Indonesia Australia Partnership for Skills Development · Web view(miring) : terjadi kemiringan...
129
Indonesia Australia Partnership for Skills Development Batam Institutional Development Project Paket Pembelajaran dan Penilaian Kode Unit : BSDC-0711 LAS TIG-B (Perform Tungsten ARC Welding-B)
Transcript of Indonesia Australia Partnership for Skills Development · Web view(miring) : terjadi kemiringan...
Indonesia Australia Partnership for Skills Development Batam Institutional Development Project
Paket Pembelajaran dan Penilaian
Kode Unit : BSDC-0711
LAS TIG-B (Perform Tungsten ARC Welding-B)
(Agustus 2001 )

Daftar Isibab 1 PENGANTAR 1
Selamat Berjumpa di Buku Pedoman ini !...................................................................1Persyaratan Minimal Kemampuan Membaca, Menulis & Berhitung............................1Definisi.........................................................................................................................1Berapa Lama Mencapai Kompetensi ?........................................................................2Simbol..........................................................................................................................2Terminologi..................................................................................................................2
bab 2 ARAHAN BAGI pelatih 5
Peran Pelatih................................................................................................................5Strategi Penyajian........................................................................................................5Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi Ini...................................5Peraturan.....................................................................................................................6Sumber-sumber untuk Mendapatkan Informasi Tambahan.........................................6
bab 3 Standar Kompetensi 7
Judul Unit.....................................................................................................................7Deskripsi Unit...............................................................................................................7Kemampuan Awal........................................................................................................7Elemen Kompetensi dan Kriteria Unjuk Kerja..............................................................7Variabel........................................................................................................................8Pengetahuan dan Keterampilan Pokok.......................................................................9Konteks Penilaian........................................................................................................9Aspek Penting Penilaian..............................................................................................9Keterkaitan dengan Unit Lain.....................................................................................10Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini................................10Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini.....10
bab 4 Strategi penyajian 11A Rencana Materi..................................................................................................11B Cara Mengajarkan Standar Kompetensi............................................................13C Materi Pendukung untuk Pelatih........................................................................18
Lembar Informasi............................................................................................19Tugas..............................................................................................................41Transparans....................................................................................................75
Bab 5 CARA Menilai Unit Ini 82
Apa yang Dimaksud dengan Penilaian ?...................................................................82Apa yang Dimaksud dengan Kompeten?..................................................................82Pengakuan Kompetensi yang Dimiliki........................................................................82Kualifikasi Penilai.......................................................................................................82Ujian yang Disarankan...............................................................................................83Checklist yang Disarankan Bagi Penilai....................................................................90
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc
Daftar IsiLembar Penilaian.......................................................................................................92
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc

Bab 1 Pendahuluan
BAB 1 PENGANTAR
Selamat Berjumpa di Buku Pedoman ini !Buku Paket Pembelajaran dan Penilaian ini menggunakan sistem pelatihan berdasarkan kompetensi untuk mengajarkan keterampilan ditempat kerja, yakni suatu cara yang secara nasional sudah disepakati untuk penyampaian keterampilan, sikap dan pengetahuan yang dibutuhkan dalam suatu proses pembelajaran. Penekanan utamanya adalah tentang apa yang dapat dilakukan seseorang setelah mengikuti pelatihan. Salah satu karakteristik yang paling penting dari pelatihan yang berdasarkan kompetensi adalah penguasaan individu secara aktual di tempat kerja.
Pelatih harus menyusun sesi-sesi kegiatannya sesuai dengan : kebutuhan peserta pelatihan persyaratan-persyaratan organisasi waktu yang tersedia untuk pelatihan situasi pelatihan.
Strategi penyampaian dan perencanaan sudah dipersiapkan oleh pelatih untuk peserta pelatihan. Masalah yang disarankan akan memberikan suatu indikasi tentang apa yang harus dicantumkan dalam program tersebut untuk memenuhi/mencapai standar kompetensi.
Strategi pembelajaran dan penilaian yang dipersiapkan dalam unit ini tidaklah bersifat wajib namun digunakan sebagai pedoman. Peserta pelatihan didorong untuk memanfaatkan pengetahuan dan pengalaman industri mereka. Contoh-contoh produk industri lokal atau hasil pengembangan sumber-sumber yang mereka miliki, dapat membantu dalam menyesuaikan materi dan memastikan relevansi pelatihan.
Persyaratan Minimal Kemampuan Membaca, Menulis & BerhitungUntuk melaksanakan pelatihan secara efektif dan agar dapat mencapai standar kompetensi diperlukan tingkat kemampuan minimal dalam membaca, menulis dan menghitung berikut:
Kemampuan membaca dan menulis
Kemampuan baca, interpretasi dan membuat teks.
Kemampuan menggabungkan informasi untuk dapat menafsirkan suatu pengertian
Kemampuan menghitung
Kemampuan minimal untuk menggunakan matematika dan simbol teknik, diagram dan terminologi dalam konteks umum dan yang dapat diprediksi serta dimungkinkan untuk mengkomunikasikan keduanya yaitu antara matematik dan teknik.
DefinisiSeseorang yang berkeinginan untuk memperoleh kompetensi seharusnya berkenan manamakan dirinya sebagai peserta latih. Dalam situasi pelatihan, anda dapat ditempatkan sebagai siswa, pelajar atau sebagai peserta, sehingga seorang pengajar kompetensi ini adalah sebagai pelatih. Sebaliknya, dalam situasi pelatihan anda juga dapat ditempatkan sebagai guru, mentor, fasilitator atau sebagai supervisor.
Indonesia Australia Partnership for Skills Development Page 1Batam Institutional Development Projectdocument.doc
Bab 1 Pendahuluan
Berapa Lama Mencapai Kompetensi ?Dalam sistem pelatihan berdasarkan kompetensi, fokusnya harus tertuju kepada pencapaian suatu kompeterisi/keahlian, bukan pencapaian pada pemenuhan waktu tertentu; dengan demikian dimungkinkan peserta pelatihan yang berbeda memerlukan waktu yang berbeda pula untuk mencapai suatu kompetensi tertentu.
SimbolDalam keseluruhan paket pelatihan akan kita lihat beberapa simbol. Berikut penjelasan tentang simbol :
Simbol Keterangan
HO Handout ( Pegangan Peserta )
OHTOverhead Transparansi yang dapat digunakan dalam penyampaian materi pelatihan
Penilaian Penilaian kompetensi yang harus dikuasai
Tugas Tugas / kegiatan atau aktivitas yang harus diselesaikan.
TerminologiAkses dan KeadilanMengacu kepada fakta bahwa pelatihan harus dapat diakses oleh setiap orang tanpa memandang umur, jenis kelamin, sosial, kultur, agama atau latar belakang pendidikan.
PenilaianProses formal yang memastikan pelatihan memenuhi standard-standard yang dibutuhkan oleh industri. Proses ini dilaksanakan oleh seorang penilai yang memenuhi syarat (cakap dan berkualitas) dalam kerangka kerja yang sudah disetujui secara Nasional.
PenilaiSeseorang yang telah diakui/ditunjuk oleh industri untuk menilai/menguji para tenaga kerja di suatu area tertentu.
KompetenMampu melakukan pekerjaan dan memiliki keterampilan, pengetahuan dan sikap yang diperlukan untuk melaksanakan pekerjaan secara efektif ditempat kerja serta sesuai dengan standard yang sudah ditetapkan.
Pelatihan Berdasarkan KompetensiPelatihan yang berkaitan dengan kemampuan seseorang dalam menguasai suatu kompetensi/ keahlian secara terukur dan mengacu pada standard yang sudah ditetapkan.
Aspek Penting Penilaian
Indonesia Australia Partnership for Skills Development Page 2Batam Institutional Development Projectdocument.doc

Bab 1 Pendahuluan
Menerangkan fokus penilaian dan poin-poin utama yang mendasari suatu penilaian.
Konteks PenilaianMenetapkan dimana, bagaimana dan dengan metode apa penilaian akan dilaksanakan.
Elemen KompetensiElemen atau Sub-Kompetensi adalah keterampilan-keterampilan yang membangun suatu unit kompetensi.
Acuan Penilaian Acuan penilaian adalah garis pedoman tentang bagaimana sebuah unit kompetensi harus dinilai.
AdilTidak merugikan para peserta tertentu.
FleksibelTidak ada pendekatan tunggal terhadap penyampaian dan penilaian unjuk kerja dalam sistem pelatihan berdasarkan kompetensi.
Penilaian FormatifKegiatan penilaian berskala kecil yang dilakukan selama pelatihan, yaitu untuk membantu dalam memastikan bahwa pelajaran dilaksanakan secara baik dan adanya umpan balik kepada peserta tentang kemajuan yang mereka capai.
Kompetensi KunciKompetensi yang menopang seluruh unjuk kerja dalam suatu pekerjaan. Ini meliputi: mengumpulkan, menganalisis, mengorganisasikan dan mengkomunikasikan ide-ide dan informasi, merencanakan dan mengorganisasikan aktifitas, bekerja dengan orang lain dalam sebuah tim, memecahkan masalah penggunaan teknologi, menggunakan ide-ide teknik-matematis .
Kompetensi-kompetensi ini digolongkan ke dalam tingkat yang berbeda sebagai berikut:
Strategi PenyajianStrategi panyajian adalah dengan menyediakan informasi yang diperlukan tentang bagaimana melaksanakan pelatihan berdasarkan program yang dilaksanakan di tempat kerja dan/atau di tempat pelatihan/ organisasi yang bersangkutan.
Keterkaitan dengan Unit Lain
Indonesia Australia Partnership for Skills Development Page 3Batam Institutional Development Projectdocument.doc
Tingkat kemampuan yang harus ditunjukkan dalam menguasai kompetensi ini
Tingkat Karakteristik
1 Tugas-tugas rutin dalam prosedur sudah tercapai dan secara periodik kemajuannya diperiksa oleh supervisor.
2 Tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan diri untuk menangani pekerjaan secara otonomi. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Bertanggung jawab atas aktifitas-aktifitas yang kompleks dan non-rutin yang diarahkan dan bertanggung jawab atas pekerjaan orang lain.
Bab 1 Pendahuluan
Menerangkan peran suatu unit dan tempatnya dalam susunan kompetensi yang ditetapkan oleh industri. Hal ini juga memberikan pedoman tentang unit lain yang dapat dinilai bersama.
Standar Kompetensi NasionalKompetensi-kompetensi yang sudah disepakati secara nasional dan standar-standar penampilan kerja yang dijadikan acuan oleh segala fihak dalam melakukan suatu pekerjaan.
Kriteria Unjuk kerja Kriteria-kriteria atau patokan yang digunakan untuk menilai apakah seseorang sudah mencapai suatu kompetensi dalam suatu unit kompetensi.
VariabelPenjelasan tentang rincian tempat pelatihan dengan perbedaan konteks yang mungkin dapat diterapkan pada suatu unit kompetensi tertentu.
Reliabel Menggunakan metode-rnetode dan prosedur-prosedur yang menguatkan terhadap standar kompetensi dan tingkatannya diinterpretasikan serta diterapkan secara konsisten kepada seluruh konteks dan seluruh peserta pelatihan.
ValidPenilàian terhadap fakta-fakta dan kriteria unjuk kerja yang sama akan menghasilkan hasil akhir penilaian yang sama dari penilai yang berbeda.
Pengakuan Kemampuan yang Dimiliki (RCC- Recognition of Current Competence)Pengakuan akan keterampilan, pengetahuan dan kemampuan sesseorang yang telah dicapainya. (lihat RPL)
Pengakuan Terhadap Pengalaman Belajar (RPL- Recognition of Prior Learning)Pengakuan terhadap hasil belajar sebelum mempelajari suatu unit kompetensi untuk mendukung pencapaian unit kompetensi tersebut. Hal tersebut biasanya adalah kompetensi yang berkaitan dengan standar kompetensi industi dan juga berkaitan dengan pembelajaran dan pelatihan sebelumnya. (lihat RCC)
Penilaian SumatifPenilaian ini dilakukan setetah pelatihan unit kompetensi selesai, yakni untuk memastikan bahwa peserta pelatihan sudah mencapai kriteria unjuk kerja.
Peserta Orang yang menerima / mengikuti pelatihan.
Pelatih Orang yang memberikan pelatihan.
Pengetahuan dan Keterampilan PokokDefinisi atau uraian tentang keterampilan dan pengetahuan yang dibutuhkan untuk mencapai suatu keahlian/keterampilan pada tingkat yang telah ditetapkan
Deskripsi UnitGambaran umum tentang program pembelajaran/ kompetensi yang hendak dicapai.
Indonesia Australia Partnership for Skills Development Page 4Batam Institutional Development Projectdocument.doc
Bab 2 Arahan Bagi Pelatih
BAB 2 ARAHAN BAGI PELATIH
Peran PelatihSalah satu peran anda sebagai pelatih atau guru adalah memastikan standar pelayanan yang tinggi melalui pelatihan yang efektif. Untuk memastikan bahwa anda siap bekerja pada kompetensi ini dengan peserta pelatihan, pertimbangkanlah pertanyaan-pertanyaan berikut ini:
Seberapa yakin anda tentang pengetahuan dan ketrampilah anda sendiri yang dibutuhkan untuk menyampaikan setiap elemen?
Apakah ada informasi atau peraturan baru yang mungkin anda butuhkan untuk diakses sebelum anda memulai pelatihan?
Apakah anda merasa yakin untuk mendemonstrasikan tugas-tugas praktik? Apakah anda akan sanggup menerangkan secara jelas tentang pengetahuan
pendukung yang dibutuhkan oleh peserta pelatihan untuk melakukan pekerjaan mereka secara tepat?
Apakah anda menyadari ruang Iingkup situasi industri dimana kompetensi ini mungkin diterapkan?
Apakah anda menyadari tentang bahasa, kemampuan membaca dan menulis serta keterampilan memahami dan menggunakan matematika peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standard kompetensi ini ?
Apakah anda menyadari tentang kemampuan membaca gambar peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standard kompetensi ini ?
Sudahkah anda pertimbangkan isu-isu yang wajar dan dapat diterima dalam merencanakan penyampaian program pelatihan ini?
Strategi PenyajianVariasi kegiatan pelatihan yang disarankan untuk penyampaian kompetensi ini meliputi :
pengajaran ( tatap muka ) tugas-tugas praktik tugas-tugas proyek-proyek studi kasus melalui media (video, referensi, dll ) kerja kelompok bermain peran dan simulasi. kunjungan/ kerja industri
Pelatih harus memilih strategi pelatihan yang Iayak untuk kompetensi yang sedang diberikan, baik situasi maupun kebutuhan pesertanya. Contohnya, jika praktik industri atau magang tidak memungkinkan, beragam simulasi, demonstrasi dan penggunaan multi media mungkin cukup memadai.
Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi IniRuang kelas atau ruang belajar memenuhi syarat minimum untuk penyampaian teori kepada peserta pelatihan, papan tulis, OHP dan kelengkapannya, flip chart dan kelengkapannya, dan alat-alat lain yang diperlukan.
Indonesia Australia Partnership for Skills Development Page 5Batam Institutional Development Projectdocument.doc

