Operating instruction for the tapping attachments type instruction for the tapping attachments type...
20
Operating instruction for the tapping attachments type: GRN-NC-08/HD GRN-NC-11/HD GRN-NC-20/HD GRN-NC-25/HD Date of edition: 14.01.2014 Stage of alteration: 3 Please keep this for future use!
Transcript of Operating instruction for the tapping attachments type instruction for the tapping attachments type...

Operating instruction for the tapping attachments t ype: GRN-NC-08/HD
GRN-NC-11/HD
GRN-NC-20/HD
GRN-NC-25/HD
Date of edition: 14.01.2014 Stage of alteration: 3
Please keep this for future use!

Operating instruction for the tapping attachments type GRN-NC

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 1
Contents:
1 Application range and technical data .............. .................................................. 3
1.1 Application range, determined use ............................................................................. 3 1.2 Specifications ............................................................................................................. 4 1.3 Safety instructions ...................................................................................................... 4 1.4 Function of a thread producing cycle .......................................................................... 5 1.5 Dimensions and technical data .................................................................................. 6
2 Putting the tapping attachments into operation..... .......................................... 7
2.1 Unpacking .................................................................................................................. 7 2.2 Putting the tapping attachments into operation .......................................................... 7 2.2.1 Coolant-lubricant supply ............................................................................................ 9 2.3 Example of programming ..........................................................................................10 2.3.1 Example of the travel z to be programmed ...............................................................10 2.3.2 Example of programming a thread producing cycle ..................................................11 2.4 Collets .......................................................................................................................12 2.4.1 Application ................................................................................................................12 2.4.2 Assembly instruction of collet and tool ......................................................................12 2.4.3 Remove tool and collet .............................................................................................14 2.5 Sealing disks for clamping nuts .................................................................................15 2.5.1 Application ................................................................................................................15 2.5.2 Assembly instruction for sealing disks into clamping nuts .........................................15
3 Maintenance ....................................... ............................................................... 16
3.1 Maintenance schedule ..............................................................................................16 3.2 External cleaning ......................................................................................................16 3.3 Refill grease ..............................................................................................................16 3.4 Main maintenance .....................................................................................................17
4 Storage when not in use ........................... ........................................................ 17

Operating instruction for the tapping attachments type GRN-NC
2 Edition: 14.01.2014
Warnings, symbols This operating instruction uses the following symbols: Marks special instructions, rules and prohibitions, which are important in
order to avoid any damage. Please observe these instructions!
Marks application tips and other useful information.
Sectional view: Tapping attachment GRN-NC
Guarded

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 3
1 Application range and technical data
1.1 Application range, determined use The tapping attachments type GRN-NC are designed for use on CNC-controlled machine tools. The change of tapping direction is induced automatically via the reversing of the feed and an reversing gear mechanism integrated. The tapping attachments may only be used in connection with driven machine spindles and are only suited to produce right-hand threads . Normally the tapping attachments are equipped with a cylindrical shank Ø25 acc. to DIN1835 B+E. For the cutting range of each type please refer to table 1, page 6. The tool is locked via collets acc. to DIN ISO 15488. The collets must be chosen depending on the type of tapping attachment and tool used, please refer to chapter 2.4.1, page 12. The tapping attachments are suited for coolant-lubricant pressures up to 50 bar. The type GRN-NC 08 is provided with a device for external coolant-lubricant supply, the attachments GRN-NC 20 and 25 have internal coolant-lubricant supply. The tapping attachment GRN-NC 11 is available either with a device for external or alternatively for internal coolant-lubricant supply, see picture 2, page 6. A standard stop fixture is included with each tapping attachment. The correct adaptation of the stop fixture is ensured by supplying machine details and required shank in the order form, see chapter 2.2, page 7. The non-determined use exempts the manufacturer fro m any liability.

