
carreras cortas, y alimentaciones cortas para operaciones de troquelado.
Entonces, la alimentación manual, y las prensas hidráulicas ofrecen obvias
ventajas competitivas en alimentaciones manuales. Además de esto, son muy fáciles
de cambiar los herramentales y luego seguir con un nuevo trabajo. Se cuenta
especialmente cuando tiene que ver con el ajuste de la carrera de una prensa
mecánica, porque la prensa hidráulica puede mantener la fuerza máxima por lo largo
de toda la carrera, así es que no se tiene que preocupar del punto de máxima fuerza,
allí siempre esta.
También, como le da el mismo tiempo de hacer los cambios a otros trabajos,
sea de banco o de pedestal (piso), cuando el trabajo es de avance a mano, el ahorro de
tiempo del montaje o de cambios les hace a las prensas hidráulicas aún más útiles que
las mecánicas.
Aunque ha sabido una tendencia al uso del proceso de automatización con
máquinas mecánicas con alimentación automática, existen en mayoría los procesos de
manufactura, que al contrario requieren la alimentación a mano por las características
del material o el alto costo de los procesos de automatización. También la necesidad
de entregas rápidas o de pedidos más pequeños de los productos urge la manufactura
de periodos cortos en vez de la inversión de mucho capital en equipo de alimentación
por automatización. En estas situaciones son mejores las prensas hidráulicas por costo
mínimo, su flexibilidad y no tener que pasar mucho tiempo en los ajustes del equipo
de automatización.
3.5.1 Ventajas del uso de las prensas hidráulicas
Unas de las ventajas es la fuerza total por toda la carrera: es posible mantener el
total de la fuerza por lo largo de la carrera, no solamente al fondo o el final de la
carrera como en las prensas mecánicas. La ventaja de esta es quitar la necesidad de
30
hacer cálculos de presión del tonelaje al principio de la carrera, así es que no se
requiere la compra de una prensa de 100 toneladas para alcanzar la presión de
solamente 60 toneladas.
Conforme a esto, más capacidad a menos costo: Se sabe que es más fácil y
menos caro comprar ciertas clases de capacidad en las prensas hidráulicas. Lo de la
carrera es mera ganga. Las carreras de 12, 18 y de 24 pulgadas son comunes. Aparte,
es fácil aumentar esta medida. También se puede aumentar el claro máximo a bajos
costos. Inclusive, es muy posible la instalación de las mesas (platinas) más grandes en
las prensas pequeñas o la aumentación de cualquiera platina y menos el costo de
compra: por su potencia de fuerza no hay ninguna máquina que de la misma fuerza
por el mismo precio.
Por otra parte, el costo de mantenimiento: Las prensas hidráulicas son bastante
sencillas en su diseño, con pocas partes en movimiento y están siempre lubricadas
con un fluido de aceite bajo presión. En las pocas ocasiones de avería casi siempre
son defectos menores, sea el empaque, la bobina solenoide y a veces una válvula, que
son fáciles de remplazar. En cambio, en las prensas mecánicas, un cigüeñal roto es
significativo tanto en el costo de parte como la perdida de producción. No solo es el
menor costo estas partes, sino también se puede reparar sin tener que hacer maniobras
de desmontar piezas de gran tamaño; reduciendo tiempos de mantenimiento, y menos
afectación en la producción.
También ofrecen seguridad de sobrecarga incluido: Con una prensa de 60
toneladas si se calibra una fuerza de 60 toneladas, no se corre el riesgo de romper
troqueles o la misma prensa por un excedente de fuerza; porque al tener el máximo de
fuerza permitida, se abre una válvula de seguridad.
Así mismo, otorga mayor flexibilidad en control y versatilidad. Como siempre
se puede mantener un control en una prensa hidráulica, como los es fuerza, carrera,
tiempo de trabajo, movimientos con secuencia, etc. Se puede disponer de una
31
velocidad rápida de aproximación, y otea de trabajo con ventajas de productividad, y
de cuidado de herramientas. En una prensa hidráulica se puede controlar distancias de
profundidad, aproximación, tiempos de trabajo, o toda una secuencia de operación,
por medio de temporizadores, alimentadores, calentadores, etc. Por este motivo una
presa hidráulica n solo sube y baja, como lo haría una prensa mecánica.
Una prensa hidráulica puede hacer trabajos en ancho rango según su fuerza.
Entre ellos son: el embutido profundo, reducción, formado de polímeros, el formado
de polímeros, el formado, el estampado, troquelado, el punzonado, el prensado, el
ensamble ajustado, el enderezo. También es muy útil en los procesos de: el forado de
sinterizado de ruedas abrasivas, la adhesión, el brochado, la calibración de diámetros,
la compresión a plástico y a hule (goma, caucho), y los troqueles de transferencia.
Más aun con la influencia de la tecnología, son más compactas: aunque una
prensa muy común de 20 toneladas mide 1.7 mts por 0,7 mts por 1,5 mts, una prensa
de 200 toneladas solo mide 2.1 mts por 1.2 mts por 2mts, efectivamente con 10 veces
la capacidad pero solo un poco más grande; la prensa más grande desplaza solo 50%
más. No conforme con esto, el gasto en herramientas es mucho menor: Junto a la
protección empotrada, lo mismo tocante a las herramientas. Se puede fabricar las
herramientas según las tolerancias de un trabajo especificado, luego ajustar la fuerza
de la prensa hidráulica según ésta misma. El hecho de lo mínimo de choque y de
vibración les beneficia en más vidas en las herramientas.
También son cada vez menos ruidosas: Con menos partes movibles, y sin rueda
volante, el nivel de ruido iniciado por la prensa hidráulica es mucho menos que la
mecánica. También es posible minimizar el nivel de ruido por controlar la velocidad
del vástago en pasarlo por el trabajo más lento y quieto.
Hoy en día se ven las prensas hidráulicas en trabajos de alto volumen en los
procesos de manufactura así como los siguientes:
32
El ensamble de los rodetes a los ejes de los motores, la compresión de láminas
o el oprimir de insertos.
La formación de cualquier metal en varias como campana, etc. La manufactura de
cubiertos u ollas de metal en plano.
También la necesidad de entregas rápidas o de pedidos más pequeños de los
productos urge la manufactura en periodos cortos en vez de la inversión de mucho
capital en equipo de alimentación por automatización.
Finalmente, en estas situaciones, son mejores las prensas hidráulicas por costo
mínimo, su flexibilidad y no tener que pasar mucho tiempo en los ajustes del equipo
de automatización, ni tampoco generaría un costo elevado de mantenimiento.
3.6 Definición de términos básicos
Criterio: es el conjunto de normas que debe cumplir un buque para que su
estabilidad alcance valores mínimos que garanticen su seguridad.
Cilindro: Es el ensamble total del cilindro, pistón, el vástago, los empaques y los
sellos. El diámetro del pistón y la presión del aceite (fluido) son los elementos que
determinan la fuerza (tonelaje) que se da en una prensa.
Control de la carrera: La longitud de la carrera puede ser calibrada y controlada de
cualquier tamaño entre los límites del cilindro. Los ajustes son: La parte superior de
la carrera, el punto de pre-calibrado, o el final (Fondo) de la carrera.
Ductilidad: Cualidad de algunos metales que permite estirarlos sin deformar.
Elasticidad: Cualidad de un producto que le permite recuperar su forma primitiva
una vez que haya cesado las fuerzas actuales sobre ellas.
Ensayo de materiales: Se denomina ensayo de materiales a toda prueba cuyo fin es
determinar las propiedades mecánicas de un material.

33
Estructura: Es el cuerpo principal de la prensa que consta de los cilindros y la
superficie en donde se hace el trabajo.
Fuerza: Todo agente capaz de modificar la cantidad de movimiento o la forma de los
materiales.
Hidráulica: Estudio del flujo de acción de los líquidos, especialmente del agua y el
aceite.
Limite Elástico: tensión máxima que un material elástico puede soportar sin sufrir
deformaciones permanentes. Si se aplican tensiones superiores a este límite, el
material experimenta deformaciones permanentes y no recupera su forma original al
retirar las cargas. En general, un material sometido a tensiones inferiores a su límite
de elasticidad es deformado temporalmente de acuerdo con la ley de Hooke.
Prensa Hidráulica: es un mecanismo conformado por vasos comunicantes
impulsados por pistones de diferente área que, mediante pequeñas fuerzas, permiten
obtener otras mayores.
Presión: Se define presión como el cociente entre la componente normal de la fuerza
sobre una superficie y el área de dicha superficie.
Restricción: Es el límite, impedimento o limitación en la realización de un proyecto.
Recurso heurístico: Se puede definir como un arte, técnica o procedimiento práctico
o informal, para resolver problemas. Alternativamente, se puede definir como un
conjunto de reglas metodológicas no necesariamente formalizadas, positivas y
negativas, que sugieren o establecen cómo proceder y problemas a evitar a la hora de
generar soluciones y elaborar hipótesis
Sujeción: Cosa con la que se sujeta otra o que se utiliza para mantener sujeto algo.

34
Transmisión mecánica: mecanismo encargado de transmitir potencia entre dos o
más elementos dentro de una máquina. Son parte fundamental de los elementos u
órganos de una máquina, muchas veces clasificados como uno de los dos subgrupos
fundamentales de estos elementos de transmisión y elementos de sujeción.
UPN (Perfil U): Vigas de alma llena construidas por perfiles laminados en caliente.
Viga: Elemento de construcción grande y largo que sirve para unir y soportar cargas
de gran magnitud. Proporciona rigidez y estabilidad en estructuras.
CAPÍTULO IV
MARCO METODOLÓGICO
4.1 Fases metodológicas
Fase I: Diagnóstico la situación actual
Haciendo uso de los instrumentos definidos anteriormente, se recolectó y
definió la forma de presentación de la información. Los datos obtenidos por
observación directa, fueron presentados en un informe, el cual se limitó, únicamente,
a establecer la cantidad de filtros que genera cada categoría de mantenimiento
ofrecido, los modelos de filtros usados y sus dimensiones, y la composición interna
de estos elementos.
Fase II: Evaluación de las soluciones
A través de observación directa se realizó un recorrido por el taller para
verificar sus condiciones e inspeccionar el lugar al que son retirados los filtros. Bajo
una entrevista no estructurada a profundidad, se logró recolectar información sobre el
sistema de desecho de filtros aplicado, sus desventajas; y las condiciones de
almacenamiento previo a su transporte fuera de las instalaciones.
Fase III: Propuesta de soluciones
Se realizaron reuniones con los integrantes del Departamento de Control de
Contaminación y del Departamento de Servicio, donde se destacó las limitaciones del
diseño y se tomaron en cuenta las posibles soluciones reflejadas, destacando las más
viables, alimentando puntos que debe cumplir el sistema que tratará los filtros
retirados, gracias ello, fue posible crear una buena base fundamental para generar la
lluvia de ideas y fomentar el proceso creativo previo a la selección de la propuesta.

36
Fase IV: Criterio de evaluación y escogencia de la propuesta:
A) Espacio físico: la empresa cuenta con espacio físico amplio destinado a
máquinas y a trabajos de mantenimiento, sin embargo, por seguridad y transporte el
sistema a diseñar no debe exceder el límite de altura establecido.
B) Materiales: la empresa posee materiales nuevos y reciclados, es importante
para Venequip S. A que la alternativa seleccionada deba ser diseñada con la mayor
cantidad de estos materiales para así de esta forma poder abaratar los costos de
fabricación, fomentando a la empresa a la fabricación del diseño.
Fase V: Diseño estructural de la propuesta:
Se diseñaron sus componentes, sus partes y piezas que la conforman, su
organización y funcionamiento. En esta fase no se diseñó el dimensionamiento
espacial de algunas piezas que conforman la máquina, ya que estas forman parte de
componentes de gran importancia para la misma, y cuyo diseño dependerá de los
cálculos de esfuerzos realizados por el diseñador.
Fase VI: Calculo de los elementos constitutivos de la estación de reciclaje:
Para realizar el diseño de componentes sometidos a esfuerzos se utilizaron
herramientas matemáticas de diseño de elementos de máquinas y resistencia de
materiales, así como también herramientas tecnológicas como software de diseño
asistido por computadoras (CAD/CAE).
Fase VII: Selección de los accesorios complementarios para el funcionamiento de
la estación de trabajo.
Para la selección de los componentes del sistema hidráulico y del sistema de
corte, se comprobó la disponibilidad de los accesorios en catálogos virtuales
comparando sus características con los resultados de los cálculos previamente hechos,
el contraste de los catálogos y los cálculos, permite la selección más adecuada de los
elementos que conformaran el sistema.
37
Fase VIII: Elaboración de los planos correspondientes:
La máquina estará conformada de las siguientes partes: Cuerpo, Sistema
Hidráulico, Sistema de compactado, Sistema de corte y Tanque de recolección de
fluidos.
Descripción de partes y su funcionamiento:
Cuerpo:
Por ser el cuerpo el sitio donde estarán alojados todos los elementos que forman
la estación de reciclaje, se construyó con una alta resistencia y robustez. Consistirá en
una mesa, sobre ella se adaptara la estructura de la compactadora en la parte superior
y se ubicara de la misma forma el sistema de corte y drenaje previo de filtros. Se
concluye que la función que cumplió el cuerpo fue la de servir como soporte de todos
los demás elementos que forman la estación de trabajo, como son: central hidráulica,
sistema de compactado, sistema de corte y tanque de fluidos.
El material con el cual se construyó dicha estructura es de acero A36.
Central hidráulica:
La central hidráulica consiste en un circuito formado por varios componentes
mecánicos, entre ellos: Tanque, Filtro, Válvulas, Motobomba, red de tuberías y
Cilindro Hidráulico o Actuador.
Tanque: La mayoría de los sistemas hidráulicos de tamaño pequeño a mediano
utilizan los tanques o depósitos como base de montaje para la bomba, motor eléctrico,
válvula de alivio, y a menudo otras válvulas de control. Este conjunto se llama.
"Unidad de bombeo", "Unidad Generada de Presión" etc. Fue usada láminas de
Acero A36.
Filtro: Una configuración popular y económica es el filtro en línea que también
lleva incluida una válvula de retención, su desventaja consiste en que hay que
desmontar la tubería para su mantenimiento.

38
Válvulas: Las válvulas distribuidoras o de control direccional se utilizan para
cambiar el sentido del flujo de aceite dentro del cilindro y mover el pistón de un
extremo al otro de su carrera.
Bomba hidráulica: La bomba hidráulica convierte la energía mecánica
desarrollada por el motor eléctrico en energía hidráulica.
Cilindro hidráulico: En cualquier aplicación hidráulica disponible deberá
transformarse en energía mecánica para realizar un trabajo. Los cilindros hidráulicos
son los encargados de transformar la energía hidráulica en energía mecánica lineal.
Sistema de compactado:
Es la cámara donde se compactaran los filtros, el cuerpo está establecido por
vigas en perfil U de Acero A36 y por láminas del mismo material, en este sistema va
sostenido el cilindro hidráulico y una compuerta de protección.
Sistema de corte:
Este sistema permitirá la apertura de los filtros, sobre el cuerpo de la estación;
está conformado por un Motor, caja de transmisión de potencia y un tren de
desplazamiento para cortar el filtro.
Tanque de recolección de fluidos:
Estará en el interior del cuerpo del sistema y se encarga de contener el fluido
drenado por lo filtros durante su apertura y su compactación, evitando que los fluidos
contaminen el sitio de trabajo y al usuario. Se usaron láminas de Acero A36.

CAPÍTULO V
RESULTADOS
Durante la elaboración de este informe de pasantías se plantearon una serie de
fases, las cuales determinaron el plan a seguir para la finalización del mismo. Por
ello, se expresan los datos encontrados en cada una de dichas fases.
5.1 Evaluación del procedimiento usado para desechar los filtros oleohidráulicos
Haciendo uso de los instrumentos definidos anteriormente, se recolectó y
definió la forma de presentación de la información.
Los datos obtenidos por observación directa, y por materiales facilitados por la
empresa fueron presentados en un informe, el cual se limitó únicamente a establecer
la cantidad de filtros que genera cada categoría de mantenimiento ofrecido, los
modelos de filtros usados y sus dimensiones, y la composición interna de estos
elementos; también se estableció si la manera actual de desechar los filtros es la más
eficaz y ecológica en base a la cantidad de desechos generados y en base a ello se
determinó las prioridades que debe cubrir el sistema a diseñar. A continuación, se
muestra la información recaudada durante esta fase inicial.
La maquinas más comunes que se pueden encontrar en Venequip S. A son:
Cargador de Ruedas (Figura 07), Retroexcavadora Cargadora (Figura 08),
Excavadoras (Figura 09), Tractores de Cadenas (Figura 10), Cargadores de Cadenas
(Figura 11), Motoniveladoras (Figura 12), Montacargas, (Figura 13) Energía Eléctrica
de Combustible Diesel (Figura 14), entre otros:
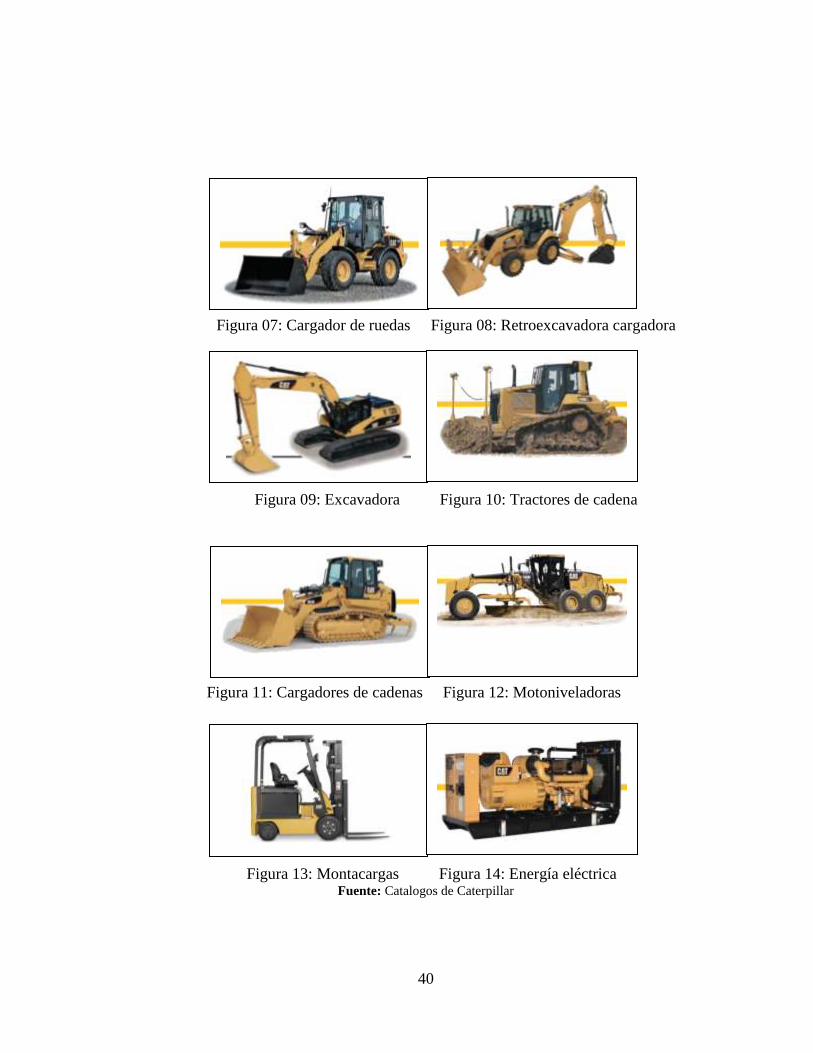
40
Figura 07: Cargador de ruedas Figura 08: Retroexcavadora cargadora
Figura 09: Excavadora Figura 10: Tractores de cadena
Figura 11: Cargadores de cadenas Figura 12: Motoniveladoras
Figura 13: Montacargas Figura 14: Energía eléctrica Fuente: Catalogos de Caterpillar
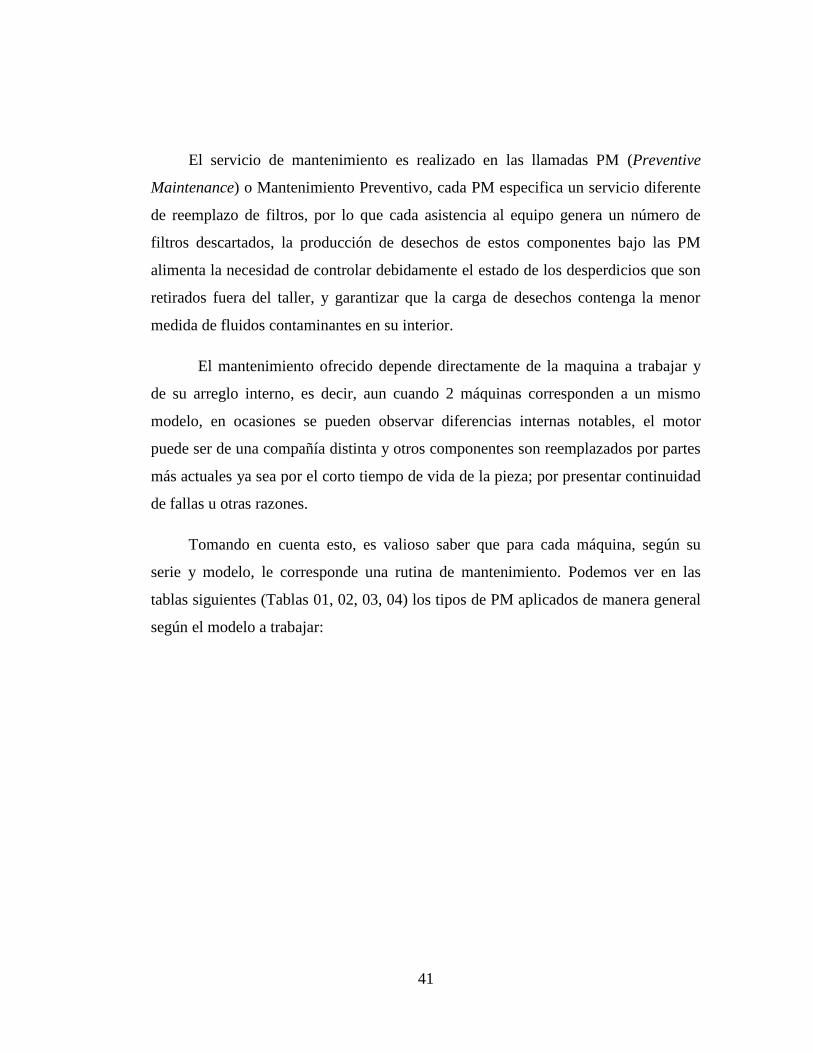
41
El servicio de mantenimiento es realizado en las llamadas PM (Preventive
Maintenance) o Mantenimiento Preventivo, cada PM especifica un servicio diferente
de reemplazo de filtros, por lo que cada asistencia al equipo genera un número de
filtros descartados, la producción de desechos de estos componentes bajo las PM
alimenta la necesidad de controlar debidamente el estado de los desperdicios que son
retirados fuera del taller, y garantizar que la carga de desechos contenga la menor
medida de fluidos contaminantes en su interior.
El mantenimiento ofrecido depende directamente de la maquina a trabajar y
de su arreglo interno, es decir, aun cuando 2 máquinas corresponden a un mismo
modelo, en ocasiones se pueden observar diferencias internas notables, el motor
puede ser de una compañía distinta y otros componentes son reemplazados por partes
más actuales ya sea por el corto tiempo de vida de la pieza; por presentar continuidad
de fallas u otras razones.
Tomando en cuenta esto, es valioso saber que para cada máquina, según su
serie y modelo, le corresponde una rutina de mantenimiento. Podemos ver en las
tablas siguientes (Tablas 01, 02, 03, 04) los tipos de PM aplicados de manera general
según el modelo a trabajar:

