Ch2 Measurement Analysis and Actuation

of 48
-
Upload
amina-yasmin -
Category
Documents
-
view
217 -
download
0
Transcript of Ch2 Measurement Analysis and Actuation
-
8/10/2019 Ch2 Measurement Analysis and Actuation
1/48
ME 445
INTEGRATED MANUFACTURING SYSTEMS
MEASUREMENT,
ANALYSIS,&
ACTUATION
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
2/48
2004
In an integrated manufacturingenvironment,
information is gathered through computer
networks to make decisions on time.
Among the information to be gathered is the
measurementand sensingof physical objectsand events.
-
8/10/2019 Ch2 Measurement Analysis and Actuation
3/48
2004
Typical situations are:
Computer controlof processes requires analog
input/outputs as well as digital input/output.
Programmable logic controllers (PLC)require
information to produce the required output control
signal.
-
8/10/2019 Ch2 Measurement Analysis and Actuation
4/48
CNC machine toolneed to sense the position of the
tool to follows the path instructed by the program.
Adaptive controlof machine tools requires that
conditions can be sensed to perform adaptive
reaction.
A shop f loor control systemassumes that on-line
information can be gathered in real time on which
timely decisions can be based.
Manufacturing cell controllerrequires informationon the sequence of operations.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
5/48
2004
All these situations assume that control
follows the sequence of
1. sense current conditions in a process,
2. analyze those conditions,
3. effect conditions through changes to theprocess.
-
8/10/2019 Ch2 Measurement Analysis and Actuation
6/48
In turn, this assumes that theconditions can be detected and the
information can be transmitted to
the analysis device.
Once the decision is made the
decision should be executed bysome sort of actuators.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
7/48
EXAMPLE:
Consider the necessary
information that must be obtained
in a CNC machining center(milling machine)and required
actuation to perform the functions
of the center:
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
8/48
1. dc motors provide the motion along axes
2. tachometers sense the speed of the axis
motors
3. resolver measures axis motor shaft position
4. ac motors provide motion to the spindle
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
9/48
5. limit switches sense when the milling tableisapproaching its maximum allowable bounds
for preventing overtravel
6. stepping motor positions the tool exchanger
7. tactile probe measures the dimensions of
the workpiece
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
10/48
Sensing of physical conditions is
obtained by usingsensors
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
11/48
What is a Sensor?
A sensor is a device that
receives a signal orstimulus and respondswith an electrical signal.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
12/48
Main Characteristics of Sensors
Sensitivity
Sensitivity Error
Linearity
Range
Accuracy
Resolution
Precision
Dynamic RangeHysteresis
Response time
-
8/10/2019 Ch2 Measurement Analysis and Actuation
13/48
Sensitivity
The sensitivity of the sensor is definedas the slope of the output characteristic
curve or, more generally, the
minimum input of physical parameter
that wil l create a detectable outputchange.
-
8/10/2019 Ch2 Measurement Analysis and Actuation
14/48
Range
The range of the sensor is the
maximum and minimum valuesof applied parameter that can be
measured.