Bab 2 Arahan Bagi Pelatih
PeraturanPerhatikan peraturan-peraturan atau hukum yang relevan serta panduan yang dapat mempengaruhi kegiatan anda, dan yakinkan bahwa peserta pelatihan anda mengikutinya.
Sumber-sumber untuk Mendapatkan Informasi TambahanSumber-sumber informasi meliputi beberapa kategori berikut ini :
Sumber bacaan yang dapat digunakan :
Judul: Welding and Welding Technology
Pengarang: Richard L Little
Penerbit: Tata Mc Graw Hill
Tahun Terbit: 1983
Judul: Dasar-dasar Las TIG dan MIG
Pengarang: Ivan H Griffin Cs Diterjemahkan Oleh Drs Gaos A dan Widiyanto ST
Penerbit: Delmar Publlisher. Albany NY.
Tahun Terbit: 1971
Judul: Hand Out Las MIG MAG
Pengarang: Yusuf Tinting S
Penerbit: PPPG Teknologi Bandung
Tahun Terbit: 2000
Judul: The Procedure Handbook of Arc Welding
Pengarang: The Lincoln Electric Company
Penerbit: The Lincoln Electric Company
Tahun Terbit 1973
Indonesia Australia Partnership for Skills Development Page 6Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
BAB 3 STANDAR KOMPETENSIDalam sistem pelatihan, Standar Kompetensi diharapkan dapat menjadi panduan bagi peserta pelatihan atau siswa untuk dapat :
mengidentifikasikan apa yang harus dikerjakan peserta pelatihan mengidentifikasikan apa yang telah dikerjakan peserta pelatihan memeriksa kemajuan peserta pelatihan meyakinkan bahwa semua elemen ( Sub-Kompetensi ) dan kriteria unjuk
kerja telah dimasukkan dalam pelatihan dan penilaian.
Judul Unit Las TIG-B
Deskripsi Unit Unit ini merupakan unit lanjutan yang bertujuan untuk mempersiapkan seorang teknisi las memiliki pengetahuan, keterampilan dan sikap kerja tentang proses pengerjaan las sambungan sudut dan sambungan tumpul posisi rata dan posisi mendatar pada pelat baja karbon, pelat baja tahan karat,aluminium dan pipa dengan las busur gas tunsten (GTAW) sesuai dengan penerapannya di industri
Kemampuan Awal Peserta pelatihan harus telah memiliki kemampuan awal berikut : Las TIG-A
Elemen Kompetensi dan Kriteria Unjuk Kerja Sub Kompetensi / Elemen Kriteria Unjuk Kerja
1.0 Mengidentifikasi sambungan las dan posisi pengelasan
1.1 Jenis-jenis sambungan tumpul dan sambungan sudut dijelaskan
1.2 Sambungan tumpul dan sambungan sudut digambarkan
1.3 Macam-macam posisi pengelasan diidentifikasi
2.0 Mengidentifikasi kerusakan-kerusakan las dan melakukan pemerikasaan secara pengamatan
2.1 Jenis-jenis kerusakan las bagian luar dan dalam yang berhubungan dengan las GTAW dijelaskan.
2.2 Penyebab-penyebab kerusakan las diidentifikasi dan dijelaskan
2.3 Kriteria yang dipakai untuk melakukan pengamatan diidentifikasi
2.4 Teknik-teknik dan peralatan yang diperlukan untuk menngontrol distorsi diterangkan
2.5 Prosedur perbaikan dijelaskan.3.0 Memilih bahan-bahan
untuk pengelasan GTAW
3.1 Macam-macam jenis bahan pengisi untuk pengelasan baja karbon dan baja tahan karat dipilih dan diidentifikasi
3.2 Jenis gas pelindung yang dipakai pada pengelasan GTAW diterangkan.
3.3 Jenis-jenis elektroda tungsten dipillih dan dijelaskan
4.0 Melaksanakan pengelasan sambungan tumpul dan sambungan
4.1 Keselamatan kerja dapat diaamati.
4.2 Mesin las ditata secara benar sesuai dengan keadaan
Indonesia Australia Partnership for Skills Development Page 7Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Sub Kompetensi / Elemen Kriteria Unjuk Kerja
sudut pada pelat baja karbon dan baja tahan karat tebal 6 s.d.8 mm mm posisi bawah tangan dan posisi horizontal
bengkel kerja.
4.3 Pelat benda kerja disetel/diluruskan sesuai dengan spesifikasi yang dibutuhkan
4.4 Pengelasan dilakukan dengan memperhatikan petunjuk keselamatan dan kesehatan yang berlaku.
4.5 Benda hasil las dibersihkan sesuai standar prosedur operasional.
5.0 Melaksanakan pengelasan sambungan tumpul dan sambungan sudut pada baja karbon, baja tahan karat, aluminiium dan pipa tebal 6 sd 8 mmm posisi rata dan posisi horizontal
5.1 Keselamatan kerja diamati
5 2 Mesin las ditata secara benar sesuaidengan keadaan bengkel kerja.
5 3 Pipa disetel/diluruskan sesuai dengan spesifikasi yang dibutuhkan.
5 4 Pengelasan dilakukan dengan memperhatikan petunjuk keselamatan dan kesehatan yang berlaku.
5 5 Benda hasil las dibersihkan sesuai standar prosedur operasional.
Variabel
Unit ini bermaksud memberikan pengetahuan, sikap kerja serta keterampilan untuk keahllian las TIG B ditujukan.pada seluruh pekerjaan manufaktur dan pekerjaan perawatan dan perbaikan.
a. Jenis pekerjaan fabrikasi ringan pada pembentukan baja karbon, baja tahan karat, dan aluminium.
b. Dengan persiapan pengelasan ringan hanya menggunakan pembersihan dengan kikir, dan grinda atau pemotongan dengan plasma.
c. Prosedur pengelasan mencakup penyetelan amper, pengardean pengasahan bentuk elekttroda tunngsten dan sebagainya.
d. Kualitas pengelasan mengacu pada standar DEPNAKER dan/atau standar Apiliasi Pengelasan Indonesia/The Indonesian Welding Society (API/IWS)
e. Perbaikan hasil las menggunakan peralatan pemotongan dengan plasma dan/atau grinda tangan (disk grinder).
f. Keselamatan dan kesehatan kerja yang harus diperhatikan :a. Pemakaian pakaian kerja yang sesuai, sepatu kerja, helm las dan/atau
kacamata pengaman dan pelindung telinga (bila perlu).b. Lingkungan yang sehat dan aman dengan ventilasi dan sistim pengisap
udara yang memadai. Pencahayaan yang cukup.
Indonesia Australia Partnership for Skills Development Page 8Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Pengetahuan dan Keterampilan PokokDiperlukan mendemontrasiikan keterampilan dan pengetahuan secara nyata meliputi bidang-bidang sebagai berikut :
Sambungan las dan posisi pengelasan :- macam-macam sambungan tumpul (butt) dan sambungan sudut (fillet).
- posisi pengelasan
- istilah-istilah pengelasan
Kerusakan Las - jenis-kerusakan las pada pengelasan GTAW.
- penyebab kerusakan las
- pengontrolan distorsi
- prosedur perbaikan kerusakan las
Memillih bahan-bahan yang diperlukan untuk pengelasan:- kawat las
- gas pelindung
- elektroda tunsten
Pengelasan sambungan tumpul pada pelat baja karbon tebal 6 s.d. 8 mm posisi flat :
- jalur akar dan pengisian jalur las pada sambungan las tumpul kampuh V (1G)
Pengelasan sambungan tumpul dan sambungan sudut pada pelat baja tahan karat tebal 6 s.d 8 mm posisi flat dan horizontal:
- jalur akar dan pengisian jalur pada sambungan las tumpul kampuh-V (1G)
- sambungan las tumpang (1F)
- sambungan T (2F)
Pengelasan sambungan las tumpul dan sambungan las sudut pada pipa baja tahan karat tebal 6 s.d. 8 mm posisi posisi flat dan posisi horizontal
- sambungan tumpul kampuh V (1G)
- sambungan flens (posisi tegak) (2F)
Konteks PenilaianUnit ini dapat dilakukan penilaiannya oleh lembaga pelatihan, asosiasi atau industri tempat bekerja. Penilaian seharusnya meliputi penilaian kemampuan praktik/unjuk kerja dan penilaian pokok-pokok pengetahuan dengan beberapa metoda penilaian.
Aspek Penting PenilaianFokus penilaian unit ini akan tergantung pada kebutuhan sektor industri yang mencakup dalam program pelatihan, yaitu :
Adanya integrasi antara teori-praktik.
Indonesia Australia Partnership for Skills Development Page 9Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Penekanan pelatihan adalah prosedur-prosedur dan teknik-teknik yang benar disamping hasilnya.
Metode-metode penilain sebaiknya terdiri dari proses dan hasil. Aplikasi seharusnya berhubungan dengan kegiatan manufaktur dan
perawatan.
Keterkaitan dengan Unit LainUnit ini merupakan lanjutan yang menekankan pada unjuk kerja fabrikasi logam ringan. Penilaiannya dilakukan pelatihan yang ada hubungannya dengan pekerjaan manufaktur atau pekerjaan perawatandan perbaikan.
Keterkaitannya sangat erat dengan Analisa Kebutuhan Bengkel Pelatihan.
Unit selanjutnya tentang Penilaian Tempat kerja difokuskan aspek-aspek penilaian CBT secara detil.
Perlu hati-hati dalam pengembangan pelatihan, untuk memenuhi persyaratan pelatihan unit ini Untuk pra-pelatihan kejuruan secara umum,lembaga pelatihan harus dapat menyediakan program pelatihan yang dapat mencakup semua industri agar tidak terjadi prasangka hanya untuk satu sektor industri saja. Kondisi unjuk kerja akan membantu memenuhi maksud ini. Sedangkan untuk penyelenggaraan pelatihan bagi industri yang khusus, perlu diupayakan pelatihan yang khusus juga agar apa yang dibibutuhkan industri tersebut dapat dipenuhi.
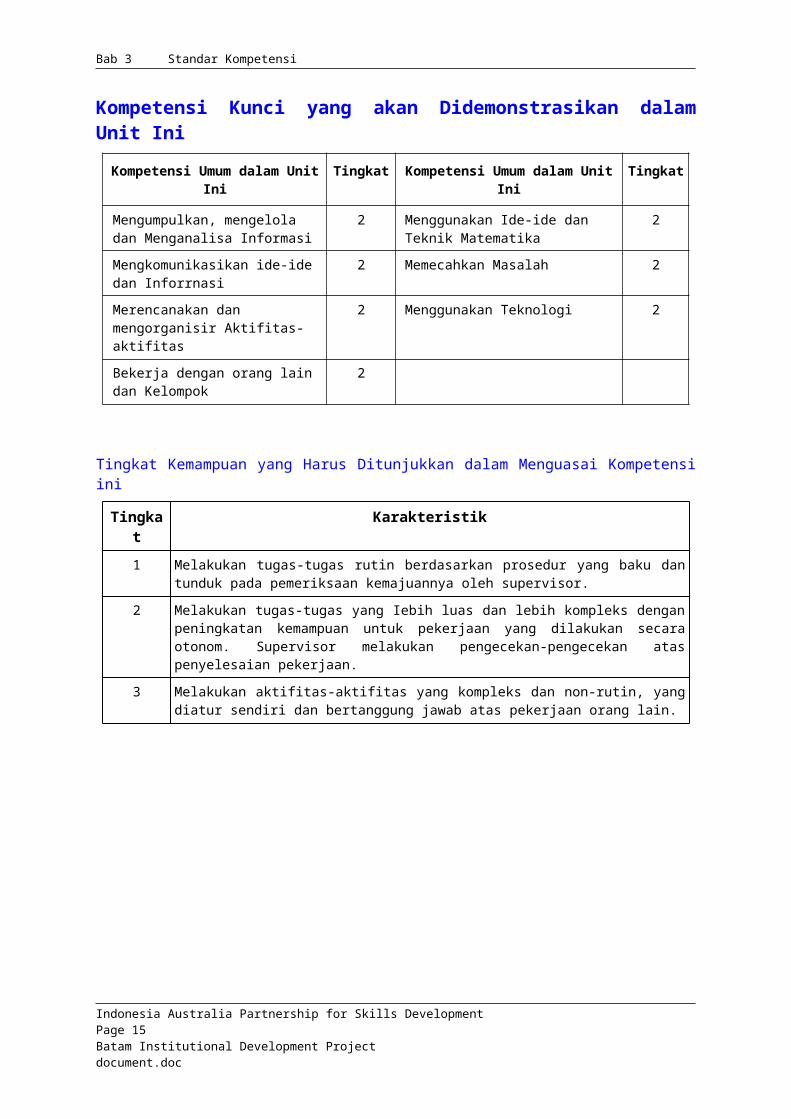
Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini
Kompetensi Umum dalam Unit Ini Tingkat Kompetensi Umum dalam Unit Ini Tingkat
Mengumpulkan, mengelola dan Menganalisa Informasi
2 Menggunakan Ide-ide dan Teknik Matematika
2
Mengkomunikasikan ide-ide dan Inforrnasi
2 Memecahkan Masalah 2
Merencanakan dan mengorganisir Aktifitas-aktifitas
2 Menggunakan Teknologi 2
Bekerja dengan orang lain dan Kelompok
2
Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini
Tingkat Karakteristik1 Melakukan tugas-tugas rutin berdasarkan prosedur yang baku dan tunduk pada
pemeriksaan kemajuannya oleh supervisor.
2 Melakukan tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan untuk pekerjaan yang dilakukan secara otonom. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Melakukan aktifitas-aktifitas yang kompleks dan non-rutin, yang diatur sendiri dan bertanggung jawab atas pekerjaan orang lain.
Indonesia Australia Partnership for Skills Development Page 10Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian A encana Materi
BAB 4 STRATEGI PENYAJIAN
A Rencana MateriCatatan: 1. Penyajian bahan, pengajar, peserta dan penilai harus yakin dapat memenuhi seluruh rincian yang tertuang dalam standar
kompetensi.
2. Isi perencanaan merupakan kaitan antara kriteria unjuk kerja dengan pokok-pokok keterampilan dan pengetahuan .
Elemen Jenis Variabel Topik Pelatihan Kegiatan Tampilan
1.0 Mengidentifikasi sambungan las dan posisi pengelasan
1.1 Jenis-jenis sambungan tumpul dan sambungan sudut dijelaskan
1.1 Sambungan tumpul dan sambungan sudut digambarkan
1.3 Macam-macam posisi pengelasan diidentifikasi
Sambungan Las dan Posisi pengelasan
Penyajian
Tanya-jawab
Diskusi
Handout
OHT
2.0 Mengidentifikasi kerusakan kerusakan las dan melakukan pemeriksaannsecara pengamatan
2.1 Jenis-jenis kerusakan las bagian luar dan dalam yang berhubungan dengan las GTAW dijelaskan
2.1 Penyebab-penyebab kerusakan las
Kerusakan Hasil Pengelasan Penyajian
Tanya-jawab
Diskusi
Handout
OHT
3.0 Mengidentifikasi cacat las dan melakukan pemeriksaan hasil las secara visual
3.1 Macam-macam cacat las eksternal dan internal dijelaskan.
3.2 Penyebab cacat las diidentifikasi dan dijelaskan.
3.3 Teknik untuk pencegahan distorsi.
3.4 Prosedur-prosedur perbaikan cacat las diuraikan.
Cacat Las dan Pemeriksaan Hasil Las :- jenis cacat las
- penyebab terjadinya cacat las
- pemeriksaan hasil las secara visual dan kriteria hasil las
- pemeriksaan hasil las secara visual
- perbaikan cacat las
Penyajian
Tanya jawab
Latihan
Handout
OHT
Tugas
3.0 Memilih bahan-bahan untuk 3.1 Macam-macam jenis bahan Memilih Bahan bahan untuk Tanya jawab Handout
Indonesia Australia Partnership for Skills Development Page 11Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian A encana Materi
Elemen Jenis Variabel Topik Pelatihan Kegiatan Tampilan
pengelasan GTAW pengisi untuk pengelasan baja karbon, baja tahan karat dan alluminium dipilih dan diidentifikasi
3.2 Jenis gas pelindung yang dipakai pada pengelasan GTAW diterangkan.
3.3 Jenis-jenis elektroda tungsten dipillih dan dijelaskan
Pengelasan Diskusi
Demonstrasi
Praktik
OHT
tugas
Indonesia Australia Partnership for Skills Development Page 12Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
B Cara Mengajarkan Standar Kompetensi Sesi ini menunjukkan hand-out, tugas / praktik dan transparansi yang cocok/sesuai dengan standar kompetensi.
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
1.1 Macam-macam sambungan las dan posisi pengelasan secara umum disebutkan dan dijelaskan.
Instruktor menjelaskan tentang macam-macam sambungan las dan posisi pengelasan, jika perlu memberikan contoh-contoh benda kerja dengan berbagai posisi pengelasan.
HO 2 s.d 6
OHT 3
1.2 Macam-macam posisi pengelasan pada pelat & pipa diidentifikasi dan diuraikan.
Instruktor menerangkan tentang istilah-istilah pada posisi pengelasan, baik posisi pengelasan pada pelat maupun pipa.
HO 7 & 10
OHT 3
2.1 Macam-macam bentuk persiapan pengelasan diidentifikasi dan diuraikan.
Instruktor menerangkan tentang prosedur persiapan pengelasan dengan las TIG
HO 4 s.d. 6
OHT 6 dan 7
3.1 Macam-macam cacat las eksternal dan internal dijelaskan.
Instruktor menjelaskan pengertian tentang cacat las.
Indonesia Australia Partnership for Skills Development Page 13Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
HO 4
3.2 Penyebab cacat las diidentifikasi dan dijelaskan.
Instruktor menjelaskan tentang macam-macam cacat las dan memberi contoh (hasil las) cacat internal maupun eksternal serta menguraikan tentang penyebab terjadinya cacat las tersebut.
HO 11 s.d 14
OHT 4
3.3 Kriteria pemeriksaan hasil las secara visual diidentifikasi.
Instruktor menerangkan kriteria pemeriksaan hasil las secara visual dan memberi contoh cara menggunakan tabel kriteria hasil las.
HO 14
OHT 4
3.4 Teknik-teknik dan peralatan yang diperlukan untuk pemeriksaan secara visual diuraikan.
Instruktor mendemonstrasikan teknik-teknik pemeriksaan hasil las secara visual.
HO 12 s.d 16
3.5 Prosedur-prosedur perbaikan cacat las diuraikan dan didemonstrasikan.
Instruktor memberikan penjelasan dan mendemonstrasikan tentang penerapan/ pengaplikasian perbaikan cacat las dan memberi tugas-tugas/ latihan.
HO 12 s.d 16
Indonesia Australia Partnership for Skills Development Page 14Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
OHT 4
4.1 Mesin las distel sesuai dengan standar prosedur operasional.
Instruktor menjelaskan tentang hal-hal yang berhubungan dengan pekerjaan yang akan dilaksananakan, termasuk penyetelan mesin las yang sesuai dengan prosedur yang telah ditetapkan ( langkah kerja ).
Tugas 4
4.2 Bahan ditempatkan sesuai dengan tuntutan pekerjaan.
Instruktor memberikan contoh-contoh penerapan ( mendemonstrasikan ) dan peserta ditugasi untuk melakukan sesuai dengan petunjuk dan demonstrasi.
Intruktor memeriksa peletakan bahan untuk tiap tugas praktik.
Tugas 4
4.3 Elektroda dipilih sesuai dengan jenis bahan yang dilas.
Instruktor memberikan penjelasan tentang penggunaan elektroda yang sesuai dengan tugas praktik yang akan dikerjakan.
Peserta memilih dan menentukan elektroda yang akan dipakai pada tugas-tugas praktik 4 s.d. 9.
Tugas 5
Indonesia Australia Partnership for Skills Development Page 15Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
4.4 Pengelasan dilakukan dengan memperhatikan petunjuk keselamatan dan kesehatan yang berlaku.
Instruktor memberikan contoh-contoh penerapan ( mendemonstrasikan ) keterampilan-keterampilan kunci untuk tiap tugas praktik dengan memperhatikan ketentuan-ketentuan keselamatan kerja yang disarankan untuk tiap tugas praktik.
Peserta ditugasi untuk melakukan/ berlatih mengelas pelat baja karbon posisi horizontal dengan mengacu pada lembaran kerja.
Tugas 4
OHT.3
4.5 Benda hasil las dibersihkan sesuai standar prosedur operasional.
Instruktor memberikan contoh-contoh penerapan ( mendemonstrasikan ) dan peserta membersihkan benda kerja sebelum diserahkan pada instruktor.
Tugas 4 s.d 9
OHT.5
Indonesia Australia Partnership for Skills Development Page 16Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian C Materi Pendukung untuk Pelatih
C Materi Pendukung untuk PelatihMateri pendukung bagi guru dibagi dalam tiga hal, yaitu:
1. Lembar Informasi (Handout) : Merupakan pegangan peserta pelatihan yang berisi materi/teori penunjang dan informasi yang sesuai dengan kriteria unjuk kerja yang melingkupinya.
2. Tugas : Merupakan latihan keterampilan praktik yang harus dicapai berkenaan dengan kemampuan yang sesuai dengan rincian kompetensi pada deskripsi unit.
3. Transparansi (Overhead Transparancy /OHT) : Isinya melingkupi setiap kriteria unjuk kerja yang dilengkapi dengan pokok-pokok sajian dan/ atau gambar-gambar yang diperlukan untuk penyampaian materi.
Indonesia Australia Partnership for Skills Development Page 17Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
Lembar Informasi HO 1
LAS TIG-B (Tungsten Inert Gas-B)
BSDC-0711
Nama Peserta : ……………………No. Identitas : ………..…
Indonesia Australia Partnership for Skills Development Page 18Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 2
1. SAMBUNGAN LAS DAN POSISI PENGELASANa. Macam-macam sambungan tumpul dan sambungan sudut.
1. Sambungan tumpul (butt joint)
Sambungan tumpul adalah jenis sambungan las pada bahan pelat logam (sheet metal), batang logam (rod bar) atau pipa dimana kedua ujung sisi pelat yang akan disambung posisinya diletakan secara lurus.
Gambar 1. Sambungan tumpul
:
Kampuh tumpul siku (square butt)
Digunakan untuk sambungan las pada pelat (sheet) atau pipa yang tebalnya antara 0,8 s.d 3 mm
Gambar 2. Sambungan tumpul siku (Square butt)
Kampuh tumpul dengan persiapan (bevel preparation butt joint)
Bila tebal pelat, batang atau pipa tebalnya 4 s.d 8 mm, maka pengelasan sambungan tumpul harus dengan persiapan, yaitu pada salah satu bagian atau kedua sisi yang akan disambung dibentuk menyudut atau miring.(bevel). Mengerjakan persiapan ini menggunakan gerida tangan atau mesin gerida, dikikir atau dengan pemotong-gas
HO 3
Indonesia Australia Partnership for Skills Development Page 19Batam Institutional Development Projectdocument.doc
Muka akarCelah akar
Bab 4 Strategi Penyajian Lembar Informasi
Gambar 3. Sambungan tumpul dengan persiapan (bevel butt joint)
2.Kampuh sudut (Fillet)Bilamana kedua sisi pelat yang akan disambung posisinya tegak lurus satu sama lain sambungan tersebut disebut sambungan sudut.
Gambar 4. Sambungan Sudut (fillet joint)
3.Sambungan tumpang (lap-joint)
Sambungan tumpang adalah dilakukan pada sambungan pelat, dimana kedua belah pelat diletakan saling-menumpang satu-sama lain.
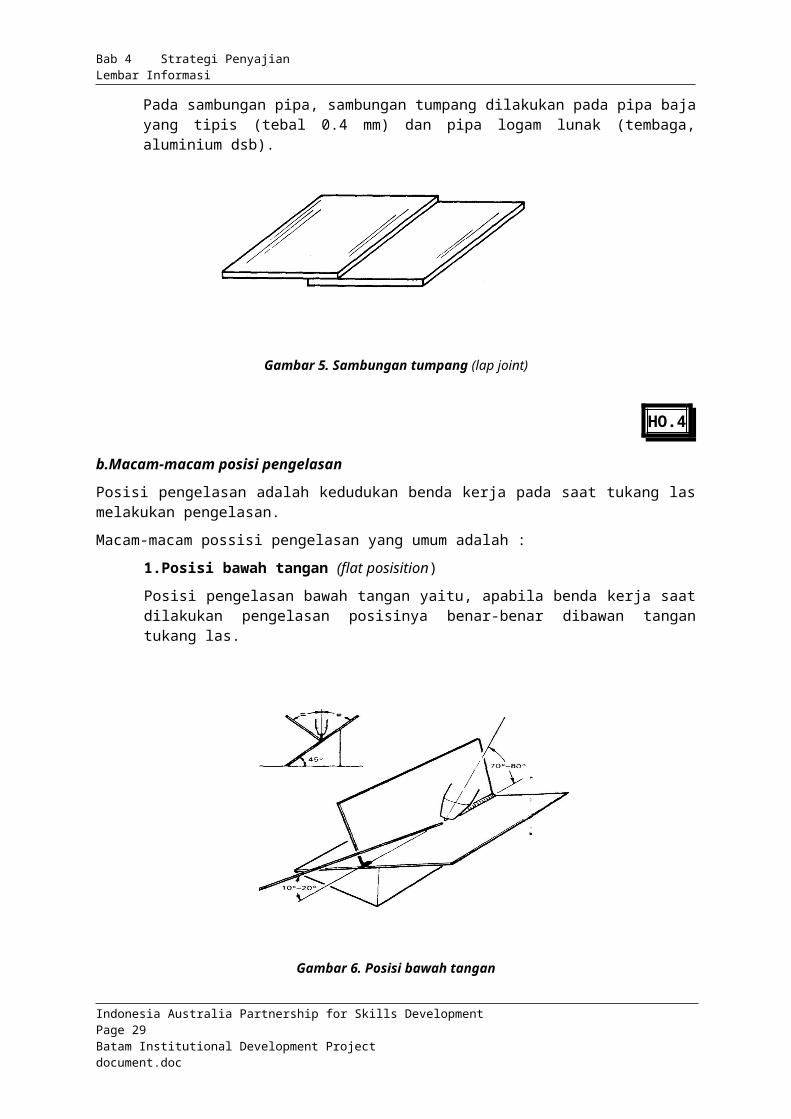
Pada sambungan pipa, sambungan tumpang dilakukan pada pipa baja yang tipis (tebal 0.4 mm) dan pipa logam lunak (tembaga, aluminium dsb).
Gambar 5. Sambungan tumpang (lap joint)
HO.4
b.Macam-macam posisi pengelasan
Indonesia Australia Partnership for Skills Development Page 20Batam Institutional Development Projectdocument.doc
Sambungan sudut luar Sambungan-T
Bab 4 Strategi Penyajian Lembar Informasi
Posisi pengelasan adalah kedudukan benda kerja pada saat tukang las melakukan pengelasan.
Macam-macam possisi pengelasan yang umum adalah :
1.Posisi bawah tangan (flat posisition)
Posisi pengelasan bawah tangan yaitu, apabila benda kerja saat dilakukan pengelasan posisinya benar-benar dibawan tangan tukang las.
Gambar 6. Posisi bawah tangan
2. Posisi mendatar (horizontal posisition).
Posisi medatar yaitu apabila saat dilakukan pengelasan posisinya mendatar dan penarikan jalur las arahnya kekiri atau kekanan
Gambar 7. Posisi mendatar
HO.5
3. Posisi tegak (vertical posisition)
Indonesia Australia Partnership for Skills Development Page 21Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
Posisi tegak, yaitu apabila benda kerja saat dilakukan pengelasan dan penarikan jalur-las posisinya tegak.
Apabila arah penarikan jalur las dari bawah keatas.disebut posisi tegak naik (verticl-up) dan sebaliknya apabila arah penarikan jalur las dari atas kebawah disebut posisi tegak–turun (vertical-down)
Gambar 8. Posisi tegak
4. Posisi diatas kepala (over head posision)
Posisi pengelasan disebut posisi-diatas kepala, yaitu apabila pada saat dilakukan pengelasan benda kerja berada diatas kepala tukang las. Arah penarikan jalur las dapat dilakukan kearah kiri atau kearah kanan, dapat juga kearah maju atau mundur.
Gambar 9. Posisi diatas kepala
Sebagai pedoman untuk menentukan posisi pengelasan dapat diikuti pedoman pada diagram berikut ini :
HO.6
Indonesia Australia Partnership for Skills Development Page 22Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
Gambar.10. DiagramPosisi pengelasan
c. Istilah-istilah (terminologi) pada sambungan las GTAW1. Istilah-istilah pada sambungan tumpul (but-tweld)Beberapa istilah (terminologi) yang perlu diketahui pada sambungan tumpul adalah :
ArgonAdalah gas pelindung yang dipakai untuk melindungi logam las dari pengaruh udara sekelilingnya.
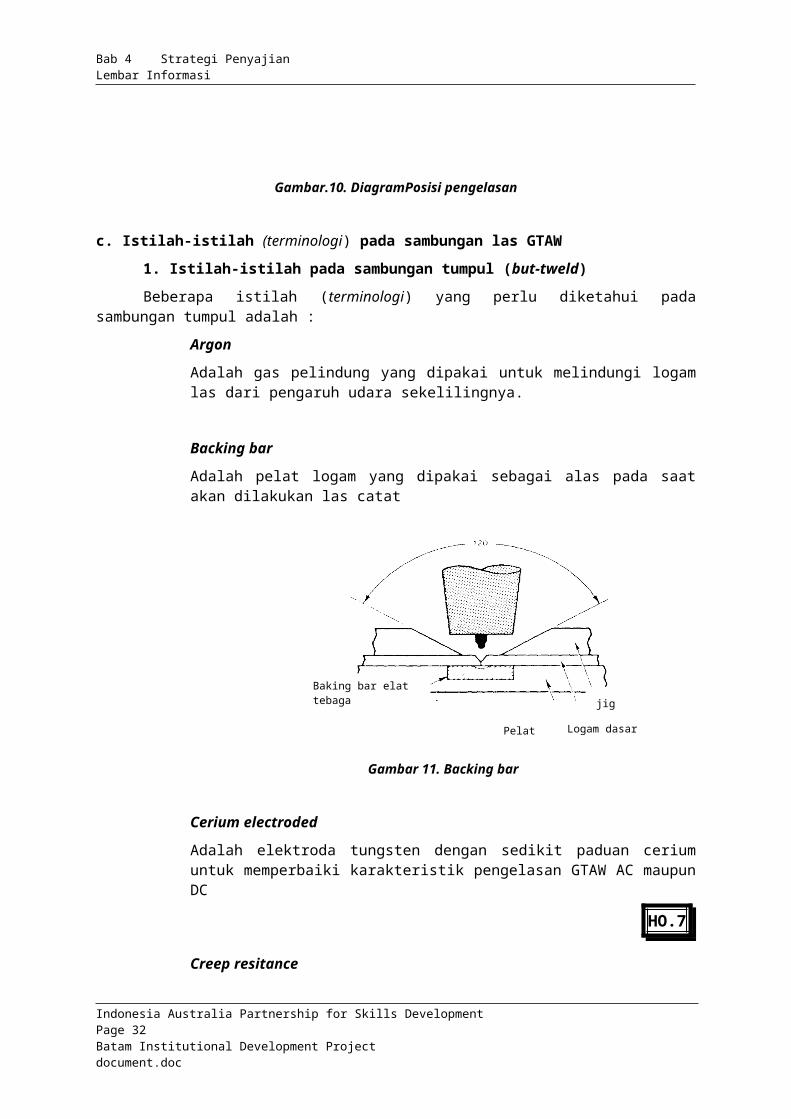
Backing barAdalah pelat logam yang dipakai sebagai alas pada saat akan dilakukan las catat
Gambar 11. Backing bar
Cerium electrodedAdalah elektroda tungsten dengan sedikit paduan cerium untuk memperbaiki karakteristik pengelasan GTAW AC maupun DC
HO.7
Creep resitanceAdalah sifat suatu logam yang tahan terhadap deformasi bila dibebani sampai temperatur tertentu
Indonesia Australia Partnership for Skills Development Page 23Batam Institutional Development Projectdocument.doc
Baking bar elat tebaga
Pelat baja Logam dasar
jig
Bab 4 Strategi Penyajian Lembar Informasi
DioxidiserAdalan unsur atau unsur paduan yang terkandung pada kawat las dan logam dasar yang dapat mencegah pengaruh dari udara luar
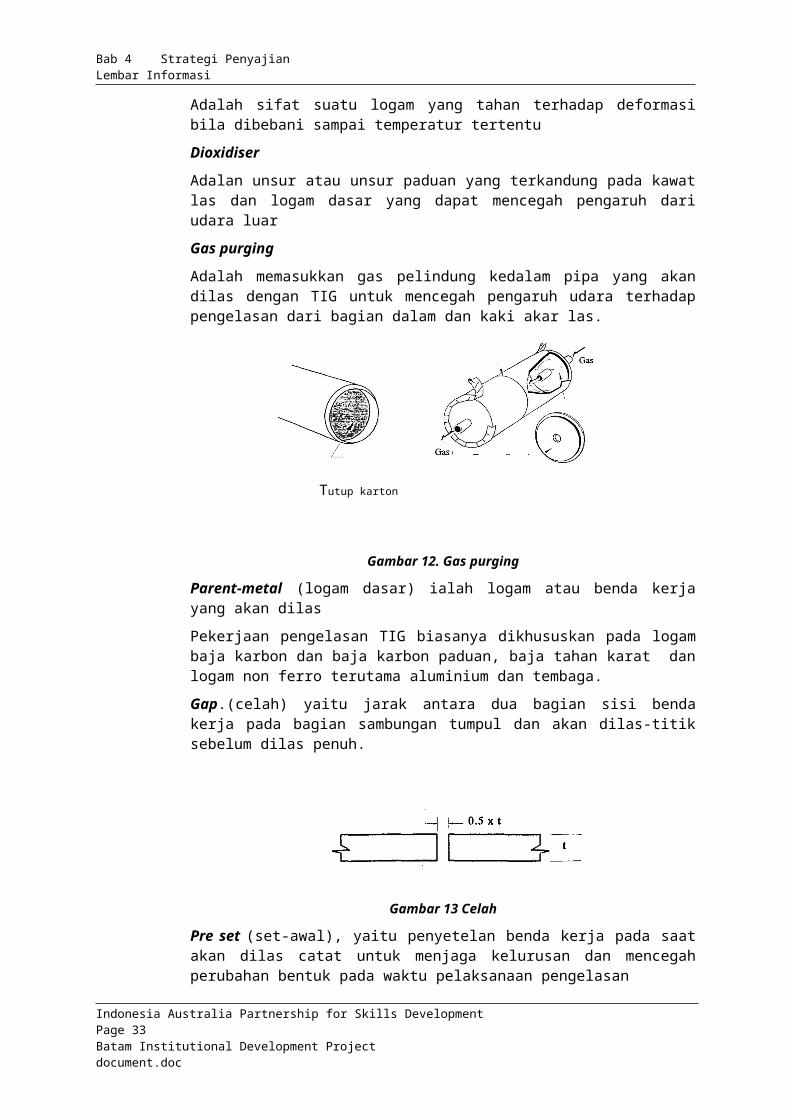
Gas purgingAdalah memasukkan gas pelindung kedalam pipa yang akan dilas dengan TIG untuk mencegah pengaruh udara terhadap pengelasan dari bagian dalam dan kaki akar las.
Gambar 12. Gas purging
Parent-metal (logam dasar) ialah logam atau benda kerja yang akan dilas
Pekerjaan pengelasan TIG biasanya dikhususkan pada logam baja karbon dan baja karbon paduan, baja tahan karat dan logam non ferro terutama aluminium dan tembaga.
Gap.(celah) yaitu jarak antara dua bagian sisi benda kerja pada bagian sambungan tumpul dan akan dilas-titik sebelum dilas penuh.
Gambar 13 Celah
Pre set (set-awal), yaitu penyetelan benda kerja pada saat akan dilas catat untuk menjaga kelurusan dan mencegah perubahan bentuk pada waktu pelaksanaan pengelasan
HO.8
Indonesia Australia Partnership for Skills Development Page 24Batam Institutional Development Projectdocument.doc
Klem C
Backing bar
Tutup karton