42
Tabla 01: Cambios de filtros por mantenimiento preventivo para maquinaria pesada.
Maquinaria pesada
Mantenimiento Tipo(s) de Filtro(s) Cantidad
PM1 Aceite de Motor 1
Aceite de Motor 1
PM2 Primario de Combustible 1
Secundario de Combustible 1
Secundario de Aire 1
Aceite de Motor 1
Primario de Combustible 1
Secundario de Combustible 1
PM3 Primario de Aire 1
Secundario de Aire 1
Aceite de Transmisión 1
Aceite Hidráulico 1
Fuente: Venequip S. A
Tabla 02: Cambios de filtros por mantenimiento preventivo para montacargas.
Montacargas
Mantenimiento Tipo(s) de Filtro(s) Cantidad
PM1 Aceite de Motor 1
Aceite de Motor 1
PM2 Combustible 1
Aire 1
Aceite de Motor 1
Combustible 1
PM3 Aire 1
Transmisión 1
Hidráulico 1
Fuente: Venequip S. A
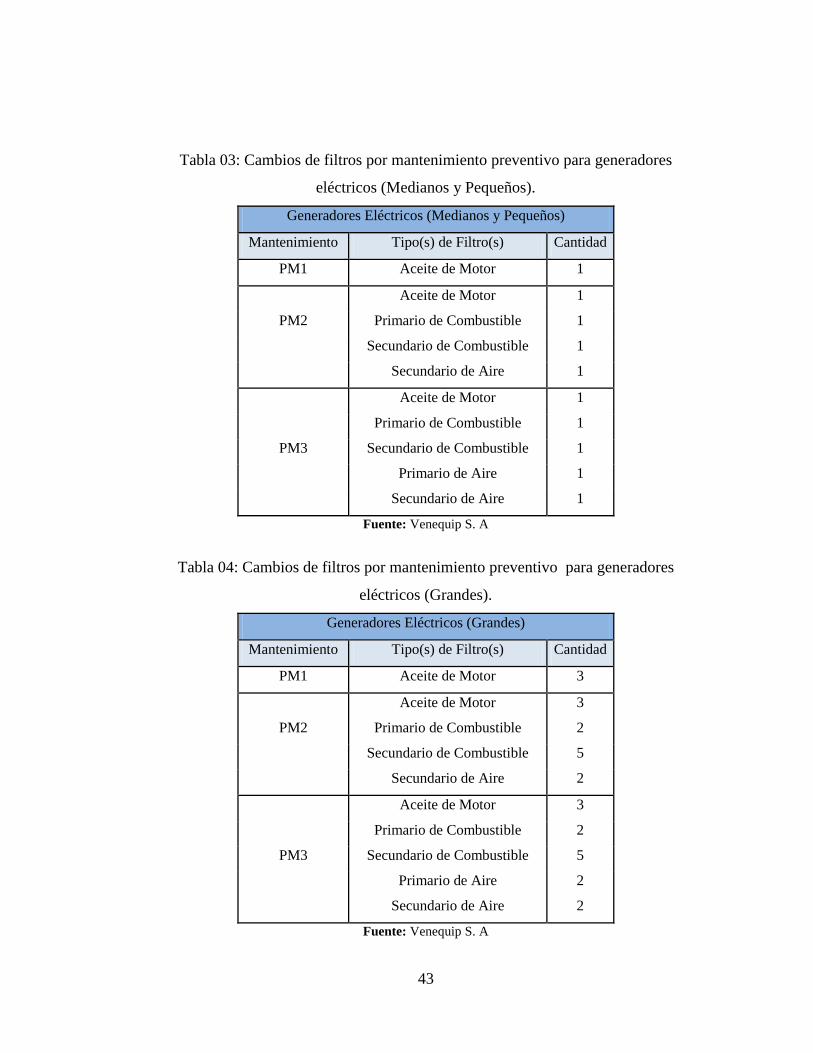
43
Tabla 03: Cambios de filtros por mantenimiento preventivo para generadores
eléctricos (Medianos y Pequeños).
Generadores Eléctricos (Medianos y Pequeños)
Mantenimiento Tipo(s) de Filtro(s) Cantidad
PM1 Aceite de Motor 1
Aceite de Motor 1
PM2 Primario de Combustible 1
Secundario de Combustible 1
Secundario de Aire 1
Aceite de Motor 1
Primario de Combustible 1
PM3 Secundario de Combustible 1
Primario de Aire 1
Secundario de Aire 1
Fuente: Venequip S. A
Tabla 04: Cambios de filtros por mantenimiento preventivo para generadores
eléctricos (Grandes).
Generadores Eléctricos (Grandes)
Mantenimiento Tipo(s) de Filtro(s) Cantidad
PM1 Aceite de Motor 3
Aceite de Motor 3
PM2 Primario de Combustible 2
Secundario de Combustible 5
Secundario de Aire 2
Aceite de Motor 3
Primario de Combustible 2
PM3 Secundario de Combustible 5
Primario de Aire 2
Secundario de Aire 2
Fuente: Venequip S. A

44
Los filtros descartados en cada servicio, son almacenados y trasladados para su
desecho, la constante preocupación del departamento de control de contaminación, es
de qué manera se puede aprovechar los materiales como el Aluminio y el Metal
Ferroso para su reciclaje, ya que al año son descartados aproximadamente 10.382
unidades filtrantes de fluidos, estos datos fueron facilitados por el sistema
Departamento de servicio; elementos como la Celulosa y el Plástico quedan muy
comprometidos con contaminantes y escorias, y aunque pueden descartarse, la
celulosa contiene muchos fluidos en su interior durante un tiempo prolongado debido
su alta absorción; es por ello que se debe drenar el fluido para hacer el transporte de
este material, más seguro.
El objetivo indispensable es saber de qué modo es posible abrir un filtro y las
dificultades de realizar el proceso, para ello, los operarios facilitaron una herramienta
para descubrir los filtros de forma manual llamada, “Cortador de Filtros” (Figura 15)
(Oil Filter Cutter Group).
Figura 15: Cortador de Filtros; Mango (1), Tornillo de ajuste (2), Muelle móvil (3),
Hojillas (4), Muelle fijo (5), Rodillos (6).
Fuente: Propia
Esta herramienta se ubica en la parte superior del filtro (sobre la tapa de
aluminio), gracias al mango (1) al final del tornillo (2) que mueve la pequeña prensa
(3) que sostiene las hojillas (4), sujeta el filtro por la tapa de aluminio y la presiona
contra un muelle fijo (5) con 2 rodillos (6) para lograr el movimiento circular
alrededor del filtro y corta la cubierta externa del mismo, desgastando el material con
cada revolución de la herramienta.

45
Figura 16: Ubicación del cortador de filtros con respecto al filtro (vista frontal).
Fuente: Propia
Figura 17: Ubicación del cortador de filtros con respecto al filtro (vista superior).
Fuente: Propia
Se realizó la inspección interna de los filtros, exponiendo los elementos
internos alojados en el filtro, aclarando la naturaleza del componente.
La composición de los filtros en general (Figura 18) básicamente consiste en
una malla de Celulosa (3), cubierta en sus extremos por Silicón (4), cubiertas en una
coraza de Metal Ferroso (1) y fijados en una tapa con rosca de Aluminio (2).
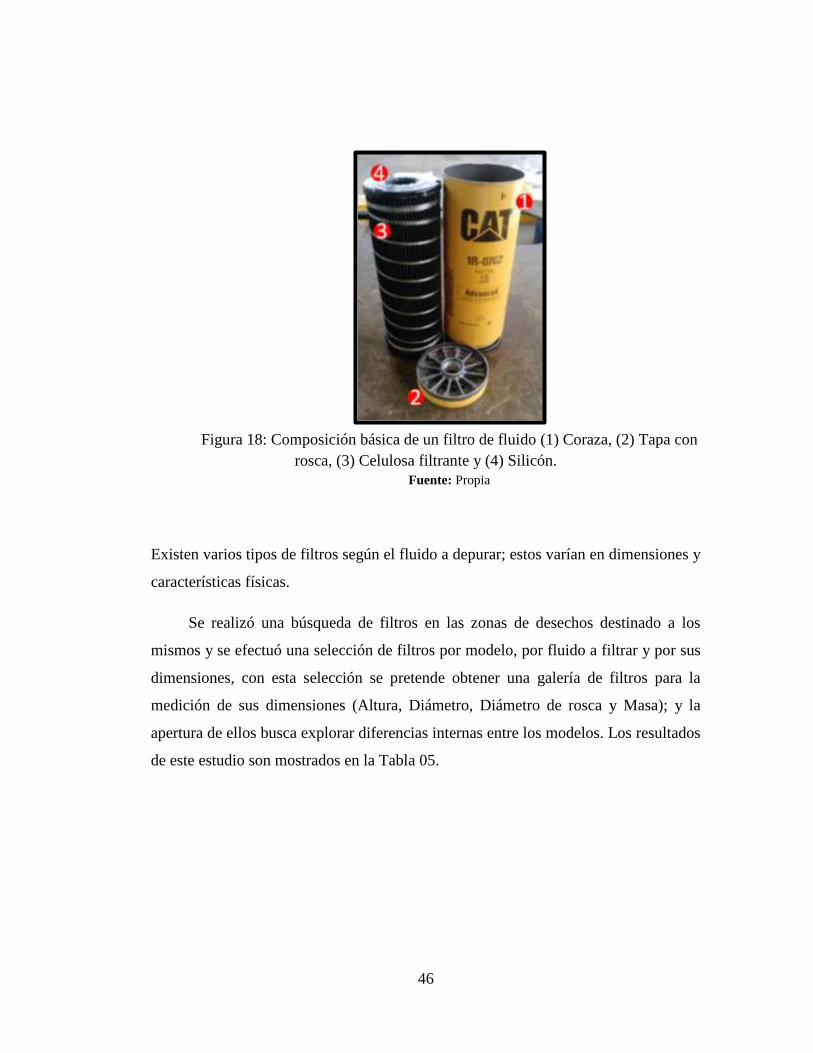
46
Figura 18: Composición básica de un filtro de fluido (1) Coraza, (2) Tapa con
rosca, (3) Celulosa filtrante y (4) Silicón.
Fuente: Propia
Existen varios tipos de filtros según el fluido a depurar; estos varían en dimensiones y
características físicas.
Se realizó una búsqueda de filtros en las zonas de desechos destinado a los
mismos y se efectuó una selección de filtros por modelo, por fluido a filtrar y por sus
dimensiones, con esta selección se pretende obtener una galería de filtros para la
medición de sus dimensiones (Altura, Diámetro, Diámetro de rosca y Masa); y la
apertura de ellos busca explorar diferencias internas entre los modelos. Los resultados
de este estudio son mostrados en la Tabla 05.
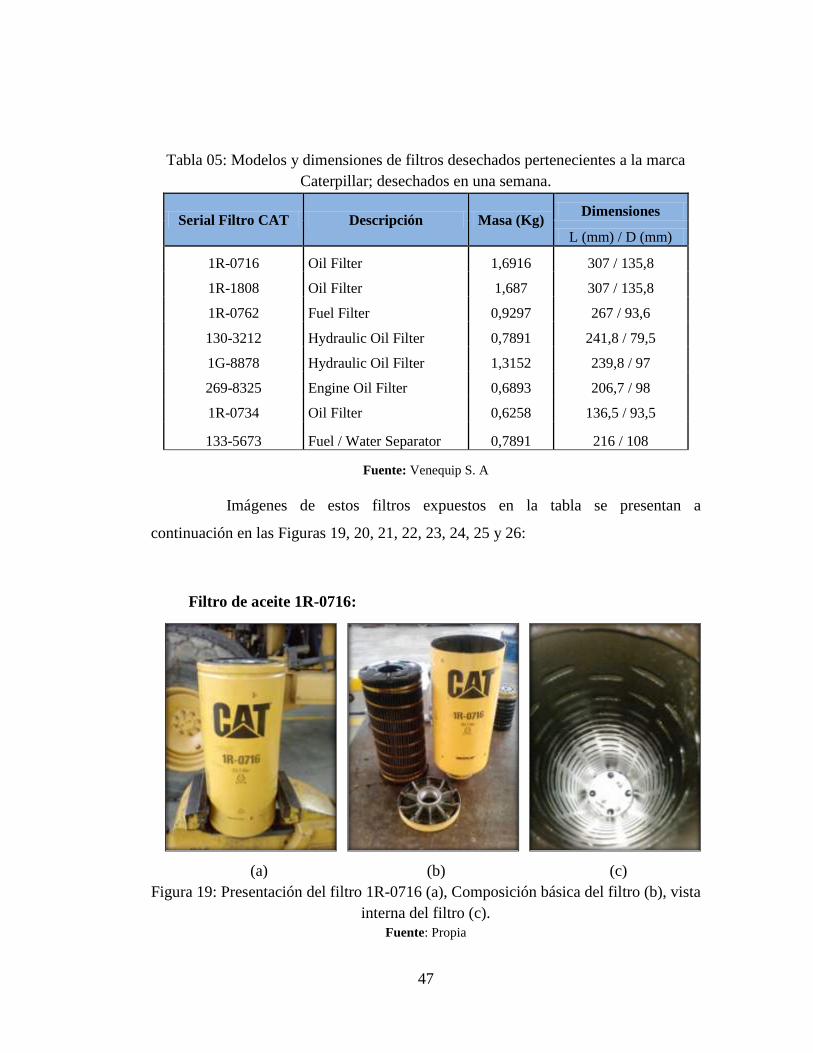
47
Tabla 05: Modelos y dimensiones de filtros desechados pertenecientes a la marca
Caterpillar; desechados en una semana.
Serial Filtro CAT Descripción Masa (Kg) Dimensiones
L (mm) / D (mm)
1R-0716 Oil Filter 1,6916 307 / 135,8
1R-1808 Oil Filter 1,687 307 / 135,8
1R-0762 Fuel Filter 0,9297 267 / 93,6
130-3212 Hydraulic Oil Filter 0,7891 241,8 / 79,5
1G-8878 Hydraulic Oil Filter 1,3152 239,8 / 97
269-8325 Engine Oil Filter 0,6893 206,7 / 98
1R-0734 Oil Filter 0,6258 136,5 / 93,5
133-5673 Fuel / Water Separator 0,7891 216 / 108
Fuente: Venequip S. A
Imágenes de estos filtros expuestos en la tabla se presentan a
continuación en las Figuras 19, 20, 21, 22, 23, 24, 25 y 26:
Filtro de aceite 1R-0716:
(a) (b) (c)
Figura 19: Presentación del filtro 1R-0716 (a), Composición básica del filtro (b), vista
interna del filtro (c).
Fuente: Propia