Operating instruction for the tapping attachments type GRN-NC
4 Edition: 14.01.2014
1.2 Specifications Owing to the integrated reversing gear mechanism, the change of the rotating direction of the machine spindle when reversing is dropped. The absorption elements integrated in the reverse gear compensate the acceleration forces caused by the change of the rotation direction of the clamping head. The resulting advantages are : - Time-saving by shorter cycle times - Maximum tool life of the threading tools - Machine protection due to constant right-hand rotation - Energy-saving by nearly constant power adaptation
Further equipment features are: - Designed for coolant-lubricant pressure up to 50 bar (700 psi) - Safe and high-concentricity clamping of the tool by means of collets - The cylindrical shank acc. to DIN 1835 B+E allows a fast and economically
efficient way to adapt to any machine spindle type via an adaptation shank.
1.3 Safety instructions For all works, ie putting into operation, production and maintenance, please observe the details given in the operating instruction. All relevant safety regulations as well as local instructions are to be observed when working with the tapping attachments. Below please find some basic rules:
- Please wear gloves during change of tool to avoid injury.
- Basically change the tool yourself to avoid the sudden start of the spindle caused by mis-operating.
- Hold the tool when loosening the tool clamping to avoid it falling down and damaging of the tool and the workpiece.
- Please keep the tool adaptation clean.
- There are maximum values for cutting speeds and feeds for every kind of machining. Please observe such data.
- Please observe the maximum tool dimensions.
- Furthermore, the instructions of the tool manufacturers are valid.

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 5
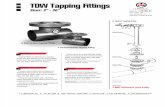
1.4 Function of a thread producing cycle (with adjusted stop fixture)
1. The tapping attachment is places into the machine by means of the tool changer,
the fixing bolt engages in the stop block, the locking device is released and the attachment is ready for operation.
2. The attachment is moved to start position in the fast-feed mode. The safety distance x (see chapter 2.3.1, page 10) must be observed.
3. The work cycle is performed. During the whole cycle, the machine spindle rotates in right-hand direction. After reaching the programmed feed depth, the Z-axis switches to reverse without delay. In the interaction between feed reversal of the Z-axis and the positive feed caused by the pitch of the rotating tool the clamping head of the tool holder is axially pulled out from the tapping attachment. This movement provokes the change of the sense of rotation (reversal). After the tool has escaped entirely from the workpiece, the spring-loaded clamping head retracts to its original position, and the tool changes its rotating direction again.
4. The machine spindle is again in start position.
Spindle movement in axial direction
Rotation of the tool
Picture 1: Progress of a thread producing cycle
Progress:
Start position Spindle feed stop Spindle feed back Free wheel Reverse
x
z
G
t
y

Operating instruction for the tapping attachments type GRN-NC
6 Edition: 14.01.2014
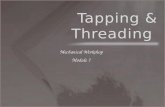
1.5 Dimensions and technical data
G: Disengaging distance
H: Free-wheel
T: Length compensation on tension
External coolant-lubricant supply for size 08 + 11
Internal coolant-lubricant supplyfor size 11 + 20 +25
DD
2
G H T
L
55
25
Shank Ø25 DIN1835B+E
Picture 2: Dimensions of the tapping attachments GRN-NC
Table 1: Technical data of the tapping attachments GRN-NC
Type Article no.
Cutting range
Collet size1
max. revolution
[min –1]
D
[mm]
D2
[mm]
L
[mm]
G
[mm]
H
[mm]
T
[mm]
Coolant supply
GRN-NC-08/HD F3390997 M1 – M4 Nr.0–Nr.6 8 6000 12 80 96,5 2 4 5 External
GRN-NC-11/HD F3391997 M2 – M7 Nr.0-Nr.12 11 3500 19 80 105 2 2 5 External
GRN-NC-11/ HD/IKZ F3391995 M2 – M7
Nr.0-Nr.12 11 3500 19 80 119 2 2 5 Internal
GRN-NC-20/HD F3392997 M4 – M12 Nr.8-Nr.3/8
20 2500 34 80 138 3,5 3 7 Internal
GRN-NC-25/HD F3394997 M8 – M20 5/16 – 3/4
25 1500 42 80 142 3,5 3 7 Internal
The tapping attachments are made for coolant-lubricant pressures up to
50 bar.
1 Nominal size according to DIN ISO 15488

