Research Article Efficiency Optimization for Disassembly ...
9
Hindawi Publishing Corporation Mathematical Problems in Engineering Volume 2013, Article ID 173736, 8 pages http://dx.doi.org/10.1155/2013/173736 Research Article Efficiency Optimization for Disassembly Tools via Using NN-GA Approach Guangdong Tian, 1 Tianggang Qiang, 1 Jiangwei Chu, 1 Guan Xu, 2 and Wei Zhou 3 1 Transportation College, Northeast Forestry University, Harbin 150040, China 2 Transportation College, Jilin University, Changchun 130020, China 3 Business College, Shandong University of Technology, Zibo 250012, China Correspondence should be addressed to Tianggang Qiang; [email protected] Received 16 September 2013; Accepted 29 October 2013 Academic Editor: Shuping He Copyright © 2013 Guangdong Tian et al. is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Disassembly issues have been widely attracted in today’s sustainable development context. One of them is the selection of disa- ssembly tools and their efficiency comparison. To deal with such issue, taking the bolt as a removal object, this work designs their removal experiments for different removal tools considering some factors influencing its removal process. Moreover, based on the obtained experimental data, the removal efficiency for different removal tools is optimized by a hybrid algorithm integrating neural networks (NN) and genetic algorithm (GA). eir efficiency comparison is discussed. Some numerical examples are given to illustrate the proposed idea and the effectiveness of the proposed methods. 1. Introduction Rapidly growing mechanical and electrical waste has long been known to cause severe environmental problems. A major contributing factor of this is the rapid technological development of new products and an increasing demand for the latest technology by the consumers. e desire to obtain the latest technology oſten leads to premature purging of still functioning products. is, in turn, has led to a diminishing number of landfills and rapid depletion of virgin resources [1]. In order to the recycle them, it is necessary that the disassembly of end-of-life products should be implemented. Disassembly is defined by Brennan et al. [2] as “the pro- cess of systematic removal of desirable constituent parts from an assembly while ensuring that there is no impairment of the parts due to the process.” Disassembly is conductive and instructive to recycling of products. Only in this way can we achieve high purity of material recycling and realize good reuse of components [3]. For disassembly, one of the hot issues is the disassemblability evaluation and design. Gungor and Gupta present an evaluation and planning methodology to choose the best disassembly process among several alternative processes based on the total time for disassembly [4]. Kroll et al. develop a method for quanti- fying the ease of disassembly. Its purpose is to advise desi- gners to consider disassemblability for recycling from the beginning of design [5, 6]. Suga et al. propose a new method for the evaluation of disassemblability by introduc- ing two parameters describing product disassemblability, namely, disassembly energy and entropy for disassembly [7]. Mok et al. present a disassemblability analysis method on the recycling of mechanical parts in automobiles. e disasse- mblability analysis method includes some important influ- ence factors on product disassembly, for example, ease of fix- ing ease of finding joining points, disassembly forces, and dis- assembly directions [8]. Desai and Mital present a method- ology to enhance the disassemblability of products. ey define disassemblability in terms of several influence fac- tors on disassembly, that is, exertion of manual force for disassembly, degree of precision required for effective rem- oval tool placement, weight, size, material and shape of com- ponents being disassembled, and the use of hand tools. Time-based numeric indices are assigned to each design fac- tor. A higher score indicates anomalies in product design from the disassembly perspective [9, 10]. ey develop
Transcript of Research Article Efficiency Optimization for Disassembly ...

Hindawi Publishing CorporationMathematical Problems in EngineeringVolume 2013 Article ID 173736 8 pageshttpdxdoiorg1011552013173736
Research ArticleEfficiency Optimization for Disassembly Tools viaUsing NN-GA Approach
Guangdong Tian1 Tianggang Qiang1 Jiangwei Chu1 Guan Xu2 and Wei Zhou3
1 Transportation College Northeast Forestry University Harbin 150040 China2 Transportation College Jilin University Changchun 130020 China3 Business College Shandong University of Technology Zibo 250012 China
Correspondence should be addressed to Tianggang Qiang tgd1232001aliyuncom
Received 16 September 2013 Accepted 29 October 2013
Academic Editor Shuping He
Copyright copy 2013 Guangdong Tian et al This is an open access article distributed under the Creative Commons AttributionLicense which permits unrestricted use distribution and reproduction in any medium provided the original work is properlycited
Disassembly issues have been widely attracted in todayrsquos sustainable development context One of them is the selection of disa-ssembly tools and their efficiency comparison To deal with such issue taking the bolt as a removal object this work designs theirremoval experiments for different removal tools considering some factors influencing its removal process Moreover based onthe obtained experimental data the removal efficiency for different removal tools is optimized by a hybrid algorithm integratingneural networks (NN) and genetic algorithm (GA) Their efficiency comparison is discussed Some numerical examples are givento illustrate the proposed idea and the effectiveness of the proposed methods
1 IntroductionRapidly growing mechanical and electrical waste has longbeen known to cause severe environmental problems Amajor contributing factor of this is the rapid technologicaldevelopment of new products and an increasing demand forthe latest technology by the consumers The desire to obtainthe latest technology often leads to premature purging of stillfunctioning products This in turn has led to a diminishingnumber of landfills and rapid depletion of virgin resources[1] In order to the recycle them it is necessary that thedisassembly of end-of-life products should be implemented
Disassembly is defined by Brennan et al [2] as ldquothe pro-cess of systematic removal of desirable constituent parts froman assembly while ensuring that there is no impairment ofthe parts due to the processrdquo Disassembly is conductive andinstructive to recycling of products Only in this way can weachieve high purity of material recycling and realize goodreuse of components [3] For disassembly one of the hotissues is the disassemblability evaluation and design
Gungor and Gupta present an evaluation and planningmethodology to choose the best disassembly process amongseveral alternative processes based on the total time for
disassembly [4] Kroll et al develop a method for quanti-fying the ease of disassembly Its purpose is to advise desi-gners to consider disassemblability for recycling from thebeginning of design [5 6] Suga et al propose a newmethod for the evaluation of disassemblability by introduc-ing two parameters describing product disassemblabilitynamely disassembly energy and entropy for disassembly [7]Mok et al present a disassemblability analysis method on therecycling of mechanical parts in automobiles The disasse-mblability analysis method includes some important influ-ence factors on product disassembly for example ease of fix-ing ease of finding joining points disassembly forces and dis-assembly directions [8] Desai and Mital present a method-ology to enhance the disassemblability of products Theydefine disassemblability in terms of several influence fac-tors on disassembly that is exertion of manual force fordisassembly degree of precision required for effective rem-oval tool placement weight size material and shape of com-ponents being disassembled and the use of hand toolsTime-based numeric indices are assigned to each design fac-tor A higher score indicates anomalies in product designfrom the disassembly perspective [9 10] They develop
2 Mathematical Problems in Engineering
a methodology to design products for disassembly incor-porating ergonomic factors [11] Das et al estimate disas-sembly cost and effort by calculating a disassembly effortindex comprising seven factors time tools fixture accessinstruct hazard and force requirements [12] In additionconsidering the impact of uncertainty factors dealing withthe product disassembly some disassemblability analysismethods on uncertaintymanagement problem are presentedFor example Ilgin and Gupta present a sensor-embeddedproduct approach to detect missing components in disassem-bly uncertainty [13 14] Tian et al define some disassembilityevaluation parameters from the perspective of probabilitytheory and establish some probability evaluation models onthe disassembly process [15 16] Tang and Zhou considerthe uncertainty feature of disassembly time and quality ofdisassembled subassemblies in a disassembly process andanalyze the expected disassembly cost and the expected netprofit of product disassembly based on the genericmodel for ahuman-in-the-loop disassembly system [17 18]They presentdisassemblability analysis method considering human fac-tors Gao et al realize the intelligent decision making of adisassembly process based on fuzzy reasoning Petri nets [19]Tang et al discuss the uncertainty management issue basedon the learning approach [20 21]
Based on the above overview the current researchmainlyfocuses on the integrated disassemblability evaluation anddesign method incorporating one or multiple disassemblyinfluence factors In fact to some extent a factor has asignificant impact on the disassembly decision making anddesign guideline of DFD (design for disassembly) Motivatedby these factor analysis issues on disassembly are discussedFor example Tang and Zhou discuss the influence of opera-tion fluency of human operators on disassembly using fuzzylogic [18] Shu and Flowers investigate the selection issue ofproduct life cycle fastening and joining methods from theperspective of design [22] Gungor probes the evaluationissue of connection types in design for disassembly usinganalytic network process (ANP) method [23] Youssif et alanalyze ergonomic factors in disassembly planning The aimof this study is to investigate the level of involvement ofergonomic aspects in the disassembly workplace with theeffect of their absence on the human performance which inturn may reflect on the losses in the disassembly outcomesand modeling an optimum disassembly plan incorporatingthe ergonomic factors within the model [24] Tseng et alpresent the influence of modular design on disassemblyeconomy [25]
Although some researchers have addressed some influ-ence factors on disassembly that is the fluency of humanoperators connection type and ergonomic factor they paylittle attention to the tool type which is one of the key factorsof product disassembly This work addresses disassemblyefficiency optimization and their comparison for differentdisassembly tools using experiment and simulationmethods
The rest of this paper is organized as follows Section 2designs the removal experiments for different removal toolsSection 3 introduces the optimization algorithm for removalefficiency Section 4 presents the optimization and compari-son of removal efficiency on different removal tools Finally
Section 5 concludes this paper and describes future researchissues
2 Removal Experiment
By taking the specified bolt of a transmission as an objectivethis work obtains its removal times of different removal toolsas presented hereinafter
21 Experimental Objective and Tools211 Experimental Objective In this work the M17 bolt ofa transmission is taken as an objective to be removed Itsbasic parameters are presented as follows the bolt type ishexagonal the maximum nominal diameter is 12mm thenumber of pitches is 12 and the thread pitch is 182mm
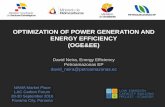
212 Experimental Equipment for Removal There are fourtypes of equipment used in this experiment that is wrenchfor tightening dynamometer for removing stopwatch andremoval toolsWrench for tightening is used to fasten the boltand demarcate the tightening torque of the bolt Dynamome-ter for removing is applied to measure the maximum tensionof operators Stopwatch is used to measure the removaloperation time of the bolt Removal tools are composed oftwo types of tools which are used to remove the bolt One isa ratchet wrench as shown in Figure 1(a) and the other is ageneral wrench (round end) as shown in Figure 1(b)
22 Experiment Design and Data Acquisition221 Experiment Design In the removal experiment weconsider only two factors that is the removal condition ofthe bolt and the quality of removal operators
In terms of the removal condition of the bolt it is simu-lated by the tightening torque of the bolt It is demarcated bythree levels that is 25Nm 50Nm and 75Nm Note that Nmis the unit of torque that is Newton metre
In terms of the quality of operators during the removalexperiment since 5 skilled ones are selected their operationfluency is considered as being high Based on this premise thequality of operators is determined by their maximum tensionused Usually the larger of themaximum tension an operatorthe better their ability of disassembly and the smaller theneeded disassembly time of disassembling a product In thisexperiment it is demarcated by five levels respectively thatis 28 kgf 24 kgf 20 kgf 15 kgf and 12 kgf Note that the kgf(kilogram force) is the unit of tension (1 kgf = 98N)
222 Data Acquisition In this experiment based on dif-ferent tightening torque levels of the bolt and quality levelsof removal operators the corresponding 15 data points ofremoval standard time for two types of tools are obtained asshown inTable 1 Note that at a specified corresponding levelthe same 6 bolts are removed each time and they are removedfour times that is 24 data points of removal time of the boltare obtained Note that the standard time is mean value of 24removal time data
Mathematical Problems in Engineering 3
(a)
Openend
Roundend
(b)
Figure 1 Removal tools (a) Tool I ratchet wrench (b) tool II general wrench (round end)
Table 1 Removal experimental data table
Expno
Tighteningtorque (Nm)
Maximum tension(kgf98N)
Standard time (second)Tool I Tool II
1 25 28 1807 29562 50 28 1812 30493 75 28 2234 34374 25 24 1806 30775 50 24 1856 31026 75 24 2238 35737 25 20 1825 29188 50 20 1894 30869 75 20 2317 370410 25 15 1821 334111 50 15 1880 347112 75 15 2365 399213 25 12 1905 340514 50 12 2017 348715 75 12 2463 4039
3 Optimization Algorithm
Althoughwe obtain the experimental data the smallest one isnot optimal in certain conditions To obtain the optimal onethus it is essential to optimize them based on experimentaldata NN-GA is a hybrid intelligent optimization algorithmintegrating neural networks (NN) and genetic algorithm(GA) Since it makes full use of the nonlinear fitting abilityof NN and the nonlinear fitting ability optimization abilityof GA it is proved to be effective and feasible to deal withnonlinear and discrete optimization issues that is nonlinearstructural and creep feed grinding optimization problems[26ndash28] It has not yet been used in the efficiency issueof the disassembly tool Due to the fact that the efficiencyof the disassembly tool is a discrete optimization one thiswork proposes a hybrid algorithm integrating NN and GA tooptimize the efficiency (time) of a disassembly process Thedetails of the hybrid algorithm integrating NN and GA arepresented as follows
31 Neural Networks (NN) A neural network is treated as anonlinear mapping system consisting of neurons (processingunits) which are linked by weighted connections It usuallyconsists of three layers input hidden and output layers [2629] There is an activation function in the hidden layer It isdefined as a sigmoid function in this work
Firstly the method to determine the number of neuronsof the input hidden and output layers is presented as follows
The number of input neurons of the NN structure is thenumber of input variables namely two influence factors thusthe number of input neurons is 2
The number of output neurons is one representing oneremoval time function
In terms of the NN structure the main problem is todetermine the best number of hidden neurons The numberof hidden neurons can be infinite in theory but finite inpractice due to two reasons Too many hidden neuronsincrease the training time and response time of the trainedNN On the other hand too few hidden neurons make theNN lack generalization ability [27 28 30 31] Therefore itcan usually be determined by the following formula that is119904 = radic119906 + V+119887 where 119906 and V are the number of input neuronsand output neurons respectively and 119887 is a constant from 1 to10 [28] Based on it the number of input neurons 119906 is set tobe 2 since we need to consider two factors V = 1 thus 119904 is aconstant from 3 to 12 which is defined as 10 in this paper
Secondly backpropagation is the most commonly usedmethod to calculate values for the weight and bias terms ofthe neural network model In the backpropagation methodall weights are adjusted according to the calculated error termusing a gradient method Learning in an NN that is thecalculation of the weights of the connections is achievedby minimizing the error between its output and the actualoutput over a number of available training data points In thiswork the error term is controlled by the following MATLABfunction namely nettrainParamgoal It denotes the meansquared error between the output ofNNand the actual outputover a number of available training data points
The NN algorithm is presented as follows
Step 1 Initialize the number of neurons of input hidden andoutput layers and initialize the weight vector 119908
4 Mathematical Problems in Engineering
Step 2Calculate the output of the hidden layer and the outputof the output layer and adjust the corresponding weights 119908
Step 3 Calculate the error term namely training per-formance goal If it is larger than the given error term valuego to Step 2 otherwise end
32 Genetic Algorithm (GA) Genetic algorithms (GA) forma class of adaptive heuristics based on principles derivedfrom the dynamics of natural population genetics [28] GAstarts with a randomized population of parent chromosomes(numeric vectors) representing various possible solutionsto a problem The individual components (numeric values)within a chromosome are referred to as genes New childchromosomes are generated by selection crossover andmutation operations All chromosomes are then evaluatedaccording to a fitness (or objective) function with the fittestsurviving into the next generation Generally when the givenmaximum generation is reached the algorithm ends Thebest chromosome is assigned to the optimal solution of theproblem [30] In this work the main operation processes ofGA are presented as follows
321 Initialization Process Produce randomly pop size ini-tial population 119860 = 119860
1 1198602 119860pop size give a specified
value range and produce an individual randomly namely achromosomeNote that 119886
119894is an influence factor of component