Bab 4 Strategi Penyajian Lembar Informasi
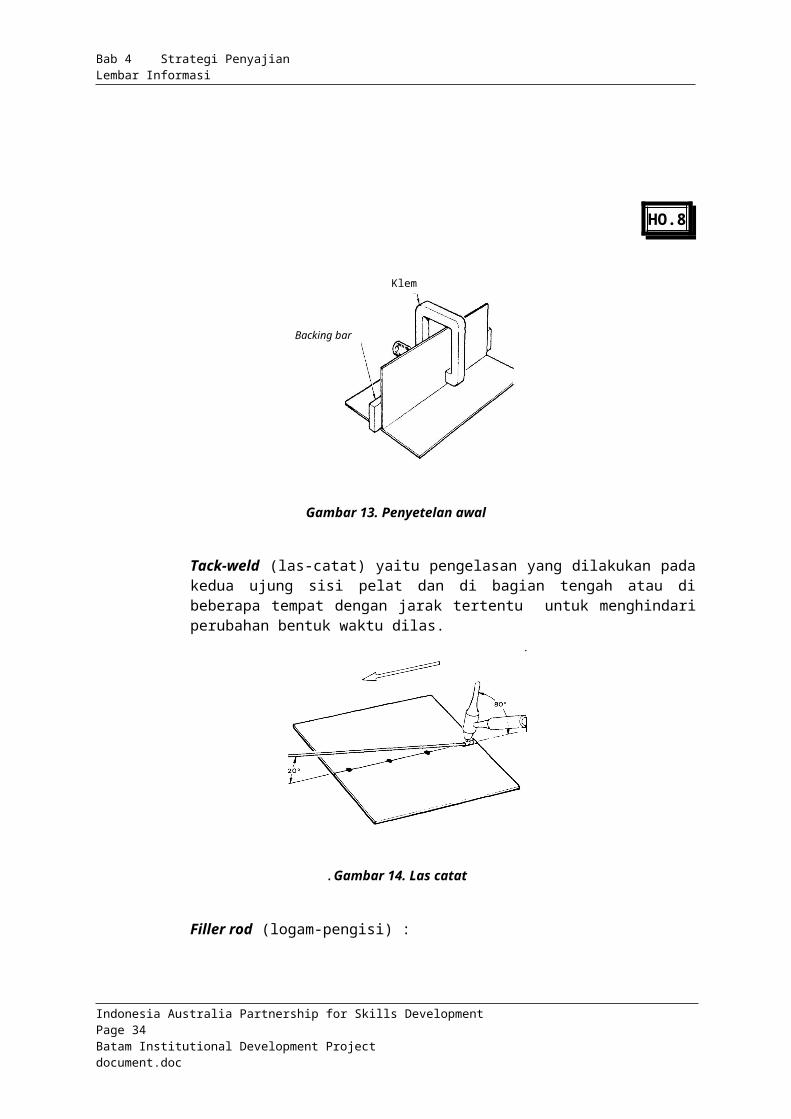
Gambar 13. Penyetelan awal
Tack-weld (las-catat) yaitu pengelasan yang dilakukan pada kedua ujung sisi pelat dan di bagian tengah atau di beberapa tempat dengan jarak tertentu untuk menghindari perubahan bentuk waktu dilas.
.Gambar 14. Las catat
Filler rod (logam-pengisi) :
Adalah logam yang dipakai untuk pengelasan sebagai bahan penyambung. Biasanya ,jenis logam sebagai bahan pengisi sama dengan logam dasarnya.
Bentuk logam-pengisi yang dibuat oleh pabrik biasanya berbetuk bulat, dengan diameter yang bermacam-macam.
Menentukan ukuran logam pengisi (kawat-las),tergantung pada tebal dan tipisnya bahan yang akan dilas.
Weld diposit (logam-las) : Adalah cairan logam yang berasal dari kawat las setelah membeku berbentuk rigi-rigi las sebagai penguat sambungan.
HO.9
Indonesia Australia Partnership for Skills Development Page 25Batam Institutional Development Projectdocument.doc
Logam las
Bab 4 Strategi Penyajian Lembar Informasi
Gambar 15 Logam las
Weld penetration (penembusan) : Adalah cairan logam yang menembus pada sisi lain dari sambungan, tercapainya penembusan ini sangat diharapkan karena akan menambah kekuatan sambungan.
Keberhasilan dari seorang tukang las yaitu apabila dapat dicapai penembusan yang sempurna.
Gambar16.Tembusan las
d. Istilah-istilah pada sambungan sudutIncline angle (miring) : terjadi kemiringan sudut siku siku saat dilas cantum, karena tidak diklem dengan baik
Gambar 17.Incline angle
HO.10
Miss alightment (tidak lurus) : Bergeser saat dilas dan terjadi penyimpangan kelurusan sambungan karena las catat yang tidak sempurna
Indonesia Australia Partnership for Skills Development Page 26Batam Institutional Development Projectdocument.doc
Penetrasi

