Tapping attachments Tap chucks Cutting fluids · TAPMATIC has for over 50 years manufactured...
36
Tapping attachments Tap chucks Cutting fluids
Transcript of Tapping attachments Tap chucks Cutting fluids · TAPMATIC has for over 50 years manufactured...

Tapping attachmentsTap chucksCutting fluids

� TAPMATIC
TAPMATIC – The tapping specialistsTAPMATIC has for over 50 years manufactured tapping attachments of the highest quality. Generous investment in research and development has created and maintained a leading market position worldwide in the field of integrated reversing tapping attachments.TAPMATIC tapping attachments can be used on all machine tools from the manually operated to the most sophisticated CNC machining centre. In 1981 TAPMATIC (Kriessern) in Switzerland opened their own manufacturing plant, who‘s primary responsibility is to supply the European market. All tapping heads and spare parts are available from this central plant in Kriessern. TAPMATIC have their own distribution companies in all major countries throughout Europe. TAPMATIC also has stockists with trained representatives in more than 50 industrial countries world-wide ensuring the best possible service. Cutting fluids are a further product of TAPMATIC. They enable perfect threads to be cut, of the highest precision and surface finish including very difficult materials.
Each tapping unit goes through practical test runs and has a one year guarantee, according to our certified quality standard ISO 9001:�000.
The advantages of TAPMATIC tapping headsTAPMATIC‘s self-reversing attachments keep a constant tapping speed for optimum tap life.This meansn Ideal chip flow = perfect thread surfacenConstant high RPM up to 5000nShorter machining time, due to saving two spindle reversals per tapped hole.nTherefore reduced wear to expensive CNC machinesn In most cases a 50% to 100% increased tap life
Self-feedPermits the tap to act as its own lead screw. The self-feed accom-modates any differences between thread pitch and machine feed control. The tap is propelled by rotation only and cuts a thread without pressure; this guarantees a thread of high quality, which is as accurate as the tap itself.
Patented ball driveTAPMATIC‘s spring biased rolling ball design transmits rotational power to the tap. The ball disengages smoothly and silently after reaching the thread depth switching to the reverse mode.
ColletsTAPMATIC tapping attachments use multi-range Rubber-Flex collets or steel collet ER type, preferably ER-GB. Usually no more than two Rubber-Flex collets are required to cover a unit‘s capacity range.
Modular systemsThe straight shank design with Weldon type flats to DIN1835B+E permits easy adaption to standard tool holders.
Thread depth accuracyTAPMATIC tapping attachments disengage after reaching their pre-selected thread depth, irrespective of any machine spindle lag. The depth is equal to the feed set on the machine plus the self-feed in the unit.
Adjustable slipping clutchThe manual type TAPMATIC heads are fitted with a safety clutch, which guards against tap breakage. This clutch design is intended as a safety device only and a machine stop should be set to allow the tap to release before bottoming whenever possible.
Internal coolant systemSome TAPMATIC tapping attachments are designed with internal coolant systems capable of a supply up to 80 bar. Ideal lubrication is achieved by supplying coolant within or alongside the tool shank, thereby thread quality is improved. Furthermore this can be cost-effec-tive as tap life is increased by washing away swarf from the core hole.
Hard startBecause of its unique design, the hard start guarantees the tap will cut at the same point each time without compression, even at high RPMs.
Front releaseThis protects the tap chuck, tap adapter, tap and work piece from damage.This can occur when the length compensation is exceeded (tension) e.g. because the machine spindle lags in the change from forward to reverse or a rapid spindle movement backwards before the tap is completely out of the component. In these situations the quick change tap adapter disengages from the tap holder automatically and avoids expensive damage.
TAPMATIC Kriessern, Switzerland
TAPMATIC Post Falls, USA

TAPMATIC 3
Product line index
Description Model Page
Self-reversing tapping attachmentsAutomatic reverse with increased reverse ratio. For manually operated drilling and milling machines.
Heavy duty self-reversing tapping attachment for machines with automatic feed1:1 Reverse Ratio
XTC / DCRX
SPD / SPD-QC
6 7 7
8
CNC tapping attachments with straight shanksFor vertical and horizontal CNC machining centres, for continuous production. Extended spindles and interchangeable shanks available.
RDTRDT-ICRDTXTRDTICXT
9101111
SynchroFlex with straight shanks to DIN 1853B+E, HSK, ISO, BTFor rigid tapping on CNC machines with/without internal coolant, ER-GB or QC-collets.
SFT
SX
13141516
Tap chucks with straight shanks DIN 1835B+E or morse taperFor use on NC machining centres or NC centre lathes and all machines with controlled feed.
SM 17
Tap chucks with quick-change adapters to DIN 1835B+EWith tension/compression, for rigid tapping, without internal coolant, front release, for use on all machines with controlled feed.
TA 1819
Tap chucks with quick-change adapters, with internal coolant to DIN 69893A, DIN 1835B+EWith tension/compression, for rigid tapping, with internal coolant, with quick-change tap adapters steel or rubber.
TIC �0�1
Various accessoriessuitable for tapping attachments tapping chucks and machine spindles.
Quick-change tap adaptersColletsClamping nuts/ sealing gasketsArbors
�4–�7�8–�9
�930
Cutting fluidsFERROFLUID for steel and stainless steel, ALUFLUID for aluminium. MINIFLUID for difficult materials, application by drop.
FERROFLUIDALUFLUIDMINIFLUID
31

4 TAPMATIC
Series X TC/DC RX SPD RDT RDT-IC ASR / RSRCapacity in steel M0,5 – M30 M1,4 – M18 M1,4 – M18 M1,4 – M42 M1 – M25 M2,5 – M25 M2 – M16max. RPM 2000 2000 2000 2000 6000 3500 3000For use onManual machines • • •CNC machines •CNC machining centres • • •CNC lathes •FeaturesAutomatic reverse • • • • • • •Constant tapping speed • • • • • • •Adjustable slipping clutsch • • •Release to neutral • • • • • • •For right and left hand tappingIntegral stop arm • • •Internal coolant system (max. 50 bar) •Extended length •Collets and adaptersMulti-range collets RF • • • •Steel collets ER / ER-GB • • •Quick change tap adapters: •T positive drive •TC adjustable torque control •D die holders •E / TF collet holders •Attachment mountsInternal taper • • • •Internal thread • • • •Straight shank DIN 1835B+E • •Shank HSK •Shank VDI 3425 (DIN 69880) •
Series SFT SX SM TA TIC TIM NCCapacity in steel M2 – M30 M2 – M20 M1,4 – M30 M1 – M48 M3 – M24 M7 – M24 M1,4 – M22For use onManual machines • • •CNC machines • • • • •CNC machining centres • • • • • • •CNC lathes • • • • • • •FeaturesSelf-feed (tension/compression) • • • • • • •Front release • • • •Hard start • • • •Release to neutral •For right and left hand tapping • • • • • •Internal coolant system • • • •–10 bar minimum quantity lubrication •–50 bar • • •–80 bar • •Collets and adaptersMulti-range collets RF •Steel collets ER / ER-GB • •Quick change tap adapters: • • • • •T positive drive • • • • •TC adjustable torque control • • • •T-IK positive drive, internal coolant (for taps without internal coolant) • •TC-IK torque control, internal coolant (for taps without internal coolant) • •D die holders • • •E / TF collet holders • • • •ER collet adapter USA •Shrink Fit Adapters • • •Tap chuck mountsStraight shank DIN 1835B+E • • • • • • •Morse taper arbor DIN 228B • •Shank HSK DIN 69893A • • • • •Shank DIN 69871A, A / D, B • • •Shank MAS-BT (JIS B6339) • •Shank DIN 2080 • •Shank VDI 3425 (DIN 69880) • • •Shank ABS (system KOMET) • • •
Tapping attachments – selector chart
Tap chucks – selector chart
Modification Possible

TAPMATIC 5
Collest chuck
Tap
Tap
RDT-IC
Saving
Total cost / year
Advantages of tapping attachments with automatic reversal
General InformationThread cutting is the only machining operation which requires a change of direction for the return of the tool. This can be laborious, it also causes wear and is a costly procedure for any machine.
RDT / RDT-IC tapping attachmentRDT and RDT-IC reversing tapping attachments are specially designed for fastest thread manufacturing on CNC machining centres. They also eliminate reversal related machine wear and tear and reduce energy consumption. The patented ball drive with integrated planet gear for automatic reversal creates an almost constant cutting speed and eliminates the need to start the machine spindle twice per thread.By using the RDT tapping attachments the cycle time is reduced and the life of the tap is increased. The IC-version allows coolant to flow directly through the tapping head.
Case history:
ApplicationThread cutting on a horizontal machining centre Fritz WernerTC800 with internal cooling.
MaterialGG�0
TapM6 standard thread HSS with TIN-AL coating
ThreadM6 standard thread, 9 mm deep, tapping drill ø 5.05 and 1�.5 mm deep
SpeedRigid tapping with spindle reversal, programmed speed 1‘�00 RPM(ø RPM reached: 513)
ResultsCycle time of 6 min 34 sec for 68 threads
Change with TAPMATICUsing a TAPMATIC tapping attachment RDT-IC50 with ER16spindle, programmed speed 1‘800 RPM.
ImprovementCycle time reduced to 3 min �� sec for 68 threads, tap life tripled.
AdvantageBesides reducing the cycle time, tap life was considerably increased
Constant speed tapping – the secret of longer tap life
Power consumption for 144 threads M8
Energy cost saving of 75%
Not only is the shorter cycle time ofimportance, but also the constantspindle direction. By changing thedirection (decelerating andaccelerating) of the spindle, higherspikes of power are needed, whichcan be prevented by constantspindle rotation.
Evaluation of economic efficiency
Results
nReduction of cycle time by 50%n Increase of production capacitynTap life triplednLess machine wear (no spindle reversals)nRoughly 75% energy savings by constant speed tapping
Conclusion
With the use of tapping attachments, the cycle time is less, which also increases productivity. Additionally, machine repair / downtime is reduced, also tap and energy costs.
Costs Tapping attachment RDT-IC
Collets chuck with compensation
Number of threads/part 68 68Number of parts 400 400Cycle time per part/min 3.36 6.56Cycle time in hours 22.4 43.7Machine hourly rate in � 70 70Number of taps 22 65Tap costs in � 275 813Production costs in � 1‘568 3‘061Chuck costs in � (approx.) 1‘500 450Total costs in � 3‘343 4‘324Cost reduction in � 981
Tapping with an attachement
Time
Reversal
Feed in Feed out
Tapping with a machine spindle reversal
ReversalFeed in Feed out
Time
RPM
RPM
Break Even Point
collet chuck
RDT-IC
Minutes
Machine reversal1500 UpMKW
TAPMATIC1500 UpM
TAPMATIC2500 UpM
X | RDT | RDT-IC tapping attachment

6 TAPMATIC
L D
Note: When using Roll Form Taps the tool’s tapping capacity must be reduced by 25%.Rubber Flex collets page 29. Interchangeable shanks page 30.
Self-reversing tapping attachments with high-speed return and adjustable slipping clutchThe compact build and simple handling, together with multiplicity of interchangeable arbors used with these units, makes them first choice in 75% of all thread cutting operations. The spring bias drive permits smooth tapping speeds up to �000 RPM.
FeaturesnAdjustable slipping clutch (discs)nAutomatic reversalnSelf-feed (tension-compression)nRe-entry cushion nRight hand tapping (Left hand on request)nMulti-range collets (RF)nHigh-speed return 1.75 : 1n Interchangeable arbors
ApplicationFor all manually operated drilling and milling machines.
DeliveryStandard accessories include � wrenches, all necessary hex keys and one stop arm. Please order the necessary � multi-range collets and arbor separately.
Dimensions
Model Order code Capacityin steel
Max. RPM Mounts S L mm Collets RF
Taper mounts Thread. mounts100XB 16101 M0,5–M2 2000 JT1 94 117XB730X 10306 M1,4–M7 2000 JT6 113 J116
J11710312 B1210316 B1610333 JT3310331 5/16"–24 10410337 3/8"–2410350 1/2"–20 11310362 5/8"–1610375 3/4"–16
50X 10506 M3–M12 1500 JT6 153 J421J42210516 B16
10533 JT3310537 3/8"–24 14810550 1/2"–2010562 5/8"–1610575 3/4"–16
70X 10703 M5–M18 1200 JT3 176 J443J44010718 B18
10750 1/2"–2010762 5/8"–1610775 3/4"–1610787 7/8"–20
90X 10904 M10–M30 600 JT4 219 J461J46210915 1.1/2"–18
Model D mm d mm Self-feed mm T Weight kg100XB 33 9 5 0.20030X 48 19 3.5 0.50050X 70 27 6 1.40070X 76 36 9 2.10090X 105 57 13 5.000
Info on pages 33, 35Arbors
on page 30Collets RFon page 29
Order information:Order code 10516 (50X-B16) + J4�1, J4�� (standard collets) + MK�-B16 (arbor)
X

