Removal of Chelated Nickel from Wastewaters - …infohouse.p2ric.org/ref/28/27309.pdf · A positive...
16
REMOVAL OF CHELATED NICKEL FROM WASTEWATERS Krisbns V. Msycnksr, Head Industrial Processes Section Environmental Engineering Department Ashok L. Lagvankar, Head Environmental Engineering Department Harza Engineering Company Chicago, Illinois 60606 INTRODUCTION This study was undertaken to examine the adsorption process as a practical means of removing heavy metals, in particular nickel, from boiler tube chemical cleaning wastewaters generated in steam- electric power plants. These wastewaters are generaied when boiler tubes are cleaned using chemical solutions containing oxidizing and chelating (complexing) agents. The resulting chemical wastewaters predominantly contain high concentrations of chelated iron and copper. Other chelated metals, such as nickel and zinc, are also found in certain chemical cleaning Wastewaters. The concentrations of iron and copper are found to vary between ten to several hundred milligrams per liter (mg/l) while nickel and zinc are generally less than 100 mg/l. U.S. EPAeffluent guidelines for the steam-electric power industry limit the concentrations of cop- per and iron in the treated chemical cleaning wastewaters to 1.0 mg/l each, prior to their discharge to a receiving stream. The state regulatory agencies can further impose similar limitations for other metals which may be present in wastewaters but are not covered by federal regulations. The adsorption process presented in this paper was developed as a result of an investigative study conducted primarily for the removal of nickel from a chemical cleaning wastewater containing am- moniated ethylenediamine tetracetic acid (EDTA) as a chelating agent. Conventional physicaVchemical processes could not remove nickel to the required level, and membrane processes, such as reverse osmosis, were ruled out on the basis of cost. The applicability of the adsorption pro- cess was investigated. Laboratory screening tests were conducted, and the initial results were en- couraging. Nickel concentrations were reduced by more than 60% when the wastewater was contacted with a bed of iron filings. Because of the positive screening test results, additional bench scale testing was conducted to investigate process feasibility. This paper presents the findings of the bench scale studies, conclusions and recommendations based on the study results, and a discussion of adsorption process applicability for full scale treat- ment. Procedures used during the laboratory testing are also described. BACKGROUND As a part of a project for the development of a wastewater management plant for a steam-eluctric power plant, a treatment scheme for handling chemical cleaning wastewaters was required. These wastewaters contained ammoniated EDTA and ammoniacal bromate reagents. The metals of concern in the wastewater were iron (4200 mg/l), copper (660 mg/l) and nickel (95 mg/l). The discharge permit required that effluent concentrations of each of these metals be 1 .O mg/l or less. Several treatment processes were evaluated during an initial screening of alternatives. These were: (I) lime treatment; (2) lime treatment followed by aeration; (3) lime treatment followed by aeration 457
Transcript of Removal of Chelated Nickel from Wastewaters - …infohouse.p2ric.org/ref/28/27309.pdf · A positive...

COPYRIGHTED
REMOVAL OF CHELATED NICKEL FROM WASTEWATERS
:t on
fore
ind
Krisbns V. Msycnksr, Head Industrial Processes Section
Environmental Engineering Department
Ashok L. Lagvankar, Head Environmental Engineering Department
Harza Engineering Company Chicago, Illinois 60606
INTRODUCTION
This study was undertaken to examine the adsorption process as a practical means of removing heavy metals, in particular nickel, from boiler tube chemical cleaning wastewaters generated in steam- electric power plants. These wastewaters are generaied when boiler tubes are cleaned using chemical solutions containing oxidizing and chelating (complexing) agents. The resulting chemical wastewaters predominantly contain high concentrations of chelated iron and copper. Other chelated metals, such a s nickel and zinc, are also found in certain chemical cleaning Wastewaters. The concentrations of iron and copper are found to vary between ten to several hundred milligrams per liter (mg/l) while nickel and zinc are generally less than 100 mg/l.
U.S. EPAeffluent guidelines for the steam-electric power industry limit the concentrations of cop- per and iron in the treated chemical cleaning wastewaters to 1.0 mg/l each, prior to their discharge to a receiving stream. The state regulatory agencies can further impose similar limitations for other metals which may be present in wastewaters but are not covered by federal regulations.
