C100 Cryomodule Vacuum Vessel Structural Analysistnweb.jlab.org/tn/2007/07-081.pdf ·...
27
JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis 1/27 C100 Cryomodule Vacuum Vessel Structural Analysis Gary G. Cheng, William R. Hicks, and Edward F. Daly Introduction Cryomodule (CM) prototypes for CEBAF 12GeV upgrade project have been built in the past and the design has been improved since then. The vacuum vessel, as an essential component of the CM, has adopted a few changes. A previous JLab technical note [1] has described the structural analysis procedures per requirements in ASME Boiler & Pressure Vessel Code, Section VIII, Division I for the vacuum vessel used in the prototype CMs. This technical note serves as an amendment to JLAB-TN-00-003 to reflect changes in design and the associated analyses. Mechanical loads include those occur at normal work condition and the transportation loads (termed as abnormal loading in JLAB-TN-00-003). Formulas and rules are cited from the 2007 ASME BPV code [2] and mechanical engineering design reference books. I. Vacuum Vessel Design A brief introduction of the 12GeV upgrade project CM vacuum vessel was given in JLAB- TN-00-003. Changes have been made since then include: 1. In each vacuum vessel, four instrumentation ports accommodating NW200 half nipples (8.0" tube OD) are added. 2. Space frame is anchored to the vacuum vessel through 6 sets of studs distributed along the length of the vessel. Each set contains three studs located 120 o apart from one another along the circumference of the vacuum vessel. The space frame wheels are suspended while studs are functioning so that they don’t provide any form of support after the assembly process is completed. 3. Openings for waveguide attachments are smaller. Currently, there are six 11.72" diameter openings and one 14.9" diameter openings. The half nipples and tubes are all welded to, instead of being pulled out from, the openings on vacuum vessel. 4. The two ground supports are relocated toward ends of the vacuum vessel. The code design analyses in this report will take into account all above changes. II. Mechanical Loads 1. Structural Loads During Normal Operation Weight of end cans: 750 lbf/each Weight of cavities and tuners: 3,000 lbf Weight of space frame: 850 lbf Internal design pressure: 29.6 psi (2.0 atm) External design pressure: 29.6 psi (2.0 atm) 2. Transportation Loads (cited from JLAB-TN-00-003)
Transcript of C100 Cryomodule Vacuum Vessel Structural Analysistnweb.jlab.org/tn/2007/07-081.pdf ·...

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
1/27
C100 Cryomodule Vacuum Vessel Structural Analysis Gary G. Cheng, William R. Hicks, and Edward F. Daly
Introduction
Cryomodule (CM) prototypes for CEBAF 12GeV upgrade project have been built in the past and the design has been improved since then. The vacuum vessel, as an essential component of the CM, has adopted a few changes. A previous JLab technical note [1] has described the structural analysis procedures per requirements in ASME Boiler & Pressure Vessel Code, Section VIII, Division I for the vacuum vessel used in the prototype CMs. This technical note serves as an amendment to JLAB-TN-00-003 to reflect changes in design and the associated analyses. Mechanical loads include those occur at normal work condition and the transportation loads (termed as abnormal loading in JLAB-TN-00-003). Formulas and rules are cited from the 2007 ASME BPV code [2] and mechanical engineering design reference books.
I. Vacuum Vessel Design A brief introduction of the 12GeV upgrade project CM vacuum vessel was given in JLAB-
TN-00-003. Changes have been made since then include: 1. In each vacuum vessel, four instrumentation ports accommodating NW200 half nipples
(8.0" tube OD) are added. 2. Space frame is anchored to the vacuum vessel through 6 sets of studs distributed along
the length of the vessel. Each set contains three studs located 120o apart from one another along the circumference of the vacuum vessel. The space frame wheels are suspended while studs are functioning so that they don’t provide any form of support after the assembly process is completed.
3. Openings for waveguide attachments are smaller. Currently, there are six 11.72" diameter openings and one 14.9" diameter openings. The half nipples and tubes are all welded to, instead of being pulled out from, the openings on vacuum vessel.
4. The two ground supports are relocated toward ends of the vacuum vessel. The code design analyses in this report will take into account all above changes.
II. Mechanical Loads 1. Structural Loads During Normal Operation
Weight of end cans: 750 lbf/each Weight of cavities and tuners: 3,000 lbf Weight of space frame: 850 lbf Internal design pressure: 29.6 psi (2.0 atm) External design pressure: 29.6 psi (2.0 atm)
2. Transportation Loads (cited from JLAB-TN-00-003)

