Non Destructive Testing Report

of 19
-
Upload
abdul-rahman-hilmi -
Category
Documents
-
view
229 -
download
0
Transcript of Non Destructive Testing Report
-
7/29/2019 Non Destructive Testing Report
1/19
CONSTRUCTION MATERIALS
GROUP PROJECTNON-DESTRUCTIVE TESTING REPORT
Name :
Abdul Rahman Hilmi
Siti Rozanadia Zainudin
Suresh Rao
Student ID :
SCM 010412
SCM 016 - 722
SCM 012 - 898
Course : BEng (Hons) Civil Engineering
Subject Name : Construction Materials
Subject Code : ECV 3223
Lecturer : Ms. Salmaliza
Submission Date : 22 / 02 / 2012
-
7/29/2019 Non Destructive Testing Report
2/19
Pile Integrity Test
Introduction
Integrity of a foundation should be tested after installing the piles to see if the foundation
piles can support the load and transfer it to the piles without any problem, if there is anyproblem can be solved before building the construction. The problems that can affect the
foundation piles are necking, voids, cracks, concrete flush out. Those problems will come
from the way of mixing, ratio problems, quality of the materials and installation. For
installation the piles, the driven piles while installing it needs to be hit causing the pile an
overstressing and maybe it will cause damage or cracks that cant be seen underground. Thus,
a specific test is used to detect the problems by using the pile integrity test.
Pile integrity test is a test that can be tested on the foundation to see either the piles of the
foundation have a defect and cant apply its job or no by detecting the defects based on wave
propagation theory. In this test, a special hand held hammer will be hit on the pile to create a
low strain, impact wave that are compressed then travel down to the pile by a constant wave
speed (same high strain dynamic testing). There is an accelerometer or geophone placed on
top of the pile to measure the impact done by hammer. If there is a significant reflection on
the wave means that a problem detected on the tested pile. And to know where the location of
the problem in the pile is, it can be estimated from the putative wave speed and the size
estimated from the magnitude of the early reflection. This test is also used as a length
determination of the pile constructed on the ground. This test is have several names like sonic
test, low strain dynamic test and low strain integrity test.
Objectives
The main objective in the testing is to provide information about:
a) Physical dimensions of the pileb) Pile continuityc) Consistency of material in the pile
Pile Integrity Test Methodology
Pile Integrity Test is also called Low Strain Dynamic Test which is a test being conducted to
assess the condition of piles and shaft. As opposed to Dynamic Load Test which applies a
heavy mass of drop weight, Pile Integrity Test incorporates a small weight hand-held hammer
as one of the apparatus.
-
7/29/2019 Non Destructive Testing Report
3/19
Figure: Pile Integrity Test Kit
The test is carried out by attaching accelerometer on top of the pile where it is connected to
the collector (test instrument), as the pile head is being tapped by the hammer, a compressive
wave is generated. When the travelling compressive wave encounters any deformation or
change in pile cross section or the concrete quality, it will generate an upward tension wave
which is then observed at the top of the pile. The velocity recorded along with the subsequentreflections from the pile toe or pile discontinuities are graphically displayed by Pile Integrity
Test instrument. Engineers will interpret the visual based on fluctuation of the graph to look
for pattern of significant changes to cross section of the piles. From there, engineers will
determine whether there are no cracks or deformation on the pile and also the quality of
concrete of the pile is at satisfactory level.
Figure: Pile Integrity Test on Bored Pile
-
7/29/2019 Non Destructive Testing Report
4/19
Figure: The graph on the display fluctuates as the pile is tapped by hammer
Figure: Sample of Result of Pile Integrity Test
Apparatus
The test is performed using digital data acquisition equipment called the PIT-Collector. The
equipment shall have the following minimum requirements:
The analog to digital resolution shall be at least 24 bits, The sampling frequency shall be at least 25,000 Hz. Data shall be stored such that additional processing or further wave analysis is
possible.
Data shall be displayed in the field for evaluations of preliminary data quality andinterpretation.
The equipment shall allow attachment of a motion sensing device capable ofmeasuring acceleration, velocity or displacement due to the impact of the pile top with
a hand held hammer.
A hand-held hammer and accelerometer is also require to perform this test.
