An Introduction to the Basics. Example Product.
71
ROTATIONAL MOLDING(1) An Introduction to the Basics
-
Upload
todd-weaver -
Category
Documents
-
view
217 -
download
0
Transcript of An Introduction to the Basics. Example Product.

ROTATIONAL MOLDING(1)An Introduction to the Basics
Example Product

Example Product

Example Product

Example Product

Example Product

Example Product
Presentation Outline
IntroductionThe MaterialsThe MachinesThe MoldsThe MethodConclusion
Introduction
Also known as rotomolding or rotocasting
Process for manufacturing large, hollow, one-piece plastic
productsBest know for the manufacture
of tanks and toys (Little-Tykes)Suitable for small & complex
shapes

Introduction
Historical Development1850’s:Patent granted for rotomolding
principle1910’s:Method used for chocolate
products1940’s:Method used for vinyl plastisols1950’s:Invention of PE for the process1960’s:Rapid expansion in toy industry1970’s:Gradual expansion for technical
products1990’s:Significant improvement in process
control (at QUB)

Introduction
1500 Rotomolders around the world

Introduction
North American Market SegmentsPlayground
2%Industrial
16%
Materials Handling3%
Containers9%
Tanks18%
Others10%
Household2%
Toys40%

Introduction – The Process

Introduction
StrengthsSmall production runsLarge part capabilityLow tooling costs‘Stress-free” productsShort product development lead times
Introduction
WeaknessesSlow cycle timesLimited material choicesDifficult to automatePoor imageLow technology culture

Presentation Outline
IntroductionThe MaterialsThe MachinesThe MoldsThe MethodConclusion
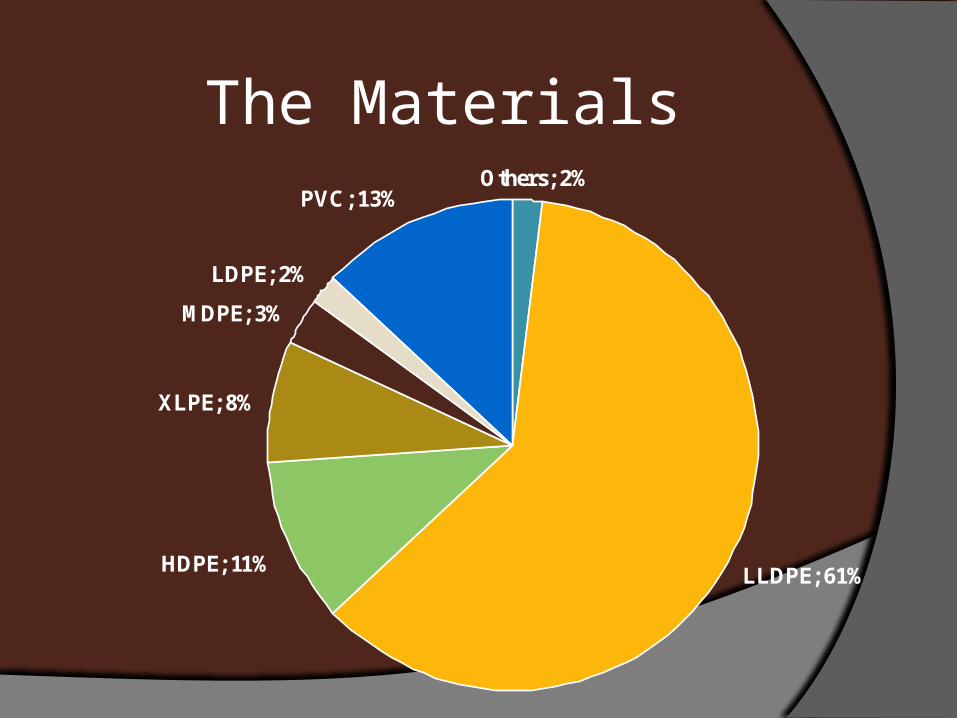
The MaterialsOthers; 2%
LLDPE; 61%HDPE; 11%
XLPE; 8%
MDPE; 3%
LDPE; 2%
PVC; 13%

