ZERO DISCHARGE PROCESSES EVAPORATION … · process waste water concen-trate ... comparison of 1000...
36
Transcript of ZERO DISCHARGE PROCESSES EVAPORATION … · process waste water concen-trate ... comparison of 1000...


ZERO DISCHARGE PROCESSES USING NEW LOW COST EVAPORATION TECHNOLOGY

Applicability of different water treatment technologies
3 = high separation 2 = moderate 1 = low separationNote! pH may change rating considerably
Pollutant to remove
Dissolved substances
Catio
ns (e
.g. h
eavy
met
als)
M
onov
alen
t ion
s
M
ultiv
alen
t ion
s
C
ompl
exed
ions
Anio
ns
M
onov
alen
t (e.
g. c
hlor
ide)
M
ultiv
alen
t (e.
g. S
O 42-
)
A
mm
oniu
m
Org
anic
com
poun
ds
C
arbo
hydr
ates
P
rote
ins
A
lcoh
ols
S
olve
nts
(e.g
. hyd
roca
rbon
s)
P
igm
ents
P
estic
ides
C
OD
in g
ener
al
TechnologyAdsorption (e.g. activated carbon) 1 1 1 1 1 1 1 3 3 3 1Ion exchange 3 3 3 3 2Chemical precipitation 1 2 3 2 2 1Membrane technologies Ultrafiltration (UF) 2 1 1 Nanofiltration (NF) 2 3 2 2 3 2 3 2 Reverse osmosis (RO) 3 3 3 3 3 1 3 3 1 3 3 3 Electrodialysis 3 3 3 3 3 3Evaporation 3 3 3 3 3 2 3 3 3 3 3Distillation 3 3 3Flotation 1 1 2 2 2 1 1Air/steam stripping 3 2 3 2Electrical methods Electrolyse 3 3 3 Electro coagulation 1 3 3 2 2 2 2Biological treatment 1 1 2 1 1 2 3 3 3 1 2 1 2
Methods have often to be combined for zero discharge operation or to meet discharge limits

EVAPORATION: NATURE’S PURIFICATION METHOD

PRINCIPLE OF SINGLE EFFECT THERMAL EVAPORATION
Effluent
Heat transfer surface
T= 100 Cp= 1013 mbar(a)
Clean water
Condensing
Dissolved solids (pollutants) stay in the water and finally turn into dry matter

ZERO DISCHARGE SYSTEM BY EVAPORATION
6
PRETREATMENT(RO.....)
EVAPO-RATION
REUSE ORDISPOSAL
PROCESS
WASTEWATER CONCEN-
TRATE
CLEAN WATER
MAKE UP WATER

SINGLE EFFECT EVAPORATION
7
Specific Steam Consumption = 1,1
Vapour
Steam
Primary Condensate
Feed
Concentrate
CoolingWater
Condensate
1,1
1,0
CONDENSER

4-EFFECT EVAPORATION
8
Specific Steam Consumption = 0,28
Concentrate
Condensate
Vapour
SteamVapour
Waste Heat
Feed
CoolingWaterCONDENSER
Vapour Vapour
Vapour
Primary Condensate

MVR EVAPORATION
9
P = C x MF x DTP = Fan Power Use (kW)C = Constant (2,5…3)MF = Vapor mass flow (ton/h)DT = Temp. difference (°C)
Vapour
Feed
Concentrate
Condensate
COMPRESSOR
CompressedVapour
DT Steam consumption ~ 0
Cooling water cons. ~ 0

PRIMARY TECHNICAL BENEFITS WITH EVAPORATION IN EFFLUENT TREATMENT
Excellent water quality, which can be used for almost any purpose
High recovery rate leaving only a small volume of concentrate or
solids for reuse or final disposal (eg. solar drying)
Substances may be recovered by crystallization
Constant capacity and water quality
Not sensitive to changes in feed water quality
Only simple pre-treatment needed, if any, low or no chemical usage
Strict discharge limits can be met
10

COST SAVINGS IN WATER RECYCLING BY EVAPORATION
11
Fresh water cost savings, including possible cleaning costs
Reduced cost for conventional effluent treatment
No cost for sludge handling
Cost savings in land allocated for conventional treatment
Value of recovered solids (positive or negative)
Heating of the water to the process temperature
With new technology: The savings can be bigger than the operation costs!