removal in this work
322 Determining the Fitness or Evaluation Function Basedon a chromosome obtained by the initialization processweights and thresholds of the NN are assigned If specifiedtraining data are input forecast output of the trained NN canbe obtained The inversed function of the sum of absolutedifferences between forecast outputs of the trained NN andactual outputs is considered as the fitness value 119865
119894of a
chromosome namely [32]
119865119894=
119896
sum119898
119894
1003816100381610038161003816119910119894minus 119900119894
1003816100381610038161003816
(1)
where119898 is the number of training data points 119910119894is the actual
output of the 119894th data point 119900119894is the forecast output of the
119894th data point via the NN and 119896 is a coefficient set to be10
323 Selection Process A selection operation is implementedby pinning the roulette wheel method that is a selectionstrategy is executed according to the fitness value Thusthe selection probability 119901
119894of a chromosome is formulated
as
119901119894=
119865119894
sumpop size119894=1
119865119894
(2)
324 Crossover Process A crossover operation is imple-mented by a real number crossover method The crossover
operation in position 119895 of the ℎth chromosome 119886ℎand the 119897th
chromosome 119886119897is expressed as
119886ℎ119895
= 119886ℎ119895sdot (1 minus 119911) + 119886
119897119895sdot 119911
119886119897119895= 119886119897119895sdot (1 minus 119911) + 119886
ℎ119895sdot 119911
(3)
where 119911 is a random number and 119911 isin (0 1)
325 Mutation Process A mutation operation is imple-mented The detailed mutation operation of the 119895th gene 119886
119894119895
for ℎth chromosome is given as follows
119886ℎ119897=
119886ℎ119897+ (119886ℎ119897minus 119886max) sdot 119891 (119892) 119903 ge 05
119886ℎ119897+ (119908min minus 119886
ℎ119897) sdot 119891 (119892) 119903 lt 05
(4)
where 119886max is the upper bound of 119908ℎ119897 119886min is the lower
bound of 119886ℎ119897 119891(119892) = 119903
2(1 minus 119892119866max) 119903
2is a random
number 119892 denotes the current number of generations 119866maxis the maximum number of generations and ensures that(1 minus 119892119866max) is positive and 119903 isin (0 1) is a random number
The GA algorithm usually has the following steps
Step 1 Initialize pop size chromosomes probability of muta-tion pr
119898 probability of crossover pr
119888 and maximum genera-
tion 119892max
Step 2 Calculate the objective value and fitness of all chro-mosomes
Step 3 Select the chromosomes by spinning the roulettewheel
Step 4 Update the chromosomes by crossover and mutationoperations
Step 5 Repeat Steps 2ndash4 for a given number of cycles
Step 6 Report the best chromosome as the optimal solution
33 Optimization Algorithm (NN-GA) NN-GA is a hybridintelligent optimization algorithm integrating neural net-works (NN) and genetic algorithm (GA) Its basic idea isdescribed as follows Firstly based on the feature of actualproblem and related knowledge of NN an appropriate NNmodel is established and its prediction result is outputAdditionally the prediction output is considered as thefitness value of a chromosome of GA and then its selectioncrossover and mutation operations are executed accordinglyWhen the given maximum generation is reached the algo-rithm ends The best chromosome is assigned to the optimalsolution of the corresponding problem Its basic steps arepresented hereinafter [33 34]
Mathematical Problems in Engineering 5
Calculate thefitness value
Selection
Crossover
Mutation
The maximum generation
Output the optimal solution
Input neuron
NN training
No
Yes
Initializechromosomes
Output neuron
Hiddenneuron
GA optimization
Figure 2 Flow chart of NN-GA algorithm
Step 1 Initialize the parameters of NN and GA structures
Step 2 Determine or generate training input-output data ofNN based on actual problem
Step 3 Train a neural network to approximate the fitnessfunction of the actual problem
Step 4 Initialize pop size chromosomes of GA
Step 5 Calculate the fitness values for all chromosomes by thetrained neural network
Step 6 Select the chromosomes by spinning the roulettewheel
Step 7 Update the chromosomes by crossover and mutationoperations
Step 8 Repeat steps 5ndash7 for a given number of cycles
Step 9 Report the best chromosome as the optimal solutionof the according problem
In addition its flow chart is presented as shown inFigure 2
The above algorithms have been implemented in theMATLAB (R2009b) programming language
4 Optimization and Comparison of RemovalEfficiency on Different Removal Tools
Based on the obtained experimental data with differentremoval tools combined with the above-mentioned NN-GAalgorithm removal efficiency (time) optimization and theircomparison for two types of removal tools are presentedhereinafter
Table 2 Comparative analysis between experimental data and testresult of NN for tool I
Datano
Experimentdata Test result Error Relative error
()1 1806 1752 054 3002 2317 2153 164 7073 1905 1826 07888 4154 2234 2235 001 005
The parameter of NN-GA algorithm is set as follows thepopulation size pop size is 30 the probability of crossover pr
119888
is 04 the probability of mutation pr119898is 02 the maximum
number of generations 119892max is 100 and the parameters of theNN structure are given in Section 31
41 Optimization of Removal Efficiency for Tool I
411 NN modeling and result of removal efficiency of tool IFirst the NN is trained using 11 groups of data randomlyselected from Table 1 and then the remaining 4 groups ofdata are viewed as test samples When they are outputtheir predicted results are obtained and listed in Table 2 Inaddition the error and relative error between experimentaldata and test results are obtained as shown in Table 2 Notethat the error is defined as follows error = |120585 minus 120578| and relativeerror = |120585 minus 120578|120578 times 100 where 120585 is the test result and 120578 is theexperimental data
Based on the results of Table 2 it can be seen that themaximum absolute error between test result and experimen-tal data are less than 9 It reveals that the NN is accurate andeffective when it is used to predict the removal time That is
6 Mathematical Problems in Engineering
0 20 40 60 80 100 1201698
171702170417061708
17117121714
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 3 The fitness curve of best individual of disassemblyefficiency optimization for tool I
Table 3 Comparative analysis between experimental data and testresult of NN for tool II
Datano
Experimentdata Test result Error Relative error
()1 3573 3529 044 122 3992 3926 066 163 3049 2964 085 284 3487 3697 210 57
the predicted output can be approximately considered as theactual output
Initialize 30 chromosomes of GA and their fitness valuesare calculated by the trained NN the fitness curve of thebest individual can be obtained after the GA algorithm isexecuted which is shown in Figure 3 Note that in theinitialization process the length of a chromosome is 2namely a chromosome 119886
1 1198862 denotes the influence factors
of removal time In this paper 1198861and 119886
2denote tightening
torque and maximum tension of the operator respectivelyThey can be randomly obtained from their feasible intervalwhen they are initialized that is 119886
1isin [25 75] and 119886
2isin
[12 28]After the algorithm is run the optimal solution that is
1699 and the optimal individual that is 3696 1856 canbe obtained The results denote that the highest disassemblyefficiency is 1699 seconds when disassembly tool I is used tothe remove the bolt Compared with the best experimentalresult that is 1806 seconds the disassembly efficiency isimproved by 592 that is (1806 minus 1699)1806 times 100 =
592 The obtained result can be conducted to the accrualdisassembly process of the bolt In a word the disassemblyefficiency of tool I is effectively improved by the optimizationof integrated NN-GA algorithm and the feasibility of theproposed algorithm is verified
42 Optimization of Removal Efficiency for Tool II Similarlyafter the NN is trained the test results of 4 test data of tool IIare shown in Table 3
Based on the results of Table 3 it can be seen thatthe maximum absolute error between the test result andexperimental data is less than 6 It reveals that the NN is
0 10 20 30 40 50 60 702718
272
2722
2724
2726
2728
273
2732
2734
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 4 The fitness curve of the best individual of disassemblyefficiency optimization for disassembly tool II
accurate and effective in the prediction of the removal timewith enough satisfaction
According to the trained NN after the algorithm isrun the optimal solution namely 2715 and the optimalindividual namely 4037 2579 can be obtained as shownin Figure 4 The results denote that the highest disassemblyefficiency is 2715 seconds when disassembly tool II is used toremove the bolt Compared with the best experiment resultthat is 2918 seconds the disassembly efficiency is improvedby 696 namely (2918 minus 2715)2918 times 100 = 696The results denote that the disassembly efficiency of toolII is effectively improved by the optimization of integratedNN-GA algorithm In short the proposed algorithm isfeasible and effective when it is used to optimize disassemblyefficiency for disassembly tool II
43 Comparison Analysis of Removal Efficiency for Two Typesof Removal Tools In order to measure the removal efficiencyof different removal tools the removal efficiency ratio of onetool to another tool is defined in this paper
Definition 1 Removal efficiency ratio of one tool to anothertool is defined as the increased or decreased ratio of removalefficiency of one tool to another tool Mathematically
120573 =
10038161003816100381610038161198771minus 1198772
1003816100381610038161003816
1198772
times 100 (5)
where 1198771denotes the removal efficiency of one tool and 119877
2
denotes the removal efficiency of another tool
Based on the defined removal efficiency ratio combinedwith the optimal results of the removal efficiency of twodifferent tools the comparison of their removal efficiency ispresented
According to the obtained optimal results of removalefficiency of two different tools in Section-A and Section-Btheir removal efficiency ratio is obtained namely |1699 minus
2715|2715 times 100 = 3742 For removal efficiency thesmall of the value the better of it Thus the results denotethat the removal efficiency of tool I to tool II is improved by4382 when they are used to remove the same bolt that is
Mathematical Problems in Engineering 7
compared to removal tool II removal I can faster completethe removal task and save time by 3742
5 Conclusion
Disassembly tools selection and their disassembly efficiencyanalysis play an important role in the product disassemblydecision making In order to guide decision makers inmaking better disassembly decisions this work presents theoptimization and comparison of removal efficiency for differ-ent removal tools for the first time Firstly taking the bolt asan object to be removed this work designs removal experi-ments by considering some factors influencing the removalprocess for two types of removal tools Secondly basedon the obtained experimental data a NN-GA algorithmintegrating neural networks (NN) and genetic algorithm(GA) is proposed to optimize the removal efficiency of twodifferent removal tools From the results we can see that theefficiency of tools I and II is improved by 696 and 592respectively It denotes that the disassembly efficiency ofdisassembly tool is effectively improved by the optimizationof integrated NN-GA algorithm
The future work is to find and use actual industrialdisassembly data to validate this method to provide the bestdecision support for disassembly practice In addition inthe future we should study the control issue of disassemblyprocess based on related theories [35 36]
Acknowledgments
Thiswork is financially supported by the Postdoctoral ScienceFoundation Project of China under Grant no 2013M541329Youth Academic Backbone Project for University of Hei-longjiang Province and Student Research Training Projectunder Grant no KY2013006
References
[1] E Kongar and SM Gupta ldquoDisassembly to order system underuncertaintyrdquo Omega vol 34 no 6 pp 550ndash561 2006
[2] L Brennan S M Gupta and K N Taleb ldquoOperations planningissues in an assemblydisassembly environmentrdquo InternationalJournal of Operations amp Production Management vol 14 no 9pp 57ndash67 1994
[3] G Tian Y Liu H Ke and J Chu ldquoEnergy evaluationmethod and its optimization models for process planning withstochastic characteristics a case study in disassembly decision-makingrdquo Computers and Industrial Engineering vol 63 no 3pp 553ndash563 2011
[4] A Gungor and S M Gupta ldquoAn evaluation methodology fordisassembly processesrdquo Computers and Industrial Engineeringvol 33 no 1-2 pp 329ndash332 1997
[5] E Kroll B Beardsley andA Parulian ldquoAmethodology to evalu-ate ease of disassembly for product recyclingrdquo IIE Transactionsvol 28 no 10 pp 837ndash845 1996
[6] E Kroll and B S Carver ldquoDisassembly analysis through timeestimation and other metricsrdquo Robotics and Computer-Inte-grated Manufacturing vol 15 no 3 pp 191ndash200 1999
[7] T Suga K Saneshige and J Fujimoto ldquoQuantitative disassem-bly evaluationrdquo in Proceedings of IEEE International Symposiumon Electronics and the Environment (ISEE rsquo96) pp 19ndash24 May1996
[8] H S Mok H J Kim and K S Moon ldquoDisassemblability ofmechanical parts in automobile for recyclingrdquo Computers andIndustrial Engineering vol 33 no 3-4 pp 621ndash624 1997
[9] ADesai andAMital ldquoEvaluation of disassemblability to enabledesign for disassembly in mass productionrdquo International Jour-nal of Industrial Ergonomics vol 32 no 4 pp 265ndash281 2003
[10] A Mital and A Desai ldquoA structured approach to new prod-uct design development and manufacture part II puttingthe product together (assembly) and disposal (disassembly)rdquoInternational Journal of Industrial Ergonomics vol 14 pp 23ndash32 2007
[11] A Desai and A Mital ldquoIncorporating work factors in designfor disassembly in product designrdquo Journal of ManufacturingTechnology Management vol 16 no 7 pp 712ndash732 2005
[12] S K Das P Yedlarajiah and R Narendra ldquoAn approach forestimating the end-of-life product disassembly effort and costrdquoInternational Journal of Production Research vol 38 no 3 pp657ndash673 2000
[13] MA Ilgin and SMGupta ldquoPerformance improvement poten-tial of sensor embedded products in environmental supplychainsrdquo Resources Conservation and Recycling vol 55 no 6 pp580ndash592 2011
[14] M A Ilgin and S M Gupta ldquoRecovery of sensor embeddedwashingmachines using amulti-kanban controlled disassemblylinerdquo Robotics and Computer-Integrated Manufacturing vol 27no 2 pp 318ndash334 2011
[15] G Tian Y Liu Q Tian and J Chu ldquoEvaluation model andalgorithm of product disassembly process with stochastic fea-turerdquo Clean Technologies and Environmental Policy pp 1ndash122011
[16] G Tian M Zhou J Chu and Y Liu ldquoProbability evaluationmodels of product disassembly cost subject to random removaltime and different removal labor costrdquo IEEE Transactions onAutomation Science and Engineering vol 9 no 2 pp 288ndash2952012
[17] Y Tang and M Zhou ldquoA systematic approach to design andoperation of disassembly linesrdquo IEEE Transactions on Automa-tion Science and Engineering vol 3 no 3 pp 324ndash330 2006
[18] Y Tang M Zhou and M Gao ldquoFuzzy-petri-net-based disas-sembly planning considering human factorsrdquo IEEE Transac-tions on Systems Man and Cybernetics Part A vol 36 no 4pp 718ndash725 2006
[19] M Gao M Zhou and Y Tang ldquoIntelligent decision making indisassembly process based on fuzzy reasoning Petri netsrdquo IEEETransactions on Systems Man and Cybernetics Part B vol 34no 5 pp 2029ndash2034 2004
[20] Y Tang ldquoLearning-based disassembly process planner for unce-rtainty managementrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 39 no 1 pp 134ndash143 2009
[21] Y Tang M Zhou E Zussman and R Caudill ldquoDisassemblymodeling planning and applicationrdquo Journal of ManufacturingSystems vol 21 no 3 pp 200ndash217 2002
[22] L H Shu andW C Flowers ldquoApplication of a design-for-rema-nufacture framework to the selection of product life-cycle fas-tening and joining methodsrdquo Robotics and Computer-IntegratedManufacturing vol 15 no 3 pp 179ndash190 1999
8 Mathematical Problems in Engineering
[23] A Gungor ldquoEvaluation of connection types in design fordisassembly (DFD) using analytic network processrdquo Computersand Industrial Engineering vol 50 no 1-2 pp 35ndash54 2006
[24] M M Youssif R A Alkadeem and M A El Dardiry ldquoIncor-porating ergonomic factors in disassembly sequence planningrdquoAlexandria Engineering Journal vol 50 no 3 pp 213ndash217 2011
[25] H-E Tseng C-C Chang and C-J Cheng ldquoDisassembly-orie-nted assessmentmethodology for productmodularityrdquo Interna-tional Journal of Production Research vol 48 no 14 pp 4297ndash4320 2010
[26] G D Tian M C Zhou and J W Chu ldquoA chance constrainedprogramming approach to determine the optimal disassemblysequencerdquo IEEE Transactions on Automation Science and Engi-neering vol 10 pp 1004ndash1013 2013
[27] R Singh R S Bhoopal and S Kumar ldquoPrediction of effectivethermal conductivity of moist porous materials using artificialneural network approachrdquo Building and Environment vol 46no 12 pp 2603ndash2608 2011
[28] T-C Chen and T-T Sheu ldquoModel reference robust speedcontrol for induction-motor drive with time delay based onneural networkrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 31 no 6 pp 746ndash752 2001
[29] G D Tian J W Chu and T G Qiang ldquoInfluence factor ana-lysis and prediction models for component removal time inmanufacturingrdquo Proceedings of the Institution of MechanicalEngineers Part B Journal of Engineering Manufacture vol 227pp 1530ndash1537 2013
[30] G Tian J Chu Y Liu H Ke X Zhao and G Xu ldquoExpectedenergy analysis for industrial process planning problem withfuzzy time parametersrdquo Computers and Chemical Engineeringvol 35 no 12 pp 2905ndash2912 2011
[31] M Sedighi and D Afshari ldquoCreep feed grinding optimizationby an integrated GA-NN systemrdquo Journal of Intelligent Manu-facturing vol 21 no 6 pp 657ndash663 2010
[32] D F Cook C T Ragsdale and R L Major ldquoCombining aneural network with a genetic algorithm for process parameteroptimizationrdquo Engineering Applications of Artificial Intelligencevol 13 no 4 pp 391ndash396 2000
[33] S Erkaya and I Uzmay ldquoA neural-genetic (NN-GA) approachfor optimisingmechanisms having joints with clearancerdquoMulti-body System Dynamics vol 20 no 1 pp 69ndash83 2008
[34] G-R Hua X-H Zhou and X-Y Ruan ldquoGA-based synthesisapproach for machining scheme selection and operation seq-uencing optimization for prismatic partsrdquo International Journalof AdvancedManufacturing Technology vol 33 no 5-6 pp 594ndash603 2007
[35] S He and F Liu ldquoRobust stabilization of stochastic Markovianjumping systems via proportional-integral controlrdquo Signal Pro-cessing vol 91 no 11 pp 2478ndash2486 2011
[36] S He and F Liu ldquoRobust peak-to-peak filtering for Markovjump systemsrdquo Signal Processing vol 90 no 2 pp 513ndash5222010
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

2 Mathematical Problems in Engineering
