CBM
19
CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS Dept of Mechanical Engineering, SJCE, Mysore Page 1 1. INTRODUCTION Condition-based maintenance (CBM), shortly described, is maintenance when need arises. In a continuous growing global market Productivity is playing a key role to stay competitive, for any manufacturing company. Productivity can be achieved through availability and availability can be increased through adopting the efficient maintenance practices, by focusing on different types of maintenance and strategies. Condition based Maintenance or predictive maintenance, uses primarily non destructive testing techniques, visual inspection, and performance data to assess machinery condition. It replaces arbitrarily timed maintenance tasks with appropriate maintenance task at only when warranted by equipment condition. Condition-monitoring maintenance task intervals must be properly understood and task intervals should be determined based on the expected P-F interval. The P-F interval governs the frequency with which the predictive task must be done. Technological advances are accepted and applied to CBM systems, which includes improved knowledge of failure mechanisms, advancements in failure forecasting techniques, advancements in monitoring and sensor devices, advancements in diagnostic and prognostic software, acceptance of communication protocols, developments in maintenance software applications and computer networking technologies. This maintenance is performed after one or more indicators show that equipment is going to fail or that equipment performance is deteriorating. This concept is applicable to mission critical systems that incorporate active redundancy and fault reporting. It is also applicable to non-mission critical systems that lack redundancy and fault reporting. Condition-based maintenance was introduced to try to maintain the correct equipment at the right time. CBM is based on using real- time data to prioritize and optimize maintenance resources. Observing the state of the system is known as condition monitoring. Such a system will determine the equipment's health, and act only when maintenance is actually necessary. Developments in recent years have allowed extensive instrumentation of equipment, and together with better tools for analyzing condition data, the maintenance personnel of today are more than ever able to decide what is the right time to perform maintenance on some piece of equipment. Ideally condition-based maintenance will allow the maintenance personnel to do only the right things, minimizing spare parts cost, system downtime and time spent on maintenance.
-
Upload
darshak-gowda -
Category
Documents
-
view
9 -
download
1
description
Condition-based maintenance (CBM), shortly described, is maintenance when need arises. In a continuous growing global market Productivity is playing a key role to stay competitive, for any manufacturing company.
Transcript of CBM

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 1
1. INTRODUCTION
Condition-based maintenance (CBM), shortly described, is maintenance when need arises.
In a continuous growing global market Productivity is playing a key role to stay competitive, for
any manufacturing company. Productivity can be achieved through availability and availability can
be increased through adopting the efficient maintenance practices, by focusing on different types of
maintenance and strategies. Condition based Maintenance or predictive maintenance, uses primarily
non destructive testing techniques, visual inspection, and performance data to assess machinery
condition.
It replaces arbitrarily timed maintenance tasks with appropriate maintenance task at only
when warranted by equipment condition. Condition-monitoring maintenance task intervals must be
properly understood and task intervals should be determined based on the expected P-F interval.
The P-F interval governs the frequency with which the predictive task must be done. Technological
advances are accepted and applied to CBM systems, which includes improved knowledge of failure
mechanisms, advancements in failure forecasting techniques, advancements in monitoring and
sensor devices, advancements in diagnostic and prognostic software, acceptance of communication
protocols, developments in maintenance software applications and computer networking
technologies.
This maintenance is performed after one or more indicators show that equipment is going to
fail or that equipment performance is deteriorating. This concept is applicable to mission critical
systems that incorporate active redundancy and fault reporting. It is also applicable to non-mission
critical systems that lack redundancy and fault reporting. Condition-based maintenance was
introduced to try to maintain the correct equipment at the right time. CBM is based on using real-
time data to prioritize and optimize maintenance resources. Observing the state of the system is
known as condition monitoring. Such a system will determine the equipment's health, and act only
when maintenance is actually necessary. Developments in recent years have allowed extensive
instrumentation of equipment, and together with better tools for analyzing condition data, the
maintenance personnel of today are more than ever able to decide what is the right time to perform
maintenance on some piece of equipment.
Ideally condition-based maintenance will allow the maintenance personnel to do only the
right things, minimizing spare parts cost, system downtime and time spent on maintenance.

