QF-71-02-13-1 Supplier APQP Workbook.xls
39
Supplier APQP Workbook QF-71-02-13-1 Rev 00 Fundamentals-Introduction Page 1 of 39 Advanced Product Quality Planning (APQP) Guideli Fundamentals of the APQP Process Advanced Product Quality Planning (APQP) The Goal of APQP The Purpose of APQP The Applicability of APQP Advanced Product Quality Planning (APQP) is a structured method for executing the actions necessary to ensure a product satisfies the cu is program and supplier-led and is required of all systems, subsyste component manufacturing locations - as identified by Westport Suppli internal APQP procedure. This includes both internal and external su Westport. The goal of APQP is to facilitate communication between all persons activities involved in a program and ensure that all required steps on time, with a high quality-of-event, at acceptable cost and qualit Planning of Product Realization is a requirement per ISO/TS. Whether is ISO 9001 or ISO/TS 16949 certified, the supplier must plan and de processes needed for product realization. In Planning of Product Realization following must be determined as a - Quality Objectives and Requirements for the product - The need to establish processes, documents, and resources specific product - Required verification, validation, monitoring, inspection and test specific to the product and the criteria for product and acceptance - Records needed to provide evidence that the realization processes product meets requirements The APQP, as a reference, is a proposed Planning of Product Realizat (Automotive Industry Action Group). The Purpose of this workbook is to provide requirements and methodol All Programs under development that require new or modified componen identified in the Westport Project Charter). It can be used at discretion of the Supplier Development Engineer (S - any new manufacturing processes at Suppliers - Significant Product changes - Significant Process changes
description
quality
Transcript of QF-71-02-13-1 Supplier APQP Workbook.xls

Supplier APQP Workbook
QF-71-02-13-1Rev 00
Fundamentals-Introduction Page 1 of 20
Advanced Product Quality Planning (APQP) Guideline
Fundamentals of the APQP Process
Advanced Product Quality Planning (APQP)
The Goal of APQP
The Purpose of APQP
The Applicability of APQP
Advanced Product Quality Planning (APQP) is a structured method for defining and executing the actions necessary to ensure a product satisfies the customer. APQP is program and supplier-led and is required of all systems, subsystems and component manufacturing locations - as identified by Westport Supplier Plan and internal APQP procedure. This includes both internal and external suppliers to Westport.
The goal of APQP is to facilitate communication between all persons and activities involved in a program and ensure that all required steps are completed on time, with a high quality-of-event, at acceptable cost and quality levels.
Planning of Product Realization is a requirement per ISO/TS. Whether the supplier is ISO 9001 or ISO/TS 16949 certified, the supplier must plan and develop the processes needed for product realization.
In Planning of Product Realization following must be determined as appropriate:- Quality Objectives and Requirements for the product- The need to establish processes, documents, and resources specific to the product- Required verification, validation, monitoring, inspection and test activities specific to the product and the criteria for product and acceptance- Records needed to provide evidence that the realization processes and resulting product meets requirements
The APQP, as a reference, is a proposed Planning of Product Realization by AIAG (Automotive Industry Action Group).
The Purpose of this workbook is to provide requirements and methodology to Westport's Suppliers towards effective implementation of the APQP activities.
All Programs under development that require new or modified components (as identified in the Westport Project Charter).It can be used at discretion of the Supplier Development Engineer (SDE) for:- any new manufacturing processes at Suppliers- Significant Product changes- Significant Process changes
Supplier APQP Workbook
QF-71-02-13-1Rev 00
Fundamentals-Introduction Page 2 of 20
Teams
Responsibility
APQP Flow / Elements
1 APQP - Kick Off2 APQP - Product Design
3 APQP - Process Design
4 APQP - PPAP Readiness
5 APQP - Launch
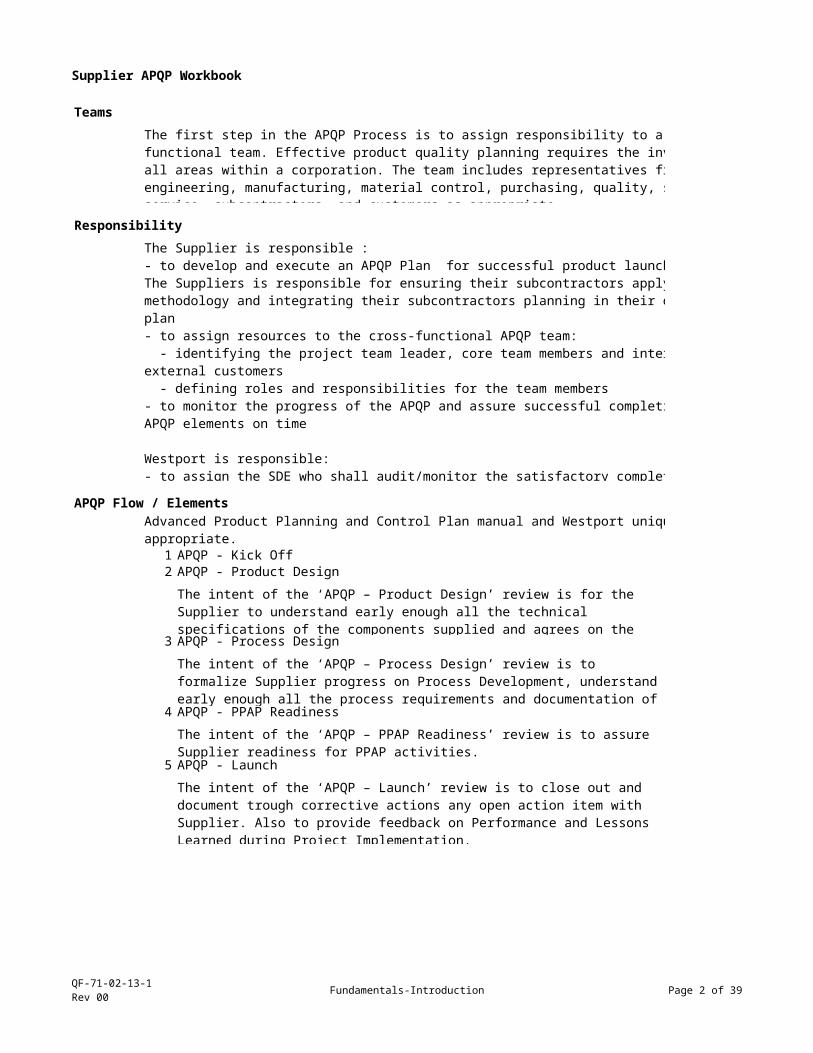
