Scientific Molding Pocket Guide Scientific Molding Pocket Guide

Metal Injection Molding of Wing/Flaperon
BAE Systems, NCDMM, U.S. Army and Polymer Technologies
Jerry C. LaSalle, Director of MIM Operations
Polymer Technologies, Inc (PTI)10 Clifton Blvd
Clifton, NJ. 07011973-778-9100
April 28, 2005

This presentation made possible by the
United States ArmyArmy Material Command (AMC)
Research, Development and Engineering Command (RDECOM)Aviation and Missile Research, Development and Engineering Center (AMRDEC)
Engineering Directorate (ED) Manufacturing Science and Technology Division (MST)
Redstone Arsenal, AlabamaScott A. Hofacker, PE – Program Manager (256) 842-7992
and the
National Center for Defense Manufacturing and Machining (NCDMM) Latrobe, Pennsylvania
Mark F. Huston – Executive Director (724) 539-8132

Polymer Technologies Inc
• Started under the name of PTI in 1941. Was spun-off into Polymer Technologies Inc in 1987 to pursue value added, specialty work.
• Occupies 93,000 sq feet. Capable of expansion to 143,000 if needed
• Employees- 95

What is Metal Injection Molding?
+Metal Powders Binder
Blending
Debinding of Molded PartsSintering
Injection molding Feedstock
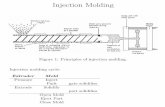
Injection Molding

150 ton tie-bar-less Injection Molding Machine at PTI

AVS Batch Furnace at PTI
High Vacuum, all metal hot zone for clean rapid cycles
Hydrogen, Argon, Vacuum cycles to 1450°C

•High Production Rate Furnace•144” Preheat, 72” high heat, 96” cooling•fully instrumented
• (H2 and N2 mass flow meters, etc)•1650°C (~3000°F) operating temperature
CM Furnace for continuous production
Hydrogen Pusher Furnace at PTI

RR195 Backing Plate
MIM 316L

Demonstrated ability to flow and fill long thin parts having detail
17-4PH Stainless Steel Snap Ring
Flying Bomb Housing

Simple and Complicated shapes can be formed easily
316L, 17-4PH and 4340 Components

Tungsten Alloy Components
Balls Flyweights

Baseline Press and Sinter MIM Plate
MIM of Tungsten Heavy Alloy
PTI MIM has identical microstructure as traditional process

Complex Geometry and Co-Sintered Joints

As-Sintered 17-4PH MIM Wing

Closer view showing cavity on bottom

View through Nacelle

As-sintered 17-4PH Flaperon

Closer view of back - As-sintered 17-4PH Flaperon

17-4PH MIM MicrostructuresHIPed, standard H1025 H.T.
60 um60 um
Edge of 5/8 inch dia bar Center of 5/8 inch dia bar
Rc =38 Rc =38Cu=3.8 Cu=3.8
Proper Control of Sintering Atmosphere Including Carbon Potential Allows for Uniform Properties in Thick Components
Phase I - Task I Component Review -cont

0
50
100
150
200
Ksi
or
El(%
)
MIMWroughtCast
MIM 153 165 12
Wrought 159 164 13
Cast 151 160 11
YS(ksi) UTS(ksi) El(%)Notes:
unHIPed
C-0.03
0xy-0.06
TD-99%
PTI MIM Tensiles are commensurate with Wrought specimens
Average 17-4PH H1025 Tensile Data
PTI MIM on Fullsize ASTM bars
Phase I - Task I Component Review - cont

0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
0 100 200 300 400 500Temperature (F)
MIM Batch 1MIM Batch 2Typical Wrought
17-4PH HIP+H1025
0.0
10.0
20.0
30.0
40.0
50.0
60.0
0 100 200 300 400 500Temperature (F)
MIM Batch 1MIM Batch 2Typical Wrought
17-4PH HIP+H1025
120.0
130.0
140.0
150.0
160.0
170.0
180.0
0 100 200 300 400 500Temperature (F)
MIM Batch 2MIM Batch 1Typical Wrought
17-4PH HIP+H1025
120.0
125.0
130.0
135.0
140.0
145.0
150.0
155.0
160.0
165.0
170.0
0 100 200 300 400 500Temperature (F)
"MIM Batch 1"MIM Batch 2Typical Wrought
17-4PH HIP+H1025
Tensile Comparison with Aerospace Wrought Data
PowderFlo Tensile Data is Equivalent to Aerospace Wrought Processed Material
HIPed H1025 17-4PH

g Cast non- HIPed� Cast HIPed
MIM-non HIPedMIM HIPedWrought
103 104 105 106 107 108
Cycles to Failure
High Cycle Fatigue R= -1, Kt=1
Stre
ss ( ks
i)
120
100
80
60
40
S tr e
ss (k
s i)
MIM - HIPed
MIM - noHIP
wrought
Cast
•MIM exceeds cast in all conditions
•MIM exceeds wrought in HIPed condition
Separately molded and cast bars
MIM exceeds target goals of this program

Typical Dimensional TolerancesFeature Best Possible Typical
Angle 0.1° 2°Density 0.2% 1%Weight 0.1% 0.4%Linear Dimension 0.05% 0.3%Absolute Dimensions 0.04 mm 0.1 mmHole Diameter 0.04% 0.1%Hole Location 0.1% 0.3%Flatness 0.1% 0.2%Parallelism 0.2% 0.3%Roundness 0.3% 0.3%Perpendicularity 0.1% or 0.1° 0.2% or 0.3°Avg. Surface Roughness 0.4 µm 2 µm
Ref: R. German & R. Cornwall, The PIM Industry, Innovative Material Solutions, Inc., 1997.
Phase I - Task I Component Review – cont.

Summary-Injection Molding at Polymer Technology
Advantages of MIM Cost Reduction-potentially 50% for the wing/flaperon
Component Flexibility
Ability to combine parts
Reduced Cycle Times, WIP
Ability to produce novel materials ability to reduce processing steps
Advantages of MIM at PTILarge components
Rapid Cycle time
Excellent properties in full scale components