applicationof vsm
20
Application of Value Stream Mapping in Rubber Industry- A Case Study Author A.EPHREM 1 Co-Authors S.GANESHKUMAR 2 ,K.P.PARANITHARAN 3 ,D.CHELLAGANESH 4 ,R.CHANDRAMOULI 5 1,2,3,4 Department of Mechanical Engineering, SACS MAVMM Engineering College,Madurai-625301 5 Department of Mechanical Engineering, PRIST University,Madurai-625301. Cont……
-
Upload
aro-ephrem -
Category
Documents
-
view
448 -
download
2
Transcript of applicationof vsm
Application of Value Stream Mapping in Rubber Industry- A Case Study
Author
A.EPHREM 1
Co-AuthorsS.GANESHKUMAR2,K.P.PARANITHARAN3,D.CHELLAGANESH4,R.CHANDRAMOULI5
1,2,3,4Department of Mechanical Engineering, SACS MAVMM Engineering College,Madurai-625301 5Department of Mechanical Engineering, PRIST University,Madurai-625301.
Cont……
Abstract
Today modern industry has current market place due to strong competition for
the survival and increase work forces; where companies look for in to
increasingly efficient & financial side activity fulfilling the high expectation
and requirements of customer for a reasonable value products & also
continuous improvement of process make a long period marketplace
achievement.
This paper provide the useful platform for research in the implementation
process of rubber industries. The result shows the important development in
increasing the efficiency, reduction in lead time, reduction in inventory and
also eliminates the customer end line rejection. This can be achieved by create
a flow by layout modification and balance to Takt time.
Cont.......
Introduction
Today, manufacturing industries in the world are restless. In the recent years,
challenges for the survival of any industry with emerging economics face
situation with competitive power. Because of it, many manufacturers have
started implementing lean manufacturing practices. The goal of lean
manufacturing system is doing more with less of time, space, human effort
while giving the customer what they want to be highly economical manner.
Cont…..