a methodology to design products for disassembly incor-porating ergonomic factors [11] Das et al estimate disas-sembly cost and effort by calculating a disassembly effortindex comprising seven factors time tools fixture accessinstruct hazard and force requirements [12] In additionconsidering the impact of uncertainty factors dealing withthe product disassembly some disassemblability analysismethods on uncertaintymanagement problem are presentedFor example Ilgin and Gupta present a sensor-embeddedproduct approach to detect missing components in disassem-bly uncertainty [13 14] Tian et al define some disassembilityevaluation parameters from the perspective of probabilitytheory and establish some probability evaluation models onthe disassembly process [15 16] Tang and Zhou considerthe uncertainty feature of disassembly time and quality ofdisassembled subassemblies in a disassembly process andanalyze the expected disassembly cost and the expected netprofit of product disassembly based on the genericmodel for ahuman-in-the-loop disassembly system [17 18]They presentdisassemblability analysis method considering human fac-tors Gao et al realize the intelligent decision making of adisassembly process based on fuzzy reasoning Petri nets [19]Tang et al discuss the uncertainty management issue basedon the learning approach [20 21]
Based on the above overview the current researchmainlyfocuses on the integrated disassemblability evaluation anddesign method incorporating one or multiple disassemblyinfluence factors In fact to some extent a factor has asignificant impact on the disassembly decision making anddesign guideline of DFD (design for disassembly) Motivatedby these factor analysis issues on disassembly are discussedFor example Tang and Zhou discuss the influence of opera-tion fluency of human operators on disassembly using fuzzylogic [18] Shu and Flowers investigate the selection issue ofproduct life cycle fastening and joining methods from theperspective of design [22] Gungor probes the evaluationissue of connection types in design for disassembly usinganalytic network process (ANP) method [23] Youssif et alanalyze ergonomic factors in disassembly planning The aimof this study is to investigate the level of involvement ofergonomic aspects in the disassembly workplace with theeffect of their absence on the human performance which inturn may reflect on the losses in the disassembly outcomesand modeling an optimum disassembly plan incorporatingthe ergonomic factors within the model [24] Tseng et alpresent the influence of modular design on disassemblyeconomy [25]
Although some researchers have addressed some influ-ence factors on disassembly that is the fluency of humanoperators connection type and ergonomic factor they paylittle attention to the tool type which is one of the key factorsof product disassembly This work addresses disassemblyefficiency optimization and their comparison for differentdisassembly tools using experiment and simulationmethods
The rest of this paper is organized as follows Section 2designs the removal experiments for different removal toolsSection 3 introduces the optimization algorithm for removalefficiency Section 4 presents the optimization and compari-son of removal efficiency on different removal tools Finally
Section 5 concludes this paper and describes future researchissues
2 Removal Experiment
By taking the specified bolt of a transmission as an objectivethis work obtains its removal times of different removal toolsas presented hereinafter
21 Experimental Objective and Tools211 Experimental Objective In this work the M17 bolt ofa transmission is taken as an objective to be removed Itsbasic parameters are presented as follows the bolt type ishexagonal the maximum nominal diameter is 12mm thenumber of pitches is 12 and the thread pitch is 182mm
212 Experimental Equipment for Removal There are fourtypes of equipment used in this experiment that is wrenchfor tightening dynamometer for removing stopwatch andremoval toolsWrench for tightening is used to fasten the boltand demarcate the tightening torque of the bolt Dynamome-ter for removing is applied to measure the maximum tensionof operators Stopwatch is used to measure the removaloperation time of the bolt Removal tools are composed oftwo types of tools which are used to remove the bolt One isa ratchet wrench as shown in Figure 1(a) and the other is ageneral wrench (round end) as shown in Figure 1(b)
22 Experiment Design and Data Acquisition221 Experiment Design In the removal experiment weconsider only two factors that is the removal condition ofthe bolt and the quality of removal operators
In terms of the removal condition of the bolt it is simu-lated by the tightening torque of the bolt It is demarcated bythree levels that is 25Nm 50Nm and 75Nm Note that Nmis the unit of torque that is Newton metre
In terms of the quality of operators during the removalexperiment since 5 skilled ones are selected their operationfluency is considered as being high Based on this premise thequality of operators is determined by their maximum tensionused Usually the larger of themaximum tension an operatorthe better their ability of disassembly and the smaller theneeded disassembly time of disassembling a product In thisexperiment it is demarcated by five levels respectively thatis 28 kgf 24 kgf 20 kgf 15 kgf and 12 kgf Note that the kgf(kilogram force) is the unit of tension (1 kgf = 98N)
222 Data Acquisition In this experiment based on dif-ferent tightening torque levels of the bolt and quality levelsof removal operators the corresponding 15 data points ofremoval standard time for two types of tools are obtained asshown inTable 1 Note that at a specified corresponding levelthe same 6 bolts are removed each time and they are removedfour times that is 24 data points of removal time of the boltare obtained Note that the standard time is mean value of 24removal time data
Mathematical Problems in Engineering 3
(a)
Openend
Roundend
(b)
Figure 1 Removal tools (a) Tool I ratchet wrench (b) tool II general wrench (round end)
Table 1 Removal experimental data table
Expno
Tighteningtorque (Nm)
Maximum tension(kgf98N)
Standard time (second)Tool I Tool II
1 25 28 1807 29562 50 28 1812 30493 75 28 2234 34374 25 24 1806 30775 50 24 1856 31026 75 24 2238 35737 25 20 1825 29188 50 20 1894 30869 75 20 2317 370410 25 15 1821 334111 50 15 1880 347112 75 15 2365 399213 25 12 1905 340514 50 12 2017 348715 75 12 2463 4039
3 Optimization Algorithm
Althoughwe obtain the experimental data the smallest one isnot optimal in certain conditions To obtain the optimal onethus it is essential to optimize them based on experimentaldata NN-GA is a hybrid intelligent optimization algorithmintegrating neural networks (NN) and genetic algorithm(GA) Since it makes full use of the nonlinear fitting abilityof NN and the nonlinear fitting ability optimization abilityof GA it is proved to be effective and feasible to deal withnonlinear and discrete optimization issues that is nonlinearstructural and creep feed grinding optimization problems[26ndash28] It has not yet been used in the efficiency issueof the disassembly tool Due to the fact that the efficiencyof the disassembly tool is a discrete optimization one thiswork proposes a hybrid algorithm integrating NN and GA tooptimize the efficiency (time) of a disassembly process Thedetails of the hybrid algorithm integrating NN and GA arepresented as follows
31 Neural Networks (NN) A neural network is treated as anonlinear mapping system consisting of neurons (processingunits) which are linked by weighted connections It usuallyconsists of three layers input hidden and output layers [2629] There is an activation function in the hidden layer It isdefined as a sigmoid function in this work
Firstly the method to determine the number of neuronsof the input hidden and output layers is presented as follows
The number of input neurons of the NN structure is thenumber of input variables namely two influence factors thusthe number of input neurons is 2
The number of output neurons is one representing oneremoval time function
In terms of the NN structure the main problem is todetermine the best number of hidden neurons The numberof hidden neurons can be infinite in theory but finite inpractice due to two reasons Too many hidden neuronsincrease the training time and response time of the trainedNN On the other hand too few hidden neurons make theNN lack generalization ability [27 28 30 31] Therefore itcan usually be determined by the following formula that is119904 = radic119906 + V+119887 where 119906 and V are the number of input neuronsand output neurons respectively and 119887 is a constant from 1 to10 [28] Based on it the number of input neurons 119906 is set tobe 2 since we need to consider two factors V = 1 thus 119904 is aconstant from 3 to 12 which is defined as 10 in this paper
Secondly backpropagation is the most commonly usedmethod to calculate values for the weight and bias terms ofthe neural network model In the backpropagation methodall weights are adjusted according to the calculated error termusing a gradient method Learning in an NN that is thecalculation of the weights of the connections is achievedby minimizing the error between its output and the actualoutput over a number of available training data points In thiswork the error term is controlled by the following MATLABfunction namely nettrainParamgoal It denotes the meansquared error between the output ofNNand the actual outputover a number of available training data points
The NN algorithm is presented as follows
Step 1 Initialize the number of neurons of input hidden andoutput layers and initialize the weight vector 119908
4 Mathematical Problems in Engineering
Step 2Calculate the output of the hidden layer and the outputof the output layer and adjust the corresponding weights 119908
Step 3 Calculate the error term namely training per-formance goal If it is larger than the given error term valuego to Step 2 otherwise end
32 Genetic Algorithm (GA) Genetic algorithms (GA) forma class of adaptive heuristics based on principles derivedfrom the dynamics of natural population genetics [28] GAstarts with a randomized population of parent chromosomes(numeric vectors) representing various possible solutionsto a problem The individual components (numeric values)within a chromosome are referred to as genes New childchromosomes are generated by selection crossover andmutation operations All chromosomes are then evaluatedaccording to a fitness (or objective) function with the fittestsurviving into the next generation Generally when the givenmaximum generation is reached the algorithm ends Thebest chromosome is assigned to the optimal solution of theproblem [30] In this work the main operation processes ofGA are presented as follows
321 Initialization Process Produce randomly pop size ini-tial population 119860 = 119860
1 1198602 119860pop size give a specified
value range and produce an individual randomly namely achromosomeNote that 119886
119894is an influence factor of component
removal in this work
322 Determining the Fitness or Evaluation Function Basedon a chromosome obtained by the initialization processweights and thresholds of the NN are assigned If specifiedtraining data are input forecast output of the trained NN canbe obtained The inversed function of the sum of absolutedifferences between forecast outputs of the trained NN andactual outputs is considered as the fitness value 119865
119894of a
chromosome namely [32]
119865119894=
119896
sum119898
119894
1003816100381610038161003816119910119894minus 119900119894
1003816100381610038161003816
(1)
where119898 is the number of training data points 119910119894is the actual
output of the 119894th data point 119900119894is the forecast output of the
119894th data point via the NN and 119896 is a coefficient set to be10
323 Selection Process A selection operation is implementedby pinning the roulette wheel method that is a selectionstrategy is executed according to the fitness value Thusthe selection probability 119901
119894of a chromosome is formulated
as
119901119894=
119865119894
sumpop size119894=1
119865119894
(2)
324 Crossover Process A crossover operation is imple-mented by a real number crossover method The crossover
operation in position 119895 of the ℎth chromosome 119886ℎand the 119897th
chromosome 119886119897is expressed as
119886ℎ119895
= 119886ℎ119895sdot (1 minus 119911) + 119886
119897119895sdot 119911
119886119897119895= 119886119897119895sdot (1 minus 119911) + 119886
ℎ119895sdot 119911
(3)
where 119911 is a random number and 119911 isin (0 1)
325 Mutation Process A mutation operation is imple-mented The detailed mutation operation of the 119895th gene 119886
119894119895
for ℎth chromosome is given as follows
119886ℎ119897=
119886ℎ119897+ (119886ℎ119897minus 119886max) sdot 119891 (119892) 119903 ge 05
119886ℎ119897+ (119908min minus 119886
ℎ119897) sdot 119891 (119892) 119903 lt 05
(4)
where 119886max is the upper bound of 119908ℎ119897 119886min is the lower
bound of 119886ℎ119897 119891(119892) = 119903
2(1 minus 119892119866max) 119903
2is a random
number 119892 denotes the current number of generations 119866maxis the maximum number of generations and ensures that(1 minus 119892119866max) is positive and 119903 isin (0 1) is a random number
The GA algorithm usually has the following steps
Step 1 Initialize pop size chromosomes probability of muta-tion pr
119898 probability of crossover pr
119888 and maximum genera-
tion 119892max
Step 2 Calculate the objective value and fitness of all chro-mosomes
Step 3 Select the chromosomes by spinning the roulettewheel
Step 4 Update the chromosomes by crossover and mutationoperations
Step 5 Repeat Steps 2ndash4 for a given number of cycles
Step 6 Report the best chromosome as the optimal solution
33 Optimization Algorithm (NN-GA) NN-GA is a hybridintelligent optimization algorithm integrating neural net-works (NN) and genetic algorithm (GA) Its basic idea isdescribed as follows Firstly based on the feature of actualproblem and related knowledge of NN an appropriate NNmodel is established and its prediction result is outputAdditionally the prediction output is considered as thefitness value of a chromosome of GA and then its selectioncrossover and mutation operations are executed accordinglyWhen the given maximum generation is reached the algo-rithm ends The best chromosome is assigned to the optimalsolution of the corresponding problem Its basic steps arepresented hereinafter [33 34]
Mathematical Problems in Engineering 5
Calculate thefitness value
Selection
Crossover
Mutation
The maximum generation
Output the optimal solution
Input neuron
NN training
No
Yes
Initializechromosomes
Output neuron
Hiddenneuron
GA optimization
Figure 2 Flow chart of NN-GA algorithm
Step 1 Initialize the parameters of NN and GA structures
Step 2 Determine or generate training input-output data ofNN based on actual problem
Step 3 Train a neural network to approximate the fitnessfunction of the actual problem
Step 4 Initialize pop size chromosomes of GA
Step 5 Calculate the fitness values for all chromosomes by thetrained neural network
Step 6 Select the chromosomes by spinning the roulettewheel
Step 7 Update the chromosomes by crossover and mutationoperations
Step 8 Repeat steps 5ndash7 for a given number of cycles
Step 9 Report the best chromosome as the optimal solutionof the according problem
In addition its flow chart is presented as shown inFigure 2
The above algorithms have been implemented in theMATLAB (R2009b) programming language
4 Optimization and Comparison of RemovalEfficiency on Different Removal Tools
Based on the obtained experimental data with differentremoval tools combined with the above-mentioned NN-GAalgorithm removal efficiency (time) optimization and theircomparison for two types of removal tools are presentedhereinafter
Table 2 Comparative analysis between experimental data and testresult of NN for tool I
Datano
Experimentdata Test result Error Relative error
()1 1806 1752 054 3002 2317 2153 164 7073 1905 1826 07888 4154 2234 2235 001 005
The parameter of NN-GA algorithm is set as follows thepopulation size pop size is 30 the probability of crossover pr
119888
is 04 the probability of mutation pr119898is 02 the maximum
number of generations 119892max is 100 and the parameters of theNN structure are given in Section 31
41 Optimization of Removal Efficiency for Tool I
411 NN modeling and result of removal efficiency of tool IFirst the NN is trained using 11 groups of data randomlyselected from Table 1 and then the remaining 4 groups ofdata are viewed as test samples When they are outputtheir predicted results are obtained and listed in Table 2 Inaddition the error and relative error between experimentaldata and test results are obtained as shown in Table 2 Notethat the error is defined as follows error = |120585 minus 120578| and relativeerror = |120585 minus 120578|120578 times 100 where 120585 is the test result and 120578 is theexperimental data
Based on the results of Table 2 it can be seen that themaximum absolute error between test result and experimen-tal data are less than 9 It reveals that the NN is accurate andeffective when it is used to predict the removal time That is
6 Mathematical Problems in Engineering
0 20 40 60 80 100 1201698
171702170417061708
17117121714
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 3 The fitness curve of best individual of disassemblyefficiency optimization for tool I
Table 3 Comparative analysis between experimental data and testresult of NN for tool II
Datano
Experimentdata Test result Error Relative error
()1 3573 3529 044 122 3992 3926 066 163 3049 2964 085 284 3487 3697 210 57
the predicted output can be approximately considered as theactual output
Initialize 30 chromosomes of GA and their fitness valuesare calculated by the trained NN the fitness curve of thebest individual can be obtained after the GA algorithm isexecuted which is shown in Figure 3 Note that in theinitialization process the length of a chromosome is 2namely a chromosome 119886
1 1198862 denotes the influence factors
of removal time In this paper 1198861and 119886
2denote tightening
torque and maximum tension of the operator respectivelyThey can be randomly obtained from their feasible intervalwhen they are initialized that is 119886
1isin [25 75] and 119886
2isin
[12 28]After the algorithm is run the optimal solution that is
1699 and the optimal individual that is 3696 1856 canbe obtained The results denote that the highest disassemblyefficiency is 1699 seconds when disassembly tool I is used tothe remove the bolt Compared with the best experimentalresult that is 1806 seconds the disassembly efficiency isimproved by 592 that is (1806 minus 1699)1806 times 100 =
592 The obtained result can be conducted to the accrualdisassembly process of the bolt In a word the disassemblyefficiency of tool I is effectively improved by the optimizationof integrated NN-GA algorithm and the feasibility of theproposed algorithm is verified
42 Optimization of Removal Efficiency for Tool II Similarlyafter the NN is trained the test results of 4 test data of tool IIare shown in Table 3
Based on the results of Table 3 it can be seen thatthe maximum absolute error between the test result andexperimental data is less than 6 It reveals that the NN is
0 10 20 30 40 50 60 702718
