NICO COBALT-GOLD-BISMUTH-COPPER PROJECT Technical Scoping ...

NIckel copper aNd coBalt coaleSceNce IN copper clIffcoNverter Slag
a Wolf ab and aM Mitrašinović b
a Freeport-McMoRan Copper amp Gold Inc Phoenix USAb University of Toronto Materials Science and Engineering department Toronto Canada
(Received 23 August 2015 accepted 23 July 2016)Abstract
The aim of this investigation is to assess the effect of various additives on coalescence of nickel copper and cobalt fromslags generated during nickel extraction The analyzed fluxes were silica and lime while examined reductants were pig ironferrosilicon and copper-silicon compound Slag was settled at the different holding temperatures for various times inconditions that simulated the industrial environment The newly formed matte and slag were characterized by theirchemical composition and morphology Silica flux generated higher partition coefficients for nickel and copper than theaddition of lime Additives used as reducing agents had higher valuable metal recovery rates and corresponding partitioncoefficients than fluxes Microstructural studies showed that slag formed after adding reductants consisted of primarilyfayalite with some minute traces of magnetite as the secondary phase Addition of 5 wt of pig iron ferrosilicon andcopper-silicon alloys favored the formation of a metallized matte which increased Cu Ni and Co recoveries Addition ofcopper-silicon alloys with low silicon content was efficient in copper recovery but coalescence of the other metals was lowSlag treated with the ferrosilicon facilitated the highest cobalt recovery while copper-silicon alloys with silicon contentabove 10 wt resulted in high coalescence of nickel and copper 87 and 72 respectively
Keywords Matte converter slag settling coalescence nickel
Corresponding author alexmitrasinovicutorontoca
Journal of Mining and Metal lurgySection B Metal lurgy
DOI102298JMMB150823024W
1 Introduction
Valersquos the Copper Cliff smelter is one of thelargest in the world and extracts nickel copper cobaltand precious metals from a concentrate that isapproximately equal parts nickel and copper and anickel-to-cobalt ratio of about 30 Sudbury basindeposits are gaining more interest since nickel andcopper containing minerals are accompanied withminor amounts of silver gold and platinum groupmetals [1-2] Valersquos Copper Cliff operation extractsnickel from a combination of pentlandite ((FeNi)9S8)and variable amounts of chalcopyrite (CuFeS2)pyrrhotite (Fe7S8) andor pyrite (FeS2) and violarite(Ni2FeS4) [3-5] Similarly to other pyrometallurgicalextraction processes [6] it is technically difficult toproduce high-grade nickel concentrate without loss ofnickel due to the intergrowth of the various sulphideminerals and the presence of dissolved nickel in thepyrrhotite crystal lattice Therefore a bulkconcentrate of about 20 wt CuNiCo is treated in twostages flash smelting and converting [7-8]
During flash smelting a 20 wt CuNiCoconcentrate is fed in to an INCO flash furnace and isblown with oxygen burners located on opposite endwalls of the vessel Silica is added as a flux to ensure
immiscibility of nickel sulphide rich matte and ironoxide based slag Once the target matte level isreached the matte is tapped and sent to converters Asegment of Valersquos Copper Cliff Smelter flowsheet isgiven in Figure 1
The matte generated during flash smelting is ahomogeneous mixture of nickel copper cobalt ironand sulphur Removal of the remaining iron andsulphur is accomplished by the use of Peirce-Smithconverters Charging of the converter occurs whenmatte is poured into the vessel through an opening inthe top The molten matte is blown with oxygen-enriched air Sulphur to remove the remaining iron andsulphur in the following generalized reaction
2FeS + 3O2 + SiO2 = 2FeOSiO2 + 2SO2 (1)The iron oxide forms a slag phase that floats above
the newly formed matte phase of low iron content (05wt-25 wt) Due to high oxygen pressure and thelower temperature required to eliminate residual ironfrom the matte a large amount of matte remainsentrained in the slag phase Since the output of aconverter is nearly directly proportional to the amountof oxygen blown through the charge oxygenenrichment is a natural choice for use in converterpractices The oxygen enrichment not only increases
J Min Metall Sect B-Metall 52 (2) B (2016) 143 - 150
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150
the conversion rate but also allows for addition of coldcharge which allows for the recovery of nickel andcobalt from various solids formed in the smelter Thiscold charge prevents temperature rise that woulderode the refractory lining of the converter [10] Atypical chemical composition and operationalparameters of smelting process is summarized inTable 1
This study follows an experimental processdeveloped by Wolf and Utigard [12] for converter slagsettling The effect of various industrial andprospective reductants andor flux additions oncoalescence of valuable metals entrained in converterslag is investigated and compared with settling testswith no reductantflux addition The matte recoveryrate for different additions is reported The matte andslag produced during the tests are characterized withoptical and scanning electron microscopy todetermine the composition and phases presentFinally X-ray diffraction is used to analyze selectedslags to determine the compounds present in the slag
11 Factors affecting metals loss during smeltingand converting
For slags formed during the smelting orconverting steps the amount of metal loss is
proportional to the matte grade ie as the matte gradeincreases the amount of metal lost also increasesThese metal losses are either dissolved as oxides orare present as physically entrapped matte prillsDissolved metal losses are related to sulphide andoxygen activities and the matte grade During flashsmelting a combination of a low matte grade and lowoxygen potential causes the dominant metal losses tobe sulphides [8] During converting the matte grade ishigh with increased activities of nickel and coppersulphides and decreasing activity of FeS The firstcause of the matte losses is the increased sulphideactivity that drives the system to form more metaloxides that further dissolve into the slag according togeneral chemical reaction
NiS + FeO = FeS + NiO (2)Another cause for the matte losses occur when the
matte particles are carried up by the gaseous bubblesthat form during this converting process [13]Presence of gas bubbles at the matte-slag interface isan important factor affecting mattersquos settling rate dueto the limited residence time that causes mattedroplets to not settle through the slag layer
A third significant cause for the matte losses are
144
Table 1 A typical matte and slag chemical compositionsand operational parameters for Copper Cliffsmelting process [11]
Figure 1 Bulk smelting segment of Valersquos Copper CliffSmelter Flowsheet [9]
Smelting Converting
(INCO Flash Furnace) (Peirce-SmithConverter)
Matte (td) Bessemer MatteNiCuCo () 475 NiCuCo () 773
NiCu wt Ratio 091 NiCu wt Ratio 082NiCo wt Ratio 346 NiCo wt Ratio 789
Fe () 244 Fe () 052S () 259 S () 21-22
Matte TappingTemperature (ordmC) 1210 Pouring
Temperature (ordmC) 1020
Slag (td) SlagSiO2() 364 SiO2() 26
Total Fe () 43 Total Fe () 51FeO() 442 FeO() 442
Fe3O4 () 12 Fe3O4 () 23MgO () 1
Slag SkimmingTemperature (ordmC) 1280 Skimming
Temperature (ordmC) 1225
(Ni)Matte(Ni)Slag 50(Cu)Matte(Cu)Slag 53(Co)Matte(Co)Slag 32
low temperature zones in the converter bath Thesolubility of matte decreases with temperature andthis leads to the precipitation of matte particles fromthe slag [14]
Considering the large amount of slag producedduring nickel smelting a significant fraction of nickelcopper and cobalt are contained in slags Inpyrometallurgical lsquoslag cleaningrsquo two concurringphenomenon contribute in to coalescence andsubsequent valuable metals recovering from slagnamely physical settling of matte particles andchemical reduction of dissolved metals The primaryreducing agents used in this process are coke coalpig iron or other carbon-containing materials as wellas ferrosilicon The reductant addition will reducemetal oxides into either metallic or sulphide formswhile at the same time reduce solid magnetite toliquid FeO which decreases slag viscosity andimproves settling rate [15] It is also common practiceto add sulphide concentrate pyrrhotite or pyrite to theprocess This addition of sulphur will favor thetransformation of nickel copper and cobalt oxidesinto sulphides and at the same time will lower themelting temperature of the matte to less than 1300 ordmCfrom the 1400 ordmC of the nickel iron alloys [8-9 16]
2 experimental
Converter slag samples from Vale are periodicallyreceived in approximately one kilogram batches 400g samples were taken from the respective batch Eachof the slag samples were poured into a cylindricalalumina crucible (17 cm high x 38 cm inner diameter)and placed inside a 30 cm times 40 cm times 36 cm chamberof the Lindberg 12500 W electric furnace and heatedto the set temperature Flux and reductant additionsranging from 1 wt to 20 wt were measured outand then combined with the correct amount ofconverter slag while maintaining the 400-gram oftotal weight Once the slag and additives werecombined the ingredients were mixed vigorously andloaded into the furnace Silica and lime were chosenas fluxes while reductants were chosen based on aprevious work reported by Wolf and Mitrašinović [17]where various factors were taken in considerationsuch as density melting temperature relative toconverter slag ability to reduce molten FeO to moltenmetallic iron availability and cost Major componentsof converter slag are FeO and SiO2 that are forming afayalite type slag (2FeOndashSiO2) with a meltingtemperature close to its congruent point and thereforeoperational temperature could be further reducedbelow 1200oC The pseudo-binary system of the FeO-SiO2 system is given in Figure 2 Flux and reductantadditions together were also tested to observe howtheir combination would affect metal recovery Asummary of all tests is shown in Table 2
After settling tests were complete the settled mattewas separated from the slag The separation wasachieved by first chipping away the alumina cruciblewith a chisel and hammer second the matte and slagphases were separated by a combination ofhammering and wedging the interface apart with aflathead screwdriver Once the matte and slag phaseswere disjoined samples of each phase were sent toVale Technical Services Limited (VTSL) forchemical assaying
3 results
Copper Cliff slag comprises of magnetiteembedded in fayalite matrix While the slagrsquosmicrostructure is consistent physical appearance varyfrom smooth surface to some very porous particlesResidues of converter matte that are found in slagvary in size from 1mm round shape to very fine 5 micromthick elongated matte prills Figure 3 shows amicrograph of the matte and slag after one hourtreatment at 1300oC without additive addition Thematte consist of Cu-S phase (Fig3 region 2)embedded in Ni-S matrix (Fig 3 region 1) The EDSexamines showed that the region 2 in Fig 3 is Cu2S-FeS while region 1 corresponds to Ni3S2-FeS phaseIn previous work it was found that Lamella-likestructures in matte is more pronounced for shortedsettling times [20]
The amount of matte slag and crust produced aftertesting and the normalized chemical assays of nickelcopper cobalt iron sulphur and oxygen is given inTable 3 Settling trials (Tests 1-3 Table 3) conductedon converter slag without flux or reductant indicatedsatisfactory tests repeatability Settling at 1300oC atone hour recovered about 60 of all copper 50 ofall nickel and about 6 of all cobalt while keepingiron recovery at 03 and sulphur recovery at about10
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 145
Figure 2 Pseudo-binary phase diagram of the slagdepicted as FeO-SiO2 system [18]
31 Effect of silica and lime fluxes
The matte yield and partition coefficients ofnickel copper cobalt iron and sulphur from each testis summarized in Table 4 Partition coefficients werecalculated based on the matte assays obtained byVTSL No data is available for the tests in which achemical assay was not conducted When comparingtests with added silica to the converter slag (Tests 10-14) to those of without flux (Tests 1-3) the recoveriesand partition coefficient of nickel copper and cobaltare higher while the iron and sulphur transition isunchanged for tests with silica addition
It is known that additions of up to 20wt lime toconverter slag will lower the melting temperaturefrom about 1200ordmC to less than 1100 ordmC However theaddition of 20wt lime resulted in no mattecollection in fact the matte particles were simplyobserved to descend to the bottom portion of thecrucible but as independent prills as seen in cross-section macrograph in Figure 4 It was also shown thata 5wt addition of lime to converter slag prior tosettling would lower both metal recoveries and
partition coefficients relative to settling with noadditions For this reason no further investigation wascarried out on the additions of lime to converter slag
32 Carbon containing reductants
Employing pig iron as reductant (Tests 19-25)revealed two conclusions a) tests with pig iron settlesless matte than settling without additives and b) therecovery of nickel and cobalt increases while thecopper and sulphur recoveries decreases Comparingthe results for pig iron (Tests 19-25) with the settlingwithout additives (Tests 1-3) it is clear that coalescingis greater for nickel copper and cobalt whileunchanged for iron and lower for sulphur Thisindicates the matte recovered from the addition of5wt pig iron to converter slag is of a higher gradethan of matte recovered settling without additivesFurthermore an addition of 25wt pig iron settledonly about half the matte than settling withoutadditives and hence had lower recovery while testswith 75wt pig iron addition did not produce anycoalescing as the matte formed metallic layers that
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 146
Table 2 Summary of conducted trials showing additive (flux or reductant) used and the total mass of the sample beforemelting All settling tests were performed at 1300oC for 1 hour
Test Flux Reductant Notes
No additive1 None None Reference samples2 None None amp3 None None Repeatability tests
70wtCu 4 None 5wt Cu30Si First settling test with Cu30Si30wtSi 5 None 5wt Cu30Si Re-test for statistical accuracy
6 3wt SiO2 5wt Cu30Si Reductant and FeSiO2 =27 3wt SiO2 5wt Cu30Si Re-test for statistical accuracy