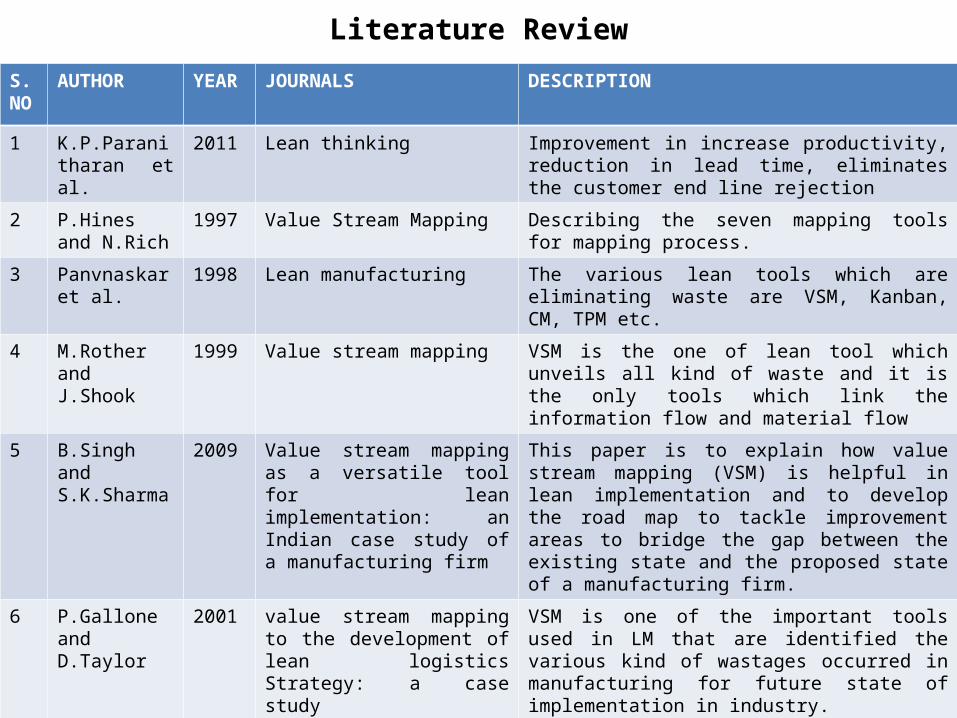
Literature ReviewS.NO
AUTHOR YEAR JOURNALS DESCRIPTION
1 K.P.Paranitharan et al.
2011 Lean thinking Improvement in increase productivity, reduction in lead time, eliminates the customer end line rejection
2 P.Hines and N.Rich
1997 Value Stream Mapping Describing the seven mapping tools for mapping process.
3 Panvnaskar et al.
1998 Lean manufacturing The various lean tools which are eliminating waste are VSM, Kanban, CM, TPM etc.
4 M.Rother and J.Shook
1999 Value stream mapping VSM is the one of lean tool which unveils all kind of waste and it is the only tools which link the information flow and material flow
5 B.Singh and S.K.Sharma
2009 Value stream mapping as a versatile tool for lean implementation: an Indian case study of a manufacturing firm
This paper is to explain how value stream mapping (VSM) is helpful in lean implementation and to develop the road map to tackle improvement areas to bridge the gap between the existing state and the proposed state of a manufacturing firm.
6 P.Gallone and D.Taylor
2001 value stream mapping to the development of lean logistics Strategy: a case study