Bab 4 Strategi Penyajian Lembar Informasi
Gambar 18.Penyimpangan kelurusan
Indonesia Australia Partnership for Skills Development Page 27Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO.11
2. KERUSAKAN HASIL PENGELASAN
a. Macam-macam Kerusakan hasil pengelasanKerusakan hasil pengelasan pada pengelasan GTAW pada bagian luar dapat diamati secara langsung.
1. Kerusakan bagian luarMacam-macam kerusakan las bagian luar adalah :
Takikan-bawah (under-cutt)
Gambar 19.Takikan bawah
Penumpukan logam las (overoll)
Yaitu bentuk logam las yang menumpuk pada sisi jalur las
Ciri-cirinya adalah : Pada sisi jalur las tidak terjadi pencairan yang sempurna sehingga, logam las hanya nempel pada logam dasarnya.
Gambar 20. Penumpukan logam las
Kropos (porosity)
Tanda-tandanya permukaan las berlubang-lubang,
Indonesia Australia Partnership for Skills Development Page 28Batam Institutional Development Projectdocument.doc
Under cutt
overroll

Bab 4 Strategi Penyajian Lembar Informasi
HO 12
Gambar 21. Keropos
Kurang pencairan (lack of fusion)
Hasil tidak mencair sempurna, seakan-akan logam las hanya menempel saja.
Keadaannya seperti terlihat pada Gambar 22.
Gambar 22. Kurang pencairan
Tercemar tunsten (tungsten inclusion)
Apabila ujung elektroda tungsten menempel pada cairan logam, maka elektroda lengket dengan logam las terjadi pencemaran. Profilnya hampir sama dengan keropos, bagian yang keropos terisi oleh partikel tungsten.
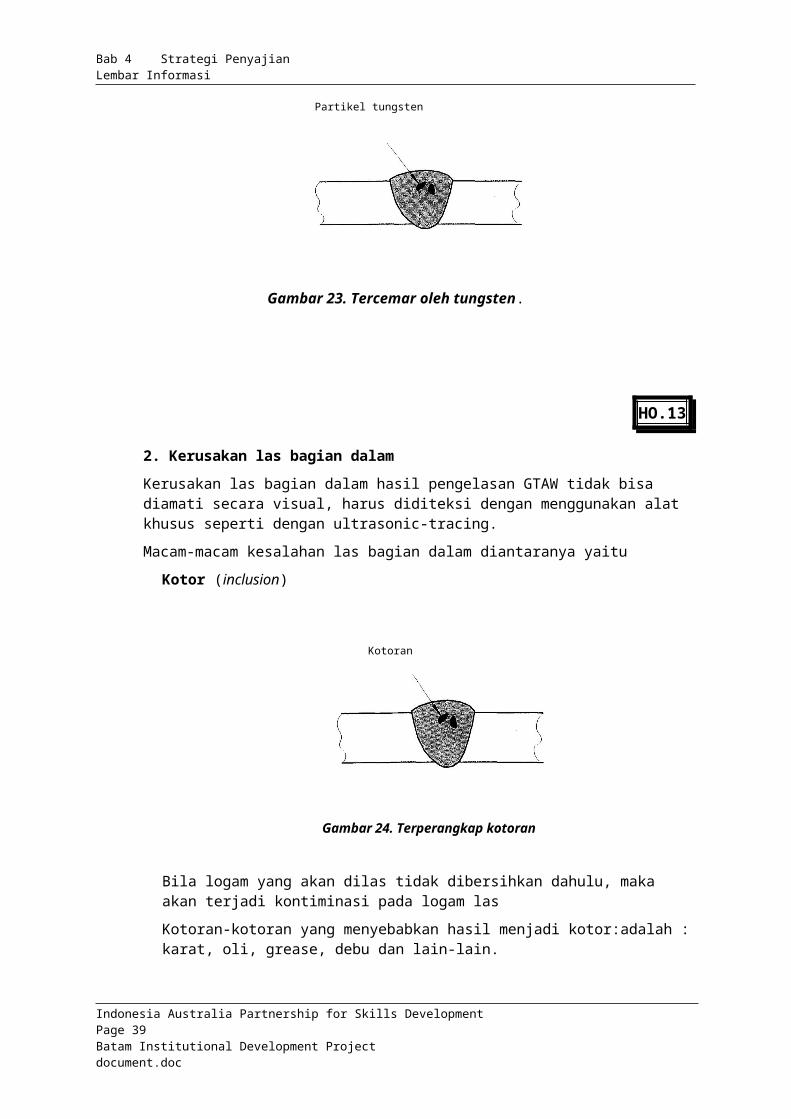
Gambar 23. Tercemar oleh tungsten.
Indonesia Australia Partnership for Skills Development Page 29Batam Institutional Development Projectdocument.doc
TiIdak mencair
Partikel tungsten
udara dan gas
Bab 4 Strategi Penyajian Lembar Informasi
HO.13
2. Kerusakan las bagian dalam Kerusakan las bagian dalam hasil pengelasan GTAW tidak bisa diamati secara visual, harus diditeksi dengan menggunakan alat khusus seperti dengan ultrasonic-tracing.
Macam-macam kesalahan las bagian dalam diantaranya yaitu
Kotor (inclusion)
Gambar 24. Terperangkap kotoran
Bila logam yang akan dilas tidak dibersihkan dahulu, maka akan terjadi kontiminasi pada logam las
Kotoran-kotoran yang menyebabkan hasil menjadi kotor:adalah : karat, oli, grease, debu dan lain-lain.
Untuk mencegah keadaan tersebut, maka sebelum melakukan pengelasan benda-kerja harus dibersihkan terlebih dahulu.
Sebagai alat pembersihnya dapat digunakan : kikir, batu-gerida halus dan diterjen.
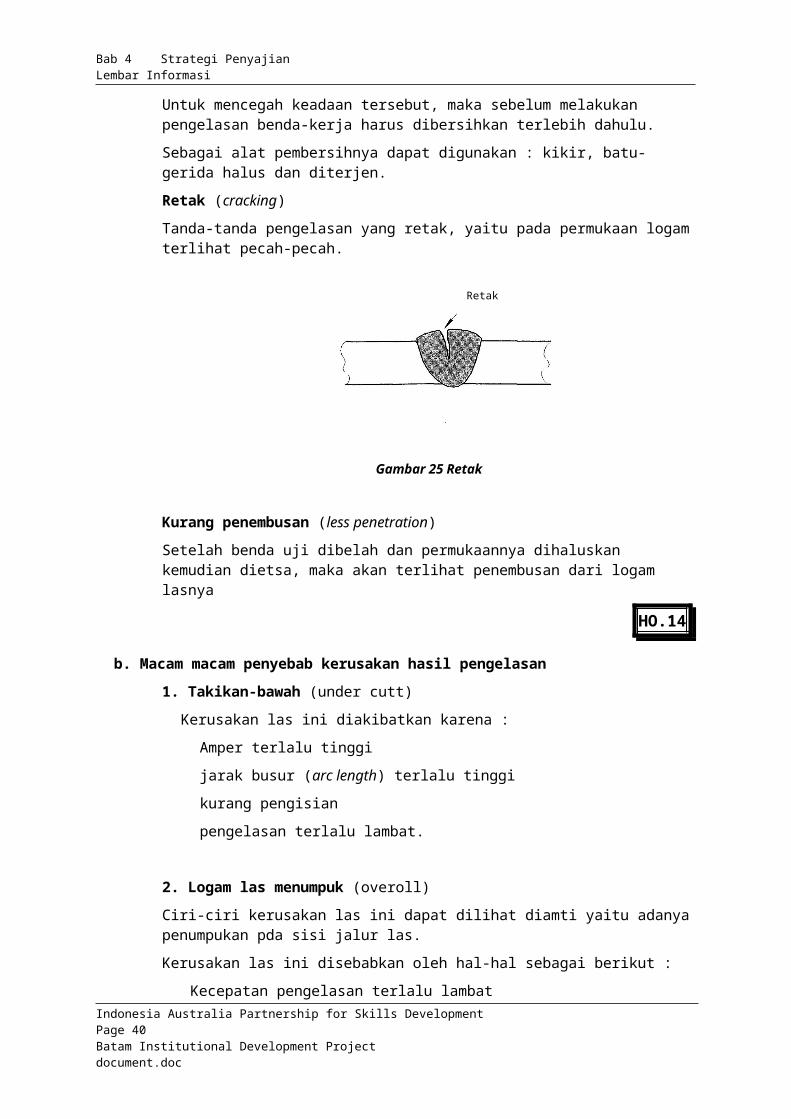
Retak (cracking)
Tanda-tanda pengelasan yang retak, yaitu pada permukaan logam terlihat pecah-pecah.
Gambar 25 Retak
Kurang penembusan (less penetration)
Setelah benda uji dibelah dan permukaannya dihaluskan kemudian dietsa, maka akan terlihat penembusan dari logam lasnya
Indonesia Australia Partnership for Skills Development Page 30Batam Institutional Development Projectdocument.doc
Kotoran
Retak

Bab 4 Strategi Penyajian Lembar Informasi
HO.14
b. Macam macam penyebab kerusakan hasil pengelasan1. Takikan-bawah (under cutt)
Kerusakan las ini diakibatkan karena :
Amper terlalu tinggi
jarak busur (arc length) terlalu tinggi
kurang pengisian
pengelasan terlalu lambat.
2. Logam las menumpuk (overoll)
Ciri-ciri kerusakan las ini dapat dilihat diamti yaitu adanya penumpukan pda sisi jalur las.
Kerusakan las ini disebabkan oleh hal-hal sebagai berikut :
Kecepatan pengelasan terlalu lambat
Penyetelan amper terlalu rendah Posisi elektroda tidak benar
3. KroposKerusakan las ini dapat dilihat karena.pada pemukaan rigi-rigi las terlihat adanya lubang-lubang
Kerusakan ini adalah diakibatkan oleh hal-hal sebagai berikut :
Busurr las terlalu tinggi.
Kurang gas pelindung.Pengelasan tidak diruang tertutupLubang nozel terlalun keciBenda yang dilas kotor
4. Kurang pencairanKerusakan las kurang pencairan adalah diakibatkan oleh hal-hal berikut ini :
Penyetelan arus terlalu rendah.
Teknik pengelasan yang salah.
Persiapan pengelasan kurang sempurna.
Menggunakan kawat las tidak sesuai dengan jenis sambungan.
Permukaan logam las kotor.
Indonesia Australia Partnership for Skills Development Page 31Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO.15
5. Tercemar tungstenKerusakan las ini penyebabnya adalah sebagai berikut :
Penyetelan arus terlalu tinggi tidak sesuai dengan ukuran elektroda yang dipakai.
Pengasahan elektroda tidak benar.
Elektroda menyentuh benda kerja saat pengelasan.
Logam las banyak tercemar oleh elektroda.
c. Teknik-teknik untuk pencegahan distorsiPada proses pengelasan akan terjadi perubahan bentuk akibat panas pengelasan, untuk pecegahan/pengontrolannya diperlukan teknik-teknik khusus yaitu :
1. Las catat (tack-weld)
Pada pengelasan sambungan sebelum dilakukan pengelasan penuh, harus dilakukan las catat dengan sempurna seperti terlihat pada gambar berikut ini :
Gambar 26. Las catat
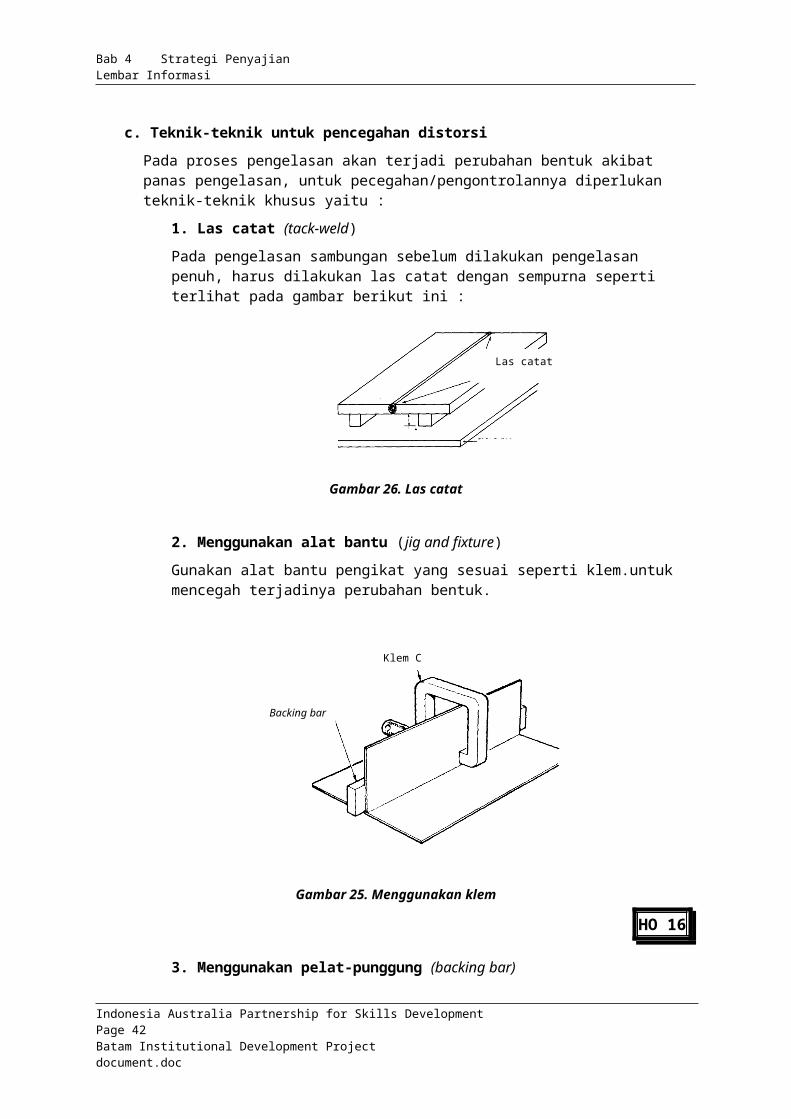
2. Menggunakan alat bantu (jig and fixture)
Gunakan alat bantu pengikat yang sesuai seperti klem.untuk mencegah terjadinya perubahan bentuk.
Gambar 25. Menggunakan klem
Indonesia Australia Partnership for Skills Development Page 32Batam Institutional Development Projectdocument.doc
Las catat
Klem C
Backing bar
Bab 4 Strategi Penyajian Lembar Informasi
HO 16
3. Menggunakan pelat-punggung (backing bar)
Pada sambungan pelat sebelum pengelasan penuh pada bagian sisi sebelah sambungan dipasang pelat pengganjal, Biasanya sebagian pelat-punggung dibuat dari bahan tembaga.seperti terllihat pada gambar.26.
Gambar 26. Pelat punggung
4. Pengelasan berurutan (squence weld)
Mengelas sambungan yang panjang ada kecenderungan tejadi distorsi yang besar, untuk pencegahannya ialah dengan melakukan teknik pengelasan berurutan (squence-weld) seperti terlihat pada gambar.27.
Gambar 27. Teknik pengelasan berurutan
d. Prosedur perbaikan hasil pengelasanApabila terjadi kerusakan pada hasil pada hasil pengelasan ikutilah langkah-langkah perbaikan sebagai berikut :
1. Takikan bawahTurunkan amper sesuai dengan petunjuk.
Kuranngi kecepatan pengelasannya.
Tambahkan pengisian logam las.
Indonesia Australia Partnership for Skills Development Page 33Batam Institutional Development Projectdocument.doc
Backing-bar
Logam las
Celah akar
Bab 4 Strategi Penyajian Lembar Informasi
HO 17
2. Penumpukkan logam lasNaikan amper.
Kurangi pengisian logam las.
Gunakan kawat las ukurannya yang lebih kecil.
3. KeroposKurangi jarak busurnya.
Naikan aliran gasnya.
Lindungi daerah pengelasan dengan menutup pintu dan jendela atau memasang tabir pelindung.
Gunakan ukuran nozel yang lebig besar.
Bersihkan permukaan benda-kerja terlebih sebelum dilas.
4. Kurang pencairanNaikan ampernya.
Sesuaikan teknik pengelasannya dengan jenis pekerjaan.
Perbaiki persiapannya.
Pilih ukuran elektroda yang sesuai dengan tebal benda kerja dan posisi pengelasan.
Bersihkan permukaan benda kerja sebelum dilas.
5. Tercemar tungstenTurunkan ampernya sesuaikan dengan ukuran elektroda.
Persiapkan bentuk elektrodanya sesuai yang ditunjukkan pada modul.
Sesuaikan teknik pengelasannya.
Bersihkan dan gerinda ulang hingga siap dikerjakan lagi
Indonesia Australia Partnership for Skills Development Page 34Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO.18
3. MEMLIH BAHAN-BAHAN UNTUK PENGELASANa. Kawat Las (filler rod)
1. Kawat bajaMacam-macam kawat-las untuk pengelasan baja-karbon idealnya harus disesuaikan dengan jenis logam dasarnya,akan tetapi dapat juga digunakan jenis baja-karbon yang umum.
Diameter kawat las tergantung pada tebal bahan yang akan dilas dan posisi pengelasan yang dilakukan.
Ada dua jenis kawat las baja karbon yaitu :
Kawat baja karbon rendah (low carbon steel)
Untuk pengelasan baja lunak (mild steel) atau semi killed steel,baik sekali menggunakan kawat las karbon rendah yang mempunyai unsur silicon dan manggan. Kedua unsur ini pada kawat las berfunsi sebagai dioksidasir yang dapat mencegah terjadinya keropos pada hasil pengelasan.
Kawat las yang dioksidasi-ganda jenis ini digunakan juga untuk pengelasan pipa yang bertekanan.
Diameter kawat las dapat diperoleh dengan ukuran 1,6 mm, 2,4 mm dan 3,2 mm. Panjangnya standar yaitu 750 mm, dilapisi tembaga untuk mencegah karat dan biasanya ditandai dengan kode warna pada bagian ujung sebagai identitasnya.
Harap diperhatikan benar jangan sampai kode warna ini tertukar.
Kawat las baja karbon paduan (low alloy carbon)
Untuk mengelas baja pduan digunakan elektroda yang mengandung unsur dobel atau tripel oksider. Pada baja paduan terdiri dari unsur-unsur
Chromium, molibdem dan nikel, dapat dipakai kawat las jenis baja paduan rendah
Kawat las yang mengandung chromium/molibdem dapat digunakan mengelas pipa yang mengandung paduan chromium/molibdem dengan tekanan dan suhu tinggi.
Indonesia Australia Partnership for Skills Development Page 35Batam Institutional Development Projectdocument.doc
Kawat las harus dijaga tetap bersih, jangan memegangnya tanpa memakai kaos tangan yang bersih terbuat dari kulit lunak atau kaos tangan yang terabuat dari campuran katun dengan bahan anti api