48
Filtro de aceite 1R-1808:
(a) (b) (c)
Figura 20: Presentación del filtro 1R-1808 (a), Composición básica del filtro (b), vista
interna del filtro (c).
Fuente: Propia
Filtro de combustible 1R-0762:
(a) (b) (c)
Figura 21: Presentación del filtro 1R-0762 (a), Composición básica del filtro (b), vista
interna del filtro (c).
Fuente: Propia
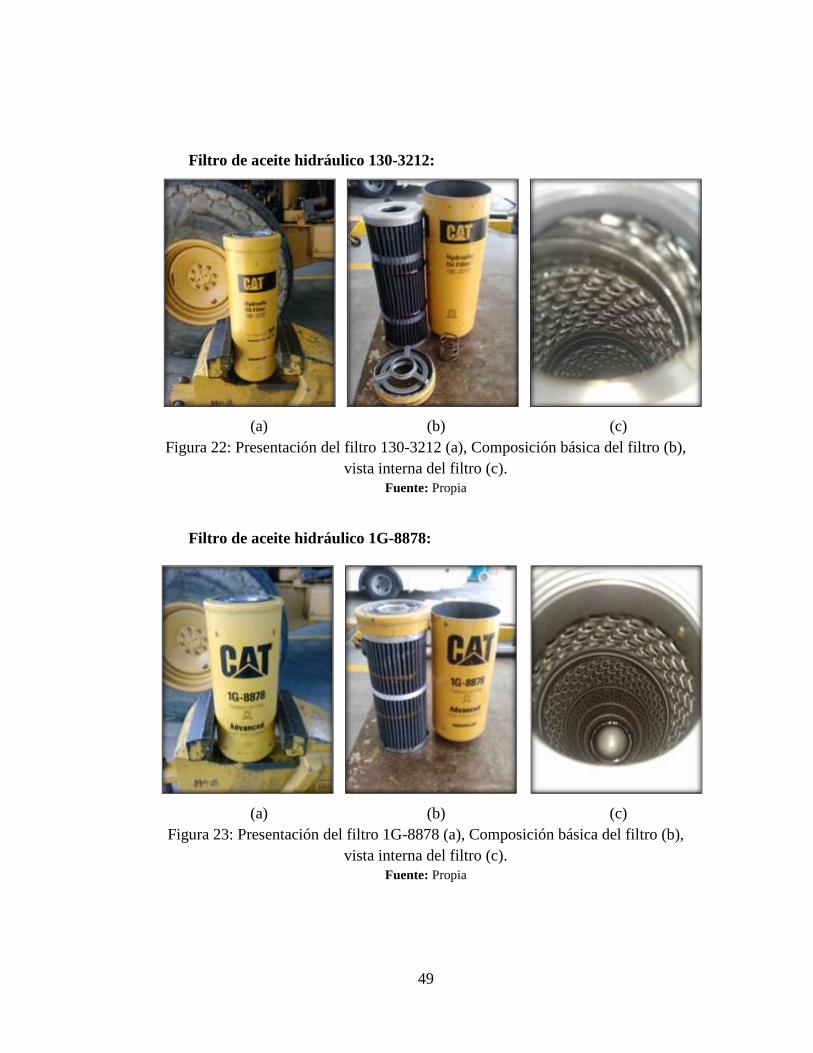
49
Filtro de aceite hidráulico 130-3212:
(a) (b) (c)
Figura 22: Presentación del filtro 130-3212 (a), Composición básica del filtro (b),
vista interna del filtro (c).
Fuente: Propia
Filtro de aceite hidráulico 1G-8878:
(a) (b) (c)
Figura 23: Presentación del filtro 1G-8878 (a), Composición básica del filtro (b),
vista interna del filtro (c).
Fuente: Propia
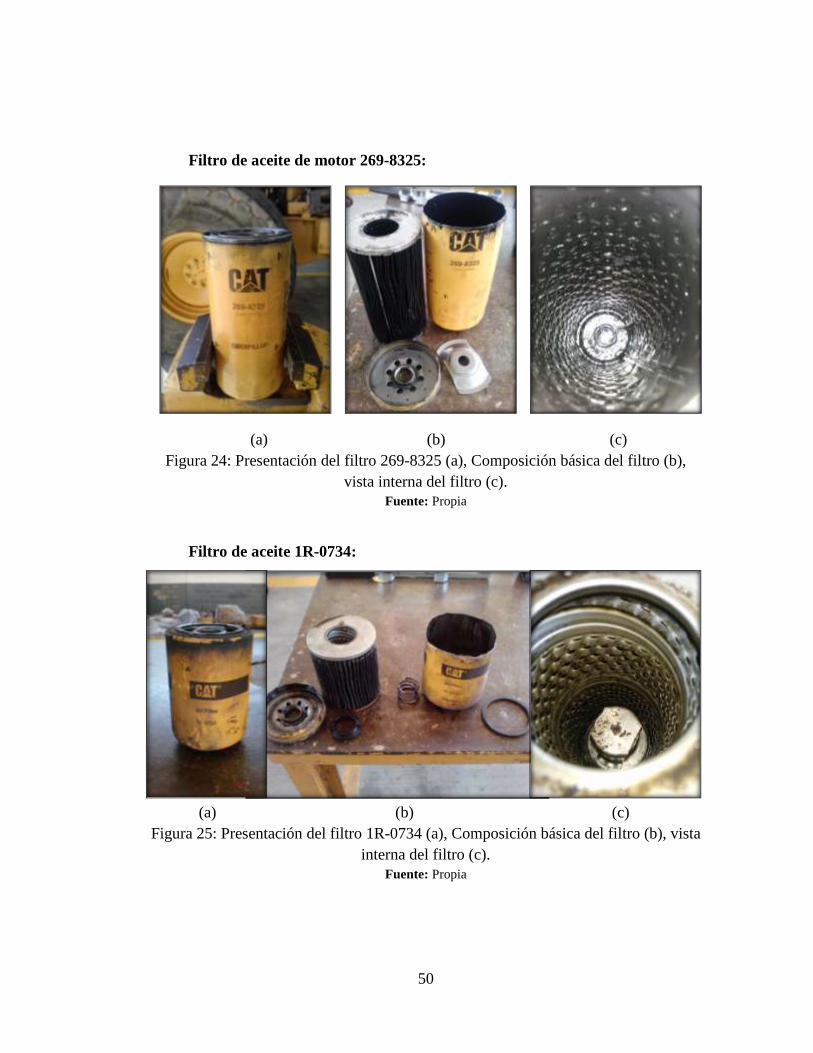
50
Filtro de aceite de motor 269-8325:
(a) (b) (c)
Figura 24: Presentación del filtro 269-8325 (a), Composición básica del filtro (b),
vista interna del filtro (c).
Fuente: Propia
Filtro de aceite 1R-0734:
(a) (b) (c)
Figura 25: Presentación del filtro 1R-0734 (a), Composición básica del filtro (b), vista
interna del filtro (c).
Fuente: Propia
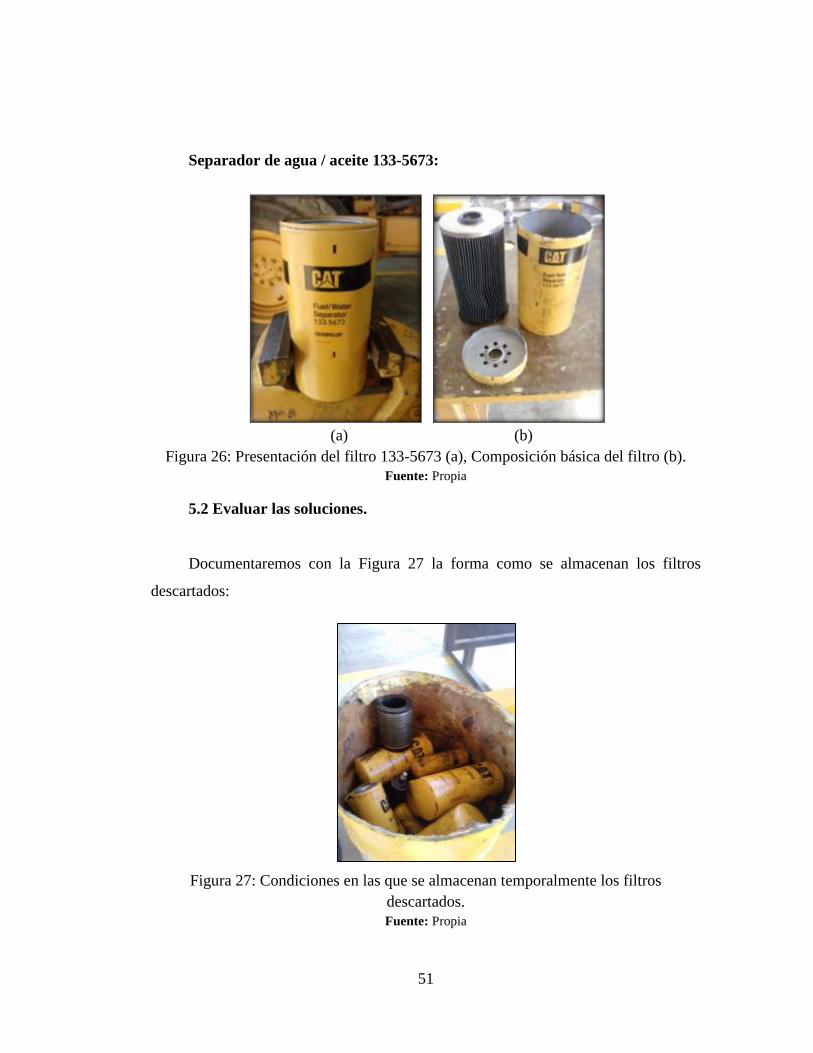
51
Separador de agua / aceite 133-5673:
(a) (b)
Figura 26: Presentación del filtro 133-5673 (a), Composición básica del filtro (b).
Fuente: Propia
5.2 Evaluar las soluciones.
Documentaremos con la Figura 27 la forma como se almacenan los filtros
descartados:
Figura 27: Condiciones en las que se almacenan temporalmente los filtros
descartados.
Fuente: Propia

52
La políticas de seguridad industrial y control de contaminación de la empresa
buscan que estos componentes descartados se almacenen en barriles en buen estado,
que no permita la fuga de fluidos al ambiente externo; sean apartados del taller y se
mantengan cubiertos en un lugar seco, lejos de la exposición al sol y la lluvia. Todas
las condiciones de seguridad antes mencionadas son aplicadas como se aprecia en la
Figura 27, sin embargo, no soluciona la inquietud de la empresa de aprovechar los
materiales reciclables (aluminio y metal ferroso) de los filtros.
5.3 Propuesta de soluciones.
5.3.1 Criterios para el diseño de posibles soluciones.
5.3.1.1 Funciones principales
Separar el Hierro Ferroso y el Aluminio del filtro
Extraer el fluido contenido en el elemento filtrante interno.
Con la ayuda de los integrantes del departamento de Servicio, y el
Departamento de Control de Contaminación, conjuntamente con los operarios, se
realizaron reuniones, donde se tomaron en cuenta las posibles soluciones reflejadas,
destacando las más viables, alimentando puntos que debe cumplir el sistema que
tratará los filtros retirados.
Gracias a la participación del personal del departamento de control de
contaminación y de los integrantes de servicio y mantenimiento mecánico, fue
posible crear una buena base fundamental para generar soluciones variadas.
Se realizaron los estudios para la generación de posibles soluciones para cada una de
las funciones que se esperaba del sistema final. Fue separado en 2 categorías:
Propuesta de apertura de filtro.
Propuesta de extracción de fluidos.
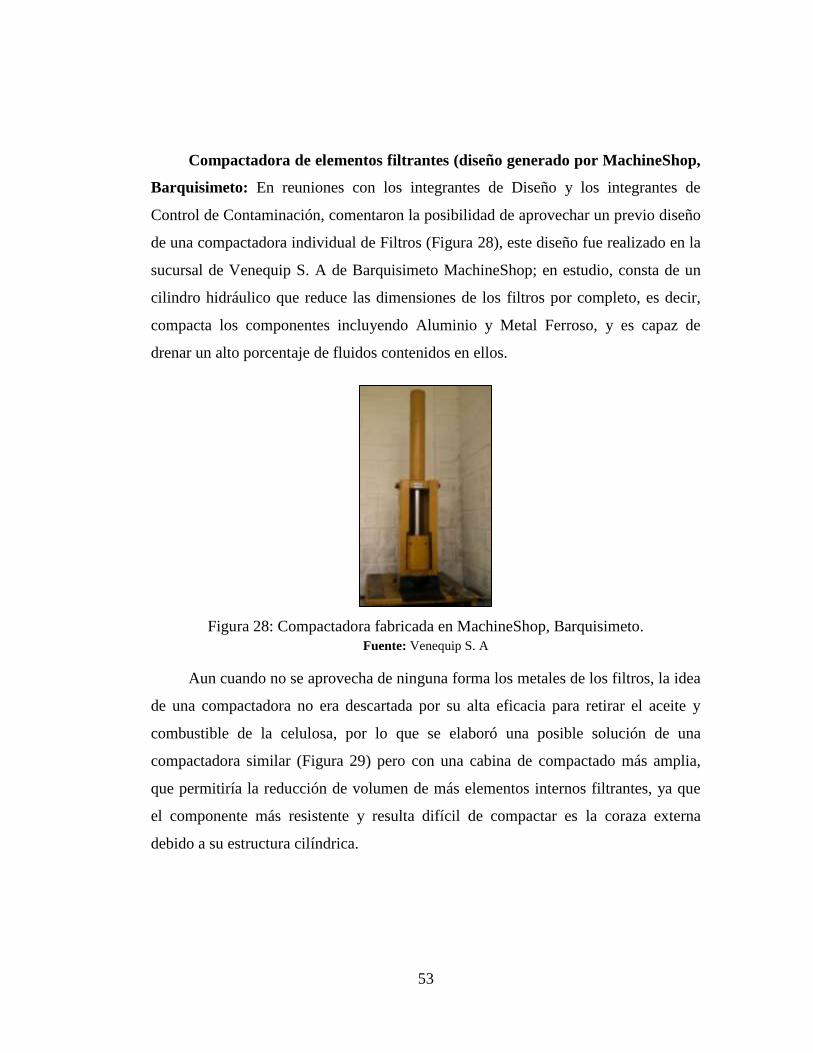
53
Compactadora de elementos filtrantes (diseño generado por MachineShop,
Barquisimeto: En reuniones con los integrantes de Diseño y los integrantes de
Control de Contaminación, comentaron la posibilidad de aprovechar un previo diseño
de una compactadora individual de Filtros (Figura 28), este diseño fue realizado en la
sucursal de Venequip S. A de Barquisimeto MachineShop; en estudio, consta de un
cilindro hidráulico que reduce las dimensiones de los filtros por completo, es decir,
compacta los componentes incluyendo Aluminio y Metal Ferroso, y es capaz de
drenar un alto porcentaje de fluidos contenidos en ellos.
Figura 28: Compactadora fabricada en MachineShop, Barquisimeto.
Fuente: Venequip S. A
Aun cuando no se aprovecha de ninguna forma los metales de los filtros, la idea
de una compactadora no era descartada por su alta eficacia para retirar el aceite y
combustible de la celulosa, por lo que se elaboró una posible solución de una
compactadora similar (Figura 29) pero con una cabina de compactado más amplia,
que permitiría la reducción de volumen de más elementos internos filtrantes, ya que
el componente más resistente y resulta difícil de compactar es la coraza externa
debido a su estructura cilíndrica.
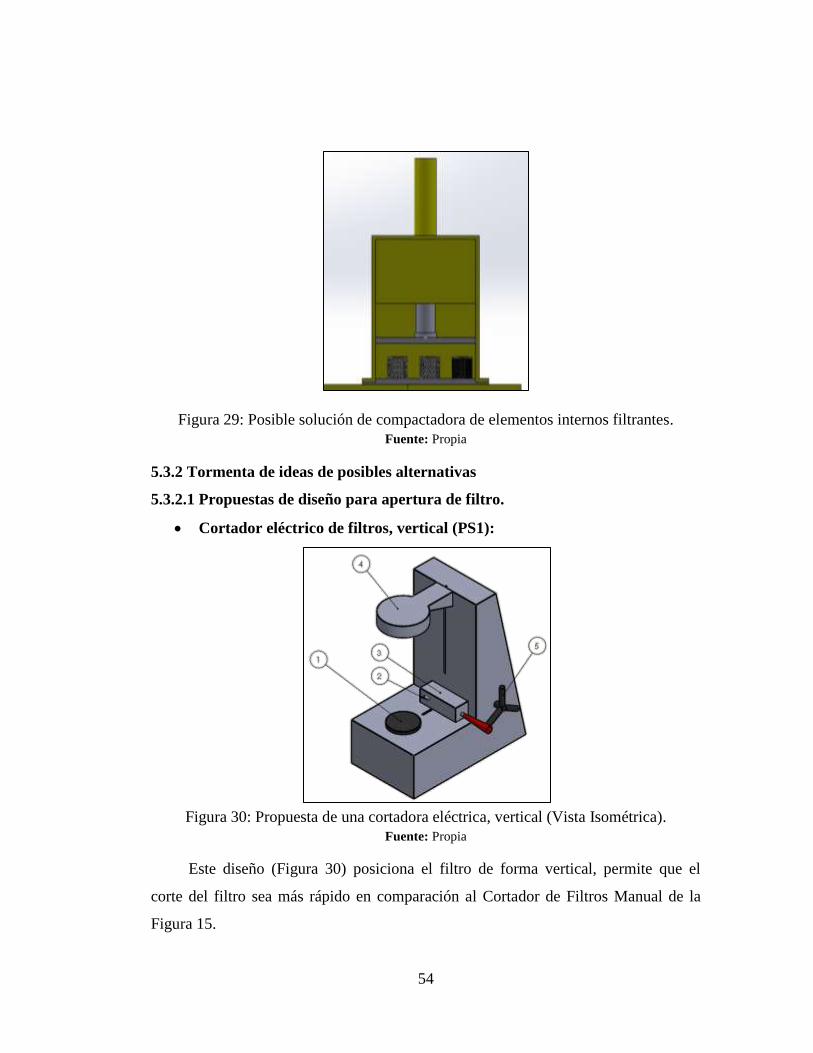
54
Figura 29: Posible solución de compactadora de elementos internos filtrantes.
Fuente: Propia
5.3.2 Tormenta de ideas de posibles alternativas
5.3.2.1 Propuestas de diseño para apertura de filtro.
Cortador eléctrico de filtros, vertical (PS1):
Figura 30: Propuesta de una cortadora eléctrica, vertical (Vista Isométrica).
Fuente: Propia
Este diseño (Figura 30) posiciona el filtro de forma vertical, permite que el
corte del filtro sea más rápido en comparación al Cortador de Filtros Manual de la
Figura 15.

55
Figura 31:Propuesta de una cortadora eléctrica vertical (Vista Derecha)
Fuente: Propia
En este dispositivo (Figura 30 y Figura 31) el filtro se posiciona de manera
vertical entre las prensas (1 y 6), con la tapa de aluminio en contacto con la prensa
inferior (1), la altura puede ser ajustada por medio de una la manilla (5), el corte es
ejecutado por un porta cuchilla (3); el contacto entre la cuchilla (2) y el filtro ocasiona
el desgaste del material del componente y finalmente, el filtro se abre.
Recursos Heurísticos: Analogía de un abrelatas eléctrico (Figura 32).
Figura 32: Abrelatas eléctrico
Fuente: Google Imágenes
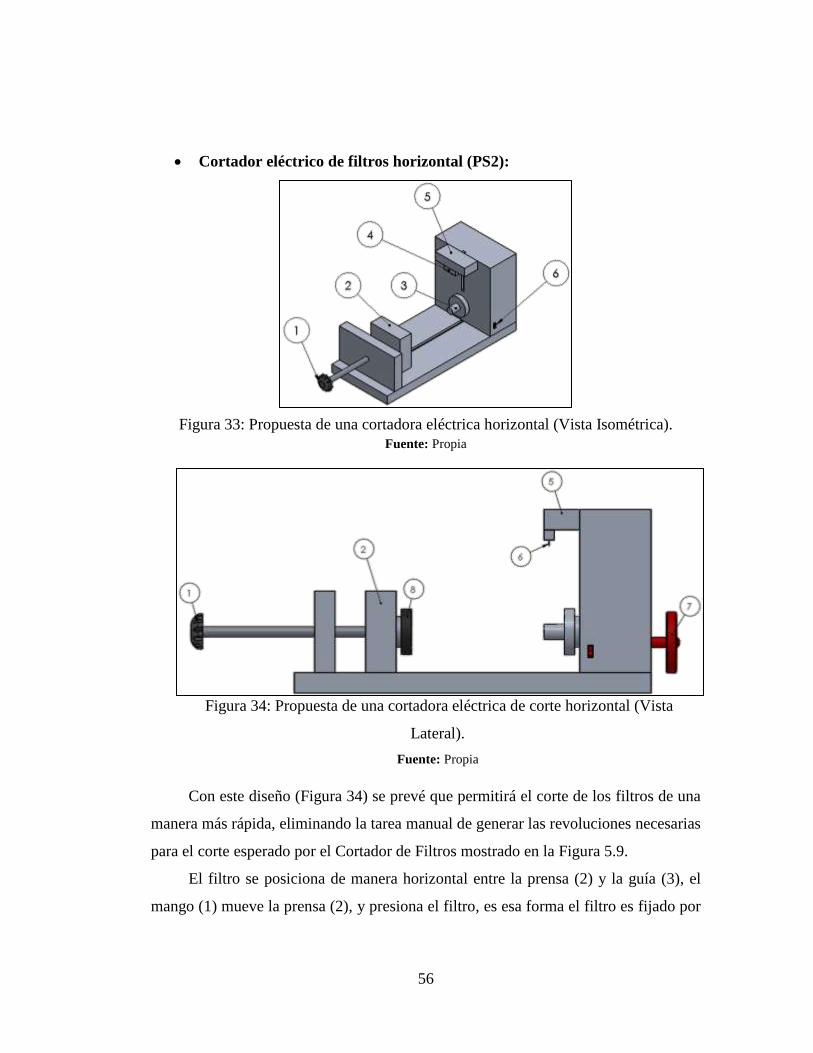
56
Cortador eléctrico de filtros horizontal (PS2):
Figura 33: Propuesta de una cortadora eléctrica horizontal (Vista Isométrica).
Fuente: Propia
Figura 34: Propuesta de una cortadora eléctrica de corte horizontal (Vista
Lateral).
Fuente: Propia
Con este diseño (Figura 34) se prevé que permitirá el corte de los filtros de una
manera más rápida, eliminando la tarea manual de generar las revoluciones necesarias
para el corte esperado por el Cortador de Filtros mostrado en la Figura 5.9.
El filtro se posiciona de manera horizontal entre la prensa (2) y la guía (3), el
mango (1) mueve la prensa (2), y presiona el filtro, es esa forma el filtro es fijado por
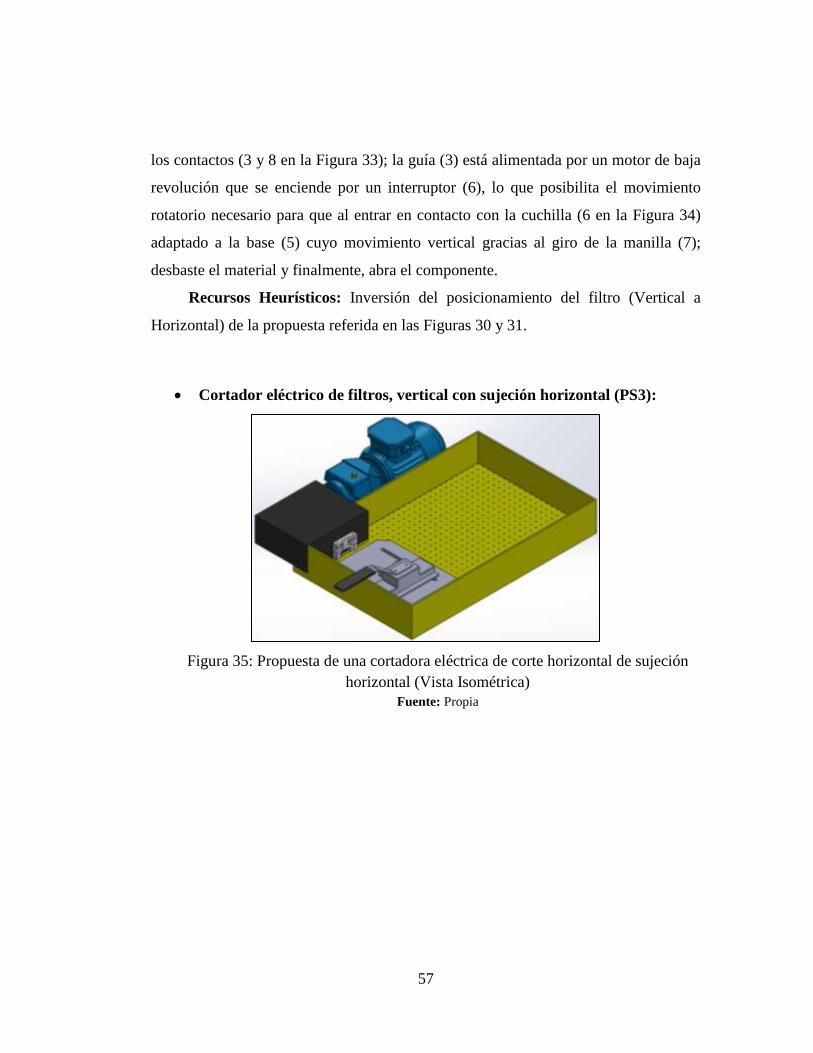
57
los contactos (3 y 8 en la Figura 33); la guía (3) está alimentada por un motor de baja
revolución que se enciende por un interruptor (6), lo que posibilita el movimiento
rotatorio necesario para que al entrar en contacto con la cuchilla (6 en la Figura 34)
adaptado a la base (5) cuyo movimiento vertical gracias al giro de la manilla (7);
desbaste el material y finalmente, abra el componente.
Recursos Heurísticos: Inversión del posicionamiento del filtro (Vertical a
Horizontal) de la propuesta referida en las Figuras 30 y 31.
Cortador eléctrico de filtros, vertical con sujeción horizontal (PS3):
Figura 35: Propuesta de una cortadora eléctrica de corte horizontal de sujeción
horizontal (Vista Isométrica)
Fuente: Propia