The first step in the APQP Process is to assign responsibility to a cross-functional team. Effective product quality planning requires the involvement from all areas within a corporation. The team includes representatives from engineering, manufacturing, material control, purchasing, quality, sales, field service, subcontractors, and customers as appropriate.
The Supplier is responsible :- to develop and execute an APQP Plan for successful product launch The Suppliers is responsible for ensuring their subcontractors apply APQP methodology and integrating their subcontractors planning in their overall APQP plan- to assign resources to the cross-functional APQP team: - identifying the project team leader, core team members and internal and external customers - defining roles and responsibilities for the team members- to monitor the progress of the APQP and assure successful completion of all APQP elements on time
Westport is responsible:- to assign the SDE who shall audit/monitor the satisfactory completion of all applicable APQP activities described in this process- assign the Westport core team members in the different functions (e.g. Buyer)
The Westport APQP Process has five main functions and includes elements per AIAG Advanced Product Planning and Control Plan manual and Westport unique elements as appropriate.
The intent of the ‘APQP – Product Design’ review is for the Supplier to understand early enough all the technical specifications of the components supplied and agrees on the feasibility of these specifications.
The intent of the ‘APQP – Process Design’ review is to formalize Supplier progress on Process Development, understand early enough all the process requirements and documentation of these specifications.
The intent of the ‘APQP – PPAP Readiness’ review is to assure Supplier readiness for PPAP activities.
The intent of the ‘APQP – Launch’ review is to close out and document trough corrective actions any open action item with Supplier. Also to provide feedback on Performance and Lessons Learned during Project Implementation.

Supplier APQP Workbook
QF-71-02-13-1Rev 00
Fundamentals-Introduction Page 3 of 20
Definitions / AcronymsAIAG Automotive Industry Action Group (www.aiag.org) APQP Advanced Product Quality PlanningBOM Bill of MaterialCC Critical Characteristic
COTS
DFMEA Design Failure Mode and Effects AnalysisDOE Design of ExperimentsDVP&R Design Verification Plan and ReportFMEA Failure Mode and Effects Analysis
MSA Measurement Systems Analysis
P.I.P.C. % Percentage of Inspection points that are Process Capable
P.I.S.T. % Percentage of Inspection points that Satisfy Tolerance
PFMEA Process Failure Mode and Effects Analysis
PPAP Production Part Approval
PSW Parts Submission Warrant
QFD Quality Function Deployment
SC Significant Characteristics
SDE Supplier Development Engineer
SOP Start of Production
SPC Statistical Process Control
WPDP Westport Product Development Process
ReferencesISO 9001ISO/TS 16949AIAG (http://www.aiag.org)
Advanced Product Quality Planning and Control Plan, APQP Production Part Approval Process, PPAPStatistical Process Control, SPC Potential Failure Mode and Effects Analysis, FMEA Measurement Systems Analysis, MSA
WPDP - Westport Product Development Process
Custom of the Shelf, components that are supplier design responsibility and commonly available
Key Components
Components identified as Critical due to the complexity, cost and Lead Time during project development activities
Non Key Components
Custom components non critical due to the complexity, cost and Lead time during project development activities

Supplier APQP Workbook
QF-71-02-13-1Rev 00
Fundamentals-Introduction Page 4 of 20
WPDP Stages, Gates and Timeline
STAGE 0:CONCEPT DEFINITION
STAGE 1:PLAN AND DEFINE
PROGRAM
CU
STO
ME
R, S
TATU
TOR
Y A
ND
RE
GU
LATO
RY
RE
QU
IRE
ME
NTS
STAGE 2:PRODUCT DESIGN AND
DEVELOPMENT VERIFICATION
STAGE 3:PROCESS DESIGN AND
DEVELOPMENT VERIFICATION
STAGE 4:PRODUCT AND PROCESS
VALIDATION
STAGE 5:FEEDBACK, ASSESSMENT AND
CORRECTIVE ACTION
GATE 2‘Alpha’ Build -
Prototype Initiation / Approval
“Design Verified”
GATE 1 Program
Initiation / Approval
”Contract”
GATE 0
ConceptInitiation / Approval
“Charter”
GATE 3 ‘Beta’ Build - Pilot
Initiation / Approval
“Process Verified”
GATE 4Launch Initiation
/ Approval
“Product & Process Validated”
GATE 5Program close
out
“CustomersSatisfied”
PLANNING
PRODUCT DESIGN AND DEVELOPMENT
PROCESS DESIGN AND DEVELOPMENT
PRODUCT AND PROCESS VALIDATION
PRODUCTION
FEEDBACK ASSESSMENT AND CORRECTIVE ACTION
PR
OG
. M
GM
T.