CONVENTIONAL EVAPORATION PROCESSES
Drawbacks of effluent treatment with conventional evaporation processes are:
High operation costs (high energy consumption)
High capital costs especially in corrosive environment, where noble materials are required
Problems with scaling and fouling - difficult to control with varying feed quality
Steam and cooling water requirement of steam operated evaporator systems
12
Result: Evaporation has not yet been widely applied!

NEW EVAPORATION TECHNOLOGY
13
USING LOW COST POLYMERIC FILMS AS HEAT TRANSFER AREA

NEW POLYMERIC FILM EVAPORATION TECHNOLOGY 1
Low cost Evaporative surface o large heat transfer surfaceo small temperature differenceo low energy use - typically 8 to 14 kWh per m3 of
purified water
Efficient production of polymeric heat exchangerelements by new machine(1,5 million m2/year)
Costs only a fraction of metallic ones
14
Q = U x A x DTPFan = C x MF x DT
15
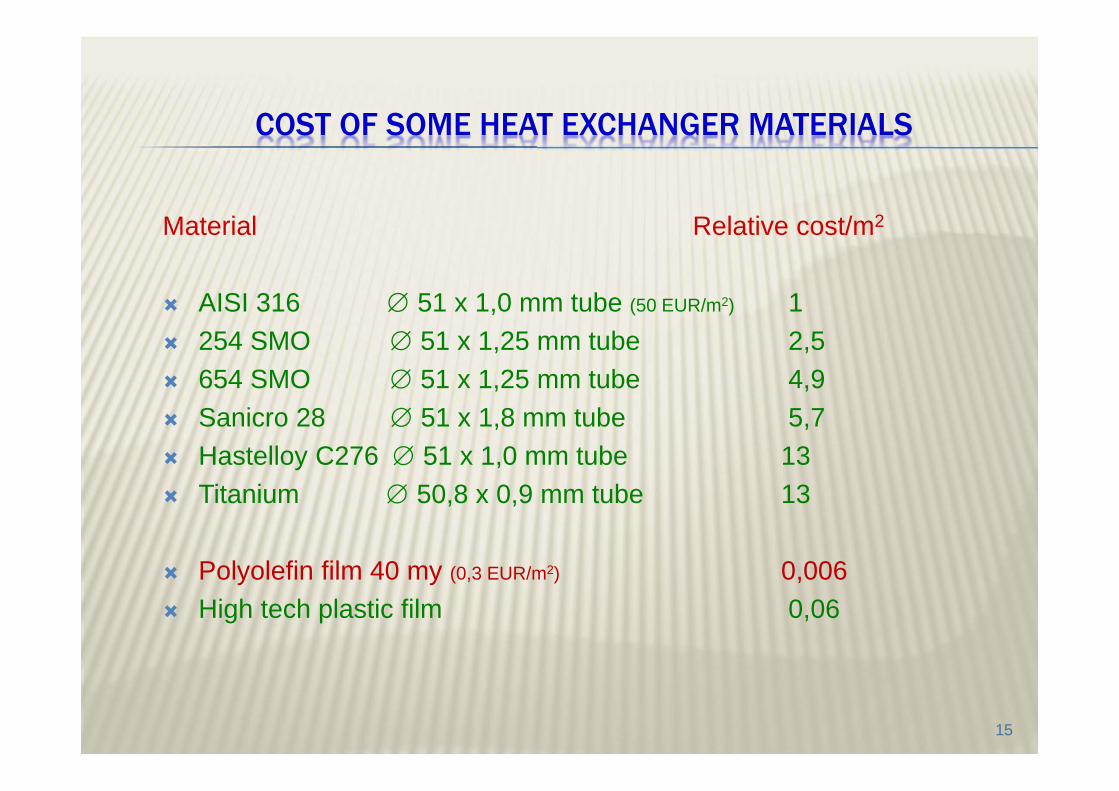
COST OF SOME HEAT EXCHANGER MATERIALS
Material Relative cost/m2
AISI 316 51 x 1,0 mm tube (50 EUR/m2) 1 254 SMO 51 x 1,25 mm tube 2,5 654 SMO 51 x 1,25 mm tube 4,9 Sanicro 28 51 x 1,8 mm tube 5,7 Hastelloy C276 51 x 1,0 mm tube 13 Titanium 50,8 x 0,9 mm tube 13
Polyolefin film 40 my (0,3 EUR/m2) 0,006 High tech plastic film 0,06

