Explosion venting: The predicted effects of inertia and loss...ICHEME SYMPOSIUM SERIES NO. 144...
15
ICHEME SYMPOSIUM SERIES NO. 144 EXPLOSION VENTING - THE PREDICTED EFFECTS OF INERTIA By Steve Cooper - Stuvex Safety Systems Limited Explosion venting is an established and well used method of primary explosion protection within industry. In recent years there have been various studies into the effect of vent inertia on the venting process. This phenomena may also form a part of the new ATEX directives which may require manufacturers of venting devices to provide vent efficiency data. The paper will present the predicted effects of vent inertia in design as well as the consequence of high inertia vents on weak vessels. There is a need for regular maintenance on all types of vent to ensure that corrosion of hinges and the accumulation of powder deposits does not become a contributory factor to the inertia of the vent once it has been installed. KEYWORDS: EXPLOSION, VENTING. INERTIA, MASS, DOORS, BURSTING DISCS, GUIDELINES. INTRODUCTION Explosion venting is probably the most widely used method of mitigating the effects of an explosion. The principle can be described as follows When an explosion is confined it builds up pressure in a short period of time. When the available fuel or oxygen is consumed then the explosion reaches its full potential and realises its maximum explosion pressure (P ma x) F° r m o s t types of dusts and gases P max <10 barg. Vessels typically found in process systems, although normally constructed from steel, cannot withstand this level of pressure and would, if sustaining an explosion, burst open, possibly causing local damage and the possibility of a dangerous secondary explosion. If the vessel is installed with an explosion vent, the explosion flame and pressure can be relieved externally, thus reducing the maximum explosion pressure. This reduced pressure is known as the P fed . It is important to recognise that the vent must be directed to a safe location where combustion cannot be supported further, and also away from any personnel, plant or buildings. Explosions should not be vented into the work area unless fitted with special barrier type devices. 305
-
Upload
phungnguyet -
Category
Documents
-
view
233 -
download
2
Transcript of Explosion venting: The predicted effects of inertia and loss...ICHEME SYMPOSIUM SERIES NO. 144...

ICHEME SYMPOSIUM SERIES NO. 144
EXPLOSION VENTING - THE PREDICTED EFFECTS OF INERTIA
By Steve Cooper - Stuvex Safety Systems Limited
Explosion venting is an established and well used method of primary explosion protection within industry. In recent years there have been various studies into the effect of vent inertia on the venting process. This phenomena may also form a part of the new ATEX directives which may require manufacturers of venting devices to provide vent efficiency data. The paper will present the predicted effects of vent inertia in design as well as the consequence of high inertia vents on weak vessels. There is a need for regular maintenance on all types of vent to ensure that corrosion of hinges and the accumulation of powder deposits does not become a contributory factor to the inertia of the vent once it has been installed.
KEYWORDS: EXPLOSION, VENTING. INERTIA, MASS, DOORS, BURSTING DISCS, GUIDELINES.
INTRODUCTION
Explosion venting is probably the most widely used method of mitigating the effects of an explosion.
The principle can be described as follows When an explosion is confined it builds up pressure in a short period of time. When the available fuel or oxygen is consumed then the explosion reaches its full potential and realises its maximum explosion pressure (Pmax) F° r m o s t types of dusts and gases Pmax<10 barg. Vessels typically found in process systems, although normally constructed from steel, cannot withstand this level of pressure and would, if sustaining an explosion, burst open, possibly causing local damage and the possibility of a dangerous secondary explosion.
If the vessel is installed with an explosion vent, the explosion flame and pressure can be relieved externally, thus reducing the maximum explosion pressure. This reduced pressure is known as the Pfed. It is important to recognise that the vent must be directed to a safe location where combustion cannot be supported further, and also away from any personnel, plant or buildings. Explosions should not be vented into the work area unless fitted with special barrier type devices.
305