The adsorption process presented in this paper was developed as a result of an investigative study conducted primarily for the removal of nickel from a chemical cleaning wastewater containing am- moniated ethylenediamine tetracetic acid (EDTA) as a chelating agent. Conventional physicaVchemical processes could not remove nickel to the required level, and membrane processes, such as reverse osmosis, were ruled out on the basis of cost. The applicability of the adsorption pro- cess was investigated. Laboratory screening tests were conducted, and the initial results were en- couraging. Nickel concentrations were reduced by more than 60% when the wastewater was contacted with a bed of iron filings. Because of the positive screening test results, additional bench scale testing was conducted to investigate process feasibility.
This paper presents the findings of the bench scale studies, conclusions and recommendations based on the study results, and a discussion of adsorption process applicability for full scale treat- ment. Procedures used during the laboratory testing are also described.
BACKGROUND
As a part of a project for the development of a wastewater management plant for a steam-eluctric power plant, a treatment scheme for handling chemical cleaning wastewaters was required. These wastewaters contained ammoniated EDTA and ammoniacal bromate reagents. The metals of concern in the wastewater were iron (4200 mg/l), copper (660 mg/l) and nickel (95 mg/l). The discharge permit required that effluent concentrations of each of these metals be 1 .O mg/l or less.
Several treatment processes were evaluated during an initial screening of alternatives. These were: ( I ) lime treatment; (2) lime treatment followed by aeration; (3) lime treatment followed by aeration
457

- -_ .. - .c-. .-_;-z i: . . . --- r -F 1 i, 2-:: L..-Y.- :: . -.g: Z I T l t T . 1 . t ~ . ~ ~ ~ ~ . - ~ . - ~ ' & ~ - : ~ . - ~ ;.:. 'L.: :::.&:7>c. - r S . - T >-.<.at '.--?A:-
ment; ( 8 ) fly ash adsorption; and (9) ion exchange. Several of these processes removed iron and copper to the desired level; nickel removal, however,
varied betwen 0 to 30%. A literature search of other available technologies 11-71 for metal removal suggested the applica-
tion of the adsorption process (by iron oxides) for the treatment of chemical cleaning wastewaters. Screening tests were conducted, contacting the wastewater with 40 mesh iron filings in a beaker. After providing sufficient contact time, supernatant was filtered and analyzed for dissolved iron, copper. and nickel. Nickel removal of more than 605, copper removal of almost 1004, and iron removal of more than 85% were observed. Additional laboratory studies were therefore conducted to determine the process conditions under which the treatment would be feasible.
Laboratory studies were conducted in two phases. The efforts in the first phase were directed to determine whether any other metals, such as aluminum, mild steel, cast iron and wrought iron, are as effective as iron filings in removing nickel. Only iron filings showed promising results in removing nickel. Subsequent first phase studies investigated the impact of wastewater pH on nickel removal. An optimum pH range was found to be 7.5-9.5.
After determining the effective contact media (iron filings) and optimum pH range ( 7 . 5 - 9 3 , the second phase of the testing program was initiated to determine the effect of other process variables, such as contact mode and weight to volume ratio of reactants, on the rates of nickel removal. The results of this second phase of the testing program are presented in subsequent sections of this paper.
EXPERIMESTAL PROCEDURE
The major objectives of the second phase of the study were to determine the effects of the contact mode, weight to volume ratio of iron filings and wastewater. wastewater dilution, and wastewater temperature on the rate of chelated nickel removal.
Modes of contact included were quiescent contact, circulatory contact, and suspended media con- tact between the iron filings (the reacting medium) and the wastewater.
Quiescent contact was provided by placing iron filings in a beaker and adding a predetermined amount of wastewater. A portion of wastewater was withdrawn periodically, filtered through a 0.45 micron filter and analyzed for dissolved metals.
For the circulatory contact mode, two types of reactors-Pyrex glass columns, 5.9 centimeters in diameter and 30 centimeters in height, and polypropylene troughs, 11.4 centimeters wide, 31 . I cen- timeters long and 7.6 centimeters deep-were used. A positive displacement pump circulated the wastewater solution through the reactors. The columns were fitted with rubber stoppers and*glass tub- ing at the inlet and outlet. Glasswool was used at the bottom of the columns and troughs to prevent tines from clogging the glass tubing. The columns and troughs were filled with contacting media (iron filings), and the wastewater was circulated through the media bed for a predetermined amount of time. Samples of the circulating solution were taken periodically and analyzed for dissolved nickel, copper, and iron. The pH of the wastewater solution was also monitored. A typical experimental setup for the circulatory contact mode is shown in Figure I .