VSM is one of the important tools used in LM that are identified the various kind of wastages occurred in manufacturing for future state of implementation in industry.
7 Womack et al. 1990 lean Lean focuses on removing wastes and ads value from customer perspectives, it is necessary to identify the non-value added activity and value added activity in the manufacturing system which creates wastes.
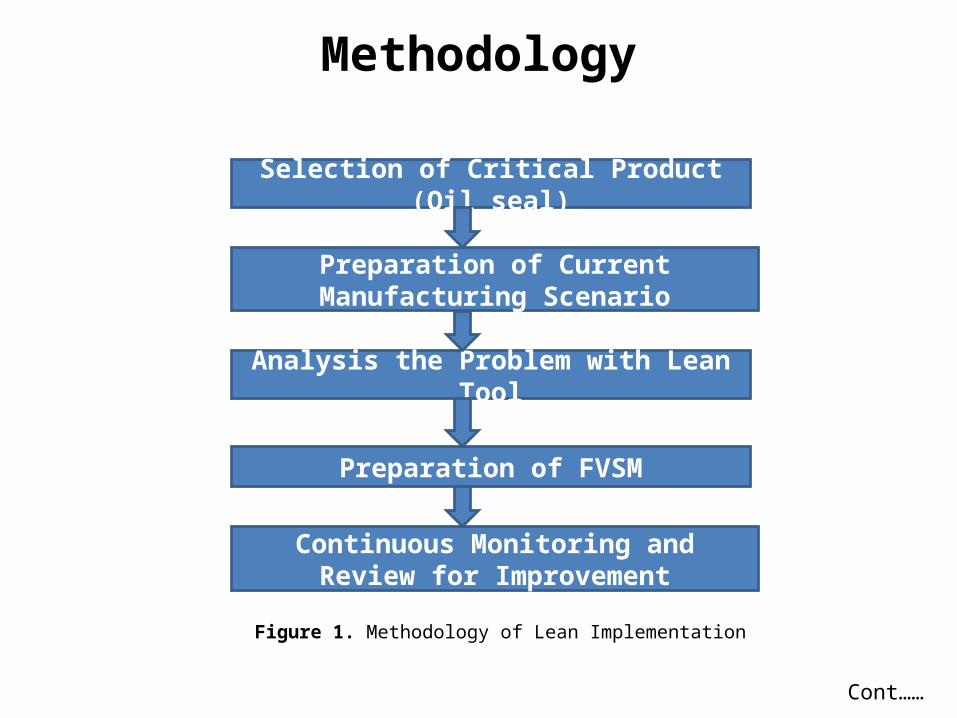
Methodology
Figure 1. Methodology of Lean Implementation
Cont……
Selection of Critical Product (Oil seal)
Preparation of Current Manufacturing Scenario
Analysis the Problem with Lean Tool
Preparation of FVSM
Continuous Monitoring and Review for Improvement
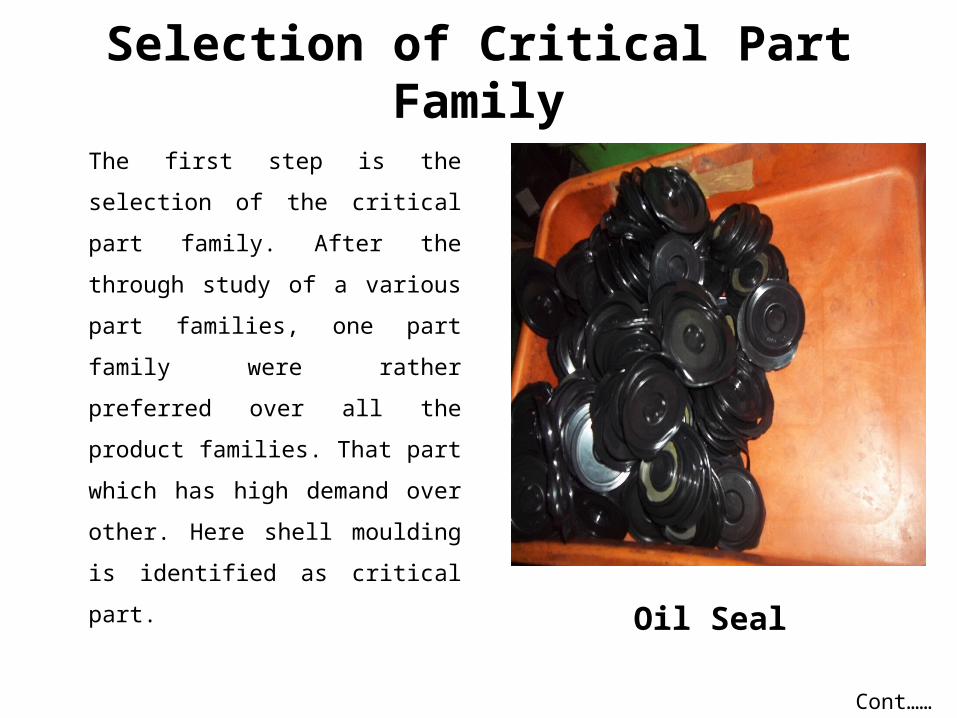
Selection of Critical Part Family
The first step is the
selection of the critical part
family. After the through study of
a various part families, one part
family were rather preferred over
all the product families. That part
which has high demand over
other. Here shell moulding is
identified as critical part.
Oil Seal
Cont……