58
Figura 36: Propuesta de una cortadora eléctrica de corte horizontal de sujeción
horizontal (Vista Superior)
Fuente: Propia
Esta propuesta es la que guarda más características similares al Cortador de
Filtros manual (Figura 15), el movimiento rotatorio necesario para que las cuchillas
puedan cortar alrededor del filtro se logra gracias a un motor de baja revolución, este
movimiento pasa a través de una pequeña caja de transmisión de potencia y alimenta
los rodillos guías, el aproximamiento del porta cuchillas genera finalmente el proceso
de corte esperado para abrir el filtro.
Se incorporó también la idea de la instalación de una lámina de acero ponchada
en la base de esta propuesta para permitir que los filtros recién retirados puedan
drenarse previamente con ayuda de la fuerza de la gravedad, antes de ser destapados.
Esto promueve una zona de trabajo ideal y limpia.
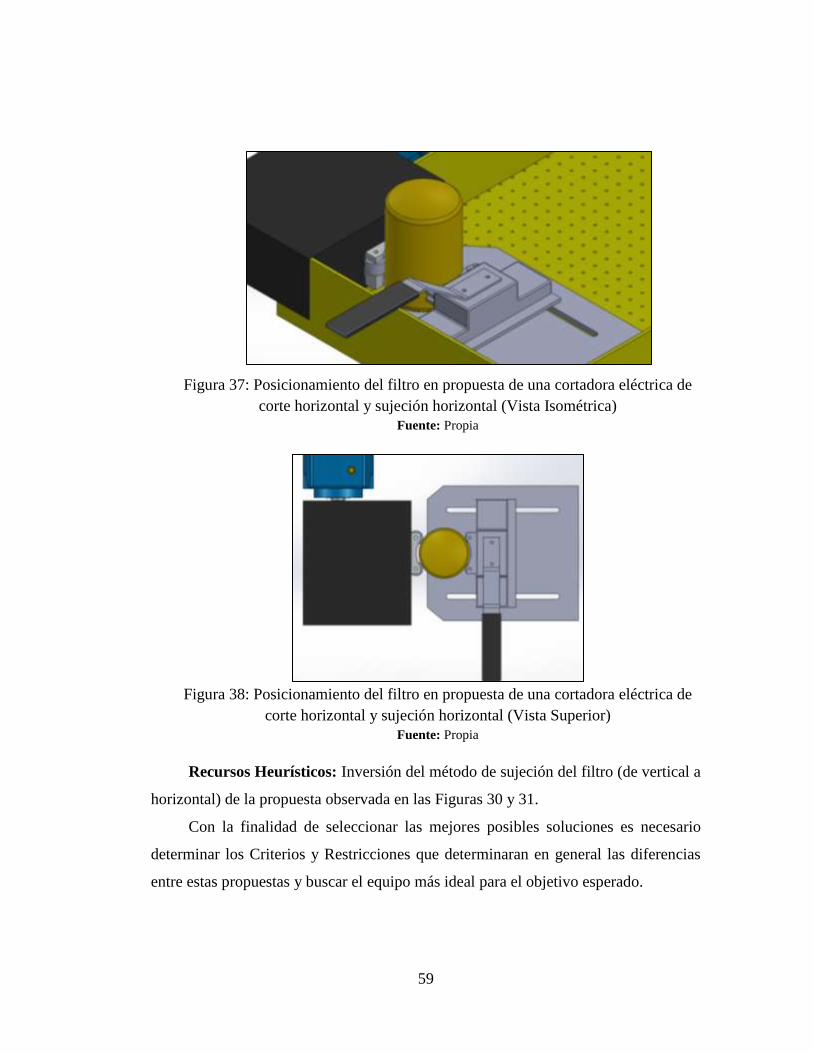
59
Figura 37: Posicionamiento del filtro en propuesta de una cortadora eléctrica de
corte horizontal y sujeción horizontal (Vista Isométrica)
Fuente: Propia
Figura 38: Posicionamiento del filtro en propuesta de una cortadora eléctrica de
corte horizontal y sujeción horizontal (Vista Superior)
Fuente: Propia
Recursos Heurísticos: Inversión del método de sujeción del filtro (de vertical a
horizontal) de la propuesta observada en las Figuras 30 y 31.
Con la finalidad de seleccionar las mejores posibles soluciones es necesario
determinar los Criterios y Restricciones que determinaran en general las diferencias
entre estas propuestas y buscar el equipo más ideal para el objetivo esperado.

60
5.3.2.2 Propuesta de extracción de fluidos.
Centrifugadora de filtros (PS1):
Esta propuesta (Figura 39) sugiere sujetar el filtro por medio de unas tenazas a
presión y centrifugarlo a alta velocidad, la fuerza centrípeta generada en el filtro sería
suficiente para que el fluido contenido en la celulosa sea expulsada de la misma, sin
necesidad de reducir su volumen.
(a) (b)
Figura 39: Propuesta de una centrifugadora de filtros; (a) Vista Isométrica; (b) (Vista
Frontal
Fuente: Propia
Recursos Heurísticos: Analogía de una lavadora centrifuga (Figura 40), se
busca una idea similar al sistema de centrifugado de prendas de vestir usado en
lavadoras comerciales, donde las altas revoluciones por minuto hace posible separar
el agua en exceso de las prendas lavadas.

61
Figura 40: Lavadora cotidiana con sistema centrifugo
Fuente: Google Imágenes
Compactadora con múltiples cilindros hidráulicos (PS2):
(a) (b)
Figura 41: Propuesta compactadora de múltiples cilindros; (a) Vista Isométrica; (b)
(Vista Frontal)
Fuente: Propia
Este planteamiento de diseño, busca usar una determinada cantidad de cilindros
hidráulicos (en este caso 4 o 2) como filtros se deseen compactar al mismo tiempo,
estos cilindros reposan en la estructura superior del armazón de la compactadora.
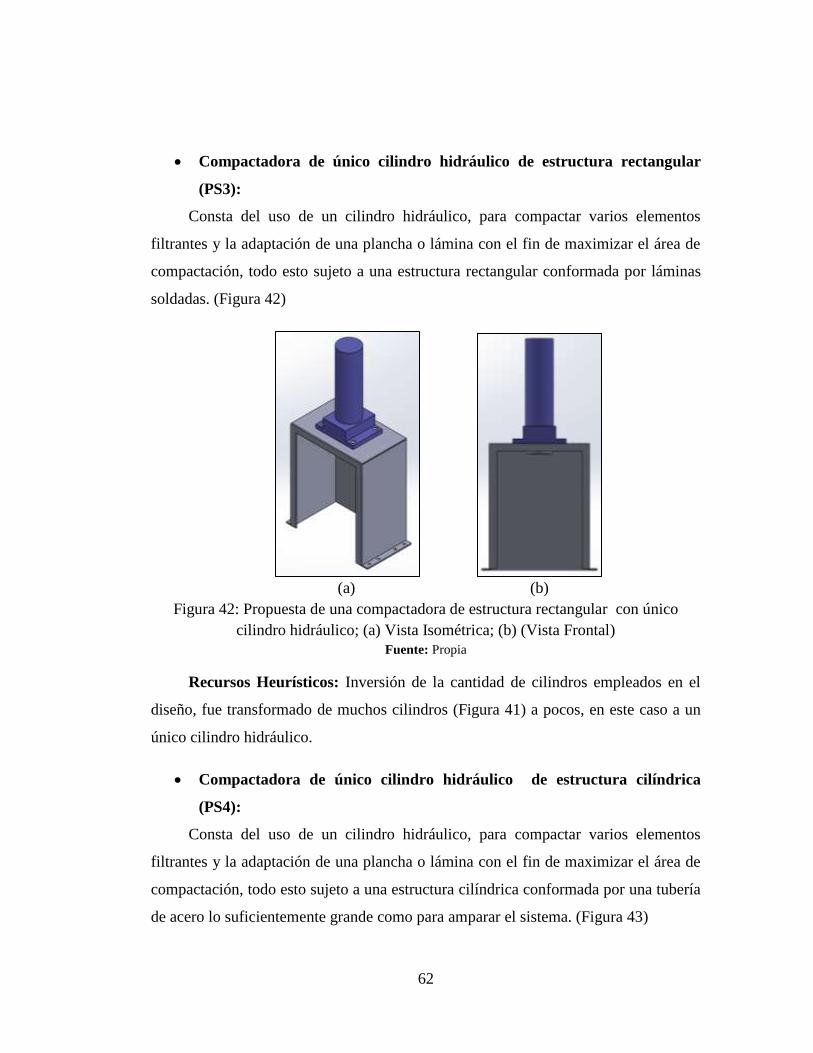
62
Compactadora de único cilindro hidráulico de estructura rectangular
(PS3):
Consta del uso de un cilindro hidráulico, para compactar varios elementos
filtrantes y la adaptación de una plancha o lámina con el fin de maximizar el área de
compactación, todo esto sujeto a una estructura rectangular conformada por láminas
soldadas. (Figura 42)
(a) (b)
Figura 42: Propuesta de una compactadora de estructura rectangular con único
cilindro hidráulico; (a) Vista Isométrica; (b) (Vista Frontal)
Fuente: Propia
Recursos Heurísticos: Inversión de la cantidad de cilindros empleados en el
diseño, fue transformado de muchos cilindros (Figura 41) a pocos, en este caso a un
único cilindro hidráulico.
Compactadora de único cilindro hidráulico de estructura cilíndrica
(PS4):
Consta del uso de un cilindro hidráulico, para compactar varios elementos
filtrantes y la adaptación de una plancha o lámina con el fin de maximizar el área de
compactación, todo esto sujeto a una estructura cilíndrica conformada por una tubería
de acero lo suficientemente grande como para amparar el sistema. (Figura 43)

63
(a) (b)
Figura 43: Propuesta de una compactadora de estructura cilíndrica con único cilindro
hidráulico; (a) Vista Isométrica; (b) (Vista Frontal
Fuente: Propia
5.4 Criterio de evaluación y escogencia de la propuesta.
5.4.1 Listado de criterios y restricciones:
Se listaran las Restricciones del diseño y los Criterios que deben tener las
posibles soluciones, con ello se buscaran:
Eliminar formulaciones inconsistentes con definición operativa de problema
de diseño mecánico.
Seleccionar formulaciones que mejor concuerde con la situación
problemática.
5.4.1.1 Criterios y restricciones a propuestas de diseño para apertura de filtro
Lista de Restricciones
Sujeción del filtro sin usar tornillo a presión (R1).
Movimiento de rotación generado por motor (R2).
Edad del usuario entre 18 y 50 años (R3).
Posicionamiento del filtro de forma vertical (R4).
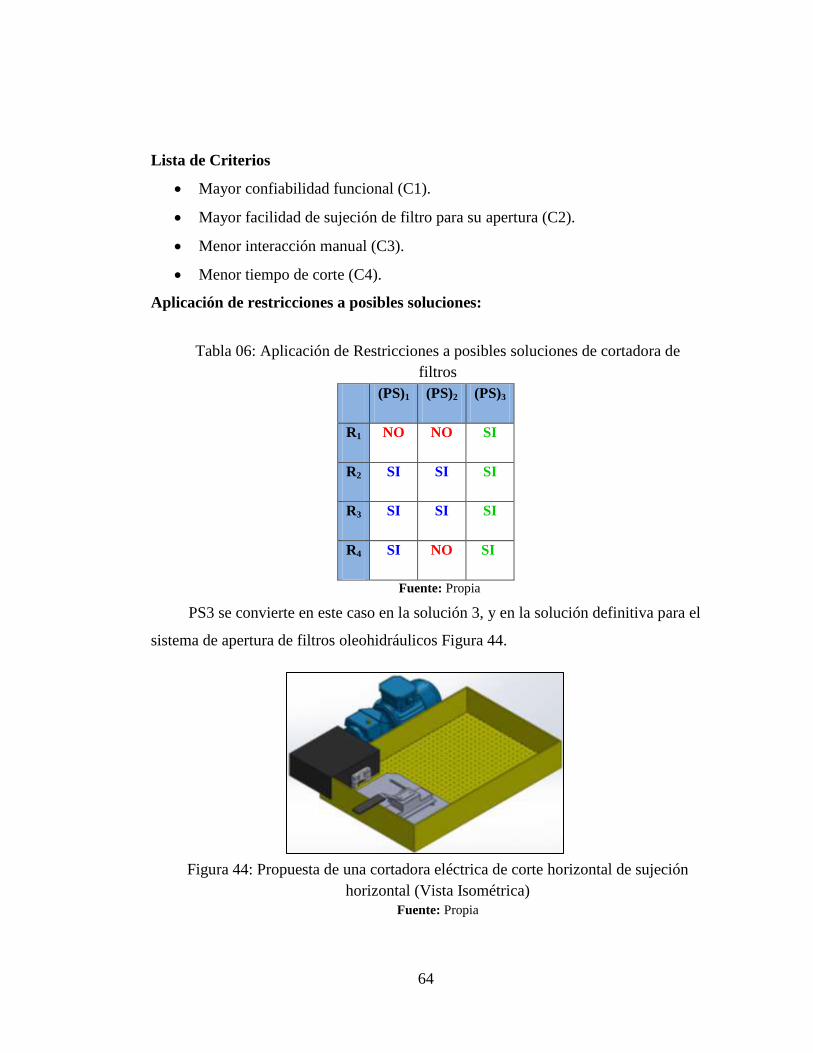
64
Lista de Criterios
Mayor confiabilidad funcional (C1).
Mayor facilidad de sujeción de filtro para su apertura (C2).
Menor interacción manual (C3).
Menor tiempo de corte (C4).
Aplicación de restricciones a posibles soluciones:
Tabla 06: Aplicación de Restricciones a posibles soluciones de cortadora de
filtros
(PS)1 (PS)2 (PS)3
R1 NO NO SI
R2 SI SI SI
R3 SI SI SI
R4 SI NO SI
Fuente: Propia
PS3 se convierte en este caso en la solución 3, y en la solución definitiva para el
sistema de apertura de filtros oleohidráulicos Figura 44.
Figura 44: Propuesta de una cortadora eléctrica de corte horizontal de sujeción
horizontal (Vista Isométrica)
Fuente: Propia

65
5.4.1.2 Criterios y restricciones a propuestas de diseño para la compactadora de
filtro
Lista de Restricciones
El sistema debe reducir únicamente las dimensiones del elemento filtrante
(componente interno) (R1).
Estructura de la mesa construida con vigas de perfil “U” (R2).
No debe emplear más de un cilindro hidráulico (R3).
Altura del sistema no mayor a 2 metros (R4).
Lista de Criterios
Menor costo de fabricación (C1).
Mayor facilidad de construcción (C2).
Mayor extracción de fluidos (C3).
Mayor confiabilidad funcional (C4).
Menor interacción manual (C5).
Aplicación de restricciones a probables soluciones:
Tabla 07: Aplicación de restricciones a posibles soluciones para compactadora de
filtros
(PS)1 (PS)2 (PS)3 (PS)4
R1 NO SI SI SI
R2 SI SI SI SI
R3 SI NO SI SI
R4 SI SI SI SI
R5 SI SI SI SI
Fuente: Propia

66
PS3 y PS4 se convierten las respectivas soluciones S1 y S2 del sistema,
para determinar cuál de los dos es el más apto para su aplicación, se procede a aplicar
la Ponderación de Criterios.
Tabla 08: Ponderación de criterios.
C1 C2 C3 C4 C5 No. de Veces PCX
C1
4 5
C2 C1 3 4
C3 C1 C2 2 3
C4 C1 C2 C3 0 1
C5 C1 C2 C3 C5 1 2
Orden
Import 1ro. 2do. 3ro. 5to. 4to.
Fuente: Propia
Analizando el cuadro anterior, se determinó que el criterio uno es el de mayor
importancia, el cual especifica Menor costo de Fabricación.
Ponderación de soluciones respecto a cada criterio
Ponderación de soluciones con respecto a criterio C1:
Tabla 09: Ponderación de soluciones con respecto a criterio C1
C1 S1 S2 No. de Veces PX1 = N
S1 0 P11 = 1
S2 S2
1 P21 = 2
Orden aceptac. 2do. 1er.
Fuente: Propia
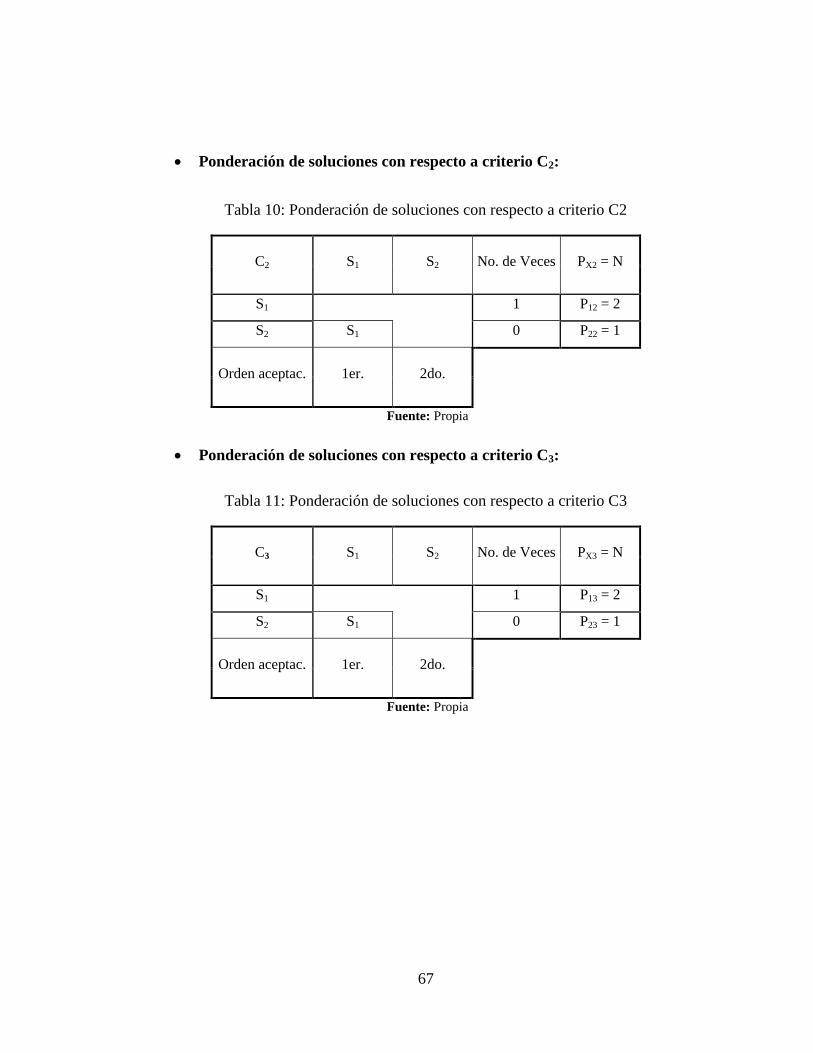
67
Ponderación de soluciones con respecto a criterio C2:
Tabla 10: Ponderación de soluciones con respecto a criterio C2
C2 S1 S2 No. de Veces PX2 = N
S1 1 P12 = 2
S2 S1
0 P22 = 1
Orden aceptac. 1er. 2do.
Fuente: Propia
Ponderación de soluciones con respecto a criterio C3:
Tabla 11: Ponderación de soluciones con respecto a criterio C3
C3 S1 S2 No. de Veces PX3 = N
S1 1 P13 = 2
S2 S1
0 P23 = 1
Orden aceptac. 1er. 2do.
Fuente: Propia

68
Ponderación de soluciones con respecto a criterio C4:
Tabla 12: Ponderación de soluciones con respecto a criterio C4
C4 S1 S2 No. de Veces PX4 = N
S1 1 P14 = 2
S2 S1
0 P24 = 1
Orden aceptac. 1er. 2do.
Fuente: Propia
Ponderación de soluciones con respecto a criterio C5:
Tabla 13: Ponderación de soluciones con respecto a criterio C5
C5 S1 S2 No. de Veces PX5 = N
S1 0 P15 = 1
S2 S2
1 P25 = 2
Orden aceptac. 2do. 1er.
Fuente: Propia