Suspended media contact was provided by placing predetermined amounts of iron filings and wastewater in 500 ml Erlenmeyer flasks and shaking the mixture for a recorded amount of time. The iron filings were then allowed to settle, and the supernatant was analyzed for the dissolved metals.
Wastewater dilutions tested were 1:4, l:lO, and 1:30. This dilution variable was studied because steam-electric power plants are allowed to mix chemical cleaning wastewater with other compatible wastes, such as air-preheater wash and coal pile runoff. These wastewaters also contain metals, in most cases at lower concentrations, and need similar treatment. During the studies, however, these wastewaters were not available and distilled water was used for dilution.
Several weight to volume ratios of iron filings and wastewater were tested. They were approxi- mately 0.2, 0.4, 1.5, 3.0, and 6.0 (gm. of iron filings to ml. of wastewater).
The effect of temperature on the nickel removal reaction was studied by conducting experiments at two different temperatures, 65 F and 100 F. Two types of wastewaters were tested, one containing ammoniated EDTA and the other containing ammoniated EDTA and ammoniacal bromates.
While studying the effect of one process variable on the rate of nickel removal, the other variables were maintained constant.
458
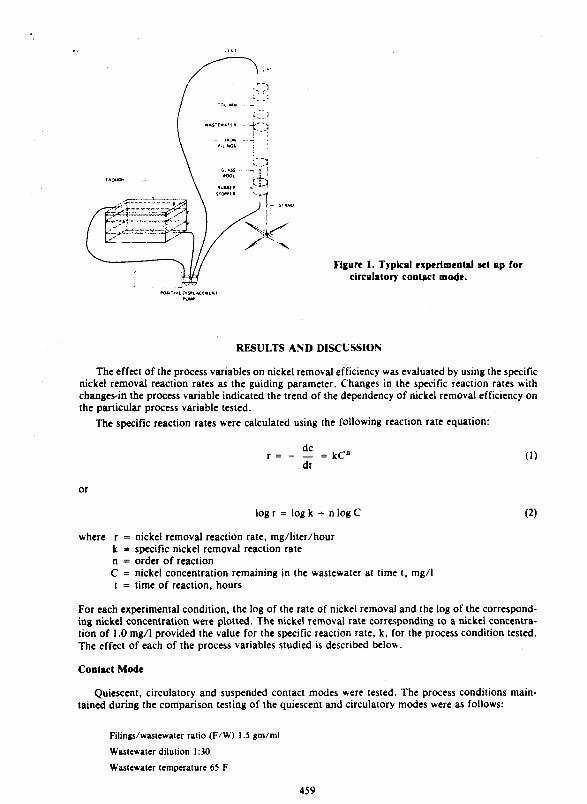
Figure 1. Typical experimentnl set up for circulatory contact mode.
RESULTS AND DISCUSSION
The effect of the process variables on nickel removal efficiency was evaluated by using the specific nickel removal reaction rates as the guiding parameter. Changes in the specific reaction rates with changes-in the process variable indicated the trend of the dependency of nickel removal efficiency on the particular process variable tested.
The specific reaction rates were calculated using the following reaction rate equation:
or
logr = log k + nlogC (2)
where r = nickel removal reaction rate, mg/liter/hour k = specific nickel removal reaction rate n = order of reaction C = nickel concentration remaining in the wastewater at time t. mg/l t = time of reaction, hours
For each experimental condition, the log of the rate of nickel removal and the log of the correspond- ing nickel concentration were plotted. The nickel removal rate corresponding 10 a nickel concentra- tion of 1.0 mg/l provided the value for the specific reaction rate, k. for the process condition tested. The effect of each of the process variables studied is described below.
Contact Mode
Quiescent, circulatory and suspended contact modes were tested. The process conditions main- tained during the comparison testing of the quiescent and circulatory modes were as follows:
Filingr/wastewater ratio (F/W) 1.5 gm/ml
Wastewater dilution 1:30
Wastewater temperature 65 F
459

The process conditions maintained during the comparison testing of the circulatory and suspended media modes were:
Filings/wastewater ratios (F W) 0.4 gm ml and 0.2 gm ml
Wastewater dilution 1:30
Wastewater temperature 65 F
Lower FW ratios were used for the suspended media contact mode because effective dispersion of filings in the wastewater could nor be achieved ai higher raiios due to the weight of the iron filings. At the same time, lower ratios could not be used for the quiescent contact mode because of the lack of effective contact between the filings and wastewater due to the small volume of filings relative to the wastewater volume.