Preparation of Current Manufacturing Scenario
Interaction with the sales and marketing team for customer
requirements. The company has a wide range of customers requesting for a
different types of shell The requirement of shell and rubber has demand of
15100 per day. Production problem are examined with appropriate lean tool and
resolve by kaizen process of production activity. In order to implement lean
principles, a task of group formed with different part organization. The objective
of operation is to reduce the lead time, improve the process ratio, reduce the
inventory and eliminate customer end line rejection.
Cont......
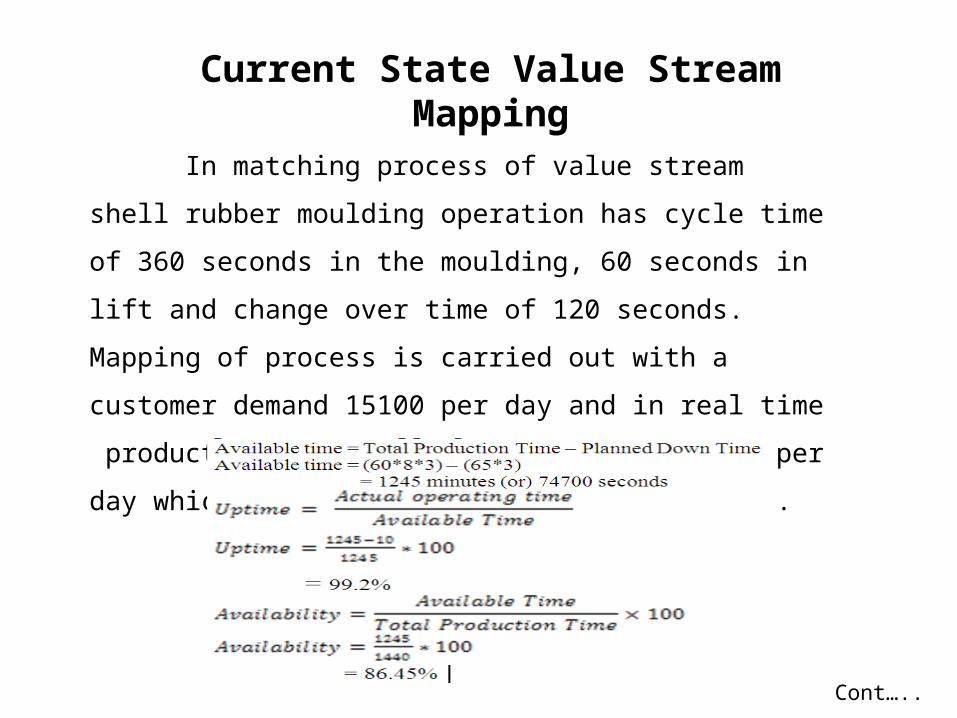
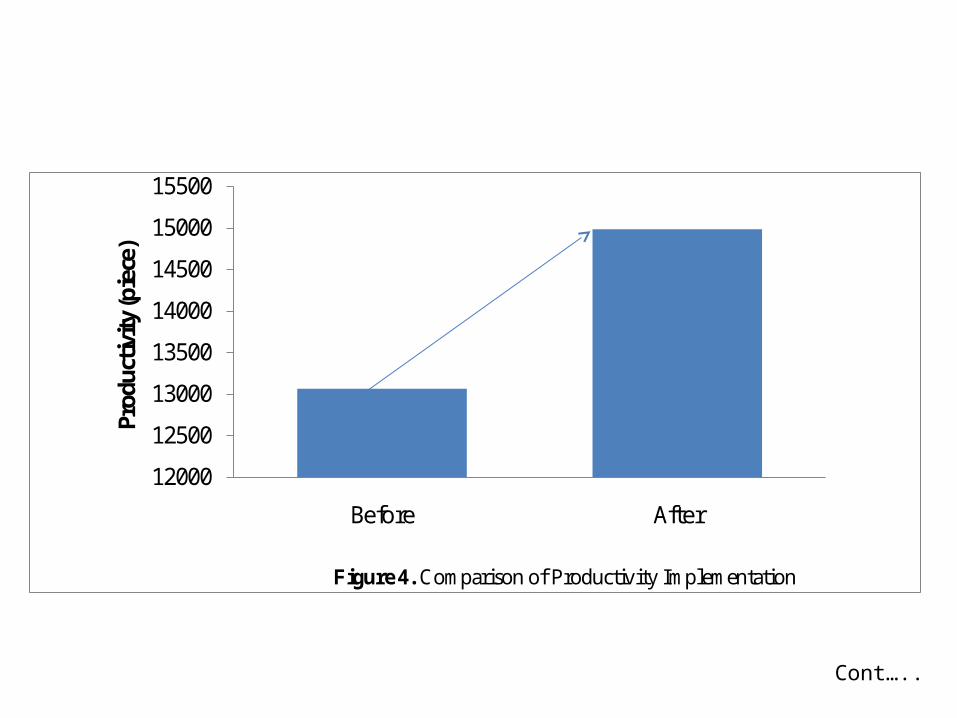
In matching process of value stream shell rubber moulding
operation has cycle time of 360 seconds in the moulding, 60 seconds
in lift and change over time of 120 seconds. Mapping of process is
carried out with a customer demand 15100 per day and in real time
product moulded in industry is only 13070 per day which a stores in
present state mapping.
Current State Value Stream Mapping
Cont…..