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
2/27
4.0g vertically (which includes the initial weight) 2.0g axially 0.5g horizontally
III. Analyses per ASME BPV Code
1. Determine Wall Thickness of Vacuum Vessel (UG-22 and UG-23) The BPV code section VIII, Division 1, para. UG-23 (c) requires that “the wall thickness of a
vessel computed by these rules shall be determined such that, for any combination of loadings listed in UG-22 that induce primary stress and are expected to occur simultaneously during normal operation of the vessel, the induced maximum general primary membrane stress does not exceed the maximum allowable stress in tension…” JLAB-TN-00-003 addressed this provision by conducting stress analyses via shear-moment diagram. Herein a simplified model for finite element stress analysis is used to estimate the membrane and bending stresses in the vacuum vessel subjected to both normal loads and transportation loads.
1.1 Assumptions for Model Simplification
1) Small openings, including the eight tuner openings and other openings with diameters
smaller than 4.5", are omitted from the model for brevity. 2) With the 18 studs, the space frame and cavities are “tied” tightly to the vacuum vessel. It
is thus assumed that the weights of all parties are evenly distributed along the length of the vacuum vessel. This assumption allows a beam-like finite element model.
3) Flanges are omitted from the model. 4) Ground supports are assumed to be fixed to the vacuum vessel by welding.
1.2 Finite Element Model
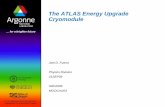
The model is created in ANSYS® by use of PIPE16 element. The element has three translational and three rotational degree of freedoms (DOF) at each of its two nodes. Pipe outer diameter and wall thickness are input as real constants. Figure 1 is a snapshot of the finite element model.
1.3 Applied Loads and Boundary Conditions
1) Two ground supports are added at nodes that are (100.58"+96.08")/2 = 98.33" away from
the center of the vessel. They are welded (all DOFs fixed) to the vessel. 2) End can weights of 750 lbf are applied at both ends of the vacuum vessel. A bending
moment of 750×37.23/2 = 13,961.25 lbf-in is also applied at each end of the vessel. The 37.23" is the estimated overall length of the end cans.
3) Normal load is applied by specifying 1.0g acceleration in the y coordinate direction. 4) Transportation loads are applied by specifying accelerations in all three axes. End can
inertias are included by scaling the weight and bending moments. 5) Equivalent axial forces to simulate pressures on capped ends are applied.

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
3/27
Fig. 1 Finite element model of the vacuum vessel
1.4 Results: Internal Pressure and Normal Load
A picture of the deformed vacuum vessel under internal pressure and normal load is shown in
Fig. 2. The 1st principal stress in the vacuum vessel is plotted in Fig. 3. The moment diagram in vacuum vessel is plotted in Fig. 4. The peak bending moment is found to be 69,555 lbf-in occurring at support points. Stresses of interest to know are:
Peak stress induced by bending is 354 psi. Peak axial stress is 1,850 psi. Peak shear stress is 112 psi. Peak hoop stress is 1,850 psi.
1.5 Results: Internal Pressure and Transportation Load
The deformed vacuum vessel under internal pressure and transportation load is shown in Fig. 5. More stress results are summarized in a subsequent table.
Support ring
Instrumentation port
Waveguide ports with (11.72" diameter)
Waveguide ports with 14.9" diameter

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
4/27
Fig. 2 Deformed vacuum vessel under internal pressure and normal load
Fig. 3 1st Principal stress in vacuum vessel under internal pressure and normal load

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
5/27
Fig. 4 Moment diagram for vacuum vessel under internal pressure and normal loading
Fig. 5 Deformed vacuum vessel under internal pressure and transportation load