Assign Core Team, Build Business Case & Charter
Finalize Contract, Lead & Manage Program
Lead & Manage Program
QU
ALI
TYLE
GA
L &
C
OM
PL
IAN
CE
FIN
AN
CE
CU
ST
OM
ER
C
AR
E
SU
PP
LY
CH
AIN
EN
GIN
EE
RIN
GS
ALE
S &
M
AR
KE
T D
EV
Choose Architecture and Preliminary Design & Modeling
Strategic Sourcing Requirements
Complete Financial & Funding Assessment
Refine Market Assessment & Customer Requirements &
Engage OEMs
Plan Customer Care
Design & Verify Against Specifications Through
Analysis and /or Engineering Prototypes
Supplier Development Plan Defined – Proto-Pdn. /
Supppliers APQP started
Project Budget & Finacial Business Case Tracking
Develop Service Infrastructure, Tools, Information & Training. Conduct Alpha Field Trials.
Build & Validate Production Intent Product & Processes
(Beta Build)
Supplier Readiness – Suppliers’ PPAP Complete
Validate Customer Reqs. & Work with OEMs
Validate Service Infrastructure, Tools, Information & Training.
Conduct Beta Field Trials
Assess Legal or Regulatory Risks
Facilitate & Continuous Improvement
Build & Verify Design Against Specifications (Alpha Build)
Supplier Process Development – Suppliers’
PPAP readiness
Refine Customer Requirements & Work with
OEMs
Set Pricing, Create Market Introduction Plan & Field Sales
Strategy
MFG
E
NG
.
Mfg Plan & Identify Special Process Char.
Phase Order Equipment and Prepare Facilities
Validate Operations Process Readiness
Install Mfg Processes.Control Plan. Build Alpha Prototypes.
Production
Supplier Launch & Feedback
E D L P
Pre-Alpha BuildE Level HW
Alpha Build “D” Level HW
Pre-Launch “L” Level HW
PPAP Run“P” Level HW
Sign offE D L P
Design Review
PPromotion – Drawing Level
CustomerSOP
Supplier APQP Workbook
QF-71-02-13-1Rev 00
Status Report Form Page 5 of 20
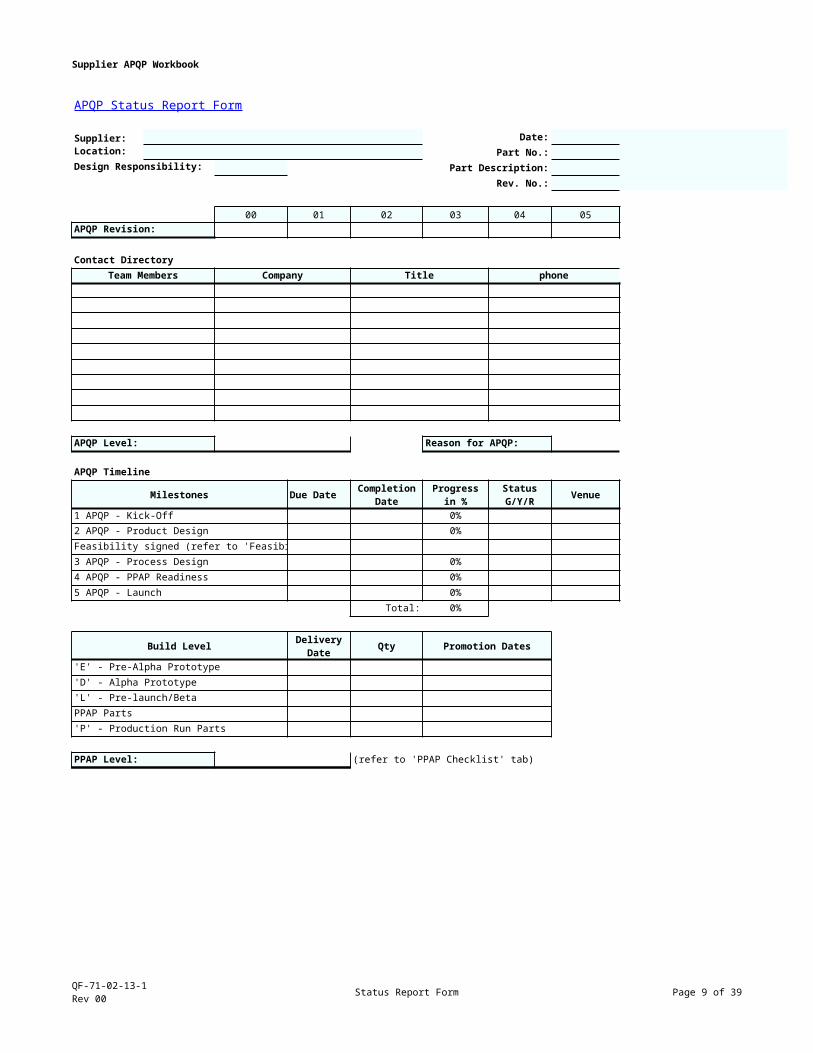
Supplier: Date:
Location: Part No.:
Design Responsibility: Part Description:
Rev. No.:
00 01 02 03 04 05
APQP Revision:
Contact Directory
Team Members Company Title phone email
APQP Level: Reason for APQP:
APQP Timeline
Milestones Due Date Venue Comments
1 APQP - Kick-Off 0%
2 APQP - Product Design 0%
Feasibility signed (refer to 'Feasibility' tab)
3 APQP - Process Design 0%
4 APQP - PPAP Readiness 0%
5 APQP - Launch 0%
Total: 0%
Build Level Qty Promotion Dates
'E' - Pre-Alpha Prototype
'D' - Alpha Prototype
'L' - Pre-launch/Beta
PPAP Parts
'P' - Production Run Parts
PPAP Level: (refer to 'PPAP Checklist' tab)
APQP Status Report Form
Completion Date
Progress in %
Status G/Y/R
Delivery Date
A9
Fill in the date when APQP workbook is updated
A27
WPDP Stage 2 Design Development
A28
WPDP Stage 2 Design Development
A29
WPDP Stage 2 Design Development Feasibility needs to be signed latest after 2. APQP - Product Design is completed
F29
100% if signed without Conditions, otherwise 0%
A30
WPDP Stage 2 Design Development and WPDP Stage 3 Process Development
A31
WPDP Stage 4 Product and Process Validation 4.02 Ensure Production Supplier Development Status, PPAP Readiness 4.04 Supplier PPAP completed
A32
WPDP Stage 4 Product and Process Validation and WPDP Stage 5 Feedback, Assessment and Corrective Action
F35
Westport internal dates / for Westport use
A36
WPDP Stage 2 Design Development 2.14 Source and Procure Pre-Alpha Prototype Parts "E"
A37
WPDP Stage 3 Process Development 3.01 Procure Alpha Prototype Parts "D"
A38
WPDP Stage 4 Product and Process Validation 4.02 Ensure Production Supplier Development Status, PPAP Readiness 4.03 Procure Beta Parts "L" 4.04 Supplier PPAP completed
A39
WPDP Stage 4 Product and Process Validation 4.02 Ensure Production Supplier Development Status, PPAP Readiness 4.03 Procure Beta Parts "L" 4.04 Supplier PPAP completed
A40
WPDP Stage 4 Product and Process Validation 4.04 Supplier PPAP completed