272
2722
2724
2726
2728
273
2732
2734
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 4 The fitness curve of the best individual of disassemblyefficiency optimization for disassembly tool II
accurate and effective in the prediction of the removal timewith enough satisfaction
According to the trained NN after the algorithm isrun the optimal solution namely 2715 and the optimalindividual namely 4037 2579 can be obtained as shownin Figure 4 The results denote that the highest disassemblyefficiency is 2715 seconds when disassembly tool II is used toremove the bolt Compared with the best experiment resultthat is 2918 seconds the disassembly efficiency is improvedby 696 namely (2918 minus 2715)2918 times 100 = 696The results denote that the disassembly efficiency of toolII is effectively improved by the optimization of integratedNN-GA algorithm In short the proposed algorithm isfeasible and effective when it is used to optimize disassemblyefficiency for disassembly tool II
43 Comparison Analysis of Removal Efficiency for Two Typesof Removal Tools In order to measure the removal efficiencyof different removal tools the removal efficiency ratio of onetool to another tool is defined in this paper
Definition 1 Removal efficiency ratio of one tool to anothertool is defined as the increased or decreased ratio of removalefficiency of one tool to another tool Mathematically
120573 =
10038161003816100381610038161198771minus 1198772
1003816100381610038161003816
1198772
times 100 (5)
where 1198771denotes the removal efficiency of one tool and 119877
2
denotes the removal efficiency of another tool
Based on the defined removal efficiency ratio combinedwith the optimal results of the removal efficiency of twodifferent tools the comparison of their removal efficiency ispresented
According to the obtained optimal results of removalefficiency of two different tools in Section-A and Section-Btheir removal efficiency ratio is obtained namely |1699 minus
2715|2715 times 100 = 3742 For removal efficiency thesmall of the value the better of it Thus the results denotethat the removal efficiency of tool I to tool II is improved by4382 when they are used to remove the same bolt that is
Mathematical Problems in Engineering 7
compared to removal tool II removal I can faster completethe removal task and save time by 3742
5 Conclusion
Disassembly tools selection and their disassembly efficiencyanalysis play an important role in the product disassemblydecision making In order to guide decision makers inmaking better disassembly decisions this work presents theoptimization and comparison of removal efficiency for differ-ent removal tools for the first time Firstly taking the bolt asan object to be removed this work designs removal experi-ments by considering some factors influencing the removalprocess for two types of removal tools Secondly basedon the obtained experimental data a NN-GA algorithmintegrating neural networks (NN) and genetic algorithm(GA) is proposed to optimize the removal efficiency of twodifferent removal tools From the results we can see that theefficiency of tools I and II is improved by 696 and 592respectively It denotes that the disassembly efficiency ofdisassembly tool is effectively improved by the optimizationof integrated NN-GA algorithm
The future work is to find and use actual industrialdisassembly data to validate this method to provide the bestdecision support for disassembly practice In addition inthe future we should study the control issue of disassemblyprocess based on related theories [35 36]
Acknowledgments
Thiswork is financially supported by the Postdoctoral ScienceFoundation Project of China under Grant no 2013M541329Youth Academic Backbone Project for University of Hei-longjiang Province and Student Research Training Projectunder Grant no KY2013006
References
[1] E Kongar and SM Gupta ldquoDisassembly to order system underuncertaintyrdquo Omega vol 34 no 6 pp 550ndash561 2006
[2] L Brennan S M Gupta and K N Taleb ldquoOperations planningissues in an assemblydisassembly environmentrdquo InternationalJournal of Operations amp Production Management vol 14 no 9pp 57ndash67 1994
[3] G Tian Y Liu H Ke and J Chu ldquoEnergy evaluationmethod and its optimization models for process planning withstochastic characteristics a case study in disassembly decision-makingrdquo Computers and Industrial Engineering vol 63 no 3pp 553ndash563 2011
[4] A Gungor and S M Gupta ldquoAn evaluation methodology fordisassembly processesrdquo Computers and Industrial Engineeringvol 33 no 1-2 pp 329ndash332 1997
[5] E Kroll B Beardsley andA Parulian ldquoAmethodology to evalu-ate ease of disassembly for product recyclingrdquo IIE Transactionsvol 28 no 10 pp 837ndash845 1996
[6] E Kroll and B S Carver ldquoDisassembly analysis through timeestimation and other metricsrdquo Robotics and Computer-Inte-grated Manufacturing vol 15 no 3 pp 191ndash200 1999
[7] T Suga K Saneshige and J Fujimoto ldquoQuantitative disassem-bly evaluationrdquo in Proceedings of IEEE International Symposiumon Electronics and the Environment (ISEE rsquo96) pp 19ndash24 May1996
[8] H S Mok H J Kim and K S Moon ldquoDisassemblability ofmechanical parts in automobile for recyclingrdquo Computers andIndustrial Engineering vol 33 no 3-4 pp 621ndash624 1997
[9] ADesai andAMital ldquoEvaluation of disassemblability to enabledesign for disassembly in mass productionrdquo International Jour-nal of Industrial Ergonomics vol 32 no 4 pp 265ndash281 2003
[10] A Mital and A Desai ldquoA structured approach to new prod-uct design development and manufacture part II puttingthe product together (assembly) and disposal (disassembly)rdquoInternational Journal of Industrial Ergonomics vol 14 pp 23ndash32 2007
[11] A Desai and A Mital ldquoIncorporating work factors in designfor disassembly in product designrdquo Journal of ManufacturingTechnology Management vol 16 no 7 pp 712ndash732 2005
[12] S K Das P Yedlarajiah and R Narendra ldquoAn approach forestimating the end-of-life product disassembly effort and costrdquoInternational Journal of Production Research vol 38 no 3 pp657ndash673 2000
[13] MA Ilgin and SMGupta ldquoPerformance improvement poten-tial of sensor embedded products in environmental supplychainsrdquo Resources Conservation and Recycling vol 55 no 6 pp580ndash592 2011
[14] M A Ilgin and S M Gupta ldquoRecovery of sensor embeddedwashingmachines using amulti-kanban controlled disassemblylinerdquo Robotics and Computer-Integrated Manufacturing vol 27no 2 pp 318ndash334 2011
[15] G Tian Y Liu Q Tian and J Chu ldquoEvaluation model andalgorithm of product disassembly process with stochastic fea-turerdquo Clean Technologies and Environmental Policy pp 1ndash122011
[16] G Tian M Zhou J Chu and Y Liu ldquoProbability evaluationmodels of product disassembly cost subject to random removaltime and different removal labor costrdquo IEEE Transactions onAutomation Science and Engineering vol 9 no 2 pp 288ndash2952012
[17] Y Tang and M Zhou ldquoA systematic approach to design andoperation of disassembly linesrdquo IEEE Transactions on Automa-tion Science and Engineering vol 3 no 3 pp 324ndash330 2006
[18] Y Tang M Zhou and M Gao ldquoFuzzy-petri-net-based disas-sembly planning considering human factorsrdquo IEEE Transac-tions on Systems Man and Cybernetics Part A vol 36 no 4pp 718ndash725 2006
[19] M Gao M Zhou and Y Tang ldquoIntelligent decision making indisassembly process based on fuzzy reasoning Petri netsrdquo IEEETransactions on Systems Man and Cybernetics Part B vol 34no 5 pp 2029ndash2034 2004
[20] Y Tang ldquoLearning-based disassembly process planner for unce-rtainty managementrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 39 no 1 pp 134ndash143 2009
[21] Y Tang M Zhou E Zussman and R Caudill ldquoDisassemblymodeling planning and applicationrdquo Journal of ManufacturingSystems vol 21 no 3 pp 200ndash217 2002
[22] L H Shu andW C Flowers ldquoApplication of a design-for-rema-nufacture framework to the selection of product life-cycle fas-tening and joining methodsrdquo Robotics and Computer-IntegratedManufacturing vol 15 no 3 pp 179ndash190 1999
8 Mathematical Problems in Engineering
[23] A Gungor ldquoEvaluation of connection types in design fordisassembly (DFD) using analytic network processrdquo Computersand Industrial Engineering vol 50 no 1-2 pp 35ndash54 2006
[24] M M Youssif R A Alkadeem and M A El Dardiry ldquoIncor-porating ergonomic factors in disassembly sequence planningrdquoAlexandria Engineering Journal vol 50 no 3 pp 213ndash217 2011
[25] H-E Tseng C-C Chang and C-J Cheng ldquoDisassembly-orie-nted assessmentmethodology for productmodularityrdquo Interna-tional Journal of Production Research vol 48 no 14 pp 4297ndash4320 2010
[26] G D Tian M C Zhou and J W Chu ldquoA chance constrainedprogramming approach to determine the optimal disassemblysequencerdquo IEEE Transactions on Automation Science and Engi-neering vol 10 pp 1004ndash1013 2013
[27] R Singh R S Bhoopal and S Kumar ldquoPrediction of effectivethermal conductivity of moist porous materials using artificialneural network approachrdquo Building and Environment vol 46no 12 pp 2603ndash2608 2011
[28] T-C Chen and T-T Sheu ldquoModel reference robust speedcontrol for induction-motor drive with time delay based onneural networkrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 31 no 6 pp 746ndash752 2001
[29] G D Tian J W Chu and T G Qiang ldquoInfluence factor ana-lysis and prediction models for component removal time inmanufacturingrdquo Proceedings of the Institution of MechanicalEngineers Part B Journal of Engineering Manufacture vol 227pp 1530ndash1537 2013
[30] G Tian J Chu Y Liu H Ke X Zhao and G Xu ldquoExpectedenergy analysis for industrial process planning problem withfuzzy time parametersrdquo Computers and Chemical Engineeringvol 35 no 12 pp 2905ndash2912 2011
[31] M Sedighi and D Afshari ldquoCreep feed grinding optimizationby an integrated GA-NN systemrdquo Journal of Intelligent Manu-facturing vol 21 no 6 pp 657ndash663 2010
[32] D F Cook C T Ragsdale and R L Major ldquoCombining aneural network with a genetic algorithm for process parameteroptimizationrdquo Engineering Applications of Artificial Intelligencevol 13 no 4 pp 391ndash396 2000
[33] S Erkaya and I Uzmay ldquoA neural-genetic (NN-GA) approachfor optimisingmechanisms having joints with clearancerdquoMulti-body System Dynamics vol 20 no 1 pp 69ndash83 2008
[34] G-R Hua X-H Zhou and X-Y Ruan ldquoGA-based synthesisapproach for machining scheme selection and operation seq-uencing optimization for prismatic partsrdquo International Journalof AdvancedManufacturing Technology vol 33 no 5-6 pp 594ndash603 2007
[35] S He and F Liu ldquoRobust stabilization of stochastic Markovianjumping systems via proportional-integral controlrdquo Signal Pro-cessing vol 91 no 11 pp 2478ndash2486 2011
[36] S He and F Liu ldquoRobust peak-to-peak filtering for Markovjump systemsrdquo Signal Processing vol 90 no 2 pp 513ndash5222010
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 3
(a)
Openend
Roundend
(b)
Figure 1 Removal tools (a) Tool I ratchet wrench (b) tool II general wrench (round end)
Table 1 Removal experimental data table
Expno
Tighteningtorque (Nm)
Maximum tension(kgf98N)
Standard time (second)Tool I Tool II
1 25 28 1807 29562 50 28 1812 30493 75 28 2234 34374 25 24 1806 30775 50 24 1856 31026 75 24 2238 35737 25 20 1825 29188 50 20 1894 30869 75 20 2317 370410 25 15 1821 334111 50 15 1880 347112 75 15 2365 399213 25 12 1905 340514 50 12 2017 348715 75 12 2463 4039
3 Optimization Algorithm
Althoughwe obtain the experimental data the smallest one isnot optimal in certain conditions To obtain the optimal onethus it is essential to optimize them based on experimentaldata NN-GA is a hybrid intelligent optimization algorithmintegrating neural networks (NN) and genetic algorithm(GA) Since it makes full use of the nonlinear fitting abilityof NN and the nonlinear fitting ability optimization abilityof GA it is proved to be effective and feasible to deal withnonlinear and discrete optimization issues that is nonlinearstructural and creep feed grinding optimization problems[26ndash28] It has not yet been used in the efficiency issueof the disassembly tool Due to the fact that the efficiencyof the disassembly tool is a discrete optimization one thiswork proposes a hybrid algorithm integrating NN and GA tooptimize the efficiency (time) of a disassembly process Thedetails of the hybrid algorithm integrating NN and GA arepresented as follows
31 Neural Networks (NN) A neural network is treated as anonlinear mapping system consisting of neurons (processingunits) which are linked by weighted connections It usuallyconsists of three layers input hidden and output layers [2629] There is an activation function in the hidden layer It isdefined as a sigmoid function in this work
Firstly the method to determine the number of neuronsof the input hidden and output layers is presented as follows
The number of input neurons of the NN structure is thenumber of input variables namely two influence factors thusthe number of input neurons is 2
The number of output neurons is one representing oneremoval time function
In terms of the NN structure the main problem is todetermine the best number of hidden neurons The numberof hidden neurons can be infinite in theory but finite inpractice due to two reasons Too many hidden neuronsincrease the training time and response time of the trainedNN On the other hand too few hidden neurons make theNN lack generalization ability [27 28 30 31] Therefore itcan usually be determined by the following formula that is119904 = radic119906 + V+119887 where 119906 and V are the number of input neuronsand output neurons respectively and 119887 is a constant from 1 to10 [28] Based on it the number of input neurons 119906 is set tobe 2 since we need to consider two factors V = 1 thus 119904 is aconstant from 3 to 12 which is defined as 10 in this paper
Secondly backpropagation is the most commonly usedmethod to calculate values for the weight and bias terms ofthe neural network model In the backpropagation methodall weights are adjusted according to the calculated error termusing a gradient method Learning in an NN that is thecalculation of the weights of the connections is achievedby minimizing the error between its output and the actualoutput over a number of available training data points In thiswork the error term is controlled by the following MATLABfunction namely nettrainParamgoal It denotes the meansquared error between the output ofNNand the actual outputover a number of available training data points
The NN algorithm is presented as follows
Step 1 Initialize the number of neurons of input hidden andoutput layers and initialize the weight vector 119908
4 Mathematical Problems in Engineering
Step 2Calculate the output of the hidden layer and the outputof the output layer and adjust the corresponding weights 119908
Step 3 Calculate the error term namely training per-formance goal If it is larger than the given error term valuego to Step 2 otherwise end
32 Genetic Algorithm (GA) Genetic algorithms (GA) forma class of adaptive heuristics based on principles derivedfrom the dynamics of natural population genetics [28] GAstarts with a randomized population of parent chromosomes(numeric vectors) representing various possible solutionsto a problem The individual components (numeric values)within a chromosome are referred to as genes New childchromosomes are generated by selection crossover andmutation operations All chromosomes are then evaluatedaccording to a fitness (or objective) function with the fittestsurviving into the next generation Generally when the givenmaximum generation is reached the algorithm ends Thebest chromosome is assigned to the optimal solution of theproblem [30] In this work the main operation processes ofGA are presented as follows
321 Initialization Process Produce randomly pop size ini-tial population 119860 = 119860
1 1198602 119860pop size give a specified
value range and produce an individual randomly namely achromosomeNote that 119886
119894is an influence factor of component
removal in this work
322 Determining the Fitness or Evaluation Function Basedon a chromosome obtained by the initialization processweights and thresholds of the NN are assigned If specifiedtraining data are input forecast output of the trained NN canbe obtained The inversed function of the sum of absolutedifferences between forecast outputs of the trained NN andactual outputs is considered as the fitness value 119865
119894of a
chromosome namely [32]
119865119894=
119896
sum119898
119894
1003816100381610038161003816119910119894minus 119900119894
1003816100381610038161003816
(1)
where119898 is the number of training data points 119910119894is the actual
output of the 119894th data point 119900119894is the forecast output of the
119894th data point via the NN and 119896 is a coefficient set to be10
323 Selection Process A selection operation is implementedby pinning the roulette wheel method that is a selectionstrategy is executed according to the fitness value Thusthe selection probability 119901
119894of a chromosome is formulated
as
119901119894=
119865119894
sumpop size119894=1
119865119894
(2)
324 Crossover Process A crossover operation is imple-mented by a real number crossover method The crossover
operation in position 119895 of the ℎth chromosome 119886ℎand the 119897th
chromosome 119886119897is expressed as
119886ℎ119895
= 119886ℎ119895sdot (1 minus 119911) + 119886
119897119895sdot 119911
119886119897119895= 119886119897119895sdot (1 minus 119911) + 119886
ℎ119895sdot 119911
(3)
where 119911 is a random number and 119911 isin (0 1)
325 Mutation Process A mutation operation is imple-mented The detailed mutation operation of the 119895th gene 119886
119894119895
for ℎth chromosome is given as follows
119886ℎ119897=
119886ℎ119897+ (119886ℎ119897minus 119886max) sdot 119891 (119892) 119903 ge 05
119886ℎ119897+ (119908min minus 119886
ℎ119897) sdot 119891 (119892) 119903 lt 05
(4)
where 119886max is the upper bound of 119908ℎ119897 119886min is the lower
bound of 119886ℎ119897 119891(119892) = 119903
2(1 minus 119892119866max) 119903
2is a random
number 119892 denotes the current number of generations 119866maxis the maximum number of generations and ensures that(1 minus 119892119866max) is positive and 119903 isin (0 1) is a random number
The GA algorithm usually has the following steps
Step 1 Initialize pop size chromosomes probability of muta-tion pr
119898 probability of crossover pr
119888 and maximum genera-
tion 119892max
Step 2 Calculate the objective value and fitness of all chro-mosomes
Step 3 Select the chromosomes by spinning the roulettewheel
Step 4 Update the chromosomes by crossover and mutationoperations
Step 5 Repeat Steps 2ndash4 for a given number of cycles
Step 6 Report the best chromosome as the optimal solution
33 Optimization Algorithm (NN-GA) NN-GA is a hybridintelligent optimization algorithm integrating neural net-works (NN) and genetic algorithm (GA) Its basic idea isdescribed as follows Firstly based on the feature of actualproblem and related knowledge of NN an appropriate NNmodel is established and its prediction result is outputAdditionally the prediction output is considered as thefitness value of a chromosome of GA and then its selectioncrossover and mutation operations are executed accordinglyWhen the given maximum generation is reached the algo-rithm ends The best chromosome is assigned to the optimalsolution of the corresponding problem Its basic steps arepresented hereinafter [33 34]