TAPMATIC 7
L D
d
Self-reversing tapping attachments with high-speed return, adjustable slipping clutch and depth controlThe TC/DC models are identical to the X models, however they have the additional feature of depth control, thus the self-feed can be reduced.
ApplicationFor all manually operated drilling and milling machines where tapping short blind holes is required.
DeliveryStandard accessories include � wrenches, all necessary hex keys and one stop arm. Please order the necessary � multi-range collets and arbor separately.
Universal self-reversing tapping attachments with high-speed returnA robust head for volume production and performance, suitable for roll tapping. A higher degree of torque is transferred through the heavy-duty ball clutch (slipping) to the tap, making it a very durable unit.
ApplicationFor all manually operated drilling and milling machines.
DeliveryStandard accessories include � wrenches, all necessary hex keys and one stop arm. Please order the necessary � multi-range collets and arbor separately.
Note: When using Roll Form Taps the tool’s tapping capacity must be reduced by 25%. Rubber Flex collets page 29. Interchangeable shanks page 30.
Dimensions
Model Order code Capacityin steel
Max. RPM Mounts S L mm Collets RF
Taper mounts Thread. mounts30TC/DC 14306 M1,4–M7 2000 JT6 122 J116
J11614312 B1214316 B1614333 JT3314331 5/16"–24 11314337 3/8"–2414350 1/2"–20 12214362 5/8"–16
50TC/DC 14506 M3–M12 1500 JT6 169 J421J42214516 B16
14533 JT3314537 3/8"–2414550 1/2"–2014562 5/8"–16
70TC/DC 14703 M5–M18 1200 JT3 191 J443J44014718 B18
14750 1/2"–2014762 5/8"–1614787 7/8"–20
Model Order code Capacityin steel
Max. RPM Mounts S Collets RF
Taper mounts Thread. mountsRX 30 013006 M1,4–M7 2000 JT6 J116
J117013016 B16013033 JT3330337 3/8"–2430350 1/2"–20
RX 50 015006 M3–M12 1500 JT6 J421J422015016 B16
015033 JT33015050 1/2"–20
RX 70 017006 M5–M18 750 JT3 J443J440017087 7/8"–20
Model D mm d mm Self-feed mm T Weight kgRX30 53 19 6 0,700RX50 76 27 10 1,800RX70 88 36 10 3,000
Arborson page 30
Collets RFon page 29 Info on pages 33, 35
TC/DC | RX

8 TAPMATIC
Self-reversing tapping attachments for machines with automatic feedA short durable tapping attachment with a 1:1 reverse ratio, suitable particularly for difficult applications such as combination drill taps and roll form tapping.
FeaturesnDirect drive 1:1 rationAutomatic reversalnSelf-feed (tension-compression)nRe-entry cushion (Hard start available on request)nMulti-range collets (RF) or quick-change collets (steel)n Interchangeable arbors
ApplicationFor turret drill machines, pneumatic/hydraulic operated and electro-drill units.
DeliveryStandard accessories include � wrenches, all necessary hex keys and one stop arm.Please order the necessary � multi-range collets and arbor separately.
Quick-change version
Dimensions
Model Order code Max. RPM Capacityin steel
Mounts S L mm Collets
Taper mounts Thread. mountsSPD-3
18316 2000 M1,4–M7 B16 118 J116J11718333 JT33
18337 3/8"–24 10518350 1/2"–20 113
�18362 5/8"–1618375 3/4"–16 118
SPD-5
18516 1500 M3–M12 B16 148 J421J42218533 JT33
10537 3/8"–24 13810550 1/2"–2018562 5/8"–1618575 3/4"–1618587 7/8"–20 148
SPD-7
18703 1200 M5–M18 JT3 175 J443J44018750 1/2"–20 162
18762 5/8"–1618787 7/8"–20 175
SPD-9A 17904 600 M10–M30 JT4 228 J461J46217915 1.1/2"–18 200
Model Order code Max. RPM Capacityin steel
Mounts S L mm Tap adapters
Taper mounts Thread. mountsSPD-3 QC 18216 2000 M1,4–M7 B16 109 0
T0TC0
18233 JT3318237 3/8"–24 9618250 1/2"–20 10418262 5/8"–1618275 3/4"–16 109
SPD-5 QC 18416 1500 M3–M12 B16 130 1T1TC1
18433 JT3318450 1/2"–20 12218462 5/8"–1618489 7/8"–20 130
SPD-7 QC 18603 1200 M5–M18 JT3 159 2T2TC2
18650 1/2"–20 14718662 5/8"–1618687 7/8"–20 159
SPD-7 QC 17804 600 M10–M30 JT4 217 3, T3TC317815 1.1/2"–18 189
SPD-11 QC 18100 400 M22–M42 2.1/4"–10 236 T4, TC4
Model D mm d mm Self-feed mm Weight kgSPD-3 53 19 3 0,5SPD-5 69 27 5 1,4SPD-7 76 36 7 2,1SPD-9A 103 57 10 5,0SPD-3 QC 53 28 3 0,5SPD-5 QC 69 36 5 1,4SPD-7 QC 76 54 7 2,1SPD-9A QC 103 76 10 5,0SPD-11 QC 146 90 13 14,0
Shankson page 30
Arborson page 30
Tap adapterson pages 24–27
Collets RFon page 29 Info on pges 33, 35
SPD | SPD-QC
Note: When using Roll Form Taps the tool’s tapping capacity must be reduced by 25%. Rubber Flex collets page 29. Interchangeable shanks page 30.

TAPMATIC 9
Model Order code Capacityin steel
Straight shank SØ mm
Collets Max. RPM
RDT15 3915258 M1 – M3 25 ER8 5000RDT25 39252511 M2,5 – M6 25 ER11 3500RDT50 39502516 M4,5 – M12 25 ER16 2300RDT85 HS 39852525 M11 – M20 25 ER25 1500RDT85 39852532 M12 – M25 25 ER32 1200RDT100 391002540 M14 – M25 25 ER40 1000
High speed tapping attachments with automatic reversal for CNC machines with straight shankThese tapping attachments are of extremely compact build. The stop arm prevents any rotation in the tool magazine and serves as a torque bar when the head is loaded in the machine spindle. According to the motto “FAST AND SIMPLE TO INSTALL”, TAPMATIC is maintaining a list with stop arms, which have already been manufactured. By informing us about the machine type and serial number (please complete the customer inquiry form on page 34), we will be able to supply you with a quotation and principle drawing at short notice.
FeaturesnLow-friction cushioned drive, up to 5000 RPMnAutomatic reversalnSelf-feed (tension)nSteel collets ER-GBnStraight shanks DIN 1635B+En Interchangeable stop arm assembly for different centre distancesnAccurate thread depthsnReduced CNC machine spindle wearnShorter cycle timen Increased tap lifenReduction in energy consumption
ApplicationFor CNC machining centres with automatic toolchanger (bore cycle G85).
DeliveryStandard accessories include � wrenches and all necessary hex keys. Please order stop arm, ER-GB collets and arbor separately.
non requestNote: When using Roll Form Taps the tool’s tapping capacity must be reduced by 25%.Steel collets page 29. Interchangeable shanks page 30.
Dimensions
Stop arm assemblies for models RDT and RDT/IC
CNC tapping attachment RDT and RDT/IC are supplied as standard without stop arms. Depending upon the centre distance (see L3 above, centre of the machine spindle to the centre of the stop pin) stop arm assemblies are available with a 55mm, 60mm or 80mm centre distance. They are attached to the tapping attachment via 4 fixing bolts. Other distances are obtainable by using spacers.
Note: An alternative universal stop arm assembly is available on page 32.
Model D mm d mm L2 mm L3 mm L4 mm Weight kgRDT15 57 12 97 55/65/80 42 1,400RDT25 57 19 106 55/65/80 42 1,400RDT50 80 27 126 55/65/80 42 2,900RDT75 80 42 133 55/65/80 42 3,000RDT85 HS 80 42 150 65/80 42 3,400RDT85 80 50 157 65/80 42 3,500RDT100 80 63 167 65/80 42 4,300
Suitable headModel
Order code Centre distanceL4 + R mm
DimensionsR mm S mm L4 + S mm
RDT15RDT25RDTIC25
392555 55 13 29 71392565 65 23 39 81392580 80 38 54 96
RDT50RDTXT50RDTIC50RDTICXT50
395055 55 13 29 71395065 65 23 39 81395080 80 38 54 96
RDT85,RDT85 HSRDT100RDTIC85RDTIC85 HSRDTIC100
398565 65 23 39 81398580 80 38 54 96
RDT
Steel colletson page 28
InterchangeableNC shankson page 30 Info on pages 32, 33, 35

10 TAPMATIC
High speed tapping attachments with automatic reversal for CNC machines with straight shank and internal coolant systemThe RDT/IC models were developed for CNC machines with automatic tool change and internal coolant systems. The coolant is fed through the machine spindle into the tapping attachments internal system and out through the IC tap.According to the motto “FAST AND SIMPLE TO INSTALL”, TAPMATIC is maintaining a list with stop arms, which have already been manufactured. By informing us about the machine type and serial number (please complete the customer inquiry form on page 34), we will be able to supply you with a quotation and principle drawing at short notice.
FeaturesnLow-friction cushioned drive, up to 3500 RPMnAutomatic reversalnSelf-feed (tension)nSteel collets ER-GBnStraight shanks DIN 1635B+En Interchangeable stop arm assembly for different centre distancesnAccurate thread depthsn Internal coolant through spindle 50 bar maximumnReduced CNC machine spindle wearnShorter cycle timen Increased tap lifenReduction in energy consumption
ApplicationFor CNC machining centres with automatic toolchanger (bore cycle G85).
DeliveryStandard accessories include � wrenches and all necessary hex keys. Please order stop arm, ER-GB collets and arbor separately.
non request
High speed tapping attachments with integral HSK shank and integral coolant system
RDTIC50 available with ER20 and ER25 spindles on request
Note: The RDTIC models are supplied with standard nuts. When using taps with internal coolant we recommend IC nuts and gaskets. In this case S must be added to the article number. When using Roll Form Taps the tool’s tapping capacity must be reduced by 25%.
Dimensions
RDTIC
Steel colletson page 29
Stop arm assemblyon page 9
Sealing gasketson page 29
InterchangeableNC shankson page 30
Note: When using Roll Form Taps the tool’s tapping capacity must be reduced by 25%.
Info on pages 32, 33, 35
Model Order code Capacityin steel
Straight shank SØ mm
Collets Max. RPM Weight kg
RDTIC25 40252511 M2,5–M6 25 ER11 3500 1,200RDTIC50HS 405025LW16M M4,5–M12 25 ER16 2300 2,500RDTIC50 40502520 M4,5–M12 25 ER20 2000 2,500RDTIC85HS 40852525 M11–M20 25 ER25 1500 3,800RDTIC85 40852532 M12–M25 25 ER32 1200 3,500RDTIC100 401002540 M14–M25 25 ER40 1000 4,300
Model Order code Capacityin steel
HSK shank Collets Max. RPM Weight kg
RDTIC50HS 4050H63LW16M M4,5–M12 63A ER16 2300 3,2004050H80LW16M 80A 4,0004050H100LW16M 100A 5,000
RDTIC85HS 4085H6325 M11–M20 63A ER25 1500 4,6004085H8025 80A 5,0004085H10025 100A 6,100
RDTIC85 4085H6332 M12–M22 63A ER32 1200 4,6004085H8032 80A 5,0004085H10032 100A 6,100
Model25 mm
D mm d mm HSK63A HSK80A HSK100A L2 mm L3 mm L4 mmL1 L1 L1
RDTIC25 57 19 – – – 125 55/65/80 42RDTIC50HS 80 22 50 55 56 137 55/65/80 42RDTIC50 80 34 50 55 56 133 55/65/80 42RDTIC85HS 80 42 50 55 56 150 65/80 42RDTIC85 80 50 50 55 56 157 65/80 42RDTIC100 80 63 – – – 167 65/80 42