Supplier APQP Workbook
QF-71-02-13-1Rev 00
Status Report Form Open Issues Page 6 of 20
APQP Status Report Form / Open Issues - Task List
Date
# Issues and Actions Responsible Due revised Due Completed Comments / Observations
123456789
10111213141516171819202122232425
Status G/Y/R
Supplier APQP Workbook
QF-71-02-13-1Rev 00
1 Kick-Off Page 7 of 20
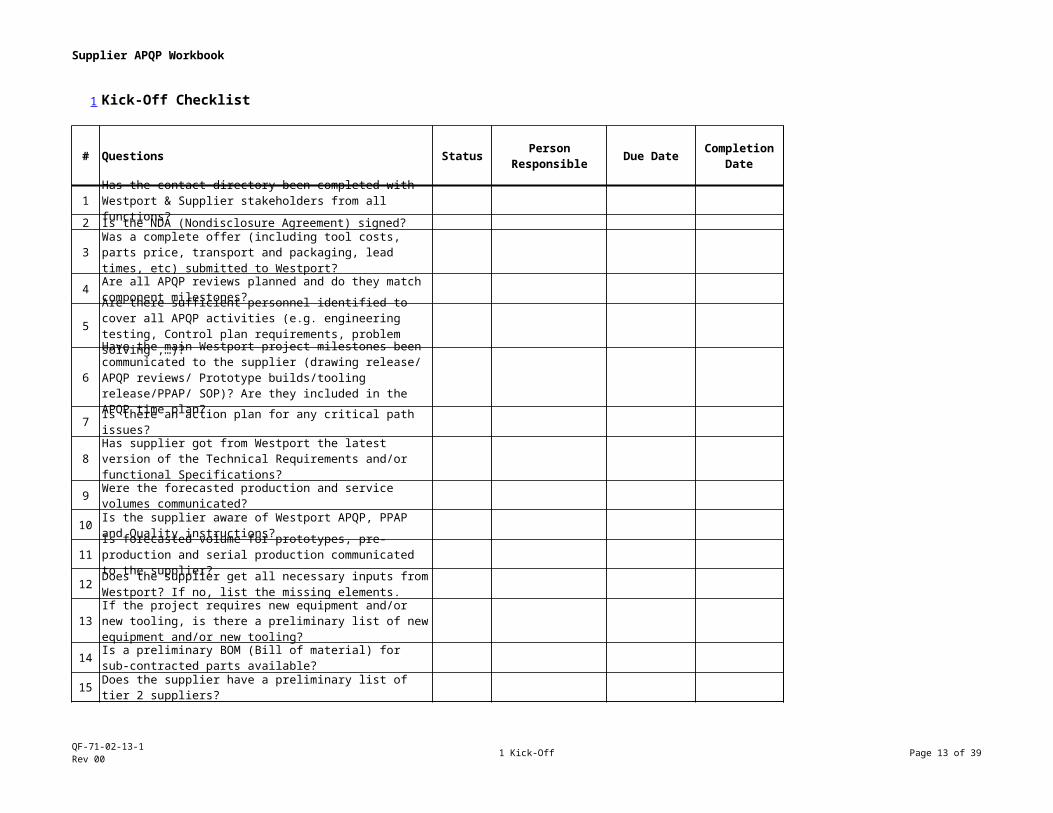
1 Kick-Off Checklist
# Questions Status Due Date Comments
1
2 Is the NDA (Nondisclosure Agreement) signed?
3
4
5
6
7 Is there an action plan for any critical path issues?
8
9
10
11
12
13
14
15 Does the supplier have a preliminary list of tier 2 suppliers?
PersonResponsible
Completion Date
Has the contact directory been completed with Westport & Supplier stakeholders from all functions?
Was a complete offer (including tool costs, parts price, transport and packaging, lead times, etc) submitted to Westport?
Are all APQP reviews planned and do they match component milestones?
Are there sufficient personnel identified to cover all APQP activities (e.g. engineering testing, Control plan requirements, problem solving ,…)?
Have the main Westport project milestones been communicated to the supplier (drawing release/ APQP reviews/ Prototype builds/tooling release/PPAP/ SOP)? Are they included in the APQP time plan?
Has supplier got from Westport the latest version of the Technical Requirements and/or functional Specifications?
Were the forecasted production and service volumes communicated?
Is the supplier aware of Westport APQP, PPAP and Quality instructions?
Is forecasted volume for prototypes, pre-production and serial production communicated to the supplier?
Does the supplier get all necessary inputs from Westport? If no, list the missing elements.
If the project requires new equipment and/or new tooling, is there a preliminary list of new equipment and/or new tooling?
Is a preliminary BOM (Bill of material) for sub-contracted parts available?