Mathematical Problems in Engineering 5
Calculate thefitness value
Selection
Crossover
Mutation
The maximum generation
Output the optimal solution
Input neuron
NN training
No
Yes
Initializechromosomes
Output neuron
Hiddenneuron
GA optimization
Figure 2 Flow chart of NN-GA algorithm
Step 1 Initialize the parameters of NN and GA structures
Step 2 Determine or generate training input-output data ofNN based on actual problem
Step 3 Train a neural network to approximate the fitnessfunction of the actual problem
Step 4 Initialize pop size chromosomes of GA
Step 5 Calculate the fitness values for all chromosomes by thetrained neural network
Step 6 Select the chromosomes by spinning the roulettewheel
Step 7 Update the chromosomes by crossover and mutationoperations
Step 8 Repeat steps 5ndash7 for a given number of cycles
Step 9 Report the best chromosome as the optimal solutionof the according problem
In addition its flow chart is presented as shown inFigure 2
The above algorithms have been implemented in theMATLAB (R2009b) programming language
4 Optimization and Comparison of RemovalEfficiency on Different Removal Tools
Based on the obtained experimental data with differentremoval tools combined with the above-mentioned NN-GAalgorithm removal efficiency (time) optimization and theircomparison for two types of removal tools are presentedhereinafter
Table 2 Comparative analysis between experimental data and testresult of NN for tool I
Datano
Experimentdata Test result Error Relative error
()1 1806 1752 054 3002 2317 2153 164 7073 1905 1826 07888 4154 2234 2235 001 005
The parameter of NN-GA algorithm is set as follows thepopulation size pop size is 30 the probability of crossover pr
119888
is 04 the probability of mutation pr119898is 02 the maximum
number of generations 119892max is 100 and the parameters of theNN structure are given in Section 31
41 Optimization of Removal Efficiency for Tool I
411 NN modeling and result of removal efficiency of tool IFirst the NN is trained using 11 groups of data randomlyselected from Table 1 and then the remaining 4 groups ofdata are viewed as test samples When they are outputtheir predicted results are obtained and listed in Table 2 Inaddition the error and relative error between experimentaldata and test results are obtained as shown in Table 2 Notethat the error is defined as follows error = |120585 minus 120578| and relativeerror = |120585 minus 120578|120578 times 100 where 120585 is the test result and 120578 is theexperimental data
Based on the results of Table 2 it can be seen that themaximum absolute error between test result and experimen-tal data are less than 9 It reveals that the NN is accurate andeffective when it is used to predict the removal time That is
6 Mathematical Problems in Engineering
0 20 40 60 80 100 1201698
171702170417061708
17117121714
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 3 The fitness curve of best individual of disassemblyefficiency optimization for tool I
Table 3 Comparative analysis between experimental data and testresult of NN for tool II
Datano
Experimentdata Test result Error Relative error
()1 3573 3529 044 122 3992 3926 066 163 3049 2964 085 284 3487 3697 210 57
the predicted output can be approximately considered as theactual output
Initialize 30 chromosomes of GA and their fitness valuesare calculated by the trained NN the fitness curve of thebest individual can be obtained after the GA algorithm isexecuted which is shown in Figure 3 Note that in theinitialization process the length of a chromosome is 2namely a chromosome 119886
1 1198862 denotes the influence factors
of removal time In this paper 1198861and 119886
2denote tightening
torque and maximum tension of the operator respectivelyThey can be randomly obtained from their feasible intervalwhen they are initialized that is 119886
1isin [25 75] and 119886
2isin
[12 28]After the algorithm is run the optimal solution that is
1699 and the optimal individual that is 3696 1856 canbe obtained The results denote that the highest disassemblyefficiency is 1699 seconds when disassembly tool I is used tothe remove the bolt Compared with the best experimentalresult that is 1806 seconds the disassembly efficiency isimproved by 592 that is (1806 minus 1699)1806 times 100 =
592 The obtained result can be conducted to the accrualdisassembly process of the bolt In a word the disassemblyefficiency of tool I is effectively improved by the optimizationof integrated NN-GA algorithm and the feasibility of theproposed algorithm is verified
42 Optimization of Removal Efficiency for Tool II Similarlyafter the NN is trained the test results of 4 test data of tool IIare shown in Table 3
Based on the results of Table 3 it can be seen thatthe maximum absolute error between the test result andexperimental data is less than 6 It reveals that the NN is
0 10 20 30 40 50 60 702718
272
2722
2724
2726
2728
273
2732
2734
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 4 The fitness curve of the best individual of disassemblyefficiency optimization for disassembly tool II
accurate and effective in the prediction of the removal timewith enough satisfaction
According to the trained NN after the algorithm isrun the optimal solution namely 2715 and the optimalindividual namely 4037 2579 can be obtained as shownin Figure 4 The results denote that the highest disassemblyefficiency is 2715 seconds when disassembly tool II is used toremove the bolt Compared with the best experiment resultthat is 2918 seconds the disassembly efficiency is improvedby 696 namely (2918 minus 2715)2918 times 100 = 696The results denote that the disassembly efficiency of toolII is effectively improved by the optimization of integratedNN-GA algorithm In short the proposed algorithm isfeasible and effective when it is used to optimize disassemblyefficiency for disassembly tool II
43 Comparison Analysis of Removal Efficiency for Two Typesof Removal Tools In order to measure the removal efficiencyof different removal tools the removal efficiency ratio of onetool to another tool is defined in this paper
Definition 1 Removal efficiency ratio of one tool to anothertool is defined as the increased or decreased ratio of removalefficiency of one tool to another tool Mathematically
120573 =
10038161003816100381610038161198771minus 1198772
1003816100381610038161003816
1198772
times 100 (5)
where 1198771denotes the removal efficiency of one tool and 119877
2
denotes the removal efficiency of another tool
Based on the defined removal efficiency ratio combinedwith the optimal results of the removal efficiency of twodifferent tools the comparison of their removal efficiency ispresented
According to the obtained optimal results of removalefficiency of two different tools in Section-A and Section-Btheir removal efficiency ratio is obtained namely |1699 minus
2715|2715 times 100 = 3742 For removal efficiency thesmall of the value the better of it Thus the results denotethat the removal efficiency of tool I to tool II is improved by4382 when they are used to remove the same bolt that is
Mathematical Problems in Engineering 7
compared to removal tool II removal I can faster completethe removal task and save time by 3742
5 Conclusion
Disassembly tools selection and their disassembly efficiencyanalysis play an important role in the product disassemblydecision making In order to guide decision makers inmaking better disassembly decisions this work presents theoptimization and comparison of removal efficiency for differ-ent removal tools for the first time Firstly taking the bolt asan object to be removed this work designs removal experi-ments by considering some factors influencing the removalprocess for two types of removal tools Secondly basedon the obtained experimental data a NN-GA algorithmintegrating neural networks (NN) and genetic algorithm(GA) is proposed to optimize the removal efficiency of twodifferent removal tools From the results we can see that theefficiency of tools I and II is improved by 696 and 592respectively It denotes that the disassembly efficiency ofdisassembly tool is effectively improved by the optimizationof integrated NN-GA algorithm
The future work is to find and use actual industrialdisassembly data to validate this method to provide the bestdecision support for disassembly practice In addition inthe future we should study the control issue of disassemblyprocess based on related theories [35 36]
Acknowledgments
Thiswork is financially supported by the Postdoctoral ScienceFoundation Project of China under Grant no 2013M541329Youth Academic Backbone Project for University of Hei-longjiang Province and Student Research Training Projectunder Grant no KY2013006
References
[1] E Kongar and SM Gupta ldquoDisassembly to order system underuncertaintyrdquo Omega vol 34 no 6 pp 550ndash561 2006
[2] L Brennan S M Gupta and K N Taleb ldquoOperations planningissues in an assemblydisassembly environmentrdquo InternationalJournal of Operations amp Production Management vol 14 no 9pp 57ndash67 1994
[3] G Tian Y Liu H Ke and J Chu ldquoEnergy evaluationmethod and its optimization models for process planning withstochastic characteristics a case study in disassembly decision-makingrdquo Computers and Industrial Engineering vol 63 no 3pp 553ndash563 2011
[4] A Gungor and S M Gupta ldquoAn evaluation methodology fordisassembly processesrdquo Computers and Industrial Engineeringvol 33 no 1-2 pp 329ndash332 1997
[5] E Kroll B Beardsley andA Parulian ldquoAmethodology to evalu-ate ease of disassembly for product recyclingrdquo IIE Transactionsvol 28 no 10 pp 837ndash845 1996
[6] E Kroll and B S Carver ldquoDisassembly analysis through timeestimation and other metricsrdquo Robotics and Computer-Inte-grated Manufacturing vol 15 no 3 pp 191ndash200 1999
[7] T Suga K Saneshige and J Fujimoto ldquoQuantitative disassem-bly evaluationrdquo in Proceedings of IEEE International Symposiumon Electronics and the Environment (ISEE rsquo96) pp 19ndash24 May1996
[8] H S Mok H J Kim and K S Moon ldquoDisassemblability ofmechanical parts in automobile for recyclingrdquo Computers andIndustrial Engineering vol 33 no 3-4 pp 621ndash624 1997
[9] ADesai andAMital ldquoEvaluation of disassemblability to enabledesign for disassembly in mass productionrdquo International Jour-nal of Industrial Ergonomics vol 32 no 4 pp 265ndash281 2003
[10] A Mital and A Desai ldquoA structured approach to new prod-uct design development and manufacture part II puttingthe product together (assembly) and disposal (disassembly)rdquoInternational Journal of Industrial Ergonomics vol 14 pp 23ndash32 2007
[11] A Desai and A Mital ldquoIncorporating work factors in designfor disassembly in product designrdquo Journal of ManufacturingTechnology Management vol 16 no 7 pp 712ndash732 2005
[12] S K Das P Yedlarajiah and R Narendra ldquoAn approach forestimating the end-of-life product disassembly effort and costrdquoInternational Journal of Production Research vol 38 no 3 pp657ndash673 2000
[13] MA Ilgin and SMGupta ldquoPerformance improvement poten-tial of sensor embedded products in environmental supplychainsrdquo Resources Conservation and Recycling vol 55 no 6 pp580ndash592 2011
[14] M A Ilgin and S M Gupta ldquoRecovery of sensor embeddedwashingmachines using amulti-kanban controlled disassemblylinerdquo Robotics and Computer-Integrated Manufacturing vol 27no 2 pp 318ndash334 2011
[15] G Tian Y Liu Q Tian and J Chu ldquoEvaluation model andalgorithm of product disassembly process with stochastic fea-turerdquo Clean Technologies and Environmental Policy pp 1ndash122011
[16] G Tian M Zhou J Chu and Y Liu ldquoProbability evaluationmodels of product disassembly cost subject to random removaltime and different removal labor costrdquo IEEE Transactions onAutomation Science and Engineering vol 9 no 2 pp 288ndash2952012
[17] Y Tang and M Zhou ldquoA systematic approach to design andoperation of disassembly linesrdquo IEEE Transactions on Automa-tion Science and Engineering vol 3 no 3 pp 324ndash330 2006
[18] Y Tang M Zhou and M Gao ldquoFuzzy-petri-net-based disas-sembly planning considering human factorsrdquo IEEE Transac-tions on Systems Man and Cybernetics Part A vol 36 no 4pp 718ndash725 2006
[19] M Gao M Zhou and Y Tang ldquoIntelligent decision making indisassembly process based on fuzzy reasoning Petri netsrdquo IEEETransactions on Systems Man and Cybernetics Part B vol 34no 5 pp 2029ndash2034 2004
[20] Y Tang ldquoLearning-based disassembly process planner for unce-rtainty managementrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 39 no 1 pp 134ndash143 2009
[21] Y Tang M Zhou E Zussman and R Caudill ldquoDisassemblymodeling planning and applicationrdquo Journal of ManufacturingSystems vol 21 no 3 pp 200ndash217 2002
[22] L H Shu andW C Flowers ldquoApplication of a design-for-rema-nufacture framework to the selection of product life-cycle fas-tening and joining methodsrdquo Robotics and Computer-IntegratedManufacturing vol 15 no 3 pp 179ndash190 1999
8 Mathematical Problems in Engineering
[23] A Gungor ldquoEvaluation of connection types in design fordisassembly (DFD) using analytic network processrdquo Computersand Industrial Engineering vol 50 no 1-2 pp 35ndash54 2006
[24] M M Youssif R A Alkadeem and M A El Dardiry ldquoIncor-porating ergonomic factors in disassembly sequence planningrdquoAlexandria Engineering Journal vol 50 no 3 pp 213ndash217 2011
[25] H-E Tseng C-C Chang and C-J Cheng ldquoDisassembly-orie-nted assessmentmethodology for productmodularityrdquo Interna-tional Journal of Production Research vol 48 no 14 pp 4297ndash4320 2010
[26] G D Tian M C Zhou and J W Chu ldquoA chance constrainedprogramming approach to determine the optimal disassemblysequencerdquo IEEE Transactions on Automation Science and Engi-neering vol 10 pp 1004ndash1013 2013
[27] R Singh R S Bhoopal and S Kumar ldquoPrediction of effectivethermal conductivity of moist porous materials using artificialneural network approachrdquo Building and Environment vol 46no 12 pp 2603ndash2608 2011
[28] T-C Chen and T-T Sheu ldquoModel reference robust speedcontrol for induction-motor drive with time delay based onneural networkrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 31 no 6 pp 746ndash752 2001
[29] G D Tian J W Chu and T G Qiang ldquoInfluence factor ana-lysis and prediction models for component removal time inmanufacturingrdquo Proceedings of the Institution of MechanicalEngineers Part B Journal of Engineering Manufacture vol 227pp 1530ndash1537 2013
[30] G Tian J Chu Y Liu H Ke X Zhao and G Xu ldquoExpectedenergy analysis for industrial process planning problem withfuzzy time parametersrdquo Computers and Chemical Engineeringvol 35 no 12 pp 2905ndash2912 2011
[31] M Sedighi and D Afshari ldquoCreep feed grinding optimizationby an integrated GA-NN systemrdquo Journal of Intelligent Manu-facturing vol 21 no 6 pp 657ndash663 2010
[32] D F Cook C T Ragsdale and R L Major ldquoCombining aneural network with a genetic algorithm for process parameteroptimizationrdquo Engineering Applications of Artificial Intelligencevol 13 no 4 pp 391ndash396 2000
[33] S Erkaya and I Uzmay ldquoA neural-genetic (NN-GA) approachfor optimisingmechanisms having joints with clearancerdquoMulti-body System Dynamics vol 20 no 1 pp 69ndash83 2008
[34] G-R Hua X-H Zhou and X-Y Ruan ldquoGA-based synthesisapproach for machining scheme selection and operation seq-uencing optimization for prismatic partsrdquo International Journalof AdvancedManufacturing Technology vol 33 no 5-6 pp 594ndash603 2007
[35] S He and F Liu ldquoRobust stabilization of stochastic Markovianjumping systems via proportional-integral controlrdquo Signal Pro-cessing vol 91 no 11 pp 2478ndash2486 2011
[36] S He and F Liu ldquoRobust peak-to-peak filtering for Markovjump systemsrdquo Signal Processing vol 90 no 2 pp 513ndash5222010
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

4 Mathematical Problems in Engineering
Step 2Calculate the output of the hidden layer and the outputof the output layer and adjust the corresponding weights 119908
Step 3 Calculate the error term namely training per-formance goal If it is larger than the given error term valuego to Step 2 otherwise end
32 Genetic Algorithm (GA) Genetic algorithms (GA) forma class of adaptive heuristics based on principles derivedfrom the dynamics of natural population genetics [28] GAstarts with a randomized population of parent chromosomes(numeric vectors) representing various possible solutionsto a problem The individual components (numeric values)within a chromosome are referred to as genes New childchromosomes are generated by selection crossover andmutation operations All chromosomes are then evaluatedaccording to a fitness (or objective) function with the fittestsurviving into the next generation Generally when the givenmaximum generation is reached the algorithm ends Thebest chromosome is assigned to the optimal solution of theproblem [30] In this work the main operation processes ofGA are presented as follows
321 Initialization Process Produce randomly pop size ini-tial population 119860 = 119860
1 1198602 119860pop size give a specified
value range and produce an individual randomly namely achromosomeNote that 119886
119894is an influence factor of component
removal in this work
322 Determining the Fitness or Evaluation Function Basedon a chromosome obtained by the initialization processweights and thresholds of the NN are assigned If specifiedtraining data are input forecast output of the trained NN canbe obtained The inversed function of the sum of absolutedifferences between forecast outputs of the trained NN andactual outputs is considered as the fitness value 119865
119894of a
chromosome namely [32]
119865119894=
119896
sum119898
119894
1003816100381610038161003816119910119894minus 119900119894
1003816100381610038161003816
(1)
where119898 is the number of training data points 119910119894is the actual
output of the 119894th data point 119900119894is the forecast output of the
119894th data point via the NN and 119896 is a coefficient set to be10
323 Selection Process A selection operation is implementedby pinning the roulette wheel method that is a selectionstrategy is executed according to the fitness value Thusthe selection probability 119901
119894of a chromosome is formulated
as
119901119894=
119865119894
sumpop size119894=1
119865119894
(2)
324 Crossover Process A crossover operation is imple-mented by a real number crossover method The crossover
operation in position 119895 of the ℎth chromosome 119886ℎand the 119897th
chromosome 119886119897is expressed as
119886ℎ119895
= 119886ℎ119895sdot (1 minus 119911) + 119886
119897119895sdot 119911
119886119897119895= 119886119897119895sdot (1 minus 119911) + 119886
ℎ119895sdot 119911
(3)
where 119911 is a random number and 119911 isin (0 1)
325 Mutation Process A mutation operation is imple-mented The detailed mutation operation of the 119895th gene 119886
119894119895
for ℎth chromosome is given as follows
119886ℎ119897=
119886ℎ119897+ (119886ℎ119897minus 119886max) sdot 119891 (119892) 119903 ge 05
119886ℎ119897+ (119908min minus 119886
ℎ119897) sdot 119891 (119892) 119903 lt 05