90wtCu 8 None 5wt Cu10Si First settling test with Cu10Si10wtSi 9 3wt SiO2 5wt Cu10Si Reductant and FeSiO2 =2
SiO2
10 3wt SiO2 None Test with FeSiO2 = 2 111 7wt SiO2 None Test with FeSiO2 = 17512 12wt SiO2 None Test with FeSiO2 = 1513 3wt SiO2 None Test with FeSiO2 = 2 214 3wt SiO2 None Test with FeSiO2 = 2 3
CaO
15 1wt CaO None Lime content of 1 wt16 2wt CaO None Lime content of 2 wt17 5wt CaO None Lime content of 5 wt18 20wt CaO None Industrial level content added
Pig Iron
19 3wt SiO2 25wt Pig Iron First pig iron test - 25wt20 3wt SiO2 5wt Pig Iron First pig iron test - 5wt21 3wt SiO2 75wt Pig Iron First pig iron test - 75wt22 3wt SiO2 5wt Pig Iron Re-test for statistical accuracy23 3wt SiO2 5wt Pig Iron Re-test for statistical accuracy24 None 5wt Pig Iron Pig iron without excess silica25 None 5wt Pig Iron Re-test for statistical accuracy
85wtFe 26 None 5wt Fe15Si Ferrosilicon test 115wtSi 27 None 5wt Fe15Si Ferrosilicon test 2
28 None 5wt Fe15Si Ferrosilicon test 3FeS 29 3wt SiO2 5wt FeS
Coke 30 None 5wt Coke First coke test31 3wt SiO2 5wt Coke Coke and FeSiO2 = 2
were intertwined within the slag at the bottom portionof the crucible
Using 5 wt coke as reductant did not produceany matte Instead two distinct slag regions werefound inside the crucible The upper half of the
crucible was a hard porous slag that contained small(lt 1 mm) metallic prills While the bottom half of thecrucible was virtually identical to the slags thatformed in all other tests These two phases arepresented in Figure 5
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 147
Table 3 Normalized chemical assays of copper nickel cobalt iron sulphur and oxygen for matte and slag formed after onehour treatment at 1300oC
Figure 3 Characteristic components of matte and slag after one hour treatment at 1300 oC without additive addition1)Ni3S2-FeS 2) Cu2S-FeS 3) Ag particle 4) FeO 5) FeO-SiO2 and 6) entrained matte prill
Test Matte Assay wt Slag Assay wtCu Ni Co Fe S O Cu Ni Co Fe S O
No additive1 338 252 081 138 218 346 113 129 057 543 123 2872 317 259 079 146 221 376 - - - - - -3 32 255 079 144 225 362 - - - - - -
70wtCu30wtSi
4 546 197 139 89 142 068 069 025 045 533 083 305 569 202 209 107 89 055 134 032 042 54 107 2826 58 181 177 94 12 031 095 027 045 521 08 2997 583 202 172 79 105 068 111 032 049 525 08 298
90wtCu10wtSi
8 707 117 021 18 146 047 - - - - - -9 716 127 018 17 127 071 - - - - - -
SiO2
10 332 254 079 134 23 31 08 102 054 524 082 3111 - - - - - - - - - - - -12 - - - - - - - - - - - -13 372 241 07 118 234 201 069 092 053 529 067 30314 369 26 064 11 225 21 08 107 053 534 056 308
CaO
15 - - - - - - - - - - - -16 - - - - - - - - - - - -17 309 253 096 154 219 405 168 182 054 526 156 30318 - - - - - - 133 128 047 481 117 282
Pig Iron
19 327 293 097 121 221 23 056 051 048 506 077 33620 272 32 342 241 121 057 078 038 038 546 132 28621 - - - - - - 119 02 025 537 16 29222 277 361 296 189 13 061 061 035 041 518 097 32323 255 377 365 223 99 042 053 016 039 552 111 2924 27 392 357 194 97 056 135 049 061 778 182 0525 237 419 412 218 75 03 074 031 042 572 126 271
85wtFe15wtSi
26 223 367 558 314 32 032 129 041 036 548 151 28727 217 357 576 328 27 072 079 014 032 554 135 28528 211 359 586 341 21 04 102 026 032 556 151 275
FeS 29 226 194 134 272 245 376 - - - - - -
Coke 30 - - - - - - 07 02 033 539 14 29331 246 276 419 32 105 055 059 005 026 52 145 299
33 Si alloys reductants
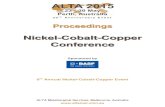
The addition of 5 wt 90wtCu-10wtSimaintained copper recovery in the same range assettling without additives but decreased coalescing ofboth nickel and cobalt significantly Figure 6 shows anEDS analysis of matte formed during a 5 wt70wtCu-30wtSi addition (Test4-7) The additionof 5 wt 70wtCu-30wtSi alloy increased therecoveries and partition coefficients of nickel andcobalt while at the same time lowered the sulphurrecovery and kept the iron and copper recovery in thesame range as settling without additives
It is possible to increase the recoveries of nickeland cobalt while at the same time lowering copperiron and sulphur recoveries by the addition of 5 wtferrosilicon to converter slag (Tests 26-28 Tables 3and 4) Examining the high partition coefficients ofnickel and cobalt and low sulphur partitioncoefficients indicates that ferrosilicon is an effectivereducing agent Unfortunately the partition forcopper decreases in the ferrosilicon tests and the ironpartition doubles indicating lower matte grade Theupmost partition coefficients for the four examinedmetals elements are around 80 for copper 80 fornickel five for cobalt and 02 for iron
4 discussion
Slags originated from nonferrous metals extractionprocesses impose a great environment attentive Indeveloped countries strict regulations already forcelarge nickel and copper producers to employ separatecleaning processes for slags with high heavy metalscontent Therefore with the goal to achieve less thanone percent of heavy metals in disposed slags withlower process disruptions [19] a better understanding ofthermodynamic and kinetic parameters of settlingprocess should be done and research on thedevelopment of new additives (reductants andor fluxes)[20 21]
A better understanding of the assimilationmechanism of new additives is key factor allowingfurther advancements in process efficiencies The fasteran additive can dissolve into solution the processcapacity increases and the chances for losses are lowerTherefore the most favorable path of the additiveassimilation is its melting followed by simultaneousexothermic reaction and assimilation process Typicalindustrial additives are ferrocarbon alloys such as pigiron This type of additive has a melting point abovetemperature of the liquid bath and does not exhibit anyexothermic chemical reaction The assimilationmechanism for ferrocarbon is defined by the formationof the solid layer of slag around the additive thatsubsequently has to melt and thereafter ferrocarbon
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 148
Figure 4 Cross-sectioned crucible with the converter slagsample after adding 20 wt lime and settling at1300 oC for one hour
Figure 5Upper and lower part of converter slag afteraddition of 5 wt coke and treatment at 1300 oCfor one hour
dissolves into the slag Acquired results confirmed thatcopper-silicon reductants significantly improvedvaluable metals coalescence from Copper Cliffconverter slag because its melting point is below thetemperature required in the extraction process and theexistence of exothermic chemical reactions [22] Hencethe assimilation mechanism of the copper-siliconadditive is defined by concurrent melting andexothermic chemical reaction which furthersignificantly ease maintaining the operating temperatureinside the converter [17 22]
An interesting result could be obtained by addingreductants and fluxes in combination with one anotherwhere exothermic and micro exothermic effects ofselected reductants can add up on the increasedcoalescence of nickel copper cobalt and otherprecious metals
5 conclusion
An investigation on the coalescence of nickelcopper and cobalt in fayalite slag was conducted in
order to understand the behaviors of these metals andhow the addition of selected reductants andor fluxeswill affect the metal recovery from Copper Cliffconverter slag Silica was added to converter slag tolower the FeSiO2 ratio of the slag from 23 to 2 Suchadditions were found to lower the recoveries of nickelcopper and cobalt but increase the partition coefficientsof copper and nickel as compared to settling with noadditions It can be concluded that silica additions willrecover a higher grade matte when compared to thematte recovered from tests with no additionsReductants that slightly increased metal recovery were90 wtCu-10wtSi FeS and coke For 90wtCu-10wtSi there was an insufficient amount of silicon toreduce the converter slag coke was too light and onlyreduced the upper portion of the slag Nickel copperand cobalt recoveries and partition coefficients wereincreased if 5 wt each of pig iron ferrosilicon (15wt Si) and 70wtCu-30wtSi were addedindividually to converter slag prior to melting Each ofthese three reductants favored the formation of a highlymetallized matte After comparing the nickel copper
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 149
Table 4 Summary of all tests done showing used additive and the weight of the collected matte and slag with partitioncoefficients for copper nickel cobalt iron and sulphur after coalescing for one hour at 1300 oC
Mass (g) PartitionsTest Flux Reductant Matte Slag Crust Cu Ni Co Fe S
No additive1 None None 171 3783 0 30 20 1 03 182 None None 157 3739 0 - - - - -3 None None 188 3902 0 - - - - -
70wtCu30wtSi
4 None 5wt Cu30Si 365 3599 0 79 80 3 02 175 None 5wt Cu30Si 292 3558 156 43 63 5 02 86 3wt SiO2 5wt Cu30Si 285 3558 164 61 68 4 02 157 3wt SiO2 5wt Cu30Si 27 355 20 53 63 4 02 13
90wtCu10wtSi
8 None 5wt Cu10Si 258 3546 211 - - - - -9 3wt SiO2 5wt Cu10Si 231 3642 174 - - - - -
SiO2
10 3wt SiO2 None 212 3788 0 41 25 1 03 2811 7wt SiO2 None - - - - - - - -12 12wt SiO2 None - - - - - - - -13 3wt SiO2 None 78 2492 169 54 26 1 02 3514 3wt SiO2 None 71 3059 943 46 24 1 02 40
CaO15 1wt CaO None 168 3812 0 - - - - -16 2wt CaO None 165 3795 0 - - - - -17 5wt CaO None 134 3766 0 18 14 2 03 1418 20wt CaO None - - - - - - - -
Pig Iron
19 3wt SiO2 25wt Pig Iron 88 3745 157 58 58 2 02 2920 3wt SiO2 5wt Pig Iron 202 3724 58 35 83 9 04 921 3wt SiO2 75wt Pig Iron 0 3915 6 - - - - -22 3wt SiO2 5wt Pig Iron 149 3723 112 45 104 7 04 1323 3wt SiO2 5wt Pig Iron 147 3723 109 48 242 9 04 924 None 5wt Pig Iron 143 371 12 20 79 6 02 525 None 5wt Pig Iron 146 3754 83 32 135 10 04 6
85wtFe15wtSi
26 None 5wt Fe15Si 16 3739 108 17 89 16 06 227 None 5wt Fe15Si 151 3728 129 28 256 18 06 228 None 5wt Fe15Si 157 372 136 21 139 18 06 1
FeS 29 3wt SiO2 5wt FeS 134 3866 0 - - - - -Coke 30 None 5wt Coke 0 2764 05 - - - - -
31 3wt SiO2 5wt Coke 148 2624 93 42 532 16 06 7Crust is the part of sample that remained attached to the crucible
and cobalt recoveries data it was concluded thatferrosilicon facilitated the most effective coalescence ofcobalt while pig iron and ferrosilicon are equallyeffective in recovering nickel and 70wtCu-30wtSiis the most effective for copper recovery
ackNoWledgMeNtS
Authors are grateful to Prof Torstein Utigard forall of his guidance and suggestions
references
[1] S Dare S Barnes HM Prichard PC Fisher EconomicGeology 109 (2) (2014) 343-366
[2] Z Magyarosi DH Watkinson PC Jones EconomicGeology 97 (7) (2002) 1471-1486
[3] D Paneva D Mitova E Manova H Kolev B KunevI Mitov J Min Metall Sect B-Metall 43 (1) B (2007)57-70
[4] S Dare S Barnes HM Prichard PC FisherMineraliumDeposita 46 (4) (2011) 381-407
[5] F Parat F Holtz MJ Streck Reviews in Mineralogyand Geochemistry 73 (2011) 285-314
[6] Y Zhang B Liu Z Su J Chen G Li T Jiang J MinMetall Sect B-Metall 52 (1) B (2016) 09-15
[7] WG Davenport DM Jones MJ King EHPartelpoeg Flash Smelting Analysis Control andOptimization Wiley 2004 p 338
[8] H Sun Investigation of Physically Entrained Matte inthe Flash Furnace Slag (MASc Thesis) University ofToronto (2006) (OL19551790M)
[9] Copper Cliff Smelter Complex Ontario OperationsFlowsheet httpwwwairquality-sudbury-valecomoperationsindexasp last accessed in March 2016
[10] JR Boldt Jr The winning of nickel Longmanrsquos CanadaLtd Toronto 1967 p 497
[11] AE MWarner CMDiacuteaz AD Dalvi PJ Mackey AVTarasov RT Jones JOM 59 (2007) 62-63
[12] A Wolf Converter Slag Cleaning of Incorsquos Copper CliffSmelter (BASc Thesis) University of Toronto (2007)
[13] P Spira NJ Themelis Journal of Metals 4 (1969) 35-42
[14] SS Wang NH Santander JM Toguri Metallurgicaland Materials Transactions B 5 (1) (1974) 261-265
[15] C Pan X Lv C Bai X Liu D Li J Min Metall SectB-Metall 49 (1) B (2013) 9-12
[16] RJ Neal RA Reyburn Converter Operating Practicesat the Copper Cliff Smelter of the Inco Metals Company(R E Johnson Editor) American Institute of MiningMetallurgy and Petroleum Engineers Inc New York1979 p 167-184
[17] AM Mitrašinović A Wolf High Temp Mater Proc 33(2) (2014) 123-129
[18] CW Bale E Beacutelisle P Chartrand SA Decterov GEriksson K Hack I-H Jung Y-B Kang J MelanccedilonAD Pelton C Robelin S Petersen Calphad 33 (2)(2009) 265-440
[19] J Jansson P Taskinen M Kaskiala J Min Metall SectB-Metall 51 (1) (2015) 41-48
[20] M Saacutenchez M Sudbury J Min Metall Sect B-Metall49 (2) (2013) 161-168
[21] LG Ye CB Tang SH Yang YM Chen WH ZhangJ Min Metall Sect B-Metall 51 (1) (2015) 97-103
[22] AM Mitrašinović Canadian Metallurgical Quarterly 54(4) (2015) 494-499
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 150
Figure 6 X-ray mapping and normalized EDS analyses ofthe matte generated after addition of 70wtCu-30wtSi reductant (Test 4-7)
Spectrum Cu Ni Co Mo Pb Fe S Total1 334 12 353 161 32 1002 306 533 33 128 1003 384 473 34 109 1004 80 08 192 1005 743 46 211 1006 45 76 36 76 26 987

A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150
the conversion rate but also allows for addition of coldcharge which allows for the recovery of nickel andcobalt from various solids formed in the smelter Thiscold charge prevents temperature rise that woulderode the refractory lining of the converter [10] Atypical chemical composition and operationalparameters of smelting process is summarized inTable 1
This study follows an experimental processdeveloped by Wolf and Utigard [12] for converter slagsettling The effect of various industrial andprospective reductants andor flux additions oncoalescence of valuable metals entrained in converterslag is investigated and compared with settling testswith no reductantflux addition The matte recoveryrate for different additions is reported The matte andslag produced during the tests are characterized withoptical and scanning electron microscopy todetermine the composition and phases presentFinally X-ray diffraction is used to analyze selectedslags to determine the compounds present in the slag
11 Factors affecting metals loss during smeltingand converting
For slags formed during the smelting orconverting steps the amount of metal loss is
proportional to the matte grade ie as the matte gradeincreases the amount of metal lost also increasesThese metal losses are either dissolved as oxides orare present as physically entrapped matte prillsDissolved metal losses are related to sulphide andoxygen activities and the matte grade During flashsmelting a combination of a low matte grade and lowoxygen potential causes the dominant metal losses tobe sulphides [8] During converting the matte grade ishigh with increased activities of nickel and coppersulphides and decreasing activity of FeS The firstcause of the matte losses is the increased sulphideactivity that drives the system to form more metaloxides that further dissolve into the slag according togeneral chemical reaction