Supplier APQP Workbook
QF-71-02-13-1Rev 00
1 Kick-Off Page 8 of 20
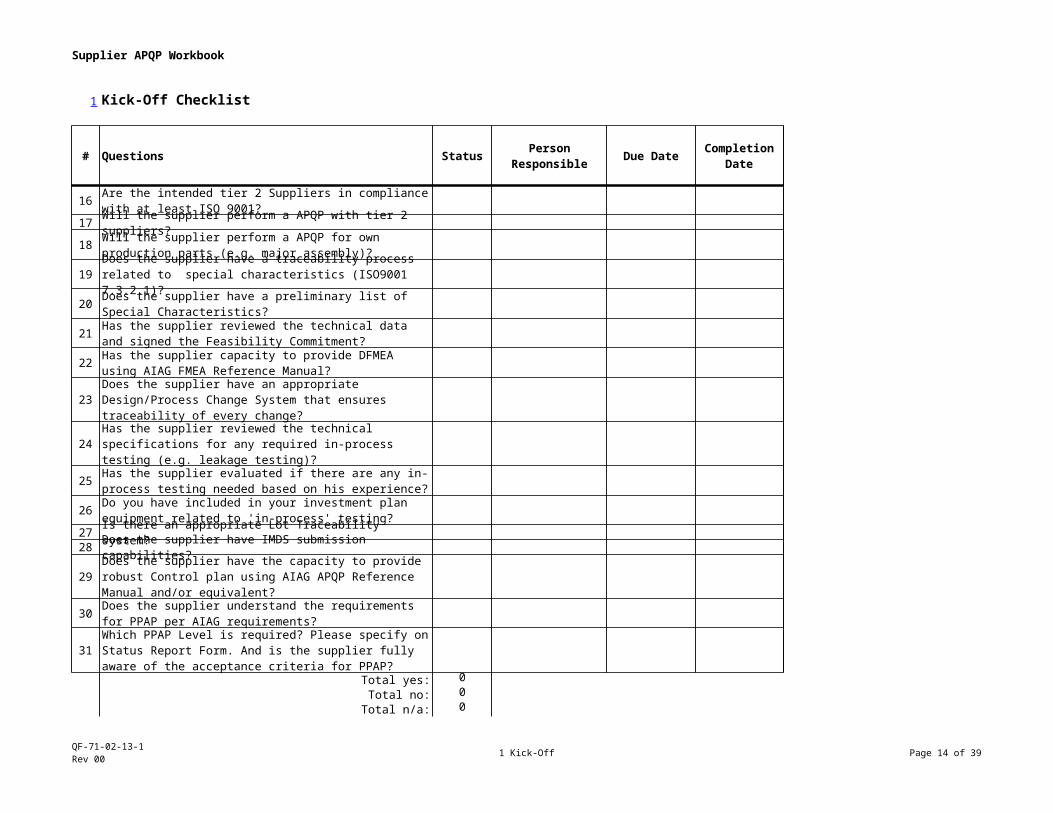
1 Kick-Off Checklist
# Questions Status Due Date CommentsPerson
ResponsibleCompletion
Date
16
17 Will the supplier perform a APQP with tier 2 suppliers?
18
19
20
21
22
23
24
25
26
27 Is there an appropriate Lot Traceability system?28 Does the supplier have IMDS submission capabilities?
29
30
31
Total yes: 0Total no: 0
Total n/a: 0
Are the intended tier 2 Suppliers in compliance with at least ISO 9001?
Will the supplier perform a APQP for own production parts (e.g. major assembly)?
Does the supplier have a traceability process related to special characteristics (ISO9001 7.3.2.1)?
Does the supplier have a preliminary list of Special Characteristics?
Has the supplier reviewed the technical data and signed the Feasibility Commitment?
Has the supplier capacity to provide DFMEA using AIAG FMEA Reference Manual?
Does the supplier have an appropriate Design/Process Change System that ensures traceability of every change?
Has the supplier reviewed the technical specifications for any required in-process testing (e.g. leakage testing)?
Has the supplier evaluated if there are any in-process testing needed based on his experience?
Do you have included in your investment plan equipment related to 'in-process' testing?
Does the supplier have the capacity to provide robust Control plan using AIAG APQP Reference Manual and/or equivalent?
Does the supplier understand the requirements for PPAP per AIAG requirements?
Which PPAP Level is required? Please specify on Status Report Form. And is the supplier fully aware of the acceptance criteria for PPAP?
Supplier APQP Workbook
QF-71-02-13-1Rev 00
1 Kick-Off Page 9 of 20
1 Kick-Off Checklist
# Questions Status Due Date CommentsPerson
ResponsibleCompletion
Date
Progress: 0%
Supplier APQP Workbook
QF-71-02-13-1REV 00
2 Product Design Page 10 of 20
2 Product Design
# Questions Status Due Date Comments
Suppliers with Design/Development responsibility only
1
2
3 Have similar part SFMEA / DFMEAs been considered?
4
5
6
7
8
9 Are design reviews planned?
10
11 Has Design of Experiments (DoE) been considered?12 Has DFMEA been completed?13 Has the Design Verification Plan been considered?
14
15 Have Special Characteristics been selected?16 Is Bill of Material complete?17 Was a DFMEA review performed by Westport?