69
Ponderación final:
Tabla 14: Ponderación final de criterios
PCX P1X PCX.P1X P2X PCX.P2X
PC1 P11 5 P21 10
PC2 P12 8 P22 4
PC3 P13 6 P23 3
PC4 P14 2 P24 1
PC5 P15 2 P25 4
∑(PCX.P1X) = 23 ∑(PCX.P2X) = 22
Fuente: Propia
La Solución S1 se convierte en este caso en la solución definitiva y se aplicara
en el diseño de la compactadora de filtros oleohidráulicos de este proyecto Figura 45.
(a) (b)
Figura 45: Propuesta de una compactadora de estructura rectangular con único
cilindro hidráulico; (a) Vista Isométrica; (b) (Vista Frontal).
Fuente: Propia
5.5 Diseño estructural de la propuesta.
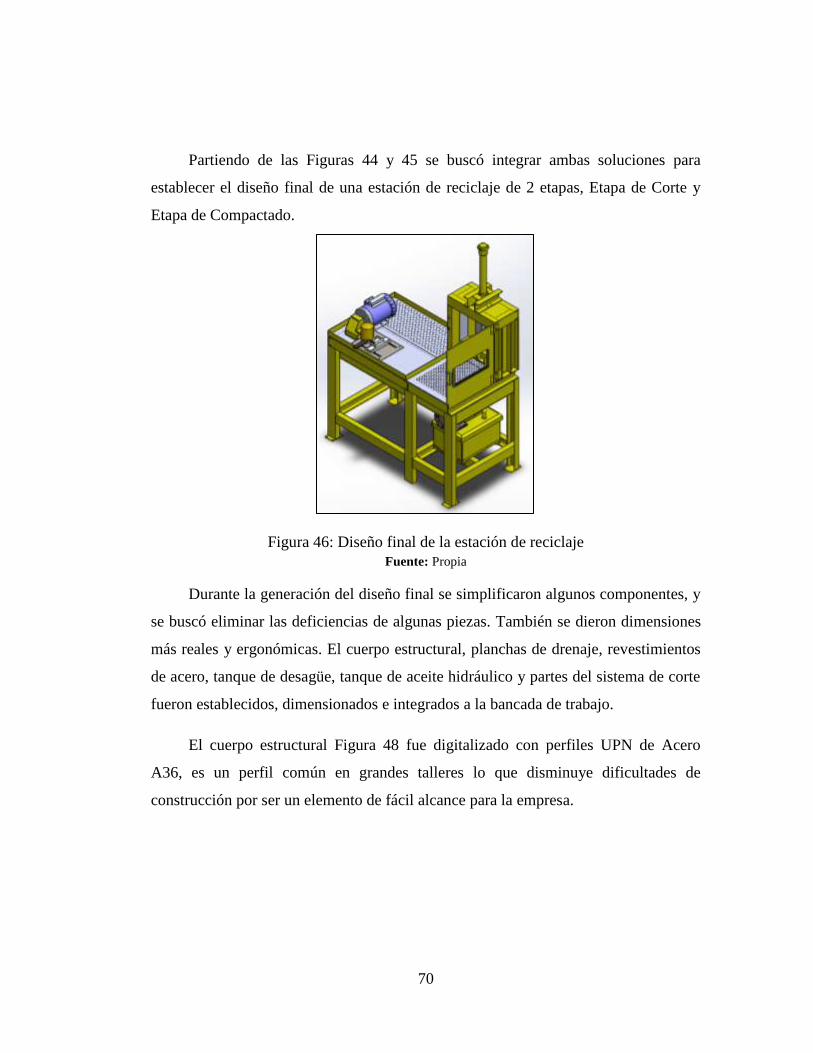
70
Partiendo de las Figuras 44 y 45 se buscó integrar ambas soluciones para
establecer el diseño final de una estación de reciclaje de 2 etapas, Etapa de Corte y
Etapa de Compactado.
Figura 46: Diseño final de la estación de reciclaje
Fuente: Propia
Durante la generación del diseño final se simplificaron algunos componentes, y
se buscó eliminar las deficiencias de algunas piezas. También se dieron dimensiones
más reales y ergonómicas. El cuerpo estructural, planchas de drenaje, revestimientos
de acero, tanque de desagüe, tanque de aceite hidráulico y partes del sistema de corte
fueron establecidos, dimensionados e integrados a la bancada de trabajo.
El cuerpo estructural Figura 48 fue digitalizado con perfiles UPN de Acero
A36, es un perfil común en grandes talleres lo que disminuye dificultades de
construcción por ser un elemento de fácil alcance para la empresa.
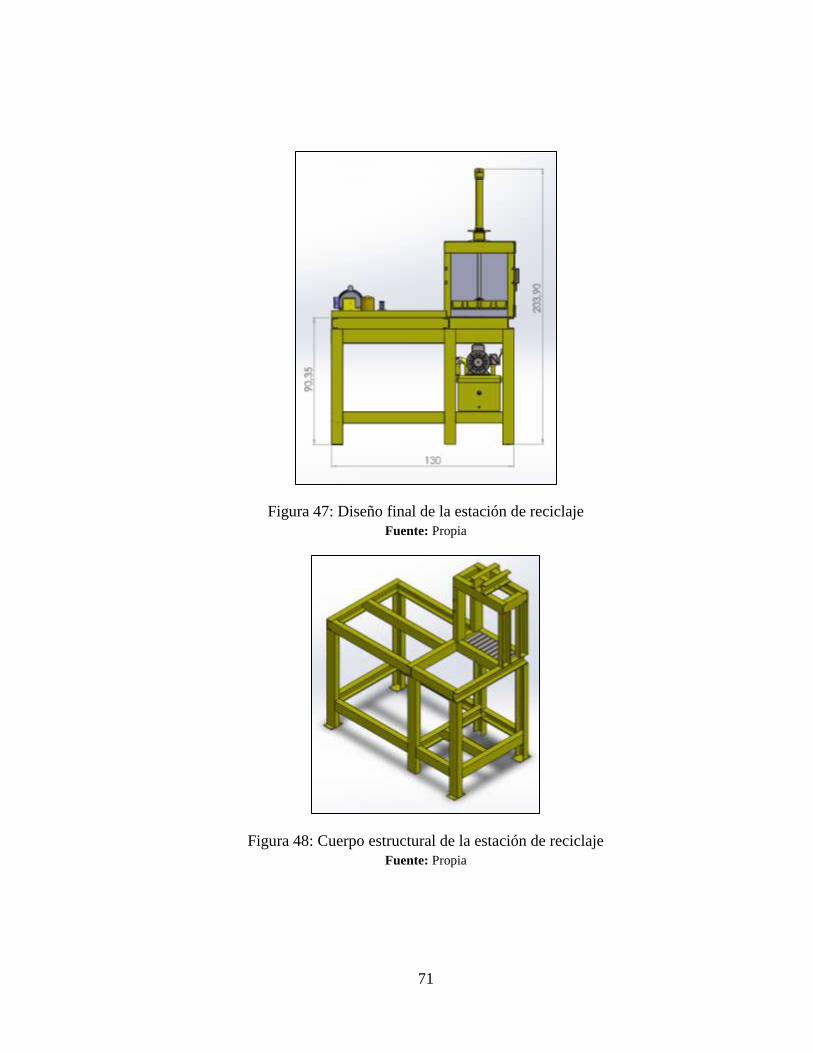
71
Figura 47: Diseño final de la estación de reciclaje
Fuente: Propia
Figura 48: Cuerpo estructural de la estación de reciclaje
Fuente: Propia
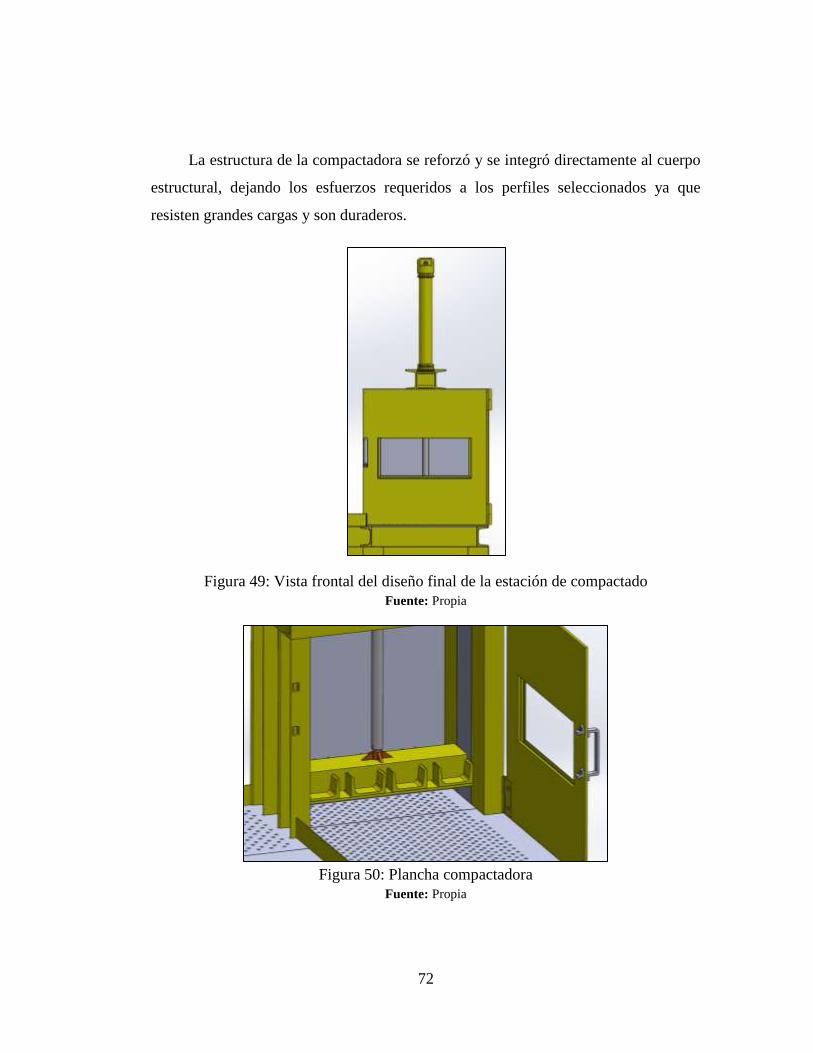
72
La estructura de la compactadora se reforzó y se integró directamente al cuerpo
estructural, dejando los esfuerzos requeridos a los perfiles seleccionados ya que
resisten grandes cargas y son duraderos.
Figura 49: Vista frontal del diseño final de la estación de compactado
Fuente: Propia
Figura 50: Plancha compactadora
Fuente: Propia
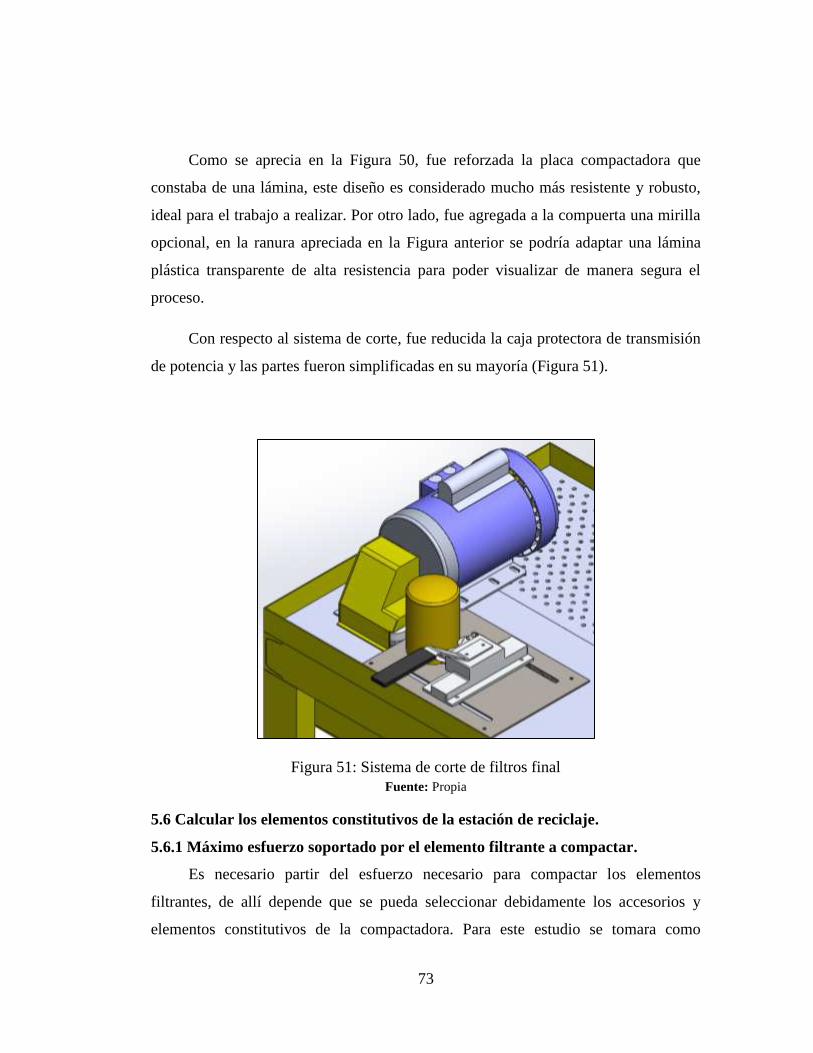
73
Como se aprecia en la Figura 50, fue reforzada la placa compactadora que
constaba de una lámina, este diseño es considerado mucho más resistente y robusto,
ideal para el trabajo a realizar. Por otro lado, fue agregada a la compuerta una mirilla
opcional, en la ranura apreciada en la Figura anterior se podría adaptar una lámina
plástica transparente de alta resistencia para poder visualizar de manera segura el
proceso.
Con respecto al sistema de corte, fue reducida la caja protectora de transmisión
de potencia y las partes fueron simplificadas en su mayoría (Figura 51).
Figura 51: Sistema de corte de filtros final
Fuente: Propia
5.6 Calcular los elementos constitutivos de la estación de reciclaje.
5.6.1 Máximo esfuerzo soportado por el elemento filtrante a compactar.
Es necesario partir del esfuerzo necesario para compactar los elementos
filtrantes, de allí depende que se pueda seleccionar debidamente los accesorios y
elementos constitutivos de la compactadora. Para este estudio se tomara como
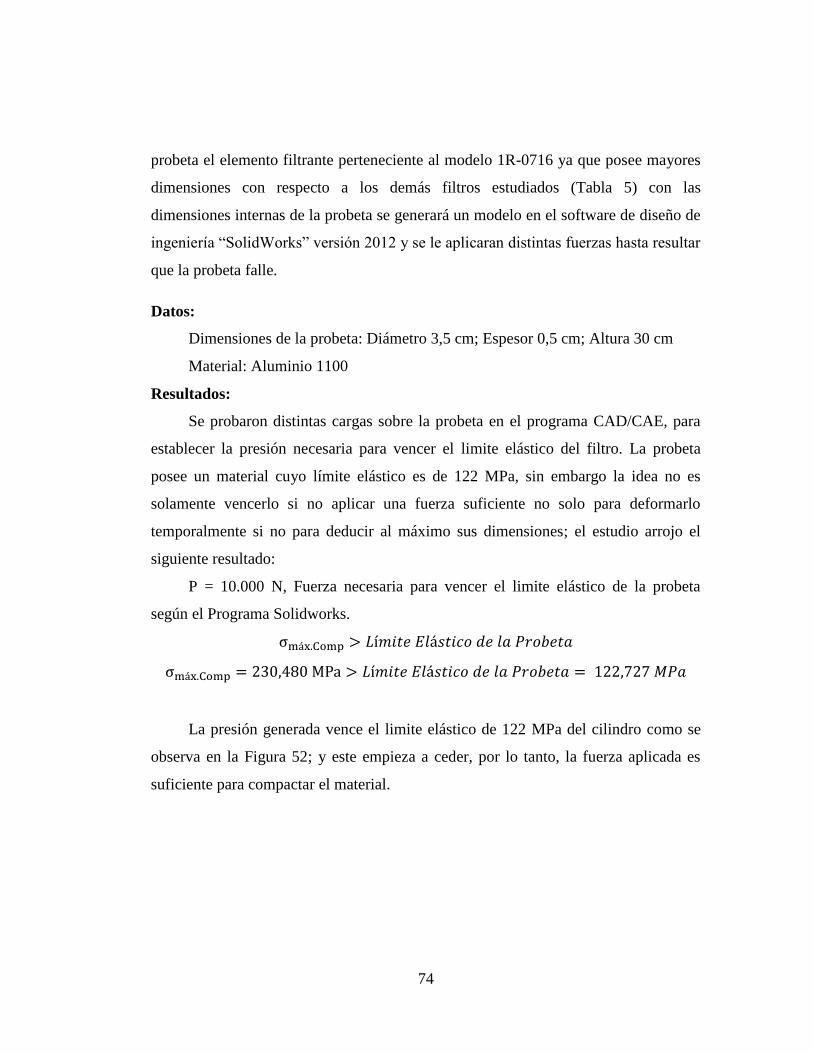
74
probeta el elemento filtrante perteneciente al modelo 1R-0716 ya que posee mayores
dimensiones con respecto a los demás filtros estudiados (Tabla 5) con las
dimensiones internas de la probeta se generará un modelo en el software de diseño de
ingeniería “SolidWorks” versión 2012 y se le aplicaran distintas fuerzas hasta resultar
que la probeta falle.
Datos:
Dimensiones de la probeta: Diámetro 3,5 cm; Espesor 0,5 cm; Altura 30 cm
Material: Aluminio 1100
Resultados:
Se probaron distintas cargas sobre la probeta en el programa CAD/CAE, para
establecer la presión necesaria para vencer el limite elástico del filtro. La probeta
posee un material cuyo límite elástico es de 122 MPa, sin embargo la idea no es
solamente vencerlo si no aplicar una fuerza suficiente no solo para deformarlo
temporalmente si no para deducir al máximo sus dimensiones; el estudio arrojo el
siguiente resultado:
P = 10.000 N, Fuerza necesaria para vencer el limite elástico de la probeta
según el Programa Solidworks.
La presión generada vence el limite elástico de 122 MPa del cilindro como se
observa en la Figura 52; y este empieza a ceder, por lo tanto, la fuerza aplicada es
suficiente para compactar el material.

75
Figura 52: Análisis de Esfuerzo de la probeta
(Fuente: Propia)
Una vez determinada la carga que se aplicará en el sistema es posible diseñar y
estudiar las piezas más críticas que conformaran la estación de trabajo.
5.6.2 Esfuerzo soportado por las barras de acero.
Las barras esta ubicadas en la base de la estructura compactadora las sujeciones
serán en los extremos y tendrán la función de soportar la carga de 10.000 N y permitir
el paso del fluido contenido en los filtros.
Figura 53: Ubicación de la barras de acero
Fuente: Propia