-
8/10/2019 Ch2 Measurement Analysis and Actuation
15/48
-
8/10/2019 Ch2 Measurement Analysis and Actuation
16/48
Resolution
This specification is the smallest
detectable
incremental change of inputparameter that
can be detected in the output
signal
-
8/10/2019 Ch2 Measurement Analysis and Actuation
17/48
Precision
The concept of precision refers to the
degree ofreproducibilityof a measurement
-
8/10/2019 Ch2 Measurement Analysis and Actuation
18/48
Hysterisis
A sensor should be capable offollowing the changes of the input
parameterregardless of which direction the
change is made;
hysteresisis the measure of thisproperty
-
8/10/2019 Ch2 Measurement Analysis and Actuation
19/48
-
8/10/2019 Ch2 Measurement Analysis and Actuation
20/48
Response
Time
Time required for a sensor output to
change from its previous state to a
final settled value
within a tolerance band of the correct
new value
-
8/10/2019 Ch2 Measurement Analysis and Actuation
21/48
Sensing and measurements may be brokendown into four categories:
1. Object detection
2. Object identification
3. Condition detection
4. Sensing for machines and robots
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
22/48
Object detection:
a) Limit switches:
A limit switch has on/off
characteristics.It changes the position automatically
when an object forces closure of the
switch contact
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
23/48
The limit switch may be pressure-
sensitive, so that an object on aconveyor will close the contacts
just by its own weight
Limit switches can be:
normally closed(NC)normally open(NO)
-
8/10/2019 Ch2 Measurement Analysis and Actuation
24/48
Normally Closed NC
Normally Opened NO
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
25/48
b) Photoelectric Sensors:
A typical photoelectric sensorprovides a voltage of 10 volts DC, if
a light beam is not interrupted by
some objects.If the beam is interrupted, then no
voltage is provided. Thus the voltage
is the equivalent of an on/off switch.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
26/48
There are three possible models
for photoelectric sensors:
1. Through scanning2.Retro-reflective scanning
3.Diffuse (proximity) scanning
-
8/10/2019 Ch2 Measurement Analysis and Actuation
27/48
An important characteristic to be
noted when considering
photoelectric sensing is
hysteresis, which the percent ofthe received light beam that must
be broken to cause an on oroff condition.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
28/48
-
8/10/2019 Ch2 Measurement Analysis and Actuation
29/48
This prevents the possibility of
multiple sensings if the part
vibrates while moving throughthe beam.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
30/48
-
8/10/2019 Ch2 Measurement Analysis and Actuation
31/48
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
32/48
c) Proximity Sensing:
Proximity detectors are electrical
or electronic sensors that respond
to the presence of a material.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
33/48
The major categories are:
inductive:
for detection of
steelchrome-nickel
stainless steel
brass
aluminum
copper parts
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
34/48
magnetic:
for the detection offerrous materials
capacitive:
for detection of
steelwater
wood
glassplastics
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
35/48
Object Identification:
1. Bar codes
2. Magnetic stripes
3. Camera with pattern recognition software4. Radiofrequency (RF) devices
(transponders)
5. Optical Character Reading (OCR)6. Voice Recognition System (VRS)
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
36/48
Measurement of Conditions:
To measure the environmental conditions
transducersare used. A transducerinputs one
form of energy or characteristics and has an
output a form of energy or characteristic that
is different from the input.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
37/48
L inear displacement measurements:
Strain gage
Linear potentiometerLinear encoder
Capacitive transducer
LVDT (linear voltage differential transformer)
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
38/48
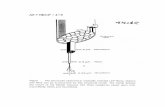
LVDT (linear variable differential tranformer)
is a transducer for converting positionalinformation into an electrical signal. It is
wound as a transformer with a single primary
and two secondary wound around acylindirical bobin. A movable core is
positioned inside the windings and it is the
movement of this core which is measured
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
39/48
-
8/10/2019 Ch2 Measurement Analysis and Actuation
40/48
Angular displacement
measurements:
Strain gage
Angular potentiometer
Rotary encoderCapacitor
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
41/48
-
8/10/2019 Ch2 Measurement Analysis and Actuation
42/48
Force and pressure measurements:
Diaphragm-strain gage
Strain gageBellow-potentiometer
Piezo-electric
LVDT (linear voltage differentialtransformer)
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
43/48
Temperature measurements:
ThermocoupleOptical pyrometer
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
44/48
Machine Tool Sensing:
The most important sensing required in a
machine tool is the position of the tool.
Therefore the position transducers determine
the accuracy of a machine tool.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
45/48
Part Measurement:
Other than the positioning of the tool, the
positioning system of the machine tools maybe used to check the dimension of the
machined part and the amount of the tool wear
by utilizing a tactile probe.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
46/48
Linear array: Parallel light beams are emittedfrom one side of the object to be measured to
a photo optical diode array that is mounted on
the objects opposite side. Diameters are
measured by the number of array elements
that are blocked. 1 mm resolution may be
possible.
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
47/48
Tool wear measurement:
Tactile probe
Force measurement on the tool
2004
-
8/10/2019 Ch2 Measurement Analysis and Actuation
48/48
Robot Sensing:
Tactile sensing
Force sensing
2004