All Suppliers ('E'-parts / Pre-Alpha)
18
19
20
PersonResponsible
Completion Date
Was the SFMEA (System FMEA) and/or DFMEA prepared using the AIAG Failure Mode and Effects Analysis (FMEA) reference manual?
Have historical campaign and warranty data been reviewed?
Does the SFMEA / DFMEA identify Special Characteristics?
Have design characteristics that affect high risk priority failure modes been identified?
Have appropriate corrective actions been assigned to high risk priority numbers?
Have appropriate corrective actions been assigned to high severity numbers?
Have risk priorities been revised when corrective actions have been completed and verified?
Do the design reviews include design targets, quality targets, reliability, costs and due dates?
Are all specified tests, methods, equipment and acceptance criteria clearly defined and understood?
Are drawings and specifications available for Pre-Alpha Prototypes ('E'-parts)?
Was a Pre-Alpha Prototype Control Plan prepared? ('E'-parts)
Was the Pre-Alpha Prototype Control Plan communicated and approved by Westport? ('E'-parts)

Supplier APQP Workbook
QF-71-02-13-1REV 00
2 Product Design Page 11 of 20
2 Product Design
# Questions Status Due Date CommentsPerson
ResponsibleCompletion
Date
21
22
23
All Suppliers ('D'-parts / Alpha)
24
25 Was a Alpha Prototype Control Plan prepared? ('D'-parts)
26
27
28
29
30
31
Total yes: 0Total no: 0
Total n/a: 0Progress: 0%
Are all special product/process characteristics included in the Pre-Alpha Prototype Control Plan? ('E'-parts)
Are gages and test equipment available as required by the Pre-Alpha Prototype Control Plan? ('E'-parts)
Are gage methods compatible between supplier and Westport?
Are drawings and specifications available for Alpha Prototypes ('D'-parts)?
Was the Alpha Prototype Control Plan communicated and approved by Westport? ('D'-parts)
Are all special product/process characteristics included in the Alpha Prototype Control Plan? ('D'-parts)
Are gages and test equipment available as required by the Alpha Prototype Control Plan? ('D'-parts)
Are gage methods compatible between supplier and Westport?
Does the process flow chart illustrate the sequence of production and inspection?
Does the supplier perform capability studies for the existing processes? And are the machine/process capabilities for new equipment forecasted?