-
7/29/2019 Non Destructive Testing Report
5/19
Procedures
1. Low strain integrity testing should only be carried out on cast-in-situ piles after 7 daysor more from the data of pile casting unless otherwise approved.
2. The contractor shall ensure that the pile head shall be clean, free from water, laitance,loose concrete, over spilled concrete and blinding concrete and be readily accessiblefor the purpose of testing by the specialist engineer.
3. An area on the pile head is cleaned and the accelerometer (which is connected to thePIT-Collector) is attached onto the pile by an adhesive medium (Vaseline or grease).
4. A hand-held rubber tip hammer is impacted on to the pile top to generate a lowstrain compressive impact wave. The PIT-Collector will graphically display the
velocity records.
5. Testing method depends on the shape of the pile. For square piles, testing point islocated at the middle of the pile where the hammer impact is focused about a quarter
distances away from the accelerometer.
6. For spun piles (piles with hollow section in the middle), testing should be carried outin 3 equally spaced out points where the hammer impact should not be too close to the
accelerometer.
7. For cast-in-place piles or bored piles, testing should be done as in the configurationbelow:
-
7/29/2019 Non Destructive Testing Report
6/19
8. The make-up of a pile should be properly checked to see whether the failing zones liein the joints at the pile or along the pile body.
-
7/29/2019 Non Destructive Testing Report
7/19
Analysis of Test ResultsPile Integrity Test
After raw data in accelerometer is obtained, the acceleration values are integrated to obtain
velocity signals. The velocity signals are then plotted against time. The velocity against time
graph is displayed on reflectogram which is the device connected to the accelerometer.
In general, a sharp deflection on the graph indicates a change in impedance which means
there is a significant change in the pile cross section while a gradual and slower change is due
to the soil. In respect to the reflectogram, an impedance decrease resulting in positive wave
which usually indicates presence of soft toe, while impedance increase resulting in negative
wave indicates hard toe.
Below are typical reflectogram on different pile profile:
Figure: Typical Reflectograms
-
7/29/2019 Non Destructive Testing Report
8/19
Limitations - Pile Integrity Test
There are some limitations to Pile Integrity Test whereby reflection of wave may not be
detected if small and gradual changes to cross section of the pile existed.
The 2 figures shown below explain type of pile defects not detectable in Pile Integrity Testand ones that are detectable.
Figure: Defects Not Detectable in Pile Integrity Test
-
7/29/2019 Non Destructive Testing Report
9/19
Figure: Defects Detectable in Pile Integrity Test
-
7/29/2019 Non Destructive Testing Report
10/19
Ultrasonic Pulse Velocity Test (UPV)
Introduction
This test is done to assess the quality of concrete by ultrasonic pulse velocity method as per
IS: 13311 (Part 1)1992. The underlying principle of this test is the method consists ofmeasuring the time of travel of an ultrasonic pulse passing through the concrete being tested.
Comparatively higher velocity is obtained when concrete quality is good in terms of density,
uniformity, homogeneity etc.
Applicable On: ( Beams, Bridge Decks, Elevated Slabs, Shaft Tops and Walls )
Test For: ( Cracks, Delaminations, Honeycomb, Velocity vs. Strength Correlation with Cores
and Void )
Objectives
Determine the quality and condition of surface and interior concrete in the dry orunderwater.
Locate Honey Combs and Voids in Concrete Locate Cracks in Concrete, Ceramics, Masonry or Stone Determine Fire Damage Extent in Concrete or Masonry Crack Depth Determination Determining Young's Modulus ( with optional Shear Wave Transducers ) Find Hidden Areas of Rotting Woodultrasonic Predict strength of early age concrete
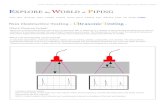
Methodology
The UPV methodology relies on direct arrival of compressional waves, which are generated
by sources with resonant frequencies ranging from 50 to 150 kHz. The highest resonant
frequency sources/receivers are typically used with thinner structural members for higher
resolution and smaller anomaly identification. The test is performed by positioning the
source and receiver on either side of the area, then the source sends a compressional wave
through the region, and the receiver records the full waveform on the other side. The position
of the two transducers can be varied such that direct, semi-direct, and indirect tests can be
performed, which aids in mapping out the volume of the defect. Further tests can be
performed if the user wishes to generate a 3-D rendering of the volume. This is done by
testing many different paths through the medium and then using a tomographic inversion
program to generate a model.