The results of these experiments are presented in Table 1. They clearly indicate that circulatory contact provides higher reaction rates compared to those obtained by the quiescent and suspended media contact modes. There was virtually no nickel removal when the suspended media contact mode was tested. The suspended media contact experiments were discontinued after 28 hours because no nickel removal was observed.
Wastewater Dilution
Two wastewater dilutions were tested for the quiescent and circulatory contact modes. The process conditions for the quiescent contact mode were:
Filings! wastewater ratio (F/W) 6.0
Wastewater dilutions I:4 and l : l O
Wastewater temperature 65 F
The process conditions for the circulatory contact mode were:
Filings/wastcwater ratio (F /W) 3.0
Wastewater dilutions 1:lO and 1:30
Wastewater temperature 65 F
The results of these tests are summarized in Table 11. It can be noted that for both contact modes the reaction rates increased several fold as a result of dilution. This means that the time required to remove the same amount of nickel from the wastewater is reduced substantially by diluting the wastewater.
Filings to Wastewater Ratio (F/W)
The effect of weight to volume ratio of iron filings and wastewater was studied using the cir- culatory contact mode and a 1:30 wastewater dilution. Circulatory contact was continued up to 360 hours. The results of the tests are presented in Table I l l . It is evident that the reaction rates were im- proved considerably at higher F/W ratios. It can also be noted that although the reaction was carried out for a period of 360 hours, the equilibrium conditions were reached after approximately la0 hours of contact.
A higher F/W ratio not only provided higher reaction rates but also a lower equilibrium concen- tration of nickel-i.e., better nickel removals. The equilibrium nickel concentrations obtained from several experiments using the circulatory contact mode and a 1:30 dilution were plotted as a function of F/W ratio (refer to Figure 2). It was possible to achieve 95% nickel removal by increasing F/W ratio to a value of approximately 6. These observations clearly indicate that a relationship exists between the amount of iron filings used for contact and the total amount of dissolved nickel removed from the wastewater. The data obtained from several experiments (presented in Tables I. I 1 ahd 111) were plotted on a log-log scale (refer to Figure 3). Plotted in this fashion, the relationship betwoen the ratio of nickel removed to iron filings used and the equilibrium nickel concentration is linear (rimilar to the Freundlich adsorption equation) and may be expressed by the following equation.
= 1.245(C)''1.w5 (3) m
460

X a
Table 1. Effect of Contact Mode on Nickel Removal Rate'
Filings to Experiment Wastewater Contact Number Ratio (gm/ml) Type
Dissolved Nickel Time Concentration Specific Reaction
(hours) PH (mg/bb Rate (k)'
I
2
1.5 Circulatory
1.5 Quiescent
3 P 5
4
5
6
0.4 Circulatory
0.4 Suspended Media
0.2 Circulatory
0.2 Suspended Media
0 I24 360
0 124 292 364 456
0 I24 360
0 12 2R 0
I 24 360
0 I2 28
8.8 9.3 9.4 8.8 8.9 9.0
8.9 R.R 9.3 9.3 8.8 9.0 9.3 8.R 9.3 9.2 8.8 9.0 9.3
-
~ ~~~~
3.3 0.002 I 1.3 I .6 3.3 0.00076 2 .o 1.9 I .5 I .2
2.0 2.3 3 .3 0 3.3 3 .3 3 .3 1.7 x 10 2.7 2.8 3.3 0 3 .3 3 .3
3.3 0.0001n
aExperiments were conducted using wastewater containing ammoniated EDTA. bDissolved nickel concentration remaining in the wastewater at the time of sampling. Wnits for the specific reaction rate. k, for the nickel removal depends on the order of reaction.