The MaterialsLow Zero Shear Viscosity is required to
aid in the flow of the polymer within moldMFI
Lower MFI resins – high strength productsHigher MFI – good surface finish and
surface detail

The MaterialsParticle shape and size is crucial to the
flow characteristics as the mold is rotating
Standard size is a 35 mesh powder (500 micron, 0.0197 inches)

The MaterialsDry-flow/Bulk-density characteristics
Dry-flow is the time it takes 100 grams of resin powder to pass through a funnel of
given dimensionsBulk-density is the quantity of undisturbed
powder than can fit inside a beaker of specified dimensions
Inversely proportional to each other

The Materials

The MaterialsOther Material
Foams○Post-process○In-processLiquid reactive polymersMicro-pelletsAdditivesCeramics
Presentation Outline
IntroductionThe MaterialsThe MachinesThe MoldsThe MethodConclusion

The MachinesRock-and-RollClamshellVerticalShuttleCarousel
FixedIndependent
Electric & Jacket

Rock-and-Roll Machines

Rock-and-Roll Machines

Clamshell Machines

Vertical Machines

Shuttle Machines

Fixed Carousel Machines

Independent Carousel Machines

Electric Machines
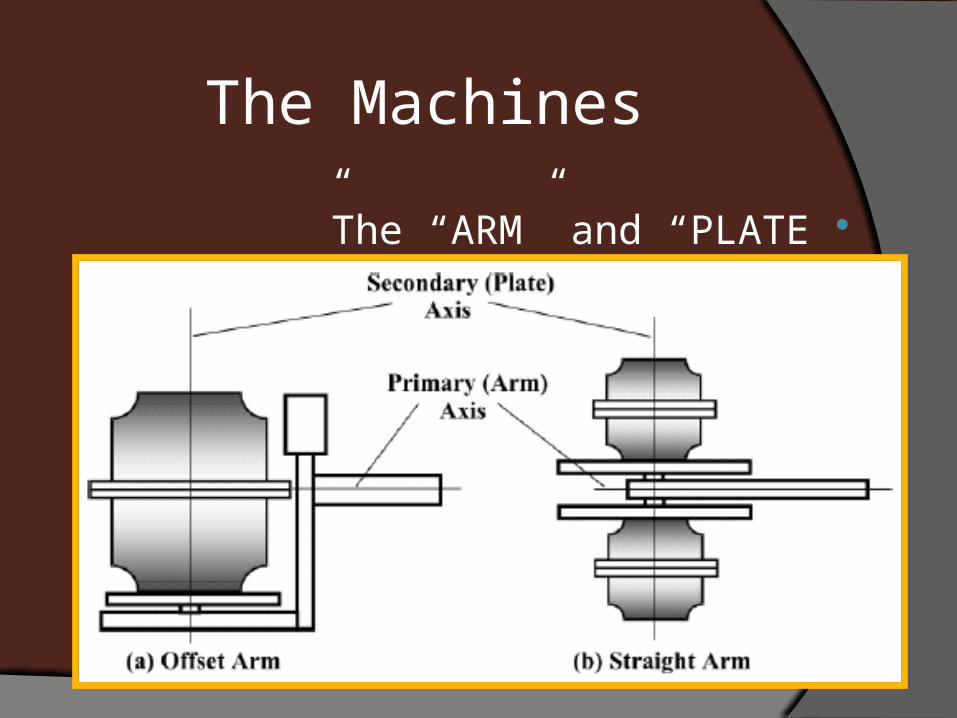
The Machines
The “ARM” and “PLATE”
Presentation Outline
IntroductionThe MaterialsThe MachinesThe MoldsThe MethodConclusion
The MoldsMaterials
Steel○Mild○StainlessAluminum
○Cast○Machined○Plate