ICHEME SYMPOSIUM SERIES NO. 144
DEVICES & DESIGN
The magnitude of the Pred is influenced by a number of factors:
• K value
• Vent area • Vent opening pressure (Pstat) • Vessel volume • Vessel strength
Although this list is not exhaustive, it is possible to design an adequate vent if these characteristics are known and applied using a vent design guide such as is found in the IChemE guides, VDI3673, NFPA68 and Dust Explosion Prevention and Protection Part 1-Venting [4]
The pressure increases rapidly during the early stages of an explosion, therefore it is important that the vent opening is made as large as is practicable and the vent is opened as early as possible.
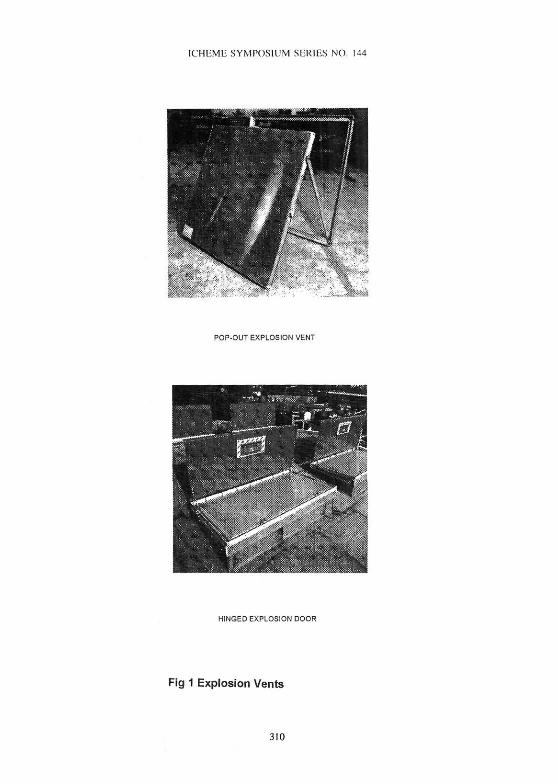
Another consideration is the type of closure device used to ensure that the vent is sealed during normal process conditions. Very often, bursting discs, rupture panels and bursting membranes are used which can be tested, during manufacture, to ensure accuracy of opening pressure. The devices are lightweight and offer little resistance to the explosion pressure. For vent tests it is normal to use such a device to provide the most effective venting for the vent area available. One disadvantage is that bursting devices such as these can often deteriorate due to fatigue, heat and continuous flexing under pressure pulsing, for instance. In this case the next device that may be considered is the explosion door or pop-out panel (figure 1).
These devices usually comprise a hinged door held down on to a seal with one or more release catches. The catches can be calibrated to release the door at the precise Pstat
required. Although the release pressure can be controlled, the vent door is usually of a more substantial construction than the bursting membranes, and can tolerate harsh operating conditions. But in constructing a door that will withstand pressure pulsing, erosion etc. is there a penalty to pay when this mass is to be moved out of the way of an oncoming explosion ?
VENT EFFICIENCY
Assuming that the design guidelines mentioned earlier are based on testing with bursting membranes, what would be the effect of substituting the membrane with a hinged, steel door ?
In VDI3673 for example, the vent efficiency is addressed. This compares the door with a bursting membrane in terms of percentage efficiency. If the vent door is assumed to have an efficiency of 80%, compared with a membrane, then the vent area must be increased by 1.25. Also, there are no numerical values presented for the predicted effects of mass and no guidelines on how to test the doors to assess the efficiency.
306