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 7
2 Putting the tapping attachments into operation
In order to guarantee the function of the reversing gear mechanism in the tapping attachment, the housing must be secured against twisting. This is executed by the stop fixture mounted at the housing. The adaptation to the machine is normally made when ordering by indicating the machine type. A standard fixture is part of the normal delivery. The standard dimensions may be taken from picture 2, page 6.
2.1 Unpacking - Remove cardboard, filling material and film - Clean the tapping attachment with a duster to remove any conservation oil. Do not use any aggressive solvents.
Do not use fibrous materials i.e. steel wool.
2.2 Putting the tapping attachments into operation
To define the correct position of the stop fixture, please proceed as described in points 1 to 6. Should you posses an adjustment device, please use it to carry out points 1 to 6. It is a must to load the complete tapping attachment into the machine manually for the first time in order to check the correct position of the fixture.
Owing to the stop fixture it is possible that a second tool place in the tool
changer may be required. Therefore, please carry out a manually operated trial run before putting the attachments into operation. For automatic tool exchange we recommend to reduce the tool exchange speed.
When working with coolant :
The maximum coolant-lubricant pressure is 50 bar . The coolant-lubricant supply must be connected acc. to the device at the attachment (externally or internally), see chapter 2.2.1, page 9.

Operating instruction for the tapping attachments type GRN-NC
8 Edition: 14.01.2014
1. Locking pin is engaged in the fixing
ring. 2. Loosen locking screw. 3. Load tapping attachment manually
into the machine. 4. The fixing bolt must engage in the
stop block of the machine, twist the housing until the locking pin is disengaged from the fixing ring. The fixing bolt must not contact the housing
5. Secure fixing ring in this position by
tightening the locking screw ⇒ The locking pin re-engages in the fixing ring again when removing the tapping attachment.
6. We recommend to secure the fixing ring additionally. Remove set screw (M5) from fixing ring, countersink with a drill (Ø4,2mm) and then secure fixing ring with the set screw.
⇒⇒⇒⇒ The tapping attachment is ready for cutting. The p osition is defined, the attachment may be changed into or taken from the ma chine spindle via the tool changer. These instructions are valid for the first time of operation and for re-putting
into operation. For re-putting into operation please carry out the following function check:
- Check compensation on tension by pulling down the clamping head and releasing it. When released the clamping head must return to its initial position.
- Test the stop fixture: pull down the fixing bolt ⇒ fixing ring must disconnect Let go fixing bolt ⇒ locking pin must engage in fixing ring
- Check angularity of stop fixture as described in chapter 2.2, page 7.
D
A
Machine spindle
Stop block
Locking screw
Set screw
Fixing bolt
1mm
Locking pin
Setti
ng d
ista
nce
Fixing ring

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 9
Important: When using a new or different tapping attachment or when changing the tool, please proceed as follows: • Find out a ctual setting distance (see sketch, page 8)
• Cut the first thread about 4 mm shorter than requir ed: a) Increase the setting distance by 4 mm or b) Reduce the calculated travel by 4 mm
• Measure the cut thread depth. • Correct the missing thread depth in the programme
For machine chains the above procedure must be carried out separately for every single machine as the disengaging distance of the tapping attachment spreads within the indicated value.
2.2.1 Coolant-lubricant supply a) For sizes 8 and 112 the connection may be executed via the stop fixture bolt and
the supplied coolant-lubricant pipe.
b) For sizes 11 2, 20 and 25 the connection to the internal coolant-lubricant supply is carried out automatically by loading the tapping attachments into the machine spindle. The coolant is directed through the tapping attachment.
c) If the machine is only equipped with an external coolant-lubricant supply, for
example with nozzles or pipes, these are to be positioned onto the tool cutting edge.
Please avoid any contact between tool and coolant-lubricant supply!
2 The tapping attachment size 11 may be ordered with coolant-lubricant supply either via the stop block or through the tapping attachment, see table 1.