(4)
where 119886max is the upper bound of 119908ℎ119897 119886min is the lower
bound of 119886ℎ119897 119891(119892) = 119903
2(1 minus 119892119866max) 119903
2is a random
number 119892 denotes the current number of generations 119866maxis the maximum number of generations and ensures that(1 minus 119892119866max) is positive and 119903 isin (0 1) is a random number
The GA algorithm usually has the following steps
Step 1 Initialize pop size chromosomes probability of muta-tion pr
119898 probability of crossover pr
119888 and maximum genera-
tion 119892max
Step 2 Calculate the objective value and fitness of all chro-mosomes
Step 3 Select the chromosomes by spinning the roulettewheel
Step 4 Update the chromosomes by crossover and mutationoperations
Step 5 Repeat Steps 2ndash4 for a given number of cycles
Step 6 Report the best chromosome as the optimal solution
33 Optimization Algorithm (NN-GA) NN-GA is a hybridintelligent optimization algorithm integrating neural net-works (NN) and genetic algorithm (GA) Its basic idea isdescribed as follows Firstly based on the feature of actualproblem and related knowledge of NN an appropriate NNmodel is established and its prediction result is outputAdditionally the prediction output is considered as thefitness value of a chromosome of GA and then its selectioncrossover and mutation operations are executed accordinglyWhen the given maximum generation is reached the algo-rithm ends The best chromosome is assigned to the optimalsolution of the corresponding problem Its basic steps arepresented hereinafter [33 34]
Mathematical Problems in Engineering 5
Calculate thefitness value
Selection
Crossover
Mutation
The maximum generation
Output the optimal solution
Input neuron
NN training
No
Yes
Initializechromosomes
Output neuron
Hiddenneuron
GA optimization
Figure 2 Flow chart of NN-GA algorithm
Step 1 Initialize the parameters of NN and GA structures
Step 2 Determine or generate training input-output data ofNN based on actual problem
Step 3 Train a neural network to approximate the fitnessfunction of the actual problem
Step 4 Initialize pop size chromosomes of GA
Step 5 Calculate the fitness values for all chromosomes by thetrained neural network
Step 6 Select the chromosomes by spinning the roulettewheel
Step 7 Update the chromosomes by crossover and mutationoperations
Step 8 Repeat steps 5ndash7 for a given number of cycles
Step 9 Report the best chromosome as the optimal solutionof the according problem
In addition its flow chart is presented as shown inFigure 2
The above algorithms have been implemented in theMATLAB (R2009b) programming language
4 Optimization and Comparison of RemovalEfficiency on Different Removal Tools
Based on the obtained experimental data with differentremoval tools combined with the above-mentioned NN-GAalgorithm removal efficiency (time) optimization and theircomparison for two types of removal tools are presentedhereinafter
Table 2 Comparative analysis between experimental data and testresult of NN for tool I
Datano
Experimentdata Test result Error Relative error
()1 1806 1752 054 3002 2317 2153 164 7073 1905 1826 07888 4154 2234 2235 001 005
The parameter of NN-GA algorithm is set as follows thepopulation size pop size is 30 the probability of crossover pr
119888
is 04 the probability of mutation pr119898is 02 the maximum
number of generations 119892max is 100 and the parameters of theNN structure are given in Section 31
41 Optimization of Removal Efficiency for Tool I
411 NN modeling and result of removal efficiency of tool IFirst the NN is trained using 11 groups of data randomlyselected from Table 1 and then the remaining 4 groups ofdata are viewed as test samples When they are outputtheir predicted results are obtained and listed in Table 2 Inaddition the error and relative error between experimentaldata and test results are obtained as shown in Table 2 Notethat the error is defined as follows error = |120585 minus 120578| and relativeerror = |120585 minus 120578|120578 times 100 where 120585 is the test result and 120578 is theexperimental data
Based on the results of Table 2 it can be seen that themaximum absolute error between test result and experimen-tal data are less than 9 It reveals that the NN is accurate andeffective when it is used to predict the removal time That is
6 Mathematical Problems in Engineering
0 20 40 60 80 100 1201698
171702170417061708
17117121714
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 3 The fitness curve of best individual of disassemblyefficiency optimization for tool I
Table 3 Comparative analysis between experimental data and testresult of NN for tool II
Datano
Experimentdata Test result Error Relative error
()1 3573 3529 044 122 3992 3926 066 163 3049 2964 085 284 3487 3697 210 57
the predicted output can be approximately considered as theactual output
Initialize 30 chromosomes of GA and their fitness valuesare calculated by the trained NN the fitness curve of thebest individual can be obtained after the GA algorithm isexecuted which is shown in Figure 3 Note that in theinitialization process the length of a chromosome is 2namely a chromosome 119886
1 1198862 denotes the influence factors
of removal time In this paper 1198861and 119886
2denote tightening
torque and maximum tension of the operator respectivelyThey can be randomly obtained from their feasible intervalwhen they are initialized that is 119886
1isin [25 75] and 119886
2isin
[12 28]After the algorithm is run the optimal solution that is
1699 and the optimal individual that is 3696 1856 canbe obtained The results denote that the highest disassemblyefficiency is 1699 seconds when disassembly tool I is used tothe remove the bolt Compared with the best experimentalresult that is 1806 seconds the disassembly efficiency isimproved by 592 that is (1806 minus 1699)1806 times 100 =
592 The obtained result can be conducted to the accrualdisassembly process of the bolt In a word the disassemblyefficiency of tool I is effectively improved by the optimizationof integrated NN-GA algorithm and the feasibility of theproposed algorithm is verified
42 Optimization of Removal Efficiency for Tool II Similarlyafter the NN is trained the test results of 4 test data of tool IIare shown in Table 3
Based on the results of Table 3 it can be seen thatthe maximum absolute error between the test result andexperimental data is less than 6 It reveals that the NN is
0 10 20 30 40 50 60 702718
272
2722
2724
2726
2728
273
2732
2734
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 4 The fitness curve of the best individual of disassemblyefficiency optimization for disassembly tool II
accurate and effective in the prediction of the removal timewith enough satisfaction
According to the trained NN after the algorithm isrun the optimal solution namely 2715 and the optimalindividual namely 4037 2579 can be obtained as shownin Figure 4 The results denote that the highest disassemblyefficiency is 2715 seconds when disassembly tool II is used toremove the bolt Compared with the best experiment resultthat is 2918 seconds the disassembly efficiency is improvedby 696 namely (2918 minus 2715)2918 times 100 = 696The results denote that the disassembly efficiency of toolII is effectively improved by the optimization of integratedNN-GA algorithm In short the proposed algorithm isfeasible and effective when it is used to optimize disassemblyefficiency for disassembly tool II
43 Comparison Analysis of Removal Efficiency for Two Typesof Removal Tools In order to measure the removal efficiencyof different removal tools the removal efficiency ratio of onetool to another tool is defined in this paper
Definition 1 Removal efficiency ratio of one tool to anothertool is defined as the increased or decreased ratio of removalefficiency of one tool to another tool Mathematically
120573 =
10038161003816100381610038161198771minus 1198772
1003816100381610038161003816
1198772
times 100 (5)
where 1198771denotes the removal efficiency of one tool and 119877
2
denotes the removal efficiency of another tool
Based on the defined removal efficiency ratio combinedwith the optimal results of the removal efficiency of twodifferent tools the comparison of their removal efficiency ispresented
According to the obtained optimal results of removalefficiency of two different tools in Section-A and Section-Btheir removal efficiency ratio is obtained namely |1699 minus
2715|2715 times 100 = 3742 For removal efficiency thesmall of the value the better of it Thus the results denotethat the removal efficiency of tool I to tool II is improved by4382 when they are used to remove the same bolt that is
Mathematical Problems in Engineering 7
compared to removal tool II removal I can faster completethe removal task and save time by 3742
5 Conclusion
Disassembly tools selection and their disassembly efficiencyanalysis play an important role in the product disassemblydecision making In order to guide decision makers inmaking better disassembly decisions this work presents theoptimization and comparison of removal efficiency for differ-ent removal tools for the first time Firstly taking the bolt asan object to be removed this work designs removal experi-ments by considering some factors influencing the removalprocess for two types of removal tools Secondly basedon the obtained experimental data a NN-GA algorithmintegrating neural networks (NN) and genetic algorithm(GA) is proposed to optimize the removal efficiency of twodifferent removal tools From the results we can see that theefficiency of tools I and II is improved by 696 and 592respectively It denotes that the disassembly efficiency ofdisassembly tool is effectively improved by the optimizationof integrated NN-GA algorithm
The future work is to find and use actual industrialdisassembly data to validate this method to provide the bestdecision support for disassembly practice In addition inthe future we should study the control issue of disassemblyprocess based on related theories [35 36]
Acknowledgments
Thiswork is financially supported by the Postdoctoral ScienceFoundation Project of China under Grant no 2013M541329Youth Academic Backbone Project for University of Hei-longjiang Province and Student Research Training Projectunder Grant no KY2013006
References
[1] E Kongar and SM Gupta ldquoDisassembly to order system underuncertaintyrdquo Omega vol 34 no 6 pp 550ndash561 2006
[2] L Brennan S M Gupta and K N Taleb ldquoOperations planningissues in an assemblydisassembly environmentrdquo InternationalJournal of Operations amp Production Management vol 14 no 9pp 57ndash67 1994
[3] G Tian Y Liu H Ke and J Chu ldquoEnergy evaluationmethod and its optimization models for process planning withstochastic characteristics a case study in disassembly decision-makingrdquo Computers and Industrial Engineering vol 63 no 3pp 553ndash563 2011
[4] A Gungor and S M Gupta ldquoAn evaluation methodology fordisassembly processesrdquo Computers and Industrial Engineeringvol 33 no 1-2 pp 329ndash332 1997
[5] E Kroll B Beardsley andA Parulian ldquoAmethodology to evalu-ate ease of disassembly for product recyclingrdquo IIE Transactionsvol 28 no 10 pp 837ndash845 1996
[6] E Kroll and B S Carver ldquoDisassembly analysis through timeestimation and other metricsrdquo Robotics and Computer-Inte-grated Manufacturing vol 15 no 3 pp 191ndash200 1999
[7] T Suga K Saneshige and J Fujimoto ldquoQuantitative disassem-bly evaluationrdquo in Proceedings of IEEE International Symposiumon Electronics and the Environment (ISEE rsquo96) pp 19ndash24 May1996
[8] H S Mok H J Kim and K S Moon ldquoDisassemblability ofmechanical parts in automobile for recyclingrdquo Computers andIndustrial Engineering vol 33 no 3-4 pp 621ndash624 1997
[9] ADesai andAMital ldquoEvaluation of disassemblability to enabledesign for disassembly in mass productionrdquo International Jour-nal of Industrial Ergonomics vol 32 no 4 pp 265ndash281 2003
[10] A Mital and A Desai ldquoA structured approach to new prod-uct design development and manufacture part II puttingthe product together (assembly) and disposal (disassembly)rdquoInternational Journal of Industrial Ergonomics vol 14 pp 23ndash32 2007
[11] A Desai and A Mital ldquoIncorporating work factors in designfor disassembly in product designrdquo Journal of ManufacturingTechnology Management vol 16 no 7 pp 712ndash732 2005
[12] S K Das P Yedlarajiah and R Narendra ldquoAn approach forestimating the end-of-life product disassembly effort and costrdquoInternational Journal of Production Research vol 38 no 3 pp657ndash673 2000
[13] MA Ilgin and SMGupta ldquoPerformance improvement poten-tial of sensor embedded products in environmental supplychainsrdquo Resources Conservation and Recycling vol 55 no 6 pp580ndash592 2011
[14] M A Ilgin and S M Gupta ldquoRecovery of sensor embeddedwashingmachines using amulti-kanban controlled disassemblylinerdquo Robotics and Computer-Integrated Manufacturing vol 27no 2 pp 318ndash334 2011
[15] G Tian Y Liu Q Tian and J Chu ldquoEvaluation model andalgorithm of product disassembly process with stochastic fea-turerdquo Clean Technologies and Environmental Policy pp 1ndash122011
[16] G Tian M Zhou J Chu and Y Liu ldquoProbability evaluationmodels of product disassembly cost subject to random removaltime and different removal labor costrdquo IEEE Transactions onAutomation Science and Engineering vol 9 no 2 pp 288ndash2952012
[17] Y Tang and M Zhou ldquoA systematic approach to design andoperation of disassembly linesrdquo IEEE Transactions on Automa-tion Science and Engineering vol 3 no 3 pp 324ndash330 2006
[18] Y Tang M Zhou and M Gao ldquoFuzzy-petri-net-based disas-sembly planning considering human factorsrdquo IEEE Transac-tions on Systems Man and Cybernetics Part A vol 36 no 4pp 718ndash725 2006
[19] M Gao M Zhou and Y Tang ldquoIntelligent decision making indisassembly process based on fuzzy reasoning Petri netsrdquo IEEETransactions on Systems Man and Cybernetics Part B vol 34no 5 pp 2029ndash2034 2004
[20] Y Tang ldquoLearning-based disassembly process planner for unce-rtainty managementrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 39 no 1 pp 134ndash143 2009
[21] Y Tang M Zhou E Zussman and R Caudill ldquoDisassemblymodeling planning and applicationrdquo Journal of ManufacturingSystems vol 21 no 3 pp 200ndash217 2002
[22] L H Shu andW C Flowers ldquoApplication of a design-for-rema-nufacture framework to the selection of product life-cycle fas-tening and joining methodsrdquo Robotics and Computer-IntegratedManufacturing vol 15 no 3 pp 179ndash190 1999
8 Mathematical Problems in Engineering
[23] A Gungor ldquoEvaluation of connection types in design fordisassembly (DFD) using analytic network processrdquo Computersand Industrial Engineering vol 50 no 1-2 pp 35ndash54 2006
[24] M M Youssif R A Alkadeem and M A El Dardiry ldquoIncor-porating ergonomic factors in disassembly sequence planningrdquoAlexandria Engineering Journal vol 50 no 3 pp 213ndash217 2011
[25] H-E Tseng C-C Chang and C-J Cheng ldquoDisassembly-orie-nted assessmentmethodology for productmodularityrdquo Interna-tional Journal of Production Research vol 48 no 14 pp 4297ndash4320 2010
[26] G D Tian M C Zhou and J W Chu ldquoA chance constrainedprogramming approach to determine the optimal disassemblysequencerdquo IEEE Transactions on Automation Science and Engi-neering vol 10 pp 1004ndash1013 2013
[27] R Singh R S Bhoopal and S Kumar ldquoPrediction of effectivethermal conductivity of moist porous materials using artificialneural network approachrdquo Building and Environment vol 46no 12 pp 2603ndash2608 2011
[28] T-C Chen and T-T Sheu ldquoModel reference robust speedcontrol for induction-motor drive with time delay based onneural networkrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 31 no 6 pp 746ndash752 2001
[29] G D Tian J W Chu and T G Qiang ldquoInfluence factor ana-lysis and prediction models for component removal time inmanufacturingrdquo Proceedings of the Institution of MechanicalEngineers Part B Journal of Engineering Manufacture vol 227pp 1530ndash1537 2013
[30] G Tian J Chu Y Liu H Ke X Zhao and G Xu ldquoExpectedenergy analysis for industrial process planning problem withfuzzy time parametersrdquo Computers and Chemical Engineeringvol 35 no 12 pp 2905ndash2912 2011
[31] M Sedighi and D Afshari ldquoCreep feed grinding optimizationby an integrated GA-NN systemrdquo Journal of Intelligent Manu-facturing vol 21 no 6 pp 657ndash663 2010
[32] D F Cook C T Ragsdale and R L Major ldquoCombining aneural network with a genetic algorithm for process parameteroptimizationrdquo Engineering Applications of Artificial Intelligencevol 13 no 4 pp 391ndash396 2000
[33] S Erkaya and I Uzmay ldquoA neural-genetic (NN-GA) approachfor optimisingmechanisms having joints with clearancerdquoMulti-body System Dynamics vol 20 no 1 pp 69ndash83 2008
[34] G-R Hua X-H Zhou and X-Y Ruan ldquoGA-based synthesisapproach for machining scheme selection and operation seq-uencing optimization for prismatic partsrdquo International Journalof AdvancedManufacturing Technology vol 33 no 5-6 pp 594ndash603 2007
[35] S He and F Liu ldquoRobust stabilization of stochastic Markovianjumping systems via proportional-integral controlrdquo Signal Pro-cessing vol 91 no 11 pp 2478ndash2486 2011
[36] S He and F Liu ldquoRobust peak-to-peak filtering for Markovjump systemsrdquo Signal Processing vol 90 no 2 pp 513ndash5222010
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 5
Calculate thefitness value
Selection
Crossover
Mutation
The maximum generation
Output the optimal solution
Input neuron
NN training
No
Yes
Initializechromosomes
Output neuron
Hiddenneuron
GA optimization
Figure 2 Flow chart of NN-GA algorithm
Step 1 Initialize the parameters of NN and GA structures
Step 2 Determine or generate training input-output data ofNN based on actual problem
Step 3 Train a neural network to approximate the fitnessfunction of the actual problem
Step 4 Initialize pop size chromosomes of GA
Step 5 Calculate the fitness values for all chromosomes by thetrained neural network
Step 6 Select the chromosomes by spinning the roulettewheel
Step 7 Update the chromosomes by crossover and mutationoperations
Step 8 Repeat steps 5ndash7 for a given number of cycles
Step 9 Report the best chromosome as the optimal solutionof the according problem
In addition its flow chart is presented as shown inFigure 2
The above algorithms have been implemented in theMATLAB (R2009b) programming language
4 Optimization and Comparison of RemovalEfficiency on Different Removal Tools
Based on the obtained experimental data with differentremoval tools combined with the above-mentioned NN-GAalgorithm removal efficiency (time) optimization and theircomparison for two types of removal tools are presentedhereinafter
Table 2 Comparative analysis between experimental data and testresult of NN for tool I
Datano
Experimentdata Test result Error Relative error
()1 1806 1752 054 3002 2317 2153 164 7073 1905 1826 07888 4154 2234 2235 001 005
The parameter of NN-GA algorithm is set as follows thepopulation size pop size is 30 the probability of crossover pr
119888
is 04 the probability of mutation pr119898is 02 the maximum
number of generations 119892max is 100 and the parameters of theNN structure are given in Section 31
41 Optimization of Removal Efficiency for Tool I