NEW POLYMERIC FILM EVAPORATION TECHNOLOGY 2
Polymeric surface corrosion resistant less scaling flexible - easy cleaning
Mechanical Vapor RecompressionPrinciple (MVR) minimal steam or cooling
water required
Simplified Vapor Compressor (Fan) Design low operating speeds reliable easy maintenance
Also multi-effect (ME) systems using waste heat or solar
16

POLYMERIC EVAPORATIVE HEAT EXCHANGER CARTRIDGE
50 elements
Surface area 200 m2
Total weight 50 kg
The heart of the system

OPERATION PRINCIPLE
18
COMPRESSED VAPORSHAFT SEALINGIMPELLER VACUUM VESSEL
LOW SPEED VAPOR COMPRESSION FAN
LIQUID DISTRIBUTION
CONDENSATION INNER SURFACE
FALLING FILM EVAPORATION OUTER SURFACE
VACUUM PUMP
CONDENSATE COLLECTION
CONDENSATE TANK
CIRCULATION WATER CLEAN WATER
FEED SOLUTION
CONCENTRATE
VAPOR INLET

TYPICAL EVAPORATOR LAY OUT (14 CARTRIDGES)
Large diameter unit (3,8 m)

CONTAINER SIZE EVAPORATOR (10 CARTRIDGES)
Small diameter unit 2,4 m

MVR-FAN
21

TYPICAL APPLICATION AREAS
Textile industry Steel and metal industry Mining industry Pulp & Paper Food and feed industry Landfill leachate Groundwater remediation Seawater desalination Chemical industry Electronic industry Power plants Pharma industry
22

REFERENCE PLANTS
More than 40 plants already operating in India and Gujarat, several other plants elsewhere in the world........
Some examples.....
23


Internal Arrangement

TEXTILE WASTE WATER 3 X 500 M3/D
26

METAL INDUSTRY WASTE WATER 200 M3/D
27

UNIT MVRE + MEE ETP + UF + RO + MEE
SAVING
OPERATING COST Rs/M3 143 168 25
MANPOWER COST Rs/M3 7 11 4
SPACE M2 1,890 3,000 1,110
CAPITAL COST Rs 10 Cr. 12 Cr 2 Cr.
COMPARISON OF 1000 KLD ZLD ETP+RO+ZLD V/s MVRE+MEE

Condensate
Concentrate
Copper
Electrolyse
Sulfuric acid H2SO4
Evaporator
Pickling basin
H2SO4 Surface active agent
Copper cable
PassivationRinsing counter current
EFFLUENT FREE COPPER CABLE MANUFACTURING 350 M3/D
Capacity 350 t/d
Condensate recovery 98%
Conductivity 50 µS/cm
Finished product
Comment by owner:"The low energy consumption is spectacular and real. Thanks to this system, we've decreased overall factory energy consumption, while increasing our production rate and our product quality."