Bab 4 Strategi Penyajian Lembar Informasi
HO.19
b. Macam-Macam Gas PelindungSebagai gas pelindung pada pengelasan dengan TIG adalah gas inert yaitu gas yang tidak dapat bercampur secara kimia dengan gas lain, fungsinya melindungi cairan logam dari pengaruh oksidasi.dengan udara didsekitarnya.
Macam-macam gas pelindungyang dipakai pada las TIG adalah :
Argon, mempunyai karekritik stabil dalam panas busur las yang tinggi dan dapat mengontrol cairan dengan baik terutama pada pengelasan dengan posisi tertentu.
Campuran argon dan helium dipakai sebagai gas pellindung, dimana helium ditambahkan sebagai bahan dasar untuk meningkatkan.suhu.pada busur las sehingga dapat mempercepat proses pengelasan.
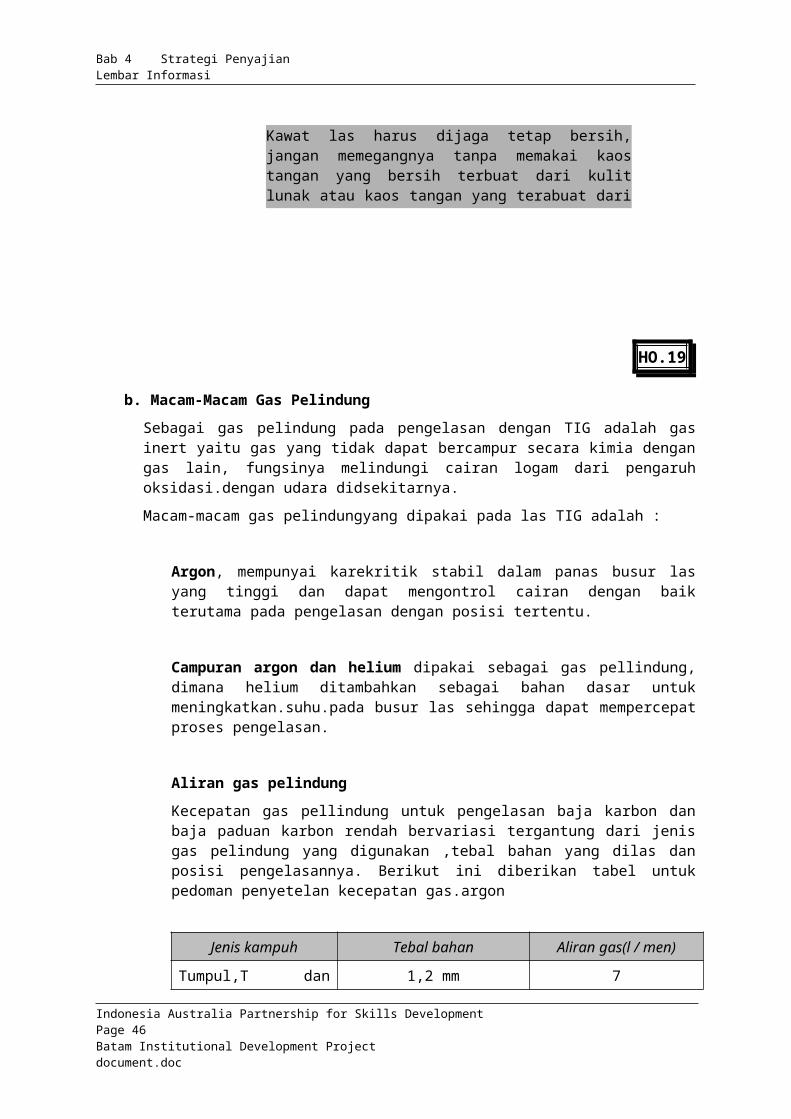
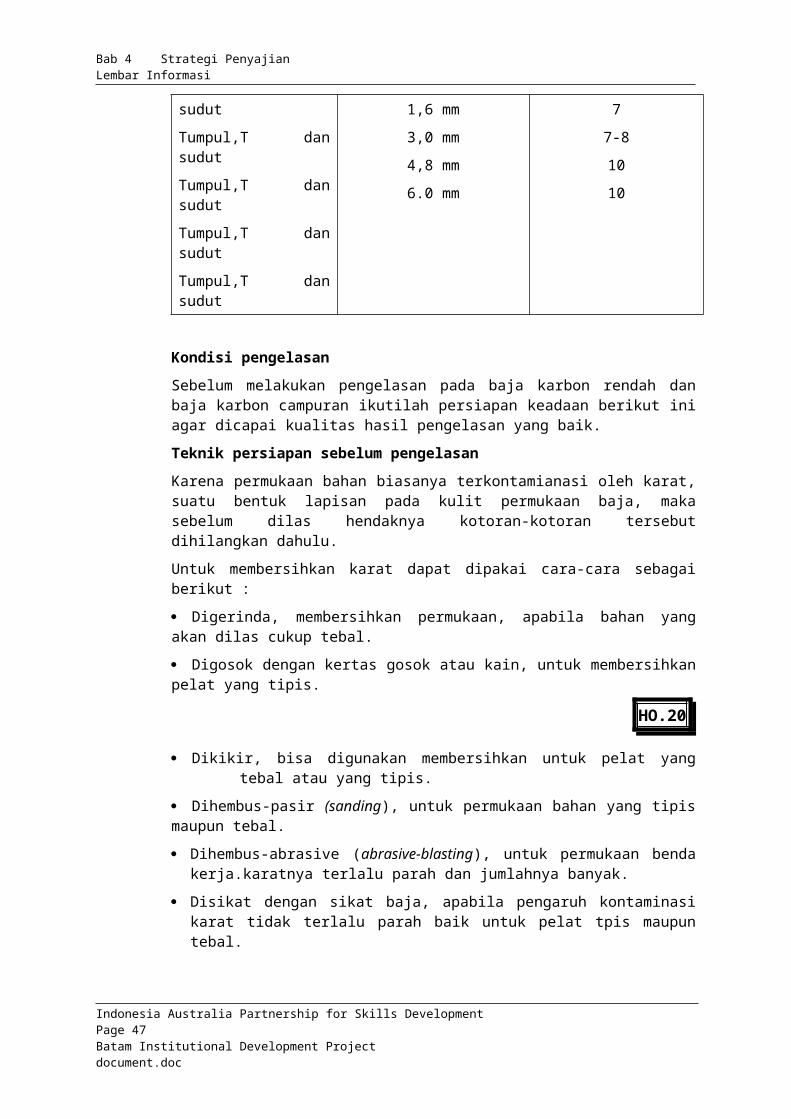
Aliran gas pelindungKecepatan gas pellindung untuk pengelasan baja karbon dan baja paduan karbon rendah bervariasi tergantung dari jenis gas pelindung yang digunakan ,tebal bahan yang dilas dan posisi pengelasannya. Berikut ini diberikan tabel untuk pedoman penyetelan kecepatan gas.argon
Jenis kampuh Tebal bahan Aliran gas(l / men)
Tumpul,T dan sudut
Tumpul,T dan sudut
Tumpul,T dan sudut
Tumpul,T dan sudut
Tumpul,T dan sudut
1,2 mm
1,6 mm
3,0 mm
4,8 mm
6.0 mm
7
7
7-8
10
10
Kondisi pengelasanSebelum melakukan pengelasan pada baja karbon rendah dan baja karbon campuran ikutilah persiapan keadaan berikut ini agar dicapai kualitas hasil pengelasan yang baik.
Teknik persiapan sebelum pengelasanKarena permukaan bahan biasanya terkontamianasi oleh karat, suatu bentuk lapisan pada kulit permukaan baja, maka sebelum dilas hendaknya kotoran-kotoran tersebut dihilangkan dahulu.
Untuk membersihkan karat dapat dipakai cara-cara sebagai berikut :
Digerinda, membersihkan permukaan, apabila bahan yang akan dilas cukup tebal.
Digosok dengan kertas gosok atau kain, untuk membersihkan pelat yang tipis.
Indonesia Australia Partnership for Skills Development Page 36Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO.20
Dikikir, bisa digunakan membersihkan untuk pelat yang tebal atau yang tipis.
Dihembus-pasir (sanding), untuk permukaan bahan yang tipis maupun tebal.
Dihembus-abrasive (abrasive-blasting), untuk permukaan benda kerja.karatnya terlalu parah dan jumlahnya banyak.
Disikat dengan sikat baja, apabila pengaruh kontaminasi karat tidak terlalu parah baik untuk pelat tpis maupun tebal.
Permukaan benda kerja bekas cat, minyak, grease dan pelapisan permukaan seperti : krum, seng dan kadmium harus dibersihkan dahulu sebelum dilas.
Apabial hal-hal tersebut diatas tidak diikuti dengan benar, disamping hasil las yang tidak baik juga asapnya beracun dapat membahayakan kesehatan.
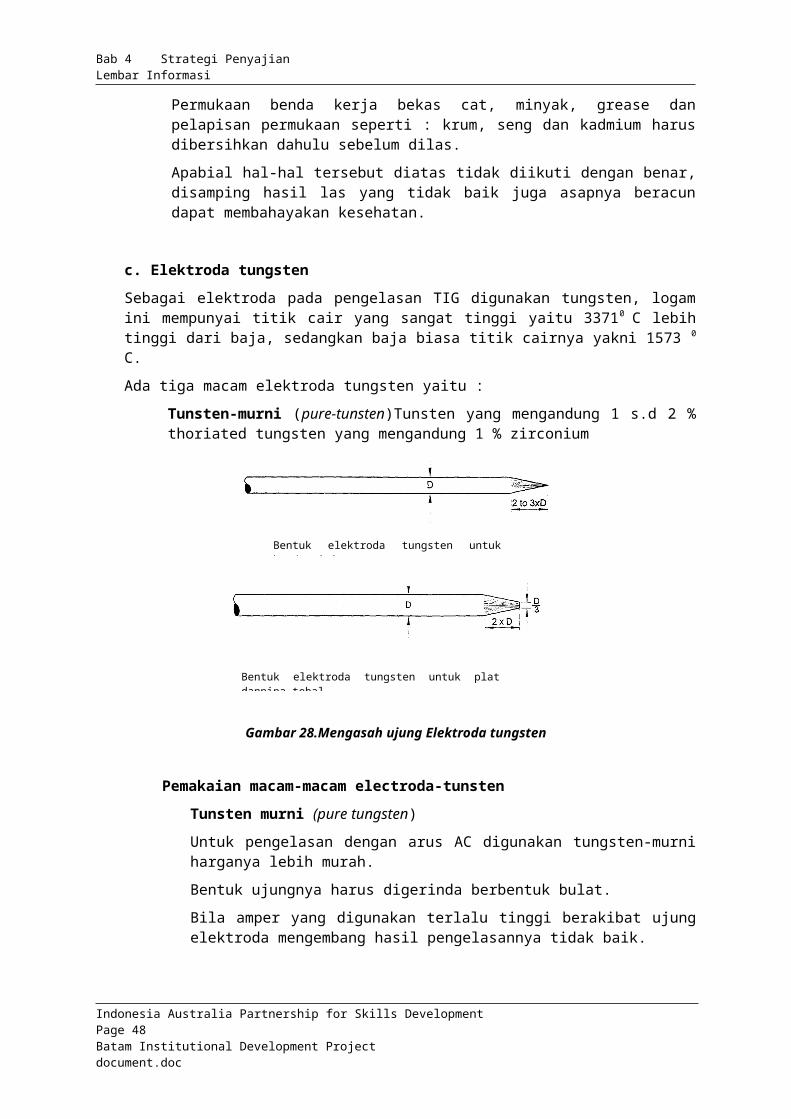
c. Elektroda tungstenSebagai elektroda pada pengelasan TIG digunakan tungsten, logam ini mempunyai titik cair yang sangat tinggi yaitu 33710 C lebih tinggi dari baja, sedangkan baja biasa titik cairnya yakni 1573 0 C.
Ada tiga macam elektroda tungsten yaitu :
Tunsten-murni (pure-tunsten)Tunsten yang mengandung 1 s.d 2 % thoriated tungsten yang mengandung 1 % zirconium
Gambar 28.Mengasah ujung Elektroda tungsten
Pemakaian macam-macam electroda-tunsten Tunsten murni (pure tungsten)
Untuk pengelasan dengan arus AC digunakan tungsten-murni harganya lebih murah.
Bentuk ujungnya harus digerinda berbentuk bulat.
Bila amper yang digunakan terlalu tinggi berakibat ujung elektroda mengembang hasil pengelasannya tidak baik.
Indonesia Australia Partnership for Skills Development Page 37Batam Institutional Development Projectdocument.doc
Bentuk elektroda tungsten untuk benda tipis
Bentuk elektroda tungsten untuk plat danpipa tebal

Bab 4 Strategi Penyajian Lembar Informasi
HO.21
Jika ujung elektroda menyentuh cairan logam maka akan lengket pada cairan logam itu sehingga dapat merusak pengelasan, terjadi kerusakan las yang dinamakan tungsten inclusion.
Jika hal ini terjadi, maka ujung elektroda harus dipotong dengan tang potong dan diasah kembali sesuai dengan bentuk semula.
Gambar 29.Bentuk elektroda tungsten murni dengan arus AC
Elektroda tungsten yang digunakan dengan arus DC ujungnya digerinda tajam. Batu gerinda yang dipakai untuk mengasah ujung electroda tungsten tidak boleh dipakai untuk meggerinda logam yang lainnya, karena akan mempengaruhi kadaan ujung elektroda,titik ujung elektroda harus betul-betul ditengah-tengah, jika tidak aliran gas akan berhamburan tidak mengarah pada cairan logam.
Gambar 30.Bentuk elektroda tungsten untuk pengelasan arus DC
Indonesia Australia Partnership for Skills Development Page 38Batam Institutional Development Projectdocument.doc
3 s.d 6 mm untuk kampuh tumpul
Elektroda
4 s.d 8 mm untuk kampuh sudut
Elektrda
3 s.d 6 mm untuk kampuh tumpul4 s.d 8 mm untuk kampuh sudut