76
5.6.1.1 Análisis de esfuerzo.
Datos:
Se le agregaron dimensiones y características a la pieza tales como:
Diámetro: 1 pulgada.
Longitud: 238,2 mm.
Material: Acero A36.
Resultados:
Diferente al caso anterior se le aplicó directamente una carga de 10.000 N, ya
que es la fuerza que se aplicaran a los filtros. Por medio de Solidworks se determinó
que el límite elástico del Acero es de 250 MPa, con la carga aplicada se genera un
esfuerzo máximo de compresión de 96,498 MPa cifra menor con respecto al límite
elástico del material; este resultado establece que la barra de Acero no fallará ante la
fuerza aplicada de 10.000 N. También el análisis precisa el factor de seguridad de la
pieza, resultando un valor de 2,59.
Figura 54: Análisis de esfuerzo de la barra de Acero A36
Fuente: Propia
77
Figura 55: Factor de seguridad de la pieza
Fuente: Propia
5.6.3 Esfuerzo soportado por la viga principal de la plancha compactadora.
La viga conforma el corazón de la plancha compactadora, bajo ella se disponen
4 vigas perpendiculares para mayor resistencia (Figura 56), se debe estudiar la
naturaleza de la viga al aplicar una carga de 10.000 N.
Figura 56: Ubicación de la plancha compactadora
Fuente: Propia
5.6.3.1 Análisis de esfuerzo.
Datos:
Se le agregaron dimensiones y características a la pieza tales como:
Tipo de viga: UPN 80 (Perfil en U) (véase Apéndice A).
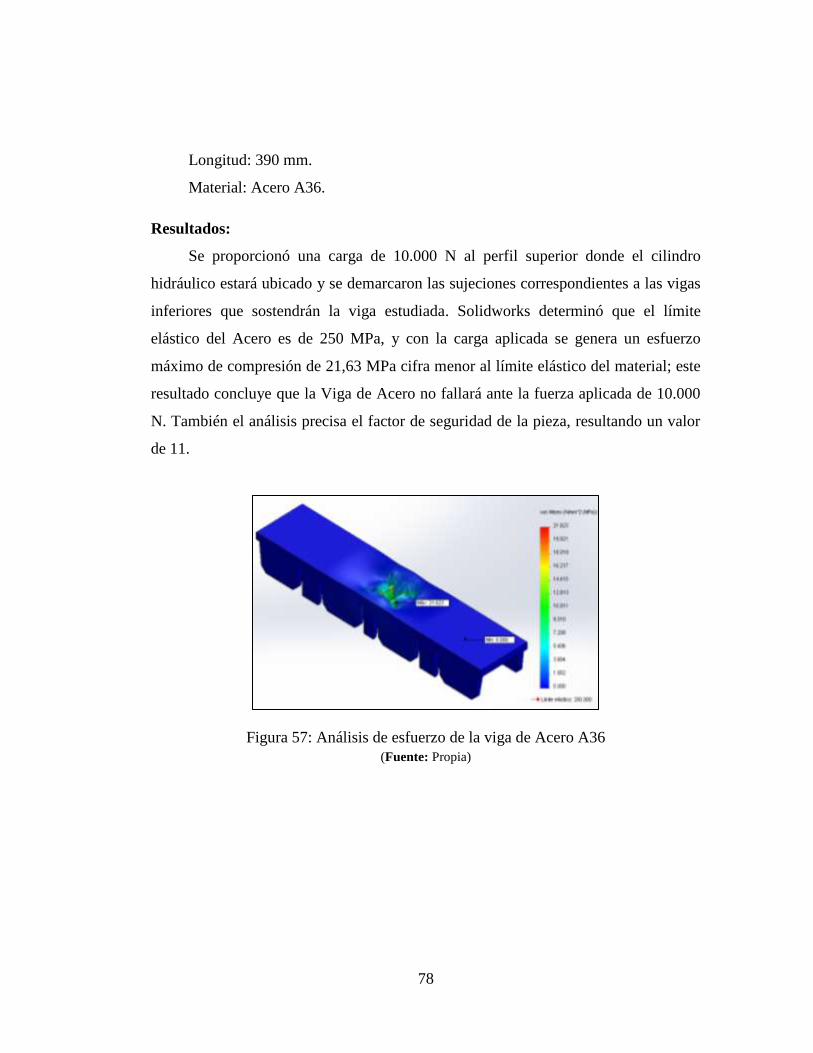
78
Longitud: 390 mm.
Material: Acero A36.
Resultados:
Se proporcionó una carga de 10.000 N al perfil superior donde el cilindro
hidráulico estará ubicado y se demarcaron las sujeciones correspondientes a las vigas
inferiores que sostendrán la viga estudiada. Solidworks determinó que el límite
elástico del Acero es de 250 MPa, y con la carga aplicada se genera un esfuerzo
máximo de compresión de 21,63 MPa cifra menor al límite elástico del material; este
resultado concluye que la Viga de Acero no fallará ante la fuerza aplicada de 10.000
N. También el análisis precisa el factor de seguridad de la pieza, resultando un valor
de 11.
Figura 57: Análisis de esfuerzo de la viga de Acero A36
(Fuente: Propia)
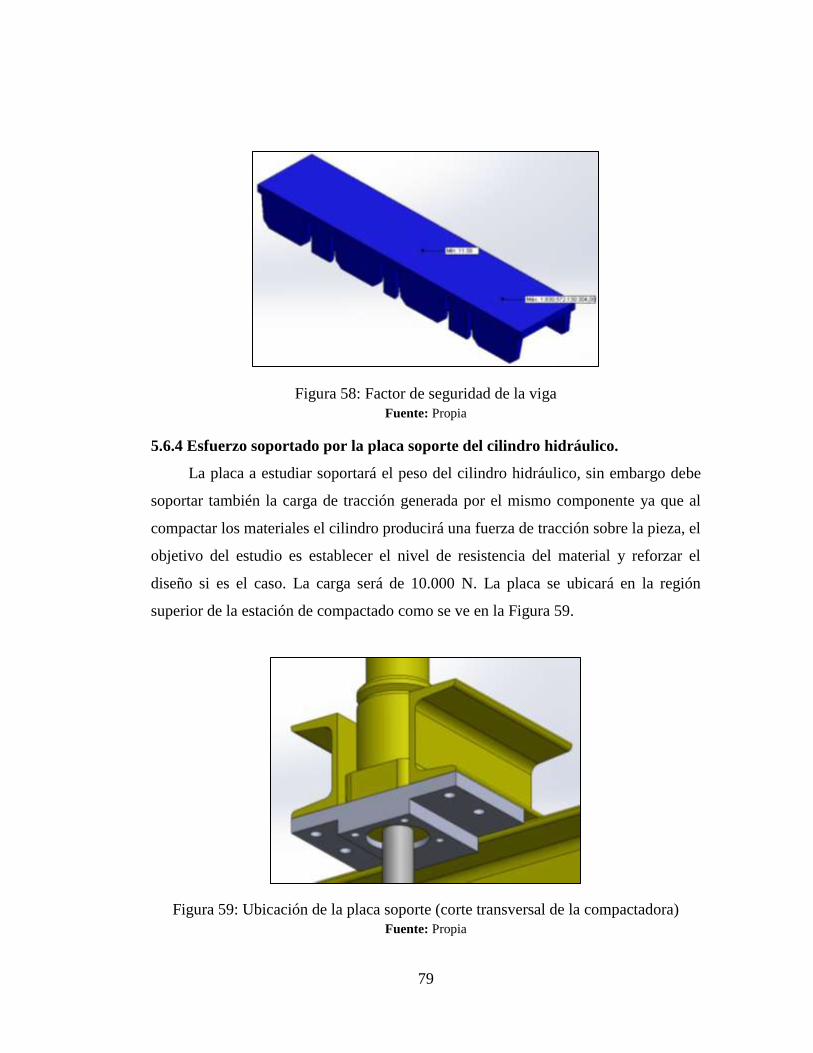
79
Figura 58: Factor de seguridad de la viga
Fuente: Propia
5.6.4 Esfuerzo soportado por la placa soporte del cilindro hidráulico.
La placa a estudiar soportará el peso del cilindro hidráulico, sin embargo debe
soportar también la carga de tracción generada por el mismo componente ya que al
compactar los materiales el cilindro producirá una fuerza de tracción sobre la pieza, el
objetivo del estudio es establecer el nivel de resistencia del material y reforzar el
diseño si es el caso. La carga será de 10.000 N. La placa se ubicará en la región
superior de la estación de compactado como se ve en la Figura 59.
Figura 59: Ubicación de la placa soporte (corte transversal de la compactadora)
Fuente: Propia

80
Figura 60: Comportamiento de la pieza con respecto a la fuerza aplicada
Fuente: Propia
5.6.4.1 Análisis de esfuerzo.
Datos:
Se le agregaron características a la pieza tales como:
Material: Acero A36.
Resultados:
Como se aprecia en la Figura 60 el material es sometido a fuerzas de tracción
sin embargo el material no llega a ceder como se aprecia en la misma Figura debido a
que la carga de tracción aplicada no vence el límite elástico del material, por lo que se
determina que este componente resistirá al trabajo requerido. Este diseño cuenta con
un factor de seguridad mínimo de 2,54 (Figura 60).
81
Figura 61: Factor de seguridad de la pieza
Fuente: Propia
5.6.5 Esfuerzo soportado por la plancha perforada de la compactadora.
La plancha deberá soportar la carga aplicada y a su vez deberá servir para que
el fluido de los filtros escurra a través de él, alojándose en el tanque inferior de la
bancada de trabajo. La sujeción se estableció en superficie de contacto con la mesa
compactadora y las barras de soporte antes estudiadas. La carga que será de 10.000 N
afectara la zona demarcada para su análisis. La plancha se ubicará como se ve en la
Figura 62.
Figura 62: Ubicación de la plancha perforada
Fuente: Propia

82
5.6.5.1 Análisis de esfuerzo.
Datos:
Se le agregaron características a la pieza tal como:
Material: Acero A36.
Resultados:
Como se aprecia en la Figura 63 el material es sometido a fuerzas de
compresión simple sin embargo el material no llega a ceder como se aprecia en la
misma Figura debido a que la carga de tracción aplicada no vence el límite elástico
del material, por lo que se determina que este componente resistirá al trabajo
requerido. Este diseño cuenta con un factor de seguridad mínimo de 1.008,03 (Figura
64).
Figura 63: comportamiento de la pieza con respecto a la fuerza aplicada
Fuente: Propia

83
Figura 64: Factor de seguridad de la plancha
Fuente: Propia
5.7 Selección de los accesorios complementarios para el funcionamiento de la
estación de trabajo.
5.7.1 Diseño del circuito hidráulico.
Se elaboró un esquema (Figura 65) del sistema hidráulico; se calculó y
seleccionó cada uno de sus componentes. En los cálculos del sistema hidráulico se
hizo un diseño completo de los cilindros, se determinó el caudal de la bomba, la
potencia del motor y se realizó la selección de los accesorios correspondientes al
sistema.
5.7.1.1 Diseño del cilindro hidráulico.
a. Cálculo del vástago:
dv = diámetro del vástago (25,4 mm) seleccionado por catálogo del apéndice B
Lvas = carrera del cilindro (400 mm) se establece como medida prudente para
compactar filtros de grandes dimensiones.
Lp = longitud del pistón (20 mm) tomado del catálogo del apéndice B
L= longitud total (vástago + pistón) (420 mm).
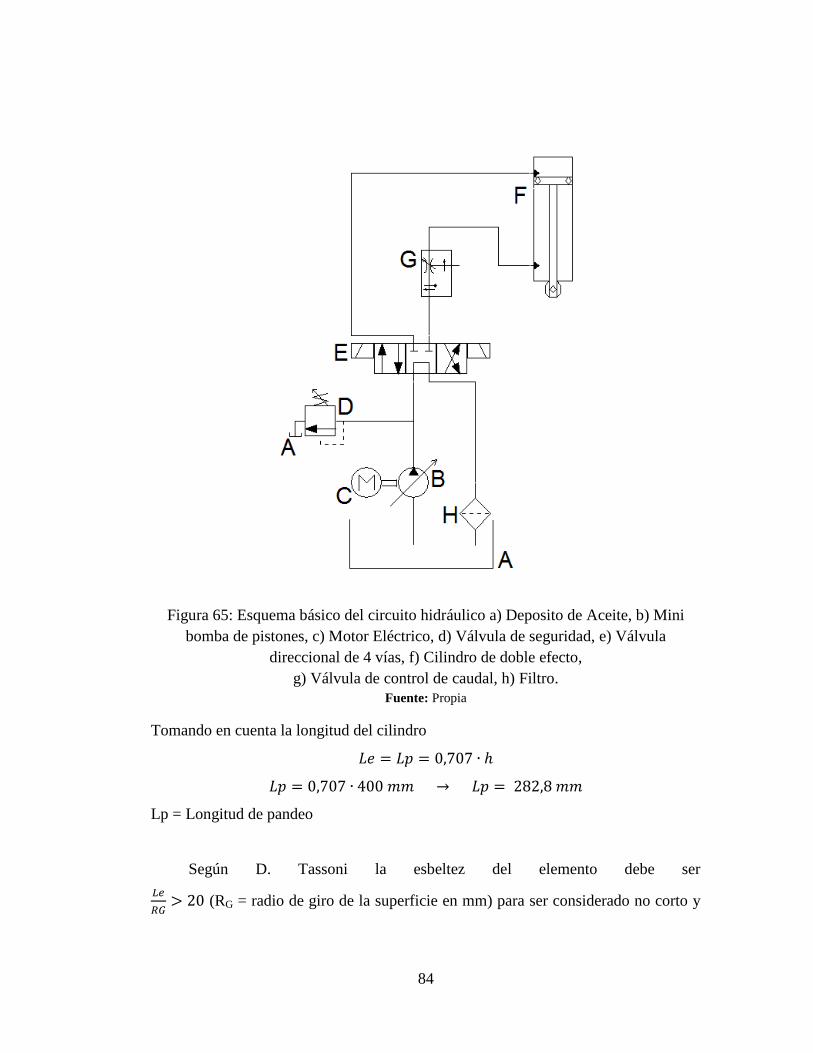
84
Figura 65: Esquema básico del circuito hidráulico a) Deposito de Aceite, b) Mini
bomba de pistones, c) Motor Eléctrico, d) Válvula de seguridad, e) Válvula
direccional de 4 vías, f) Cilindro de doble efecto,
g) Válvula de control de caudal, h) Filtro.
Fuente: Propia
Tomando en cuenta la longitud del cilindro
Lp = Longitud de pandeo
Según D. Tassoni la esbeltez del elemento debe ser
(RG = radio de giro de la superficie en mm) para ser considerado no corto y

85
tratarlo por las teorías de Leonhard Euler (1,744) o de J.B Johnson (1.908), citados en
el texto Elemento de Maquinas I de D. Tassoni.
, siendo I = momento de inercia de la sección transversal (mm
4) y A=
área de la sección (mm2).
Debido a que el coeficiente de esbeltez es menor a 20, se diseñara al vástago a
compresión simple:
Siendo:
= Esfuerzo de trabajo a compresión (N/mm2).
= Esfuerzo admisible de diseño (N/mm2).
= Esfuerzo de fluencia del vástago (N/mm2).
Carga de diseño = 10.000 N

86
El material recomendado por los fabricantes es un acero SPS – 245 cromo
níquel (AISI 4340) con un Sy = 73,81 Kgf/mm2 (723,829 MPa), los factores de
seguridad según M. Molina (1.979), deben estar en un rango de 2,5 a 3,5 para
contacto moderado, asumiendo N = 3,5 se tiene:
Luego cumple con la condición de diseño, y el diámetro del vástago es
.
b. Diámetro externo del cilindro: D
Si se selecciona un diámetro externo de D = 76,2 mm (3”) entonces,
con una presión de trabajo de:
c. Diámetro interior del cilindro: d
Utilizando la fórmula de Bach
Se selecciona un acero AISI C1035 (mandrilado y bruñido) con Su = 6’
Kgf/mm2 (588,399 MPa), y como M-Molina sugiere un factor de seguridad N entre 5
y 7, utilizando N = 6 se tiene:

87
d. Características del cilindro hidráulico.
Internas:
Diámetro del vástago: dv = 25,4 mm
Diámetro interior del cilindro: d = 74,75 mm
Diámetro exterior del cilindro D = 76,2 mm
Externas:
Del catálogo de Roemheld (ver apéndice B) se selecciona un cilindro hidráulico
de doble efecto referencia 1295-11-0400, en este catálogo se puede extraer las
dimensiones externas restantes para su pedido.
5.7.1.2 Cálculo del caudal de la bomba.
Se establece la velocidad del cilindro arbitrariamente, teniendo en cuenta que
este dato sea moderado para que el proceso de compactación se realice de forma
segura y eficiente, es por ello que la velocidad establecida será de 20 mm/s.
El caudal
Siendo:
S = Sección de la cámara de avance o retroceso (cm2)
V = Velocidad de translación del vástago (m/s)

88
a. Características de la bomba:
Mini Bomba de Pistones.
Caudal Q: 1,4 GPM
Rango de Presión: 0 – 1000 psi.
Rango de Velocidad: 0 – 1725 rpm
Del catálogo de HYPRO, se dispone de una Mini bomba de pistones modelo
5321C ver apéndice C.
b. Potencia hidráulica de la bomba:
A la salida
con Q en (l/min) y P en (bar)
Si se considera una eficiencia de la bomba la potencia a la entrada
de la bomba es:
Se tiene en cuenta una eficiencia del motor la potencia necesaria
del motor que acciona la bomba es
Conocida la potencia en Kw que exige el motor, se selecciona un motor que
este más cercano a los HP requeridos. En el catálogo de motores marca SIEMENS
(Apéndice D) se escoge un motor monofásico Modelo 145-TC de 1HP y 1200 rpm,
cerrado con ventilación exterior.
c. Dimensiones del depósito de aceite.
En la Figura 66 se observa el depósito diseñado, se escogió un acero 1020 de
3,175 mm de espesor, se considera que el depósito debe ser tres veces la capacidad de

89
la bomba, en otras palabras, , de esta forma la capacidad del depósito
resulta:
.
Figura 66: Depósito de aceite diseñado
(Fuente: Propia)
5.7.1.3 Calculo de diámetro de la tubería.
a. Velocidades recomendadas:
En la línea de presión: 2 a 5 m/s
En la línea de succión: 0,6 a 1,2 m/s
b. Tubería de succión.
Q = del manual de la bomba.
V = 0,9 m/s ~ 90 cm/s

90
Del apéndice E se selecciona un tubo Schedule 40 con diámetro nominal de
5/8” (15,875 mm).
c. Tubería Bomba - distribución general.
V = 10 ft/s (3,048 m/s)
Q = 1,4 GPM (5,299 l/min)
Con Q y V se entra en la figura del Apendice F y se tiene que:
A = (29,03 mm2)
Del Apéndice E se selecciona un tubo Schedule 40 con diámetro nominal de
.
Luego:
Con A y Q, en la figura del Apéndice F, se tiene que:
V = 9,4 ft/s (2,8651 m/s) en el rango recomendado.
d. Calculo de velocidad máxima de retorno de los cilindros (VR).
Con 1,4 G.P.M (5,299 l/min) y
Con D= Diámetro interior del cilindro = 74,75 mm (2,9429”)
con dv = Diámetro del vástago = 25,4 mm (1”).
El caudal de retorno será:

91
Con y en
Apéndice F se obtiene V = 12 ft/s (3,6576 m/s). La velocidad está dentro del rango
recomendado.
e. Selección de fluido.
El grado de viscosidad máximo es 860 cSt (3913 SSU) y la Mini Bomba opera
entre 14 – 68 cSt (63,7 – 309,4 SSU), ver Apéndice C. De la Tabla de lubricantes de
PDVSA se selecciona el aceite Hidralub AW que posee 22 cSt (100,1 SSU) a 40°C.
5.7.1.4 Selección de la válvula de seguridad.
Para todo sistema hidráulico se conecta una válvula de seguridad o válvula de
presión, entre la línea de presión, a la salida de la bomba, y el deposito; su trabajo es
limitar la presión del sistema hasta un valor máximo predeterminado mediante la
derivación de parte o todo el caudal de la bomba al tanque, cuando se alcanza el
ajuste de presión de la válvula.
Parámetros de selección:
Diámetro de tubería = 3/8” (9,252 mm)
Presión máxima de trabajo 1000 psi (68,9473 bar) (6,894 MPa)
Del catálogo VICKERS de Válvulas de Seguridad para Mini Bombas de
Pistones del Apéndice H se selecciona el Modelo CT03B-40.
5.7.1.5 Selección de válvula direccional.
Las válvulas direccionales controlan la dirección del caudal. El circuito
hidráulico tiene una válvula direccional de 4 vías accionada eléctricamente, mediante
un solenoide.
La energía eléctrica aplicada a la bobina del solenoide original un campo
magnético que atrae el núcleo del imán dentro de la bobina. El movimiento del núcleo
es transmitido a la corredera mediante una varilla empujadora.
92
Parámetros de selección:
Diámetro de tubería 3/8” (9,252 mm).
Presión máxima de trabajo 1000 psi (68,9473 bar) (6,8947 MPa).
Caudal máximo 1,4 GPM (5,299 L/min).
Del catálogo Rexroth Bosch Group de Válvulas de Direccionales del Apéndice
I se selecciona la Válvula 4WE103X/CW230N9K4.
5.7.1.6 Selección de la válvula de control de caudal.
Las válvulas reguladoras de caudal, se usan para variar la velocidad de
desplazamiento de los actuadores (para nuestro caso un cilindro hidráulico),
regulando el caudal de entrada.
Parámetros de selección:
Diámetro de tubería 3/8” (9,252 mm).
Presión máxima de trabajo 1000 psi (68,9473 bar) (6,894 MPa).
Caudal máximo 1,4 GPM (5,299 L/min).
Del catálogo Rexroth Bosch Group de Válvulas reguladoras de Caudal del
Apéndice J se selecciona la Válvula 2FRM6A36-3X/1,5QRV.
5.7.1.7 Selección de filtro de succión.
El elemento filtrante es el componente más importante del sistema "FILTRO"
en vista de la disponibilidad y la protección contra el desgaste de la instalación.
Parámetros de selección.
Diámetro de tubería 3/8” (9,252 mm).
Presión máxima de trabajo 1000 psi (68,9473 bar) (6,894 MPa).
Caudal máximo 1,4 GPM (5,299 L/min).
Del catálogo Rexroth Bosch Group de Filtro de cartucho reemplazable del
Apéndice K se selecciona el filtro 50SLS 30/20 P-S003A-R0M00.