NiS + FeO = FeS + NiO (2)Another cause for the matte losses occur when the
matte particles are carried up by the gaseous bubblesthat form during this converting process [13]Presence of gas bubbles at the matte-slag interface isan important factor affecting mattersquos settling rate dueto the limited residence time that causes mattedroplets to not settle through the slag layer
A third significant cause for the matte losses are
144
Table 1 A typical matte and slag chemical compositionsand operational parameters for Copper Cliffsmelting process [11]
Figure 1 Bulk smelting segment of Valersquos Copper CliffSmelter Flowsheet [9]
Smelting Converting
(INCO Flash Furnace) (Peirce-SmithConverter)
Matte (td) Bessemer MatteNiCuCo () 475 NiCuCo () 773
NiCu wt Ratio 091 NiCu wt Ratio 082NiCo wt Ratio 346 NiCo wt Ratio 789
Fe () 244 Fe () 052S () 259 S () 21-22
Matte TappingTemperature (ordmC) 1210 Pouring
Temperature (ordmC) 1020
Slag (td) SlagSiO2() 364 SiO2() 26
Total Fe () 43 Total Fe () 51FeO() 442 FeO() 442
Fe3O4 () 12 Fe3O4 () 23MgO () 1
Slag SkimmingTemperature (ordmC) 1280 Skimming
Temperature (ordmC) 1225
(Ni)Matte(Ni)Slag 50(Cu)Matte(Cu)Slag 53(Co)Matte(Co)Slag 32
low temperature zones in the converter bath Thesolubility of matte decreases with temperature andthis leads to the precipitation of matte particles fromthe slag [14]
Considering the large amount of slag producedduring nickel smelting a significant fraction of nickelcopper and cobalt are contained in slags Inpyrometallurgical lsquoslag cleaningrsquo two concurringphenomenon contribute in to coalescence andsubsequent valuable metals recovering from slagnamely physical settling of matte particles andchemical reduction of dissolved metals The primaryreducing agents used in this process are coke coalpig iron or other carbon-containing materials as wellas ferrosilicon The reductant addition will reducemetal oxides into either metallic or sulphide formswhile at the same time reduce solid magnetite toliquid FeO which decreases slag viscosity andimproves settling rate [15] It is also common practiceto add sulphide concentrate pyrrhotite or pyrite to theprocess This addition of sulphur will favor thetransformation of nickel copper and cobalt oxidesinto sulphides and at the same time will lower themelting temperature of the matte to less than 1300 ordmCfrom the 1400 ordmC of the nickel iron alloys [8-9 16]
2 experimental
Converter slag samples from Vale are periodicallyreceived in approximately one kilogram batches 400g samples were taken from the respective batch Eachof the slag samples were poured into a cylindricalalumina crucible (17 cm high x 38 cm inner diameter)and placed inside a 30 cm times 40 cm times 36 cm chamberof the Lindberg 12500 W electric furnace and heatedto the set temperature Flux and reductant additionsranging from 1 wt to 20 wt were measured outand then combined with the correct amount ofconverter slag while maintaining the 400-gram oftotal weight Once the slag and additives werecombined the ingredients were mixed vigorously andloaded into the furnace Silica and lime were chosenas fluxes while reductants were chosen based on aprevious work reported by Wolf and Mitrašinović [17]where various factors were taken in considerationsuch as density melting temperature relative toconverter slag ability to reduce molten FeO to moltenmetallic iron availability and cost Major componentsof converter slag are FeO and SiO2 that are forming afayalite type slag (2FeOndashSiO2) with a meltingtemperature close to its congruent point and thereforeoperational temperature could be further reducedbelow 1200oC The pseudo-binary system of the FeO-SiO2 system is given in Figure 2 Flux and reductantadditions together were also tested to observe howtheir combination would affect metal recovery Asummary of all tests is shown in Table 2
After settling tests were complete the settled mattewas separated from the slag The separation wasachieved by first chipping away the alumina cruciblewith a chisel and hammer second the matte and slagphases were separated by a combination ofhammering and wedging the interface apart with aflathead screwdriver Once the matte and slag phaseswere disjoined samples of each phase were sent toVale Technical Services Limited (VTSL) forchemical assaying
3 results
Copper Cliff slag comprises of magnetiteembedded in fayalite matrix While the slagrsquosmicrostructure is consistent physical appearance varyfrom smooth surface to some very porous particlesResidues of converter matte that are found in slagvary in size from 1mm round shape to very fine 5 micromthick elongated matte prills Figure 3 shows amicrograph of the matte and slag after one hourtreatment at 1300oC without additive addition Thematte consist of Cu-S phase (Fig3 region 2)embedded in Ni-S matrix (Fig 3 region 1) The EDSexamines showed that the region 2 in Fig 3 is Cu2S-FeS while region 1 corresponds to Ni3S2-FeS phaseIn previous work it was found that Lamella-likestructures in matte is more pronounced for shortedsettling times [20]
The amount of matte slag and crust produced aftertesting and the normalized chemical assays of nickelcopper cobalt iron sulphur and oxygen is given inTable 3 Settling trials (Tests 1-3 Table 3) conductedon converter slag without flux or reductant indicatedsatisfactory tests repeatability Settling at 1300oC atone hour recovered about 60 of all copper 50 ofall nickel and about 6 of all cobalt while keepingiron recovery at 03 and sulphur recovery at about10
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 145
Figure 2 Pseudo-binary phase diagram of the slagdepicted as FeO-SiO2 system [18]
31 Effect of silica and lime fluxes
The matte yield and partition coefficients ofnickel copper cobalt iron and sulphur from each testis summarized in Table 4 Partition coefficients werecalculated based on the matte assays obtained byVTSL No data is available for the tests in which achemical assay was not conducted When comparingtests with added silica to the converter slag (Tests 10-14) to those of without flux (Tests 1-3) the recoveriesand partition coefficient of nickel copper and cobaltare higher while the iron and sulphur transition isunchanged for tests with silica addition
It is known that additions of up to 20wt lime toconverter slag will lower the melting temperaturefrom about 1200ordmC to less than 1100 ordmC However theaddition of 20wt lime resulted in no mattecollection in fact the matte particles were simplyobserved to descend to the bottom portion of thecrucible but as independent prills as seen in cross-section macrograph in Figure 4 It was also shown thata 5wt addition of lime to converter slag prior tosettling would lower both metal recoveries and
partition coefficients relative to settling with noadditions For this reason no further investigation wascarried out on the additions of lime to converter slag
32 Carbon containing reductants
Employing pig iron as reductant (Tests 19-25)revealed two conclusions a) tests with pig iron settlesless matte than settling without additives and b) therecovery of nickel and cobalt increases while thecopper and sulphur recoveries decreases Comparingthe results for pig iron (Tests 19-25) with the settlingwithout additives (Tests 1-3) it is clear that coalescingis greater for nickel copper and cobalt whileunchanged for iron and lower for sulphur Thisindicates the matte recovered from the addition of5wt pig iron to converter slag is of a higher gradethan of matte recovered settling without additivesFurthermore an addition of 25wt pig iron settledonly about half the matte than settling withoutadditives and hence had lower recovery while testswith 75wt pig iron addition did not produce anycoalescing as the matte formed metallic layers that
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 146
Table 2 Summary of conducted trials showing additive (flux or reductant) used and the total mass of the sample beforemelting All settling tests were performed at 1300oC for 1 hour
Test Flux Reductant Notes
No additive1 None None Reference samples2 None None amp3 None None Repeatability tests
70wtCu 4 None 5wt Cu30Si First settling test with Cu30Si30wtSi 5 None 5wt Cu30Si Re-test for statistical accuracy
6 3wt SiO2 5wt Cu30Si Reductant and FeSiO2 =27 3wt SiO2 5wt Cu30Si Re-test for statistical accuracy
90wtCu 8 None 5wt Cu10Si First settling test with Cu10Si10wtSi 9 3wt SiO2 5wt Cu10Si Reductant and FeSiO2 =2
SiO2
10 3wt SiO2 None Test with FeSiO2 = 2 111 7wt SiO2 None Test with FeSiO2 = 17512 12wt SiO2 None Test with FeSiO2 = 1513 3wt SiO2 None Test with FeSiO2 = 2 214 3wt SiO2 None Test with FeSiO2 = 2 3
CaO
15 1wt CaO None Lime content of 1 wt16 2wt CaO None Lime content of 2 wt17 5wt CaO None Lime content of 5 wt18 20wt CaO None Industrial level content added
Pig Iron
19 3wt SiO2 25wt Pig Iron First pig iron test - 25wt20 3wt SiO2 5wt Pig Iron First pig iron test - 5wt21 3wt SiO2 75wt Pig Iron First pig iron test - 75wt22 3wt SiO2 5wt Pig Iron Re-test for statistical accuracy23 3wt SiO2 5wt Pig Iron Re-test for statistical accuracy24 None 5wt Pig Iron Pig iron without excess silica25 None 5wt Pig Iron Re-test for statistical accuracy
85wtFe 26 None 5wt Fe15Si Ferrosilicon test 115wtSi 27 None 5wt Fe15Si Ferrosilicon test 2
28 None 5wt Fe15Si Ferrosilicon test 3FeS 29 3wt SiO2 5wt FeS
Coke 30 None 5wt Coke First coke test31 3wt SiO2 5wt Coke Coke and FeSiO2 = 2
were intertwined within the slag at the bottom portionof the crucible
Using 5 wt coke as reductant did not produceany matte Instead two distinct slag regions werefound inside the crucible The upper half of the
crucible was a hard porous slag that contained small(lt 1 mm) metallic prills While the bottom half of thecrucible was virtually identical to the slags thatformed in all other tests These two phases arepresented in Figure 5
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 147
Table 3 Normalized chemical assays of copper nickel cobalt iron sulphur and oxygen for matte and slag formed after onehour treatment at 1300oC
Figure 3 Characteristic components of matte and slag after one hour treatment at 1300 oC without additive addition1)Ni3S2-FeS 2) Cu2S-FeS 3) Ag particle 4) FeO 5) FeO-SiO2 and 6) entrained matte prill
Test Matte Assay wt Slag Assay wtCu Ni Co Fe S O Cu Ni Co Fe S O
No additive1 338 252 081 138 218 346 113 129 057 543 123 2872 317 259 079 146 221 376 - - - - - -3 32 255 079 144 225 362 - - - - - -
70wtCu30wtSi
4 546 197 139 89 142 068 069 025 045 533 083 305 569 202 209 107 89 055 134 032 042 54 107 2826 58 181 177 94 12 031 095 027 045 521 08 2997 583 202 172 79 105 068 111 032 049 525 08 298
90wtCu10wtSi
8 707 117 021 18 146 047 - - - - - -9 716 127 018 17 127 071 - - - - - -
SiO2
10 332 254 079 134 23 31 08 102 054 524 082 3111 - - - - - - - - - - - -12 - - - - - - - - - - - -13 372 241 07 118 234 201 069 092 053 529 067 30314 369 26 064 11 225 21 08 107 053 534 056 308
CaO
15 - - - - - - - - - - - -16 - - - - - - - - - - - -17 309 253 096 154 219 405 168 182 054 526 156 30318 - - - - - - 133 128 047 481 117 282
Pig Iron
19 327 293 097 121 221 23 056 051 048 506 077 33620 272 32 342 241 121 057 078 038 038 546 132 28621 - - - - - - 119 02 025 537 16 29222 277 361 296 189 13 061 061 035 041 518 097 32323 255 377 365 223 99 042 053 016 039 552 111 2924 27 392 357 194 97 056 135 049 061 778 182 0525 237 419 412 218 75 03 074 031 042 572 126 271
85wtFe15wtSi
26 223 367 558 314 32 032 129 041 036 548 151 28727 217 357 576 328 27 072 079 014 032 554 135 28528 211 359 586 341 21 04 102 026 032 556 151 275
FeS 29 226 194 134 272 245 376 - - - - - -
Coke 30 - - - - - - 07 02 033 539 14 29331 246 276 419 32 105 055 059 005 026 52 145 299
33 Si alloys reductants
The addition of 5 wt 90wtCu-10wtSimaintained copper recovery in the same range assettling without additives but decreased coalescing ofboth nickel and cobalt significantly Figure 6 shows anEDS analysis of matte formed during a 5 wt70wtCu-30wtSi addition (Test4-7) The additionof 5 wt 70wtCu-30wtSi alloy increased therecoveries and partition coefficients of nickel andcobalt while at the same time lowered the sulphurrecovery and kept the iron and copper recovery in thesame range as settling without additives
It is possible to increase the recoveries of nickeland cobalt while at the same time lowering copperiron and sulphur recoveries by the addition of 5 wtferrosilicon to converter slag (Tests 26-28 Tables 3and 4) Examining the high partition coefficients ofnickel and cobalt and low sulphur partitioncoefficients indicates that ferrosilicon is an effectivereducing agent Unfortunately the partition forcopper decreases in the ferrosilicon tests and the ironpartition doubles indicating lower matte grade Theupmost partition coefficients for the four examinedmetals elements are around 80 for copper 80 fornickel five for cobalt and 02 for iron
4 discussion
Slags originated from nonferrous metals extractionprocesses impose a great environment attentive Indeveloped countries strict regulations already forcelarge nickel and copper producers to employ separatecleaning processes for slags with high heavy metalscontent Therefore with the goal to achieve less thanone percent of heavy metals in disposed slags withlower process disruptions [19] a better understanding ofthermodynamic and kinetic parameters of settlingprocess should be done and research on thedevelopment of new additives (reductants andor fluxes)[20 21]
A better understanding of the assimilationmechanism of new additives is key factor allowingfurther advancements in process efficiencies The fasteran additive can dissolve into solution the processcapacity increases and the chances for losses are lowerTherefore the most favorable path of the additiveassimilation is its melting followed by simultaneousexothermic reaction and assimilation process Typicalindustrial additives are ferrocarbon alloys such as pigiron This type of additive has a melting point abovetemperature of the liquid bath and does not exhibit anyexothermic chemical reaction The assimilationmechanism for ferrocarbon is defined by the formationof the solid layer of slag around the additive thatsubsequently has to melt and thereafter ferrocarbon
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 148
Figure 4 Cross-sectioned crucible with the converter slagsample after adding 20 wt lime and settling at1300 oC for one hour