The MoldsAnatomy
Frame and SpiderTwo or more sections (with draft)Parting line with alignment featuresClamping hardware and pry-pointsVent (breather) tubesTexture and other featuresRelease agents
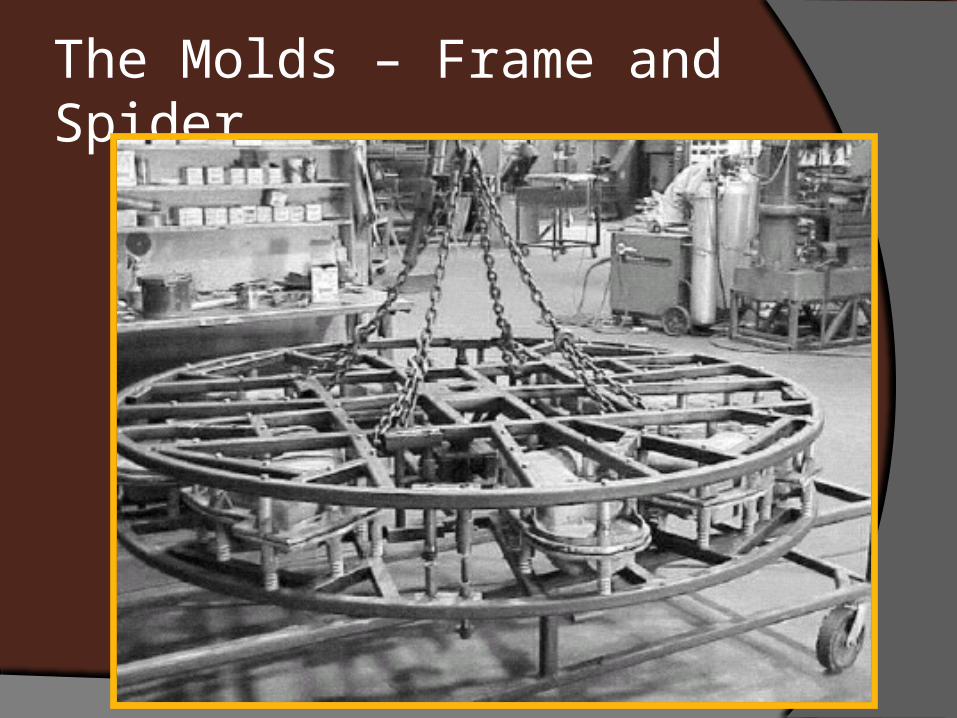
The Molds – Frame and Spider

The Molds - Mold Sections

The Molds - Parting Line

The Molds - Parting Lines

The Molds - Parting Lines

The Molds - Clamping Hardware

The Molds – Pry Points

The Molds - Vents

The Molds - Vents

The Molds – Kiss-Offs

The Molds - Threads

The Molds - Inserts

Presentation Outline
IntroductionThe MaterialsThe MachinesThe MoldsThe MethodConclusion

The Method
.1Loading
.2Heating
.3Cooling
.4Unloading


The Method - LoadingA predetermined amount of resin is
loaded into the moldThe mold is closed after the flanges
have been cleared of resin particlesThe mold is secured shutRotate the mold to ensure no tools have
been left on the machine
The Method - HeatingRotate the mold in a high-temperature
environmentThe resin will always sit at the lowest point
of the cavity (powder pool)It will slowly coat the mold interior until all
the resin has meltedThe resin will then continue to densify as
the gap between the particles disappearsRemove the mold from the oven when the
powder has completely melted and densified

The Method - CoolingRotate the mold in a room temperature
environmentThis allows the layer of resin to cool and
solidifyWater can also be used, but care should
be exercised

The Method - UnloadingRemove the clamping system“Pry” open the moldLift the completed, hollow, one-piece
part from the mold.Repeat the cycle
The MethodThe concern
How do you really know when it is time to do the next step?
○When is the resin melted?○When is it cooled?In the early 90’s, QUB invented an
instrument that revolutionized process comprehension and control
○The Rotolog™