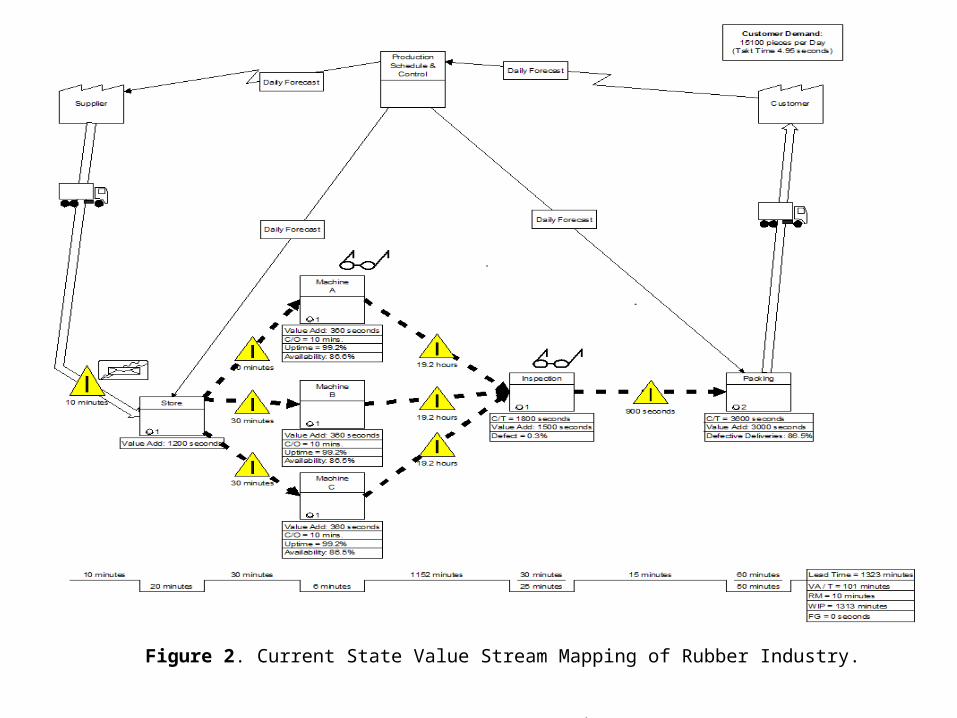
Figure 2. Current State Value Stream Mapping of Rubber Industry. cont……
Future State VSM of Rubber Industry
Cont….
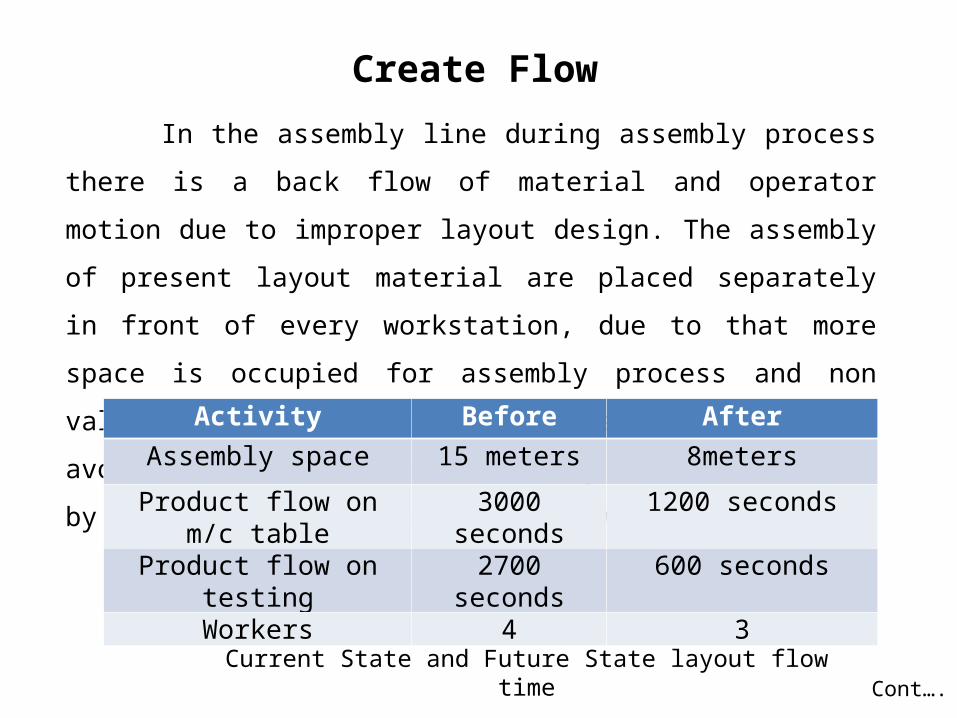
In the assembly line during assembly process there is a back flow
of material and operator motion due to improper layout design. The
assembly of present layout material are placed separately in front of every
workstation, due to that more space is occupied for assembly process and
non value addition of a part is increased. In order to avoid non value
addition assembly line is modified by lean principle to creating flow.
Activity Before AfterAssembly space 15 meters 8meters
Product flow on m/c table 3000 seconds 1200 secondsProduct flow on testing 2700 seconds 600 seconds
Workers 4 3
Current State and Future State layout flow time
Create Flow
Cont….