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 2
1.1 CONDITION MONITORING METHODS
There are two main methods for condition monitoring namely trend monitoring and condition
checking.
It involves the selection of some suitable and measurable indication of machine or component
deterioration, such as one of those listed in Fig 1.2 and the study of the trend in this measurement
with running time to indicate when deterioration is exceeding a critical state.
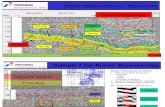
The principle involved is illustrated in Fig. 1.1 which shows the way in which such trend
monitoring can give a lead time before the deterioration reaches a level at which the machine
would have to be shutdown. This lead time is one of the main advantages of using trend
monitoring rather than the simple alarms of automatic shutdown devices used in permanent
monitoring. In some cases both methods are used together. Permanent monitoring can prevent
catastrophic failures. As soon as the parameter chosen as representative of the machine condition
exceeds a predetermined level, an alarm informs the personnel concerned and can even stop the
machine automatically. The preselected warning and alarm levels are based on the experience of
the users and in this way it is possible to optimize the life of wearing machine parts. With the
condition monitoring repairs are carded out only when the condition of the machine has
deteriorated to a predetermined level.
Thus, repairs or replacement of parts take place only when it has definitely been proved that a
fault exists and if left unrepaired would result in unsatisfactory operation, e.g. decrease of
production, or catastrophic breakdown with [possible damage to other machine parts and
disruption of production.
Condition monitoring includes three steps:
* DETECTION (when) of the developing fault at an early stage
*DIAGNOSIS (what) of its origin so that spare parts can be ordered
*PROGNOSIS (forecast) - subsequent measurement will then establish the trend and enable the
repair schedule to be planned.
Where the most important economic factor is damage to the machine permanent monitoring
should be employed. Where the most important economic factor is loss in production, CM is
most suitable. Some situations may well best be served by both methods used in parallel.

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 3
Condition checking is where a check measurement is taken with the machine running, using
some suitable indicator such as, again, one of those listed in Fig1.2 and this is then used as a
measure of the machine condition at that time. To be effective the measurement must be accurate
and quantifiable and there must be known limiting values which must not be exceeded for more
than a certain number of permitted further running hours.
To fix these values requires a large amount of recorded past experience for the particular type of
machine and this makes the method less flexible then the trend monitoring, particularly if it is
required to give lead time as well as machine knowledge. It can be particularly useful however,
in a situation where there are several similar machines operating together as in this case.
Comparative checking can be done between the machine which is monitored and other machine
which are known to be in new or good condition.
A comparison of methods of Condition Monitoring and Failure Diagnosis are shown in Table
1.1.
In view of the definition of monitoring, this term is redundant. Use of the adjective “trend”
implies that measurements will be made at regular, well-spaced time intervals in order to
determine the long-term trend in a particular parameter.
TREND MONITORING CONDITION CHECKING PROBLEM OR FAILURE DIAGNOSIS
TIMING OF MEASUREMENTS
Readings taken at regular time intervals while the machine is running
Readings taken at one time while the machine is running
When the problem has become manifest or after failure has occurred
QUALITATIVE MEASUREMENTS
Skilled operators can do subjective trend monitoring if they are close enough to their machines
Typical activity of an engineer when checking a machine during operation
When machine is stopped, inspection of components can indicate the cause of problem
QUANTITATIVE MEASUREMENTS
The taking of regular measurements and their recording and analysis gives a lead time on machine problems
Numerate values allow comparison with established standards or other similar machines to give knowledge of machine condition
Measurements may be analyzed in considerable detail to provide guidance on possible causes of the problem
CONDITION MONITORING
TABLE 1.1
A COMPARISION OF METHODS OF CONDITION MONITORING AND OF FAILURE DIAGNOSIS

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 4
FIG 1.1 TREND MONITORING

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 5
FIG 1.2
THE MATCHING OF METHODS TO THE MONITORING OF MACHINES AND
COMPONENTS