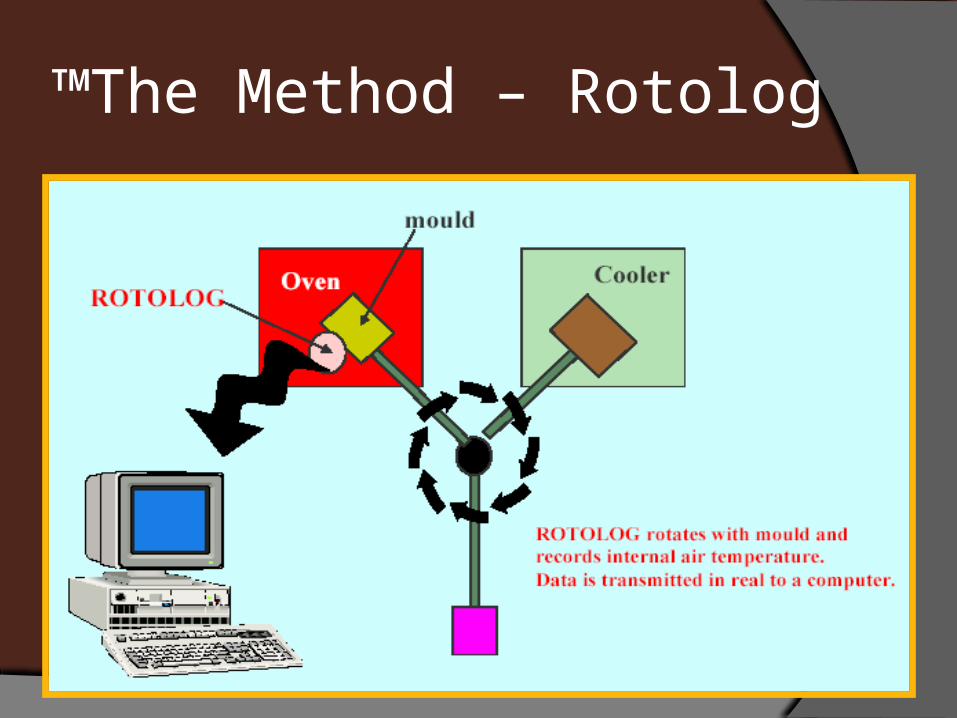
The Method – Rotolog™
Temperature sensors (4 type-K Thermocouples)
RF TransmitterRF Receiver and Signal ConditionerComputer Software
Real time monitoring of the temperatures
The Method – Rotolog™