411 NN modeling and result of removal efficiency of tool IFirst the NN is trained using 11 groups of data randomlyselected from Table 1 and then the remaining 4 groups ofdata are viewed as test samples When they are outputtheir predicted results are obtained and listed in Table 2 Inaddition the error and relative error between experimentaldata and test results are obtained as shown in Table 2 Notethat the error is defined as follows error = |120585 minus 120578| and relativeerror = |120585 minus 120578|120578 times 100 where 120585 is the test result and 120578 is theexperimental data
Based on the results of Table 2 it can be seen that themaximum absolute error between test result and experimen-tal data are less than 9 It reveals that the NN is accurate andeffective when it is used to predict the removal time That is
6 Mathematical Problems in Engineering
0 20 40 60 80 100 1201698
171702170417061708
17117121714
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 3 The fitness curve of best individual of disassemblyefficiency optimization for tool I
Table 3 Comparative analysis between experimental data and testresult of NN for tool II
Datano
Experimentdata Test result Error Relative error
()1 3573 3529 044 122 3992 3926 066 163 3049 2964 085 284 3487 3697 210 57
the predicted output can be approximately considered as theactual output
Initialize 30 chromosomes of GA and their fitness valuesare calculated by the trained NN the fitness curve of thebest individual can be obtained after the GA algorithm isexecuted which is shown in Figure 3 Note that in theinitialization process the length of a chromosome is 2namely a chromosome 119886
1 1198862 denotes the influence factors
of removal time In this paper 1198861and 119886
2denote tightening
torque and maximum tension of the operator respectivelyThey can be randomly obtained from their feasible intervalwhen they are initialized that is 119886
1isin [25 75] and 119886
2isin
[12 28]After the algorithm is run the optimal solution that is
1699 and the optimal individual that is 3696 1856 canbe obtained The results denote that the highest disassemblyefficiency is 1699 seconds when disassembly tool I is used tothe remove the bolt Compared with the best experimentalresult that is 1806 seconds the disassembly efficiency isimproved by 592 that is (1806 minus 1699)1806 times 100 =
592 The obtained result can be conducted to the accrualdisassembly process of the bolt In a word the disassemblyefficiency of tool I is effectively improved by the optimizationof integrated NN-GA algorithm and the feasibility of theproposed algorithm is verified
42 Optimization of Removal Efficiency for Tool II Similarlyafter the NN is trained the test results of 4 test data of tool IIare shown in Table 3
Based on the results of Table 3 it can be seen thatthe maximum absolute error between the test result andexperimental data is less than 6 It reveals that the NN is
0 10 20 30 40 50 60 702718
272
2722
2724
2726
2728
273
2732
2734
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 4 The fitness curve of the best individual of disassemblyefficiency optimization for disassembly tool II
accurate and effective in the prediction of the removal timewith enough satisfaction
According to the trained NN after the algorithm isrun the optimal solution namely 2715 and the optimalindividual namely 4037 2579 can be obtained as shownin Figure 4 The results denote that the highest disassemblyefficiency is 2715 seconds when disassembly tool II is used toremove the bolt Compared with the best experiment resultthat is 2918 seconds the disassembly efficiency is improvedby 696 namely (2918 minus 2715)2918 times 100 = 696The results denote that the disassembly efficiency of toolII is effectively improved by the optimization of integratedNN-GA algorithm In short the proposed algorithm isfeasible and effective when it is used to optimize disassemblyefficiency for disassembly tool II
43 Comparison Analysis of Removal Efficiency for Two Typesof Removal Tools In order to measure the removal efficiencyof different removal tools the removal efficiency ratio of onetool to another tool is defined in this paper
Definition 1 Removal efficiency ratio of one tool to anothertool is defined as the increased or decreased ratio of removalefficiency of one tool to another tool Mathematically
120573 =
10038161003816100381610038161198771minus 1198772
1003816100381610038161003816
1198772
times 100 (5)
where 1198771denotes the removal efficiency of one tool and 119877
2
denotes the removal efficiency of another tool
Based on the defined removal efficiency ratio combinedwith the optimal results of the removal efficiency of twodifferent tools the comparison of their removal efficiency ispresented
According to the obtained optimal results of removalefficiency of two different tools in Section-A and Section-Btheir removal efficiency ratio is obtained namely |1699 minus
2715|2715 times 100 = 3742 For removal efficiency thesmall of the value the better of it Thus the results denotethat the removal efficiency of tool I to tool II is improved by4382 when they are used to remove the same bolt that is
Mathematical Problems in Engineering 7
compared to removal tool II removal I can faster completethe removal task and save time by 3742
5 Conclusion
Disassembly tools selection and their disassembly efficiencyanalysis play an important role in the product disassemblydecision making In order to guide decision makers inmaking better disassembly decisions this work presents theoptimization and comparison of removal efficiency for differ-ent removal tools for the first time Firstly taking the bolt asan object to be removed this work designs removal experi-ments by considering some factors influencing the removalprocess for two types of removal tools Secondly basedon the obtained experimental data a NN-GA algorithmintegrating neural networks (NN) and genetic algorithm(GA) is proposed to optimize the removal efficiency of twodifferent removal tools From the results we can see that theefficiency of tools I and II is improved by 696 and 592respectively It denotes that the disassembly efficiency ofdisassembly tool is effectively improved by the optimizationof integrated NN-GA algorithm
The future work is to find and use actual industrialdisassembly data to validate this method to provide the bestdecision support for disassembly practice In addition inthe future we should study the control issue of disassemblyprocess based on related theories [35 36]
Acknowledgments
Thiswork is financially supported by the Postdoctoral ScienceFoundation Project of China under Grant no 2013M541329Youth Academic Backbone Project for University of Hei-longjiang Province and Student Research Training Projectunder Grant no KY2013006
References
[1] E Kongar and SM Gupta ldquoDisassembly to order system underuncertaintyrdquo Omega vol 34 no 6 pp 550ndash561 2006
[2] L Brennan S M Gupta and K N Taleb ldquoOperations planningissues in an assemblydisassembly environmentrdquo InternationalJournal of Operations amp Production Management vol 14 no 9pp 57ndash67 1994
[3] G Tian Y Liu H Ke and J Chu ldquoEnergy evaluationmethod and its optimization models for process planning withstochastic characteristics a case study in disassembly decision-makingrdquo Computers and Industrial Engineering vol 63 no 3pp 553ndash563 2011
[4] A Gungor and S M Gupta ldquoAn evaluation methodology fordisassembly processesrdquo Computers and Industrial Engineeringvol 33 no 1-2 pp 329ndash332 1997
[5] E Kroll B Beardsley andA Parulian ldquoAmethodology to evalu-ate ease of disassembly for product recyclingrdquo IIE Transactionsvol 28 no 10 pp 837ndash845 1996
[6] E Kroll and B S Carver ldquoDisassembly analysis through timeestimation and other metricsrdquo Robotics and Computer-Inte-grated Manufacturing vol 15 no 3 pp 191ndash200 1999
[7] T Suga K Saneshige and J Fujimoto ldquoQuantitative disassem-bly evaluationrdquo in Proceedings of IEEE International Symposiumon Electronics and the Environment (ISEE rsquo96) pp 19ndash24 May1996
[8] H S Mok H J Kim and K S Moon ldquoDisassemblability ofmechanical parts in automobile for recyclingrdquo Computers andIndustrial Engineering vol 33 no 3-4 pp 621ndash624 1997
[9] ADesai andAMital ldquoEvaluation of disassemblability to enabledesign for disassembly in mass productionrdquo International Jour-nal of Industrial Ergonomics vol 32 no 4 pp 265ndash281 2003
[10] A Mital and A Desai ldquoA structured approach to new prod-uct design development and manufacture part II puttingthe product together (assembly) and disposal (disassembly)rdquoInternational Journal of Industrial Ergonomics vol 14 pp 23ndash32 2007
[11] A Desai and A Mital ldquoIncorporating work factors in designfor disassembly in product designrdquo Journal of ManufacturingTechnology Management vol 16 no 7 pp 712ndash732 2005
[12] S K Das P Yedlarajiah and R Narendra ldquoAn approach forestimating the end-of-life product disassembly effort and costrdquoInternational Journal of Production Research vol 38 no 3 pp657ndash673 2000
[13] MA Ilgin and SMGupta ldquoPerformance improvement poten-tial of sensor embedded products in environmental supplychainsrdquo Resources Conservation and Recycling vol 55 no 6 pp580ndash592 2011
[14] M A Ilgin and S M Gupta ldquoRecovery of sensor embeddedwashingmachines using amulti-kanban controlled disassemblylinerdquo Robotics and Computer-Integrated Manufacturing vol 27no 2 pp 318ndash334 2011
[15] G Tian Y Liu Q Tian and J Chu ldquoEvaluation model andalgorithm of product disassembly process with stochastic fea-turerdquo Clean Technologies and Environmental Policy pp 1ndash122011
[16] G Tian M Zhou J Chu and Y Liu ldquoProbability evaluationmodels of product disassembly cost subject to random removaltime and different removal labor costrdquo IEEE Transactions onAutomation Science and Engineering vol 9 no 2 pp 288ndash2952012
[17] Y Tang and M Zhou ldquoA systematic approach to design andoperation of disassembly linesrdquo IEEE Transactions on Automa-tion Science and Engineering vol 3 no 3 pp 324ndash330 2006
[18] Y Tang M Zhou and M Gao ldquoFuzzy-petri-net-based disas-sembly planning considering human factorsrdquo IEEE Transac-tions on Systems Man and Cybernetics Part A vol 36 no 4pp 718ndash725 2006
[19] M Gao M Zhou and Y Tang ldquoIntelligent decision making indisassembly process based on fuzzy reasoning Petri netsrdquo IEEETransactions on Systems Man and Cybernetics Part B vol 34no 5 pp 2029ndash2034 2004
[20] Y Tang ldquoLearning-based disassembly process planner for unce-rtainty managementrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 39 no 1 pp 134ndash143 2009
[21] Y Tang M Zhou E Zussman and R Caudill ldquoDisassemblymodeling planning and applicationrdquo Journal of ManufacturingSystems vol 21 no 3 pp 200ndash217 2002
[22] L H Shu andW C Flowers ldquoApplication of a design-for-rema-nufacture framework to the selection of product life-cycle fas-tening and joining methodsrdquo Robotics and Computer-IntegratedManufacturing vol 15 no 3 pp 179ndash190 1999
8 Mathematical Problems in Engineering
[23] A Gungor ldquoEvaluation of connection types in design fordisassembly (DFD) using analytic network processrdquo Computersand Industrial Engineering vol 50 no 1-2 pp 35ndash54 2006
[24] M M Youssif R A Alkadeem and M A El Dardiry ldquoIncor-porating ergonomic factors in disassembly sequence planningrdquoAlexandria Engineering Journal vol 50 no 3 pp 213ndash217 2011
[25] H-E Tseng C-C Chang and C-J Cheng ldquoDisassembly-orie-nted assessmentmethodology for productmodularityrdquo Interna-tional Journal of Production Research vol 48 no 14 pp 4297ndash4320 2010
[26] G D Tian M C Zhou and J W Chu ldquoA chance constrainedprogramming approach to determine the optimal disassemblysequencerdquo IEEE Transactions on Automation Science and Engi-neering vol 10 pp 1004ndash1013 2013
[27] R Singh R S Bhoopal and S Kumar ldquoPrediction of effectivethermal conductivity of moist porous materials using artificialneural network approachrdquo Building and Environment vol 46no 12 pp 2603ndash2608 2011
[28] T-C Chen and T-T Sheu ldquoModel reference robust speedcontrol for induction-motor drive with time delay based onneural networkrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 31 no 6 pp 746ndash752 2001
[29] G D Tian J W Chu and T G Qiang ldquoInfluence factor ana-lysis and prediction models for component removal time inmanufacturingrdquo Proceedings of the Institution of MechanicalEngineers Part B Journal of Engineering Manufacture vol 227pp 1530ndash1537 2013
[30] G Tian J Chu Y Liu H Ke X Zhao and G Xu ldquoExpectedenergy analysis for industrial process planning problem withfuzzy time parametersrdquo Computers and Chemical Engineeringvol 35 no 12 pp 2905ndash2912 2011
[31] M Sedighi and D Afshari ldquoCreep feed grinding optimizationby an integrated GA-NN systemrdquo Journal of Intelligent Manu-facturing vol 21 no 6 pp 657ndash663 2010
[32] D F Cook C T Ragsdale and R L Major ldquoCombining aneural network with a genetic algorithm for process parameteroptimizationrdquo Engineering Applications of Artificial Intelligencevol 13 no 4 pp 391ndash396 2000
[33] S Erkaya and I Uzmay ldquoA neural-genetic (NN-GA) approachfor optimisingmechanisms having joints with clearancerdquoMulti-body System Dynamics vol 20 no 1 pp 69ndash83 2008
[34] G-R Hua X-H Zhou and X-Y Ruan ldquoGA-based synthesisapproach for machining scheme selection and operation seq-uencing optimization for prismatic partsrdquo International Journalof AdvancedManufacturing Technology vol 33 no 5-6 pp 594ndash603 2007
[35] S He and F Liu ldquoRobust stabilization of stochastic Markovianjumping systems via proportional-integral controlrdquo Signal Pro-cessing vol 91 no 11 pp 2478ndash2486 2011
[36] S He and F Liu ldquoRobust peak-to-peak filtering for Markovjump systemsrdquo Signal Processing vol 90 no 2 pp 513ndash5222010
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

6 Mathematical Problems in Engineering
0 20 40 60 80 100 1201698
171702170417061708
17117121714
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 3 The fitness curve of best individual of disassemblyefficiency optimization for tool I
Table 3 Comparative analysis between experimental data and testresult of NN for tool II
Datano
Experimentdata Test result Error Relative error
()1 3573 3529 044 122 3992 3926 066 163 3049 2964 085 284 3487 3697 210 57
the predicted output can be approximately considered as theactual output
Initialize 30 chromosomes of GA and their fitness valuesare calculated by the trained NN the fitness curve of thebest individual can be obtained after the GA algorithm isexecuted which is shown in Figure 3 Note that in theinitialization process the length of a chromosome is 2namely a chromosome 119886
1 1198862 denotes the influence factors
of removal time In this paper 1198861and 119886
2denote tightening
torque and maximum tension of the operator respectivelyThey can be randomly obtained from their feasible intervalwhen they are initialized that is 119886
1isin [25 75] and 119886
2isin
[12 28]After the algorithm is run the optimal solution that is
1699 and the optimal individual that is 3696 1856 canbe obtained The results denote that the highest disassemblyefficiency is 1699 seconds when disassembly tool I is used tothe remove the bolt Compared with the best experimentalresult that is 1806 seconds the disassembly efficiency isimproved by 592 that is (1806 minus 1699)1806 times 100 =
592 The obtained result can be conducted to the accrualdisassembly process of the bolt In a word the disassemblyefficiency of tool I is effectively improved by the optimizationof integrated NN-GA algorithm and the feasibility of theproposed algorithm is verified
42 Optimization of Removal Efficiency for Tool II Similarlyafter the NN is trained the test results of 4 test data of tool IIare shown in Table 3
Based on the results of Table 3 it can be seen thatthe maximum absolute error between the test result andexperimental data is less than 6 It reveals that the NN is
0 10 20 30 40 50 60 702718
272
2722
2724
2726
2728
273
2732
2734
Generation
Fitn
ess o
f the
bes
t ind
ivid
ual
Figure 4 The fitness curve of the best individual of disassemblyefficiency optimization for disassembly tool II
accurate and effective in the prediction of the removal timewith enough satisfaction
According to the trained NN after the algorithm isrun the optimal solution namely 2715 and the optimalindividual namely 4037 2579 can be obtained as shownin Figure 4 The results denote that the highest disassemblyefficiency is 2715 seconds when disassembly tool II is used toremove the bolt Compared with the best experiment resultthat is 2918 seconds the disassembly efficiency is improvedby 696 namely (2918 minus 2715)2918 times 100 = 696The results denote that the disassembly efficiency of toolII is effectively improved by the optimization of integratedNN-GA algorithm In short the proposed algorithm isfeasible and effective when it is used to optimize disassemblyefficiency for disassembly tool II
43 Comparison Analysis of Removal Efficiency for Two Typesof Removal Tools In order to measure the removal efficiencyof different removal tools the removal efficiency ratio of onetool to another tool is defined in this paper
Definition 1 Removal efficiency ratio of one tool to anothertool is defined as the increased or decreased ratio of removalefficiency of one tool to another tool Mathematically
120573 =
10038161003816100381610038161198771minus 1198772
1003816100381610038161003816
1198772
times 100 (5)
where 1198771denotes the removal efficiency of one tool and 119877
2
denotes the removal efficiency of another tool
Based on the defined removal efficiency ratio combinedwith the optimal results of the removal efficiency of twodifferent tools the comparison of their removal efficiency ispresented
According to the obtained optimal results of removalefficiency of two different tools in Section-A and Section-Btheir removal efficiency ratio is obtained namely |1699 minus
2715|2715 times 100 = 3742 For removal efficiency thesmall of the value the better of it Thus the results denotethat the removal efficiency of tool I to tool II is improved by4382 when they are used to remove the same bolt that is
Mathematical Problems in Engineering 7
compared to removal tool II removal I can faster completethe removal task and save time by 3742
5 Conclusion
Disassembly tools selection and their disassembly efficiencyanalysis play an important role in the product disassemblydecision making In order to guide decision makers inmaking better disassembly decisions this work presents theoptimization and comparison of removal efficiency for differ-ent removal tools for the first time Firstly taking the bolt asan object to be removed this work designs removal experi-ments by considering some factors influencing the removalprocess for two types of removal tools Secondly basedon the obtained experimental data a NN-GA algorithmintegrating neural networks (NN) and genetic algorithm(GA) is proposed to optimize the removal efficiency of twodifferent removal tools From the results we can see that theefficiency of tools I and II is improved by 696 and 592respectively It denotes that the disassembly efficiency ofdisassembly tool is effectively improved by the optimizationof integrated NN-GA algorithm