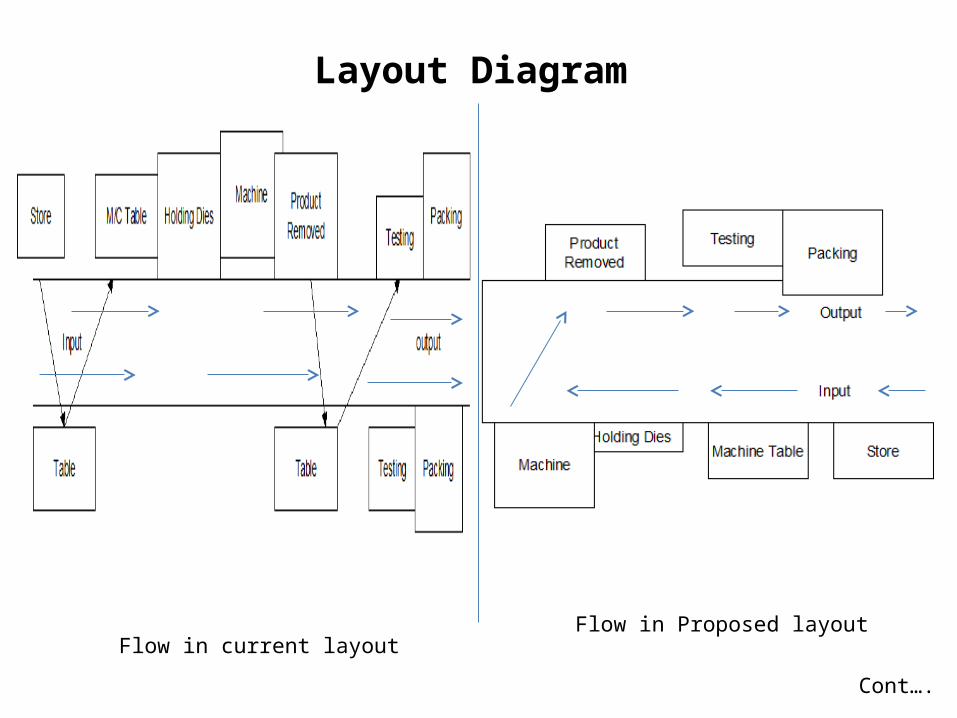
Flow in current layoutFlow in Proposed layout
Cont….
Layout Diagram

Balance to Takt Time
In this balance to Takt time where all the process time value
stream are reduced below the Takt time, in which shell moulding,
inspection, packing to entire value stream. To improve process
and meet the customer demand on time bring the process time
below the Takt timeTakt Time = Available Work time per Shift / Customer Demand per Shift
= (480-65)/5030
= 4.95*20
= 99 seconds
Cont.......
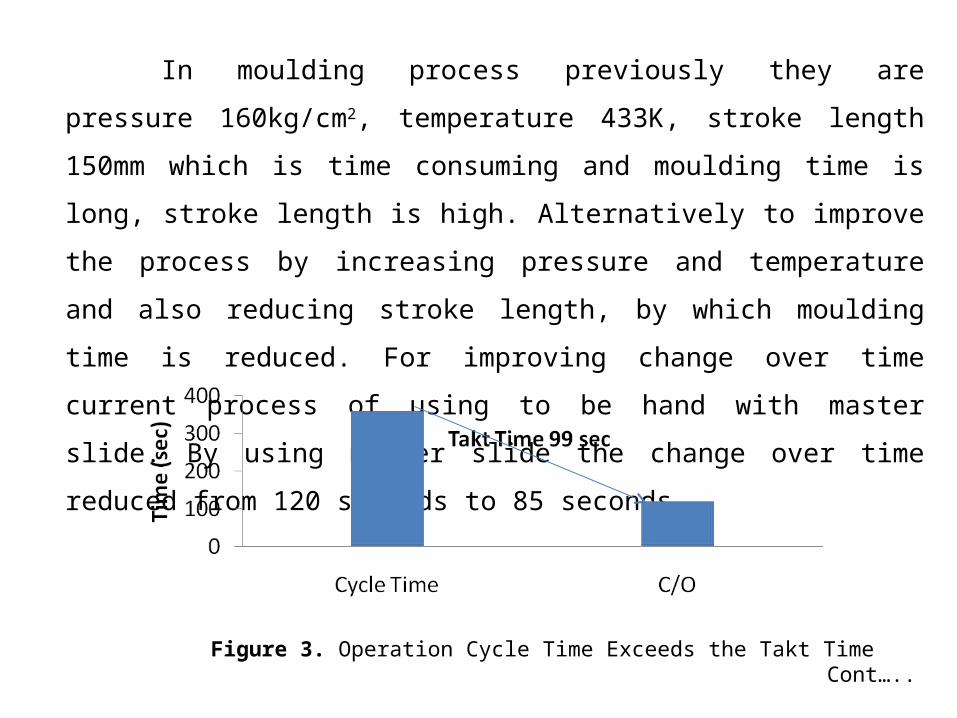
In moulding process previously they are pressure 160kg/cm2,
temperature 433K, stroke length 150mm which is time consuming and
moulding time is long, stroke length is high. Alternatively to improve the
process by increasing pressure and temperature and also reducing stroke length,
by which moulding time is reduced. For improving change over time current
process of using to be hand with master slide. By using master slide the change
over time reduced from 120 seconds to 85 seconds.