Figure 5Upper and lower part of converter slag afteraddition of 5 wt coke and treatment at 1300 oCfor one hour
dissolves into the slag Acquired results confirmed thatcopper-silicon reductants significantly improvedvaluable metals coalescence from Copper Cliffconverter slag because its melting point is below thetemperature required in the extraction process and theexistence of exothermic chemical reactions [22] Hencethe assimilation mechanism of the copper-siliconadditive is defined by concurrent melting andexothermic chemical reaction which furthersignificantly ease maintaining the operating temperatureinside the converter [17 22]
An interesting result could be obtained by addingreductants and fluxes in combination with one anotherwhere exothermic and micro exothermic effects ofselected reductants can add up on the increasedcoalescence of nickel copper cobalt and otherprecious metals
5 conclusion
An investigation on the coalescence of nickelcopper and cobalt in fayalite slag was conducted in
order to understand the behaviors of these metals andhow the addition of selected reductants andor fluxeswill affect the metal recovery from Copper Cliffconverter slag Silica was added to converter slag tolower the FeSiO2 ratio of the slag from 23 to 2 Suchadditions were found to lower the recoveries of nickelcopper and cobalt but increase the partition coefficientsof copper and nickel as compared to settling with noadditions It can be concluded that silica additions willrecover a higher grade matte when compared to thematte recovered from tests with no additionsReductants that slightly increased metal recovery were90 wtCu-10wtSi FeS and coke For 90wtCu-10wtSi there was an insufficient amount of silicon toreduce the converter slag coke was too light and onlyreduced the upper portion of the slag Nickel copperand cobalt recoveries and partition coefficients wereincreased if 5 wt each of pig iron ferrosilicon (15wt Si) and 70wtCu-30wtSi were addedindividually to converter slag prior to melting Each ofthese three reductants favored the formation of a highlymetallized matte After comparing the nickel copper
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 149
Table 4 Summary of all tests done showing used additive and the weight of the collected matte and slag with partitioncoefficients for copper nickel cobalt iron and sulphur after coalescing for one hour at 1300 oC
Mass (g) PartitionsTest Flux Reductant Matte Slag Crust Cu Ni Co Fe S
No additive1 None None 171 3783 0 30 20 1 03 182 None None 157 3739 0 - - - - -3 None None 188 3902 0 - - - - -
70wtCu30wtSi
4 None 5wt Cu30Si 365 3599 0 79 80 3 02 175 None 5wt Cu30Si 292 3558 156 43 63 5 02 86 3wt SiO2 5wt Cu30Si 285 3558 164 61 68 4 02 157 3wt SiO2 5wt Cu30Si 27 355 20 53 63 4 02 13
90wtCu10wtSi
8 None 5wt Cu10Si 258 3546 211 - - - - -9 3wt SiO2 5wt Cu10Si 231 3642 174 - - - - -
SiO2
10 3wt SiO2 None 212 3788 0 41 25 1 03 2811 7wt SiO2 None - - - - - - - -12 12wt SiO2 None - - - - - - - -13 3wt SiO2 None 78 2492 169 54 26 1 02 3514 3wt SiO2 None 71 3059 943 46 24 1 02 40
CaO15 1wt CaO None 168 3812 0 - - - - -16 2wt CaO None 165 3795 0 - - - - -17 5wt CaO None 134 3766 0 18 14 2 03 1418 20wt CaO None - - - - - - - -
Pig Iron
19 3wt SiO2 25wt Pig Iron 88 3745 157 58 58 2 02 2920 3wt SiO2 5wt Pig Iron 202 3724 58 35 83 9 04 921 3wt SiO2 75wt Pig Iron 0 3915 6 - - - - -22 3wt SiO2 5wt Pig Iron 149 3723 112 45 104 7 04 1323 3wt SiO2 5wt Pig Iron 147 3723 109 48 242 9 04 924 None 5wt Pig Iron 143 371 12 20 79 6 02 525 None 5wt Pig Iron 146 3754 83 32 135 10 04 6
85wtFe15wtSi
26 None 5wt Fe15Si 16 3739 108 17 89 16 06 227 None 5wt Fe15Si 151 3728 129 28 256 18 06 228 None 5wt Fe15Si 157 372 136 21 139 18 06 1
FeS 29 3wt SiO2 5wt FeS 134 3866 0 - - - - -Coke 30 None 5wt Coke 0 2764 05 - - - - -
31 3wt SiO2 5wt Coke 148 2624 93 42 532 16 06 7Crust is the part of sample that remained attached to the crucible
and cobalt recoveries data it was concluded thatferrosilicon facilitated the most effective coalescence ofcobalt while pig iron and ferrosilicon are equallyeffective in recovering nickel and 70wtCu-30wtSiis the most effective for copper recovery
ackNoWledgMeNtS
Authors are grateful to Prof Torstein Utigard forall of his guidance and suggestions
references
[1] S Dare S Barnes HM Prichard PC Fisher EconomicGeology 109 (2) (2014) 343-366
[2] Z Magyarosi DH Watkinson PC Jones EconomicGeology 97 (7) (2002) 1471-1486
[3] D Paneva D Mitova E Manova H Kolev B KunevI Mitov J Min Metall Sect B-Metall 43 (1) B (2007)57-70
[4] S Dare S Barnes HM Prichard PC FisherMineraliumDeposita 46 (4) (2011) 381-407
[5] F Parat F Holtz MJ Streck Reviews in Mineralogyand Geochemistry 73 (2011) 285-314
[6] Y Zhang B Liu Z Su J Chen G Li T Jiang J MinMetall Sect B-Metall 52 (1) B (2016) 09-15
[7] WG Davenport DM Jones MJ King EHPartelpoeg Flash Smelting Analysis Control andOptimization Wiley 2004 p 338
[8] H Sun Investigation of Physically Entrained Matte inthe Flash Furnace Slag (MASc Thesis) University ofToronto (2006) (OL19551790M)
[9] Copper Cliff Smelter Complex Ontario OperationsFlowsheet httpwwwairquality-sudbury-valecomoperationsindexasp last accessed in March 2016
[10] JR Boldt Jr The winning of nickel Longmanrsquos CanadaLtd Toronto 1967 p 497
[11] AE MWarner CMDiacuteaz AD Dalvi PJ Mackey AVTarasov RT Jones JOM 59 (2007) 62-63
[12] A Wolf Converter Slag Cleaning of Incorsquos Copper CliffSmelter (BASc Thesis) University of Toronto (2007)
[13] P Spira NJ Themelis Journal of Metals 4 (1969) 35-42
[14] SS Wang NH Santander JM Toguri Metallurgicaland Materials Transactions B 5 (1) (1974) 261-265
[15] C Pan X Lv C Bai X Liu D Li J Min Metall SectB-Metall 49 (1) B (2013) 9-12
[16] RJ Neal RA Reyburn Converter Operating Practicesat the Copper Cliff Smelter of the Inco Metals Company(R E Johnson Editor) American Institute of MiningMetallurgy and Petroleum Engineers Inc New York1979 p 167-184
[17] AM Mitrašinović A Wolf High Temp Mater Proc 33(2) (2014) 123-129
[18] CW Bale E Beacutelisle P Chartrand SA Decterov GEriksson K Hack I-H Jung Y-B Kang J MelanccedilonAD Pelton C Robelin S Petersen Calphad 33 (2)(2009) 265-440
[19] J Jansson P Taskinen M Kaskiala J Min Metall SectB-Metall 51 (1) (2015) 41-48
[20] M Saacutenchez M Sudbury J Min Metall Sect B-Metall49 (2) (2013) 161-168
[21] LG Ye CB Tang SH Yang YM Chen WH ZhangJ Min Metall Sect B-Metall 51 (1) (2015) 97-103
[22] AM Mitrašinović Canadian Metallurgical Quarterly 54(4) (2015) 494-499
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 150
Figure 6 X-ray mapping and normalized EDS analyses ofthe matte generated after addition of 70wtCu-30wtSi reductant (Test 4-7)
Spectrum Cu Ni Co Mo Pb Fe S Total1 334 12 353 161 32 1002 306 533 33 128 1003 384 473 34 109 1004 80 08 192 1005 743 46 211 1006 45 76 36 76 26 987

low temperature zones in the converter bath Thesolubility of matte decreases with temperature andthis leads to the precipitation of matte particles fromthe slag [14]
Considering the large amount of slag producedduring nickel smelting a significant fraction of nickelcopper and cobalt are contained in slags Inpyrometallurgical lsquoslag cleaningrsquo two concurringphenomenon contribute in to coalescence andsubsequent valuable metals recovering from slagnamely physical settling of matte particles andchemical reduction of dissolved metals The primaryreducing agents used in this process are coke coalpig iron or other carbon-containing materials as wellas ferrosilicon The reductant addition will reducemetal oxides into either metallic or sulphide formswhile at the same time reduce solid magnetite toliquid FeO which decreases slag viscosity andimproves settling rate [15] It is also common practiceto add sulphide concentrate pyrrhotite or pyrite to theprocess This addition of sulphur will favor thetransformation of nickel copper and cobalt oxidesinto sulphides and at the same time will lower themelting temperature of the matte to less than 1300 ordmCfrom the 1400 ordmC of the nickel iron alloys [8-9 16]
2 experimental
Converter slag samples from Vale are periodicallyreceived in approximately one kilogram batches 400g samples were taken from the respective batch Eachof the slag samples were poured into a cylindricalalumina crucible (17 cm high x 38 cm inner diameter)and placed inside a 30 cm times 40 cm times 36 cm chamberof the Lindberg 12500 W electric furnace and heatedto the set temperature Flux and reductant additionsranging from 1 wt to 20 wt were measured outand then combined with the correct amount ofconverter slag while maintaining the 400-gram oftotal weight Once the slag and additives werecombined the ingredients were mixed vigorously andloaded into the furnace Silica and lime were chosenas fluxes while reductants were chosen based on aprevious work reported by Wolf and Mitrašinović [17]where various factors were taken in considerationsuch as density melting temperature relative toconverter slag ability to reduce molten FeO to moltenmetallic iron availability and cost Major componentsof converter slag are FeO and SiO2 that are forming afayalite type slag (2FeOndashSiO2) with a meltingtemperature close to its congruent point and thereforeoperational temperature could be further reducedbelow 1200oC The pseudo-binary system of the FeO-SiO2 system is given in Figure 2 Flux and reductantadditions together were also tested to observe howtheir combination would affect metal recovery Asummary of all tests is shown in Table 2
After settling tests were complete the settled mattewas separated from the slag The separation wasachieved by first chipping away the alumina cruciblewith a chisel and hammer second the matte and slagphases were separated by a combination ofhammering and wedging the interface apart with aflathead screwdriver Once the matte and slag phaseswere disjoined samples of each phase were sent toVale Technical Services Limited (VTSL) forchemical assaying
3 results
Copper Cliff slag comprises of magnetiteembedded in fayalite matrix While the slagrsquosmicrostructure is consistent physical appearance varyfrom smooth surface to some very porous particlesResidues of converter matte that are found in slagvary in size from 1mm round shape to very fine 5 micromthick elongated matte prills Figure 3 shows amicrograph of the matte and slag after one hourtreatment at 1300oC without additive addition Thematte consist of Cu-S phase (Fig3 region 2)embedded in Ni-S matrix (Fig 3 region 1) The EDSexamines showed that the region 2 in Fig 3 is Cu2S-FeS while region 1 corresponds to Ni3S2-FeS phaseIn previous work it was found that Lamella-likestructures in matte is more pronounced for shortedsettling times [20]
The amount of matte slag and crust produced aftertesting and the normalized chemical assays of nickelcopper cobalt iron sulphur and oxygen is given inTable 3 Settling trials (Tests 1-3 Table 3) conductedon converter slag without flux or reductant indicatedsatisfactory tests repeatability Settling at 1300oC atone hour recovered about 60 of all copper 50 ofall nickel and about 6 of all cobalt while keepingiron recovery at 03 and sulphur recovery at about10
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 145
Figure 2 Pseudo-binary phase diagram of the slagdepicted as FeO-SiO2 system [18]
31 Effect of silica and lime fluxes
The matte yield and partition coefficients ofnickel copper cobalt iron and sulphur from each testis summarized in Table 4 Partition coefficients werecalculated based on the matte assays obtained byVTSL No data is available for the tests in which achemical assay was not conducted When comparingtests with added silica to the converter slag (Tests 10-14) to those of without flux (Tests 1-3) the recoveriesand partition coefficient of nickel copper and cobaltare higher while the iron and sulphur transition isunchanged for tests with silica addition
It is known that additions of up to 20wt lime toconverter slag will lower the melting temperaturefrom about 1200ordmC to less than 1100 ordmC However theaddition of 20wt lime resulted in no mattecollection in fact the matte particles were simplyobserved to descend to the bottom portion of thecrucible but as independent prills as seen in cross-section macrograph in Figure 4 It was also shown thata 5wt addition of lime to converter slag prior tosettling would lower both metal recoveries and
partition coefficients relative to settling with noadditions For this reason no further investigation wascarried out on the additions of lime to converter slag
32 Carbon containing reductants
Employing pig iron as reductant (Tests 19-25)revealed two conclusions a) tests with pig iron settlesless matte than settling without additives and b) therecovery of nickel and cobalt increases while thecopper and sulphur recoveries decreases Comparingthe results for pig iron (Tests 19-25) with the settlingwithout additives (Tests 1-3) it is clear that coalescingis greater for nickel copper and cobalt whileunchanged for iron and lower for sulphur Thisindicates the matte recovered from the addition of5wt pig iron to converter slag is of a higher gradethan of matte recovered settling without additivesFurthermore an addition of 25wt pig iron settledonly about half the matte than settling withoutadditives and hence had lower recovery while testswith 75wt pig iron addition did not produce anycoalescing as the matte formed metallic layers that
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 146
Table 2 Summary of conducted trials showing additive (flux or reductant) used and the total mass of the sample beforemelting All settling tests were performed at 1300oC for 1 hour
Test Flux Reductant Notes
No additive1 None None Reference samples2 None None amp3 None None Repeatability tests
70wtCu 4 None 5wt Cu30Si First settling test with Cu30Si30wtSi 5 None 5wt Cu30Si Re-test for statistical accuracy
6 3wt SiO2 5wt Cu30Si Reductant and FeSiO2 =27 3wt SiO2 5wt Cu30Si Re-test for statistical accuracy
90wtCu 8 None 5wt Cu10Si First settling test with Cu10Si10wtSi 9 3wt SiO2 5wt Cu10Si Reductant and FeSiO2 =2
SiO2
10 3wt SiO2 None Test with FeSiO2 = 2 111 7wt SiO2 None Test with FeSiO2 = 17512 12wt SiO2 None Test with FeSiO2 = 1513 3wt SiO2 None Test with FeSiO2 = 2 214 3wt SiO2 None Test with FeSiO2 = 2 3
CaO
15 1wt CaO None Lime content of 1 wt16 2wt CaO None Lime content of 2 wt17 5wt CaO None Lime content of 5 wt18 20wt CaO None Industrial level content added
Pig Iron
19 3wt SiO2 25wt Pig Iron First pig iron test - 25wt20 3wt SiO2 5wt Pig Iron First pig iron test - 5wt21 3wt SiO2 75wt Pig Iron First pig iron test - 75wt22 3wt SiO2 5wt Pig Iron Re-test for statistical accuracy23 3wt SiO2 5wt Pig Iron Re-test for statistical accuracy24 None 5wt Pig Iron Pig iron without excess silica25 None 5wt Pig Iron Re-test for statistical accuracy