TAPMATIC 11
RDTXT/IC
Tapping attachments with automatic reversal, extended length, with straight shankThe RDTXT and RDTICXT models with their extended spindles were developed to allow you to tap those difficult to reach holes, on CNC machines with automatic tool change.According to the motto “FAST AND SIMPLE TO INSTALL”, TAPMATIC is maintaining a list with stop arms, which have already been manufactured. By informing us about the machine type and serial number (please complete the customer inquiry form on page 34), we will be able to supply you with a quotation and principle drawing at short notice.
FeaturesnLow-friction cushioned drive up to �000 RPMnAutomatic reversalnSelf-feed (tension)nSteel collets ER-GBnStraight shanks DIN1835B+En Interchangeable stop arms assembly for different centre distancesn Internal coolant through the spindle 50 bar maximumnAccurate thread depthsnReduced CNC machine spindle wearnShorter cycle timesn Increased tap lifenReduction in energy consumption
ApplicationFor CNC machining centres with automatic toolchanger (bore cycle G85)
DeliveryStandard accessories include � wrenches and all necessary hex keys. Please order stop arm, ER-GB collets and arbor separately.
Standard version
Version with internal coolant system
* Maximum speed with ER20 insert is 1500 RPM.
Dimensions
Note: When using internal coolant system we recommend the use of the IC nuts with gaskets, in this case S must be added to the article number. When using Roll Form Taps the heads tapping capacity must be reduced by 25%.
ER collets page 29. Interchangeable arbors page 30.
HSK shanks on request.
Model Order code Capacityin steel
Straght shank SØ mm
Steel colletsadapters
Max. RPM*
RDTXT50 395025191 M4,5–M12
25 ER16/ER20 2000395025255 1800
Model Order code Capacityin steel
Straght shank SØ mm
Steel colletsadapters
Max. RPM *
RDTICXT50 405025191 M4,5–M12
25 ER16/ER20 2000405025255 1800
* Maximum speed with ER20 insert is 1500 RPM
Model D mm d mm L2 mm L3 mm L4 mm Weight kgRDTXT50 80 35 191 55/65/80 42 2,800
255 2,800RDTICXT50 80 35 191 55/65/80 42 2,800
255 2,800
Info on pages 32, 33, 35Steel colletson page 29
Stop arm assemblyon page 9
Sealing gasketson page 29
InterchangeableNC shankson page 30

1� TAPMATIC
210
180
0,1 0,2 0,3 0,4
SFT10
SFT50
SFT75SFT100
0,5
150
120
90
60
30
Collet chuck
Tap
Tap
SynchroFlex
Saving
Total cost /year
Evaluation of economic efficiency
Costs SynchroFlex chuck
Collet chuck without compensation
Number of threads / year 50’000 50’000Number of threads / tap 2’400 1’000Number of taps / year 21 50Price / tap in � 19 19Tap costs in � 396 950Chuck costs in � (approx.) 450 300Total costs in � / year 846 1’250Cost reduction in � / year 404
Highest thread quality with SynchroFlex-tap chucks
General informationOn today‘s CNC machining centres, spindle rotation can be synchro-nized with the spindle feed (Rigid Tapping). However, experience shows that small errors in synchronization can occur. These differences are minimal, but lead to increased tool wear.
Results
n Increase of tap life 100% or moren Investment in a Synchroflex tap holder can be recovered in a matter of a few weeksnLess downtime (increase of production capacity)nBetter thread qualityn Increased process reliability due to less tap breakage
Conclusion
By using SynchroFlex chucks quality threads and economic manufacture are guaranteed.
Independent test by tap manufacturerThrust test 10 holes, M6 R45-AL, � Flute tap (3XD), AL7075 at 1000 RPM. Graph illustrates the final hole tapped by each tap driver.
SFT SynchroFlex-tap chucksBy using the SynchroFlex tap holder with axial and radial move-ment, any difference in feed and spindle speed are compensated. The patented micro compensator (Flexure) cushions the differences, reducing pressure on the tap. A max. 0.5 mm deflection is constant throughout the life of the tapping unit, therefore enhancing tap life and quality of the thread.
Case history:
ApplicationThread cutting on a horizontal machining centre withFanuc control, rigid tapping.
Material4�CrMo4V steel, heat treated to 650 N/mm�
Tap sizeM8 x 1, metric fine
ThreadM8 x 1, 10 mm deep, through hole
Speed500 RPM, Coolant: oil emulsion 6%
ResultsTap held in collet chuck: the tap needed to be replaced after 1‘000 components completed
Improvement with TAPMATICWith the new TAPMATIC SFT50 chuck, tap life has been increased to between �‘400 and �‘900 components tapped before the tap needed to be changed.
AdvantageBesides cost savings (increase of tap life by 150%), knowing that all holes have been tapped during an unmanned shift.
Thrust(N)
Deflection (mm)
Tapmatic SFT50Competitor 1
Competitor 2Rigid Tap Holder
Depth
Thru
st (N
)
Break Even Point
Collets chuck
SynchroFlex
SFT SynchroFlex-tap chucks

TAPMATIC 13
SFT
Synchro tapping chucks with micro-flex for CNC machines
Synchro chucks are being used extensively on CNC machines for rigid tapping. On today’s CNC machining centres, spindle rotation can be synchronized with the spindle feed (Rigid Tapping). However, experience shows that small errors in synchronization can occur. These differences are minimal, but lead to increased tool wear. Furthermore, there are differences between computed feed rate and actual. Any discrepancy at all increases tension/torque on the tap, reducing tap life and thread quality proportionally.The SYNCHROFLEX tap chuck with its axial and radial MICRO-COMPENSATION eliminates these differences and supports a precise hole location.
The results aren Increased tap life of 50% or moren Improved thread qualityn Increased production due to less tap breakagenFewer downtimes
SynchroFlex tapping chucks with straight shank DIN 1835B+E
Tapping chuck with MICRO-COMPENSATION (max. ±0.5mm). To eliminate radial and axial feed discrepancy in the CNC machines programmed feed/speed (rigid tapping).
FeaturesnComputer generated Flexure for cushioning (radial and axial)nThe Flexure eliminates pressure on the tap, thereby perfect threads and up to double tap lifenRight hand and left hand tappingnSteel collets ER-GB and interchangeable shanksnPredictable tapping behaviour throughout the entire life of the toolnOutstanding results with standard taps
ApplicationOn CNC machining centres, CNC lathes with rigid tapping.
DeliveryStandard nut and wrench are included in the delivery.
Dimensions
Note: Straight shanks 16mm; 20mm; 1“ subject to model available on request. Extended units for SFT50/75/100 are also available. Please indicate measurement A (in line drawing) length required.
When using internal coolant of more than 30 bars, we recommend the use of our balanced coolant system BCS. Add “S” to the article number and you will receive the S-model with IC-nut. For minimum quantity lubricant MMS add “M” to the article number. Sealing gaskets are ordered separately.
When using Roll Form Taps the tapping chuck’s capacity must be reduced by 25%.
Model Order code Capacityin steel
Straight shankØ mm
ColletsER
Max. IC-pressurebar
SFT10 43102511 M2–M5 25 ER11 30 (80)SFT50 43502520 M4–M12 25 ER20 30 (80)SFT75 43752525 M10–M20 25 ER25 30 (80)SFT100 431002540 M18–M30 25 ER40 30 (80)
Model A mm B mm Straight shank Ø mmSFT10 53 19 25SFT50 63 34 25SFT75 83 42 25SFT100 112 63 25
InterchangeableNC shankson page 30
Steel colletson page 29
Sealing gasketson page 29
The models SFT50 and SFT75 can be supplied with QC spindles. Add “QC” to the article number. Shrink-fit is also available on request.
SynchroFlex tapping chucks with quick change version

14 TAPMATIC
SynchroFlex tapping chucks with HSK shank
Tapping chuck with MICRO-COMPENSATION (max. ±0.5mm). To eliminate radial and axial feed discrepancy in the CNC machines programmed feed/speed (rigid tapping).
FeaturesnComputer generated Flexure for cushioning (radial and axial)nThe Flexure eliminates pressure on the tap, thereby perfect threads and up to double tap lifenRight hand and left hand tappingnSteel collets ER-GB, interchangeable shanksnPredictable tapping behaviour throughout the entire life of the toolnOutstanding results with standard tapsn Internal coolant system up to 30 bar (version S for up to 80 bar)n Integrated short design
ApplicationOn CNC machining centres, CNC lathes with rigid tapping.
DeliveryStandard nut and wrench are included in the delivery.
Note: When using internal coolant of more than 30 bars, we recommend the use of our balanced coolant system BCS. Add “S” to the article number and you will receive the S-model with IC-nut. For minimum quantity lubricant MMS add “M” to the article number. Sealing gaskets are ordered separately.
The models SFT50 and SFT75 can be supplied with QC spindles. Add “QC” to the article number. Shrink-fit is also available on request.
Extended units are also available please indicate measurement A (in line drawing) length required.
When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.
Dimensions
Model Order code Capacityin steel
Shank HSK-A Collets ER Max. IC-pressurebar
SFT50 4350H5020 M4–M12 50 ER20 30 (80)4350H6320 63 30 (80)4350H10020 100 30 (80)
SFT75 4375H5025 M10–M20 50 ER25 30 (80)4375H6325 63 30 (80)4375H10025 100 30 (80)
SFT100 43100H6340 M18–M30 63 ER40 30 (80)43100H10040 100 30 (80)
Model A (HSK 50A) mm A (HSK 63A) mm A (HSK 100A) mm B mmSFT50 102 102 109 34SFT75 122 122 129 40SFT100 – 151 158 63
SFT
Steel colletson page 29
Sealing gasketson page 29
SynchroFlex tapping chucks with Capto® shank
SynchroFlex tapping chucks are also available with Capto® shanks C4, C5, C6 and C8 upon request.

TAPMATIC 15
SynchroFlex tapping chucks with DIN 69871 A/D shank
Tapping chuck with MICRO-COMPENSATION (max. ±0.5mm). To eliminate radial and axial feed discrepancy in the CNC machines programmed feed/speed (rigid tapping).
FeaturesnComputer generated Flexure for cushioning (radial and axial)nThe Flexure eliminates pressure on the tap, thereby perfect threads and up to double tap lifenRight hand and left hand tappingnSteel collets ER-GB, interchangeable shanksnPredictable tapping behaviour throughout the entire life of the toolnOutstanding results with standard tapsn Integrated short design
ApplicationOn CNC machining centres, CNC lathes with rigid tapping.
DeliveryStandard nut and wrench are included in the delivery.
Dimensions
SynchroFlex tapping chuck with MAS BT shanks
Dimensions
Note: When using internal coolant of more than 30 bars, we recommend the use of our balanced coolant system BCS. Add “S” to the article number and you will receive the S-model with IC-nut. For minimum quantity lubricant MMS add “M” to the article number. Sealing gaskets are ordered separately.
When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.
The models SFT50 and SFT75 can be supplied with QC spindles. Add “QC” to the article number. Shrink-fit is also available on request.
Model Order code Capacityin steel
ShankDIN 69871A/D
Collets ER Max. IC-pressure bar
SFT50 4350A4020 M4–M12 SK 40 ER20 30 (80)4350A5020 SK 50
SFT75 4375A4025 M10–M20 SK 40 ER25 30 (80)4375A5025 SK 50
Model A mm B mmSFT50 98 34SFT75 118 40
Model Order code Capacity in steel
Shank BT Collets ER Max. IC-pressure bar
SFT50 4350B4020 M4–M12 BT40 ER20 30 (80)4350B5020 BT50
SFT75 4375B4025 M10–M20 BT40 ER25 30 (80)4375B5025 BT50
Model A mm B mm Shank BTSFT50 90 34 40
101 50SFT75 110 40 40
121 50
SFT
Steel colletson page 29
Sealing gasketson page 29

16 TAPMATIC
SelectaFlex-synchro tapping chucks with straight shank DIN1835B+E (adjustable)Tapping chuck with MICRO-COMPENSATION (max. ±0.5mm) to eliminate radial and axial feed discrepancy in the CNC machine programme feed/speed (rigid tapping).
FeaturesnThe microcompensator eliminates pressure on the tap, thereby perfect threads and up to double tap lifenAdjustable thrust for difficult materials or Roll TappingnRight hand and left hand tappingnSteel collets ER-GB, interchangeable shanksn Internal coolant system up to 30 bar (version S for up to 80 bar)
ApplicationOn CNC machining centres, CNC lathes with rigid tapping.
DeliveryStandard nut and wrench are included in the delivery.
Dimensions
Note: When using internal coolant of more than 30 bars, we recommend the use of our balanced coolant system BCS. Add “S” to the article number and you will receive the S-model with IC-nut. Sealing gaskets are ordered separately.
When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.
Model Order code Capacity in steel
Straight shank SØ mm
Collets ER Max. IC-pressure bar
Weight kg
SX10 44102511 M2–M5 25 ER11 30 (80) 0.4SX50 44502520 M4–M12 25 ER20 30 (80) 0.5SX75 44752525 M10–M20 25 ER25 30 (80) 1.0
Model A mm B mm Straight shank Ø mmSX10 51 19 25SX50 63 34 25SX75 83 42 25
SX
Steel colletson page 29
InterchangeableNC shankson page 30
Sealing gasketson page 29
Adjustable thrustThese units have the additional feature of adjustable thrust. They can be adjusted ± to give optimal production and exact thread depth in difficult/special materials, this applies particularly to Roll Form Tapping.