ICIIEME SYMPOSIUM SERIES NO 144
A vent of greater mass than a bursting membrane will have an inertia effect that must be overcome by the explosion pressure which may (or may not) cause an increase in the Pred. Bartknecht [1] suggests a mass of <10kg/m2, whereas NFPA68 suggests approximately 12kg/m2 In the UK, values of up to 25kg/m2 have been acceptable in the past, with some vents being more than 40kg/m? So does the absence of inertia effect data mean that there is no problem ? Can the mass values described above, be applied to any vent area, vessel volume or K value ? Do bursting discs and rupture panels operate at 100% efficiency and if not, what effect will the mass of the disc have on the reduced explosion pressure and vent area ?
Apart from mass there are other ways in which the vent inertia may be increased. Hinged doors require attention to ensure that the hinge is free moving and without corrosion. The accumulation of debris, snow, ice and water on top of any vent will increase the inertia effects. The unauthorised modification of vents to prevent nuisance tripping will have an effect and the installation of insulation on low mass membranes or discs will increase the relative mass and thus may influence the venting process Powder accumulations encrusted on to the vent will not only affect the P^,. but may also increase the mass of the vent.
INERTIA
To try to assess the inertia effects it is first necessary to consider how the pressure is generated within a closed vessel. It is normal to assess the magnitude of a potential explosion by measuring the pressure - time graph. Although the Pmax is around 10 barg. the rate of pressure rise (dP/dtmaj<) is a function of the concentration, explosibility of the material and the vessel volume The equation for the explosion characteristics is the well known cubic law where the time (in which a device must be effective) can be calculated from:
Figure 2 shows the pressure - time relationship for a K ,̂100 dust in closed vessels of 1, 9, 25 and 60m3 The larger the volume the greater the time for the vent to become active Figure 3 however, shows that the time reduces as the K., increases This pressure-time relationship becomes very important in small volumes
Firstly, we can assess the effectiveness of low mass bursting membranes by testing and compare these figures with those provided by VDI3673 1992 [3] as prescribed minimum vent areas. Figure 4 shows a summary of tests in the range 1, 9, and QOm3 and the comparison with VDI3673. The L/D ratio of the vessels was approximately 1 6 which is an important consideration to be addressed later in the paper.
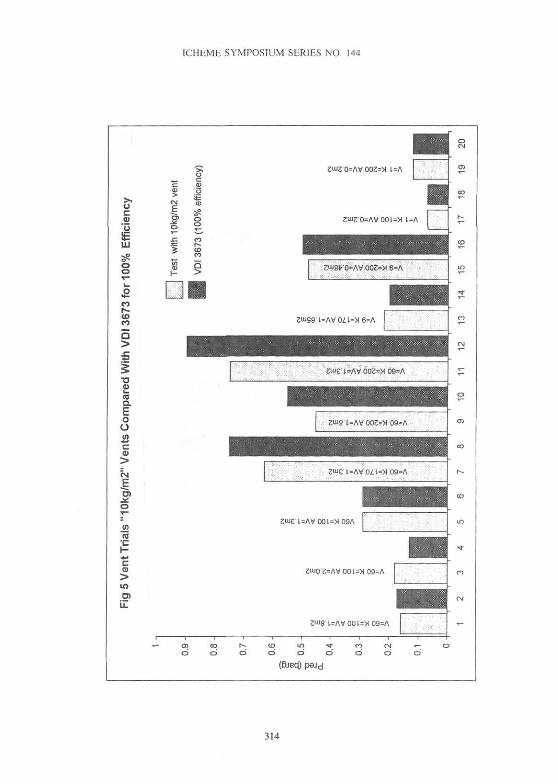
A second series of trials was conducted, this time replacing the bursting disc with a "sandwich" panel of the same size. The panel is constructed from two aluminium sheets with insulating material in between. The density of the material can be altered, thus altering the mass per unit area of the vent. The results for the range of vessels are shown in figure 5. Here we can clearly witness that the Pfed is increasing as the mass increases although the figures still correspond well with VDI3673.
307