85wtFe 26 None 5wt Fe15Si Ferrosilicon test 115wtSi 27 None 5wt Fe15Si Ferrosilicon test 2
28 None 5wt Fe15Si Ferrosilicon test 3FeS 29 3wt SiO2 5wt FeS
Coke 30 None 5wt Coke First coke test31 3wt SiO2 5wt Coke Coke and FeSiO2 = 2
were intertwined within the slag at the bottom portionof the crucible
Using 5 wt coke as reductant did not produceany matte Instead two distinct slag regions werefound inside the crucible The upper half of the
crucible was a hard porous slag that contained small(lt 1 mm) metallic prills While the bottom half of thecrucible was virtually identical to the slags thatformed in all other tests These two phases arepresented in Figure 5
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 147
Table 3 Normalized chemical assays of copper nickel cobalt iron sulphur and oxygen for matte and slag formed after onehour treatment at 1300oC
Figure 3 Characteristic components of matte and slag after one hour treatment at 1300 oC without additive addition1)Ni3S2-FeS 2) Cu2S-FeS 3) Ag particle 4) FeO 5) FeO-SiO2 and 6) entrained matte prill
Test Matte Assay wt Slag Assay wtCu Ni Co Fe S O Cu Ni Co Fe S O
No additive1 338 252 081 138 218 346 113 129 057 543 123 2872 317 259 079 146 221 376 - - - - - -3 32 255 079 144 225 362 - - - - - -
70wtCu30wtSi
4 546 197 139 89 142 068 069 025 045 533 083 305 569 202 209 107 89 055 134 032 042 54 107 2826 58 181 177 94 12 031 095 027 045 521 08 2997 583 202 172 79 105 068 111 032 049 525 08 298
90wtCu10wtSi
8 707 117 021 18 146 047 - - - - - -9 716 127 018 17 127 071 - - - - - -
SiO2
10 332 254 079 134 23 31 08 102 054 524 082 3111 - - - - - - - - - - - -12 - - - - - - - - - - - -13 372 241 07 118 234 201 069 092 053 529 067 30314 369 26 064 11 225 21 08 107 053 534 056 308
CaO
15 - - - - - - - - - - - -16 - - - - - - - - - - - -17 309 253 096 154 219 405 168 182 054 526 156 30318 - - - - - - 133 128 047 481 117 282
Pig Iron
19 327 293 097 121 221 23 056 051 048 506 077 33620 272 32 342 241 121 057 078 038 038 546 132 28621 - - - - - - 119 02 025 537 16 29222 277 361 296 189 13 061 061 035 041 518 097 32323 255 377 365 223 99 042 053 016 039 552 111 2924 27 392 357 194 97 056 135 049 061 778 182 0525 237 419 412 218 75 03 074 031 042 572 126 271
85wtFe15wtSi
26 223 367 558 314 32 032 129 041 036 548 151 28727 217 357 576 328 27 072 079 014 032 554 135 28528 211 359 586 341 21 04 102 026 032 556 151 275
FeS 29 226 194 134 272 245 376 - - - - - -
Coke 30 - - - - - - 07 02 033 539 14 29331 246 276 419 32 105 055 059 005 026 52 145 299
33 Si alloys reductants
The addition of 5 wt 90wtCu-10wtSimaintained copper recovery in the same range assettling without additives but decreased coalescing ofboth nickel and cobalt significantly Figure 6 shows anEDS analysis of matte formed during a 5 wt70wtCu-30wtSi addition (Test4-7) The additionof 5 wt 70wtCu-30wtSi alloy increased therecoveries and partition coefficients of nickel andcobalt while at the same time lowered the sulphurrecovery and kept the iron and copper recovery in thesame range as settling without additives
It is possible to increase the recoveries of nickeland cobalt while at the same time lowering copperiron and sulphur recoveries by the addition of 5 wtferrosilicon to converter slag (Tests 26-28 Tables 3and 4) Examining the high partition coefficients ofnickel and cobalt and low sulphur partitioncoefficients indicates that ferrosilicon is an effectivereducing agent Unfortunately the partition forcopper decreases in the ferrosilicon tests and the ironpartition doubles indicating lower matte grade Theupmost partition coefficients for the four examinedmetals elements are around 80 for copper 80 fornickel five for cobalt and 02 for iron
4 discussion
Slags originated from nonferrous metals extractionprocesses impose a great environment attentive Indeveloped countries strict regulations already forcelarge nickel and copper producers to employ separatecleaning processes for slags with high heavy metalscontent Therefore with the goal to achieve less thanone percent of heavy metals in disposed slags withlower process disruptions [19] a better understanding ofthermodynamic and kinetic parameters of settlingprocess should be done and research on thedevelopment of new additives (reductants andor fluxes)[20 21]
A better understanding of the assimilationmechanism of new additives is key factor allowingfurther advancements in process efficiencies The fasteran additive can dissolve into solution the processcapacity increases and the chances for losses are lowerTherefore the most favorable path of the additiveassimilation is its melting followed by simultaneousexothermic reaction and assimilation process Typicalindustrial additives are ferrocarbon alloys such as pigiron This type of additive has a melting point abovetemperature of the liquid bath and does not exhibit anyexothermic chemical reaction The assimilationmechanism for ferrocarbon is defined by the formationof the solid layer of slag around the additive thatsubsequently has to melt and thereafter ferrocarbon
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 148
Figure 4 Cross-sectioned crucible with the converter slagsample after adding 20 wt lime and settling at1300 oC for one hour
Figure 5Upper and lower part of converter slag afteraddition of 5 wt coke and treatment at 1300 oCfor one hour
dissolves into the slag Acquired results confirmed thatcopper-silicon reductants significantly improvedvaluable metals coalescence from Copper Cliffconverter slag because its melting point is below thetemperature required in the extraction process and theexistence of exothermic chemical reactions [22] Hencethe assimilation mechanism of the copper-siliconadditive is defined by concurrent melting andexothermic chemical reaction which furthersignificantly ease maintaining the operating temperatureinside the converter [17 22]
An interesting result could be obtained by addingreductants and fluxes in combination with one anotherwhere exothermic and micro exothermic effects ofselected reductants can add up on the increasedcoalescence of nickel copper cobalt and otherprecious metals
5 conclusion
An investigation on the coalescence of nickelcopper and cobalt in fayalite slag was conducted in
order to understand the behaviors of these metals andhow the addition of selected reductants andor fluxeswill affect the metal recovery from Copper Cliffconverter slag Silica was added to converter slag tolower the FeSiO2 ratio of the slag from 23 to 2 Suchadditions were found to lower the recoveries of nickelcopper and cobalt but increase the partition coefficientsof copper and nickel as compared to settling with noadditions It can be concluded that silica additions willrecover a higher grade matte when compared to thematte recovered from tests with no additionsReductants that slightly increased metal recovery were90 wtCu-10wtSi FeS and coke For 90wtCu-10wtSi there was an insufficient amount of silicon toreduce the converter slag coke was too light and onlyreduced the upper portion of the slag Nickel copperand cobalt recoveries and partition coefficients wereincreased if 5 wt each of pig iron ferrosilicon (15wt Si) and 70wtCu-30wtSi were addedindividually to converter slag prior to melting Each ofthese three reductants favored the formation of a highlymetallized matte After comparing the nickel copper
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 149
Table 4 Summary of all tests done showing used additive and the weight of the collected matte and slag with partitioncoefficients for copper nickel cobalt iron and sulphur after coalescing for one hour at 1300 oC
Mass (g) PartitionsTest Flux Reductant Matte Slag Crust Cu Ni Co Fe S
No additive1 None None 171 3783 0 30 20 1 03 182 None None 157 3739 0 - - - - -3 None None 188 3902 0 - - - - -
70wtCu30wtSi
4 None 5wt Cu30Si 365 3599 0 79 80 3 02 175 None 5wt Cu30Si 292 3558 156 43 63 5 02 86 3wt SiO2 5wt Cu30Si 285 3558 164 61 68 4 02 157 3wt SiO2 5wt Cu30Si 27 355 20 53 63 4 02 13
90wtCu10wtSi
8 None 5wt Cu10Si 258 3546 211 - - - - -9 3wt SiO2 5wt Cu10Si 231 3642 174 - - - - -
SiO2
10 3wt SiO2 None 212 3788 0 41 25 1 03 2811 7wt SiO2 None - - - - - - - -12 12wt SiO2 None - - - - - - - -13 3wt SiO2 None 78 2492 169 54 26 1 02 3514 3wt SiO2 None 71 3059 943 46 24 1 02 40
CaO15 1wt CaO None 168 3812 0 - - - - -16 2wt CaO None 165 3795 0 - - - - -17 5wt CaO None 134 3766 0 18 14 2 03 1418 20wt CaO None - - - - - - - -
Pig Iron
19 3wt SiO2 25wt Pig Iron 88 3745 157 58 58 2 02 2920 3wt SiO2 5wt Pig Iron 202 3724 58 35 83 9 04 921 3wt SiO2 75wt Pig Iron 0 3915 6 - - - - -22 3wt SiO2 5wt Pig Iron 149 3723 112 45 104 7 04 1323 3wt SiO2 5wt Pig Iron 147 3723 109 48 242 9 04 924 None 5wt Pig Iron 143 371 12 20 79 6 02 525 None 5wt Pig Iron 146 3754 83 32 135 10 04 6
85wtFe15wtSi
26 None 5wt Fe15Si 16 3739 108 17 89 16 06 227 None 5wt Fe15Si 151 3728 129 28 256 18 06 228 None 5wt Fe15Si 157 372 136 21 139 18 06 1
FeS 29 3wt SiO2 5wt FeS 134 3866 0 - - - - -Coke 30 None 5wt Coke 0 2764 05 - - - - -
31 3wt SiO2 5wt Coke 148 2624 93 42 532 16 06 7Crust is the part of sample that remained attached to the crucible
and cobalt recoveries data it was concluded thatferrosilicon facilitated the most effective coalescence ofcobalt while pig iron and ferrosilicon are equallyeffective in recovering nickel and 70wtCu-30wtSiis the most effective for copper recovery
ackNoWledgMeNtS
Authors are grateful to Prof Torstein Utigard forall of his guidance and suggestions
references
[1] S Dare S Barnes HM Prichard PC Fisher EconomicGeology 109 (2) (2014) 343-366
[2] Z Magyarosi DH Watkinson PC Jones EconomicGeology 97 (7) (2002) 1471-1486
[3] D Paneva D Mitova E Manova H Kolev B KunevI Mitov J Min Metall Sect B-Metall 43 (1) B (2007)57-70
[4] S Dare S Barnes HM Prichard PC FisherMineraliumDeposita 46 (4) (2011) 381-407
[5] F Parat F Holtz MJ Streck Reviews in Mineralogyand Geochemistry 73 (2011) 285-314
[6] Y Zhang B Liu Z Su J Chen G Li T Jiang J MinMetall Sect B-Metall 52 (1) B (2016) 09-15
[7] WG Davenport DM Jones MJ King EHPartelpoeg Flash Smelting Analysis Control andOptimization Wiley 2004 p 338
[8] H Sun Investigation of Physically Entrained Matte inthe Flash Furnace Slag (MASc Thesis) University ofToronto (2006) (OL19551790M)
[9] Copper Cliff Smelter Complex Ontario OperationsFlowsheet httpwwwairquality-sudbury-valecomoperationsindexasp last accessed in March 2016
[10] JR Boldt Jr The winning of nickel Longmanrsquos CanadaLtd Toronto 1967 p 497
[11] AE MWarner CMDiacuteaz AD Dalvi PJ Mackey AVTarasov RT Jones JOM 59 (2007) 62-63
[12] A Wolf Converter Slag Cleaning of Incorsquos Copper CliffSmelter (BASc Thesis) University of Toronto (2007)
[13] P Spira NJ Themelis Journal of Metals 4 (1969) 35-42
[14] SS Wang NH Santander JM Toguri Metallurgicaland Materials Transactions B 5 (1) (1974) 261-265
[15] C Pan X Lv C Bai X Liu D Li J Min Metall SectB-Metall 49 (1) B (2013) 9-12
[16] RJ Neal RA Reyburn Converter Operating Practicesat the Copper Cliff Smelter of the Inco Metals Company(R E Johnson Editor) American Institute of MiningMetallurgy and Petroleum Engineers Inc New York1979 p 167-184
[17] AM Mitrašinović A Wolf High Temp Mater Proc 33(2) (2014) 123-129
[18] CW Bale E Beacutelisle P Chartrand SA Decterov GEriksson K Hack I-H Jung Y-B Kang J MelanccedilonAD Pelton C Robelin S Petersen Calphad 33 (2)(2009) 265-440
[19] J Jansson P Taskinen M Kaskiala J Min Metall SectB-Metall 51 (1) (2015) 41-48
[20] M Saacutenchez M Sudbury J Min Metall Sect B-Metall49 (2) (2013) 161-168
[21] LG Ye CB Tang SH Yang YM Chen WH ZhangJ Min Metall Sect B-Metall 51 (1) (2015) 97-103
[22] AM Mitrašinović Canadian Metallurgical Quarterly 54(4) (2015) 494-499
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 150
Figure 6 X-ray mapping and normalized EDS analyses ofthe matte generated after addition of 70wtCu-30wtSi reductant (Test 4-7)
Spectrum Cu Ni Co Mo Pb Fe S Total1 334 12 353 161 32 1002 306 533 33 128 1003 384 473 34 109 1004 80 08 192 1005 743 46 211 1006 45 76 36 76 26 987

31 Effect of silica and lime fluxes
The matte yield and partition coefficients ofnickel copper cobalt iron and sulphur from each testis summarized in Table 4 Partition coefficients werecalculated based on the matte assays obtained byVTSL No data is available for the tests in which achemical assay was not conducted When comparingtests with added silica to the converter slag (Tests 10-14) to those of without flux (Tests 1-3) the recoveriesand partition coefficient of nickel copper and cobaltare higher while the iron and sulphur transition isunchanged for tests with silica addition
It is known that additions of up to 20wt lime toconverter slag will lower the melting temperaturefrom about 1200ordmC to less than 1100 ordmC However theaddition of 20wt lime resulted in no mattecollection in fact the matte particles were simplyobserved to descend to the bottom portion of thecrucible but as independent prills as seen in cross-section macrograph in Figure 4 It was also shown thata 5wt addition of lime to converter slag prior tosettling would lower both metal recoveries and
partition coefficients relative to settling with noadditions For this reason no further investigation wascarried out on the additions of lime to converter slag
32 Carbon containing reductants
Employing pig iron as reductant (Tests 19-25)revealed two conclusions a) tests with pig iron settlesless matte than settling without additives and b) therecovery of nickel and cobalt increases while thecopper and sulphur recoveries decreases Comparingthe results for pig iron (Tests 19-25) with the settlingwithout additives (Tests 1-3) it is clear that coalescingis greater for nickel copper and cobalt whileunchanged for iron and lower for sulphur Thisindicates the matte recovered from the addition of5wt pig iron to converter slag is of a higher gradethan of matte recovered settling without additivesFurthermore an addition of 25wt pig iron settledonly about half the matte than settling withoutadditives and hence had lower recovery while testswith 75wt pig iron addition did not produce anycoalescing as the matte formed metallic layers that
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 146
Table 2 Summary of conducted trials showing additive (flux or reductant) used and the total mass of the sample beforemelting All settling tests were performed at 1300oC for 1 hour
Test Flux Reductant Notes
No additive1 None None Reference samples2 None None amp3 None None Repeatability tests