The future work is to find and use actual industrialdisassembly data to validate this method to provide the bestdecision support for disassembly practice In addition inthe future we should study the control issue of disassemblyprocess based on related theories [35 36]
Acknowledgments
Thiswork is financially supported by the Postdoctoral ScienceFoundation Project of China under Grant no 2013M541329Youth Academic Backbone Project for University of Hei-longjiang Province and Student Research Training Projectunder Grant no KY2013006
References
[1] E Kongar and SM Gupta ldquoDisassembly to order system underuncertaintyrdquo Omega vol 34 no 6 pp 550ndash561 2006
[2] L Brennan S M Gupta and K N Taleb ldquoOperations planningissues in an assemblydisassembly environmentrdquo InternationalJournal of Operations amp Production Management vol 14 no 9pp 57ndash67 1994
[3] G Tian Y Liu H Ke and J Chu ldquoEnergy evaluationmethod and its optimization models for process planning withstochastic characteristics a case study in disassembly decision-makingrdquo Computers and Industrial Engineering vol 63 no 3pp 553ndash563 2011
[4] A Gungor and S M Gupta ldquoAn evaluation methodology fordisassembly processesrdquo Computers and Industrial Engineeringvol 33 no 1-2 pp 329ndash332 1997
[5] E Kroll B Beardsley andA Parulian ldquoAmethodology to evalu-ate ease of disassembly for product recyclingrdquo IIE Transactionsvol 28 no 10 pp 837ndash845 1996
[6] E Kroll and B S Carver ldquoDisassembly analysis through timeestimation and other metricsrdquo Robotics and Computer-Inte-grated Manufacturing vol 15 no 3 pp 191ndash200 1999
[7] T Suga K Saneshige and J Fujimoto ldquoQuantitative disassem-bly evaluationrdquo in Proceedings of IEEE International Symposiumon Electronics and the Environment (ISEE rsquo96) pp 19ndash24 May1996
[8] H S Mok H J Kim and K S Moon ldquoDisassemblability ofmechanical parts in automobile for recyclingrdquo Computers andIndustrial Engineering vol 33 no 3-4 pp 621ndash624 1997
[9] ADesai andAMital ldquoEvaluation of disassemblability to enabledesign for disassembly in mass productionrdquo International Jour-nal of Industrial Ergonomics vol 32 no 4 pp 265ndash281 2003
[10] A Mital and A Desai ldquoA structured approach to new prod-uct design development and manufacture part II puttingthe product together (assembly) and disposal (disassembly)rdquoInternational Journal of Industrial Ergonomics vol 14 pp 23ndash32 2007
[11] A Desai and A Mital ldquoIncorporating work factors in designfor disassembly in product designrdquo Journal of ManufacturingTechnology Management vol 16 no 7 pp 712ndash732 2005
[12] S K Das P Yedlarajiah and R Narendra ldquoAn approach forestimating the end-of-life product disassembly effort and costrdquoInternational Journal of Production Research vol 38 no 3 pp657ndash673 2000
[13] MA Ilgin and SMGupta ldquoPerformance improvement poten-tial of sensor embedded products in environmental supplychainsrdquo Resources Conservation and Recycling vol 55 no 6 pp580ndash592 2011
[14] M A Ilgin and S M Gupta ldquoRecovery of sensor embeddedwashingmachines using amulti-kanban controlled disassemblylinerdquo Robotics and Computer-Integrated Manufacturing vol 27no 2 pp 318ndash334 2011
[15] G Tian Y Liu Q Tian and J Chu ldquoEvaluation model andalgorithm of product disassembly process with stochastic fea-turerdquo Clean Technologies and Environmental Policy pp 1ndash122011
[16] G Tian M Zhou J Chu and Y Liu ldquoProbability evaluationmodels of product disassembly cost subject to random removaltime and different removal labor costrdquo IEEE Transactions onAutomation Science and Engineering vol 9 no 2 pp 288ndash2952012
[17] Y Tang and M Zhou ldquoA systematic approach to design andoperation of disassembly linesrdquo IEEE Transactions on Automa-tion Science and Engineering vol 3 no 3 pp 324ndash330 2006
[18] Y Tang M Zhou and M Gao ldquoFuzzy-petri-net-based disas-sembly planning considering human factorsrdquo IEEE Transac-tions on Systems Man and Cybernetics Part A vol 36 no 4pp 718ndash725 2006
[19] M Gao M Zhou and Y Tang ldquoIntelligent decision making indisassembly process based on fuzzy reasoning Petri netsrdquo IEEETransactions on Systems Man and Cybernetics Part B vol 34no 5 pp 2029ndash2034 2004
[20] Y Tang ldquoLearning-based disassembly process planner for unce-rtainty managementrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 39 no 1 pp 134ndash143 2009
[21] Y Tang M Zhou E Zussman and R Caudill ldquoDisassemblymodeling planning and applicationrdquo Journal of ManufacturingSystems vol 21 no 3 pp 200ndash217 2002
[22] L H Shu andW C Flowers ldquoApplication of a design-for-rema-nufacture framework to the selection of product life-cycle fas-tening and joining methodsrdquo Robotics and Computer-IntegratedManufacturing vol 15 no 3 pp 179ndash190 1999
8 Mathematical Problems in Engineering
[23] A Gungor ldquoEvaluation of connection types in design fordisassembly (DFD) using analytic network processrdquo Computersand Industrial Engineering vol 50 no 1-2 pp 35ndash54 2006
[24] M M Youssif R A Alkadeem and M A El Dardiry ldquoIncor-porating ergonomic factors in disassembly sequence planningrdquoAlexandria Engineering Journal vol 50 no 3 pp 213ndash217 2011
[25] H-E Tseng C-C Chang and C-J Cheng ldquoDisassembly-orie-nted assessmentmethodology for productmodularityrdquo Interna-tional Journal of Production Research vol 48 no 14 pp 4297ndash4320 2010
[26] G D Tian M C Zhou and J W Chu ldquoA chance constrainedprogramming approach to determine the optimal disassemblysequencerdquo IEEE Transactions on Automation Science and Engi-neering vol 10 pp 1004ndash1013 2013
[27] R Singh R S Bhoopal and S Kumar ldquoPrediction of effectivethermal conductivity of moist porous materials using artificialneural network approachrdquo Building and Environment vol 46no 12 pp 2603ndash2608 2011
[28] T-C Chen and T-T Sheu ldquoModel reference robust speedcontrol for induction-motor drive with time delay based onneural networkrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 31 no 6 pp 746ndash752 2001
[29] G D Tian J W Chu and T G Qiang ldquoInfluence factor ana-lysis and prediction models for component removal time inmanufacturingrdquo Proceedings of the Institution of MechanicalEngineers Part B Journal of Engineering Manufacture vol 227pp 1530ndash1537 2013
[30] G Tian J Chu Y Liu H Ke X Zhao and G Xu ldquoExpectedenergy analysis for industrial process planning problem withfuzzy time parametersrdquo Computers and Chemical Engineeringvol 35 no 12 pp 2905ndash2912 2011
[31] M Sedighi and D Afshari ldquoCreep feed grinding optimizationby an integrated GA-NN systemrdquo Journal of Intelligent Manu-facturing vol 21 no 6 pp 657ndash663 2010
[32] D F Cook C T Ragsdale and R L Major ldquoCombining aneural network with a genetic algorithm for process parameteroptimizationrdquo Engineering Applications of Artificial Intelligencevol 13 no 4 pp 391ndash396 2000
[33] S Erkaya and I Uzmay ldquoA neural-genetic (NN-GA) approachfor optimisingmechanisms having joints with clearancerdquoMulti-body System Dynamics vol 20 no 1 pp 69ndash83 2008
[34] G-R Hua X-H Zhou and X-Y Ruan ldquoGA-based synthesisapproach for machining scheme selection and operation seq-uencing optimization for prismatic partsrdquo International Journalof AdvancedManufacturing Technology vol 33 no 5-6 pp 594ndash603 2007
[35] S He and F Liu ldquoRobust stabilization of stochastic Markovianjumping systems via proportional-integral controlrdquo Signal Pro-cessing vol 91 no 11 pp 2478ndash2486 2011
[36] S He and F Liu ldquoRobust peak-to-peak filtering for Markovjump systemsrdquo Signal Processing vol 90 no 2 pp 513ndash5222010
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 7
compared to removal tool II removal I can faster completethe removal task and save time by 3742
5 Conclusion
Disassembly tools selection and their disassembly efficiencyanalysis play an important role in the product disassemblydecision making In order to guide decision makers inmaking better disassembly decisions this work presents theoptimization and comparison of removal efficiency for differ-ent removal tools for the first time Firstly taking the bolt asan object to be removed this work designs removal experi-ments by considering some factors influencing the removalprocess for two types of removal tools Secondly basedon the obtained experimental data a NN-GA algorithmintegrating neural networks (NN) and genetic algorithm(GA) is proposed to optimize the removal efficiency of twodifferent removal tools From the results we can see that theefficiency of tools I and II is improved by 696 and 592respectively It denotes that the disassembly efficiency ofdisassembly tool is effectively improved by the optimizationof integrated NN-GA algorithm
The future work is to find and use actual industrialdisassembly data to validate this method to provide the bestdecision support for disassembly practice In addition inthe future we should study the control issue of disassemblyprocess based on related theories [35 36]
Acknowledgments
Thiswork is financially supported by the Postdoctoral ScienceFoundation Project of China under Grant no 2013M541329Youth Academic Backbone Project for University of Hei-longjiang Province and Student Research Training Projectunder Grant no KY2013006
References
[1] E Kongar and SM Gupta ldquoDisassembly to order system underuncertaintyrdquo Omega vol 34 no 6 pp 550ndash561 2006
[2] L Brennan S M Gupta and K N Taleb ldquoOperations planningissues in an assemblydisassembly environmentrdquo InternationalJournal of Operations amp Production Management vol 14 no 9pp 57ndash67 1994
[3] G Tian Y Liu H Ke and J Chu ldquoEnergy evaluationmethod and its optimization models for process planning withstochastic characteristics a case study in disassembly decision-makingrdquo Computers and Industrial Engineering vol 63 no 3pp 553ndash563 2011
[4] A Gungor and S M Gupta ldquoAn evaluation methodology fordisassembly processesrdquo Computers and Industrial Engineeringvol 33 no 1-2 pp 329ndash332 1997
[5] E Kroll B Beardsley andA Parulian ldquoAmethodology to evalu-ate ease of disassembly for product recyclingrdquo IIE Transactionsvol 28 no 10 pp 837ndash845 1996
[6] E Kroll and B S Carver ldquoDisassembly analysis through timeestimation and other metricsrdquo Robotics and Computer-Inte-grated Manufacturing vol 15 no 3 pp 191ndash200 1999
[7] T Suga K Saneshige and J Fujimoto ldquoQuantitative disassem-bly evaluationrdquo in Proceedings of IEEE International Symposiumon Electronics and the Environment (ISEE rsquo96) pp 19ndash24 May1996
[8] H S Mok H J Kim and K S Moon ldquoDisassemblability ofmechanical parts in automobile for recyclingrdquo Computers andIndustrial Engineering vol 33 no 3-4 pp 621ndash624 1997
[9] ADesai andAMital ldquoEvaluation of disassemblability to enabledesign for disassembly in mass productionrdquo International Jour-nal of Industrial Ergonomics vol 32 no 4 pp 265ndash281 2003
[10] A Mital and A Desai ldquoA structured approach to new prod-uct design development and manufacture part II puttingthe product together (assembly) and disposal (disassembly)rdquoInternational Journal of Industrial Ergonomics vol 14 pp 23ndash32 2007
[11] A Desai and A Mital ldquoIncorporating work factors in designfor disassembly in product designrdquo Journal of ManufacturingTechnology Management vol 16 no 7 pp 712ndash732 2005
[12] S K Das P Yedlarajiah and R Narendra ldquoAn approach forestimating the end-of-life product disassembly effort and costrdquoInternational Journal of Production Research vol 38 no 3 pp657ndash673 2000
[13] MA Ilgin and SMGupta ldquoPerformance improvement poten-tial of sensor embedded products in environmental supplychainsrdquo Resources Conservation and Recycling vol 55 no 6 pp580ndash592 2011
[14] M A Ilgin and S M Gupta ldquoRecovery of sensor embeddedwashingmachines using amulti-kanban controlled disassemblylinerdquo Robotics and Computer-Integrated Manufacturing vol 27no 2 pp 318ndash334 2011
[15] G Tian Y Liu Q Tian and J Chu ldquoEvaluation model andalgorithm of product disassembly process with stochastic fea-turerdquo Clean Technologies and Environmental Policy pp 1ndash122011
[16] G Tian M Zhou J Chu and Y Liu ldquoProbability evaluationmodels of product disassembly cost subject to random removaltime and different removal labor costrdquo IEEE Transactions onAutomation Science and Engineering vol 9 no 2 pp 288ndash2952012
[17] Y Tang and M Zhou ldquoA systematic approach to design andoperation of disassembly linesrdquo IEEE Transactions on Automa-tion Science and Engineering vol 3 no 3 pp 324ndash330 2006
[18] Y Tang M Zhou and M Gao ldquoFuzzy-petri-net-based disas-sembly planning considering human factorsrdquo IEEE Transac-tions on Systems Man and Cybernetics Part A vol 36 no 4pp 718ndash725 2006
[19] M Gao M Zhou and Y Tang ldquoIntelligent decision making indisassembly process based on fuzzy reasoning Petri netsrdquo IEEETransactions on Systems Man and Cybernetics Part B vol 34no 5 pp 2029ndash2034 2004
[20] Y Tang ldquoLearning-based disassembly process planner for unce-rtainty managementrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 39 no 1 pp 134ndash143 2009
[21] Y Tang M Zhou E Zussman and R Caudill ldquoDisassemblymodeling planning and applicationrdquo Journal of ManufacturingSystems vol 21 no 3 pp 200ndash217 2002
[22] L H Shu andW C Flowers ldquoApplication of a design-for-rema-nufacture framework to the selection of product life-cycle fas-tening and joining methodsrdquo Robotics and Computer-IntegratedManufacturing vol 15 no 3 pp 179ndash190 1999
8 Mathematical Problems in Engineering
[23] A Gungor ldquoEvaluation of connection types in design fordisassembly (DFD) using analytic network processrdquo Computersand Industrial Engineering vol 50 no 1-2 pp 35ndash54 2006
[24] M M Youssif R A Alkadeem and M A El Dardiry ldquoIncor-porating ergonomic factors in disassembly sequence planningrdquoAlexandria Engineering Journal vol 50 no 3 pp 213ndash217 2011
[25] H-E Tseng C-C Chang and C-J Cheng ldquoDisassembly-orie-nted assessmentmethodology for productmodularityrdquo Interna-tional Journal of Production Research vol 48 no 14 pp 4297ndash4320 2010
[26] G D Tian M C Zhou and J W Chu ldquoA chance constrainedprogramming approach to determine the optimal disassemblysequencerdquo IEEE Transactions on Automation Science and Engi-neering vol 10 pp 1004ndash1013 2013
[27] R Singh R S Bhoopal and S Kumar ldquoPrediction of effectivethermal conductivity of moist porous materials using artificialneural network approachrdquo Building and Environment vol 46no 12 pp 2603ndash2608 2011
[28] T-C Chen and T-T Sheu ldquoModel reference robust speedcontrol for induction-motor drive with time delay based onneural networkrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 31 no 6 pp 746ndash752 2001
[29] G D Tian J W Chu and T G Qiang ldquoInfluence factor ana-lysis and prediction models for component removal time inmanufacturingrdquo Proceedings of the Institution of MechanicalEngineers Part B Journal of Engineering Manufacture vol 227pp 1530ndash1537 2013
[30] G Tian J Chu Y Liu H Ke X Zhao and G Xu ldquoExpectedenergy analysis for industrial process planning problem withfuzzy time parametersrdquo Computers and Chemical Engineeringvol 35 no 12 pp 2905ndash2912 2011
[31] M Sedighi and D Afshari ldquoCreep feed grinding optimizationby an integrated GA-NN systemrdquo Journal of Intelligent Manu-facturing vol 21 no 6 pp 657ndash663 2010
[32] D F Cook C T Ragsdale and R L Major ldquoCombining aneural network with a genetic algorithm for process parameteroptimizationrdquo Engineering Applications of Artificial Intelligencevol 13 no 4 pp 391ndash396 2000
[33] S Erkaya and I Uzmay ldquoA neural-genetic (NN-GA) approachfor optimisingmechanisms having joints with clearancerdquoMulti-body System Dynamics vol 20 no 1 pp 69ndash83 2008
[34] G-R Hua X-H Zhou and X-Y Ruan ldquoGA-based synthesisapproach for machining scheme selection and operation seq-uencing optimization for prismatic partsrdquo International Journalof AdvancedManufacturing Technology vol 33 no 5-6 pp 594ndash603 2007
[35] S He and F Liu ldquoRobust stabilization of stochastic Markovianjumping systems via proportional-integral controlrdquo Signal Pro-cessing vol 91 no 11 pp 2478ndash2486 2011
[36] S He and F Liu ldquoRobust peak-to-peak filtering for Markovjump systemsrdquo Signal Processing vol 90 no 2 pp 513ndash5222010
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

8 Mathematical Problems in Engineering
[23] A Gungor ldquoEvaluation of connection types in design fordisassembly (DFD) using analytic network processrdquo Computersand Industrial Engineering vol 50 no 1-2 pp 35ndash54 2006
[24] M M Youssif R A Alkadeem and M A El Dardiry ldquoIncor-porating ergonomic factors in disassembly sequence planningrdquoAlexandria Engineering Journal vol 50 no 3 pp 213ndash217 2011
[25] H-E Tseng C-C Chang and C-J Cheng ldquoDisassembly-orie-nted assessmentmethodology for productmodularityrdquo Interna-tional Journal of Production Research vol 48 no 14 pp 4297ndash4320 2010
[26] G D Tian M C Zhou and J W Chu ldquoA chance constrainedprogramming approach to determine the optimal disassemblysequencerdquo IEEE Transactions on Automation Science and Engi-neering vol 10 pp 1004ndash1013 2013
[27] R Singh R S Bhoopal and S Kumar ldquoPrediction of effectivethermal conductivity of moist porous materials using artificialneural network approachrdquo Building and Environment vol 46no 12 pp 2603ndash2608 2011
[28] T-C Chen and T-T Sheu ldquoModel reference robust speedcontrol for induction-motor drive with time delay based onneural networkrdquo IEEE Transactions on Systems Man andCybernetics Part A vol 31 no 6 pp 746ndash752 2001
[29] G D Tian J W Chu and T G Qiang ldquoInfluence factor ana-lysis and prediction models for component removal time inmanufacturingrdquo Proceedings of the Institution of MechanicalEngineers Part B Journal of Engineering Manufacture vol 227pp 1530ndash1537 2013
[30] G Tian J Chu Y Liu H Ke X Zhao and G Xu ldquoExpectedenergy analysis for industrial process planning problem withfuzzy time parametersrdquo Computers and Chemical Engineeringvol 35 no 12 pp 2905ndash2912 2011
[31] M Sedighi and D Afshari ldquoCreep feed grinding optimizationby an integrated GA-NN systemrdquo Journal of Intelligent Manu-facturing vol 21 no 6 pp 657ndash663 2010
[32] D F Cook C T Ragsdale and R L Major ldquoCombining aneural network with a genetic algorithm for process parameteroptimizationrdquo Engineering Applications of Artificial Intelligencevol 13 no 4 pp 391ndash396 2000
[33] S Erkaya and I Uzmay ldquoA neural-genetic (NN-GA) approachfor optimisingmechanisms having joints with clearancerdquoMulti-body System Dynamics vol 20 no 1 pp 69ndash83 2008
[34] G-R Hua X-H Zhou and X-Y Ruan ldquoGA-based synthesisapproach for machining scheme selection and operation seq-uencing optimization for prismatic partsrdquo International Journalof AdvancedManufacturing Technology vol 33 no 5-6 pp 594ndash603 2007
[35] S He and F Liu ldquoRobust stabilization of stochastic Markovianjumping systems via proportional-integral controlrdquo Signal Pro-cessing vol 91 no 11 pp 2478ndash2486 2011
[36] S He and F Liu ldquoRobust peak-to-peak filtering for Markovjump systemsrdquo Signal Processing vol 90 no 2 pp 513ndash5222010
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of