-
7/29/2019 Non Destructive Testing Report
11/19
Method
The instrument has an easy to view display (320 by 240 pixels). The backlit for
daylight use, makes field work easier and faster, since the operator can identify good results
in seconds without the problems related with the sun light reflection on the screen. The
signals can be recorded in the instrument for review on the screen or for transfer to a PC.
Typically, the 54 KHZ transducers are used for concrete testing, the signal wavelength is
about 75mm ( 3 inches ). Finer materials require higher frequencies for optimum resolution.
The basic V-Metercontains a transmitter, a receiver and a very accurate high speed electronic
clock. The transmitter generates an electrical pulse which when applied to a transmitting
transducer, converts the electrical energy into a pulse of ultrasonic mechanical vibration. This
vibration is coupled with the specimen under test by placing the transducer in contact with
the specimen. At another selected point on the specimen another receiving transducer is
coupled by mechanical contact. Each transmitted pulse of energy registers on the high speed
clock.
Conventional UPV testing requires access to two surfaces, preferably two parallel surfaces
such as the top and bottom surfaces of a slab or the inside and outside surfaces of a wall. This
test can be performed, however, using the indirect method which does not require access to
two surfaces. The first energy wave reaching the receiving transducer is converted back to an
electrical signal and turns off the clock. The elapsed time is displayed on the LCD in 0.1
microsecond increments. The unit can also display and store the resulting waveform. This
ensures the operator that a proper acoustic contact has been made with the surface of the
material under test. In defect areas, the compressional wave velocity is slower than in soundareas and signal amplitude is often lower. For structural members containing large, severe
voids, signal transmission may be completely lost. In some defect areas, such as honeycombs,
the compressional wave velocity may be almost the same as in sound areas, but distortion of
the signal (filtering of high frequencies) may be used as an indication of a honeycomb defect.
The standard transducers for the V-Meter are made for a 54 KHz high Q resonant frequency
with a stainless steel housing. The connector is a ninety degrees to the face of the transducer
to facilitate operation and getting proper acoustic contact. A push button and special cable
are added to the reciever in order to store data while taking readings. The data can later be
uploaded to a computer via the software. An adaptor is provided to utilize the reciever with
standard co-axial cable.
The ultrasonic transducers are typically used in one of three configuartions, direct, semi-
direct and indirect mode. Direct is the most sensitive method as the receiving transducer will
receive maximum energy from the transmitted pulse. Since the longitudinal pulses leaving
the transmitter are propagated mainly in the direction normal to the transducer face. The
travel time is affected by the concrete condition along the thickness of the member. Semi-
direct transmission is performed with transducers on adjacent faces. This is the next preferred
method. Finally, In-Direct the least preferred with the transducers on the same face. This
should be used only when it is impossible to have access to two faces of the material undertest. The received amplitude of the method, for the same path length, is only about 2% of that
-
7/29/2019 Non Destructive Testing Report
12/19
received signal when using the direct method. Testing for shear waves can only be
performed with the In-Direct method, with both transducers on the same face as the specimen
under test.
Apparatus
The apparatus for ultrasonic pulse velocity measurement shall consist of the following;
1. Electrical pulse generator.2. Transducerone pair3. Amplifier.4. Electronic timing device.
Procedures
Procedure to determine strength of hardened concrete by Ultrasonic Pulse Velocity.
i) Preparing for use: Before switching on the V meter, the transducers should be connected
to the sockets marked TRAN and REC.The V meter may be operated with either:
a)the internal battery,
b) an external battery or
c) the A.C line.
ii) Set reference: A reference bar is provided to check the instrument zero. The pulse time for
the bar is engraved on it. Apply a smear of grease to the transducer faces before placing it on
the opposite ends of thebar. Adjust the SET REF control until the reference bar transit time
is obtained on the instrument read-out.
iii) Range selection: For maximum accuracy, it is recommended that the 0.1 microsecond
range be selected for path length upto 400mm.
iv) Pulse velocity: Having determined the most suitable test points on the material to be
tested, make careful measurement of the path length L. Apply couplant to the surfaces of
the transducers and press it hard onto the surface of the material. Do not move the transducers
while a reading is being taken, as this can generate noise signals and errors in measurements.Continue holding the transducers onto the surface of the material until a consistent reading
appears on the display, which is the time in microsecond for the ultrasonic pulse to travel the
distance L. The mean value of the display readings should be taken when the units digit
hunts between two values.