Bab 4 Strategi Penyajian Lembar Informasi
HO.22
Thoriated-tungstenUntuk pengelasan dengan DC-negatip digunakan elektroda tungsten-thoriated, harganya lebih mahal dari pada tungsten-murni tetapi pemakaiannya lebih awet, karena tidak terjadi panas lebih akibat busur-las, tidak sering terjadi lengket dengan logam dasar.
ZirconiumUntuk mencapai hasil pengelasan yang memuaskan, maka menggunakan eletroda tunsten zirconium dengan pengkutuban AC, akan tetapi electroda tunsten zirconium harganya lebih mahal dari pada tungsten murni,sedangkan karakteritiknya sama dengan tungsten thoriated.
Persiapan elektroda tungstenUntuk pengelasan pelat dan pipa yang tipis, digunakan elektroda yang diameternya 1,0 mm sampai 2,4 mm, karena arus yang dipakai rendah.
Ujung elektroda digerinda runcing panjang ujungnya antara 2 s.d 3 x diameter elektroda.
Untuk pekerjaan yang lebih tebal dipakai elektroda diameter 2,4 mm s.d 3,2 mm, dipakai untuk mengelas benda kerja yang tebal dan dengan arus yang tinggi.
Indonesia Australia Partnership for Skills Development Page 39Batam Institutional Development Projectdocument.doc
Elektroda tungsten paduan thorium beradio aktip sedang, berbahaya apabila serbuk kecil terisap sewaktu menggernda atau menggosoknya tanpa menggunakan sistim pengisap udara yang bagus.
Bab 4 Strategi Penyajian Tugas
Tugas
Tugas 1
Sambungan Las dan Posisi PengelasanA. Identifikasi sambungan las
Ditunjukkan macam-macam sambungan las dari contoh-contoh pekerjaan peserta ditugaskan memilih dan menyebutkan jenis-jenis sambungan meliputi :
Sambungan tumpul
Sambungan tumpang
Sambungan sudut
B. Gambar Sambungan lasDari hasil pengamatan terhadap benda kerja (sampel), peserta ditugaskan membuat gambar sket gambar macam sambungan las lengkap dengan bagian-bagiannya :
Sambungan tumpul
Sambungan tumpang
Sambungan sudut
C. Identifikasi Posisi pengelasanDitunjukkan kepada peserta gambar dan diagram macam-macam posisi pengelasan.
Sediakan waktu bagi peserta untuk mendiskusikan hasil pengamatannya
Berikan waktu pada peserta untuk melakukan tanya jawab
Pada akhir diskusi peserta ditugaskan untuk membuat kesimpulan
Indonesia Australia Partnership for Skills Development Page 40Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
Tugas 2
Kerusakan Las dan Pemeriksaan Secara Pengamatan
A. Pengamatan kerusakan lasDitunjukkan pada peserta macam-macam hasil pengelasan yang memperlihatkan kerusakan-kerusakan las, antara lain :
Takikan bawah
Penumpukan logam las
Keropos
Retak
Peserta ditugaskan untuk mendiskusikan dan mengamati kerusakan las tersebut.
Peserta diberi kesempatan untuk melakukan tanya jawab.
Dari hasil diskusi peserta membuat laporan tentang hasil pengamatannya.
B. Penyebab Kerusakan LasUntuk mengidentifikasi kasus-kasus penyebab kerusakan las, peserta melakukan kegiatan sebagai berikut. :
Takikan bawah Peserta melakukan pengelasan, dengan perubahan-penyetelan,sebagai berikut kemudian amati hasil lasnya :
Amper dinaikan
Jarak busur las dibesarkan
Posisi elektroda dibuat tidak seperti yang ditunjukkan pada gambar
Penumpukan lasPeserta melakukan pengelasan dengan melakukan perubahan-perubahan antara lain :
Amper dinaikan
Kecepatan las diturunkan
Jarak busur las (Arc length) dinaikan
Posisi elektroda tidak pada posisi yang benar
Peserta ditugaskan mengamati hasil pengelasan diatas
Diskusikan dalam kelompok sehinga terjadi inter aksi diantara peserta
Berikan kesempatan untuk bertanya melalui hasil pengamatannya
Buat laporan hasil pengamatannya
Indonesia Australia Partnership for Skills Development Page 41Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
KeroposPeserta melakukan pengelasan tanpa membersihkan pekerjaan dan kadaan disekelilingnya
Amati dan diskusikan hasil pengelasannya, kemudian buat rangkuman hasil diskusi tersebut
Buat laporan dan kesimpulannya
c.Teknik-teknik pengontrolan distorsi1. Siapkan peralatan bantu untuk mengontrol adanya distorsi pada pengelasan antara
lain :
Klem
Pelat penahan (Backing plate)
2. Lakukan las catat pada kedua ujung sambungan
d. Perbaikan kesalahan lasDitujukkan kepada peserta melalui transfaransi macam-macam kerusakan hasil las
Peserta mendiskusikan pengamatannya dan diberi kesempatan untuk tanya jawab
Adakan presentasi yang menerangkan tentang prosedur perbaikan kerusakan las antara lain kerusakan karena :
takikan bawah
penumpukan logam las
Keropos
Kurang pencairan
Tercemar tungsten
Indonesia Australia Partnership for Skills Development Page 42Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
Tugas 3
Memillih Bahan-Bahan Untuk Pengelasan
Tugas berikut ini bertujuan untuk memperlancar latihan pengelasan dengan GTAW yang berkaitan dengan :
Jenis-jenis kawat las
Jenis-jenis gas pelindung
Jenis-jenis elektroda tungsten
A. Jenis-jenis kawat lasPada peserta ditunjukkan jenis-jenis kawat las untuk las baja karbon, aluminium dan baja tahan karat.
Berikan kesempatan para peserta untuk mengamati dengan cermat
Adakan diskusi diantara peserta, serta adakan tanya jawab
Tugaskan untuk memilih jenis kawat las untuk pengelasan :
Baja karbon
Baja tahan karat
Aluminium
B Jenis-jenis gas pelindungPeserta ditunjukkan macam-macam gas yang terdiri antara lain :
Argon
CO2
Hellium
O2
C2H2
Tugaskan peserta untuk mengamati tanda-tanda yang ada pada label maing-masing botol
Berikan kesempatan mendiskusikan hasil pengamatannya
Tugaskan untuk memilih gas yang sesuai dengan pengelasan yang akan dilakukan
C. Memilih elektrodaDitunjukkan macam-macam elektroda tunsten
Berikan kesempatan untuk mengamati secara seksama, teliti perbedaan kode warnanya
Diskusikan dan lakukan tanya jawab
Tugaskan untuk memilih elektroda yang sesuai dengan yang dibutuhkan
Dari hasil pilihannya minta penjelasannya
Indonesia Australia Partnership for Skills Development Page 43Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 4
Pengelasan Sambungan V-Tumpul pada Baja Karbon Posisi Bawah Tangan (1G)
A.TujuanSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat sambungan V tumpul pada pelat baja karbon tebal 6 mm menggunakan peralatan las TIG.posisii bawah tangan dengan kriteria :
Rigi-rigi las rata dan halus
Over-lap dan under-cutt 5 %
Distorsi maksimum 5
Kesalahan penembusan maksimum 5%
Panjang las catat 10 - 15mm pada tiga tempat dan jarak simetris
Cacat-sambungan 5 %
B. Alat dan Bahan 1. Alat
Seperangkat mesin las TIG (GTAW)
Satu set alat keselamatan dan kesehatan kerja las busur (GTAW)
Satu set alat bantu las busur manual
2. Bahan Dua buah pelat baja karbon tebal 6 mm, ukuran 70 x 200 mm
Satu botol gas argon.
Elektroda Tungsten murni 1,2 mm
C. Keselamatan dan Kesehatan Kerja Ikuti petunjuk keselamatan dan kesehatan kerja sesuai petunjuk.
Gunakan kacamata filter yang sesuai (shade No 9 atau 11) untuk pengelasan dengan TIG
Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
Pakailah pakaian kerja yang aman dan sesuai.
Hati-hati dengan benda panas dari pengelasan.
Indonesia Australia Partnership for Skills Development Page 44Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
D. Lembaran kerja
1. Persiapan Bahan
2. Pengelasan Sambungan
Persiapan sambungan tumpul kampuh V
E. Langkah kerja.a. Siapkan peralatan las TIG gas argon dan bahan (pelat baja karbon tebal 6mm)
b. Potong sisi pelat menurut kemiringan sesuai gambar persiapan sambungan
c. Potong pelat yang dipotong miring tadi menurut ukuran (gambar benda kerja)
d. Ambilah pelat benda kerja 2 buah
e. Bersihkan dan ratakan bagian yang dipotong miring dengan gerinda tangan atau, dikikir halus periksa sudut kemiringannya dengan bevel protaktor
f. Periksa keadaan mesin las TIG antara lain:
Penyetelan besar arus
Penyetelan pengkutuban
Kebocoran pada saluran gas
Penyetelan kecepatan aliran gas
Sistim pendinginan
g. Lakukan las catat pada tiga tempat
Indonesia Australia Partnership for Skills Development Page 45Batam Institutional Development Projectdocument.doc
las catat
Bab 4 Strategi Penyajian Tugas
h. Lakukan pengelasan jalur kaki (root run) dengan penembusan yang sempurna
i. Bersihkan jalur kaki dengan sikat baja sampaibersih benar
j. Lakukan jalur las pengisian (deposit run) menurut urutan yang benar
k. Setiap selesai pengelasan satu jalur selalu dibersihkan dengan sikat baja
l. Setelah selesai jalur penutup (inforcement run), bersihkan dan tunjukkan pada instruktur, mintailah komentarnya
m. Kembalikan peralatan yang telah dipakai ketempatnya, rapihkan dan bersihkan tempat kerja
Indonesia Australia Partnership for Skills Development Page 46Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
F. Pengamatan ProsesNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
8
Keselamatan dan kesehatan
kerja
Peralatan kerja
Aliran gas (L / menit)
Tekanan kerja
Ukuran elektroda tungsten
Posisi pelat
Hasil pengelasan
Pekerjaan akhir (finishing)
Keadaan tempat kerja
- Menggunakan kaca
mata pengaman yang
sesuai.
- Memakai pakaian kerja
- Memakai sepatu kerja
- Mesin las TIG diset
sesuai SOP
- Menggunakan alat
bantu yang sesuai
7 liter/menit
Gas argon kPa
Diameter 1,6 mm
Bawah tangan
Rata
Didinginkan dan
Dibersihkan
Rapih seperti semula
Indonesia Australia Partnership for Skills Development Page 47Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
G. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
No Aspek yang diukur Kriteria penilaian L T.L Rekomendasi
1.
2.
3.
4
5.
Ukuran bahan
Hasil pengelasan
Las catat
Kontruksi
sambungan
Distorsi
70 x 200 x 60, tol. 2mm
Halus dan rata
10-15 mm, pada kedua
ujung dan ditengah
Cacat maksimum 5%
Kesikuan. 3
Maksimum 5
………………….., … …… ..200…
Penilai,
Indonesia Australia Partnership for Skills Development Page 48Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
Tugas 5
Pengelasan Sambungan V-Tumpul Pada Baja Tahan Karat Posisi Bawah Tangan (1G)
A.TujuanSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat sambungan-tumpul pada pelat baja tahan karat tebal 6 mm menggunakan peralatan las TIG.posisi bawah tangan dengan kriteria :
Rigi-rigi las rata dan halus
Over-lap dan under-cutt 5 %
Distorsi maksimum 5
Kesalahan penembusan maksimum 5%
Panjang las catat 10 - 15mm pada tiga tempat dan jarak simetris
Cacat-sambungan 5 %
B. Alat dan Bahan 1. Alat
Seperangkat mesin las TIG (GTAW)
Satu set alat keselamatan dan kesehatan kerja las busur (GTAW)
Satu set alat bantu las busur manual
2. Bahan Dua buah pelat baja karbon tebal 6 mm, ukuran 70 x 200 mm
Satu botol gas argon.
Elektroda Tungsten murni 1,2 mm
C. Keselamatan dan Kesehatan Kerjaa. Ikuti petunjuk keselamatan dan kesehatan kerja sesuai petunjuk.
b. Gunakan kacamata filter yang sesuai (shade No 9 atau 11) untuk pengelasan dengan TIG
c. Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
d. Pakailah pakaian kerja yang aman dan sesuai.
Indonesia Australia Partnership for Skills Development Page 49Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
D.Lembaran kerja
1. Persiapan Bahan
2. Pengelasan Sambungan
Persiapan sambungan tumpul kampuh V
E. Langkah Kerjaa. Siapkan peralatan las TIG gas argon dan bahan (pelat baja karbon tebal 6mm)
b. Potong sisi pelat menurut kemiringan sesuai gambar persiapan sambungan
c. Potong pelat yang dipotong miring tadi menurut ukuran (gambar benda kerja)
d. Ambilah pelat benda kerja 2 buah
e. Bersihkan dan ratakan bagian yang dipotong miring dengan gerinda tangan atau, dikikir halus periksa sudut kemiringannya dengan bevel protaktor
f. Periksa keadaan mesin las TIG antara lain:
Penyetelan besar arus
Penyetelan pengkutuban
Kebocoran pada saluran gas
Penyetelan kecepatan aliran gas
Sistim pendinginan
g. Lakukan las catat pada tiga tempat
h. Lakukan pengelasan jalur kaki (root run) dengan penembusan yang sempurna
Indonesia Australia Partnership for Skills Development Page 50Batam Institutional Development Projectdocument.doc
Las catat