Operating instruction for the tapping attachments type GRN-NC
10 Edition: 14.01.2014
2.3 Example of programming
2.3.1 Example of the travel z to be programmed
z = y + x + t – 0,5G z = travel y = chamfer length of tap or lead taper length of cold-forming
tap x = safety distance
t = thread depth to be produced G = disengaging distance
The travel (z) depends on factors i.e. rpm and material to be machined and must therefore eventually be corrected. Recommended safety distance (x) : GRN-NC08+11: min. 10 mm GRN-NC20+25: min.14 mm It is a must to keep this safety distance between tool and workpiece surface in the start position to allow the tool to completely leave the bore when moving out. Disengaging distance (G): GRN-NC08+11: 2 mm GRN-NC20+25: 3,5 mm
Recommendations for programming the feed :
GRN-NC 08 + 11: 98% - 100% when cutting in 101% - 105% when cutting out The values depend on
the tool! GRN-NC 20 + 25: 98% - 100% when cutting in 96% - 100% when cutting out
To ensure the correct thread depth, we recommend programming the first
depth 4mm shorter, then gauge the hole and reset the tool offset to the required thread depth.

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 11
2.3.2 Example of programming a thread producing cyc le Example of programming of a machine tool with following parameter: Tapping attachment : GRN-NC-11/HD
Control: Dialog 112 Thread: M5 Thread depth: 10mm
Main programme: Sub-programme: % O17 (GRN-NC-TAPPING ATTACHMENT) N5 (GRN-NC-TAPPING ATTACHMENT) N10 # 650 = 11.000000 (BORES – IN –X) N20 # 651 = 2.000000 (BORES – IN – Y) N30 # 652 = 6.000000 (BORE DISTANCE) N40 # 653 = 1500.000000 (RPM) N50 # 654 = 98.000000 (PERCENT – THREAD FEED) N60 # 655 = 103.000000 (PERCENT – REVERSE) N70 # 656 = 0.800000 (PITCH) N80 # 657 = 10.000000 (TRAVERSE MOVEMENT – Z) N90 # 658 = #653*#656*#654/100 N100 # 659 = #653*#656*#655/100 N200M6T30 N210S#653M3 N220G0X0Y0Z50 N230G0Z14 N240G137X0Y0I#652J#652K#650Q#651U1017 N250G0Z100 N260M30 %
% O1017 (UP-TO-GRN-NC) N10 (UP-TO-GRN-NC) N15G90 N20F#658 N30G1Z-#657 N40F#659 N50G1Z14 N55G91 N60M99 %
- Override switch must be at 100% - Spindle rotation direction: only right-hand running

Operating instruction for the tapping attachments type GRN-NC
12 Edition: 14.01.2014
2.4 Collets
2.4.1 Application The adaptation of the tool is executed via collets type ER and ER/GB. With collets sizes 8 and 11 (type ER), the tool is centred and clamped via the clamping diameter. With collets sizes 20 and 32 (ER/GB), the torque – arising during the thread producing process – is additionally transferred via the square integrated in the collet. Owing to the better torque transmission, we would recommend to use
collets type ER/GB. The appropriate collet sizes for the tapping attachments may be taken from table 1, page 6. The clamping diameter is indicated by the tool used.
2.4.2 Assembly instruction of collet and tool If you work with internal coolant-lubricant supply, the sealing disk must first
be inserted into the clamping nut, see chapter 2.5, page 15.
The taper surface of the clamping nut and of the collet must be clean!
1. Insert collet into clamping nut
2. Tilt collet. The groove of the collet must engage in the eccentric ring of the clamping nut at the marked position. Tilt collet in opposite direction until it clearly engages, see Picture 3. → Collet is flush with the clamping nut or the sealing disk
Marked position
Groove of thecollet
Eccentric ring
Picture 3: Assembly of the collet into the clamping nut type Hi-Q

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 13
3. Screw clamping nut with engaged collet manually onto the thread of the tapping attachment.
Only mount clamping nuts with correctly engaged collet!
4. Insert tool. If collet and tool are provided with a square, the tool must be turned
into position in order to be inserted into the square of the collet.
5. Tighten the clamping nut with the appropriate wrench. The tightening torques for the clamping nut may be taken from table 2, page 13.
In order to avoid any damage of parts in the tapping attachments, it is necessary to support the spindle with the open-ended spanner � when tightening the clamping nut with the wrench �, see picture 4, page 13. The wrenches are part of the delivery. To adjust the correct torque (see table 2), we recommend to use a torque wrench.
Table 2: Tightening torques for the clamping nuts
Type Recommended
tightening torque [Nm]
Hi-Q/ERM 8 6 Hi-Q/ER(C) 11 14 Hi-Q/ERC 20 32 Hi-Q/ERC 25 80
Data valid for the use of ER-GB collets The maximum tightening torque must not be more than 25% above the recommended tightening torque. Higher torque may result in the damage of the collet holder
Picture 4: Tightening the clamping nut