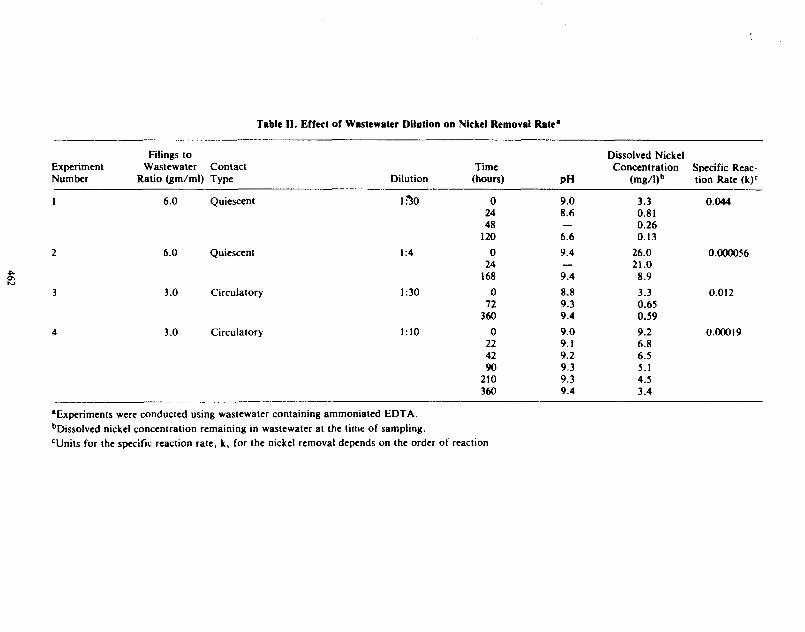
Table 11. Effect of Wastewater Dilution on Nickel Removal Rnle'
Filings to Experiment Wastewater Contact Number Ratio (gm/ml) Type
Dissolved Nickel Time Concentration S w i f i c Reac-
( ~ n g / l ) ~ tion Rate (k)C Dilution (hours) PH
1
2
6 3
4
6.0 Quiescent
6.0 Quiescent
3.0 Circulatory
3.0 Circulatory
130 0 24 48
1 20 1 :4 0
24 I68
1:30 0 12 360
1 : l O 0 22 42 90 210 360
9.0 8.6
6.6 9.4
9.4 8.8 9.3 9.4 9.0 9.1 9.2 9.3 9.3 9.4
-
-
3.3 0.044 0.8 1 0.26 0.13
O.ooOo56 26.0 21 .o 8.9 3.3 0.012 0.65 0.59 9.2 0.00019 6.8 6.5 5.1 4.5 3.4
'Experiments were conducted using wastewater containing ammoniated EDTA. bDissolved nickel concentration remaining in wastewater at the time of sampling. CUnits for the specific reaction rate, k , for the nickel removal depends on the order of reaction

. t a F P a c E - Y
e 0
0
z Y
0
- E 'i 3 E; p - *
ti z Y I I I
u
463

'00 . . . .. . . . . . . . _'
. . . . .
-. 1 2 4 5 l C l l 1 % * - - : - c
z - - - - - - - f - ~ - -** - - * _ y E
0 1 L
0 1 1 0 10 0 loa 0
E Q U I L I B R I U M N I C K E L CONCENTRATION I C , mpl
Figure 3. Relationship between nickel remobed (mg) per kg of iron filings used and equilibrium nickel concentration.
- lnliuenr co,iir?r,l: r 'r: -------_ . . . . . . . . , . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - . . .
-..? 0 1 2 3 4 5 6 7
FILING,WASTEWATER RATIO gm ml
Figure 2. Effect of iron filings to wastewater ratio on the dissolved nickel removal.
where x = dissolved nickel removed, mg m = amount of iron filings used, kg C = dissolved nickel concentration remaining in solution, mg/l
This observation indicates that nickel is removed by adsorption. However, further research is necessary to determine i f the surface area of iron filings or that of the iron oxides which may have formed due to corrosion reactions is responsible for the nickel adsorption.
Type of Chelating Agents
All previous experiments were conducted using a wastewater containing an ammoniated EDTA chelating agent. An experiment was therefore conducted using wastewater containing ammoniacal bromate in addition to ammoniated EDTA. Experimental conditions maintained were:
Filings/wastewater ratio (F/W) 3 gm/ml
Wastewater dilution 1:30
Maximum time of contact 360 hours
The results of this experiment and that conducted using wastewater containing ammoniated EDTA alone (Experiment No. 3, Table II) , are presented in Table IV.
Comparison of the specific reaction rates, k, obtained in each of the above reactions, indicates that the presence of ammoniacal bromates in addition to the ammoniated EDTA in the wastewater reduces the reaction rate substantially when compared to that obtained with the wastewater contain- ing ammoniacal EDTA alone. It shows that the nickel removal rates are influenced by the type of chelating agents present in the wastewater. The amount of iron required per unit amount of nickel removed, however, remained the same even i f chelating agents were different. Additional research is required to substantiate this observation.