The Method – Rotolog™

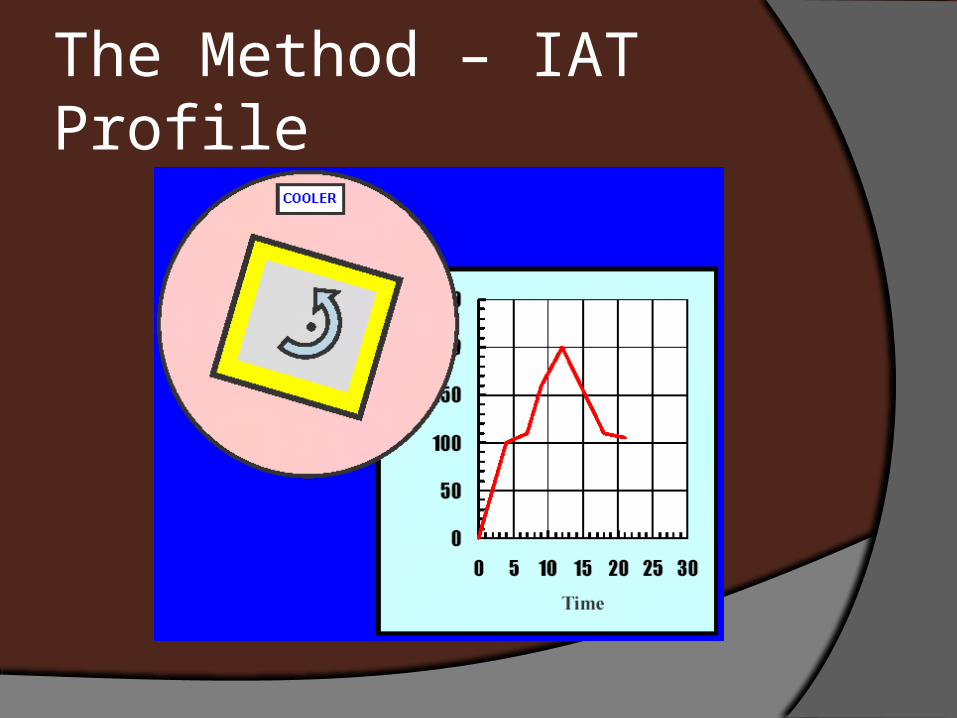
The Method – Temperature Profiles

The Method – IAT Profile

The Method – IAT Profile

The Method – IAT Profile

The Method – IAT Profile
The Method – IAT Profile

The Method – IAT Profile
The Method – IAT Profile
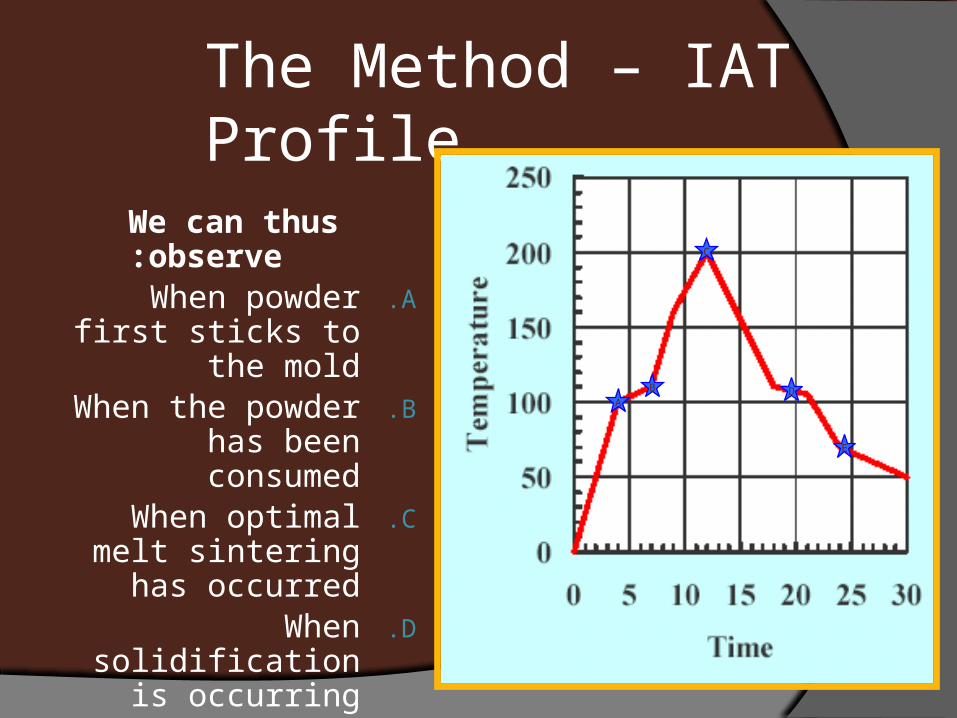
We can thus observe:.AWhen powder first
sticks to the mold.BWhen the powder
has been consumed.CWhen optimal melt
sintering has occurred
.DWhen solidification is occurring
.EWhen the plastic separates from the
mold
A
B
C
D
E

The Method – IAT Profile
•The Peak Internal Air Temperature (PIAT) is the key process control
parameter and is independent of all
other process variables (point C)
C
The Method Other important (QUB) developments
Pressurization (Dynamic Venting)Permanent temperature feedback (K-
Kontrol)RotoSim computer simulationWorldwide training seminars and consultingPPRC – Rotomolding division

Presentation Outline
IntroductionThe MaterialsThe MachinesThe MoldsThe MethodConclusion

Conclusion
Though in a state of infancy, Rotomolding offers unique advantages
over other plastics processesThere are endless opportunities for
research and developmentRotomolding has a very promising future,
more so than many competing processes


