Pulse velocity=(Path length/Travel time)
v) Separation of transducer leads: It is advisable to prevent the two transducer leads from
coming into close contact with each other when the transit time measurements are being
taken. If this is not done, the receiver lead might pick-up unwanted signals from thetransmitter lead and this would result in an incorrect display of the transit time.
-
7/29/2019 Non Destructive Testing Report
13/19
Interpretation of Results
The quality of concrete in terms of uniformity, incidence or absence of internal flaws, cracks
and segregation, etc, indicative of the level of workmanship employed, can thus be assessed
using the guidelines given below, which have been evolved for characterizing the quality of
concrete in structures in terms of the ultrasonic pulse velocity.
-
7/29/2019 Non Destructive Testing Report
14/19
-
7/29/2019 Non Destructive Testing Report
15/19
-
7/29/2019 Non Destructive Testing Report
16/19
Dye Penetrant Inspection (DPI)
Dye penetrant inspection (DPI) can also be referred as liquid penetrant inspection (LPI), is a
method vastly used and the most cost efficient method to locate surface-breaking defects in
all non-porous materials. The penetrant may be applied to all non-ferrous materials and
ferrous materials; although for ferrous components magnetic-particle inspection is often used
instead for its subsurface detection capability. LPI is used to detect casting, forging and
welding surface defects such as hairline cracks, surface porosity, leaks in new products, and
fatigue cracks on in-service components.
Materials used
Basic materials needed for a simple dye penetration test are;3 aerosol spray cans, some lint
free cloths, and adequate visible light(UV).
Penetrants are classified into sensitivity levels.
Visible penetrants are normally seen red in colour, they represent the lowest sensitivity. The
smaller defects can be identify wen the emit brilliant yellow-green colour. The fluorescent
penetrants are done in darkened environment. The dye contains two or more colours which
will unleash themselves when the ultraviolet (UV) shown to them.
Factors affecting the test
When selecting a sensitivity level one must consider many factors, including the environment
under which the test will be performed, the surface finish of the specimen, and the size ofdefects sought. One must also assure that the test chemicals are compatible with the sample
so that the examination will not cause permanent staining, or degradation. This technique can
be quite portable, because in its simplest form the inspection requires only 3 aerosol spray
cans, some lint free cloths, and adequate visible light. Stationary systems with dedicated
application, wash, and development stations, are more costly and complicated, but result in
better sensitivity and higher samples through-put.
http://en.wikipedia.org/wiki/Porosityhttp://en.wikipedia.org/wiki/Magnetic-particle_inspectionhttp://en.wikipedia.org/wiki/Porosityhttp://en.wikipedia.org/wiki/Fatigue_crackhttp://en.wikipedia.org/wiki/Fatigue_crackhttp://en.wikipedia.org/wiki/Porosityhttp://en.wikipedia.org/wiki/Magnetic-particle_inspectionhttp://en.wikipedia.org/wiki/Porosity -
7/29/2019 Non Destructive Testing Report
17/19
Below are the main steps of Liquid Penetrant Inspection:
1. Pre-cleaning:
The test surface is cleaned to remove any dirt, paint, oil, grease or any loose scale that could
either keep penetrant out of a defect, or cause irrelevant or false indications. The cleaning
methods may include solvents, alkaline cleaning steps, vapor degreasing, or media blasting.
The main idea is we need a clean surface where any defects present are open to the surface,
dry, and free of contamination.
2. Application of Penetrant:
The penetrant is then applied to the surface of the item being tested. The penetrant is given a
"dwell time" to soak into any flaws (generally 5 to 30 minutes). The dwell time depends on
the penetrant which is used, material being tested and the size of each flaws. As we know the
smaller flaws will need a longer penetration time.