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 6
1.2 Benefits of condition Based Maintenance
Maintenance costs are a major part of the operating costs of all manufacturing or production
plants. Depending on the specific industry, maintenance costs can represent between 10 and
40 per cent of the costs of goods produced. For example in food related industries, the average
maintenance cost represents about 15 per cent of the cost of goods produced; while in iron and
steel, pulp and paper and other heavy industries maintenance represents up to 40 per cent of the
total production costs. Discounting the cost of fuel for nuclear units, most power production
facilities in the United States of America also fall into the upper range of costs.
Recent surveys of maintenance management effectiveness in the US manufacturing industry
indicate that one third, 33 cents out of every dollar, of all maintenance costs is wasted as the
result of unnecessary or improperly carried out maintenance. When the high percentage of
operating cost attributed each year to maintenance of plant equipment and facilities is considered
the impact on productivity of maintenance operation becomes obvious.
The main reason for this ineffective and/or inefficient management is the lack of factual data
that quantifies the actual need for repair or maintenance of plant machinery, equipment and
systems. Maintenance scheduling has been, and in many instances is predicted on statistical trend
data or on the actual failure of plant equipment.
Until recently, middle and corporate level management have ignored the impact of
maintenance on product quality, production costs and more importantly on bottom line profit.
The general opinion has been that „maintenance is a necessary evil‟ or „nothing can be done to
improve maintenance costs‟. Perhaps these were true statements ten or twenty years ago when
many of the diagnostic technologies were not fully developed.
However, the developments of microprocessor or computer based instrumentation that can be
used to monitor the operating condition of plant equipment, machinery and systems have
provided the means to manage the maintenance operation. They have provided the means to
reduce or eliminate unnecessary repairs, prevent catastrophic machine failures and reduce the
negative impact of the maintenance operation on the profitability of manufacturing and
production plants.

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 7
1.3 Setting up a cm activity
When an industrial establishment is considering whether to apply cm to its plant machinery or
equipment there are a number of aspects which should be taken into account and the following
suggested procedure may be helpful
The management of the establishment should become familiar with the principles of cm
and its possible benefits
They should then consider the various factor which affect the application of cm and
which may be relevant to their situation and also the actual benefits which they hope to
realize (Table 1.1)
The possible financial savings which they might obtain should then be assessed on the
basis of the general financial statistics of the establishment while making a general
financial assessment they also should determine what general organizational
arrangements appear you be appropriate.
After considering the various aspects 1 to 4 the management should have discussion with
their senior engineers who are concerned with the operation and maintenance of their
paint and equipment. the engineers should be asked to make a more precise estimate of
the likely savings and recommend an appropriate level of monitoring
If these more precise figures appear satisfactory, a decision should be made to go ahead decision
to go ahead should involve a commitment for at least three years. The management and staff
should be involved with this project are concerned about its success.
A senior engineer should then be asked to survey the plant and equipment, recommended which
items should be monitored are by what methods and then prepare cost estimates.
A final decision should then be made on the actual expenditure to be allowed and approval given
to order the equipment or services needed and to train the staff required. A particularly suitable
time to start CM is when ne plant or equipment is being introduced. CM can then be brought in as
a complete package.
A considerable amount of management support and administrative work on setting-up appropriate
procedures will be necessary during the first years of operation. This ill be necessary to ensure the
smooth integration of CM into existing operation and the most effective use of the machine data
that is collected.

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 8
1.4 IMPLEMENTATION OF CONDITION BASED MAINTENANCE
Implementation of CBM involves:
1. Listing and numbering all machines; in order to have their identification and location.
2. Selecting critical machines-. We decide critical machine when its shutdown would cause
production losses or danger to personnel, this distinction does not depend on quantity but also on
product quality. The degree to which a machine is critical is one of the factors influencing
examination frequency.
3. Establishing programmed and specifying the parts to be examined. The reliability of CBM
depends not only on instruments but mostly on the skill and sense of responsibility of the
examiner who is entrusted with a group of machines.
4. Establishing for each part of the machine the severity limits of the machine condition
parameter (vibration, sound, temperature, contamination etc.) to be measured.
5. Selecting proper examination frequencies.
To arrive at the best frequency of examination, we must consider for each machine-
Its criticality in the process flow chart
The availability of the standby machines
The standardization of items
The operating conditions
The failure statistics (MTBF – MTTR)
The cost of examination
The overall cost of failure
The cost of maintenance
The following formula has suggested in order optimizing examination frequency
e۸t
– ۸t = 1+۸ (ci/cq)
Where,
۸ = failure rate (FR)
T = examination interval
Ci = examination cost
Cq = unitary down – time cost (maintenance cost plus production losses)