70wtCu 4 None 5wt Cu30Si First settling test with Cu30Si30wtSi 5 None 5wt Cu30Si Re-test for statistical accuracy
6 3wt SiO2 5wt Cu30Si Reductant and FeSiO2 =27 3wt SiO2 5wt Cu30Si Re-test for statistical accuracy
90wtCu 8 None 5wt Cu10Si First settling test with Cu10Si10wtSi 9 3wt SiO2 5wt Cu10Si Reductant and FeSiO2 =2
SiO2
10 3wt SiO2 None Test with FeSiO2 = 2 111 7wt SiO2 None Test with FeSiO2 = 17512 12wt SiO2 None Test with FeSiO2 = 1513 3wt SiO2 None Test with FeSiO2 = 2 214 3wt SiO2 None Test with FeSiO2 = 2 3
CaO
15 1wt CaO None Lime content of 1 wt16 2wt CaO None Lime content of 2 wt17 5wt CaO None Lime content of 5 wt18 20wt CaO None Industrial level content added
Pig Iron
19 3wt SiO2 25wt Pig Iron First pig iron test - 25wt20 3wt SiO2 5wt Pig Iron First pig iron test - 5wt21 3wt SiO2 75wt Pig Iron First pig iron test - 75wt22 3wt SiO2 5wt Pig Iron Re-test for statistical accuracy23 3wt SiO2 5wt Pig Iron Re-test for statistical accuracy24 None 5wt Pig Iron Pig iron without excess silica25 None 5wt Pig Iron Re-test for statistical accuracy
85wtFe 26 None 5wt Fe15Si Ferrosilicon test 115wtSi 27 None 5wt Fe15Si Ferrosilicon test 2
28 None 5wt Fe15Si Ferrosilicon test 3FeS 29 3wt SiO2 5wt FeS
Coke 30 None 5wt Coke First coke test31 3wt SiO2 5wt Coke Coke and FeSiO2 = 2
were intertwined within the slag at the bottom portionof the crucible
Using 5 wt coke as reductant did not produceany matte Instead two distinct slag regions werefound inside the crucible The upper half of the
crucible was a hard porous slag that contained small(lt 1 mm) metallic prills While the bottom half of thecrucible was virtually identical to the slags thatformed in all other tests These two phases arepresented in Figure 5
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 147
Table 3 Normalized chemical assays of copper nickel cobalt iron sulphur and oxygen for matte and slag formed after onehour treatment at 1300oC
Figure 3 Characteristic components of matte and slag after one hour treatment at 1300 oC without additive addition1)Ni3S2-FeS 2) Cu2S-FeS 3) Ag particle 4) FeO 5) FeO-SiO2 and 6) entrained matte prill
Test Matte Assay wt Slag Assay wtCu Ni Co Fe S O Cu Ni Co Fe S O
No additive1 338 252 081 138 218 346 113 129 057 543 123 2872 317 259 079 146 221 376 - - - - - -3 32 255 079 144 225 362 - - - - - -
70wtCu30wtSi
4 546 197 139 89 142 068 069 025 045 533 083 305 569 202 209 107 89 055 134 032 042 54 107 2826 58 181 177 94 12 031 095 027 045 521 08 2997 583 202 172 79 105 068 111 032 049 525 08 298
90wtCu10wtSi
8 707 117 021 18 146 047 - - - - - -9 716 127 018 17 127 071 - - - - - -
SiO2
10 332 254 079 134 23 31 08 102 054 524 082 3111 - - - - - - - - - - - -12 - - - - - - - - - - - -13 372 241 07 118 234 201 069 092 053 529 067 30314 369 26 064 11 225 21 08 107 053 534 056 308
CaO
15 - - - - - - - - - - - -16 - - - - - - - - - - - -17 309 253 096 154 219 405 168 182 054 526 156 30318 - - - - - - 133 128 047 481 117 282
Pig Iron
19 327 293 097 121 221 23 056 051 048 506 077 33620 272 32 342 241 121 057 078 038 038 546 132 28621 - - - - - - 119 02 025 537 16 29222 277 361 296 189 13 061 061 035 041 518 097 32323 255 377 365 223 99 042 053 016 039 552 111 2924 27 392 357 194 97 056 135 049 061 778 182 0525 237 419 412 218 75 03 074 031 042 572 126 271
85wtFe15wtSi
26 223 367 558 314 32 032 129 041 036 548 151 28727 217 357 576 328 27 072 079 014 032 554 135 28528 211 359 586 341 21 04 102 026 032 556 151 275
FeS 29 226 194 134 272 245 376 - - - - - -
Coke 30 - - - - - - 07 02 033 539 14 29331 246 276 419 32 105 055 059 005 026 52 145 299
33 Si alloys reductants
The addition of 5 wt 90wtCu-10wtSimaintained copper recovery in the same range assettling without additives but decreased coalescing ofboth nickel and cobalt significantly Figure 6 shows anEDS analysis of matte formed during a 5 wt70wtCu-30wtSi addition (Test4-7) The additionof 5 wt 70wtCu-30wtSi alloy increased therecoveries and partition coefficients of nickel andcobalt while at the same time lowered the sulphurrecovery and kept the iron and copper recovery in thesame range as settling without additives
It is possible to increase the recoveries of nickeland cobalt while at the same time lowering copperiron and sulphur recoveries by the addition of 5 wtferrosilicon to converter slag (Tests 26-28 Tables 3and 4) Examining the high partition coefficients ofnickel and cobalt and low sulphur partitioncoefficients indicates that ferrosilicon is an effectivereducing agent Unfortunately the partition forcopper decreases in the ferrosilicon tests and the ironpartition doubles indicating lower matte grade Theupmost partition coefficients for the four examinedmetals elements are around 80 for copper 80 fornickel five for cobalt and 02 for iron
4 discussion
Slags originated from nonferrous metals extractionprocesses impose a great environment attentive Indeveloped countries strict regulations already forcelarge nickel and copper producers to employ separatecleaning processes for slags with high heavy metalscontent Therefore with the goal to achieve less thanone percent of heavy metals in disposed slags withlower process disruptions [19] a better understanding ofthermodynamic and kinetic parameters of settlingprocess should be done and research on thedevelopment of new additives (reductants andor fluxes)[20 21]
A better understanding of the assimilationmechanism of new additives is key factor allowingfurther advancements in process efficiencies The fasteran additive can dissolve into solution the processcapacity increases and the chances for losses are lowerTherefore the most favorable path of the additiveassimilation is its melting followed by simultaneousexothermic reaction and assimilation process Typicalindustrial additives are ferrocarbon alloys such as pigiron This type of additive has a melting point abovetemperature of the liquid bath and does not exhibit anyexothermic chemical reaction The assimilationmechanism for ferrocarbon is defined by the formationof the solid layer of slag around the additive thatsubsequently has to melt and thereafter ferrocarbon
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 148
Figure 4 Cross-sectioned crucible with the converter slagsample after adding 20 wt lime and settling at1300 oC for one hour
Figure 5Upper and lower part of converter slag afteraddition of 5 wt coke and treatment at 1300 oCfor one hour
dissolves into the slag Acquired results confirmed thatcopper-silicon reductants significantly improvedvaluable metals coalescence from Copper Cliffconverter slag because its melting point is below thetemperature required in the extraction process and theexistence of exothermic chemical reactions [22] Hencethe assimilation mechanism of the copper-siliconadditive is defined by concurrent melting andexothermic chemical reaction which furthersignificantly ease maintaining the operating temperatureinside the converter [17 22]
An interesting result could be obtained by addingreductants and fluxes in combination with one anotherwhere exothermic and micro exothermic effects ofselected reductants can add up on the increasedcoalescence of nickel copper cobalt and otherprecious metals
5 conclusion
An investigation on the coalescence of nickelcopper and cobalt in fayalite slag was conducted in
order to understand the behaviors of these metals andhow the addition of selected reductants andor fluxeswill affect the metal recovery from Copper Cliffconverter slag Silica was added to converter slag tolower the FeSiO2 ratio of the slag from 23 to 2 Suchadditions were found to lower the recoveries of nickelcopper and cobalt but increase the partition coefficientsof copper and nickel as compared to settling with noadditions It can be concluded that silica additions willrecover a higher grade matte when compared to thematte recovered from tests with no additionsReductants that slightly increased metal recovery were90 wtCu-10wtSi FeS and coke For 90wtCu-10wtSi there was an insufficient amount of silicon toreduce the converter slag coke was too light and onlyreduced the upper portion of the slag Nickel copperand cobalt recoveries and partition coefficients wereincreased if 5 wt each of pig iron ferrosilicon (15wt Si) and 70wtCu-30wtSi were addedindividually to converter slag prior to melting Each ofthese three reductants favored the formation of a highlymetallized matte After comparing the nickel copper
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 149
Table 4 Summary of all tests done showing used additive and the weight of the collected matte and slag with partitioncoefficients for copper nickel cobalt iron and sulphur after coalescing for one hour at 1300 oC
Mass (g) PartitionsTest Flux Reductant Matte Slag Crust Cu Ni Co Fe S
No additive1 None None 171 3783 0 30 20 1 03 182 None None 157 3739 0 - - - - -3 None None 188 3902 0 - - - - -
70wtCu30wtSi
4 None 5wt Cu30Si 365 3599 0 79 80 3 02 175 None 5wt Cu30Si 292 3558 156 43 63 5 02 86 3wt SiO2 5wt Cu30Si 285 3558 164 61 68 4 02 157 3wt SiO2 5wt Cu30Si 27 355 20 53 63 4 02 13
90wtCu10wtSi
8 None 5wt Cu10Si 258 3546 211 - - - - -9 3wt SiO2 5wt Cu10Si 231 3642 174 - - - - -
SiO2
10 3wt SiO2 None 212 3788 0 41 25 1 03 2811 7wt SiO2 None - - - - - - - -12 12wt SiO2 None - - - - - - - -13 3wt SiO2 None 78 2492 169 54 26 1 02 3514 3wt SiO2 None 71 3059 943 46 24 1 02 40
CaO15 1wt CaO None 168 3812 0 - - - - -16 2wt CaO None 165 3795 0 - - - - -17 5wt CaO None 134 3766 0 18 14 2 03 1418 20wt CaO None - - - - - - - -
Pig Iron
19 3wt SiO2 25wt Pig Iron 88 3745 157 58 58 2 02 2920 3wt SiO2 5wt Pig Iron 202 3724 58 35 83 9 04 921 3wt SiO2 75wt Pig Iron 0 3915 6 - - - - -22 3wt SiO2 5wt Pig Iron 149 3723 112 45 104 7 04 1323 3wt SiO2 5wt Pig Iron 147 3723 109 48 242 9 04 924 None 5wt Pig Iron 143 371 12 20 79 6 02 525 None 5wt Pig Iron 146 3754 83 32 135 10 04 6
85wtFe15wtSi
26 None 5wt Fe15Si 16 3739 108 17 89 16 06 227 None 5wt Fe15Si 151 3728 129 28 256 18 06 228 None 5wt Fe15Si 157 372 136 21 139 18 06 1
FeS 29 3wt SiO2 5wt FeS 134 3866 0 - - - - -Coke 30 None 5wt Coke 0 2764 05 - - - - -
31 3wt SiO2 5wt Coke 148 2624 93 42 532 16 06 7Crust is the part of sample that remained attached to the crucible
and cobalt recoveries data it was concluded thatferrosilicon facilitated the most effective coalescence ofcobalt while pig iron and ferrosilicon are equallyeffective in recovering nickel and 70wtCu-30wtSiis the most effective for copper recovery
ackNoWledgMeNtS
Authors are grateful to Prof Torstein Utigard forall of his guidance and suggestions
references
[1] S Dare S Barnes HM Prichard PC Fisher EconomicGeology 109 (2) (2014) 343-366
[2] Z Magyarosi DH Watkinson PC Jones EconomicGeology 97 (7) (2002) 1471-1486
[3] D Paneva D Mitova E Manova H Kolev B KunevI Mitov J Min Metall Sect B-Metall 43 (1) B (2007)57-70
[4] S Dare S Barnes HM Prichard PC FisherMineraliumDeposita 46 (4) (2011) 381-407
[5] F Parat F Holtz MJ Streck Reviews in Mineralogyand Geochemistry 73 (2011) 285-314
[6] Y Zhang B Liu Z Su J Chen G Li T Jiang J MinMetall Sect B-Metall 52 (1) B (2016) 09-15
[7] WG Davenport DM Jones MJ King EHPartelpoeg Flash Smelting Analysis Control andOptimization Wiley 2004 p 338
[8] H Sun Investigation of Physically Entrained Matte inthe Flash Furnace Slag (MASc Thesis) University ofToronto (2006) (OL19551790M)
[9] Copper Cliff Smelter Complex Ontario OperationsFlowsheet httpwwwairquality-sudbury-valecomoperationsindexasp last accessed in March 2016
[10] JR Boldt Jr The winning of nickel Longmanrsquos CanadaLtd Toronto 1967 p 497
[11] AE MWarner CMDiacuteaz AD Dalvi PJ Mackey AVTarasov RT Jones JOM 59 (2007) 62-63
[12] A Wolf Converter Slag Cleaning of Incorsquos Copper CliffSmelter (BASc Thesis) University of Toronto (2007)
[13] P Spira NJ Themelis Journal of Metals 4 (1969) 35-42
[14] SS Wang NH Santander JM Toguri Metallurgicaland Materials Transactions B 5 (1) (1974) 261-265
[15] C Pan X Lv C Bai X Liu D Li J Min Metall SectB-Metall 49 (1) B (2013) 9-12
[16] RJ Neal RA Reyburn Converter Operating Practicesat the Copper Cliff Smelter of the Inco Metals Company(R E Johnson Editor) American Institute of MiningMetallurgy and Petroleum Engineers Inc New York1979 p 167-184
[17] AM Mitrašinović A Wolf High Temp Mater Proc 33(2) (2014) 123-129
[18] CW Bale E Beacutelisle P Chartrand SA Decterov GEriksson K Hack I-H Jung Y-B Kang J MelanccedilonAD Pelton C Robelin S Petersen Calphad 33 (2)(2009) 265-440
[19] J Jansson P Taskinen M Kaskiala J Min Metall SectB-Metall 51 (1) (2015) 41-48
[20] M Saacutenchez M Sudbury J Min Metall Sect B-Metall49 (2) (2013) 161-168
[21] LG Ye CB Tang SH Yang YM Chen WH ZhangJ Min Metall Sect B-Metall 51 (1) (2015) 97-103
[22] AM Mitrašinović Canadian Metallurgical Quarterly 54(4) (2015) 494-499
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 150
Figure 6 X-ray mapping and normalized EDS analyses ofthe matte generated after addition of 70wtCu-30wtSi reductant (Test 4-7)
Spectrum Cu Ni Co Mo Pb Fe S Total1 334 12 353 161 32 1002 306 533 33 128 1003 384 473 34 109 1004 80 08 192 1005 743 46 211 1006 45 76 36 76 26 987

were intertwined within the slag at the bottom portionof the crucible
Using 5 wt coke as reductant did not produceany matte Instead two distinct slag regions werefound inside the crucible The upper half of the
crucible was a hard porous slag that contained small(lt 1 mm) metallic prills While the bottom half of thecrucible was virtually identical to the slags thatformed in all other tests These two phases arepresented in Figure 5
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 147
Table 3 Normalized chemical assays of copper nickel cobalt iron sulphur and oxygen for matte and slag formed after onehour treatment at 1300oC
Figure 3 Characteristic components of matte and slag after one hour treatment at 1300 oC without additive addition1)Ni3S2-FeS 2) Cu2S-FeS 3) Ag particle 4) FeO 5) FeO-SiO2 and 6) entrained matte prill
Test Matte Assay wt Slag Assay wtCu Ni Co Fe S O Cu Ni Co Fe S O
No additive1 338 252 081 138 218 346 113 129 057 543 123 2872 317 259 079 146 221 376 - - - - - -3 32 255 079 144 225 362 - - - - - -
70wtCu30wtSi
4 546 197 139 89 142 068 069 025 045 533 083 305 569 202 209 107 89 055 134 032 042 54 107 2826 58 181 177 94 12 031 095 027 045 521 08 2997 583 202 172 79 105 068 111 032 049 525 08 298
90wtCu10wtSi
8 707 117 021 18 146 047 - - - - - -9 716 127 018 17 127 071 - - - - - -
SiO2
10 332 254 079 134 23 31 08 102 054 524 082 3111 - - - - - - - - - - - -12 - - - - - - - - - - - -13 372 241 07 118 234 201 069 092 053 529 067 30314 369 26 064 11 225 21 08 107 053 534 056 308
CaO
15 - - - - - - - - - - - -16 - - - - - - - - - - - -17 309 253 096 154 219 405 168 182 054 526 156 30318 - - - - - - 133 128 047 481 117 282
