WELD DESTRUCTIVE AND TESTING NON-DESTRUCTIVEzulkepli/lecture_slides/penyambungan/... ·...
13
WELD WELD TESTING TESTING DESTRUCTIVE AND NON-DESTRUCTIVE DESTRUCTIVE TESTING These can be divided into two parts, Tests capable of being performed in the workshop. Laboratory tests. microscopic- macroscopic , chemical and corrosive. REASONS Defects occur during welding which affect the quality and hardness of the plate Other defects occur through lack of knowledge of and skill of the welder For the training of welders
Transcript of WELD DESTRUCTIVE AND TESTING NON-DESTRUCTIVEzulkepli/lecture_slides/penyambungan/... ·...

WELDWELDTESTINGTESTING
DESTRUCTIVE AND
NON-DESTRUCTIVE
DESTRUCTIVE TESTING These can be
divided into two parts,Tests capable of
being performed in the workshop.Laboratory tests.
microscopic-macroscopic , chemical and corrosive.
REASONS
Defects occur during welding which affect the quality and hardness of the plateOther defects occur through lack of knowledge of and skill of the welderFor the training of welders
WORKSHOP TESTS
TENSILE BENDING
IMPACT HARDNES
FATIGUE CRACKING
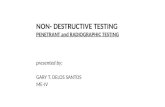
TENSILE
Material is sectioned and edges rounded of to prevent cracking.
Punch marks are made to see elongation.
TENSILE BEND TESTING
ShowsPhysical condition of the weldDetermine welds efficiency
• Tensile strength• Ductility• Fusion and penetration

BEND TEST
Bend through 180O
the specimen should be a minimum of 30mm wideThe fulcrums diameter is 3x thickness of the plateThe bottom rollers have a distance of the diameter of the former + 2.2 times the thickness of the plateUpper and lower surfaces ground or filed flat and edges rounded off.the tests should be one against the root -another against the face ,and in some cases a side bend.
Root bend
FACE BEND

IMPACT
CHARPY AND IZODGives the toughness and shock loading of the material and weld at varying temperatures with a notch such as under cut The measurement is the energy required to to break a specimen with a given notch2mm depth at a 45
obevel or a “U” notch.
TEST MACHINE
CHARPY

IZODANY QUESTIONS
HARDNESS TESTS.
This gives the metals ability to show resistance to indentation which show it’s resistance to wear and abrasion.The tests are
BrinellRockwellVickers diamond pyramidScleroscope
VICKERS HARDNES

FATIGUE
the testing of Material that is subject to fluctuating loadsHAIGH Electro magnetic tester.W’O’HLER Uses rotating chuck with weight
CRACKING
REEVES Test study the hardening and cracking of welds.The compatibility of electrodes for the metal being joined.

CRACKING
Three Sides Are Welded With Known Compatible Electrodes.The front edge is welded with the test electrode.if incompatible it will crack.
MICROSCOPIC
Used to determine the actual structure of the weld and parent metalUp to 50,000 times magnification with an electron beam microscopePolishing must be of a very high standard
MACROSCOPIC
Examined using a magnifying glass .magnification from 2 to 20 time.it will show up slag entrapment or cracks .polishing not as high as micro.
ETCHING REAGENTS
These are acids used to show up different structures in metalsFor steels the most common is “1-2 % nitric acid in distilled water or alcohol.Aluminum uses a solution of 10-20%caustic soda in water

HAVE YOU ANY
QUESTIONS NON-DESTRUCTIVE TESTING
VISUAL
While welding The rate the electrode meltsThe way the weld metal flowsSound of the arcThe light given of
After weldingUnder cut Lack of root fusionAny pin holes from gas or slagAmount of spatterDimensions of weld

DYE PENETRANTS
These are an aid to visual inspection
Will only find surface defects
Use correct type
DYE PENETRANTS
DYE PENETRANTS
TypesRed Flouresant
CAUTIONOil basedWater washable
DETECTION

MAGNETIC PARTICLE
Mainly for surface defectsSome sub surface defects can be foundOnly ferrous metal
ACOUSTICS
Striking with a rounded object
Ringing tone if no defect
Tone changes when object is cracked
APPLICATION OF A LOAD
Used to test pressure vesselsPipe lines The item for testing is filled with water or oil it is then pressurised using a pumpA safety valve is set 1.5 to 2 times below the working pressure.

PRESSURE TESTRADIOGRAPHIC
X-RAYGAMMA RAYElectro magnetic
radiation of short duration
Both of these methods are a danger to health
X- RAY

X-RAY VIEWER
Pictures taken are viewed as negatives
will only give flat image not in three dimensional
darkened area must be used for viewing
ULTRASONIC TESTING
This uses high pitched sound
The sound will not pass through an air gap so bounces back and is picked up on a receiver
The reader is a oscilloscope
ULTRA SONIC

THIS IS THE END OF THE LESSON
ARE THERE ANY QUESTIONS