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
6/27
1.6 Stress Results Summary
Table 1. A summary of peak stresses in vacuum vessel subjected to various loadings Peak Stresses
(psi) internal pressure & normal load
Internal pressure & transportation load
External pressure & normal load
External pressure & transportation load
Bending stress 354 1,429 354 1,429
Axial stress 1,850 1,960 1,909 2,020
Hoop stress 1,850 1,850 1,880 1,880
Shear stress 112 448 112 448 Max. Principal Stress 2,204 3,390 2,264 3,446
None of the peak membrane stresses (axial, hoop, and shear) in Table 1 exceed the 20,000
psi allowable stress for 304 stainless steel (cited from Table 1A of reference [3]), neither does the sum of the membrane stress and bending stress.
2. Thickness of Shells under Internal Pressure (UG-27)
In JLAB-TN-00-03, the minimum required shell thickness was calculated per UG-27 c-1 and
c-2. The greater of the two calculated minimum thicknesses is found to be t = 0.038". Therefore the actual vacuum vessel wall thickness of 0.25" is sufficient.
3. Thickness of Shells under External Pressure (UG-28)
Due to the fact that the supporting scheme for the vacuum vessel has been changed since the
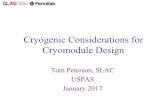
prototype designs, the shell thickness calculations per UG-28 need to be revisited. Fig. 6 illustrates how the vacuum vessel is supported by flanges, ground supports, and support rings. The length of the end can is roughly 37.23". It can be treated as the head of the vacuum vessel.
Fig. 6 Vacuum vessel supports and stiffening rings layout The calculation of allowable pressures is performed for each segment of the vacuum vessel.
A few parameters are common in all calculations: vessel outer diameter is Do = 32 in, design
5.57"52.67"
66.15" 53.22"
Symmetry plane
Ring 1 Ring 2 Ring 3 Ring 4 Ring 5 Ring 6

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
7/27
pressure is P = 29.6 psi, actual wall thickness is t = 0.25", Do/t = 128, and the young’s modulus of 304 stainless steel is E = 2.8e7 psi [1]. Table 2 presents the steps (refer to UG-28c) and results. Segments of vessel are numbered from left to right. Note that the length of the leftmost segment, which is connected to the end can that is treated as the vessel head, is added by 1/3 of the end can length. The formula used for calculating the allowable pressure Pa is:
)/(34
tDBPo
a = (1)
Table 2. Calculation of allowable pressure in vacuum vessel segments
Segment 1 Segment 2 Segment 3 Segment 4 Length, L 65.08 5.57 66.15 53.22 L/Do 2.034 0.174 2.067 1.663 Factor A 0.00046 0.0069 0.00045 0.00057 Factor B 6,230 11,350 6,230 7,000 Pa, psi 64.89 118.23 64.89 72.92
The allowable pressures in Table 2 for all four segments are much higher than the design
pressure of 29.6 psi. Therefore the wall thickness of 0.25" is sufficient to resist 2 atm of external pressure.
4. Stiffening Rings for Cylindrical Shells under External Pressure (UG-29)
The ASME BPV Sec. VIII Div. I para. UG-29 requires that “…the available moment of
inertia (MOI) of a circumferential stiffening ring shall be not less than that determined by” the following formula (pick one from two candidate equations suggested in the code):
14/])/([ 2 ALAtLDI sssos += (2)
where Ls = one-half of the distance from the centerline of the stiffening ring to the next line of support on one side, plus one-half of the centerline distance to the next line of support on the other side of the stiffening ring. See Fig. 6 for stiffening ring arrangement.
As = cross-sectional area of the stiffening ring = (35-32.06)/2×1.0+0.06/2× (1.0-2×0.25) = 1.485 in2
Similar to what is done in Table 2, the required MOI for two representative stiffening rings
(see Fig. 6) are evaluated following steps in Table 3. Note that the formula used to determine the factor B is:
⎟⎟⎠
⎞⎜⎜⎝
⎛+
=ss
oLAt
DPB
/43 (3)
Once factor B is calculated, value for factor A can be looked up in Fig. HA-1 of section II,
part D, subpart 3.