Figure 3. Operation Cycle Time Exceeds the Takt TimeCont…..
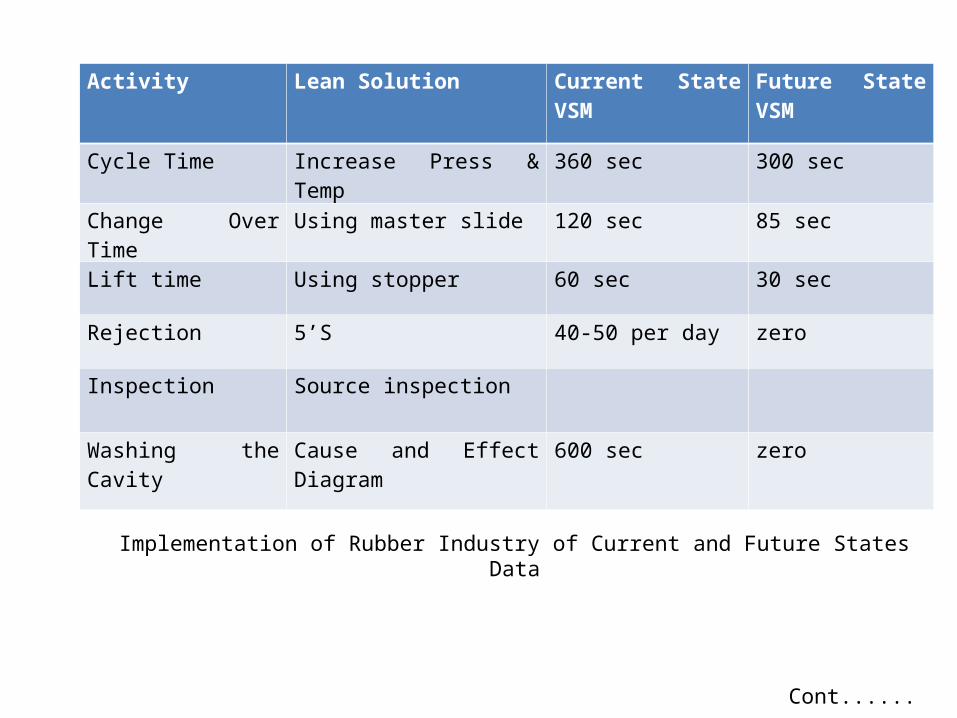
Activity Lean Solution Current State VSM Future State VSM
Cycle Time Increase Press & Temp 360 sec 300 sec
Change Over Time Using master slide 120 sec 85 sec
Lift time Using stopper 60 sec 30 sec
Rejection 5’S 40-50 per day zero
Inspection Source inspection
Washing the Cavity Cause and Effect Diagram 600 sec zero
Implementation of Rubber Industry of Current and Future States Data
Cont......
12000
12500
13000
13500
14000
14500
15000
15500
Before After
Prod
uctiv
ity (p
iece
)
Figure 4. Comparison of Productivity Implementation
Cont…..
