Process Safety Management & the Semi-Conductor...
27
Process Safety Management & the Semi-Conductor Industry Greystone Risk Management (Saratoga Springs, NY) Jim Testo, CSP, CIH Ashley Moll
Transcript of Process Safety Management & the Semi-Conductor...
Process Safety Management &
the Semi-Conductor Industry
Greystone Risk Management (Saratoga Springs, NY)
Jim Testo, CSP, CIH
Ashley Moll
Why Did OSHA Develop PSM?
Bhopal, India (1984)
– 2,000 deaths
Isocyanate release
Pasadena, TX (1989)
– 23 deaths, 132 injuries
Petroleum explosion
Cincinnati, OH (1990)
– 2 deaths
Explosion
Sterlington, LA (1991)
– 8 deaths, 128 injuries
Chemical release
Why Did OSHA Develop PSM?

OSHA Process Safety Management Overview OSHA 1910 Subpart: H 1910.119
Purpose:
– Preventing or minimizing the consequences of catastrophic releases of
toxic, reactive, flammable, or explosive chemicals.
Applicability:
– PSM applies to those companies that use any of the 130 specific toxic and
reactive chemicals in listed quantities; it also includes flammable liquids
and gases in quantities of 10,000 pounds (4,535.9 Kg) or more.
Key points of the regulation(s):
– Requires employer to develop, implement and maintain an ongoing 14
element program to prevent and/or mitigate an accidental release.
– Worker/Employee focus.
– Performance based standard.
– Process focus.
BP Products Texas City - March
2005
– 15 Workers Killed
– 170 Injured
– Major Property Damage
– $50.6 Million in Fines
Costs & Damages Associated with
Non-Compliance
Costs & Damages Associated with
Non-Compliance
Bostik Inc. - Middleton, MA –
March 2011
– Process safety information for
the process was incomplete.
– The employer's analysis of
hazards related to the process
did not address previous
incidents with a potential for
catastrophic results.
– As a result, OSHA has issued
Bostik nine willful citations,
with $630,000 in proposed fines,
for these conditions.
Real Time Example:
– PSM Audit in the Petroleum
Industry
Two Incidents:
Relief Valve
– PHA Finding
– Boat Covers
Chemical Delivery
– Management of Change
– Injuries
Costs & Damages Associated with
Non-Compliance
Reduce probability of incidents or
catastrophic accident
Control of regulatory risk
Cost avoidance
Business continuity
Benefits of Compliance with PSM
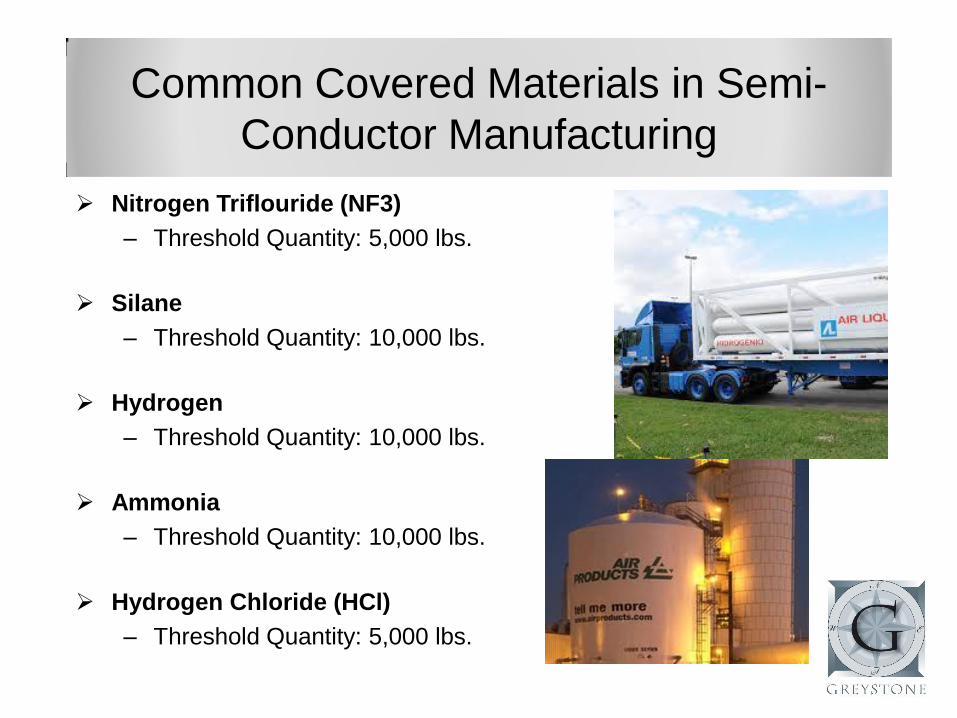
Common Covered Materials in Semi-
Conductor Manufacturing
Nitrogen Triflouride (NF3)
‒ Threshold Quantity: 5,000 lbs.