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
8/27
Table 3. Calculation of allowable pressure in vacuum vessel segments Ring 1 Ring 2 Ring 3 Length, Ls 52.67"/2=26.335" (5.57"+66.15")/2=35.86" (66.15"+53.22")/2=59.685"Factor B 2318.6 2,437 2,584 Factor A 0.0001629 0.0001716 0.0001824 Is, in4 0.096 0.131 0.219 The actual rings have a MOI > 1.0×1.473/12 = 0.265 in4. Therefore all six rings meet the
ASME BPV requirements.
5. Openings and Reinforcements (UG-36, UG-37, UG-40, UG-41, UW-15, UW-16) According to ASME BPV VIII D1 para. UG-36 (b), all openings in the vacuum vessel can be
examined for required reinforcement areas by applying rules and formulas given in para. UG-37. There are five sizes of openings in the vacuum vessel:
1) 8× NW40 (1.5" OD and 0.065" wall) weld-on half nipples for cavity/space frame/ vacuum vessel alignments.
2) one 14.9" OD and 0.25" wall waveguide port locating in the center of the vessel. 3) 6× 11.72" OD and 0.25" wall waveguide ports scattered along the length of the vessel. 4) 4× NW200 (8.0" OD and 0.12" wall) weld-on half nipples as instrumentation ports. 5) 8× 4.5" OD and 0.12" wall tuner ports. Per UG-36(c)(3), the NW40 openings, which have an OD = 1.5" < 3.5", are exempt from the
reinforcement requirements. Also according to UW-15(b)(2), no detailed weld strength calculations are required for such small openings. These ports are attached to the vacuum vessel by full penetration bevel welds (refer to Fig. UW-16.1(a)). An outward fillet weld is omitted since no mechanical loads are transferred to these ports and the design pressure is comparatively low.
The other openings are evaluated using reinforcement and weld strength calculations per UG-
37, UW-15, and UW-16. The procedures are demonstrated in numerical examples given in the code’s nonmandatory appendix L, part L-7. The waveguide ports having a small amount of eccentricity and the instrumentation ports are abutting the vessel wall so that the procedures in example 4 in L-7.4 can be adapted for these openings. The 8× tuner ports have “hill-side” nozzles so that example 7 in L-7.7 better resembles these ports. Following the two mentioned examples, calculations are carried out as follows.
5.1 Openings Abutting Vessel Wall
These openings include: one 14.9" OD and 0.25" wall waveguide port, 6× 11.72" OD and
0.25" wall waveguide ports, and 4× NW200 instrumentation ports.
5.1.1 Wall Thickness Required
Shell wall thicknesses required have been determined earlier. The required nozzle neck thicknesses are calculated in Table 4:

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
9/27
Table 4. Nozzle wall thicknesses calculation
Nozzle OD 14.90 11.72 8.00 Actual nozzle wall, tn 0.25 0.25 0.12 Nozzle inner radius, Rn 7.20 5.61 3.88 Req’d nozzle wall, trn 0.0113 0.0088 0.0061 Is tn > trn? yes yes yes
5.1.2 Size of Weld Required
Full penetration bevel welds are adopted for mounting the waveguide and instrumentation
ports to the vacuum vessel. The Fig. UW-16.1 (a) depicts a code acceptable weld pattern. Herein the outward fillet weld is omitted. The weld strength verifications conducted later will prove the weld size is sufficient.
5.1.3 Area of Reinforcement Required and Available
UG-37 shows how to calculate the required reinforcement area, A, corresponding to an
opening with diameter of d by use of the following formula:
)1(2 1rrnr fFttFtdA −+= (4)
For calculation of the area available in vessel shell, A1, two formulas are suggested:
)1)((2)( 1111 rrnr ftFtEttFtEdA −−−−= (5a) )1)((2))((2 1111 rrnrn ftFtEttFtEttA −−−−+= (5b)
The larger value from Eqs. (5a) and (5b) shall be used for A1. The area available in nozzle projecting outward should take the smaller value from the following two equations:
tfttA rrnn 22 )(5 −= (6a) nrrnn tfttA 22 )(5 −= (6b)
The sum of areas available is compared to the required reinforcement area A calculated from Eq. (4). If A1+A2>A, no additional reinforcement is needed. Otherwise, extra reinforcement material is necessary. Refer to UG-37 for a detailed explanation of all dimensional variables. There are a few parameters that are common in calculations for all pertinent openings:
"025.0)6.296.00.1800,18/(875.156.29)6./( =×−××=−= PSEPRtr
Sn = Sv = Sp =18800 psi fr1 = fr2 = fr3 = fr4 = 1.0 F = 1 E1 = 1 for opening in solid plate t = 0.25" is the specified vessel wall thickness
The calculations and results are presented in Table 5. It can be easily concluded that none of
the three types of openings need additional reinforcement.