Operating instruction for the tapping attachments type GRN-NC
14 Edition: 14.01.2014
2.4.3 Remove tool and collet 1. Loosen the clamping nut with the appropriate wrench
In order to avoid any damage of parts in the tapping attachments, it is necessary to support the spindle with the open-ended spanner � when loosening the clamping nut with the wrench �, see picture 4, page 13. The wrenches are part of the delivery.
2. Pull out the tool
3. Screw the clamping nut off
4. Tilt collet up to the marking until it is removed from the eccentric ring, see picture 5. Remove collet.
Marked position(Position depends on type of nut)
Picture 5: Detach collet from clamping nut type Hi-Q

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 15
2.5 Sealing disks for clamping nuts
2.5.1 Application The sealing disks are inserted into the clamping nuts for producing threads with internal coolant-lubricant supply (max. coolant-lubricant pressure: 50 bar). The sealing disks additionally avoid the penetration of dirt and chips into the collet slots. For the tapping attachments GRN-NC 20 + 25:
Normally a clamping nut for sealing disks is part of the delivery. The sealing disk must be ordered separately, suitable for the clamping nut and the clamping range.
For size 11 the clamping nuts with integrated sealing system can be used. No separate sealing disk is required; the clamping nut is chosen depending on the used clamping diameter. Please order required clamping nut separately.
2.5.2 Assembly instruction for sealing disks into c lamping nuts 1. Insert the sealing disk into the clamping nut as shown on Picture 6. 2. Push the sealing disk forward in the clamping nut until you clearly hear the
engagement. The sealing disk must be flush at the front with the clamping nut.
Picture 6: Assembly of the sealing disk Sealing disk engaged in the clamping nut
Labelling

Operating instruction for the tapping attachments type GRN-NC
16 Edition: 14.01.2014
3 Maintenance
3.1 Maintenance schedule What?
When? Who?
External cleaning ⇒ Chapter 3.2
depends on the degree of dirt, however, at least once a week
Operator
Refill grease ⇒ Chapter 3.3
every 100.000 cut threads Operator
Principal maintenance ⇒ Chapter 3.4
every 200.000 cut threads EMUGE
3.2 External cleaning Clean the tapping attachments at periodic intervals with a duster, depending on the degree of dirt. Do not use any aggressive solvent.
Do not use fibrous materials i.e. steel wool.
3.3 Refill grease After approx. 100.000 produced threads, refill with ½ tube of grease, article number F3391199.09.
1. Remove the screw 2. Refill with grease 3. Replace the screw
Picture 7: Maintenance on tapping attachment
Refill with grease
Screw andsealing disc

Operating instruction for the tapping attachments type GRN-NC
Edition: 14.01.2014 17
3.4 Main maintenance According to experience a main maintenance should be carried out after approx. 200.000 produced threads or once every 6 months, depending on rpm, thread size and material to be machined. During the main maintenance, the attachment is disassembled, parts are checked on their degree of wear and if necessary replaced. The attachment is then re-assembled, greased and fully tested.
4 Storage when not in use If the tapping attachment is taken out of service, please go through the following steps: - Clean the tapping attachment with a duster
Do not use any aggressive solvents.
Do not use fibrous materials i.e. steel wool. - Spray the tapping attachment with a conservation oil to avoid any rust and to
preserve the function.
Before storage, all evidence of coolant-lubricant and machining residues must be removed!

Operating instruction for the tapping attachments type GRN-NC
Notes:
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für Präzisionswerkzeuge Nürnberger Straße 96-100 · 91207 Lauf · GERMANY · Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313 [email protected] · www.emuge-franken.com
ZB
1001
9.G
B