TAPMATIC 17
Tapping chucks with straight shank DIN 1835B+E for multi-range collets (RF)The tension and compression in the SM units is increased to accommodate excessive synchro-nization inaccuracies. The chucks are non-reversing, change of tapping direction is done by machine spindle (G84 tapping cycle).
Featuresn Increased tension compressionnAdjustable hard startnRight hand and left hand tappingnMulti-range collets (RF), adjustable back jaw
ApplicationOn NC machines, lathes as well as all machines with controlled feed.
DeliveryStandard accessories include � wrenches, all necessary hex keys and one stop arm. Please order the necessary � multi-range collets and arbor separately.
Dimensions
Tapping chucks with morse taper arbor DIN 228B for multi-range collets (RF)The tension and compression in the SM units is increased to accommodate excessive synchro-nisation inaccuracies. The chucks are non-reversing, change of tapping direction done is by machine spindle (G84 tapping cycle).
Featuresn Increased tension compressionnAdjustable hard startnRight hand and left hand tappingnMulti-range collets (RF), adjustable back jaw
ApplicationOn NC machines, lathes as well as all machines with controlled feed.
DeliveryStandard accessories include � wrenches, all necessary hex keys and one stop arm. Please order the necessary � multi-range collets and arbor separately.
Dimensions
Model Order code Capacityin steel
Straight shank Ø mm
ColletsRubber Flex
Self-feed mmTension T Compress. H
SM2-016 23216 M1,4–M7 16 J116, J117 4.5 5SM2-020 23220 20SM4-016 23416 M3–M12 16 J421, J422 7 7SM4-020 23420 20SM4-025 23425 25SM6-020 23620 M5–M18 20 J440, J443 11 11SM6-025 23625 25SM8-025 23825 M10–M30 25 J461, J462 17 17
Model D mm d mm L1 mm L2 mm L3 mm Weight kgSM2-016 27 19 48 53 26 0,200SM2-020 50SM4-016 38 27 48 71 36 0,400SM4-020 50SM4-025 56SM6-020 47.5 37 50 96 56 0,800SM6-025 56SM8-025 63.5 57 56 128 78 2,000
Model Order code Capacity in steel
Morse taper MT
Collets Rubber Flex
Self-feed mmTension T Compress. H
SM2-002 23202 M1,4–M7 2 J116, J117 4.5 5SM4-002 23402 M3–M12 2 J421, J422 7 7SM6-003 23603 M5–M18 3 J440, J443 11 11SM8-004 23804 M10–M30 4 J461, J462 17 17
Model D mm d mm L1 mm L2 mm L3 mm Weight kgSM2-002 27.0 19 80 57.5 26 0,200SM4-002 38.0 27 80 74 36 0,400SM6-003 47.5 37 99 99 56 0,900SM8-004 63.5 57 124 134 78 2,300
SM
Collets RFon page 29

18 TAPMATIC
Tapping chucks with straight shank DIN 1835B+E quick-change versionThe TA tapping chuck has tension/compression and adjustable hard start, with its quick change spindle the taps can be changed in seconds.
FeaturesnSelf-feed (tension/compression)nAdjustable hard startnRight hand and left hand tappingnQuick-change spindlenShort construction
Dimensions
Tapping chucks with HSK shank DIN 69893A quick change versionThe TA tapping chuck with HSK DIN69893A has tension/compression and adjustable hard start, with its quick change spindle the taps can be changed in seconds.
FeaturesnSelf-feed (tension/compression)nAdjustable hard startnRight hand and left hand tappingnQuick-change spindlen Integral HSK spindlenShort construction
Dimensions
Model Order code Capacityin steel
Straight shankØ mm
Tap adapters Self-feed mm Front releaseZ mmTension T Compress. H
TA0-016 15016 M1–M10 16 T0, TC0, E0, TF0 7.5 5 1,7TA0-020 15020 M1–M10 20 T0, TC0, E0, TF0 7.5 5 1,7TA1-016 15116 M3–M14 16 T1, TC1, E1, D1, TF1 8 5 2,1TA1-020 15120 M3–M14 20 T1, TC1, E1, D1, TF1 8 5 2,1TA1-025 15125 M3–M14 25 T1, TC1, E1, D1, TF1 8 5 2,1TA2-025 15225 M4,5–M24 25 T2, TC2, E2, D2, TF2 15 8.5 2,8TA2-032 15232 M4,5–M24 32 T2, TC2, E2, D2, TF2 15 8,5 2,8TA3-032 15332 M14–M36 32 T3, TC3, D3, TF3 23.5 15 4,1TA4-040 15440 M22–M48 40 T4, TC4 25 16.5 5,7
Model Order code Capacityin steel
Shank SHSK-A
Tap adapters Self-feed Front releaseZ mmTension T Compress. H
TA1-HSK50A 15150 M3–M14 50 T1, TC1E1, D1, TF1
8 5 2.1TA1-HSK63A 15163 63TA1-HSK80A 15180 80TA1-HSK100A 15100 100TA2-HSK50A 15250 M4,5–M24 50 T2, TC2
E2, D2, TF215 8.5 2.8
TA2-HSK63A 15263 63TA2-HSK80A 15280 80TA2-HSK100A 15200 100TA3-HSK63A 15363 M14–M36 63 T3, TC3,
D3, TF323.5 15 4.1
TA3-HSK80A 15380 80TA3-HSK100A 15300 100TA4-HSK80A 15480 M22–M48 80 T4, TC4 25 16.5 5.7TA4-HSK100A 15400 100
Model D mm d mm L1 mm L2 mmTA0-016 29 13 48 38.0TA0-020 50TA1-016 39 19 49 39.0TA1-020 51TA1-025 57TA2-025 56 31 57 63.0TA2-032TA3-032 81 48 61 124.0TA4-040 99 60 71 135.5
ApplicationOn all machine-tools with controlled feed, especially on CNC machining centres and lathes.
Model D mm d mm L1 mm L2 mmTA1-HSK50A 39 19 25 77TA1-HSK63A 32 79TA1-HSK80A 40 83.5TA1-HSK100A 50 85.5TA2-HSK50A 56 31 25 111TA2-HSK63A 32 113TA2-HSK80A 40 117.5TA2-HSK100A 50 119.5TA3-HSK63A 81 48 32 164TA3-HSK80A 40 168.5TA3-HSK100A 50 170.5TA4-HSK80A 99 60 40 203TA4-HSK100A 50 205
ApplicationOn machining centres with HSK adaption.
TA
InterchangeableNC shankson page 30
Tap adapterson pages 24–27
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.The quick-change adapters are ordered separately, see pages 24–27.
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.The quick-change adapters are ordered separately, see pages 24–27.

TAPMATIC 19
Tapping chucks with to DIN 69871A quick change version
The TA tapping chuck to DIN 69871A has tension/compression and adjustable hard start, with its quick-change spindle the tap can be changed in seconds.
FeaturesnSelf-feed (tension/compression)nAdjustable hard startnRight hand and left hand tappingnQuick-change spindlen Integral Shank DIN 69871AnShort construction
ApplicationEspecially on machining centres with adaption acc. to DIN 69871A.
Dimensions
Tapping chucks with morse taper shank DIN 228B quick change version
The TA tapping chuck with morse taper shank DIN��8B has tension/compression and adjustable hard start, with its quick-change spindle the tap can be changed in seconds.
FeaturesnSelf-feed (tension/compression)nAdjustable hard startnRight hand and left hand tappingnQuick-change spindlen Integral shank morse taper shank DIN��8BnShort construction
ApplicationOn machine-tools with controlled feed, especially on machining centres, lathes and column drill presses.
Dimensions
Model Order code Capacity in steel
Shank Tap adapters Self-feed mm Front releaseZ mmTension T Compress. H
TA1-DIN40 15142 M3–M14 40 T1, TC1, E1D1, TF1
8 5 2.1TA1-DIN50 15152 50TA2-DIN40 15242 M4,5–M24 40 T2, TC2, E2
D2, TF215 8.5 2.8
TA2-DIN50 15252 50TA3-DIN40 15342 M14–M36 40 T3, TC3
D3, TF323.5 15 4.1
TA3-DIN50 15352 50TA4-DIN40 15442 M22–M48 40 T4, TC4 25 16.5 5.7TA4-DIN50 15452 50
Model D mm d mm L1 mm L2 mmTA1-DIN40 39 19 68.25 74TA1-DIN50 101.6TA2-DIN40 56 31 68.25 98TA2-DIN50 101.6TA3-DIN40 81 48 68.25 147TA3-DIN50 101.6 159TA4-DIN40 99 60 68.25 160TA4-DIN50 101.6
Model Order code Capacity in steel
Morse taper MT
Tap adapters Self-feed mm Front releaseZ mmTension T Compress. H
TA0-MT1 15001 M1–M10 1 T0, TC0E0, TF0
7.5 5 1.7TA0-MT2 15002 2TA1-MT2 15102 M3–M14 2 T1, TC1
E1, D1, TF18 5 2.1
TA1-MT3 15103 3TA2-MT3 15203 M4,5–M24 3 T2, TC2
E2, D2, TF215 8.5 2.8
TA2-MT4 15204 4TA2-MT5 15205 5TA3-MT4 15304 M14–M36 4 T3, TC3
D3, TF323.5 15 4.1
TA3-MT5 15305 5TA4-MT5 15405 M22–M48 5 T4, TC4 25 16.5 5.7TA4-MT6 15406 6
Model D mm d mm L1 mm L2 mmTA0-MT1 29 13 62.0 43.5TA0-MT2 29 13 75.0 45.0TA1-MT2 39 19 75.0 47.0TA2-MT3 56 31 94.0 71.0TA3-MT4 81 48 117.5 105.0TA4-MT5 99 60 149.5 116.5
TA
Tap adapterson pages 24–27
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.The quick-change adapters are ordered separately, see pages 24–27.
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.The quick-change adapters are ordered separately, see pages 24–27.

�0 TAPMATIC
Tapping chucks with straight shank to DIN 1835B+E internal coolant system, quick change versionThe TIC tapping chuck has an internal coolant system, tension/compression and adjustable hard start, with its quick-change spindle the tap can be changed in seconds.
FeaturesnSelf-feed (tension/compression)nAdjustable hard startnRight hand and left hand tappingnQuick-change spindlen Internal coolant system (max. 50 bar)nShort construction
ApplicationOn all machine-tools with internal coolant system, especially on lathes and machining centres.
Dimensions
Tapping chucks with HSK DIN 69893A internal coolant system, quick change version The TIC tapping chuck has an internal coolant system, tension/compression and adjustable hard start, with its quick-change spindle the tap can be changed in seconds with a perfect seal.
FeaturesnSelf-feed (tension/compression)nAdjustable hard startnRight hand and left hand tappingnQuick-change spindlen Internal coolant system (max. 50 bar)n Integral HSK ShanknShort construction
ApplicationOn all machine-tools with internal coolant system, especially on lathes and machining centres.
Dimensions
Model Order code Capacity in steel
Straight shankØ mm
Tap adapters Self-feed mm Front releaseZ mmTension T Compress. H
TIC1-025 16125 M3–M14 25 T1, T1-IKTC1, TC1-IKE1, D1
7.5 5 2.5
TIC2-025 16225 M4,5–M24 25 T2, T2-IKTC2, TC2-IKE2, D2
10 7 3
Model D mm d mm L1 mm L2 mmTIC1-025 43 19 57 62TIC2-025 59 31 57 98
Model Order code Capacity in steel
Shank SHSK-A
Tap adapters Self-feed mm Front releaseZ mmTension T Compress. H
TIC1-HSK50A 16150 M3–M14 50 T1, T1-IKTC1, TC1-IKE1, D1
7.5 5 2.5TIC1-HSK63A 16163 63TIC1-HSK80A 16180 80TIC1-HSK100A 16100 100TIC2-HSK50A 16250 M4,5–M24 50 T2, T2-IK
TC2, TC2-IKE2, D2
10 7 3TIC2-HSK63A 16263 63TIC2-HSK80A 16280 80TIC2-HSK100A 16200 100
Model D mm d mm L1 mm L2 mmTIC1-HSK50A 43 19 25 91TIC1-HSK63A 32 93TIC1-HSK80A 40 97TIC1-HSK100A 50 98TIC2-HSK50A 59 31 25 140TIC2-HSK63A 32 130TIC2-HSK80A 40 133TIC2-HSK100A 50 135
TIC
Tap adapterson pages 24–27
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.The quick-change adapters are ordered separately, see pages 24–27.
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.The quick-change adapters are ordered separately, see pages 24–27.