Pig Iron
19 327 293 097 121 221 23 056 051 048 506 077 33620 272 32 342 241 121 057 078 038 038 546 132 28621 - - - - - - 119 02 025 537 16 29222 277 361 296 189 13 061 061 035 041 518 097 32323 255 377 365 223 99 042 053 016 039 552 111 2924 27 392 357 194 97 056 135 049 061 778 182 0525 237 419 412 218 75 03 074 031 042 572 126 271
85wtFe15wtSi
26 223 367 558 314 32 032 129 041 036 548 151 28727 217 357 576 328 27 072 079 014 032 554 135 28528 211 359 586 341 21 04 102 026 032 556 151 275
FeS 29 226 194 134 272 245 376 - - - - - -
Coke 30 - - - - - - 07 02 033 539 14 29331 246 276 419 32 105 055 059 005 026 52 145 299
33 Si alloys reductants
The addition of 5 wt 90wtCu-10wtSimaintained copper recovery in the same range assettling without additives but decreased coalescing ofboth nickel and cobalt significantly Figure 6 shows anEDS analysis of matte formed during a 5 wt70wtCu-30wtSi addition (Test4-7) The additionof 5 wt 70wtCu-30wtSi alloy increased therecoveries and partition coefficients of nickel andcobalt while at the same time lowered the sulphurrecovery and kept the iron and copper recovery in thesame range as settling without additives
It is possible to increase the recoveries of nickeland cobalt while at the same time lowering copperiron and sulphur recoveries by the addition of 5 wtferrosilicon to converter slag (Tests 26-28 Tables 3and 4) Examining the high partition coefficients ofnickel and cobalt and low sulphur partitioncoefficients indicates that ferrosilicon is an effectivereducing agent Unfortunately the partition forcopper decreases in the ferrosilicon tests and the ironpartition doubles indicating lower matte grade Theupmost partition coefficients for the four examinedmetals elements are around 80 for copper 80 fornickel five for cobalt and 02 for iron
4 discussion
Slags originated from nonferrous metals extractionprocesses impose a great environment attentive Indeveloped countries strict regulations already forcelarge nickel and copper producers to employ separatecleaning processes for slags with high heavy metalscontent Therefore with the goal to achieve less thanone percent of heavy metals in disposed slags withlower process disruptions [19] a better understanding ofthermodynamic and kinetic parameters of settlingprocess should be done and research on thedevelopment of new additives (reductants andor fluxes)[20 21]
A better understanding of the assimilationmechanism of new additives is key factor allowingfurther advancements in process efficiencies The fasteran additive can dissolve into solution the processcapacity increases and the chances for losses are lowerTherefore the most favorable path of the additiveassimilation is its melting followed by simultaneousexothermic reaction and assimilation process Typicalindustrial additives are ferrocarbon alloys such as pigiron This type of additive has a melting point abovetemperature of the liquid bath and does not exhibit anyexothermic chemical reaction The assimilationmechanism for ferrocarbon is defined by the formationof the solid layer of slag around the additive thatsubsequently has to melt and thereafter ferrocarbon
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 148
Figure 4 Cross-sectioned crucible with the converter slagsample after adding 20 wt lime and settling at1300 oC for one hour
Figure 5Upper and lower part of converter slag afteraddition of 5 wt coke and treatment at 1300 oCfor one hour
dissolves into the slag Acquired results confirmed thatcopper-silicon reductants significantly improvedvaluable metals coalescence from Copper Cliffconverter slag because its melting point is below thetemperature required in the extraction process and theexistence of exothermic chemical reactions [22] Hencethe assimilation mechanism of the copper-siliconadditive is defined by concurrent melting andexothermic chemical reaction which furthersignificantly ease maintaining the operating temperatureinside the converter [17 22]
An interesting result could be obtained by addingreductants and fluxes in combination with one anotherwhere exothermic and micro exothermic effects ofselected reductants can add up on the increasedcoalescence of nickel copper cobalt and otherprecious metals
5 conclusion
An investigation on the coalescence of nickelcopper and cobalt in fayalite slag was conducted in
order to understand the behaviors of these metals andhow the addition of selected reductants andor fluxeswill affect the metal recovery from Copper Cliffconverter slag Silica was added to converter slag tolower the FeSiO2 ratio of the slag from 23 to 2 Suchadditions were found to lower the recoveries of nickelcopper and cobalt but increase the partition coefficientsof copper and nickel as compared to settling with noadditions It can be concluded that silica additions willrecover a higher grade matte when compared to thematte recovered from tests with no additionsReductants that slightly increased metal recovery were90 wtCu-10wtSi FeS and coke For 90wtCu-10wtSi there was an insufficient amount of silicon toreduce the converter slag coke was too light and onlyreduced the upper portion of the slag Nickel copperand cobalt recoveries and partition coefficients wereincreased if 5 wt each of pig iron ferrosilicon (15wt Si) and 70wtCu-30wtSi were addedindividually to converter slag prior to melting Each ofthese three reductants favored the formation of a highlymetallized matte After comparing the nickel copper
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 149
Table 4 Summary of all tests done showing used additive and the weight of the collected matte and slag with partitioncoefficients for copper nickel cobalt iron and sulphur after coalescing for one hour at 1300 oC
Mass (g) PartitionsTest Flux Reductant Matte Slag Crust Cu Ni Co Fe S
No additive1 None None 171 3783 0 30 20 1 03 182 None None 157 3739 0 - - - - -3 None None 188 3902 0 - - - - -
70wtCu30wtSi
4 None 5wt Cu30Si 365 3599 0 79 80 3 02 175 None 5wt Cu30Si 292 3558 156 43 63 5 02 86 3wt SiO2 5wt Cu30Si 285 3558 164 61 68 4 02 157 3wt SiO2 5wt Cu30Si 27 355 20 53 63 4 02 13
90wtCu10wtSi
8 None 5wt Cu10Si 258 3546 211 - - - - -9 3wt SiO2 5wt Cu10Si 231 3642 174 - - - - -
SiO2
10 3wt SiO2 None 212 3788 0 41 25 1 03 2811 7wt SiO2 None - - - - - - - -12 12wt SiO2 None - - - - - - - -13 3wt SiO2 None 78 2492 169 54 26 1 02 3514 3wt SiO2 None 71 3059 943 46 24 1 02 40
CaO15 1wt CaO None 168 3812 0 - - - - -16 2wt CaO None 165 3795 0 - - - - -17 5wt CaO None 134 3766 0 18 14 2 03 1418 20wt CaO None - - - - - - - -
Pig Iron
19 3wt SiO2 25wt Pig Iron 88 3745 157 58 58 2 02 2920 3wt SiO2 5wt Pig Iron 202 3724 58 35 83 9 04 921 3wt SiO2 75wt Pig Iron 0 3915 6 - - - - -22 3wt SiO2 5wt Pig Iron 149 3723 112 45 104 7 04 1323 3wt SiO2 5wt Pig Iron 147 3723 109 48 242 9 04 924 None 5wt Pig Iron 143 371 12 20 79 6 02 525 None 5wt Pig Iron 146 3754 83 32 135 10 04 6
85wtFe15wtSi
26 None 5wt Fe15Si 16 3739 108 17 89 16 06 227 None 5wt Fe15Si 151 3728 129 28 256 18 06 228 None 5wt Fe15Si 157 372 136 21 139 18 06 1
FeS 29 3wt SiO2 5wt FeS 134 3866 0 - - - - -Coke 30 None 5wt Coke 0 2764 05 - - - - -
31 3wt SiO2 5wt Coke 148 2624 93 42 532 16 06 7Crust is the part of sample that remained attached to the crucible
and cobalt recoveries data it was concluded thatferrosilicon facilitated the most effective coalescence ofcobalt while pig iron and ferrosilicon are equallyeffective in recovering nickel and 70wtCu-30wtSiis the most effective for copper recovery
ackNoWledgMeNtS
Authors are grateful to Prof Torstein Utigard forall of his guidance and suggestions
references
[1] S Dare S Barnes HM Prichard PC Fisher EconomicGeology 109 (2) (2014) 343-366
[2] Z Magyarosi DH Watkinson PC Jones EconomicGeology 97 (7) (2002) 1471-1486
[3] D Paneva D Mitova E Manova H Kolev B KunevI Mitov J Min Metall Sect B-Metall 43 (1) B (2007)57-70
[4] S Dare S Barnes HM Prichard PC FisherMineraliumDeposita 46 (4) (2011) 381-407
[5] F Parat F Holtz MJ Streck Reviews in Mineralogyand Geochemistry 73 (2011) 285-314
[6] Y Zhang B Liu Z Su J Chen G Li T Jiang J MinMetall Sect B-Metall 52 (1) B (2016) 09-15
[7] WG Davenport DM Jones MJ King EHPartelpoeg Flash Smelting Analysis Control andOptimization Wiley 2004 p 338
[8] H Sun Investigation of Physically Entrained Matte inthe Flash Furnace Slag (MASc Thesis) University ofToronto (2006) (OL19551790M)
[9] Copper Cliff Smelter Complex Ontario OperationsFlowsheet httpwwwairquality-sudbury-valecomoperationsindexasp last accessed in March 2016
[10] JR Boldt Jr The winning of nickel Longmanrsquos CanadaLtd Toronto 1967 p 497
[11] AE MWarner CMDiacuteaz AD Dalvi PJ Mackey AVTarasov RT Jones JOM 59 (2007) 62-63
[12] A Wolf Converter Slag Cleaning of Incorsquos Copper CliffSmelter (BASc Thesis) University of Toronto (2007)
[13] P Spira NJ Themelis Journal of Metals 4 (1969) 35-42
[14] SS Wang NH Santander JM Toguri Metallurgicaland Materials Transactions B 5 (1) (1974) 261-265
[15] C Pan X Lv C Bai X Liu D Li J Min Metall SectB-Metall 49 (1) B (2013) 9-12
[16] RJ Neal RA Reyburn Converter Operating Practicesat the Copper Cliff Smelter of the Inco Metals Company(R E Johnson Editor) American Institute of MiningMetallurgy and Petroleum Engineers Inc New York1979 p 167-184
[17] AM Mitrašinović A Wolf High Temp Mater Proc 33(2) (2014) 123-129
[18] CW Bale E Beacutelisle P Chartrand SA Decterov GEriksson K Hack I-H Jung Y-B Kang J MelanccedilonAD Pelton C Robelin S Petersen Calphad 33 (2)(2009) 265-440
[19] J Jansson P Taskinen M Kaskiala J Min Metall SectB-Metall 51 (1) (2015) 41-48
[20] M Saacutenchez M Sudbury J Min Metall Sect B-Metall49 (2) (2013) 161-168
[21] LG Ye CB Tang SH Yang YM Chen WH ZhangJ Min Metall Sect B-Metall 51 (1) (2015) 97-103
[22] AM Mitrašinović Canadian Metallurgical Quarterly 54(4) (2015) 494-499
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 150
Figure 6 X-ray mapping and normalized EDS analyses ofthe matte generated after addition of 70wtCu-30wtSi reductant (Test 4-7)
Spectrum Cu Ni Co Mo Pb Fe S Total1 334 12 353 161 32 1002 306 533 33 128 1003 384 473 34 109 1004 80 08 192 1005 743 46 211 1006 45 76 36 76 26 987

33 Si alloys reductants
The addition of 5 wt 90wtCu-10wtSimaintained copper recovery in the same range assettling without additives but decreased coalescing ofboth nickel and cobalt significantly Figure 6 shows anEDS analysis of matte formed during a 5 wt70wtCu-30wtSi addition (Test4-7) The additionof 5 wt 70wtCu-30wtSi alloy increased therecoveries and partition coefficients of nickel andcobalt while at the same time lowered the sulphurrecovery and kept the iron and copper recovery in thesame range as settling without additives
It is possible to increase the recoveries of nickeland cobalt while at the same time lowering copperiron and sulphur recoveries by the addition of 5 wtferrosilicon to converter slag (Tests 26-28 Tables 3and 4) Examining the high partition coefficients ofnickel and cobalt and low sulphur partitioncoefficients indicates that ferrosilicon is an effectivereducing agent Unfortunately the partition forcopper decreases in the ferrosilicon tests and the ironpartition doubles indicating lower matte grade Theupmost partition coefficients for the four examinedmetals elements are around 80 for copper 80 fornickel five for cobalt and 02 for iron
4 discussion
Slags originated from nonferrous metals extractionprocesses impose a great environment attentive Indeveloped countries strict regulations already forcelarge nickel and copper producers to employ separatecleaning processes for slags with high heavy metalscontent Therefore with the goal to achieve less thanone percent of heavy metals in disposed slags withlower process disruptions [19] a better understanding ofthermodynamic and kinetic parameters of settlingprocess should be done and research on thedevelopment of new additives (reductants andor fluxes)[20 21]
A better understanding of the assimilationmechanism of new additives is key factor allowingfurther advancements in process efficiencies The fasteran additive can dissolve into solution the processcapacity increases and the chances for losses are lowerTherefore the most favorable path of the additiveassimilation is its melting followed by simultaneousexothermic reaction and assimilation process Typicalindustrial additives are ferrocarbon alloys such as pigiron This type of additive has a melting point abovetemperature of the liquid bath and does not exhibit anyexothermic chemical reaction The assimilationmechanism for ferrocarbon is defined by the formationof the solid layer of slag around the additive thatsubsequently has to melt and thereafter ferrocarbon
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 148
Figure 4 Cross-sectioned crucible with the converter slagsample after adding 20 wt lime and settling at1300 oC for one hour
Figure 5Upper and lower part of converter slag afteraddition of 5 wt coke and treatment at 1300 oCfor one hour
dissolves into the slag Acquired results confirmed thatcopper-silicon reductants significantly improvedvaluable metals coalescence from Copper Cliffconverter slag because its melting point is below thetemperature required in the extraction process and theexistence of exothermic chemical reactions [22] Hencethe assimilation mechanism of the copper-siliconadditive is defined by concurrent melting andexothermic chemical reaction which furthersignificantly ease maintaining the operating temperatureinside the converter [17 22]
An interesting result could be obtained by addingreductants and fluxes in combination with one anotherwhere exothermic and micro exothermic effects ofselected reductants can add up on the increasedcoalescence of nickel copper cobalt and otherprecious metals
5 conclusion
An investigation on the coalescence of nickelcopper and cobalt in fayalite slag was conducted in
order to understand the behaviors of these metals andhow the addition of selected reductants andor fluxeswill affect the metal recovery from Copper Cliffconverter slag Silica was added to converter slag tolower the FeSiO2 ratio of the slag from 23 to 2 Suchadditions were found to lower the recoveries of nickelcopper and cobalt but increase the partition coefficientsof copper and nickel as compared to settling with noadditions It can be concluded that silica additions willrecover a higher grade matte when compared to thematte recovered from tests with no additionsReductants that slightly increased metal recovery were90 wtCu-10wtSi FeS and coke For 90wtCu-10wtSi there was an insufficient amount of silicon toreduce the converter slag coke was too light and onlyreduced the upper portion of the slag Nickel copperand cobalt recoveries and partition coefficients wereincreased if 5 wt each of pig iron ferrosilicon (15wt Si) and 70wtCu-30wtSi were addedindividually to converter slag prior to melting Each ofthese three reductants favored the formation of a highlymetallized matte After comparing the nickel copper