93
5.7.2 Máximo esfuerzo soportado por la carcasa del filtro a cortar.
De la misma forma que el límite elástico fue necesario para iniciar los cálculos
del sistema de compactado, es importante saber el esfuerzo de fluencia de la coraza
externa del filtro, de este sistema depende que pueda compactarse con mayor
facilidad el elemento filtrante interno.
Para este estudio se tomará como probeta una muestra de la carcasa del filtro
perteneciente al modelo 1G-1808 (Figura 20) ya que posee mayores dimensiones con
respecto a los demás filtros estudiados (Tabla 5), este filtro fue destapado con el torno
mecánico ubicado en el CEINT de la Universidad “José Antonio Páez” (Figura 67), la
muestra fue preparada para la aplicación del ensayo Mecánico de Dureza Vickers; la
superficie de la probeta fue lijada como se especifica para este tipo de ensayos
(Figura 68); hasta quedar exenta de cuerpos extraños, aceites, grasas, óxidos, etc. La
pieza se apoyó sobre el soporte del Durómetro (Figura 69) y se procedió a ensayar la
pieza. El procedimiento dictado para este ensayo fue hecho las veces necesarias
recorriendo distintos puntos de la probeta, resultando los datos presentados en la
Tabla 15:
Figura 67: Uso del torno mecánico del CEINT (UJAP) para el destapado de filtro
Fuente: Prof. Luis Sidorovas

94
Figura 68: Muestra extraída de la carcasa del filtro
Fuente: Propia
Figura 69: Durómetro para ensayos de dureza
Fuente: Propia
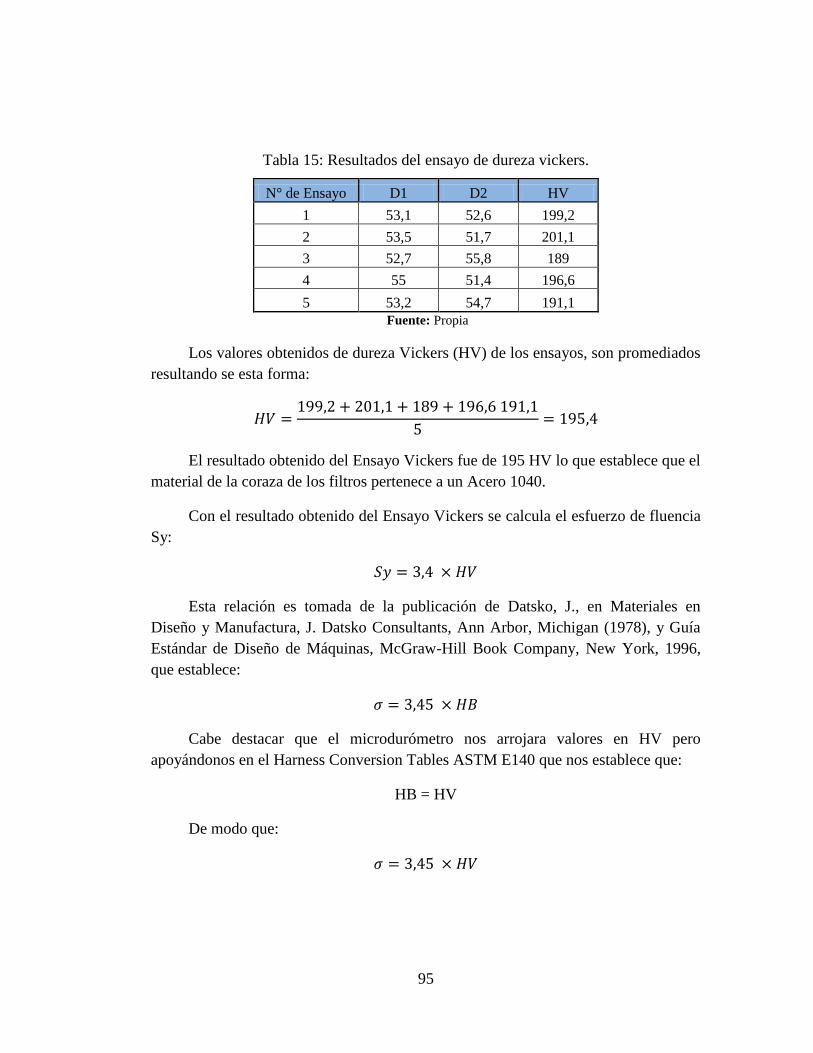
95
Tabla 15: Resultados del ensayo de dureza vickers.
N° de Ensayo D1 D2 HV
1 53,1 52,6 199,2
2 53,5 51,7 201,1
3 52,7 55,8 189
4 55 51,4 196,6
5 53,2 54,7 191,1 Fuente: Propia
Los valores obtenidos de dureza Vickers (HV) de los ensayos, son promediados
resultando se esta forma:
El resultado obtenido del Ensayo Vickers fue de 195 HV lo que establece que el
material de la coraza de los filtros pertenece a un Acero 1040.
Con el resultado obtenido del Ensayo Vickers se calcula el esfuerzo de fluencia
Sy:
Esta relación es tomada de la publicación de Datsko, J., en Materiales en
Diseño y Manufactura, J. Datsko Consultants, Ann Arbor, Michigan (1978), y Guía
Estándar de Diseño de Máquinas, McGraw-Hill Book Company, New York, 1996,
que establece:
Cabe destacar que el microdurómetro nos arrojara valores en HV pero
apoyándonos en el Harness Conversion Tables ASTM E140 que nos establece que:
HB = HV
De modo que:

96
Según Von-Mises:
Fuerza de corte, es cuando un material es sometido a una carga de corte puro o
cizallamiento la relación entre el esfuerzo de corte dividida para el área se conoce
como Esfuerzo de corte:
5.7.3 Potencia del motor requerida para mover la carga.
5.7.3.1 Potencia lineal.
Dónde:
= Fuerza para mover el cilindro
= Fuerza de Fricción

97
= Velocidad tangencial del cilindro
Para obtener la potencia lineal, se calcula la velocidad tangencial a la que se
debe mover el cilindro, luego se determina la fuerza requerida para mover el cilindro
según sus dimensiones, y finalmente se calcula la fuerza de fricción que se debe
vencer; para después sustituir todos estos valores en la ecuación de Potencia
Requerida.
a. Velocidad tangencial.
= Velocidad de giro del cilindro
= radio del cilindro
Conociendo la velocidad de giro del cilindro, y el radio del mismo se calcula la
velocidad tangencial (VC)
Velocidad de giro =
Radio del filtro (más grande) = 0,0679 m
b. Fuerza para mover el cilindro.
Según catálogos de la Caterpillar el peso del filtro que se usara para este estudio
tiene una masa de:

98
Considerando que el motor va a vencer una baja inercia, se toma como tiempo
de estabilización del motor t = 2 s, según datos aportados por los fabricantes.
Sustituyendo el valor de la masa mc y de la aceleración a en la ecuación de la
Fcil
La fuerza de fricción Ff se debe a la resistencia que oponen los dos materiales
en contacto a cambiar su posición relativa, y depende de la fuerza de corte Fc y la
inercia de masa del cilindro. Sin embargo en el caso de estudio, la fricción debida a la
inercia no será considerada por no ser apreciable, así que sólo se tomará en cuenta la
componente de la fuerza de corte, la cual es la principal para este caso.
5.7.3.2 Potencia rotacional.
Dónde:
ω: Velocidad angular.
T: Momento torsor.
a. Momento torsor.

99
Dónde:
ICILINDRO: Inercia de masa del cilindro.
α: Aceleración angular.
Para hallar la inercia, se utiliza la fórmula de inercia para un cilindro hueco, que
indica lo siguiente:

100
5.7.3.3 Selección del motor para el sistema cortador de filtros.
Utilizando el catálogo de motores marca SIEMENS referido anteriormente en el
Apéndice D se escoge un motor que cumpla con las características obtenidas de los
cálculos.
Parámetros de selección:
Potencia: ½ HP.
Velocidad de giro: 50 RPM.
Se escoge un motor monofásico Modelo 143-TC de ½ HP y 900 rpm, cerrado
con ventilación exterior.
Ya que las RPM del motor seleccionado no cumplen con los parámetros de
selección, se hizo la selección de un variador de frecuencia respetando las
características del motor seleccionado; como es referido en el Apéndice L, el variador
de frecuencia pertenece a la marca INVERTEK Drives del modelo ODP-12005-USA.
Tomando en cuenta el diseño de la caja de transmisión de potencia y al uso
requerido, no se calculan las perdidas ofrecidas por engranajes ya que la potencia
requerida es muy poca y las RPM son bajas. Tomando como guía los planos
generados se puede usar una poca cantidad de engranajes para surtir la caja de
transmisión, con componentes existentes en Stock del taller.
101
CONCLUSIONES
El procedimiento para desechar los filtros oleohidráulicos usado en la
empresa, se aleja de los parámetros buscados en materia de reciclaje, puesto
que no se aprovecha de ninguna forma el material reciclable que brindan estos
componentes.
El método de ponderación de criterios aprendido con el Profesor Nelson
Vilchez como instrumento de selección de soluciones de Diseño en Ingeniería
fue primordial para el desarrollo de las primeras etapas del proyecto.
El uso de herramientas computacionales para la generación de las piezas de la
estación de trabajo, así como para los análisis de esfuerzo necesarios para los
cálculos de selección de accesorios del sistema hidráulico, representó una base
para establecer la confiabilidad de la estación diseñada, este tipo de aplicación
como lo es Solidworks, se convirtió en una herramienta que sirvió de gran
ayuda para la elaboración de este proyecto.
Por el diseño de los elementos, partes y accesorios constitutivos de la estación
de reciclaje de filtros oleohidráulicos, se espera un alto grado de confiabilidad
debido a que las piezas más críticas cuentan con factores de seguridad de 2, 3
y hasta 11, se garantiza que en caso de fabricar el diseño, la compactadora y
demás elementos no fallarán en operación ni rendimiento.
La compactadora tiene la ventaja de operar con elementos filtrantes a la vez,
lo que puede representar una disminución de trabajo con respecto a la
compactadora fabricada en la sucursal MachineShop Barquisimeto.
El diseño del equipo es práctico y utilitario, ahorrando la necesidad de una
prensa hidráulica de grandes dimensiones.
Este diseño puede ser incluido en empresas recicladoras y de transporte de
desechos.
102
RECOMENDACIONES
A razón de educar al futuro profesional en el área, se recomienda la inclusión
de materias que enseñen sobre cálculos de oleohidráulica en el Pensum de
Ingeniería Mecánica.
En caso de su fabricación, el tiempo de vida dependerá directamente de los
siguientes factores:
Uso adecuado: La capacitación del personal que trabajará conjuntamente con
la máquina, asegura su manejo debido, así como el uso del equipo de
seguridad adecuado para el accionamiento de esta estación para evitar
accidentes.
El funcionamiento del sistema hidráulico dependerá de la calidad y
condiciones del aceite usado, por lo que se recomienda verificar su estado y
realizarle un mantenimiento cada 5.000 Horas; consistiría básicamente en
cambio de aceite y cambio de filtro.
No usar cargas elevadas en el sistema hidráulico, podría poner en riesgo la
seguridad del personal y el funcionamiento de la bancada.
No usar el cortador de filtros con RPM mayores a las establecidas, puede
poner en riesgo la seguridad del personal y afectar el sistema.
Establecer un plan de mantenimiento correctivo y preventivo, para asegurar la
vida útil de la máquina.
103
REFERENCIAS BIBLIOGRÁFICAS
Arias, F. (2006): El proyecto de investigación. Introducción a la Metodología
Científica, Caracas; Episteme.
CATERPILLAR. (2001): Catálogos industriales.
Creus Sole, Antonio. (2010): Neumática e Hidráulica 2da Edición. Marcombo.
González Morales, Alfredo y Teresita Gallardo López. (2003): Investigación
Educativa UNAS. Perú.
Hernández, R, Fernández C. y Baptista P. (2004): Metodología de la Investigación.
México: McGraw Hill.
HYPRO. (2006): Catálogos de bombas. Disponible: http://www.hypropupms.com
Invertek Drives. (2009): Catálogo de Variadores de Frecuencia. Disponible:
http://www.invertek.co.uk
Iriza, Militza. (2008): Manual de Practicas del Laboratorio de Materiales:
Publicación de la Universidad de Carabobo, Facultad de Ingeniería.
Molina, Manuel. (1970): Elemento de Maquina I. Segunda Edición: Publicación de
la Universidad de Carabobo, Facultad de Ingeniería.
Mott, R. (2006): Mecánica de los fluidos, los sistemas hidráulicos. 6ta Edición:
McGraw Hill.
Padrón, M (1998). Manual de investigación para Tesis de Grado y Postgrado,
Caracas: Publicación personal.
104
PDVSA (2010). Catálogo de Aceites Hidráulicos. Disponible:
http://www.pdvsa.com/index.php?tpl=interface.sp/design/readmenu.tpl.html&n
ewsid_obj_id=187&newsid_temas=79
Pytel Andrea y Ferdinand Singer. (2005): Resistencia de Materiales: Editorial
Oxford.
ROEMHELD. (2008): Catálogos de Cilindros Hidráulicos. Disponible:
http://www.roemheld.com
SIEMENS. (2006): Catálogo General de Motores Eléctricos. Disponible:
http://www.siemens.com.mx
Smith, William y Hashemi, Javad. (2006): Fundamentos de la ciencia e ingeniería
de materiales: McGraw Hill.
Tassoni M. Danilo y Pizzella P. Giovanni. (2007): Elementos de Maquina,
Venezuela.
Tripler Mosca. (2010): Volumen I: Física para la ciencia y la tecnología. Editorial
Reverte.
Vilchez, Nelson. (2008): Estrategias Creativas en el Diseño Mecánico, Publicación
de la Universidad de Carabobo.
Universidad Pedagógica Experimental Libertador, Vicerrectorado de Investigación y
Postgrado. (2005): Manual de Trabajos de Grado de Especialización y
Maestría y Tesis Doctorales, Caracas Venezuela.
Wikipedia, Términos básicos. Disponible: http://es.wikipedia.org.

APÉNDICE
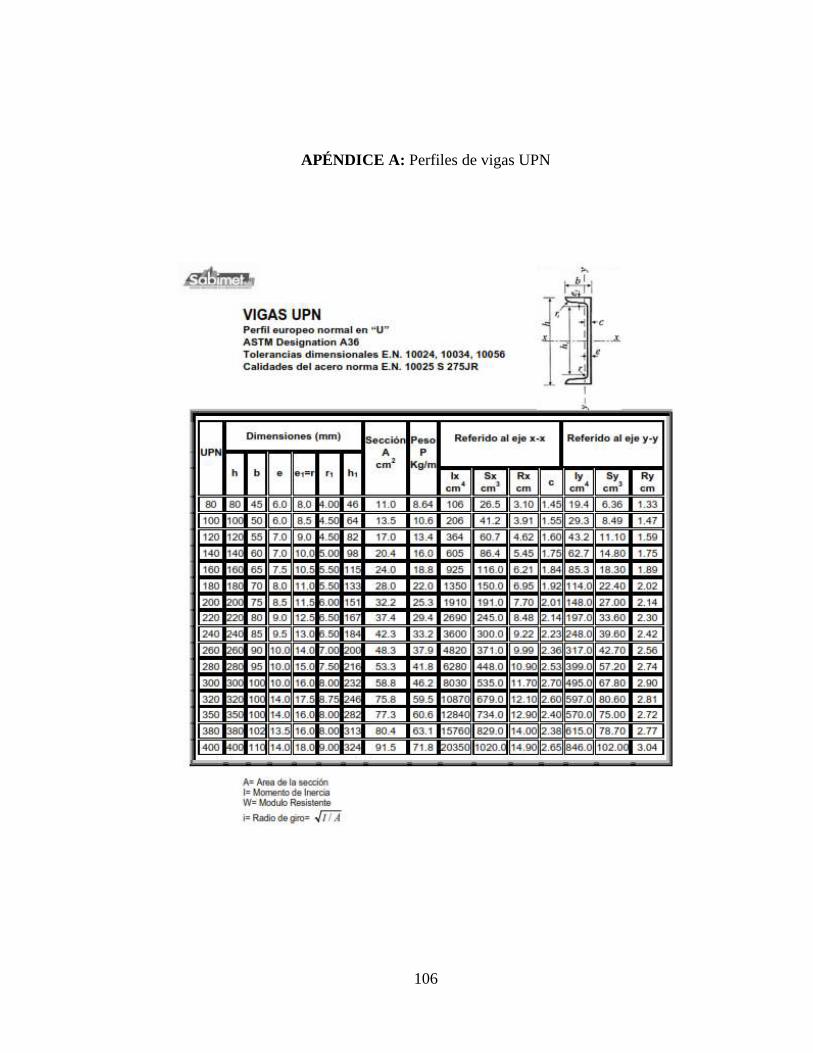
106
APÉNDICE A: Perfiles de vigas UPN
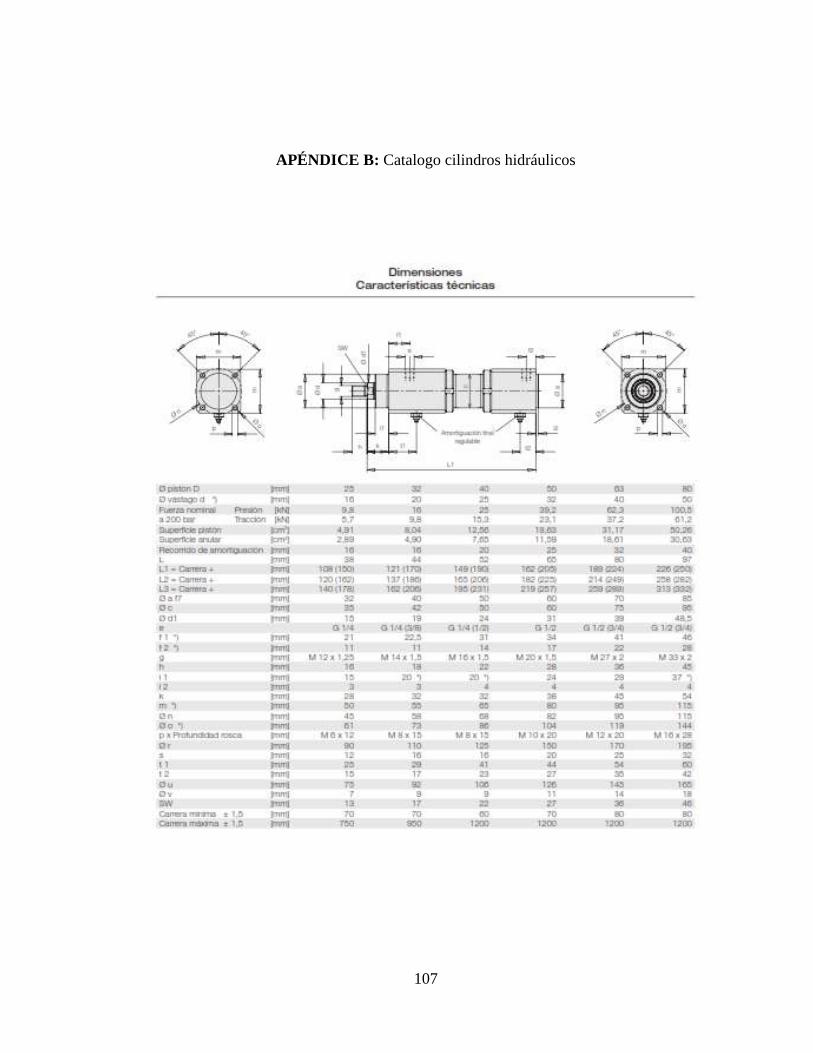
107
APÉNDICE B: Catalogo cilindros hidráulicos

108
APÉNDICE C: Mini bomba de pistón
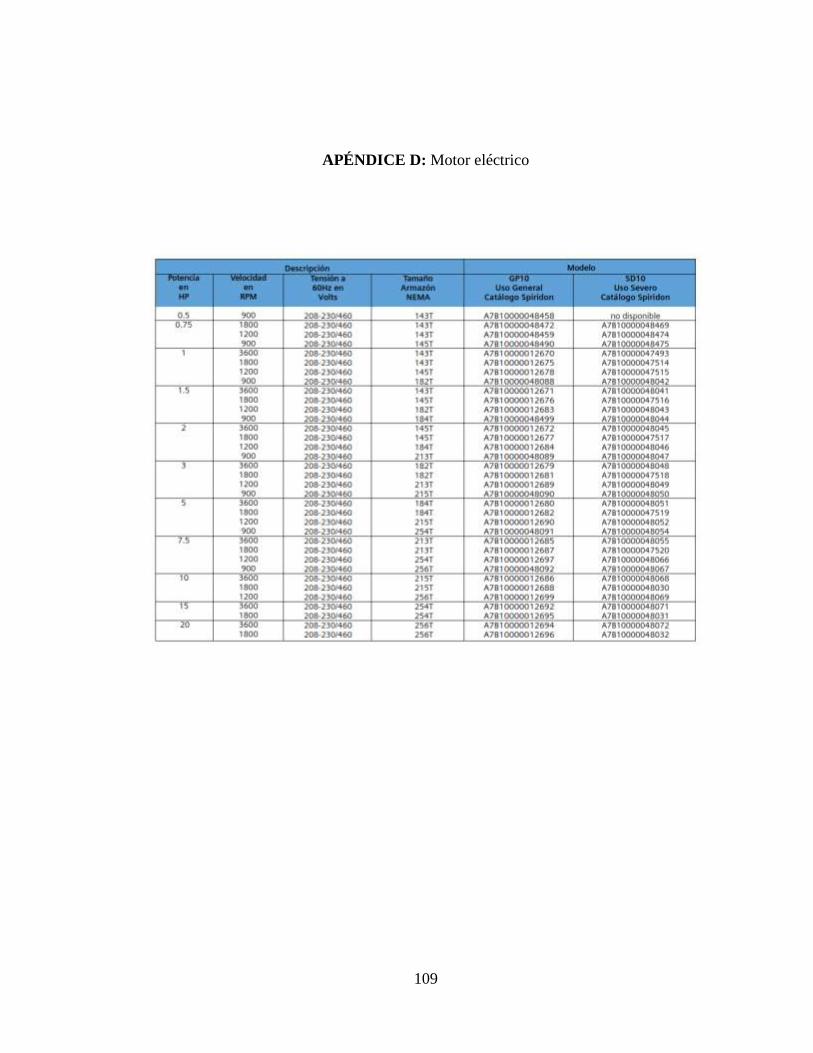
109
APÉNDICE D: Motor eléctrico
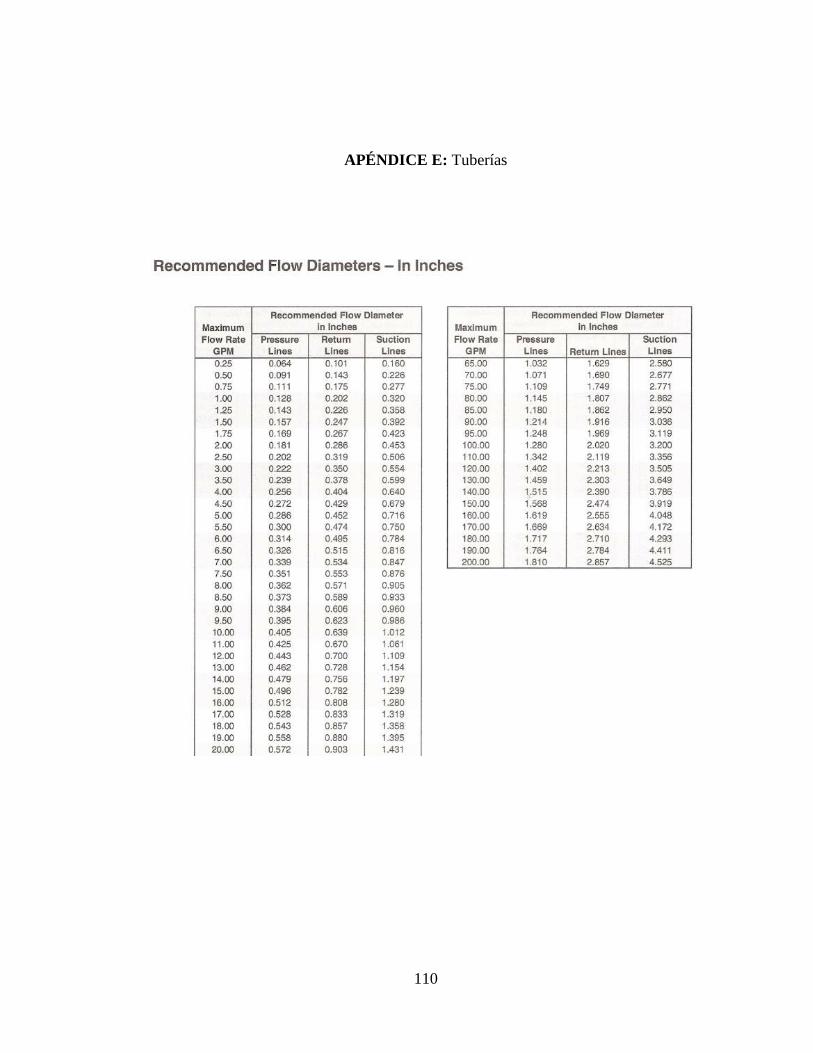
110
APÉNDICE E: Tuberías
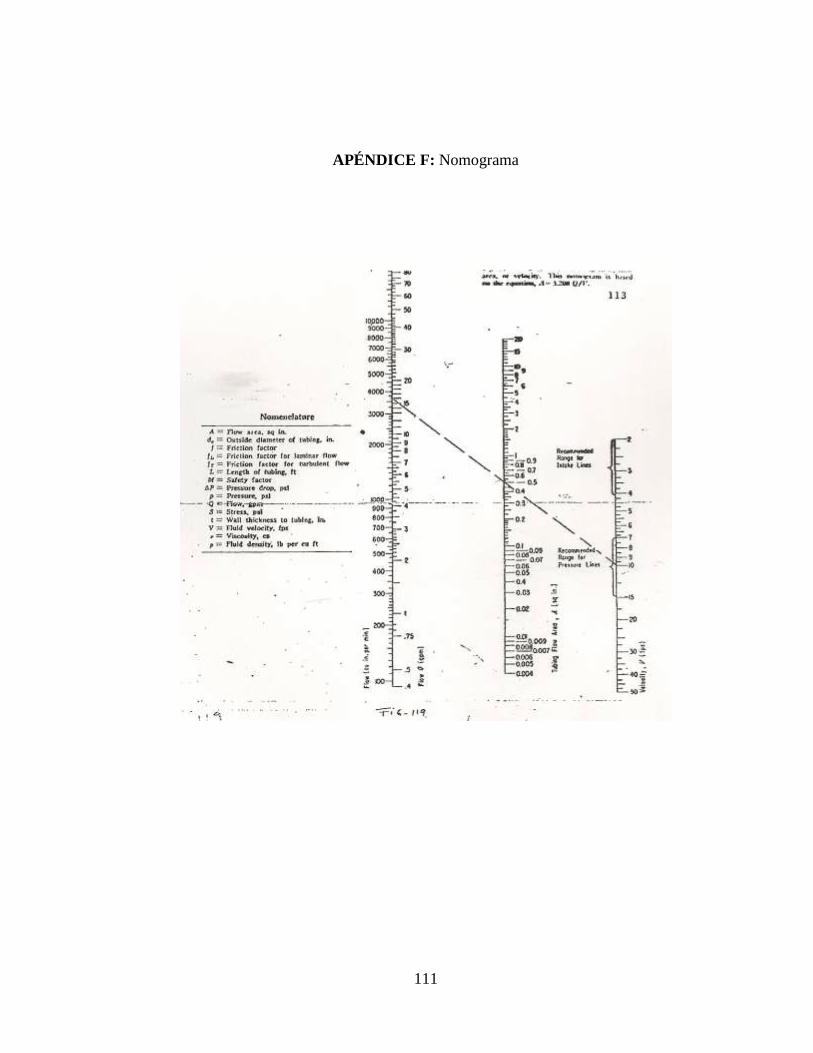
111
APÉNDICE F: Nomograma