TAPMATIC �1
Tapping chucks with shank DIN 69871 A/D or B internal coolant system quick change versionThe TIC tapping chuck has an internal coolant system, tension/compression and adjustable hard start, with its quick-change spindle the tap can be changed in seconds.
FeaturesnSelf-feed (tension/compression)nAdjustable hard startnRight hand and left hand tappingnQuick-change spindlen Internal coolant system (max. 50 bar)n Integral shank DIN 69871A/D or BnShort construction
ApplicationEspecially on machining centres with adaption acc. to DIN 69871A/D or B.
Dimensions
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.The quick-change adapters are ordered separately, see pages 24–27.
Further shank versions as DIN 69880 (VDI 3425), ABS (System Komet) available on request.
Model Order code Capacity in steel
Shank Tap adapters Self-feed mm Front releaseZ mmTension T Compress. H
TIC1-DIN40AD 16142 M3–M14 40A/D T1,T1-IK TCI, TC1-IK E1, D1
7.5 5 2.5TIC1-DIN40B 16143 40BTIC1-DIN50AD 16152 50A/DTIC1-DIN50B 16153 50BTIC2-DIN40AD 16242 M4,5–M24 40A/D T2, T2-IK
TC2,TC2-IK E2, D2
10 7 3TIC2-DIN40B 16243 40BTIC2-DIN50AD 16252 50A/DTIC2-DIN50B 16253 50B
Model D mm d mm L1 mm L2 mmTIC1-DIN40AD 43 19 68.4 97TIC1-DIN40BTIC1-DIN50AD 101.8TIC1-DIN50BTIC2-DIN40AD 59 31 68.4 133TIC2-DIN40BTIC2-DIN50AD 101.8TIC2-DIN50B
TIC
Tap adapterson pages 24–27

�� TAPMATIC
Special models on request
High speed tapping attachments with automatic reversal for CNC machinesThe ID models are particularly suitable for CNC machines with limited space in the tool magazine. With its outside diameter of only 65mm the unit occupies only one station in the tool change magazine.
FeaturesnLow-friction cushioned drive up to �500 RPMnSelf-feed (tension)nAccurate thread depthsnSteel collets ER-GBnStraight shanks, interchangeable shanks available (HSK)nRenewable drive systemsn Internal coolant system (max. 50 bar)nReduced machine spindle wearnShorter cycle timen Increased tap lifenReduction in energy consumption
ApplicationOn CNC machining centres with automatic tool changer (bore cycle G85) or modified and efficient sub routine.
DeliveryStandard accessories include � wrenches and all necessary hex keys. The required stop arm, sealing gaskets as well as ER-GB (ER) steel collets are ordered separately.
Model Order code Capacityin steel
Max. RPM Straight shank SØ mm
Collets Weight kg
ID50 38642 M4,5–M12 2500 25 ER20 2,5
Tapping attachments for CNC centre lathes with VDI shank
FeaturesnAutomatic reversalnSelf-feed (tension)nSteel collets ER-GBnModular VDI shank DIN 69880 (VDI34�5)
ApplicationOn CNC-lathes with activated tools and VDI shank.
Radial self-reversing tapping attachment RSR
Model Order code Capacity in steel Collets Max. RPM
RSR50 37014 M4,5–M12 ER16 2500
Axial self-reversing tapping attachment ASR
Model Order code Capacity in steel Collets Max. RPM
ASR50 37030 M2,5–M7 ER11 3000ASA50 37034 M4,5–M12 ER16 2500ASA65 37038 M6–M16 ER20 1500
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.Steel collets and VDI shank are ordered separately. The VDI shank is manufactured individually for your lathe. Dimensions for the attachments available on request.
Steel colletson page 28
Note: When using Roll Form Taps the chuck’s tapping capacity must be reduced by 25%.Several models with HSK shank on request.
Model RSR
Model ASR

TAPMATIC �3
H
T
D
S
L 1L 2
Tapping chucks with straight shank DIN 1835B+E quick change versionFeaturesnSelf-feed (tension/compression)nReleasable hard startnShort constructionnRight hand tappingnNeutral positionnQuick change spindle T, TC, TF, D, En Interchangeable shanks
ApplicationOn machine-tools with controlled feed, especially on CNC machining centres and CNC lathes.
Model Order code Capacity in steel Straight shank Smm
Tap adapters
NC-0 34002 M1,4–M6 20 T0, TC0, TF0, D0, E0NC-1 34012 M3–M12 25 T1, TC1, TF1, D1, E1NC-2S 34022S M5–M22 25 T2, TC2, TF2, D2, E2
Tapping chucks with straight shank DIN 1835B+E quick change for minimal coolantFeaturesnSelf-feed (tension/compression)nHard startnFront releasen Internal coolant system (Minimum quantity lubrication up to max. 10 bar)nShort constructionnQuick-change spindlen Interchangeable shanks
ApplicationEspecially on CNC machining centres.
Model Order code Capacity in steel Straight shank Smm
Tap adapters
TIM1-025 17125 M7–M14 25 T1TIM2-025 17225 M7–M24 25 T2
Further shank versions on request.
Synchro tapping chucks without length compensation multi-range collets (RF)FeaturesnRigid without tension/compressionnMulti-range collets (RF)nAdjustable back jaw to drive tapn Interchangeable shanks
ApplicationEspecially on CNC machining centres with synchronous control.
Model Order code Capacity in steel Taper mount ColletsDIN 238 JACOBS
SM41-JT1 24101 M1,4–M7 JT1 J116, J117SM42-B12 24212 M3–M12 B12 J421, J422SM42-JT1 24201 JT1SM42-JT2 24202 JT2SM44-B16 24416 M5–M18 B16 J443, J440SM44-JT2 24402 JT2SM44-JT6 24406 JT6
Interchangeable NC shankson page 30
Tap adapterson pages 24–27
Collets RFon page 29
Arborson page 30
Special models on request

�4 TAPMATIC
Quick-change tap adapters DIN/ISO positive drive
For tap chucks TA, TIC, TIM and NC.
FeaturesnPositive drivenRight and left hand tappingn Internal coolant system through the tap
Product range – Adapters
Note: Version with (*) only suitable for light processing.
Model Tap size Seize Dimensionsd mm L1 mm D mm L2 mm
T0 M1–M10 0 13 26.5 22 7T1 M3–M14 1 19 28.5 30 7T2 M4,5–M24 2 31 46.5 48 11T3 M14–M36 3 48 68.5 70 14T4 M22–M48 4 60 105.0 92 42
T
Tap Shank Ø
Square mm
Order codeT0
Order codeT1
Order codeT2
Order codeT3
Order codeT4
M1 2.5 2.1 T0-025021M2 2.8 2.1 T0-028021M2,5 2.8 2.1 T0-028021M2,6 2.8 2.24 T0-028022M3 2.24 1.8 T0-022018M3 3.15 2.5 T0-0315025M3 3.5 2.7 T0-035027M3,5 3.55 2.8 T0-035028 T1-035028M3,5 4 3 T0-040030 T1-040030M4 2.8 2.1 T0-028021 –M4 4 3.15 T0-040031 T1-040031M4 4.5 3.4 T0-045034 T1-045034M4,5 4.5 3.55 T0-045035 T1-045035M5 3.5 2.7 T0-035027 T1-035027M5 5 4 T0-050040 T1-050040M5 6 4.9 T0-060049 T1-060049 T2-060049M6 4.5 3.4 T0-045034 T1-045034 –M6 6 4.9 T0-060049 T1-060049 T2-060049M6 6.3 5 T0-063050 T1-063050 T2-063050M7 5.6 4.5 T0-056045 T1-056045 –M7 7.1 5.6 T0-071056 T1-071056 T2-071056M8 6 4.9 T0-060049 T1-060049 T2-060049M8 8 6.2 T0-080062* T1-080062 T2-080062M8 8 6.3 T0-080063* T1-080063 T2-080063M10 7 5.5 T0-070055* T1-070055 T2-070055M10 10 8 T1-100080 T2-100080M12 9 7 T1-090070 T2-090070M12 9 7.1 T1-090071 T2-090071M14 11 9 T1-110090 T2-110090 T3-110090M14 11.2 9 T1-112090 T2-112090 T3-112090M16 12 9 T1-120090* T2-120090 T3-120090M16 12.5 10 T1-125100* T2-125100 T3-125100M18 14 11 T2-140110 T3-140110M18 14 11.2 T2-140112 T3-140112M20 14 11.2 T2-140112 T3-140112M20 16 12 T2-160120 T3-160120M22 16 12.5 T2-160125 T3-160125M22 18 14.5 T2-180145 T3-180145 T4-180145M24 18 14 T2-180140 T3-180140 T4-180140M24 18 14.5 T2-180145 T3-180145 T4-180145M27 20 16 T2-200160* T3-200160 T4-200160M30 22 18 T2-220180* T3-220180 T4-220180M33 22.4 18 T2-224180* T3-224180 T4-224180M33 25 20 T3-250200 T4-250200M36 28 22 T3-280220 T4-280220M37 28 22.4 T3-280224 T4-280224M39 32 24 T3-320240* T4-320240M42 32 24 T3-320240* T4-320240M44 31.5 25 T3-315250* T4-315250M45 36 29 T3-360290* T4-360290M48 36 29 T3-360290* T4-360290

TAPMATIC �5
Quick-change tap adapters DIN/ISO adjustable torque control
For tap chucks TA, TIC and NC.
Featuresn Adjustable torque controlnRight and left hand tappingn Internal coolant system through the tap
Product range – Adapters with torque control
Note: Version with (*) only suitable for light processing.
Model Tap size Seize Dimensionsd mm L1 mm D mm L2 mm
TC0 M1–M10 0 13 40.5 23 21TC1 M3–M14 1 19 46.5 32 25TC2 M4,5–M24 2 31 69 50 34TC3 M14–M36 3 48 100.5 72 45TC4 M22–M48 4 60 131 95 68
TC
Tap ShankØ
Squaremm
Order codeTC0
Order codeTC1
Order codeTC2
Order codeTC3
Order codeTC4
M1 2.5 2.1 TC0-025021M2 2.8 2.1 TC0-028021M2,5 2.8 2.1 TC0-028021M2,6 2.8 2.24 TC0-028022M3 2.24 1.8 TC0-022018M3 3.15 2.5 TC0-031025M3 3.5 2.7 TC0-035027M3,5 3.55 2.8 TC0-035028 TC1-035028M3,5 4 3 TC0-040030 TC1-040030M4 2.8 2.1 TC0-028021 –M4 4 3.15 TC0-040031 TC1-040031M4 4.5 3.4 TC0-045034 TC1-045034M4,5 4.5 3.55 TC0-045035 TC1-045035M5 3.5 2.7 TC0-035027 TC1-035027M5 5 4 TC0-050040 TC1-050040M5 6 4.9 TC0-060049 TC1-060049 TC2-060049M6 4.5 3.4 TC0-045034 TC1-045034 –M6 6 4.9 TC0-060049 TC1-060049 TC2-060049M6 6.3 5 TC0-063050 TC1-063050 TC2-063050M7 5.6 4.5 TC0-056045 TC1-056045 –M7 7.1 5.6 TC0-071056 TC1-071056 TC2-071056M8 6 4.9 TC0-060049 TC1-060049 TC2-060049M8 8 6.2 TC0-080062* TC1-080062 TC2-080062M8 8 6.3 TC0-080063* TC1-080063 TC2-080063M10 7 5.5 TC0-070055 TC1-070055 TC2-070055M10 10 8 TC1-100080 TC2-100080M12 9 7 TC1-090070 TC2-090070M12 9 7.1 TC1-090071 TC2-090071M14 11 9 TC1-110090 TC2-110090 TC3-110090M14 11.2 9 TC1-112090 TC2-112090 TC3-112090M16 12 9 TC1-120090* TC2-120090 TC3-120090M16 12.5 10 TC1-125100* TC2-125100 TC3-125100M18 14 11 TC2-140110 TC3-140110M18 14 11.2 TC2-140112 TC3-140112M20 14 11.2 TC2-140112 TC3-140112M20 16 12 TC2-160120 TC3-160120M22 16 12.5 TC2-160125 TC3-160125M22 18 14.5 TC2-180145 TC3-180145 TC4-180145M24 18 14 TC2-180140 TC3-180140 TC4-180140M24 18 14.5 TC2-180145 TC3-180145 TC4-180145M27 20 16 TC2-200160* TC3-200160 TC4-200160M30 22 18 TC2-220180* TC3-220180 TC4-220180M33 22.4 18 TC2-224180* TC3-224180 TC4-224180M33 25 20 TC3-250200 TC4-250200M36 28 22 TC3-280220 TC4-280220M37 28 22.4 TC3-280224 TC4-280224M39 32 24 TC3-320240 TC4-320240M42 32 24 TC3-320240 TC4-320240M44 31.5 25 TC3-315250* TC4-315250M45 36 29 TC3-360290 TC4-360290M48 36 29 TC3-360290 TC4-360290