Wastewater Temperature
Experiments conducted at a wastewater temperature of 65 F showed relatively low nickel removal rates. The effect of a higher wastewater temperature on the nickel removal rate was therefore studied to determine i f reaction rate could be accelerated. An accelerated reaction rate would minimize the time of contact required to achieve a desired nickel removal.
Wastewaters containing ammoniated EDTA alone and in combination with ammoniacal bromate were tested.
Experimental conditions maintained were: Contact mode Circulatory Filings to wastewater ratio (F/H') 1 .5 gm,'ml
Wastewater dilution 1:30
Wastewater temperature 100 F
464

arch is y have
EDTA
m
iacal
niated
icates w
ater ntain- 'pe of nickel rch is
nova1 udied re the
mate

Samples of the contacted wastewaters iaken after 24 noil:j were anaibzes ana jhowcd amas: n~ nickel removal. Experiments conducted under similar conditions but at a Wasteuater temperature of 65 F, showed a nickel removal of about ZODb during the same contact period. Nickel removal aitually ‘decrcased at a higher wastewater temperature during the 24 hours of contact. Since nickel removal did not improve with increased wastewater temperature, the temperature experiments were discontinued.
Iron-Bed Surface Area (Quiescent Contact Mode)
Experiments were conducted at a constant F/W ratio to determine the effect of iron filing bed sur- face area on nickel removal rate. F/W ratio was maintained at 1.5, and bed surface area was varied between 83 sq. cm. (10.3 Em. bed diameter) and 248 sq. cm. (17.8 cm. bed diameter). The results are presented in Table V. Nickel removals increased with an increase in iron bed surface area. The larger bed surface area provided more intimate contact between the wastewater and iron filings, resulting in higher removal rates.
Summary
Dissolved chelated nickel can be effectively removed by contacting the wastewater with a bed of iron filings. The salient findings are as follows:
For a given type of wastewater. dilution. and F, H’ ratio. quiescent and circulator) ionlacl modes pro- vide effective nickel removal. Wastewater dilution considerably improves the rate of nickel removal for a gibcn F H’ ratio and con- tact mode. Higher ratios of iron filings contacted per unit bolume of wastewater (F, H’) remobe larger amounts of nickel from the wastewater than for louer F i W ratios. The type of chelating agent present in the uasteuatcr affects reaction rate. Higher wastewater temperatures may not improve the nickel removal rate. Under quiescent contact. an increase in bed surface area for a given F / W ratio improrer the ruckel removal rate.
REMOVAL OF IRON AND COPPER
As stated in the ‘Background’ section, contacting the wastewater with iron filings also resulted in the efficient removal of chelated iron and copper. A summary of results for iron and copper removals is presented in Tables VI and V11, respectively. Analysis of these results showed the following.
Iron Removal
The major factor influencing iron removal was the filing to wastewater ratio (Figure 4). In con- trast to the nickel removal phenomenon, iron removal rates were nearly the same under either the quiescent or circulatory contact modes; the removal rates actually increased several fold under the suspended media contact mode.
Iron removal may also be represented in. the form of the Freundlich equation (Figure 5 ) . The amount of iron filings and the contact time required for iron removal were observed to be 40 to 50 times less than that required for the same amount of nickel removal under the same process condi- tions.
Copper Removal
The removal of copper was the most efficient among the three metal removals observed. I t ap- peared that contact mode and dilution had very little impact on the copper removal mechanism. The amount of iron filings required to remove copper was considerably less than that required for the same amount of iron or nickel removals. The results show that approximately 1 gm. of iron filings can remove 1 mg. of copper (Table V11, Experiment No. 13).