3. Excess Penetrant Removal:
The excess penetrant should be removed from the surface. The removal method is determined
by the type of penetrant used. Water-washable, solvent-removable, lipophilicpost-
emulsifiable, orhydrophilicpost-emulsifiable are the common penetrant
removals. Emulsifiers represent the highest sensitivity level, and chemically interact with the
oily penetrant to make it removable with a water spray. When using solvent remover and lint-
free cloth it is important to not spray the solvent on the test surface directly, because this canremove the penetrant from the flaws. If excess penetrant is not properly removed, once the
developer is applied, it may leave a background in the developed area that can mask
indications or defects. In addition, this may also produce false indications severely to your
ability to do a proper inspection.
4. Application of Developer:
After excess penetrant has been removed, a white developer is applied to the sample. Several
developer types are available, including: non-aqueous wet developer, dry powder, water
suspendable, and water soluble. Choice of developer is detemined by penetrants
compatibility and by inspection conditions. When using non-aqueous wet developer
(NAWD) or dry powder, the sample must be dried prior to application, while soluble and
suspendable developers are applied with the part still wet from the previous step. NAWD is
commercially available in aerosol spray cans, and may employ acetone, isopropyl alcohol, or
a propellant that is a combination of the two. Developer should form a semi-transparent, even
coating on the surface.
The developer draws penetrant from defects out onto the surface to form a visible indication,
commonly known as bleed-out. Any areas that bleed-out can indicate the location, orientation
http://en.wikipedia.org/wiki/Solventhttp://en.wikipedia.org/wiki/Vapor_degreasinghttp://en.wikipedia.org/wiki/Lipophilicityhttp://en.wikipedia.org/wiki/Hydrophilicityhttp://en.wikipedia.org/wiki/Emulsifierhttp://en.wikipedia.org/w/index.php?title=Non-aqueous_wet_developer&action=edit&redlink=1http://en.wikipedia.org/wiki/Acetonehttp://en.wikipedia.org/wiki/Isopropyl_alcoholhttp://en.wikipedia.org/wiki/Isopropyl_alcoholhttp://en.wikipedia.org/wiki/Acetonehttp://en.wikipedia.org/w/index.php?title=Non-aqueous_wet_developer&action=edit&redlink=1http://en.wikipedia.org/wiki/Emulsifierhttp://en.wikipedia.org/wiki/Hydrophilicityhttp://en.wikipedia.org/wiki/Lipophilicityhttp://en.wikipedia.org/wiki/Vapor_degreasinghttp://en.wikipedia.org/wiki/Solvent -
7/29/2019 Non Destructive Testing Report
18/19
and possible types of defects on the surface. Interpreting the results and characterizing defects
from the indications found may require some training and/or experience.
5. Inspection:
The inspector will use visible light with adequate intensity (100 foot-candles or 1100 lux is
typical) for visible dye penetrant. Ultraviolet (UV-A) radiation of adequate intensity (1,000
micro-watts per centimetre squared is common), along with low ambient light levels (less
than 2 foot-candles) for fluorescent penetrant examinations. Inspection of the test surface
should take place after a 10 minute development time. This time delay allows the blotting
action to occur. The inspector may observe the sample for indication formation when using
visible dye. It is also good practice to observe indications as they form because the
characteristics of the bleed out are a significant part of interpretation characterization of
flaws.
6. Post Cleaning:
The test surface is often cleaned after inspection and recording of defects, especially if post-
inspection coating processes are scheduled.
Aerosol Cans
Dye penetration steps
http://en.wikipedia.org/wiki/Foot-candleshttp://en.wikipedia.org/wiki/Luxhttp://en.wikipedia.org/wiki/Luxhttp://en.wikipedia.org/wiki/Foot-candles -
7/29/2019 Non Destructive Testing Report
19/19
Conclusion
Nondestructive testing is a form of materials testing used when the materials being examined
cannot be destroyed in the process of testing. This type of testing is used when permanently
changing the material during testing is not an option for any number of reasons from safety to
expense. In some cases, it may reveal the need for more thorough testing methods, some of
which could cause permanent alteration or damage. Turning to nondestructive testing first
can save money and increase efficiency on a project.
People can also use techniques like covering something in a penetrant and then imaging it. If
the material is sound, the penetrant will lie on the surface. If there are cracks, holes, and other
issues, it can seep inside, spreading through the material. This will not endanger the
substance, and the penetrant can be easily removed after testing. Nondestructive testing also
includes standard activities like weighing and measuring the material, collecting information
about how light refracts off it, and using chemical sniffing to learn more about its
composition.