�6 TAPMATIC
Quick-change tap adapters DIN positive drive, internal coolant systemFor tap chucks TIC and TIM.
FeaturesnPositive drivenRight and left hand tappingn Internal coolant system (for taps without internal coolant)
Product range – IC-Adapters
Version with IC and torque control
Product range – IC-Adapters with torque control
T-IK | TC-IK
Model Tap size Seize Dimensionsd mm L1 mm D mm L2 mm
T1-IK M3–M14 1 19 28.5 30 7T2-IK M4,5–M24 2 31 46.0 48 11T3-IK M14–M30 3 48 68.5 70 14T4-IK M22–M48 4 60 105 92 42
Tap ShankØ
Squaremm
Standard Order codeT1-IK
Order codeT2-IK
Order codeT3-IK
Order codeT4-IK
M3 3.5 2.7 DIN371 T1-IK-035027M3,5 4 3 DIN371 T1-IK-040030M4 4.5 3.4 DIN371 T1-IK-045034M5 3.5 2.7 DIN376 T1-IK-035027M5 6 4.9 DIN371 T1-IK-060049 T2-IK-060049M6 4.5 3.4 DIN376 T1-IK-045034 –M6 6 4.9 DIN371 T1-IK-060049 T2-IK-060049M8 6 4.9 DIN376 T1-IK-060049 T2-IK-060049M8 8 6.2 DIN371 T1-IK-080062 T2-IK-080062M10 7 5.5 DIN376 T1-IK-070055 T2-IK-070055M10 10 8 DIN371 T1-IK-100080 T2-IK-100080M12 9 7 DIN376 T1-IK-090070 T2-IK-090070M14 11 9 DIN376 T1-IK-110090 T2-IK-110090 T3-IK-110090M16 12 9 DIN376 T2-IK-120090 T3-IK-120090M18 14 11 DIN376 T2-IK-140110 T3-IK-140110M20 16 12 DIN376 T2-IK-160120 T3-IK-160120M22 18 14.5 DIN376 T2-IK-180145 T3-IK-180145 T4-IK-180145M24 18 14.5 DIN376 T2-IK-180145 T3-IK-180145 T4-IK-180145M27 20 16 DIN376 T3-IK-200160 T4-IK-200160M30 22 18 DIN376 T3-IK-220180 T4-IK-220180M33 25 20 DIN376 T3-IK-250200 T4-IK-250200M36 28 22 DIN376 T3-IK-280220 T4-IK-280220M39 32 24 DIN376 T4-IK-320240M42 32 24 DIN376 T4-IK-320240M45 36 29 DIN376 T4-IK-360290M48 36 29 DIN376 T4-IK-360290
Model Tap size Seize Dimensionsd mm L1 mm D mm L2 mm
TC1-IK M3,5–M14 1 19 46.5 32 25TC2-IK M4,5–M24 2 31 69.0 50 34TC3-IK M14–M30 3 48 100.5 72 45TC4-IK M22–M48 4 60 131 95 68
Tap ShankØ
Squaremm
Norm Order codeTC1-IK
Order codeTC2-IK
Order codeTC3-IK
Order codeTC4-IK
M3,5 4 3 DIN371 TC1-IK-040030M4 4.5 3.4 DIN371 TC1-IK-045034M5 3.5 2.7 DIN376 TC1-IK-035027M5 6 4.9 DIN371 TC1-IK-060049 TC2-IK-060049M6 4.5 3.4 DIN376 TC1-IK-045034 –M6 6 4.9 DIN371 TC1-IK-060049 TC2-IK-060049M8 6 4.9 DIN376 TC1-IK-060049 TC2-IK-060049M8 8 6.2 DIN371 TC1-IK-080062 TC2-IK-080062M10 7 5.5 DIN376 TC1-IK-070055 TC2-IK-070055M10 10 8 DIN371 TC1-IK-100080 TC2-IK-100080M12 9 7 DIN376 TC1-IK-090070 TC2-IK-090070M14 11 9 DIN376 TC1-IK-110090 TC2-IK-110090 TC3-IK-110090M16 12 9 DIN376 TC2-IK-120090 TC3-IK-120090M18 14 11 DIN376 TC2-IK-140110 TC3-IK-140110M20 16 12 DIN376 TC2-IK-160120 TC3-IK-160120M22 18 14.5 DIN376 TC2-IK-180145 TC3-IK-180145 TC4-IK-180145M24 18 14.5 DIN376 TC2-IK-180145 TC3-IK-180145 TC4-IK-180145M27 20 16 DIN376 TC3-IK-200160 TC4-IK-200160M30 22 18 DIN376 TC3-IK-220180 TC4-IK-220180M33 25 20 DIN376 TC3-IK-250200 TC4-IK-250200M36 28 22 DIN376 TC3-IK-280220 TC4-IK-280220M39 32 24 DIN376 TC4-IK-320240M42 32 24 DIN376 TC4-IK-320240M45 36 29 DIN376 TC4-IK-360290M48 36 29 DIN376 TC4-IK-360290

TAPMATIC �7
D
Ø
d
IK
Lmax
L2
D
Ø
d
IK
Lmax
L2
Quick-change collet chuck adapters
Tap holders with various or adjustable back jaws to drive the square section of the taps.
ApplicationFor tap chucks TA and NC. By means of two multi-range collets, all shank dimensions within the specified capacity can be covered. Without torque control, for right and left hand tapping.
DeliveryStandard accessories include wrench and necessary drive adapters for the specified capacity. Please see page �9 for multi-range collets, which have to be ordered separately.
Quick-change tap adapters with steel collet
Tap holder for steel collets ER and ER-GB with square.
ApplicationFor tap chucks TA, TIC and NC. Without torque control, for right and left hand tapping as well as internal coolant system.
DeliveryStandard accessories include sealing gasket, wrench is not included.
Quick-change die holders
For tap chucks TA, TIC and NC.
FeaturesnFor dies to DIN ��3
Model Order code Tap size ColletsRubber Flex
Dimensions
A mm B mm C mm D mmTF0 29350 M1,4–M7 J116
J11718.6 18.6 21.0 13
TF1 29351 M3–M12 J421J422
27.4 18.6 27.0 19
TF2 29352 M5–M18 J443J440
37.2 24.6 38.1 31
TF3 29353 M10–M30 J461J462
54.0 31.8 50.5 48
Model Order code Tap size Steel collets DimensionsD mm d mm L2 mm
E0 29650 M2–M8 ER11 19 13 23E1 29651 M4–M12 ER20 34 19 33E2 29652 M4–M20 ER32 50 31 40
Model Order code Die sizeØ
Capacity in steel Dimensions
D mm d mm L2 mm Lmax mmD1 D1-160050 SE 16 x 5 M1–M4 30 19 15.0 36
D1-200050 SE 20 x 5 M3–M4 30 15.0 36D1-200070 SE 20 x 7 M4,5–M6 30 17.0 38D1-250090 SE 25 x 9 M7–M9 35 19.0 40D1-300110 SE 30 x 11 M10–M11 40 20.5 42D1-380100 SE 38 x 10 M12x1–M15x1,5 48 19.5 41D1-380140 SE 38 x 14 M12–M14 48 23.5 45
D2 D2-200050 SE 20 x 5 M3–M4 40 31 20.0 55D2-200070 SE 20 x 7 M4,5–M6 40 21.5 56D2-250090 SE 25 x 9 M7–M9 40 23.5 58D2-300110 SE 30 x 11 M10–M11 40 25.0 60D2-380100 SE 38 x 10 M12x1–M15x1,5 48 21.0 56D2-380140 SE 38 x 14 M12–M14 48 25.0 60D2-450140 SE 45 x 14 M16x1–M20x2 57 25.0 60D2-450180 SE 45 x 18 M16–M20 57 29.0 64
D3 D3-300110 SE 30 x 11 M10–M11 60 48 29.0 84D3-380100 SE 38 x 10 M12x1–M15x1,5 60 28.0 83D3-380140 SE 38 x 14 M12–M14 60 32.0 87D3-450140 SE 45 x 14 M16x1–M20x2 60 32.0 87D3-450180 SE 45 x 18 M16–M20 60 36.0 91D3-550150 SE 55 x 15 M22x1–M26x2 72 30.0 85D3-550220 SE 55 x 22 M22–M24 72 35.0 90D3-650180 SE 65 x 18 M27x1–M36x2 82 32.0 87D3-650250 SE 65 x 25 M27–M36 82 38.0 93
TF | E | D

�8 TAPMATIC
ER-GB
Steel collets ER-GB with inner square
Collets to DIN 6499B with inner square for positive drive of tap square. Especially suitable for synchronised tapping. Interchangeable with ER-collets.
ER11GBA = 11.5 mm B = 17.0 mm
Order code Shank mm Square mmGB111028 2.8 2.1GB111035 3.5 2.7GB111040 4.0 3.0GB111045 4.5 3.4GB111060 6.0 4.9
ER16GBA = 17.0 mm B = 27.5 mm
Order code Shank mm Square mmGB116040 4.0 3.15/3.2GB116045 4.5 3.4GB116050 5.0 4.0GB116053 5.5 4.3GB116055 5.5 4.5GB116065 6.0 4.5GB116060 6.0 4.9GB116062 6.2 5.0GB116063 6.3 5.0GB116070 7.0 5.5GB116071 7.1 5.6GB116080 8.0 6.2/6.3GB116085 8.5 6.5GB116090 9.0 7.0/7.1
ER20GBA = 21,0 mm B = 31,5 mm
Order code Shank mm Square mmGB120040 4.0 3.15/3.2GB120045 4.5 3.4GB120050 5.0 4.0GB120053 5.5 4.3GB120055 5.5 4.5GB120065 6.0 4.5GB120060 6.0 4.9GB120062 6.2 5.0GB120063 6.3 5.0GB120070 7.0 5.5GB120071 7.1 5.6GB120080 8.0 6.2/6.3GB120085 8.5 6.5GB120090 9.0 7.0/7.1GB120100 10.0 8.0GB120105 10.5 8.0GB120110 11.0 9.0GB120112 11.2 9.0
ER25GBA = 26,0 mm B = 34,0 mm
Order code Shank mm Square mmGB125040 4.0 3.15/3.2GB125045 4.5 3.4GB125050 5.0 4.0GB125053 5.5 4.3GB125055 5.5 4.5GB125065 6.0 4.5GB125060 6.0 4.9GB125062 6.2 5.0GB125063 6.3 5.0GB125070 7.0 5.5GB125071 7.1 5.6GB125080 8.0 6.2/6.3GB125085 8.5 6.5GB125090 9.0 7.0/7.1GB125100 10.0 8.0GB125105 10.5 8.0GB125110 11.0 9.0GB125112 11.2 9.0GB125120 12.0 9.0GB125125 12.5 10.0GB125140 14.0 11.0/11.2GB125150 15.0 12.0GB125160 16.0 12.0
ER32GBA = 33,0 mm B = 40,0 mm
Order code Shank mm Square mmGB132040 4.0 3.15/3.2GB132045 4.5 3.4GB132050 5.0 4.0GB132053 5.5 4.3GB132055 5.5 4.5GB132065 6.0 4.5GB132060 6.0 4.9GB132062 6.2 5.0GB132063 6.3 5.0GB132070 7.0 5.5GB132071 7.1 5.6GB132080 8.0 6.2/6.3GB132085 8.5 6.5GB132090 9.0 7.0/7.1GB132100 10.0 8.0GB132105 10.5 8.0GB132110 11.0 9.0GB132112 11.2 9.0GB132120 12.0 9.0GB132125 12.5 10.0GB132140 14.0 11.0/11.2GB132150 15.0 12.0GB132160 16.0 12.0GB132170 17.0 13.0GB132180 18.0 14.0/14.5GB132200 20.0 16.0
ER40GBA = 41,0 mm B = 46,0 mm
Order code Shank mm Square mmGB140065 6.0 4.5GB140060 6.0 4.9GB140062 6.2 5.0GB140063 6.3 5.0GB140070 7.0 5.5GB140071 7.1 5.6GB140080 8.0 6.2/6.3GB140085 8.5 6.5GB140090 9.0 7.0/7.1GB140100 10.0 8.0GB140105 10.5 8.0GB140110 11.0 9.0GB140112 11.2 9.0GB140120 12.0 9.0GB140125 12.5 10.0GB140140 14.0 11.0/11.2GB140150 15.0 12.0GB140160 16.0 12.0GB140170 17.0 13.0GB140180 18.0 14.0/14.5GB140200 20.0 16.0GB140220 22.0 18.0