TREATMEST PROCESS
A process can be designed to treat wastewaters containing chelated nickel, iron and copper. Ad- sorption isotherms can be developed to determine for a particular wastewater the amount of iron fil- ings required and the reaction kinetics to estimate the time of contact that should be provided to attain
466

ON
W O
NW
ON
W
mn mn
an
N
*
NP
N
*
467

Table VI. Summary of Chelated Iron Removal
5
6
7
8
9
108
11
12
13
6.0
6.0
1.5
1.5
1.5
3 .O
1.5
0.4
0.2
3.0
0.4
0.2
0.03
Dissohed Iron Contact Time Concentration
Filings 10 Experiment Wastewater Number Ratio (gm/ml) TY pe (hours) 0 " l )
Quiescent
Quiescent
Quiescent Surface Area 248 cm2
Quiescent Surface Area 165 cm2
Quiescent Surface Area
83 cm2
Circulatory
Circulatory
Circulatory
Circulatory
Circulatory
Suspended Media
Suspended Media
Suspended Media
0 24 48 120 0 24 120 168 0
1 24 292 364 456 0
124 292 364 456 0
124 292 364 456 0 72 360 0
124 360 0
I24 360 0
124 360 0 12 360 0
1: 28 0 I2 28 0 I2 25
141.0 7.7 5.9 2.8
1200.0 630.0 330.0 175.0 154.0 77.0 53.0 42.0 38.0
1 s4.0 118.0 63.0 78.0 48.0 154.0 112.0 101 .o 89.0 52.0 141.0 7.2 3.8
141 .O 69.0 78.0 141.0 118.0 108.0 141.0 133.0 124.0 140.0 35.0 20.0 154.0 61 .O 47.0 154.0 79.0 47.0 141.0 122.0 123.0
aAll experiments, except experiment 10, were conducted using ~ a s t e ~ a t e r containing ammoniated EDTA. Experiment 10 was conducted using wastewater containing ammoniated EDTA and am- moniacal bromate.
468

Table V l l . Summary of Chelated Copper Remoral
Filings to Dissol\ed Copper Experiment Wasteuater Contact Time Concentration Number Ratio (gmlml) T) Pe (hours) (me 1)
1 6.0
2 6.0
3 1.5
4 1.5
5 1.5
6 3 .O
7 I . 5
8 0.4
9 0.2
IO 0.4
11 0.2
12 0.03
Quiescent
Quiescent
Quiescent Surface Area
248 cm' Quiescent
Surface Area 165 cm'
Quiescent Surface Area
83 cm' Circulatory
Circulatory
Circulators
Circulatory
Suspended hledta
Suspended Media
Suspended Media
0 24 0
24 168
0 124
0 124
0 124
0 12 0
I24 0
124 0
I24 0
12 0
12 0
I2 25
22.1 Sot Detested
I ??. 1 .o 0.4
22. I Not Detected
22. I 0.016
22. I 0.117
22. I
22. I
22. I
22. I
22.1
22.1
22. I
0.004
0.012
0.018
0.066
0.028
0.014
3.93 0.005
aAll experiments were conducted using wastewater containing ammoniated EDTA.
a desired equilibrium concentration of nickel. When a Wastewater contains copper and/or iron in addition to the nickel, the amount of iron filings and the contact time required will be governed by the nickel removal kinetics.
Although the process was developed using chemical cleaning wastewater from a steam-electric power plant, it is thought t o have application in the treatment of other wastewaters containing chelated nickel, iron, and copper and chelating agents other than EDTA.
A process block diagram is shown in Figure 6. The advantages of the process are as follows:
1.
2. 3. 4. 5 . Operator attention is minimal. 6. Energy requirements are moderate.
The disadvantages of the process are:
The process not only removes nickel but also copper and iron (the requirements for filings and contact time are actually much less for copper and iron remo\al). No chemical addition is required for wastmaterr with a pH in the range of 7 to 9. No sludge is generated, eliminating the costs asswiated with sludge handling. Spent (used) iron filings can be reprocessed.
469

0 1 2 3 4 5 6
FlLlNGiWASTEWATER RATIO, ‘Im ml
Figure 4. Effect of iron fllings to wastewater ratio on the dissolved iron removal.
1
1 0
1 0 10 0 100 0 loOD 0
LOUILIBRIUM lROh CONCENTRATIOLI 8C me I
Figure 5. Relationship between iron removed (mg) per kg of iron fllings used and equilibrium iron concentrP!ion.
STfEL M A N U F A C T U R I N G Figure 6. Process block diagram.
I . 2.
The amount of nickel removed per unit amount of iron filings used is very low. The reaction rate for nickel removal i s relatively low.
A comparison of iron filing treatment and conventional physicaVchemica1 treatment is presented in Table H I .
POTENTIAL FOR COMMERCIAL IMPLEMENTATION
There are several ways by which the iron filings treatment process can be commercially im- plemented. These are briefly discussed below:
I . An individual waste generator may buy iron filings. The spent filings, after treatment. may be sold to sled foundries (Figure 7).