Silane
‒ Threshold Quantity: 10,000 lbs.
Hydrogen
‒ Threshold Quantity: 10,000 lbs.
Ammonia
‒ Threshold Quantity: 10,000 lbs.
Hydrogen Chloride (HCl)
‒ Threshold Quantity: 5,000 lbs.
Employee Participation
Process Safety Information
Mechanical Integrity, Inspection & Testing
Process Hazard Analysis (PHA)
Management of Change (MOC)
Operating Procedures (SOPs)
Pre-Start up Safety Review (PSSR)
The Elements of the PSM Standard
Hot Work Permit
Training
Contractor Management
Emergency Planning & Response
Incident Investigation
Compliance Audits
Trade Secrets
Employee Participation
Written plan of action must be developed.
Employees must participate in the PSM program.
This can be achieved multiple ways, for example:
‒ Through participation in PHA’s, reviews of SOPs, etc.
Form a Team in your organization.
Process Safety Information
Chemical Toxicity Information
– MSDSs
– Other References
Technology of the process
– Block flow diagram
– Materials of construction
– Process and instrument drawings
– Specific component design codes
– Safety systems
Challenges:
– Multiple parties involved in initial system design and build out.
– Applicability to PSM after the system has been in service.
– Expansions to existing systems.
Mechanical Integrity
The employer shall establish and implement written
procedures to maintain the on-going integrity of process
equipment.
Inspections and tests shall be performed on process
equipment and records shall be retained.
Semi-conductor industry currently has a good handle
on mechanical integrity.
Challenges:
‒ Documenting the basis for mechanical integrity
procedures.
‒ Documentation meeting the specifications of the
standard.
‒ Maintaining inspection documentation.
Process Hazard Analysis (PHA)
Arguably the most difficult part of performing the standard.
PHA process is dynamic and subject to revision
whenever changes are made.
PHA must be updated anytime a change is made
to the process that will affect the PHA or at least
every 5 years.
Challenges:
‒ Documentation and timely closure of recommendations.
‒ Reflective of actual process conditions.
‒ Significant time and effort required.
Management of Change (MOC)
Procedures to manage changes to the covered process.
‒ Exception: “replacement in kind”
Management of Change includes:
‒ Process chemicals
‒ Technology
‒ Equipment
‒ Operating Procedures
‒ Facilities
Challenges:
‒ Delays if coverage were to extend to the tool.
‒ Update of all affected documentation (process safety information,
operating procedures, etc.)
‒ Significant amount of time and resources involved in document
management.
Operating Procedures (SOP’s)
SOP’s Must cover operation phase/limits and safety & health considerations.
SOP’s Must Address:
– Initial start-up
– Normal/Temporary operations
– Emergency shutdown/operations
– Normal shutdown/Start-up following shutdown
– Consequences of deviation (correct or avoid deviation)
SOPs must be certified annually that they are correct and accurate.
Challenges:
‒ Parties operating bulk systems may be contractors.