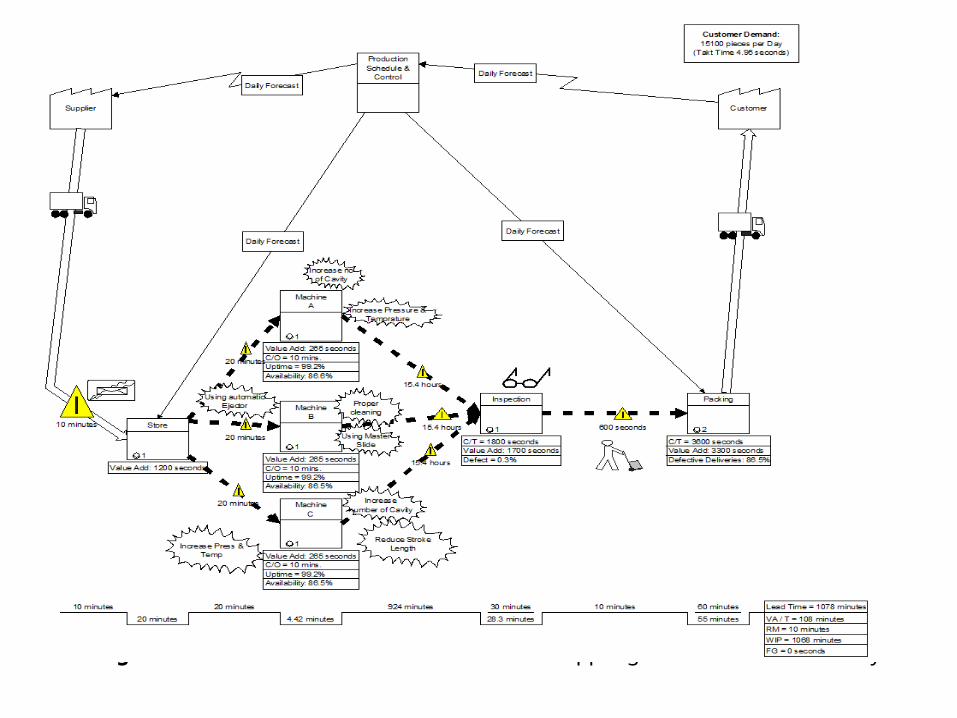
Figure 5. Future State Value Stream Mapping of Rubber Industry Cont…..
ConclusionsThe lean implementation study is proposed to give a comprehensive
system lean approach towards the traditional manufacturing. This research
carries evidence of genuine advantages of applying lean principles in a Oil
seal manufacturing industry. Present work provides elimination of non-value
added activity from the process which increases the process ratio from 7.63%
to 10.3%. It is concluded that lean approach in traditional manufacturing
system is effective tool to identifying the process waste and current work
propose to reduce the non-value added activity ,shorten the lead time in the
confrontational environment, Eventually it enables the companies to move
towards their Ultimate goal leading to, sustainability and profitability.
Cont…..
Reference[1]. Paranitharan, K.P., Syath abuthakeer, S., Subha, M.V., and Shabeena Begam P.V, Redesigning an Automotive
Assembly Line Through Lean Strategy, International Journal of Lean Thinking, 2011, Vol.2, Issue 2.
[2]. Hines, P. and Rich, N. The seven value stream mapping tools, International Journal of Operations and
Production Management, 1997, Vol.17, pp 46–64.[3]. Womack, J.P., Jones, D.T. & Roos, D., The Machine That Changed the World: the story of lean
production, New York: Rawson Associates, 1990.
[4]. Pavnaskar, S.J., Gershenson, J.K. and Jambekar, A.B., Classification scheme for lean Manufacturing tools,
International Journal of Production Research, 2003; Vol. 41, pp. 3075- 90.
[5]. Rother, M. and Shook, J. Learning to See: value stream mapping to create value and eliminate
muda, Lean Enterprise Institute, Cambridge, MA. 1999.
[6]. Singh, B. and Sharma, S.K., Value stream mapping as a versatile tool for lean implementation: an Indian case
study of a manufacturing firm, Measuring Business Excellence, 2009; Vol.13.No3, pp 58-68.
[7]. Gallone P., and Taylor, D., From value stream mapping to the development of lean logistics Strategy: a case
study, Manufacturing Operations and Supply Chain Management: the Lean Approach, Thomson Learning,
London, 2001;
Cont……
THANK YOU