112
APÉNDICE G: Aceite hidráulico Hidralub-AW
113
APÉNDICE H: Válvula de seguridad
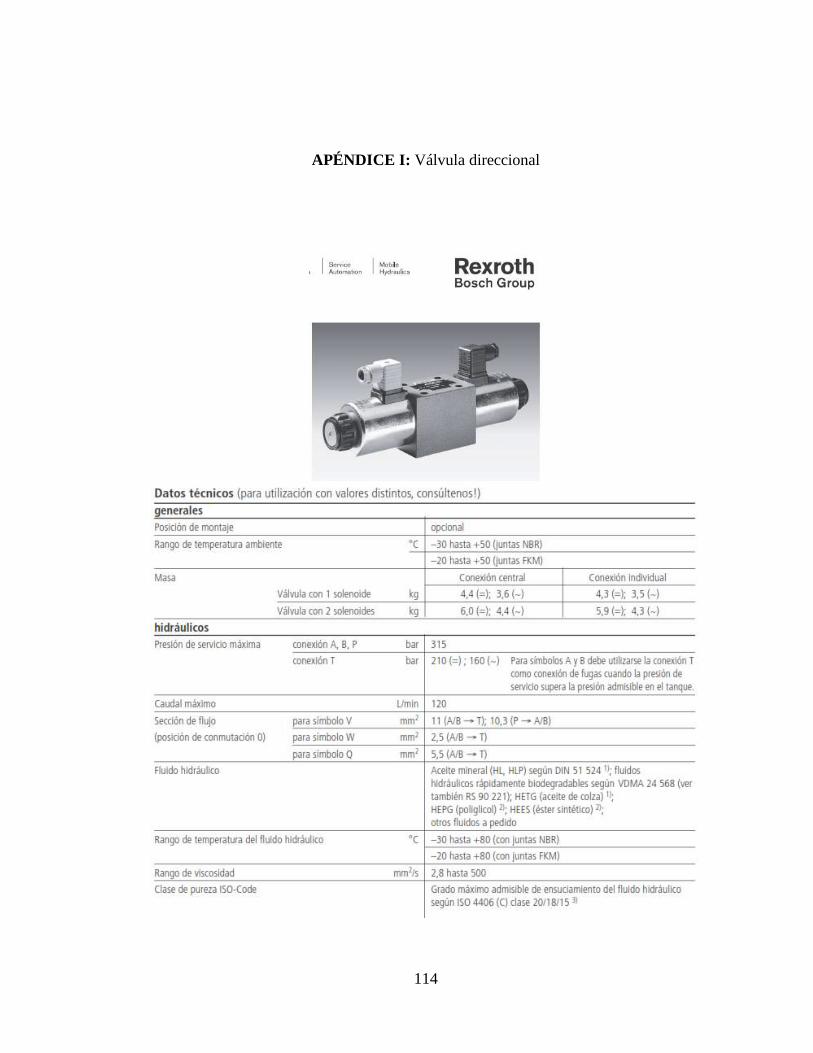
114
APÉNDICE I: Válvula direccional
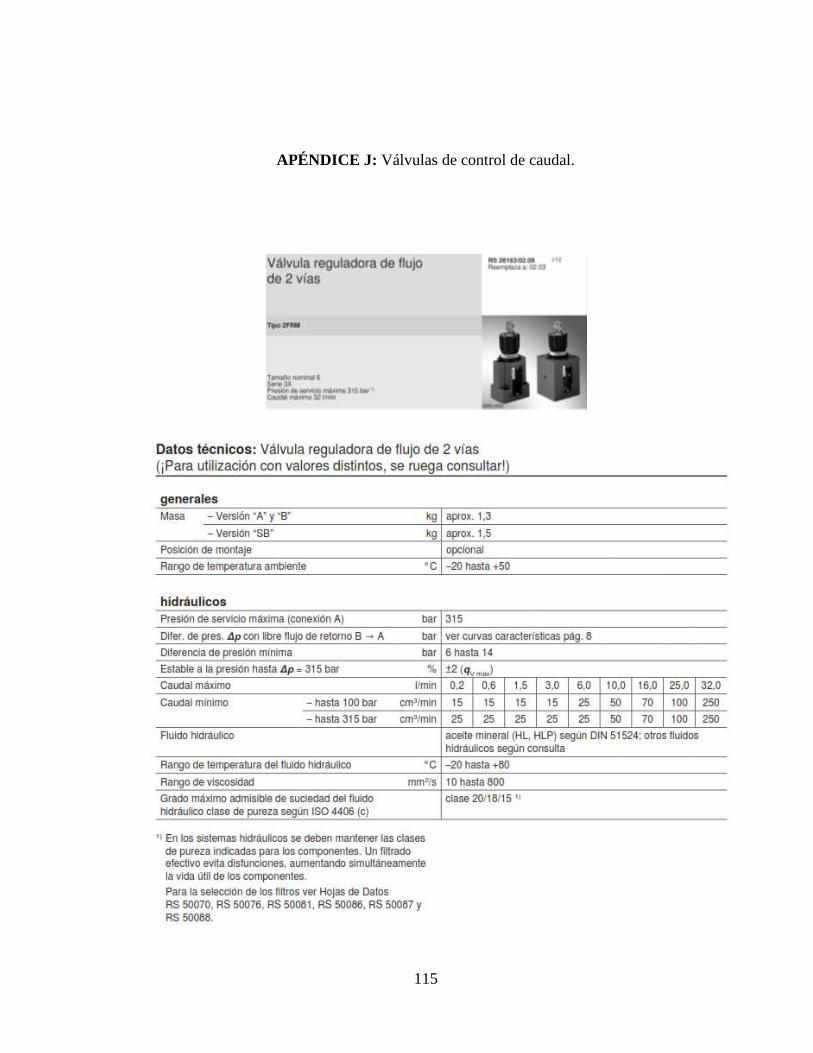
115
APÉNDICE J: Válvulas de control de caudal.

116
APÉNDICE K: Filtro de cartucho reemplazable

117
APÉNDICE L: Variador de frecuencia.
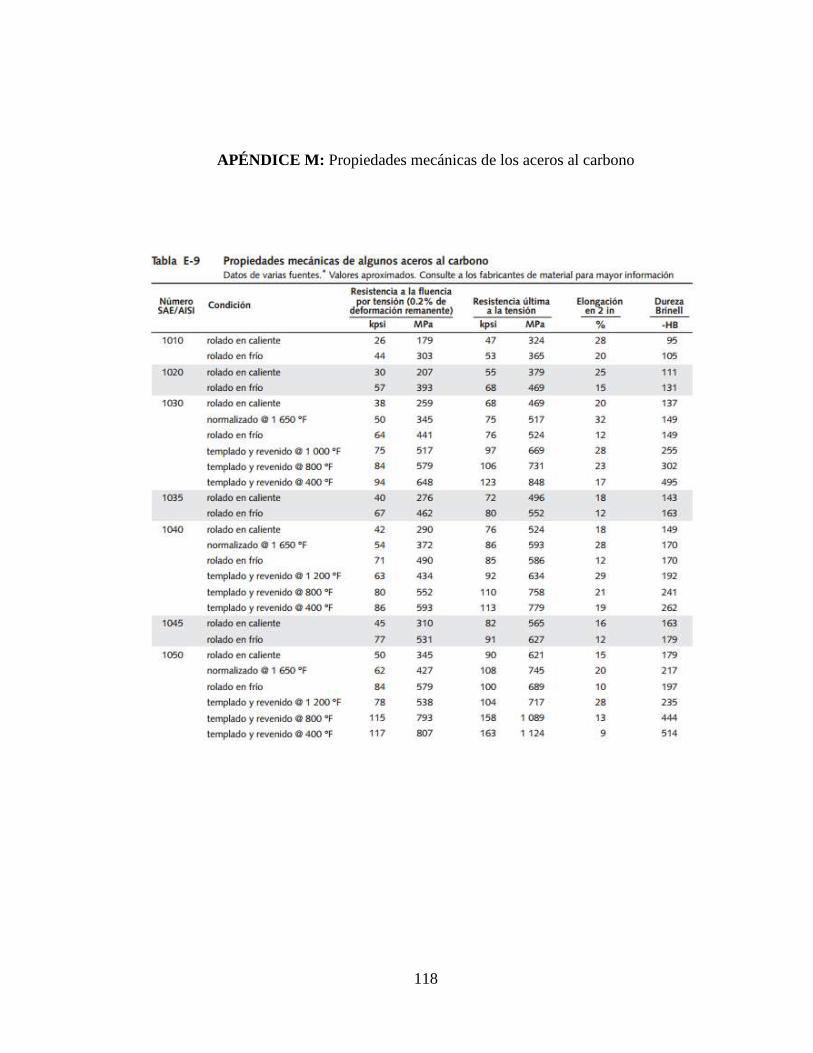
118
APÉNDICE M: Propiedades mecánicas de los aceros al carbono
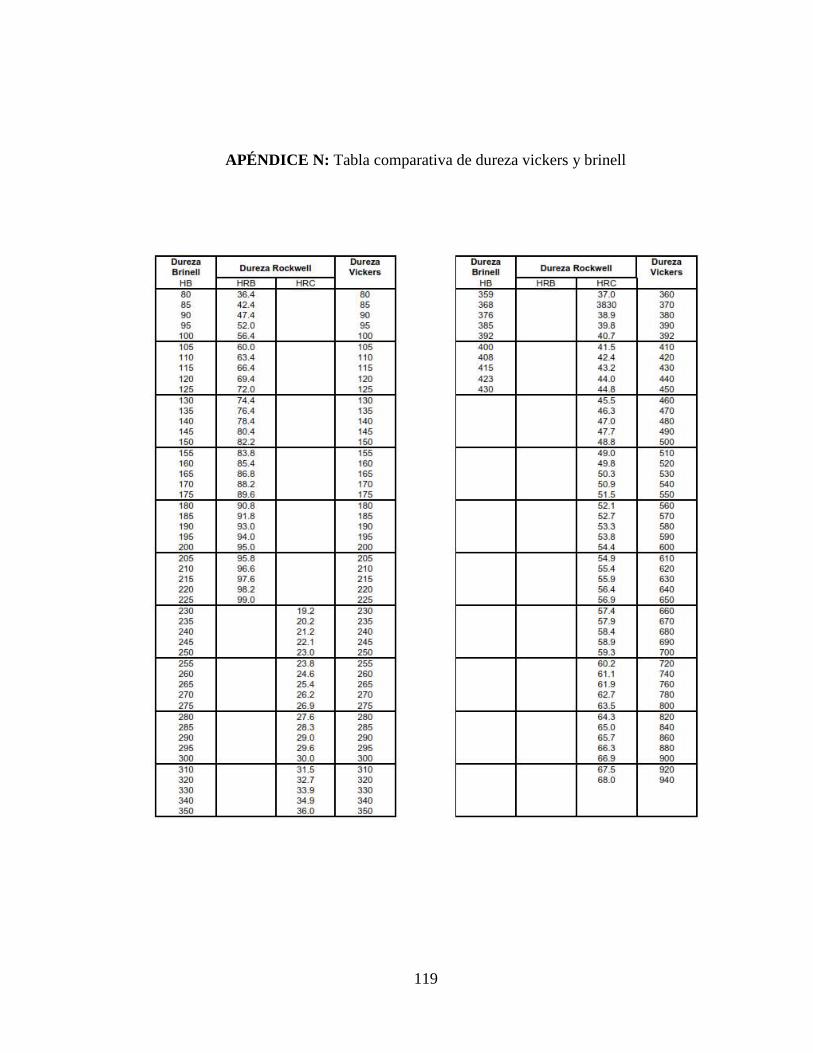
119
APÉNDICE N: Tabla comparativa de dureza vickers y brinell
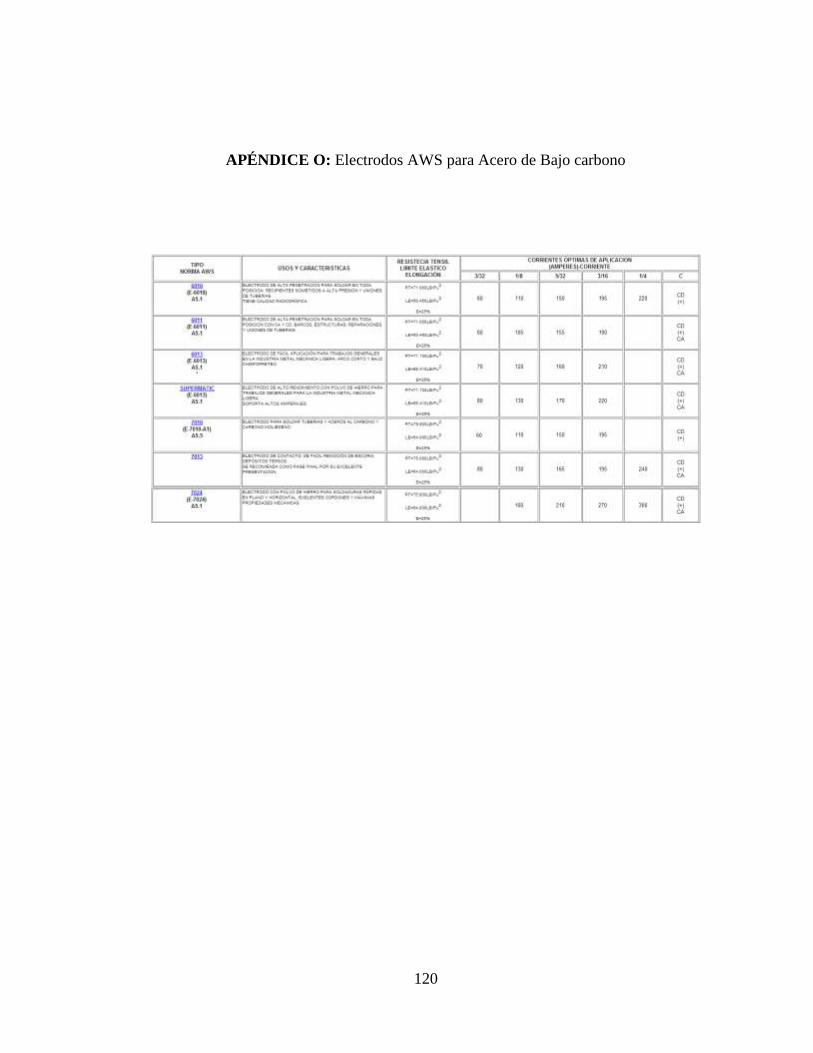
120
APÉNDICE O: Electrodos AWS para Acero de Bajo carbono
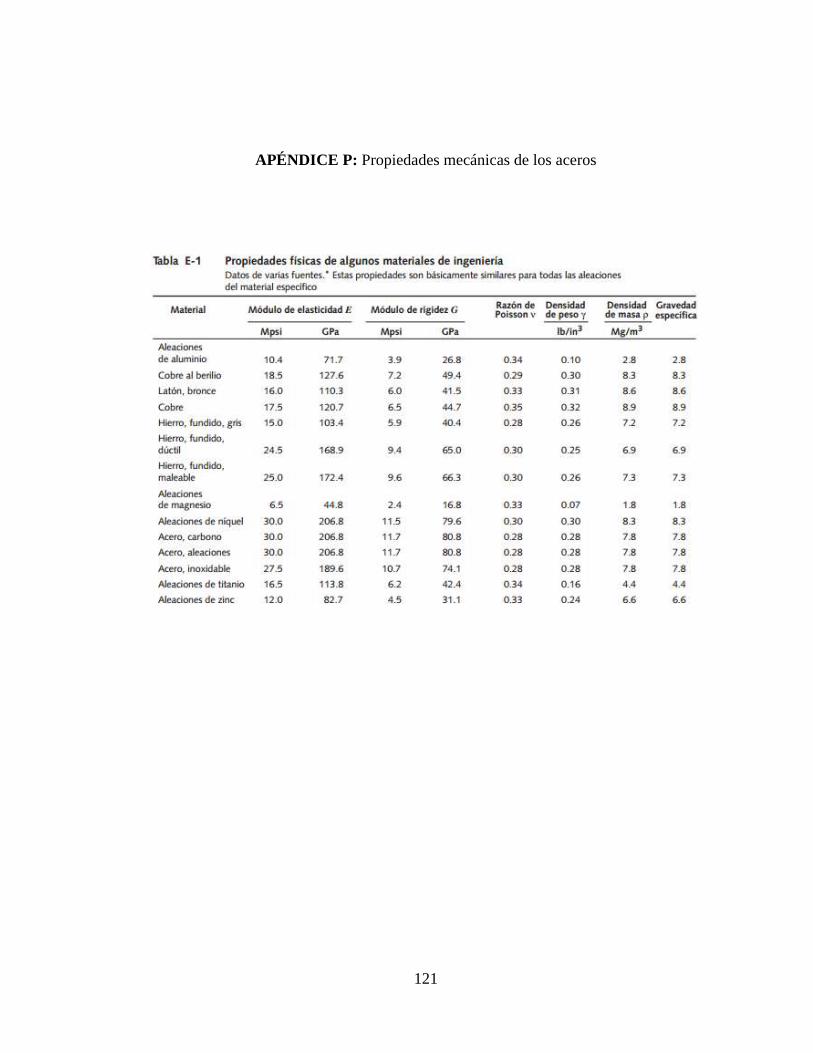
121
APÉNDICE P: Propiedades mecánicas de los aceros
ANEXO


