TAPMATIC �9
RF multi-range collets
Rubber Flex collets for TAPMATIC tapping attachments and chucks.
Model Order code Capacity mm
Type
J115 21500 1.0–2.5 ExtraJ116 21600 2.5–4.5 StandardJ117 21700 4.5–6.5 StandardJ420 22000 4.5–8.0 ExtraJ421 22100 3.5–6.5 StandardJ422 22200 6.5–10.0 StandardJ423 22300 2.0–4.5 Extra
Model Order code. Capacity mm
Type
J440 24000 7.0–13.0 StandardJ441 24100 4.5–10.0 ExtraJ443 24300 2.8–7.0 StandardJ444 24400 1.8–4.5 ExtraJ445 24500 10.0–16.0 ExtraJ461 26100 10.0–16.0 StandardJ462 26200 16.0–23.0 Standard
XB collets
for TAPMATIC miniature tapping attachment model 100XB.
Model Order code Capacity mm
Type
117XB1 20100 0.9–1.0 DIN 376ISO117XB2 20200 1.1–1.25
117XB3 20300 1.4–1.55117XB4 20400 1.6–1.8
Model Order code Capacity mm
Type
117XB5 20500 2.0–2.2 DIN 376DIN 371ISO
117XB6 20600 2.3–2.5117XB7 20700 2.8–3.0117XB8 20800 3.3–3,6
Clamping nuts to DIN 6499Order code Type A mm B mm341100 ER11 19 11.3341600 ER16 28 17.5342000 ER20 34 19.0
Order code Type A mm B mm342500 ER25 42 20.0343200 ER32 50 22.5344000 ER40 63 25.5
Clamping nuts to DIN 6499 for internal coolant systemOrder code Type A mm B mm341620 ER16 28 22.5342020 ER20 34 24.5
Order code Type A mm B mm342520 ER25 42 25.0343220 ER32 50 27.5344020 ER40 63 30.5
Sealing gasket sets
for clamping nuts to DIN 6499 for internal coolant system. Capacity 0.5 mm/gasket.
Ordering keyArticle group Model Capacity
mmOrder code
3 16 08.0 316080
The order code can easily be created according to the following example:Sealing gasket for nut DS/ER16 Ø 8.0 mm translates into part no. 316080
Order example:Model Capacity mm Order codeDS/ER16 03.0 – 10.0 316030 – 316100DS/ER20 03.0 – 13.0 320030 – 320130DS/ER25 03.0 – 16.0 325030 – 325160DS/ER32 03.0 – 20.0 332030 – 332200DS/ER40 03.0 – 26.0 340030 – 340260
Miscellaneous sizes of sealing gaskets are available separately or as sets on request.
Accessories

30 TAPMATIC
Morse taper arbors | NC shanks | Coolant tubes
Morse taper arborsto DIN �38.
Order code Morse taper DIN taper Length mmL1 L2
20112 MK1 B12 91 2220116 MK1 B16 98 2920212 MK2 B12 107 2220216 MK2 B16 114 2920218 Mk2 B18 122 3720312 MK3 B12 126 2220316 MK3 B16 133 2920318 MK3 B18 141 3720416 MK4 B16 160 2920418 MK4 B18 168 37
Morse taper arborsto JACOBS taper.
Order code Morse taper JACOBS taper Length mmL1 L2
20101 MK1 1 86 1820133 MK1 33 96 2620103 MK1 3 101 3220201 MK2 1 103 1820233 Mk2 33 111 2620203 MK2 3 117 3220204 MK2 4 128 4320301 MK3 1 122 1820333 MK3 33 130 2620303 MK3 3 136 3220304 MK3 4 147 4320433 MK4 33 157 2620403 MK4 3 162 3220404 MK4 4 173 4320503 MK5 3 195 3220504 MK5 4 205 43
Order code Morse taper Threaded mount
Length mmL1 L2
20137 MK1 3/8 – 24 82 65,520237 MK2 3/8 – 24 104 8020337 MK3 3/8 – 24 115 9920150 MK1 1/2 – 20 87 65,520250 Mk2 1/2 – 20 103 8020350 MK3 1/2 – 20 116 9920262 MK2 5/8 – 16 107 8020362 MK3 5/8 – 16 125 9920287 MK2 7/8 – 20 100 8020387 MK3 7/8 – 20 116 9920304 MK4 7/8 – 20 142 12420315 MK3 1.1/2 – 18 118 9920415 MK4 1.1/2 – 18 143 124
Morse taper arborswith threaded mount.
Straight shank arborsto JACOBS taper.
Order code Straight shank Ø mm
JACOBS taper Length mmL1 L2
8-33 8 33 64 3710-33 10 33 64 3512-33 12 33 64 3516-33 16 33 64 3520-33 20 33 64 33
NC shanks DIN 69871A/D
Order code Shank Boremm
Dimensions mmD A g
S-241 SK40 20 65 35 M16S-242 SK40 25 65 35 M16S-251 SK50 20 72 35 M24S-252 SK50 25 72 35 M24
NC shanks MAS-BT
Order code Arbors Boremm
Dimensions mmD A g
S-331 BT30 20 54 35 M12S-341 BT40 20 55 35 M16S-342 BT40 25 55 35 M16S-351 BT50 20 60 40 M24S-352 BT50 25 60 40 M24
NC shanks DIN 2080
Order code Shank Boremm
Dimensions mmD A g
S-141 SK40 20 60 24 M16S-142 SK40 25 60 24 M16S-151 SK50 20 65 34 M24S-152 SK50 25 65 34 M24
Coolant tubesfor shanks to DIN 69893A.
Order code For HSK-A Dimensions mmØ D Ø D1 G
205010 50 6,4 10 M16x1206310 63 8 12 M18x1208010 80 10 14 M20x1,52010010 100 12 16 M24x1,5
Note: Furtker morse taper arbors and shank versions available on request.

TAPMATIC 31
FERROFLUID cutting fluid
TAPMATIC cutting fluid have two effects: they cool and lubricate simultaneously. This means a cleaner cut and an increase in tap life.
FERROFLUID is an indispensable aid when tapping tough/hard steels, chromium-nickel steels and stainless steels. FERROFLUID has outstanding anti-weld characteristics, helps to improve thread tolerances and surface finish, prevents galling and seizure. VOC free.
ApplicationFor all steel, stainless steel, inconell, titan etc., not suitable for aluminium.
ALUFLUID cutting fluid
TAPMATIC cutting fluid have two effects: they cool and lubricate simultaneously. This means a cleaner cut and an increase in tap life.
ALUFLUID contains different high-pressure lubricants as well as special corrosion protectors, which penetrate the metal surface, the moisture a protective film. VOC free.
ApplicationOnly for aluminium, copper, brass, nickel silver and others.
MINIFLUID cutting fluid
TAPMATIC cutting fluids have two effects: they cool and lubricate simultaneously. This means a cleaner cut and an increase in tap life.
A MINIMUM QUANTITY cutting fluid for undiluted use in minimum lubrication systems. A micro-fine lubricating film prevents galling and seizure. VOC free.
ApplicationFor all steel, stainless steel, inconell, titan etc. Also suitable for non-ferraus metal, aluminium and others. Not classified as toxic.
Order code Product name Size l Container42120 FERROFLUID 0,5 Can with spout42140 5,0 Can42150 25,0 Can42160 200,0 Drum
Order code Product name Size l Container42220 ALUFLUID 0,5 Can with spout42240 5,0 Can42250 25,0 Can42260 200,0 Drum
Order code Product name Size l Container42320 MINIFLUID 0,5 Can with spout42340 5,0 Can42350 25,0 Can
Cutting fluids

3� TAPMATIC
Stop arm plate
Order code Bolt size max. length mm
69383A M6 8869384A M8 8869385A M10 8869386A M12 88
Order code Distance spindle centremm
723420 43–56723421 56–63723422 61–75723423 73–85723424 84–97723425 95–108723426 106–117
Installation of tapping attachments
Installation on conventional machines
Each head is supplied with a short stop arm to enable the reverse mechanism to work within the unit, in conjunction with strong torque bar attached to the machine quill or the machine table. Please read the installation and operating guidance carefully.
Preferred installation Alternative installation
Tool locked against rotation
Order code For Model392552 RDT15, RDT25395052 RDT50
Stop arm plate housing assembly
Torque bar holder assembliesFor the use with Straight stop armTorque bar installation must be stronger than the largest tap.
Thread size
Torque bar holder assembly
Stop arm plate
Stop arm plate housing assembly
Order code36007 Standard Block
Stopp Block
Order code36010 Standard Block
Installation on CNC Machining centres
Tapping attachments of the RDT and RDT/IC series are supplied with stop arms, which must be ordered separately. These stop arm assemblies are available for 55, 65 and 80 mm centre distance as standard. Other distances on request! Each assembly contains an indexing pin, which must be adjusted to the correct length to suit the machine‘s stop block. This allows the attachment to be free to tap whilst in the machine spindle and to be locked against rotation whilst in the tool magazine. When desired, we can supply these stop arm assemblies READY-TO-FIT, the necessary dimensions can be conveyed to us by e-mail or fax. Please use the form on page 34.