Supplier APQP Workbook
QF-71-02-13-1Rev 00
Feasibility Page 12 of 20
Team Feasibility Commitment / Supplier Design Review
Date:Supplier: Part No.:Location: Part Name:
Rev. No.:
Review Considerations:
YES NO ConsiderationsIs the product adequately defined (application requirements, etc.) to enable feasibility evaluation?Can Engineering Performance Specifications be met as written?Can product be manufactured to tolerances specified on drawing?Can product be manufactured with Cpk's that meet requirements?Is there adequate capacity to produce product?Does the design allow the use of efficient material handling techniques?Is the product adequately defined to enable feasible measuring?Can product be manufactured without incurring any unusual:
- Costs for capital equipment?- Costs for tooling?- Alternative manufacturing methods?
Is statistical process control required on product?Is statistical process control presently used on similar products?Where statistical process control is used on similar products:
- Are the processes in control and stable?- Are Cpk's greater than 1.67?
Are special / uncommon materials required that are not readily available?
Conclusion:Feasible > Product can be produced as specified with no revisions.Feasible (Conditional)Not Feasible > Design revision required to produce product within the specified requirements.
Issue # Issues / Comments / Risks Corrective Actions / Resolution Plan
Name Title Date Signature
ME and supplier product quality planning team has considered the following questions, not intended to be all-inclusive in performing a feasibility evaluation. The drawings and / or specifications provided have been used as a basis for analyzing the ability to meet all specified requirements. All "no" answers are supported with attached comments identifying our concerns and proposed changes to enable us to meet the specified requirements.
Is the appropriate packaging available to protect the product during shipment? (Provide a proposal)
> Changes recommended (see issues list below).
Supplier Sign-Offs: (there is minimum a sign off from Engineering, Quality and Production required)
Supplier APQP Workbook
QF-71-02-13-1Rev 00
3 Process Design Page 13 of 20
3 Process Design
# Questions Status Due Date Comments
Drawings, Feasibility and SPC characteristics
1
2
3
4
5
6
Process FMEA
7
8
9
New Equipment and Tooling
10
11
12
13
PersonResponsible
Completion Date
Are drawings and specifications available for Pre-Launch/Production parts ('L/P'-parts)?
Has the supplier reviewed the technical data and signed the Feasibility Commitment? Are any updates required?
Have the SPC characteristics been defined/updated and do they comply with the current drawing?
If necessary, have SPC characteristics been communicated to tier 2 suppliers?
Can all dimensions and tolerances be manufactured and monitored in a process capable manner?
Are all necessary standards and Westport specifications available and released?
Was the Process FMEA prepared by a cross functional team?
Have all operations including subcontracted, or outsourced processes and services been considered in the Process FMEA?
Have all operations affecting customer requirements including fit, function, durability, governmental regulations and safety been identified and listed sequentially in the Process FMEA?
Have lists been prepared identifying the progress of new equipment, tooling, test equipment?
Have orders been placed for new equipment, tooling, test equipment?
Have lists been prepared identifying the progress of new equipment, tooling, test equipment at tier 2 suppliers?
Have orders been placed for new equipment, tooling, test equipment at tier 2 suppliers?
Supplier APQP Workbook
QF-71-02-13-1Rev 00
3 Process Design Page 14 of 20
3 Process Design
# Questions Status Due Date CommentsPerson
ResponsibleCompletion
Date
Process Flow Chart
14
15
Control Plan
16
17
18
19
20
21 If required, has the customer approved the control plan?
22
Resources, Training, Operator and Inspection Instructions
23
24
25
26 Do operator instructions include pictures and diagrams?
Has a process flow chart been developed and it illustrates the entire process from receiving through shipping, including outside processes and services?
Have lean concepts been applied in considering material flow?
Were DFMEA, and PFMEA used to prepare the control plan, to identify specific characteristics that may be critical?
Is the flow chart keyed to product and process checks in the control plan and PFMEA?
Is each operation provided with process instructions that are keyed to the control plan?
Are all special product/process characteristics included in the control plan?
Were DFMEA, and PFMEA used to prepare the control plan?
Are gage methods compatible between supplier and customer?
Are there sufficient qualified personnel identified to cover:- Control Plan requirements?- Layout inspections? - Engineering performance testing?- Problem reaction and resolution analysis?- Quality liaison with Westport?- Quality liaison with tier 2 suppliers?
Is the skill matrix for manufacturing operations available and updated?
Are standard operator instructions accessible at each work station?
Supplier APQP Workbook
QF-71-02-13-1Rev 00
3 Process Design Page 15 of 20
3 Process Design
# Questions Status Due Date CommentsPerson
ResponsibleCompletion
Date
27
28
29
30
31
32
Equipment Feasibility and Preliminary Process Capability Studies
33
34
35
36
37
Were operator/team leaders involved in developing standard operator instructions?
Do inspection instructions include:Easily understood engineering performance specifications?
Do inspection instructions include:- Test frequencies?- Sample sizes?- Reaction plans?- Documentation requirements?
Are visual aids:- Appropriate, easily understood and legible?- Available?- Accessible?- Approved?- Dated and current?
Are all operators trained on the operator and inspections instructions?