470

Table VIII. Comparison of Conventional and Iron Filings Treatment
Item Conventional Treatment Iron FilinR Treatment
Chemicals Required hot Required ( I f pH is 7-9 5 ) Sludge Generation Large quantity Irlinimal Process Control pH and chemical feed Contact time Sludge Disposal Dewatering, landfill Filings can be reprocessed. Operator Attention Moderate to high Vinimal Energy Requirement Moderate Irloderate
FILINGS GENERATOR I /
II WASTE GENERATOR
cn
STEEL 11 MANUFACTURING Figure 7. Commercial Implementation-
Alternative 1.
2 . A waste generator may establish a contractual agreement with a brokage company to suppl) and remobe iron filings. The brokerage company would then purchase filings from a filing generator. supply them to the wasre generator. collect spent filings from the uaste generator. and sell them to steel foundries (Figure 8). A waste disposal company may operate a centralized treatment iasilit) near the brokerage Lompanies (metal storage yards). The brokerage companies would suppl! tilings to the treatment fasilit). In this alrernaribe the cost of filings transportation would be minimized. but uasteuarer ionbe)ance to the sentrahzed f ad i t ) would be required (Figure 9).
3 .
CONCLUSIOS AND RECOMMENDATIOSS
Iron filings treatment of wastewater for the removal of complex metals appears to be very promis- ing in the environment of cost consciousness, resource recovery and reuse, and regulated disposal of sludges containing toxic heavy metals. As the costs associated with sludge handling and disposal con- tinue to rise and landfilling becomes more regulated, the use of iron filings to remove chelated heavy
47 I

1
7 ‘ , B j f
I 1
21 I 1 1 1
Figure 8. Commercial lmplementation- Figure 9. Commercial Implementation- Alternative 11. Alternathe 111.
metals from wastewaters appears to provide a promising alternative IO con\entional treatment pro- cesses.
The overall metal removal rates in iron filings treatment are someuhat slow. However, the time of reaction should not rule out treatment by iron filings as a viable process for industries such as utilities where chemical cleaning wastewaters are generated only a feu times a year. This is especially true if the treatment results in a substantial cost savings.
The conclusions presented here should be further berified by conducting continuous field pilot tests to evaluate the reliability of the process. Additional research is recommended to study the poten- tial for improving reaction rates and reducing the filings to uasteuater ratio required for effective nickel removal.
ACKSOWLEDGMEST
The authors uish to acknouledge %fr C E Hidaka for his participation in the preparation of this paper.
I .
2.
3.
4.
5 .
6.
7 .
REFERESCES
Theis, T. L. and Richter. R . O., “Adsorption Reactions of Nickel Species at Oxide Surfaces,” In “Particulates in Water: Characterization. Fate. Effects. and Removal,” 51. C. Kavanaugh and J . 0. Leckie. (Eds.), Advances in Chernisiry X189. Am. Chem. S a . , Wash., D.C. (1980). Benjamin, M. M. and Leckie. J . 0.. “Conceptual Model for Metal-Ligand-Surface Inter- actions during Adsorption,” Env. Sci. und Tech., I5:I050 (1981). Benjamin, M. M. and Leckie, J . O., “Effects of Complexation by CI. SO, and S 2 0 , on Adsorption Behavior of Cd on Oxide Surfaces.” Env. Scr. and Tech.. 16:162 (1982). Benjamin, M. M., Hays, K . F. and Leckie, J . 0.. “Removal of Toxic Metals from Powel- Generation Waste Streams by Adsorption and Coprecipitation,” Journol Wuier Pollution Conrrol Federairon, 54:1472 (1982). Gadde, R. R. and Laitiner, H. A , , “Studies of Heavy Metal Adsorption by Hydrous Iron and Manganese Oxides,” Analyrical Cheniisrry, 46:2022 (1974). Davis, J . A. and Leckie, J . 0.. “Effect of Adsorbed Complexing Ligands on Trace Metal U p take by Hydrous Oxides,” Env. Sr i . and Tech., 12:1309 (1978). Hittman Associates, Inc., “Evaluation of Lime Precipitation fro Treating Boiler Tube Clean- ing Wastes,” EPA-600/7-80-052, U.S. Environmental Protection Agency, Office of Research and Development (March 1980).