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 9
This formula is valid only in the cases of a constant FR while in the case of a variable FR the
formula is more involved. Actually empirical methods are applied.
6. Recording data.
7. Training examiner.
The examiners must have a high standard of experience, a deep knowledge of machinery and
particularly endowed with analytical skill however it is necessary to train the personnel for
this job by:
Making clear the aims CBM
Illustrating the principles and working of the instruments
Going through or teaching mathematics or principles of physics essential for the
correct performance of job.
Attending refresher courses on professional matters, like lubrication, bill bearing as
simply, vibration analysis etc.
1.5 CONSEQUENCES OF THE INTODUCTION OF CBM
The role of the maintenance chief changes. We can say that while his most important
duties so forward the coordination and technical aid of his assistants, the planning of
maintenance through a agues work now he becomes really the manager of the service. The
examination team supplies him with all information conceding the conditions of the machine
while other offices will supply him with the necessary information about cost versus budget.
Under CBM regime the maintenance chief takes decisions and coordinates the maintenance
teams on the basis of data.
CBM is involving the lubrication team, in fact owing to its own function, lubrication
service is another very useful source of information as lubrication team systematically controls
the machinery examination and lubrication therefore must be strictly connected as they may
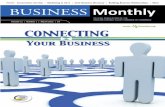
transfer each other information on the conditions of the machine. Flow of information under
CBM is detailed in the Upper side of Fig.1.3
On the whole the organized structure of maintenance because more flexible as it based on
a daily input of date while the short term programming because more important than the long

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 10
term one. Besides estimation instead of it on a rigid PM program. Therefore the budget can be
based only on statistical data.
Fig 1.3 CONDITION BASED MAINTENANCE INFORMATION SYSTEM

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 11
1.6 THE DESIGN OF INFORMATION SYSTEM
Fundamental aspects of information system (show in Fig 1.3)
With the introduction of CBM are:
Collection and processing of a great quantity of information (never available before)
regarding the condition of each part of a machine.
Necessary to carry out maintenance works within lead time (i.e. in a period of time,
which may be very short, elapsing between the alarm and emergency shutdown)
The above aspects are strictly bounded either to the optimization of frequency of examination of
to the scheduling and programming of maintenance works.
As can be seen from Fig 1.3 the examiner can meet two different situations:
The condition of the machine is near to the lead time; the normal procedure will be
followed through planning office (work requisition – work order with specification
programming carrying out work)
The condition of the machine is already within the lead time (next to the shutdown), the
information will be directly passes to the Forman for emergency maintenance.
In order to let CBM operate correctly it is necessary that the following information are given
to the maintenance foreman:
Condition of machine
Probable part of defective machine
Probable defect
Time durations which the fault to be repaired.

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 12
Job report is very important and it is fundamental in order to assure the success of the
new philosophy in fact through the scrutiny and correction of diagnosis versus actual
work it will be possible:
To control the examiners training or his eventual deviations from instructions
To improve the correlation between parameters chosen for condition
measurements and real detects.
To get severity curves specific for each machine.
1.7 SELECTION METHODS OF MONITORING
Inspire of the large number of techniques and the amount of instrumentation that is available,
there are really only five main techniques of condition monitoring and these are:
1. Visual monitoring which involves inspection and recording of surface appearance this
may involve the use of bioscopes to see inaccessible places or the use of photography or
surface imprinting for record purposes.
2. Vibration monitoring which usually involves the attachment of a transducer (velocity
probe accelerometer or proximity probe) to a machine to record its vibration level.
Special equipment is also available for using the output from the sensor to indicate the
nature of the vibration problem and even its precise cause.
3. Wear debris monitoring which works on the principle that the working surfaces of a
machine are washed by their lubricating oil, and damage to them should be detectable
from particulars of wear debris in the oil. If the debris consists of relatively large ferrous
lumps such as those generated by the fatigue of rolling element bearings and gears or the
pitting of cams and tappets, these can be picked up by removable magnetic piles inserted
in the oil return lines. For smaller debris particles, spectrographic analysis or microscopic
ex animation of oil samples after magnetic separation are commonly uses techniques
(SOAP)
4. Performance and behavior monitoring involves checking the performance of a machine
or components to see whether it is behaving correctly. This may, for example, involve
monitoring the performance of a bearing by measuring its temperature to see whether it is

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 13
carrying out its function of transmitting load between moving surfaces with the minimum
of friction.
5. Corrosion monitoring which is usually applied to fixed plant containing aggressive
materials is intended to monitor the rate of internal corrosion of the walls of the paint.
This may be done by drilling sentinel holes partway through the wall, which the
corrosion rate is assumed to relate to that of plant.
In the case of the first four methods of monitoring which are applied primarily to various
farms of rotating plant the way in which they are used is that the existence of a problem is
usually detected from the general level of the measurements and its rate of change, while the
nature of the problem can generally be determined from a more detailed analysis of the
measurements obtained this is outlined in Table 1.2.
The methods of monitoring described in table are in effect a mechanism of communication
between a machine and a monitoring engineer. It will be observed that the visual method of
monitoring in relation to the others requires negligible technological backup. This is because
the necessary analytical facilities already exist within the human observer. The lack of these
natural analytical facilities in the other three methods of monitoring is the various techniques
within the main categories of monitoring methods need to be applied. The various techniques
within the man categories of monitoring method are listed in Table 1.3A & Table 1.3B as a
guide to their general selection.