MULTI EFFECT EVAPORATION USING WASTE HEAT
30

1. Effect 2. Effect 3. Effect
Condenser
6-Effect ME Falling Film Evaporator
Cooling water
Condensate
Concentrate
65/63ºC 51/46ºC55/51ºC58/55ºC61/58ºC63/61ºC
40ºC
30ºC4. Effect 5. Effect 6. Effect
FlashCooler
Vapor 65Cº
90˚C
Tank
90ºC
45ºC
Solar powered ME Evaporator -Simplified Flow Diagram
Feed
SolarCollectors
24.000 m2
80ºC
1 MW of solar heat produces appr. 9 m3/h of clean water
55ºC
118 m3/h118 m3/h
2000 m3 42 m3/h
42 m3/h
84 m3/h
1.000 m3/d clean water
250 m3/h
Boiler5 MW
Boiler for back up
4,7 MW
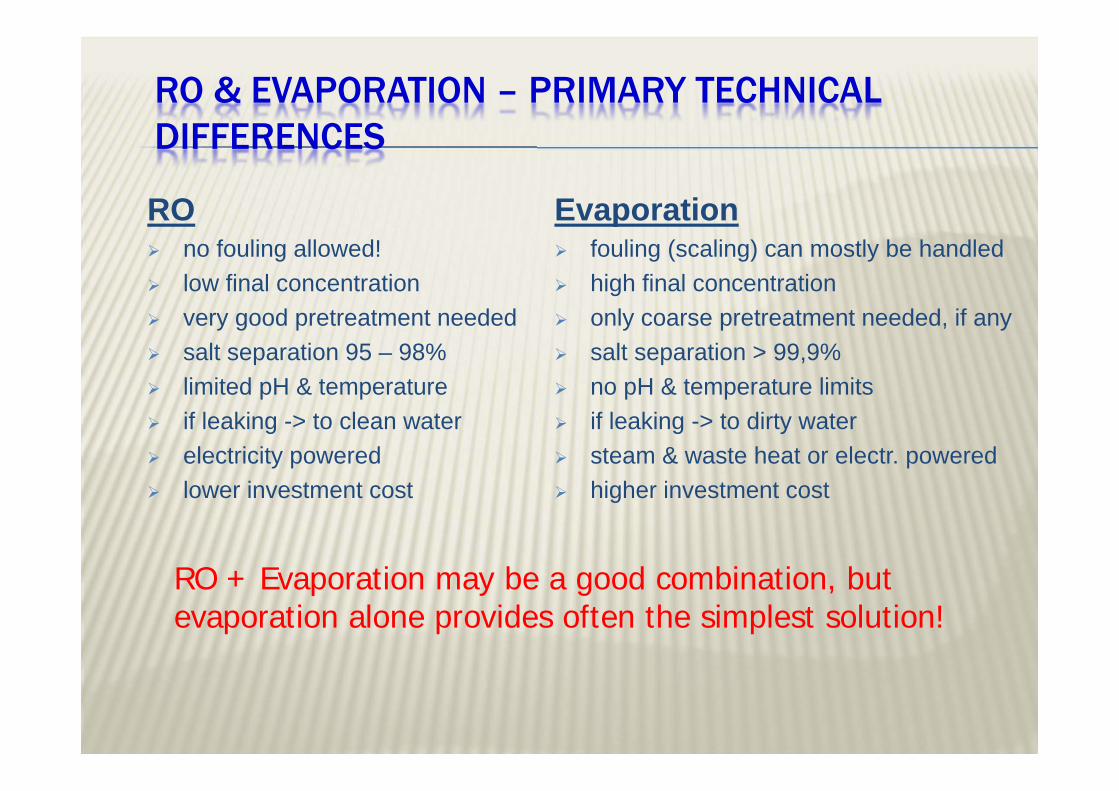
RO & EVAPORATION – PRIMARY TECHNICAL DIFFERENCES
RO no fouling allowed! low final concentration very good pretreatment needed salt separation 95 – 98% limited pH & temperature if leaking -> to clean water electricity powered lower investment cost
Evaporation fouling (scaling) can mostly be handled high final concentration only coarse pretreatment needed, if any salt separation > 99,9% no pH & temperature limits if leaking -> to dirty water steam & waste heat or electr. powered higher investment cost
RO + Evaporation may be a good combination, but evaporation alone provides often the simplest solution!

NEW TECHNOLOGY COST COMPARISON TO CONVENTIONAL EVAPORATION (”LARGE EVAPORATORS”)
Energy consumption (el = 6 Rs/kWh, steam 1 Rs/kg) Rs/m3 clean water
New technology MVR (12 kWh/m3 + 10 kg steam/m3) 82 Conventional MVR (25 kWh/m3 + 20 kg steam/m3) 170 Conventional ME 1 stage (2 kWh/m3 +1100 kg steam/m3) 1112 Conventional ME 4 stage (3 kWh/m3 + 280 kg steam/m3) 298
Relative investment cost Relative Low corrosion (incl. sea water) 0,7 – 0,9 Medium corrosion 0,6 – 0,8 High corrosion (high chloride, acids) 0,4 – 0,5
33

CONCLUSIONS Evaporation in general: Almost only tool for zero discharge systems Evaporation is the most powerful for removal of dissolved
pollutants (salts, organic matter etc.) But costs are high in conventional evaporators MVR reduces operation costs Scaling and fouling may be a problem New Polymeric Film technology: Investment and operation costs are considerably reduced Scaling and fouling problems are more easily managed Recycling of surprisingly dilute effluent streams is becoming
feasible Waste heat or solar can be efficiently utilized (ME)
34

ADDITIONAL INFORMATION
For any queries, pl. call Mr. Chandan Kumar, Email: [email protected]: 9904407783
Arvind Mills Premise.Arvind Envisol LtdNaroda RaodAhmedabad
35

36