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 149
Table 4 Summary of all tests done showing used additive and the weight of the collected matte and slag with partitioncoefficients for copper nickel cobalt iron and sulphur after coalescing for one hour at 1300 oC
Mass (g) PartitionsTest Flux Reductant Matte Slag Crust Cu Ni Co Fe S
No additive1 None None 171 3783 0 30 20 1 03 182 None None 157 3739 0 - - - - -3 None None 188 3902 0 - - - - -
70wtCu30wtSi
4 None 5wt Cu30Si 365 3599 0 79 80 3 02 175 None 5wt Cu30Si 292 3558 156 43 63 5 02 86 3wt SiO2 5wt Cu30Si 285 3558 164 61 68 4 02 157 3wt SiO2 5wt Cu30Si 27 355 20 53 63 4 02 13
90wtCu10wtSi
8 None 5wt Cu10Si 258 3546 211 - - - - -9 3wt SiO2 5wt Cu10Si 231 3642 174 - - - - -
SiO2
10 3wt SiO2 None 212 3788 0 41 25 1 03 2811 7wt SiO2 None - - - - - - - -12 12wt SiO2 None - - - - - - - -13 3wt SiO2 None 78 2492 169 54 26 1 02 3514 3wt SiO2 None 71 3059 943 46 24 1 02 40
CaO15 1wt CaO None 168 3812 0 - - - - -16 2wt CaO None 165 3795 0 - - - - -17 5wt CaO None 134 3766 0 18 14 2 03 1418 20wt CaO None - - - - - - - -
Pig Iron
19 3wt SiO2 25wt Pig Iron 88 3745 157 58 58 2 02 2920 3wt SiO2 5wt Pig Iron 202 3724 58 35 83 9 04 921 3wt SiO2 75wt Pig Iron 0 3915 6 - - - - -22 3wt SiO2 5wt Pig Iron 149 3723 112 45 104 7 04 1323 3wt SiO2 5wt Pig Iron 147 3723 109 48 242 9 04 924 None 5wt Pig Iron 143 371 12 20 79 6 02 525 None 5wt Pig Iron 146 3754 83 32 135 10 04 6
85wtFe15wtSi
26 None 5wt Fe15Si 16 3739 108 17 89 16 06 227 None 5wt Fe15Si 151 3728 129 28 256 18 06 228 None 5wt Fe15Si 157 372 136 21 139 18 06 1
FeS 29 3wt SiO2 5wt FeS 134 3866 0 - - - - -Coke 30 None 5wt Coke 0 2764 05 - - - - -
31 3wt SiO2 5wt Coke 148 2624 93 42 532 16 06 7Crust is the part of sample that remained attached to the crucible
and cobalt recoveries data it was concluded thatferrosilicon facilitated the most effective coalescence ofcobalt while pig iron and ferrosilicon are equallyeffective in recovering nickel and 70wtCu-30wtSiis the most effective for copper recovery
ackNoWledgMeNtS
Authors are grateful to Prof Torstein Utigard forall of his guidance and suggestions
references
[1] S Dare S Barnes HM Prichard PC Fisher EconomicGeology 109 (2) (2014) 343-366
[2] Z Magyarosi DH Watkinson PC Jones EconomicGeology 97 (7) (2002) 1471-1486
[3] D Paneva D Mitova E Manova H Kolev B KunevI Mitov J Min Metall Sect B-Metall 43 (1) B (2007)57-70
[4] S Dare S Barnes HM Prichard PC FisherMineraliumDeposita 46 (4) (2011) 381-407
[5] F Parat F Holtz MJ Streck Reviews in Mineralogyand Geochemistry 73 (2011) 285-314
[6] Y Zhang B Liu Z Su J Chen G Li T Jiang J MinMetall Sect B-Metall 52 (1) B (2016) 09-15
[7] WG Davenport DM Jones MJ King EHPartelpoeg Flash Smelting Analysis Control andOptimization Wiley 2004 p 338
[8] H Sun Investigation of Physically Entrained Matte inthe Flash Furnace Slag (MASc Thesis) University ofToronto (2006) (OL19551790M)
[9] Copper Cliff Smelter Complex Ontario OperationsFlowsheet httpwwwairquality-sudbury-valecomoperationsindexasp last accessed in March 2016
[10] JR Boldt Jr The winning of nickel Longmanrsquos CanadaLtd Toronto 1967 p 497
[11] AE MWarner CMDiacuteaz AD Dalvi PJ Mackey AVTarasov RT Jones JOM 59 (2007) 62-63
[12] A Wolf Converter Slag Cleaning of Incorsquos Copper CliffSmelter (BASc Thesis) University of Toronto (2007)
[13] P Spira NJ Themelis Journal of Metals 4 (1969) 35-42
[14] SS Wang NH Santander JM Toguri Metallurgicaland Materials Transactions B 5 (1) (1974) 261-265
[15] C Pan X Lv C Bai X Liu D Li J Min Metall SectB-Metall 49 (1) B (2013) 9-12
[16] RJ Neal RA Reyburn Converter Operating Practicesat the Copper Cliff Smelter of the Inco Metals Company(R E Johnson Editor) American Institute of MiningMetallurgy and Petroleum Engineers Inc New York1979 p 167-184
[17] AM Mitrašinović A Wolf High Temp Mater Proc 33(2) (2014) 123-129
[18] CW Bale E Beacutelisle P Chartrand SA Decterov GEriksson K Hack I-H Jung Y-B Kang J MelanccedilonAD Pelton C Robelin S Petersen Calphad 33 (2)(2009) 265-440
[19] J Jansson P Taskinen M Kaskiala J Min Metall SectB-Metall 51 (1) (2015) 41-48
[20] M Saacutenchez M Sudbury J Min Metall Sect B-Metall49 (2) (2013) 161-168
[21] LG Ye CB Tang SH Yang YM Chen WH ZhangJ Min Metall Sect B-Metall 51 (1) (2015) 97-103
[22] AM Mitrašinović Canadian Metallurgical Quarterly 54(4) (2015) 494-499
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 150
Figure 6 X-ray mapping and normalized EDS analyses ofthe matte generated after addition of 70wtCu-30wtSi reductant (Test 4-7)
Spectrum Cu Ni Co Mo Pb Fe S Total1 334 12 353 161 32 1002 306 533 33 128 1003 384 473 34 109 1004 80 08 192 1005 743 46 211 1006 45 76 36 76 26 987

dissolves into the slag Acquired results confirmed thatcopper-silicon reductants significantly improvedvaluable metals coalescence from Copper Cliffconverter slag because its melting point is below thetemperature required in the extraction process and theexistence of exothermic chemical reactions [22] Hencethe assimilation mechanism of the copper-siliconadditive is defined by concurrent melting andexothermic chemical reaction which furthersignificantly ease maintaining the operating temperatureinside the converter [17 22]
An interesting result could be obtained by addingreductants and fluxes in combination with one anotherwhere exothermic and micro exothermic effects ofselected reductants can add up on the increasedcoalescence of nickel copper cobalt and otherprecious metals
5 conclusion
An investigation on the coalescence of nickelcopper and cobalt in fayalite slag was conducted in
order to understand the behaviors of these metals andhow the addition of selected reductants andor fluxeswill affect the metal recovery from Copper Cliffconverter slag Silica was added to converter slag tolower the FeSiO2 ratio of the slag from 23 to 2 Suchadditions were found to lower the recoveries of nickelcopper and cobalt but increase the partition coefficientsof copper and nickel as compared to settling with noadditions It can be concluded that silica additions willrecover a higher grade matte when compared to thematte recovered from tests with no additionsReductants that slightly increased metal recovery were90 wtCu-10wtSi FeS and coke For 90wtCu-10wtSi there was an insufficient amount of silicon toreduce the converter slag coke was too light and onlyreduced the upper portion of the slag Nickel copperand cobalt recoveries and partition coefficients wereincreased if 5 wt each of pig iron ferrosilicon (15wt Si) and 70wtCu-30wtSi were addedindividually to converter slag prior to melting Each ofthese three reductants favored the formation of a highlymetallized matte After comparing the nickel copper
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 149
Table 4 Summary of all tests done showing used additive and the weight of the collected matte and slag with partitioncoefficients for copper nickel cobalt iron and sulphur after coalescing for one hour at 1300 oC
Mass (g) PartitionsTest Flux Reductant Matte Slag Crust Cu Ni Co Fe S
No additive1 None None 171 3783 0 30 20 1 03 182 None None 157 3739 0 - - - - -3 None None 188 3902 0 - - - - -
70wtCu30wtSi
4 None 5wt Cu30Si 365 3599 0 79 80 3 02 175 None 5wt Cu30Si 292 3558 156 43 63 5 02 86 3wt SiO2 5wt Cu30Si 285 3558 164 61 68 4 02 157 3wt SiO2 5wt Cu30Si 27 355 20 53 63 4 02 13
90wtCu10wtSi
8 None 5wt Cu10Si 258 3546 211 - - - - -9 3wt SiO2 5wt Cu10Si 231 3642 174 - - - - -
SiO2
10 3wt SiO2 None 212 3788 0 41 25 1 03 2811 7wt SiO2 None - - - - - - - -12 12wt SiO2 None - - - - - - - -13 3wt SiO2 None 78 2492 169 54 26 1 02 3514 3wt SiO2 None 71 3059 943 46 24 1 02 40
CaO15 1wt CaO None 168 3812 0 - - - - -16 2wt CaO None 165 3795 0 - - - - -17 5wt CaO None 134 3766 0 18 14 2 03 1418 20wt CaO None - - - - - - - -
Pig Iron
19 3wt SiO2 25wt Pig Iron 88 3745 157 58 58 2 02 2920 3wt SiO2 5wt Pig Iron 202 3724 58 35 83 9 04 921 3wt SiO2 75wt Pig Iron 0 3915 6 - - - - -22 3wt SiO2 5wt Pig Iron 149 3723 112 45 104 7 04 1323 3wt SiO2 5wt Pig Iron 147 3723 109 48 242 9 04 924 None 5wt Pig Iron 143 371 12 20 79 6 02 525 None 5wt Pig Iron 146 3754 83 32 135 10 04 6
85wtFe15wtSi
26 None 5wt Fe15Si 16 3739 108 17 89 16 06 227 None 5wt Fe15Si 151 3728 129 28 256 18 06 228 None 5wt Fe15Si 157 372 136 21 139 18 06 1
FeS 29 3wt SiO2 5wt FeS 134 3866 0 - - - - -Coke 30 None 5wt Coke 0 2764 05 - - - - -
31 3wt SiO2 5wt Coke 148 2624 93 42 532 16 06 7Crust is the part of sample that remained attached to the crucible
and cobalt recoveries data it was concluded thatferrosilicon facilitated the most effective coalescence ofcobalt while pig iron and ferrosilicon are equallyeffective in recovering nickel and 70wtCu-30wtSiis the most effective for copper recovery
ackNoWledgMeNtS
Authors are grateful to Prof Torstein Utigard forall of his guidance and suggestions
references
[1] S Dare S Barnes HM Prichard PC Fisher EconomicGeology 109 (2) (2014) 343-366
[2] Z Magyarosi DH Watkinson PC Jones EconomicGeology 97 (7) (2002) 1471-1486
[3] D Paneva D Mitova E Manova H Kolev B KunevI Mitov J Min Metall Sect B-Metall 43 (1) B (2007)57-70
[4] S Dare S Barnes HM Prichard PC FisherMineraliumDeposita 46 (4) (2011) 381-407
[5] F Parat F Holtz MJ Streck Reviews in Mineralogyand Geochemistry 73 (2011) 285-314
[6] Y Zhang B Liu Z Su J Chen G Li T Jiang J MinMetall Sect B-Metall 52 (1) B (2016) 09-15
[7] WG Davenport DM Jones MJ King EHPartelpoeg Flash Smelting Analysis Control andOptimization Wiley 2004 p 338
[8] H Sun Investigation of Physically Entrained Matte inthe Flash Furnace Slag (MASc Thesis) University ofToronto (2006) (OL19551790M)
[9] Copper Cliff Smelter Complex Ontario OperationsFlowsheet httpwwwairquality-sudbury-valecomoperationsindexasp last accessed in March 2016
[10] JR Boldt Jr The winning of nickel Longmanrsquos CanadaLtd Toronto 1967 p 497
[11] AE MWarner CMDiacuteaz AD Dalvi PJ Mackey AVTarasov RT Jones JOM 59 (2007) 62-63
[12] A Wolf Converter Slag Cleaning of Incorsquos Copper CliffSmelter (BASc Thesis) University of Toronto (2007)
[13] P Spira NJ Themelis Journal of Metals 4 (1969) 35-42
[14] SS Wang NH Santander JM Toguri Metallurgicaland Materials Transactions B 5 (1) (1974) 261-265
[15] C Pan X Lv C Bai X Liu D Li J Min Metall SectB-Metall 49 (1) B (2013) 9-12
[16] RJ Neal RA Reyburn Converter Operating Practicesat the Copper Cliff Smelter of the Inco Metals Company(R E Johnson Editor) American Institute of MiningMetallurgy and Petroleum Engineers Inc New York1979 p 167-184
[17] AM Mitrašinović A Wolf High Temp Mater Proc 33(2) (2014) 123-129
[18] CW Bale E Beacutelisle P Chartrand SA Decterov GEriksson K Hack I-H Jung Y-B Kang J MelanccedilonAD Pelton C Robelin S Petersen Calphad 33 (2)(2009) 265-440
[19] J Jansson P Taskinen M Kaskiala J Min Metall SectB-Metall 51 (1) (2015) 41-48
[20] M Saacutenchez M Sudbury J Min Metall Sect B-Metall49 (2) (2013) 161-168
[21] LG Ye CB Tang SH Yang YM Chen WH ZhangJ Min Metall Sect B-Metall 51 (1) (2015) 97-103
[22] AM Mitrašinović Canadian Metallurgical Quarterly 54(4) (2015) 494-499
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 150
Figure 6 X-ray mapping and normalized EDS analyses ofthe matte generated after addition of 70wtCu-30wtSi reductant (Test 4-7)
Spectrum Cu Ni Co Mo Pb Fe S Total1 334 12 353 161 32 1002 306 533 33 128 1003 384 473 34 109 1004 80 08 192 1005 743 46 211 1006 45 76 36 76 26 987
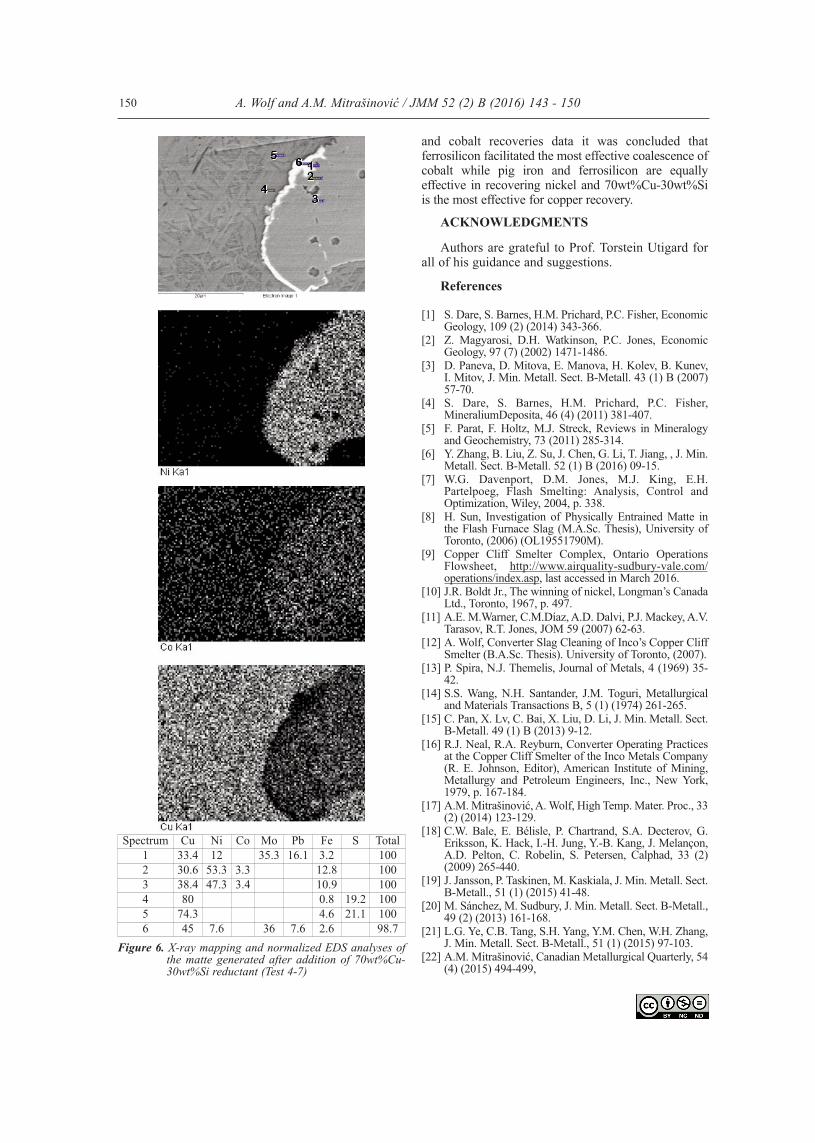
and cobalt recoveries data it was concluded thatferrosilicon facilitated the most effective coalescence ofcobalt while pig iron and ferrosilicon are equallyeffective in recovering nickel and 70wtCu-30wtSiis the most effective for copper recovery
ackNoWledgMeNtS
Authors are grateful to Prof Torstein Utigard forall of his guidance and suggestions
references
[1] S Dare S Barnes HM Prichard PC Fisher EconomicGeology 109 (2) (2014) 343-366
[2] Z Magyarosi DH Watkinson PC Jones EconomicGeology 97 (7) (2002) 1471-1486
[3] D Paneva D Mitova E Manova H Kolev B KunevI Mitov J Min Metall Sect B-Metall 43 (1) B (2007)57-70
[4] S Dare S Barnes HM Prichard PC FisherMineraliumDeposita 46 (4) (2011) 381-407
[5] F Parat F Holtz MJ Streck Reviews in Mineralogyand Geochemistry 73 (2011) 285-314
[6] Y Zhang B Liu Z Su J Chen G Li T Jiang J MinMetall Sect B-Metall 52 (1) B (2016) 09-15
[7] WG Davenport DM Jones MJ King EHPartelpoeg Flash Smelting Analysis Control andOptimization Wiley 2004 p 338
[8] H Sun Investigation of Physically Entrained Matte inthe Flash Furnace Slag (MASc Thesis) University ofToronto (2006) (OL19551790M)
[9] Copper Cliff Smelter Complex Ontario OperationsFlowsheet httpwwwairquality-sudbury-valecomoperationsindexasp last accessed in March 2016
[10] JR Boldt Jr The winning of nickel Longmanrsquos CanadaLtd Toronto 1967 p 497
[11] AE MWarner CMDiacuteaz AD Dalvi PJ Mackey AVTarasov RT Jones JOM 59 (2007) 62-63
[12] A Wolf Converter Slag Cleaning of Incorsquos Copper CliffSmelter (BASc Thesis) University of Toronto (2007)
[13] P Spira NJ Themelis Journal of Metals 4 (1969) 35-42
[14] SS Wang NH Santander JM Toguri Metallurgicaland Materials Transactions B 5 (1) (1974) 261-265
[15] C Pan X Lv C Bai X Liu D Li J Min Metall SectB-Metall 49 (1) B (2013) 9-12
[16] RJ Neal RA Reyburn Converter Operating Practicesat the Copper Cliff Smelter of the Inco Metals Company(R E Johnson Editor) American Institute of MiningMetallurgy and Petroleum Engineers Inc New York1979 p 167-184
[17] AM Mitrašinović A Wolf High Temp Mater Proc 33(2) (2014) 123-129
[18] CW Bale E Beacutelisle P Chartrand SA Decterov GEriksson K Hack I-H Jung Y-B Kang J MelanccedilonAD Pelton C Robelin S Petersen Calphad 33 (2)(2009) 265-440
[19] J Jansson P Taskinen M Kaskiala J Min Metall SectB-Metall 51 (1) (2015) 41-48
[20] M Saacutenchez M Sudbury J Min Metall Sect B-Metall49 (2) (2013) 161-168
[21] LG Ye CB Tang SH Yang YM Chen WH ZhangJ Min Metall Sect B-Metall 51 (1) (2015) 97-103
[22] AM Mitrašinović Canadian Metallurgical Quarterly 54(4) (2015) 494-499
A Wolf and AM Mitrašinović JMM 52 (2) B (2016) 143 - 150 150
Figure 6 X-ray mapping and normalized EDS analyses ofthe matte generated after addition of 70wtCu-30wtSi reductant (Test 4-7)
Spectrum Cu Ni Co Mo Pb Fe S Total1 334 12 353 161 32 1002 306 533 33 128 1003 384 473 34 109 1004 80 08 192 1005 743 46 211 1006 45 76 36 76 26 987