ICHEMF. SYMPOSIUM SERIES NO. 144
To investigate further we should attempt to understand why this is happening. If the pressure in the vessel exceeds the Psta,of the vent and overcomes the mass m, then the vent will start to move. The acceleration a of the vent is:
a = P*Jm
where m is the mass per unit area. This movement will cause a gap to appear between the vent and its seat, through which combustion gases may escape. As the gap increases with time, so the venting rate will increase. After a certain time the vent will have moved away from the seat to such a degree, that the vent will no longer present any restriction to the venting process. For a hinged door, the fully developed angle is typically 40°-60°.
From the tests, the time between the beginning of the opening and the attainment of full venting is roughly constant for a certain type of vent.
On the basis of the testing and the relationship with VDI3673 for vents of low mass, we embarked on developing a computer programme to assess the effectiveness of vents with increased mass across the range 10kg/m2, 20kg/m2 and 40kg/m2 and for K.,100, 170 and 200.
In figure 6 the pressure - time graph for the three K values is shown for a volume of 60m3. On to each curve the point is plotted at which full venting is achieved for each of the three vent types. Not surprisingly, as the acceleration properties for each vent are the same there is a straight line proportionality between each pressure time curve. The lines correspond well with Pred achieved during testing as shown in figure 6.
The nomogram shown in figure 7 shows the vent area selection from VDI3673 for a 60m3 volume and a Pred=0.2 barg. By transposing the lines from the pressure - time graph we can see a pattern emerging as to the influence of mass on the vent process. For instance, if we were to design a vent to cope with a 1 ,̂200 at 0.2 barg our vent area (Av) would be approximately 3.2m2. By installing a vent with a mass m=20kg/m2 the predicted Pred increases from 0.2 barg to >0.4 barg.
The process is repeated for volumes of 25m3 and 9m3 with almost identical patterns emerging when related to VD13673. However, when assessing the effects in 1m3 a different pattern emerges where the influence of mass is far greater, especially with K.,200. In figure 8 the nomogram for 1 m3 shows that for 1^,200, the use of a 12kg/m2
vent will increase the Pred from 0.2 barg to >0.5 barg.
From these calculations we also find that the influence of mass is reduced when Ks,<100 irrespective of the volume.
Analysis was repeated to ascertain whether there was a benefit in reducing Pstat to overcome the penalties of mass. Although marginal benefits were calculated, it did not appear that Psta, had very much influence in the range Ksl<200.
308

ICHEME SYMPOSIUM SERIES NO. 144
LARGE VOLUMES
In an earlier paper by Harmanny [2] it was contended that mass had a diminishing effect as the volume increased. Figure 9 shows the plots for 1^,200 in volumes of 100, 200 and 300m3. Quite clearly the Pred is reducing as the volume increases even though the mass of the vents can vary significantly. From this we can see that mass has only a marginal effect for volumes >60m3 where the mass is <12kg/m2. The selection of the vent therefore becomes wider, with lightweight doors becoming acceptable provided the mass is <=12kg/m2. As the volumes increase beyond 100m3, doors with a mass of <20kg/m2 could be employed with little or no penalty on the predicted Prcd.
L/D RATIO
Although the effects of mass reduce as the volume increases, it is very important to note that the length/diameter ratio begins to influence the vent efficiency. In figure 10 a plot is superimposed to show the effects of an L/D=5 on a volume of 250m3. The vent area used was for a L/D=2 vessel of 300m3. It is fair to say that the increase in PrC(J is not significant, but to emphasise the point, the UD ratio must be taken into consideration at all times when designing venting systems.
CONCLUSION
Very little test data is available on the effect of inertia on vents. From the work undertaken in the preparation of this paper it appears that there can be significant reductions in performance due to the mass (alone) of the vent closure used. The guidelines available do not, currently, provide very much in the way of data to enable accurate assessments of vent performance for any vent with a mass m>1 .Okg/m2.
Efficiency ratings can be subjectively applied unless the closure is purchased from a proprietary manufacture, when such data may be available having been derived from testing. From what we have calculated and seen from testing, the mass may have a considerable impact on vent efficiency and should always be considered as a part of the venting system design.
REFERENCES
1. W. Bartknecht. Explosionen. Springer-Verlag, Berlin, Heidelberg, New York 1978.
2. A. Harmanny. Effect of Inertia on Effectiveness of Explosion Venting. Europex Newsletter April 1993.
3. VDI, 1992. Pressure Release of Dust Explosions - VDI 3673
4. G. Lunn. Dust Explosion Prevention and Protection - Part 1 Venting. Second Edition 1992
309
ICHEME SYMPOSIUM SERIES NO. 144
POP-OUT EXPLOSION VENT
HINGED EXPLOSION DOOR
Fig 1 Explosion Vents
310

ICHEME SYMPOSIUM SERIES NO. 144
311

ICIIEME SYMPOSIUM SERIES NO. 144
312

ICHEMI-; SYMPOSIUM SERIES NO. 144
313
ICHEME SYMPOSIUM SERIES NO. 144
314

ICHEME SYMPOSIUM SERIES NO. 144
315

ICHEME SYMPOSIUM SERIES NO. 144
316

ICIIEME SYMPOSIUM SERIES NO. 144
317

ICHEME SYMPOSIUM SERIES NO. 144
318

ICHF.ME .SYMPOSIUM SERIES NO. 144
319