Is there an emergency plan? (e.g. for key machine or tooling breakdown; if the company is in a tornado, earthquake, flood area, etc.; can the supplier be reached after hours for urgent (replacement) orders; etc)
Will a preliminary capability study be conducted at the tooling and/or equipment manufacturer?
Will preliminary process capability studies be run at the processing plant?
Has test equipment feasibility and accuracy been established?
Is a preventive maintenance plan complete for equipment and tooling?
Are setup instructions for new equipment and tooling complete and understandable?

Supplier APQP Workbook
QF-71-02-13-1Rev 00
3 Process Design Page 16 of 20
3 Process Design
# Questions Status Due Date CommentsPerson
ResponsibleCompletion
Date
Capacity
38
39 Is testing capacity sufficient to provide adequate testing?
40 Can the forecasted production volumes be met?
41 Can all dates per project schedule be met?
Total yes: 0Total no: 0
Total n/a: 0Progress: 0%
Does the manufacturing equipment have sufficient capacity to handle forecasted production and service volumes?
Supplier APQP Workbook
QF-71-02-13-1Rev 00
4 PPAP Readiness Page 17 of 20
4 PPAP Readiness
# Questions Status Due Date Comments
1 Is the APQP and project time plan updated?
2 Are risks associated to the project identified and updated?
3
4
5
6 Has training been completed for new processes/machines?
7 Is the skill matrix updated and available?
8
9 Is the Run at Rate scheduled?
10
11
12
13
14 Are Tier 2 PPAP's completed without any open deviations?
15
16
17
18
19 Is Supplier ready for PPAP submission on schedule?Total yes: 0Total no: 0
Total n/a: 0Progress: 0%
PersonResponsible
Completion Date
Are the final Process Flow, PFMEA, Floor Plan and Control Plan available?
Are the final Gauges, Tooling and Equipment ordered and will arrive on time?
Is the final Measurement System Analysis planned and agreed upon?
Does the Supplier have a Production Capacity and Ramp up Plan?
Is the process and flow for non conforming product adequate to prevent use of these parts in production?
Has packaging been considered and approved by Westport if applicable?
Have all special characteristics been identified in the future process and are these special characteristics identified in the Control Plan?
Has the PPAP Checklist been reviewed and agreed upon by Supplier and Westport?
Is there an action plan for any open deviations on Tier 2 PPAP's?
Are Tier 2 capacities secured according to Supplier and Westport capacity planning?
Has material data sheet been submitted in the IMDS system?
Has material data sheet in the IMDS system been accepted by Westport?

Supplier APQP Workbook
QF-71-02-13-1Rev 00
5 Launch Page 18 of 20
5 Launch
# Questions Status Due Date Comments
1 Is the PSW completed according to PPAP manual?2 Is there an action plan for remaining PPAP deviations?
3
4
5
6
7
8
9
10 Is Supplier ready for SOP?Total yes: 0Total no: 0
Total n/a: 0Progress: 0%
PersonResponsible
Completion Date
Has the supplier informed Westport about any changes that have occurred after PPAP submission? (If there were changes, please note in the comment column.)
If there were any changes, is the new PPAP submission scheduled?
Has the Run at Rate been performed and the results in terms of quality and capacity are acceptable?
Have process capabilities been confirmed and are acceptable after the Run at Rate?
Has the supplier performed a final process audit of the final serial process?
Is there an action plan for deviations found during the final process audit and/or corrective actions already implemented?
Were PPAP parts shipped in the approved packaging? Were there any problems with the packaging?
Supplier APQP Workbook
QF-71-02-13-1Rev 00
PPAP Checklist Page 19 of 20
PPAP Submission ChecklistAll documents must be submitted in Westport accepted format
SUPPLIER 0
PART NUMBER #VALUE! REVISION #VALUE!
PART DESCRIPTION #VALUE! Level 1
PREPARED BY DATE Level 2
SUBMISSION LEVEL (choose from drop down menu) Level 3
Level 4
Level 5
Submission Element Approved Rejected Comments / Actions
Checklist Issue and Receipt Sign-offs
Print Name Signature Date
Supplier Receipt Confirmation and Agreement
Submission Requirement
Initial for Westport
Compliance
1. Design Record Print/Drawing or Specification
2. Engineering Change Notice Approved SRDC
3. Customer Engineering Approval Approved Westport signature on supplier drawing
4. Design FMEA For supplier designed part, if required by Westport
5. Process Flow Diagram Manufacturing process flow for part
6. Process FMEA Manufacturing analysis for product line
7. Control Plan Required for specific manufacturing plan of part
8. MSA Necessary when process capability is required
9. Dimensional Results Record of inspection to print features
10. Material / Performance Result For specific test results or certification as instructed on print
11. Initial Process Study Required if classified characteristics are noted on print
12. Qualified Laboratory Documentation As defined by Westport
13. Appearance Approval Report When required by Westport
14. Sample Production Parts Production representative sample
15. Master Sample Retain for 30 days after PPAP Approval
16. Checking Aids Document special gauges or fixtures to validate sample
17. Record of Compliance For Westport specific requirements.
18. Part Submission Warrant Approved Westport version required
Issued By: (Westport SDE)
Reviewed By: (Westport SDE)

APQP Workbook
document.xls DATA Page 20 of 20
Back to Index