Bab 4 Strategi Penyajian Tugas
i. Bersihkan jalur kaki dengan sikat baja sampaibersih benar
j. Lakukan jalur las pengisian (deposit run) menurut urutan yang benar
k. Setiap selesai pengelasan satu jalur selalu dibersihkan dengan sikat baja
l. Setelah selesai jalur penutup (inforcement run), bersihkan dan tunjukkan pada instruktur, mintailah komentarnya
m. Kembalikan peralatan yang telah dipakai ketempatnya, rapihkan dan bersihkan tempat kerja
Indonesia Australia Partnership for Skills Development Page 51Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
F. Pengamatan ProsesNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
8
Keselamatan dan kesehatan
kerja
Peralatan kerja
Aliran gas (L / menit)
Tekanan kerja
Ukuran elektroda tungsten
Posisi pelat
Hasil pengelasan
Pekerjaan akhir (finishing)
Keadaan tempat kerja
- Menggunakan kaca
mata pengaman yang
sesuai.
- Memakai pakaian kerja
- Memakai sepatu kerja
- Mesin las TIG diset
sesuai SOP
- Menggunakan alat
bantu yang sesuai
7 liter/menit
Gas argon kPa
Diameter 1,6 mm
Bawah tangan
Rata
Didinginkan dan
Dibersihkan
Rapih seperti semula
Indonesia Australia Partnership for Skills Development Page 52Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
G. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
No Aspek yang diukur Kriteria penilaian L T.L Rekomendasi
1.
2.
3.
4
5.
Ukuran bahan
Hasil pengelasan
Las catat
Kontruksi
sambungan
Distorsi
70 x 200 x 60, tol. 2mm
Halus dan rata
10-15 mm, pada kedua
ujung dan ditengah
Cacat maksimum 5%
Kesikuan. 3
Maksimum 5
………………….., … …… ..200…
Penilai,
____________________
Indonesia Australia Partnership for Skills Development Page 53Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
Tugas 6
Pengelasan Sambungan Tumpang pada Pelat Baja Tahan Karat Posisi 1F
A. TujuanSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat sambungan-tumpang pada pelat baja tahan karat tebal 6 mm menggunakan peralatan las TIG.posisii bawah tangan (1F) dengan kriteria :
Rigi-rigi las rata dan halus
Over-lap dan under-cutt 5 %
Distorsi maksimum 5
Kesalahan penembusan maksimum 5%
Panjang las catat 10 - 15mm pada tiga tempat dan jarak simetris
Cacat-sambungan 5 %
B. Alat dan Bahan
1. Alat Seperangkat mesin las TIG (GTAW)
Satu set alat keselamatan dan kesehatan kerja las busur (GTAW)
Satu set alat bantu las busur manual
2. Bahan Dua buah pelat baja tahan karat tebal 6 mm, ukuran 70 x 200 mm
Satu botol gas argon.
Elektroda Tungsten murni 1,2 mm
Kawat las baja tahan karat 2,6 mm
C. Keselamatan dan Kesehatan Kerjaa. Ikuti petunjuk keselamatan dan kesehatan kerja sesuai petunjuk.
b. Gunakan kacamata filter yang sesuai (shade No 9 atau 11) untuk pengelasan dengan TIG
c. Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
d. Pakailah pakaian kerja yang aman dan sesuai.
Indonesia Australia Partnership for Skills Development Page 54Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
D.Lembaran kerja
1. Persiapan Bahan
2. Pengelasan Sambungan
Persiapan sambungan tumpang
E. Langkah Kerjaa. Siapkan peralatan las TIG gas argon dan bahan (pelat baja karbon tebal 6mm)
b. Potong pelat menurut ukuran
c. Ambilah pelat benda kerja 2 buah
d. Bersihkan dan ratakan bagian sisi yang dipotong dengan gerinda tangan atau, dikikir halus hingga siku dan bersihkan dari kotoran
e. Periksa keadaan mesin las TIG antara lain:
f. Penyetelan besar arus
g. Penyetelan pengkutuban
h. Kebocoran pada saluran gas
i. Penyetelan kecepatan aliran gas
j. Sistim pendinginan
k. Lakukan las catat pada tiga tempat
l. Bersihkan jalur pertama dengan sikat baja sampaibersih benar
m. Lakukan jalur las pengisian (deposit run) menurut urutan yang benar
n. Setiap selesai pengelasan satu jalur selalu dibersihkan dengan sikat baja
Indonesia Australia Partnership for Skills Development Page 55Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
o. Setelah selesai jalur penutup (inforcement run), bersihkan dan tunjukkan pada instruktur, mintailah komentarnya
p. Kembalikan peralatan yang telah dipakai ketempatnya, rapihkan dan bersihkan tempat kerja
Indonesia Australia Partnership for Skills Development Page 56Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
F. Pengamatan ProsesNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
8
Keselamatan dan kesehatan
kerja
Peralatan kerja
Aliran gas (L / menit)
Tekanan kerja
Ukuran elektroda tungsten
Posisi pelat
Hasil pengelasan
Pekerjaan akhir (finishing)
Keadaan tempat kerja
- Menggunakan kaca
mata pengaman yang
sesuai.
- Memakai pakaian kerja
- Memakai sepatu kerja
- Mesin las TIG diset
sesuai SOP
- Menggunakan alat
bantu yang sesuai
7 liter/menit
Gas argon kPa
Diameter 1,6 mm
Bawah tangan
Rata
Didinginkan dan
Dibersihkan
Rapih seperti semula
Indonesia Australia Partnership for Skills Development Page 57Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
G. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
No Aspek yang diukur Kriteria penilaian L T.L Rekomendasi
1.
2.
3.
4
5.
Ukuran bahan
Hasil pengelasan
Las catat
Kontruksi
sambungan
Distorsi
70 x 200 x 60, tol. 2mm
Halus dan rata
10-15 mm, pada kedua
ujung dan ditengah
Cacat maksimum 5%
Kesikuan. 3
Maksimum 5
………………….., … …… ..200…
Penilai
__________________________
Indonesia Australia Partnership for Skills Development Page 58Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 7
Pengelasan Sambungan Sudut pada Pelat Baja Tahan Karat Posisi 2F
A. TujuanSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat persiapan dan membuat sambungan-sudut (fillet-weld) pada pelat baja tahan karat tebal 6 mm dengan menggunakan peralatan TIG posisi 2F dengan kriteria sebagai berikut :
Rigi-rigi las rata dan halus
Over-lap dan under-cutt 5 %
Distorsi maksimum 5
Kesalahan penembusan maksimum 5%
Panjang las catat 10 – 15 mm pada tiga tempat dan jarak simetris
Cacat-sambungan 5 %
B. Alat dan Bahan 1. Alat
Seperangkat mesin las TIG (GTAW)
Satu set alat keselamatan dan kesehatan kerja las busur (GTAW)
Satu set alat bantu las busur
2. Bahan Dua buah pelat baja tahan karat tebal 6 mm, ukuran 70 x 200 mm
Satu botol gas argon
Elektroda Tungsten thoriated 1,2 mm
C. Keselamatan dan Kesehatan Kerjaa. Ikuti petunjuk keselamatan dan kesehatan kerja sesuai petunjuk
b. Gunakan kacamata filter yang sesuai (shade 9-11) untuk pengelasan dengan TIG
c. Rapihkan sisi pelat yang dipotong menyudut dengan kikir
d. Pakailah pakaian kerja yang aman dan sesuai
e. Hati-hati dengan benda panas dari pengelasan
Indonesia Australia Partnership for Skills Development Page 59Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
D. Lembaran kerja
1. Persiapan Sambungan
\
Persiapan sambungan sudut
2. Pengelasan Sambungan sudut
E. Langkah Kerja.a. Siapkan peralatan las TIG gas argon dan bahan (pelat baja tahan karat tebal
6mm)
b. Potong pelat menurut ukuran (gambar benda kerja)
c. Ambilah pelat benda kerja 2 buah
d. Bersihkan bagian pinggir pelat yang yang akan disambung dengan kikir atau gerinda tangan sampai rata
e. Periksa keadaan mesin las TIG antara lan :
- Penyetelan besar arus
- Penyetelan pengkutuban
-.Kebocoran pada saluran gas
- Penyetelan kecepatan aliran gas
f. Lakukan las catat pada tiga tempat
Indonesia Australia Partnership for Skills Development Page 60Batam Institutional Development Projectdocument.doc
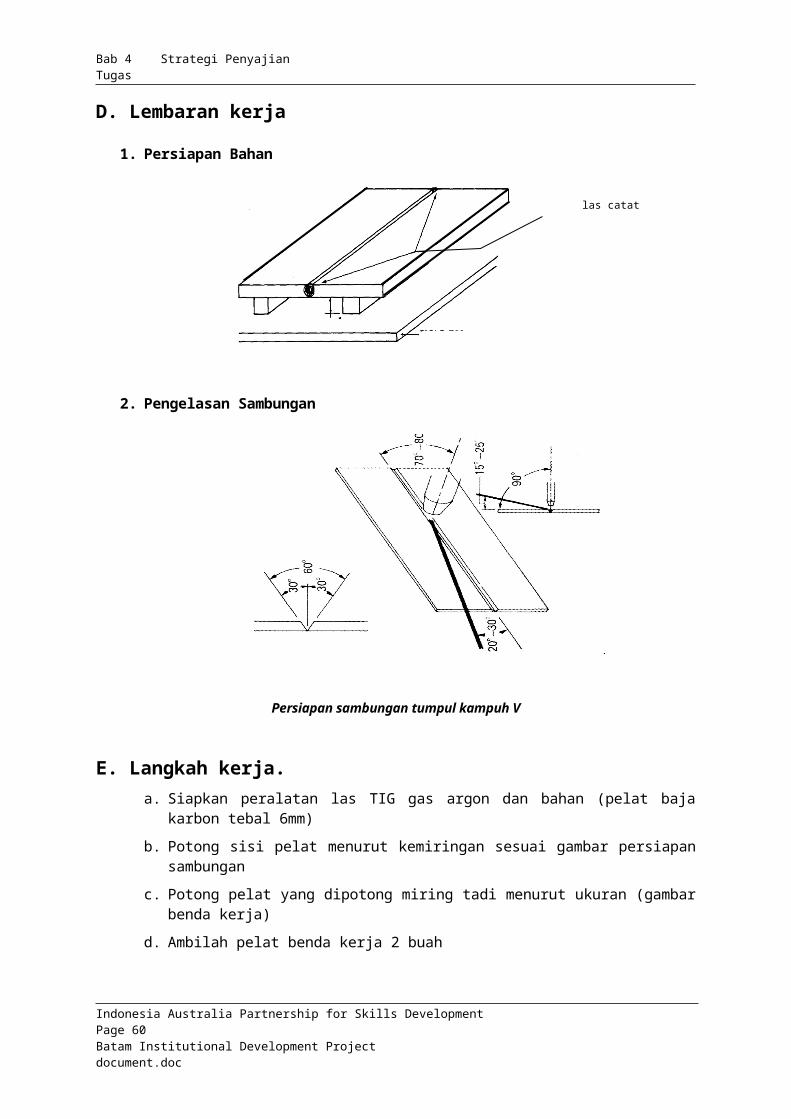
Bab 4 Strategi Penyajian Tugas
g. Lakukan pengelasan jalur menurut urutan yang benar
h. Bersihkan hasil pengelasan dengan sikat baja
i. Perksakan hasil pengelasannya pada instruktur, mintalah komentarnya
j. Bersihkan tempat kerja dan kembalikan peralatan yang telah dipakai pada tempat semula
Indonesia Australia Partnership for Skills Development Page 61Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
F. Pengamatan ProsesNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
8
Keselamatan dan kesehatan
kerja
Peralatan kerja
Tekanan kerja
Ukuran elektroda tungsten
Posisi pelat
Hasil pengelasan
Pekerjaan akhir (finishing)
Keadaan tempat kerja
- Menggunakan kaca
mata pengaman yang
sesuai.
- Memakai pakaian kerja
- Memakai sepatu kerja
- Mesin las TIG diset
sesuai SOP
- Menggunakan alat
bantu yang sesuai
Gas argon kPa
Diameter 1,6 mm
Rata (bawah tangan)
Rata
Didinginkan dan
Dibersihkan
Rapih seperti semula
Indonesia Australia Partnership for Skills Development Page 62Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
G. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
No Aspek yang diukur Kriteria penilaian Lulus Tdk.L Rekomendasi
1.
2.
3.
4
5.
Ukuran bahan
Hasil pengelasan
Las catat
Kontruksi
sambungan
Distorsi
70 x 200 x 10, tol. 2mm
-Halus dan rata
-10-15mm, pada kedua
ujung dan ditengah
-Cacat maksimum 5%
-Kesikuanl. 3
Maksimum 5
………………….., … …… ..200…
Penilai,
Indonesia Australia Partnership for Skills Development Page 63Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 8
Pengelasan Sambungan Tumpul Pada Pipa Baja Tahan Karat Posisi Bawah Tangan (1G)
A. TUJUANSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat persiapan dan membuat sambungan-tumpul (butt-weld) pada pipa baja tahan karat tebal 6 mm dengan menggunakan peralatan TIG posisi bawah tangan dengan kriteria sebagai berikut :
Rigi-rigi las rata dan halus
Over-lap dan under-cutt 5 %
Distorsi maksimum 5
Kesalahan penembusan maksimum 5%
Las catat pada tiga tempat dan jarak simetris
Cacat-sambungan 5 %
D. Alat dan Bahan 1. Alat
Seperangkat mesin las TIG (GTAW)
Satu set alat keselamatan dan kesehatan kerja las busur (GTAW)
Satu set alat bantu las busur
2. Bahan
Dua buah pipa baja tahan karat tebal 6 mm, 75 mm
Satu botol gas argon
Elektroda Tungsten thoriated 1,2 mm
Kawat las baja tahan karat 2,6 mm
E. Keselamatan dan Kesehatan Kerja Ikuti petunjuk keselamatan dan kesehatan kerja sesuai petunjuk
Gunakan kacamata filter yang sesuai (shade 9-11) untuk pengelasan dengan TIG
Rapihkan sisi pipa tajam dengan kikir
Pakailah pakaian kerja yang aman dan sesuai
Hati-hati dengan benda panas dari pengelasan
Indonesia Australia Partnership for Skills Development Page 64Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
F. LEMBARAN KERJA1. Persiapan Sambungan
\
Persiapan sambungan tumpul pada pipa
2. Pengelasan Sambungan tumpul
Pengelasan sambungan tumpul pada pipa
G. Langkah kerja.a. Siapkan peralatan las TIG gas argon dan bahan pipa baja tahan karat.
b. Potong pipa sesuai ukuran bahan
c. Ambilah pipa benda kerja 2 buah
d. Bersihkan bagian pinggir pipa yang akan disambung tersebut dengan kikir atau gerinda tangan sampai rata dan siku
e. Periksa keadaan mesin las TIG antara lan :
Penyetelan besar arus
Penyetelan pengkutuban
Kebocoran pada saluran gas
Penyetelan kecepatan aliran gas
f. Lakukan las catat pada tiga tempat
Indonesia Australia Partnership for Skills Development Page 65Batam Institutional Development Projectdocument.doc
las catat
Bab 4 Strategi Penyajian Tugas
g. Lakukan prosedur penggelasan pipa dengan penghembusan gas pelindung (gas purging)
h. Lakukan pengelasan jalur menurut urutan yang benar
i. Bersihkan hasil pengelasan dengan sikat baja
j. Periksakan hasil pengelasannya pada instruktur, mintalah komentarnya
k. Bersihkan tempat kerja dan kembalikan peralatan yang telah dipakai pada tempat semula
Indonesia Australia Partnership for Skills Development Page 66Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
G. PENGAMATAN PROSESNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
8
Keselamatan dan kesehatan
kerja
Peralatan kerja
Tekanan kerja
Ukuran elektroda tungsten
Posisi pelat
Hasil pengelasan
Pekerjaan akhir (finishing)
Keadaan tempat kerja
- Menggunakan kaca
mata pengaman yang
sesuai.
- Memakai pakaian kerja
- Memakai sepatu kerja
- Mesin las TIG diset
sesuai SOP
- Menggunakan alat
bantu yang sesuai
Gas argon kPa
Diameter 1,2 mm
Rata (bawah tangan)
Rata
Didinginkan dan
Dibersihkan
Rapih seperti semula
Indonesia Australia Partnership for Skills Development Page 67Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
I. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
No Aspek yang diukur Kriteria penilaian Lulus Tdk.L Rekomendasi
1.
2.
3.
4
5.
Ukuran bahan
Hasil pengelasan
Las catat
Kontruksi
sambungan
Distorsi
Diameter 75 mm, tebal 6
mm
Halus dan rata
Simetris pada empat titik
lingkaran
-Cacat maksimum 5%
-Kesikuanl. 3
Maksimum 5
………………….., … …… ..200…
Penilai
_______________
Indonesia Australia Partnership for Skills Development Page 68Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 9
PENGELASAN SAMBUNGAN SUDUT FLENDES (SUMBU TEGAK(2F) PADA PIPA BAJA TAHAN
KARAT
A. TUJUANSetelah mempelajari dan berlatih dengan tugas ini, peserta diharapkan mampu membuat persiapan dan membuat sambungan-sudut flendes (sumbu tegak 2F)) pada pipa baja tahan karat tebal 6 mm dengan menggunakan peralatan TIG dengan kriteria sebagai berikut :
Rigi-rigi las rata dan halus
Over-lap dan under-cutt 5 %
Distorsi maksimum 5
Kesalahan penembusan maksimum 5%
Las catat pada tiga tempat lingkaran pipa dan jarak simetris
Cacat-sambungan 5 %
D. Alat dan Bahan 1.Alat
Seperangkat mesin las TIG (GTAW)
Satu set alat keselamatan dan kesehatan kerja las busur (GTAW)
Satu set alat bantu las busur
2.Bahan
Pipa baja tahan karat diameter 75 mm, panjang 100 mm, tebal 6 mm satu buah
Pelat baja tahan karat ukuran 120 x 120 mm, tebal 6 mm
Satu botol gas argon
Elektroda Tungsten thoriated 1,2 mm
Kawat las baja tahan karat 2,6 mm
E. Keselamatan dan Kesehatan Kerja Ikuti petunjuk keselamatan dan kesehatan kerja sesuai petunjuk
Gunakan kacamata filter yang sesuai (shade 9-11) untuk pengelasan dengan TIG
Rapihkan sisi-sisi tajam pelat dan pipa dengan kikir
Pakailah pakaian kerja yang aman dan sesuai
Hati-hati dengan benda panas dari pengelasan
Indonesia Australia Partnership for Skills Development Page 69Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
F. Lembaran Kerja1. Persiapan Sambungan
\
Persiapan sambungan fillet
2. Pengelasan Sambungan sudut
Pengelasan sambungan sudut pada pipa
G. Langkah kerja.a. Siapkan peralatan las TIG gas argon dan bahan (pelat dan pipa baja tahan
karat tebal 6mm)
b. Potong pelat tahan karat menurut ukuran (gambar benda kerja)
c. Potonglah pipa baja tahan karat menurut ukuran (gambar benda kerja)
d. Bersihkan bagian pinggir pipa yang yang akan disambung dengan kikir atau gerinda tangan sampai rata dan besar sudutnya antara 60 o seesuai yang ditentukan
e. Periksa keadaan mesin las TIG antara lain :
Penyetelan besar arus
Indonesia Australia Partnership for Skills Development Page 70Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Penyetelan pengkutuban
Kebocoran pada saluran gas
Penyetelan kecepatan aliran gas
f. Lakukan las catat pada tiga tempat
g. Lakukan pengelasan jalur menurut urutan yang benar
h. Bersihkan hasil pengelasan dengan sikat baja
i. Perksakan hasil pengelasannya pada instruktur, mintalah komentarnya
j. Bersihkan tempat kerja dan kembalikan peralatan yang telah dipakai pada tempat semula
Indonesia Australia Partnership for Skills Development Page 71Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
G. PENGAMATAN PROSESNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
NO ASPEK YANG DIAMATI KRITERIACEKLIS
KET.Benar Salah
1.
2.
3.
4.
5.
6.
7.
8
Keselamatan dan kesehatan
kerja
Peralatan kerja
Tekanan kerja
Ukuran elektroda tungsten
Posisi pelat dan pipa
Hasil pengelasan
Pekerjaan akhir (finishing)
Keadaan tempat kerja
- Menggunakan kaca
mata pengaman yang
sesuai.
- Memakai pakaian kerja
- Memakai sepatu kerja
- Mesin las TIG diset
sesuai SOP
- Menggunakan alat
bantu yang sesuai
Gas argon kPa
Diameter 1,2 mm
Rata (bawah tangan)
Rata
Didinginkan dan
Dibersihkan
Rapih seperti semula
Indonesia Australia Partnership for Skills Development Page 72Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
I. Lembar Penilaian HasilNama Pekerjaan :
Nama Peserta :
No. I.D. Peserta :
Lama Pengerjaan : Mulai tanggal ……………….. pukul ……………
Selesai tanggal …………….. pukul …………….
No Aspek yang diukur Kriteria penilaian Lulus Tdk.L Rekomendasi
1.
2.
3.
4
5.
Ukuran bahan
Hasil pengelasan
Las catat
Kontruksi
sambungan
Distorsi
Diameter 75 mm, tebal 6
mm
Halus dan rata
simetris pada empat titik
lingkaran
-Cacat maksimum 5%
-Kesikuanl. 3
Maksimum 5
………………….., … …… ..200…
Penilai
_______________________
Indonesia Australia Partnership for Skills Development Page 73Batam Institutional Development Projectdocument.doc

Bab 4 Srategi Penyajian Transparansi
OHT 1
Transparans
MACAM-MACAM SAMBUNGAN LAS
SAMBUNGAN TUMPUL
SAMBUNGAN SUDUT
SAMBUNGAN TUMPANG
Indonesia Australia Partnership for Skills Development Page 74Batam Institutional Development Projectdocument.doc
Flendes
Muka akarCelah akar
Bab 4 Srategi Penyajian Transparansi
OHT 2
PERSIAPAN SAMBUNGAN
Penggunaan Jeniis-jenis Persiapan Sambungan
Untuk pengelasan bahan-bahan yang tipis segala posisi
Sambungan tumpul tertutup
Untuk pengelasan bahan yang lebih tebal segala posisi
Sambungan tumpul terbuka
Untuk pengelasan pipa dinding yang lebih tebal Dengan sudut persiapan standar antara 60o s.d 70o. Penggunaannya untuk pengelasan bejana bertekanan Sambungan tumpul kampuh V
Biasanya dipakai pada pengelasan tebal dinding pipa bejana bertekanan untuk segala posisi
Sambungan tumpul kampuh U
Dilaksanakan untuk bahan yang lebih tebal lagi menggunakan pengelasan GTAW otomatis
Sambungan tumpul kampuh.V khusus
Indonesia Australia Partnership for Skills Development Page 75Batam Institutional Development Projectdocument.doc
Bab 4 Srategi Penyajian Transparansi
OHT 3
DIAGRAM MACAM-MACAM POSISI PENGELASAN
Indonesia Australia Partnership for Skills Development Page 76Batam Institutional Development Projectdocument.doc

Bab 4 Srategi Penyajian Transparansi
OHT 4
MACAM-MACAM KERUSAKAN KERUSAKAN LAS
Takikan bawah Penumpukan logam las
Keropos Kurang pencairan
Tercemar oleh tungsten Kotoran terperangkap
Retak
Indonesia Australia Partnership for Skills Development Page 77Batam Institutional Development Projectdocument.doc
Under cuttoverroll
TiIdak mencair
udara dan gas
Partikel tungstenKotoran
Retak
Bab 4 Srategi Penyajian Transparansi
OHT 5
TEKNIK MENGHEMBUSKAN GAS PELINDUNG UNTUK PENGELASAN PIPA
PROSEDUR GAS PURGING PENGELASAN SAMBUNGAN PIPASiapkan dan las catat pipa yang akan disambungMasukan kedua ujung pipa sumbat gas purging dengan jarak tertentuHubungkan slang gas argon kedalam pipaMasukkan gas argon dengan kecepatanaliran kira-kira 88/menitBiarkan gas argon mengalir selama 3 sampai5menit dan turunkan kecepatan alirannya kira-kira sampai 5 i/menitPengelasan dapat dimulai
Indonesia Australia Partnership for Skills Development Page 78Batam Institutional Development Projectdocument.doc
Tutup karton
Catatan : Kecepatan aliran gas diatas secara umum saja,dalam prakteknya tergantung pada diameter pipa

Bab 4 Srategi Penyajian Transparansi
OHT 6
SAMBUNGAN T POSISI HORIZONTAL
SAMBUNGAN T POSISI VERTICAL
Indonesia Australia Partnership for Skills Development Page 79Batam Institutional Development Projectdocument.doc

Bab 4 Srategi Penyajian Transparansi
OHT 7
SAMBUNGAN PIPA POSISI 1G
SAMBUNGAN PIPA POSISI 2G
Indonesia Australia Partnership for Skills Development Page 80Batam Institutional Development Projectdocument.doc
KAMPUH I