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 14
TABLE 1.3A SELECTING METHODS OF MONITORING

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 15
TABLE 1.3B SELECTING METHODS OF MONITORING

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 16
1.8 FORMALISED ASSMENT OF MONITORING TECHNIQUES
The choice of the monitoring techniques to be applied in a particular plant is difficult by such
factors as skills available effect of the environment reliability of the machines and the monitoring
method etc. At present this decision tends to be made on an abhor base of personal experience or
advice there is however a clear requirement for a formulized approach to be developed.
In the field of NDT where a variety of competitive techniques for surface crack detection
have long been established, the LEO approach has been put forward by Birchon as a simple
formalized way of selecting the appropriate technique by assessing effectiveness. Three separate
factors are considered and then combined to provide a measure of the size of the fault that must
be detected for the technique to be effective.
1. Critical parameter size, L which will cause the particular failure being considered. In the
context of cracks this could be crack depth determined by calculation, experiment or
studies of failures. If the failure were seizure of a rolling bearing it is unlikely that the
size of the damage in the races could be considered. More appropriately it would be a
correlation between vibration or shock pulse level and occurrence of seized bearings.
Thus, L would be the Vibration/Shock pulse level at which experience has shown the bearing
will seize.
2. The experience factor, E, to take account of:
The amount of knowledge possessed of the cause and mechanism of the failure and
The rate of progression of the failure in relation to monitoring frequency.
Both these points of experience amount to a measure of the extent of previous
trouble encountered.

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 17
3. The monitoring operational efficiency factor, O, which takes account of:
The sensitivity and reliability of the method and the equipment in relation to the
characteristics of the machine and its environment and
The skill of the monitoring personnel.
0 would vary from one, where failures had been thoroughly monitored, to zero where it had
never been possible to detect the fault in the past.
The product L X E X O provides a measure of the monitored parameter level or change
which the monitored technique must be able to detect to be certain of providing sufficient
warning of impending failure. Unfortunately, although data have been collected for NDT
applications the approach has not yet been taken up for general CM and no exact information is
available on L, E or 0 factors applicable to behavior, wear debris or vibration monitoring.
However, the maintenance engineer will find it useful to develop his own factors for the
technique he has at hand. Some proposals for monitoring operational efficiency factors, derived
from Birchon are shown in Table 1.4
SUBTRACT FROM 0 - 1
Experience of monitoring personnel in applying the technique
None Some considerable
0.2 0.1 0
Conditions of access In relation to the requirements of the machine
Poor Fair good
0.2 0.1 0
Conditions of the environment affecting the technique (noise, dirt, fumes, heat, electrical, Interference, use of protective clothing)
Bad Average good
0.2 0.1 0
Availability of direct comparisons (standard Lubricant debris, vibration Spectra, temperature graphs etc.)
None Some sufficient
0.2 0.1 0
TABLE 1.4 MONITORING OPERATIONAL EFFICIENCY FACTORS

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 18
1.9 CASE EXAMPLES
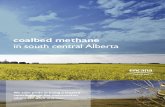
Introduction of vibration monitoring and reduction in the number of pump repairs:
Fig.l.4 shows monitoring effect at a large refinery where there has been a 40% reduction in the
number of pumps undergoing workshop overhaul since 1970. There has been a similar drop
reported in the number of electric motors undergoing workshop overhaul. Such a significant drop
in overhaul work is clear evidence of a reduction in the number of catastrophic failures and
supports the thesis that because of vibration monitoring, more remedial maintenance work is
being carried out in the field. Clearly it must be far less expensive to replace worn or damaged
parts in a machine in situation than it is to carry out major repair work to a machine that has
failed catastrophically. The difference in cost for a typical process centrifugal pump would be
several thousand rupees. For an electric motor the difference in cost could be a lakh or more.
FIG 1.4 EFFECT OF VIBRATION MONITORING ON PUMP REPAIRS

CONDITION BASED MAINTENANCE PRINCIPLES, ECONOMICS AND APPLICATIONS
Dept of Mechanical Engineering, SJCE, Mysore Page 19