TAPMATIC 33
Programming of the different models
Models SFT and SXnRapid traverse to clearance plane as recommended by respective machine manufacturer.nCycle Rigid Tapping.
Models TA, TIC, TIM and SMnTapping cycle (G84).nRapid traverse to clearance plane as recommended by respective machine manufacturers.nSpindle feed (Z) apprx. 95% of theoretical pitch selected (TIM 100%).
Models SPDnUtilize boring cycle (G85).nRapid traverse to clearance plane safety height, (depending on thread size to be tapped 5–15mm above component).nChoose spindle feed (Z) 98–100% of theoretical pitch selected to thread depth required.nFeed out (reverse Z) at 98–100% up to the clearance plane safety height.nBlind hole tapping or exactly defined depths. The Z feed plus the self-feed within the Tapping unit calculate Z.*
*Note: this may have to be corrected to achieve the depth required due to any deviation in the units built in self-feed and the response time of the machine.
Models NC (releasing drive)nUtilize Tapping cycle (G84).nRapid traverse to clearance plan as recommended by respective machine manufacturers.nSpindle feed (Z) 95% of the theoretical pitch selected.nBlind hole tapping or exactly defined depths. The Z feed plus the self-feed within the Tapping unit calculates Z.nProgramme a short dwell into the Z movement to achieve full self-feed (neutral).*nFeed out to at least to the clearance plane.
*Note: this may have to be corrected to achieve the depth required due to any deviation in the units built in self-feed and the response time of the machine.
Models ASRnSub routine: Feed 95% no dwell, feed out at 95% constant RPM.nRapid traverse to clearance plane safety gap (at least 10mm from component).nFeed out at least to clearance plane.nFor blind holes, machine feed to desired thread depth minus a short allowance (apprx. �mm) for the reaction time of the machine.
Models RSRnSub routine: Feed 64% no dwell, feed out at 68% constant RPM.nRapid traverse to clearance plane safety gap (at least 10mm from component).nFeed out at least to clearance plane.nFor blind holes, machine feed to desired thread depth minus a short allowance (apprx. �mm) for the reaction time of the machine.
Subject to technical changes (without notice).
For efficient Tapping and production on CNC Machining Centre we recommend the writing of a subroutine with high speed retract. As an alternative a G85 boring cycle can be used. IMPORTANT NOTE at no time should the G code for Exact Stop or Ramp be used with TAPMATIC self-reversing Tapping Attachments. They will cause the tapping cycle time to be significantly slower. We will gladly help with any program-ming computation.
Model RDT and RDT-IC Example(Fanuc programming)
Tapping attachment RDT�5Tap size M5 x 0.8Speed �000 RPMFeed at 100% 1600 mm/min
Subroutine:Rapid traverse to 1 mm above componentMove in to 8 mm depth(Please note: Actual depth slightly deeper than programme depth)Retraction of 6 mm at 13‘000mm/min for changeover(at fastest retraction speed up to 13‘000mm/min)Move out at feed speed to 6mm above component surface
Main programme:T01 M06 Tool change – tool #1G00 G90 X�5.0 Y�5.0 chose work piece zero-point, move toward X/Y-coordinatesS�000 M03 speed �‘000 RPM, clockwise rotation of spindleG43 H1 Z�5.0 M08 rapid feed to Z�5, tool offset 1, coolant onM98 P0004 retrieve subroutine O0004G00 Y50.0 rapid feed to next position Y50M98 P0004 retrieve subroutine O0004
Subroutine:O0004 programme number of subroutineG90 absolute movementG64 exact machining mode offM49 feed override cancel off G00 Z1.0 rapid to Z1G01 Z-8.0 F1600 feed to Z-8 with feed 1‘600 mm/minG01 Z-�.0 F13000 feed to Z-� with feed 13‘000 mm/min for changeoverG01 Z6.0 F1600 feed to Z6 with feed 1‘600 mm/minM48 feed override cancel onM99 subroutine end
1.)Rapid Traverse to clearance plane above the hole location.
2.)Rapid Down to 1mm minimum above component.
3.)Tap pitch into component to programmed depth.
5.)Tap feed out of to clearance plane.
4.)Retract Tapping head at 1300mm/min, specified distance for specific tapping head to reverse tap rotation.
Clearance Plane
Note: The only time during the cycle spent in the feed rate is the 1mm approach height plus thread depth in and out. All other moves are at maximum speed.
Moving in Rapid
Moving in Tap Pitch Feed
Moving at 13000mm/min
Reversing tapping attachments require a retract movement of the machine spindle in order for the attachment to change from forward to return movement.
Please note that the distance shown is the minimum clearance plane and maximum fast retract distance allowed.
Clearance Plane and Fast Retract Distance
RDT15 CP = D = 250 in or 6mmRDT25 CP = D = 250 in or 6mmRDT50 CP = D = 400 in or 10mmRDT85/100 CP = 590 in or 15mm, D = 400 in or 10mmID50 CP = D = 250 in or 6mm
CP
1 mm
MIN
.
Clearance Plane CP
Fast Retract Distance
D

34 TAPMATIC
Application questionnaire
Customer: Date: Contact person: Department: Address:
Postal code: Town: Phone: Fax: Machine: Model/Description: Serial no.: vertical horizontal Shank type: TAPMATIC Model: Thread: moulding cutting Quantity: through hole bottom hole Bore depth: RPM: Feed: Material: Internal coolant: Yes No Trial costs of � �00.00 (stop arm) will be deducted if tool is purchased! Remarks:
RDT or RDT/IC Model
Dimension D (mm)
Dimension E (mm)
Dimension F (mm)
Dimension G (mm)
Offset size Z (mm)Models RDT, RDT/IC

TAPMATIC 35
Check list for good tapping
Tapping is a specialized field with unique challenges and tapping technology changes continuously but the basics necessary for good tapping remain the same. For the best results, the key areas to analyze are the work piece, the tap, the machine tool, the tapping attachment or tap chuck and the set up.
Work piece:n Is the core hole drilled to the correct size?n Will it be a through or a blind hole?n If tapping a blind hole, does drilled depth allow sufficient chip clearance to keep tap from bottoming out in hole?n Is the work piece rigidly held against rotation and upward movement?n What is the material and hardness of the work piece?
Tap:n Do you have the correct tap design for the application?n What are the tap size and style?n What material is the tap made from? Is the tap sharp?n Is the tap properly aligned with the drilled hole?n Is there sufficient clearance between the tap and the hole to allow for retraction?n Who is the tap manufacturer? What speed does he recommend for optimum performance of his tap in this material?
Machine tool:n Is machine stop set so the tap releases in neutral to prevent bottoming?n Is the machine retraction correct for the tapping attachment being used?n Is the torque control set to prevent tap breakage?n What type of machine is in use, what is the horse power and the spindle taper?n Is the work piece rigidly held to prevent displacing due to the high torque when tapping?n Are machine feed and speed set correctly?n Is the proper cutting fluid being used for lubricating the tap?
Tapping attachment:n Is the correct TAPMATIC tapping attachment or tap chuck being used for the specific job requirements?n Is machine retraction correct for the tapping attachment being used?n Never perform any installation or programming, before reading the operator instructions for the tapping attachment and the machine as well as the tap manufacturer’s recommendations.
Installation:n With a self-reversing tap chuck for manual or CNC operations, it is important to make sure that stop arm is strong enough to prevent torque bar from bending or deflecting. Machine torque bar must be stronger than largest tap.n If a torque control attachment is being used, is torque set correctly so that tap will not break if accidentally bottomed?n If depth control feature is employed, is it set correctly to cooperate with machine stop, provide total thread depth required and prevent engagement with bottom?n Is clearance between the drilled hole and tap sufficient at start position to allow the tap to clear the hole upon retraction?n Is the stop dwell disengaged or at least set to a minimum?
Never hold the stop arm by hand: risk of injury.
Do not lengthen the stop arm, it could break off.
Do wear protective goggles. Do not wear loose clothes close by
rotating spindles.
Do not hold the work piece or vice by hand, they must
be clamped.

TAPMATIC
European Head Office:
TAPMATIC International Corp.TIC AG . Alte Rheinstrasse . CH-9451 Kriessern . SwitzerlandPhone +41 71 757 59 00 . Fax +41 71 757 59 [email protected] . www.tapmatic.ch
Sold through:
Xll.�006/e Subject to technical changes (without notice).
worldwide
Parent Company:
TAPMATIC Corporation80� . Clearwater Loop . Post Falls . ID 83854 . USAPhone 001-�08-773 80 48 . Fax 001-�08-773 30 �[email protected] . www.tapmatic.com
Argentina:COUTIL S.A., Caldas 220, 1427 Buenos AiresAustralia:Selaby Australia Pty. Ltd., 29 Lathams Road,Carrum Downs, Victoria 3201Austria:Alexander Siftar KG, Präzisionswerkzeuge, Löwengasse 39, 1030 WienAndreas Präg Handelsagentur, Plattaweg 126780 BartholomäbergHaberkorn Ulmer GmbH, Hohe Brücke, 6169 WolfurtKNAPP Werkzeugsysteme OHG, Werkbachgasse 76112 WattensSpiral-Reihs & Co., Werkzeug- und MaschinenhandelErlachgasse 117, 1100 WienBelgium:Imatech SA / NV, Quai des Charbonnages 36/381080 BrüsselBrazil:Sanches Blanes, S.A., Estrade de Sapopemba RM 41, Ribeirao Pires 1, CEP 09400-970CELMAR Comerciale Importadora LtdeAvenida Condessa Elisabeth de Robiano 930Tatuape, Sao Paulo, SP 03074-000Bulgaria:TOME, P.O. Box 630, 17, Hristo Smirnenski Str.5300 GabrovoCanada:Tyson Tool Comp. Ltd., 75, Ormont Drive, Weston, M9L 2S3 OntarioChina:Brilliant Group Investment Ltd., Main Office ShanghaiNo. 369, 17 E/F Jiang Su Road, Shanghai 200050Branch Offices, Bejing Office, Room 705, 706, Fu Dong Plaza Beijing, 66 Xin Zhong Street, Dong Cheng District,Beijing 100027Xian Office, Room 1601 Xian People Hotel No. 319Dongxin Street, Xian 710004Shenyang Office, Room 1807 Sankei Hi-Teh Tower No. 262A, Shifu Avenue, Shenhe DistrictShenyang 110013Wuhang Office, No. 750, Ming Zhu Rd. Wuchang, Wuhan, White Rose Hotel, Room 612, 613, Wuhang, 430071Croatia:FTS d.o.o., Kutnjacki put 13, HR-10000 ZagrebDenmark:Aage Pedersen Vaerktoj A/S, Sondervang 36400 SonderborgFuchs & Sidal, Industriskellet 7, 3540 Lynge
Estonia:Industek AS , Kadaka tee 131, 12915 TallinnFinland:SabriScan Oy, Tehdaskylänkatu 11, 11710 RiihimäkiFrance:Saphy SA, 27, Rue Jean Moulin, 92400 Courbevoie-BeconGermany:Tapmatic Werkzeug GmbH, Frümbergstrasse 251702 BergneustadtGreat Britain:Tapmatic UK Ltd., Millers Close, Industrial EstateFakenham, Norfolk NR21 8NWGreece:VIMA, Vartan I. Mazloumian, Monastiriou Street 15154627 ThessalonikiIndia:Lokenath Chatterjee & Sons PVT. Ltd.18, Raja Woodmunt Street, Calcutta 700 001Indonesia:Kawan Lama Sejahtera pt., P.O. Box 5062Jakarta 11050Iran:Boresh Abzar Iran Co. Ltd., No. 40 Zafar StreetVahid Dastegerdi, Tehran 19117Israel:Vargus Ltd., 34, Itshak Sade Street, P.O. Box 20102Tel Aviv 67212Italy:Aktiva S.R.L., Via Pastorelli 13, 20143 MilanoJapan:Meiyu Airmatic Company Ltd.12-2 Shin-Yokohama 2 chome, Kohoku-ku, YokohamaUni Tool Co., Ltd., 54-9, 3-Chrome, Renkoji, Tama-City,Tokyo 206South Korea:Ssang-In Trading Corp., 503, Daeji Bldg.502-5, Shinwol 2-Dong, Yangchun-Ku, YoungdeungpoP.O. Box 354, Seoul
Lithuania:UAB Proftools, Rasu 50A , LT-11351 VilniusMexiko:Herramex S.A. de C.V., Av. Hidalgo No. 8552740 Ocoyoacac JuarezNetherlands:Heesen-ICA B.V., Hervensebaan 155232 JL’s HertogenboschNew Zealand:Trade Tools Ltd., P.O. Box 112-114, 23-27 Olive Rd.Penrose, AucklandNorway:P. Meidell AS, Stälfjaera 16, Kalbakken, 0903 OsloPhilippinen:Machinebanks Corp., P.O. Box 1519, ManilaPoland:Wemax Sp.z.o.o., Ul. Turystyczna 2, 15-503 BialystokPortugal:A. Borges do Amaral Lda., Rua Fernandes Tomas, 4714000 PortoRomainia:Metal Star SRL, Str. Principala 57, Ciugud, jud. Alba 510118Singapore & Malaysia:Sing Huat, Hardware & Machinery Pte. Ltd., 178 Gul CircleJurong Industrial Estate, Jurongtown 629628Slovakia:TMC spol.s.r.o., Masna 9, 656 58 BrnoSlovenia:ZIBTR d.o.o., Praprosce 15a, 1270 LITIJASouth Africa:Fuloos, cct/a: Duncan Mac Donald & Co., P.O. Box 650066Benmore, 2010Spain:OSG Tooling Iberica SL, Feixa Llarga 2009907 L’Hospitalet de LlobregatSweden:GJS Verktygs AB , Fogdetorpsvägen 5, 152 40 SödertäljeSwitzerland:Schweizerische Maschinen Import AGSchanzstrasse 1, 8330 PfäffikonTaiwan:Hung Chih Ltd. Co., No 35 Chung Cheng Road, Tainan 700Czech Republic:TMC spol.s.r.o., Masna 9, 656 58 BrnoTurkey:Fikret Erdogan ve Ort. Koll. Sti., Otakcilar Cad. No. 5634050 Eyüp – IstanbulUSA:Tapmatic Corporation, 802, Clearwater LoopPost Falls, ID 83854






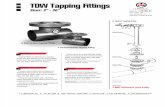





![Untitled-1 [] · Reversible Tapping Attachments Model TCN Having versatile application in every machine shop, it dispenses with labourious hand tapping and use of expensive machines.](https://static.fdocuments.us/doc/165x107/5aec61627f8b9a90318e3876/untitled-1-tapping-attachments-model-tcn-having-versatile-application-in-every.jpg)