Bab 5 Cara Menilai Unit Ini
BAB 5 CARA MENILAI UNIT INI
Apa yang Dimaksud dengan Penilaian ?Penilaian adalah proses pengumpulan bukti-bukti hasil ujian/pekerjaan dan pemberian nilai atas kemajuan peserta pelatihan dalam mencapai kriteria unjuk kerja seperti yang dimaksud dalam Standard Kompetensi. Bila pada nilai yang ditetapkan telah tercapai ( sesuai dengan kriteria ), maka dinyatakan bahwa kompetensi sudah dicapai . Penilaian lebih untuk mengidentifikasi pencapaian dan penguasaan kompetensi peserta pelatihan dari pada hanya untuk membandingkan prestasi peserta terhadap peserta lain.
Apa yang Dimaksud dengan Kompeten?Tanyakan pada diri Anda sendiri : “Kemampuan kerja apa yang benar-benar dibutuhkan oleh peserta pelatihan”?
Jawaban terhadap pertanyaan ini akan mengatakan kepada Anda tentang apa yang kita maksud dengan kata “kompeten”. Untuk menjadi kompeten dalam suatu pekerjaan yang berkaitan dengan keterampilan berarti bahwa orang tersebut harus mampu untuk :
menampilkan keterampitan pada level (tingkat) yang dapat diterima mengorganisikan tugas-tugas yang dibutuhkan. merespon dan bereaksi secara layak bila sesuatu salah memenuhi suatu peranan dalam sesuatu rangkaian tugas-tugas pada pekerjaan mentransfer/mengimplementasikan keterampilan dan pengetahuan pada situasi
baru.
Bila Anda menilai kompetensi ini Anda harus mempertimbangkan seluruh issue-issue di atas untuk mencerminkan sifat kerja yang nyata .
Pengakuan Kompetensi yang DimilikiPrinsip penilaian terpadu memberikan pengakuan terhadap kompetensi yang ada tanpa memandang dari mana kompetensi tersebut diperoleh. Penilai mengakui bahwa individu-individu dapat mencapai kompetensi dalam berbagai cara:
kualifikasi terdahulu belajar secara informal.
Pengakuan terhadap kompetensi yang ada dengan mengumpulkan bukti-bukti kemampuan untuk dinilai apakah seseorang telah memenuhi standar kompetensi, baik memenuhi standar kompetensi untuk suatu pekerjaan maupun untuk kualifikasi formal.
Kualifikasi PenilaiDalam kondisi Iingkungan kerja, seorang peniIai industri yang diakui akan menentukan apakah seorang pekerja mampu melakukan tugas yang terdapat dalam unit kompetensi ini . Untuk menilai unit ini mungkin Anda akan memilih metode yang ditawarkan dalam pedoman ini, atau mengembangkan metode Anda sendiri untuk melakukan penilaian. Para penilai harus memperhatikan petunjuk penilaian dalam standar kompetensi sebelum memutuskan metode penilaian yang akan dipakai.
Indonesia Australia Partnership for Skills Development Page 81Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Ujian yang DisarankanUmumUnit Kompetensi ini, secara umum mengikuti format berikut:
(a) Menampilkan pokok keterampilan dan pengetahuan untuk setiap sub-kompetensi/kriteria unjuk kerja.
(b) Berhubungan dengan sesi praktik atau tugas untuk memperkuat teori atau mempersiapkan praktik dalam suatu keterampilan.
Hal ini penting sekali, di mana peserta dinilai (penilaian formatif) pada setiap elemen kompetensi. Mereka tidak boleh melanjutkan unit berikutnya sebelum mereka benar-benar menguasai (kompeten) pada materi yang sedang dilatihkan .
Sebagai patokan disini seharusnya paling sedikit satu penilaian tugas untuk pengetahuan pokok pada setiap elemen kompetensi. Setiap sesi praktik atau tugas seharusnya dinilai secara individu untuk tiap Sub-Kompetensi. Sesi praktik seharusnya diulang sampai tingkat penguasaan yang disyaratkan dari sub kompetansi dicapai.
Tes pengetahuan pokok biasanya digunakan tes obyektif. Sebagai contoh, pilihan ganda, komparasi, mengisi/melengkapi kalimat. Tes essay dapat juga digunakan dengan soal-soal atau pertanyaan yang relevan dengan unit ini.
Penilaian untuk unit ini, berdasar pada dua hal yaitu:
pengetahuan dan keterampilan pokok hubungan dengan keterampilan praktik.
Untuk penilaian unit “ Las Gas Tungsten Busur Manual-(GTAW) “ disarankan hal-hal sebagai berikut ::
Penilaian Pengetahuan Pokok
Penilaian Teori
Sub-Kompetensi 1 : Sambungan Las dan Posisi PengelasanTes berdasarkan pada soal-soal berikut :
Berilah tanda v (tick) pada jawaban yang paling tepat dan benar !1. Unsur yang tedapat pada kawat las yang berfungsi sebagai oksidan adalah :
a. Karbon
b. Silikon
c. Krum
d. Pospor
2. Jenis kawat las untuk mengelas baja karbon dengan GTAW adalah :
a. Kawat las mangan austenit
b. Kawat las dioksid pospor
c. Kawat las karbid besi
d. Kawat las dioksid ganda
Indonesia Australia Partnership for Skills Development Page 82Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit Ini
3. Unsur dioksidan ditambahkan pada kawat las baja lunak (semi killed) adalah untuk mencegah :
a. Keropos pada akhir pengelasan
b. Kerusakan pada daerah pengaruh panas
c. Kurang pencairan pada bagian celah akar
d. Kehilangan sifat magnetis pada logam las
4. Unsur-unsur paduan pada kawat las untuk mengelas baja paduan rendah adalah
a. Besi dan magnesium
b. Krum dan molibdum
c. Timbel dan timah
d. Nikel dan perak
5. Sebagai gas pelindung pada GTAW untuk mengelas baja karbon rendah yaitu campuran antara :
a. Helium dan hidrogen
c. Argon dan hidrogen
d. Argon dan hellium
e. Helium dan CO2
6. Pengelasan dengan campuran gas argon dan helium banyak dipakai karena dapat:
a. Meningkatkan kecepatan pengelasan
b. Mencegah panas lebih
c. Menghemat pemakaian gas
d. Menghasilkan busur las yang lebih panas
7. Teknik pembersihan las awal dianjurkan untuk pengelasan pipa yang tipis adalah:
a. Dengan menghembuskan gas trichlorethylene
b. Membersikan dengan nyala api
c. Digosok
d. Digerinda
8. Jenis elektroda tungsten yang dipakai untuk mengelas baja karbon dan baja paduan karbon rendah dengan GTAW
a. Elektroda tungsten cerium
b. Elektroda tungsten zirconium
c. Elektroda tungsten carbide
d. Elektroda tungsten copper
Indonesia Australia Partnership for Skills Development Page 83Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
10. Jika mengelas pelat atau pipa tipis dengan arus rendah bentuk ujung elektroda haruslah :
a. Cembung
b. Rata
c. Tajam
d. Bulat
11. Pertimbangan utama dalam menentukan besar aliran gas mengelas baja karbon dan baja karbon paduan rendah adalah :
a. Harga pekerjaan
b. Komposisi yang dikandung pada kawat las
c. Pengkutuban
d. Ketebalan bahanyang dilas
12. Termasuk jenis gas apakah argon dan helium ?
13. Mengapa selalu diperlukan membersihkan permukaan benda kerja sebelum dilas ?
14. Sebutkan tiga macam pembersihan awal
a.
b.
c.
Indonesia Australia Partnership for Skills Development Page 84Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
15. Sebutkan dua macam elektroda tungsten paduan untuk mengelas baja karbon rendah dan baja paduan karbon rendah
a.
b.
16. Jelaskan tentang penggunaan pengkutuban D.C negatip untuk mengelas baja karbon dan bja paduan karbon rendah
a.
b.
16. Buat gambar seket bentuk bentuk ujung elektroda tungsten untuk mengelas pipa baja tebal
Indonesia Australia Partnership for Skills Development Page 85Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit Ini
Penilaian Keterampilan Pokok
Penilaian Praktik
Meliputi Tugas 4 s.d. 9Setiap pelaksanaan praktik hendaknya dinilai secara individual dan bila kriteria minimum yang ditetapkan belum tercapai, maka peserta pelatihan harus mengulang seluruh tes atau komponen tes yang belum tercapai tersebut, sehingga tingkat penguasaan suatu pengetahuan dan keterampilan dapat terpenuhi.
Bila melaksanakan penilaian praktik hal-hal berikut perlu dipertimbangkan :
Pemilihan komponen-komponen harus memenuhi keseluruhan kompetensi yang hendak dicapai.
Dalam mempersiapkan peralatan , alat- alat bantu dan sebagainya harus sesuai dengan ketentuan yang berlaku dan SOP.
Tingkat disiplin dalam mengikuti prosedur kerja yang ditetapkan.
Langkah kerja yang benar.
Kriteria unjuk kerja yang ditetapkan harus mengacu pada standar yang jelas atau WPS ( Welding Procedure Specification ).
Penyelesaian seluruh tugas.
Menginterpretasikan hasil kerja dengan benar .
Apabila bekerja dalam satu tim (kelompok) pastikan bahwa setiap anggota telah memberikan kontribusi yang seimbang.
Pertanyaan-pertanyaan lisan dapat digunakan untuk melakukan tes secara individu dari setiap anggota kelompok atau untuk penekanan-penekanan terhadap bagian-bagian yang penting
Indonesia Australia Partnership for Skills Development Page 86Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Ringkasan Penilaian Pengetahuan dan KeterampilanGunakan tugas-tugas ini untuk menetapkan apakah peserta pelatihan telah menguasai pokok-pokok pengetahuan dan keterampilan yang diperlukan.
Pokok-pokok Pengetahuan dan
Keterampilan
Tugas-tugas PenilaianYa Tidak
Perlu Latihan
Lanjutan1.0 Mengidentifikasi
sambungan las dan posisi pengelasan
1.1. Jenis-jenis sambungan tumpul dan sambungan sudut dijelaskan
1.2. Sambungan tumpul dan sambungan sudut digambarkan
1.3 Macam-macam posisi pengelasan diidentifikasi
2.0 Mengidentifikasi kerusakan-kerusakan las dan melakukan pemerikasaan secara pengamatan
2.1 Jenis-jenis kerusakan las bagian luar dan dalam yang berhubungan dengan las GTAW dijelaskan.
2.2 Penyebab-penyebab kerusakan las diidentifikasi dan dijelaskan
2.3 Kriteria yang dipakai untuk melakukan pengamatan diidentifikasi
2.4 Teknik-teknik dan peralatan yang diperlukan untuk menngontrol distorsi diterangkan
2.1 2.5 Prosedur perbaikan dijelaskan
3.0 Memilih bahan-bahan untuk pengelasan GTAW
3.1 Macam-macam jenis bahan pengisi untuk pengelasan baja karbon, baja tahan karat dan alluminium dipilih dan diidentifikasi
3.2 Jenis gas pelindung yang dipakai pada pengelasan GTAW diterangkan.
3.3 Jenis-jenis elektroda tungsten dipillih dan dijelaskan.
.
4. Melaksanakan pengelasan sambungan sudut dan tumpul pada pelat baja karbon ,baja tahan karat tebal 6 s.d 8 mm posisi di bawah tangan dan posisi horizontal
4.1 Keselamatan kerja dapat diaamati.
4.2 Mesin las ditata secara benar sesuai dengan keadaan bengkel kerja.
4.3 Pelat benda kerja disetel/diluruskan sesuai dengan spesifikasi yang dibutuhkan
4.4 Pengelasan dilakukan dengan memperhatikan petunjuk keselamatan dan kesehatan yang
Indonesia Australia Partnership for Skills Development Page 87Batam Institutional Development Projectdocument.doc
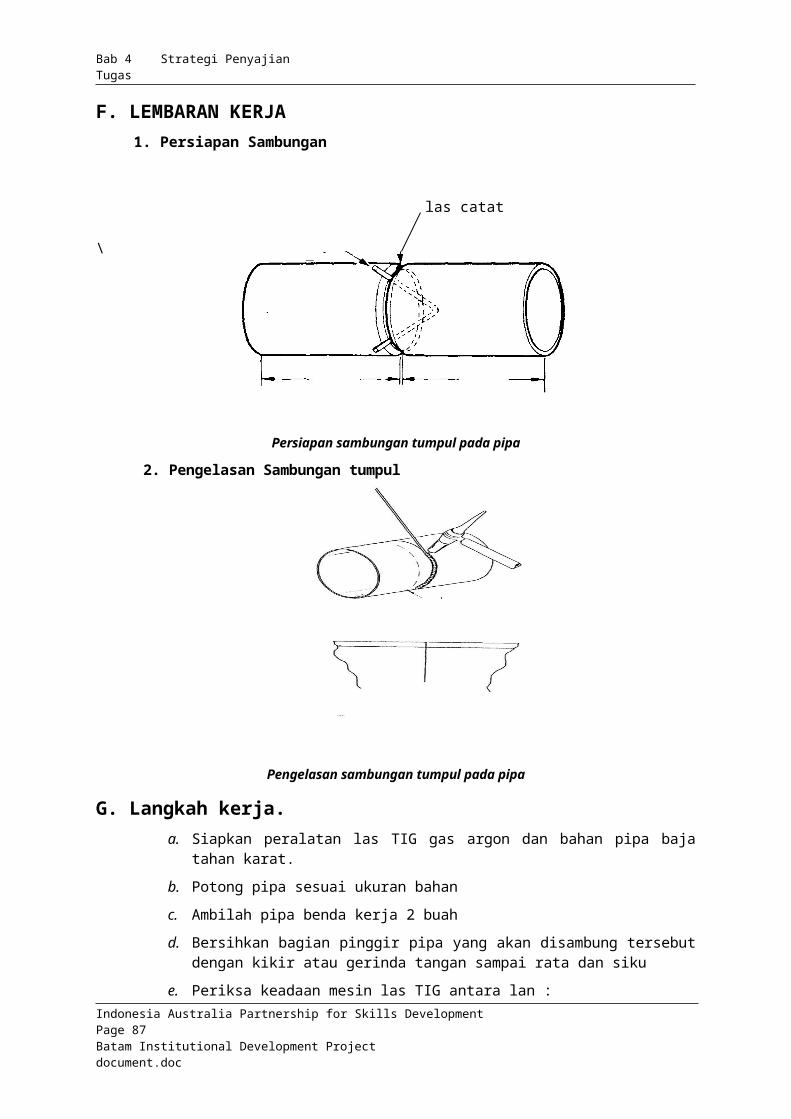
Bab 5 Cara Menilai Unit Ini
berlaku.
4.5 Benda hasil las dibersihkan sesuai standar prosedur operasional.
5.0. Melaksanakan pengelasan sambungan tumpul dan sambungan sudut pada baja karbon, baja tahan karat, aluminium dan pipa tebal 6 sd 8 mm posisi rata dan posisi horizontal
.1 Keselamatan kerja diamati
5 2 Mesin las ditata secara benar sesuaidengan keadaan bengkel kerja.
5 3 Pipa disetel/diluruskan sesuai dengan spesifikasi yang dibutuhkan.
5 4 Pengelasan dilakukan dengan memperhatikan petunjuk keselamatan dan kesehatan yang berlaku.
5 5 Benda hasil las dibersihkan sesuai standar prosedur operasional.
Indonesia Australia Partnership for Skills Development Page 88Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Checklist yang Disarankan Bagi PenilaiModul : Las Tig (GTAW).
Nama Peserta : Nama Penilai :
Apakah telah memberikan bukti-bukti yang cukup yang menunjukkan bahwa peserta dapat : Catatan
Mengidentifikasi sambungan las dan posisi pengelasan- Jenis-jenis sambungan tumpul dan sambungan sudut dijelaskan
- Sambungan tumpul dan sambungan sudut digambarkan
- Macam-macam posisi pengelasan diidentifikasi
Mengidentifikasi kerusakan-kerusakan las dan melakukan pemerikasaan secara pengamatan
- Jenis-jenis kerusakan las bagian luar dan dalam yang berhubungan dengan las GTAW dijelaskan.
-..Penyebab-penyebab kerusakan las diidentifikasi dan dijelaskan- Kriteria yang dipakai untuk melakukan pengamatan diidentifikasi- Teknik-teknik dan peralatan yang diperlukan untuk menngontrol distorsi
diterangkan- Prosedur perbaikan dijelaskan.
Memilih bahan-bahan untuk pengelasan GTAW- Macam-macam jenis bahan pengisi untuk pengelasan baja karbon, dan
baja tahan karat dipilih dan diidentifikasi
- Jenis gas pelindung yang dipakai pada pengelasan GTAW diterangkan.
- Jenis-jenis elektroda tungsten dipillih dan dijelaskans
Memilih bahan-bahan untuk pengelasan GTAW- Macam-macam jenis bahan pengisi untuk pengelasan baja karbon dan
baja tahan karat dipilih dan diidentifikasi
- Jenis gas pelindung yang dipakai pada pengelasan GTAW diterangkan.
- Jenis-jenis elektroda tungsten dipillih dan dijelaskan.
Melaksanakan pengelasan sambungan tumpul dan sambungan sudut pada pelat baja karbon dan baja tahan karat tebal 6 s.d. 8 mm posisi bawah tangan dan posisi horizontal
- Keselamatan kerja dapat diaamati.
- Mesin las ditata secara benar sesuai dengan keadaan bengkel kerja.
- Pelat benda kerja disetel/diluruskan sesuai dengan spesifikasi yang dibutuhkan
Indonesia Australia Partnership for Skills Development Page 89Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
- Pengelasan dilakukan dengan memperhatikan petunjuk keselamatan dan kesehatan yang berlaku.
- Benda hasil las dibersihkan sesuai standar prosedur
Melaksanakan pengelasan sambungan tumpul dan sambungan sudut pada baja karbon, baja tahan karat, dan pipa tebal 6 sd 8 mmm posisi rata dan posisi horizontal
- Keselamatan kerja diamati
- Mesin las ditata secara benar sesuaidengan keadaan bengkel kerja.
- Pipa disetel/diluruskan sesuai dengan spesifikasi yang dibutuhkan.
- Pengelasan dilakukan dengan memperhatikan petunjuk keselamatan dan kesehatan yang berlaku.
- Benda hasil las dibersihkan sesuai standar prosedur operasional
Indonesia Australia Partnership for Skills Development Page 90Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Lembar Penilaian
Unit : BSDC 0711 / Las TIG(Tungsten Inert Gas B)
Nama Perserta Pelatihan : ……………………………………
Nama Penilai : ………….………………..……….
Peserta yang Dinilai : Kompeten
Kompetensi yang Dicapai Umpan balik untuk Peserta:
Tanda tanganPeserta sudah diberitahu tentang hasil penilaian dan alasan-alasan mengambil keputusan
Tanda tangan Penilai:
Tanggal:
Saya sudah diberitahu tentang hasil penilaian dan alasan mengambil keputusan tersebut.
Tanda tangan Peserta Pelatihan:
Tanggal:
Indonesia Australia Partnership for Skills Development Page 91Batam Institutional Development Projectdocument.doc