‒ Alignment and approval of operating procedures annually.
‒ Coverage of all elements called out in the standard.
Training
Employees involved in operating a process, and each employee before being
involved in operating a newly assigned process, shall be trained in an
overview of the process and in the operating procedures.
Refresher training is required every 3 years or as needed to ensure
employees are complying with all PSM requirements.

Contractors
Must supply information on safety performance and programs.
Documentation that contractors working on covered processes have received and understood training on:
‒ Safe work practices, known fire / explosion / toxic release hazards
‒ Emergency Action Plan for the site, facility safety rules and work practices
Challenges:
‒ Could have a number of different contractors that perform work on the PSM covered systems.
‒ Verification that contractors are qualified to perform work on PSM systems.
‒ PSM becomes applicable after contractors have already been qualified to work on site.
Emergency Action Plan (EAP)
Must have EAP for entire facility.
EAP must have provisions for releases of highly hazardous chemicals.
Develop a Early Warning Method for Releases.
‒ Air monitoring, windsocks, etc.
Train on the Meaning of the Alarms.
Develop Emergency Evacuation Written Plans, Evacuation Maps & Assembly Points.
Incident Investigations
Must be initiated as soon as possible, but within 48 hours.
Team must include:
‒ Person knowledgeable in the process involved
‒ Includes contractor if work of the contractor involved
‒ Other persons with appropriate knowledge of the covered process
Report must be produced with the following:
‒ Date of incident and investigation
‒ Description of incident
‒ Factors contributing to incident
‒ Recommendations
System must be established to promptly address recommendations.
Resolutions and corrective action must be documented.
Compliance Audits
To ensure that PSM is effective, employers must certify every 3 years that they have evaluated compliance with the standard.
Must be completed by at least on person knowledgeable in the process.
Report must be developed and documented.
Deficiency corrections must be documented.
Last two compliance audits must be kept on file.
Trade Secrets
Employers must make all necessary information required to comply with PSM, regardless of trade secrets, available to persons involved in developing or creating:
‒ Compiling process safety information
‒ PHAs
‒ SOPs
‒ Incident investigations
‒ Emergency planning and response
‒ Compliance audits
Confidentiality agreements are allowed.
Most Frequent PSM Citations
Operating procedures
PSI pertaining to equipment
PHA specific criteria
Mechanical Integrity, Inspection & Testing
PHA recommendations
MOC implementation
Specifically challenging that the standard was not written to include unique processes used within the semi-conductor industry.
‒ Small quantities of the chemical used after the bulk distribution system.
‒ Highly specialized tools with built in controls and interlocks to prevent potential incidents.
Fast paced manufacturing environment with processes that are installed and uninstalled within a relatively short time period due to new process designs.
Limited experience with PSM applicability within the industry.
Various interpretations of PSM coverage applicability.
‒ Tool level coverage creates a significant financial and resource allocation burden that could cripple operations.
PSM and the Semi-conductor Industry
Risk Management Plan (RMP)
(EPA: 40 CFR 68)
If a facility applies to OSHA’s PSM standard they are more than likely going
to apply to the EPA’s Risk Management Plan (RMP) regulation.
After the Bhopal tragedy, the EPA and OSHA issued these rules which are
meant, in most cases, to be implemented together.
RMP provisions focus on off-site impacts.
Requirements of RMP include:
‒ Offsite Consequence Assessment
‒ 5-Year Accident History
‒ Risk Management Program
‒ EPA Submittal
Even with new technologies and designs there is
still a risk of catastrophic incidents, interrupted
operations, and overall cost to the business if
compliance with the PSM elements are not
adhered to.
In addition to regulatory compliance It’s important
to analyze your facilities risk of a catastrophic
incident when determining the application of
PSM.
By complying with the elements of the PSM
standard, companies can:
‒ Control their regulatory risk
‒ Minimize their risk of major incidents
‒ Achieve a higher level of business continuity
‒ Reduce future costs to the business
Summary
Questions