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
10/27
Table 5. Required reinforcement areas for openings on vacuum vessel
center
waveguide port side waveguide
port instrumentation
port diameter of opening d= 14.90 11.72 8.00
wall thickness of nozzle tn= 0.25 0.25 0.12 required nozzle thickness trn= 0.0113 0.0088 0.0061
From Eq. (4), A= 0.37 0.29 0.20 From Eq. (5a), A1= 3.35 2.64 1.80 From Eq. (5b), A1= 0.23 0.23 0.17
larger A1 from above two = 3.35 2.64 1.80 From Eq. (6a), A2= 0.2983 0.3014 0.1424 From Eq. (6b), A2= 0.2983 0.3014 0.0683
smaller A2 from above two = 0.2983 0.3014 0.0683 A1+A2= 3.65 2.94 1.87
A1+A2>A? Yes Yes Yes
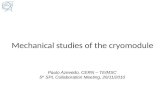
5.1.4 Verifications of Weld Strength Figure 7 shows the waveguides and their supports. The waveguide ports carry the weights
from waveguides and some accessories. Rough estimation of the weights and bending moments can be obtained using dimensions in Fig. 7. The total weight of components in Fig. 8 is approximately 380 lbs (based on 1,300 in3 volume and 0.289 lbf/in3 density). To be conservative, the side waveguide ports, holding one waveguide each, are assumed to carry 190 lbs and the center waveguide port holding two waveguides supports 380 lbs. In reality, the total weight of components in Fig. 8 is also carried by two other supports in the system. The instrumentation port is not subjected to noticeable mechanical loads besides the pressure load. Stresses due to inner pressure are considered in evaluation of the weld strength. Table 6 presents the weld strength verification (some of the formulas are quoted from reference [4]) for the side and center waveguide ports, as well as the instrumentation port. It is seen that all welds are sufficiently strong to withstand the mechanical loads applied.

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
11/27
Fig. 7 Waveguides and supports
Fig. 8 Components used in weight estimation
13.2"
26.0"
13.5"
Waveguides
x
y
z
Average weld boundary on waveguide port tube
Support bracket
9.989"

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
12/27
Table 6. Weld strength verifications for waveguide and instrumentation ports
Side ports
Center port
Instrumentation ports
Weld leg h, in. 0.25 0.25 0.12 Weld inner radius, i.e. port tube outer radius ro, in. 5.86 7.45 4.0
Port tube inner radius ri, in. 5.61 7.20 3.88
Throat area A=1.414π h ro, in2 6.51 8.27 2.13
Unit 2nd moment of area, Iu= π ro2, in3 107.88 174.37 50.27
MOI, I = 0.707h*Iu, in4 19.07 30.82 4.26
304 stainless steel yield strength Sy, psi* 30,000 30,000 30,000
Internal pressure Pi, psi 29.6 29.6 29.6
Logitudinal force due to pressure Fx= Pi π ri
2, lbf 2,927 4,821 1,400
Vertical force Fy, lbf 380 380 -
Distance from C.G. to weld center, in 13.00 13.00 - Moment Mz, lbf-in 4,940 4,940 -
Shear stress due to Fy, τy=Fy/A, psi 58 46 -
Shear stress due to Fx and Mz, τx = Fx/A+Mz*r/I, psi 1,968 1,777 657
Hoop stress due to pressure, τz = 2 ri
2Pi/(ro2-ri
2), psi 650 838 942
Total shear stress, τ=(τx2+τy
2+τy2)1/2, psi 2,073 1,965 1,147
Safety factor = 0.577*Sy/τ 8.4 8.8 15.1 * From [3], Table Y-1, 18Cr-8Ni, SA-240, 304 stainless steel. This yield strength is used in subsequent calculations.
5.2 “Hill-side” Openings
Only the tuner ports belong to this type. Follow the steps in L-7.7 example 7, a series of
calculations regarding the tuner ports are conducted:
5.2.1 Wall Thickness Required The required vessel wall thickness has been determined earlier. For the tuner port half
nipples, the required nozzle wall thickness is

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
13/27
.00336.06.296.00.1800,182/)12.025.4(6.29
6.0in
PESRP
t nrn =
×−××−×
=−
=
The actual half nipple wall thickness is tn=0.12", which is greater than the required trn.
5.2.2 Size of Weld Required Full penetration bevel welds are employed to fix the tuner ports onto the vacuum vessel. The
weld size is verified by mechanical strength calculations described in paragraph 5.2.6.
5.2.3 The Strength Reduction Factors fr1 = 1.0 fr2 = Sn/Sv = 18,800/18,800 = 1.0
5.2.4 Non-radial Opening Chord Length at Midsurface
.763.152/025.02/)25.020.32(2/ intRR rm =+×−=+= L = 8.0" from drawing. Nozzle inner radius Rn = 4.5-2×0.12 = 4.26 in.
o
m
nR
RL94.38
763.1526.48coscos 11
1 =⎟⎠⎞
⎜⎝⎛ +
=⎟⎟⎠
⎞⎜⎜⎝
⎛ += −−α
o
m
nR
RL27.76
763.1526.48coscos 11
2 =⎟⎠⎞
⎜⎝⎛ −
=⎟⎟⎠
⎞⎜⎜⎝
⎛ −= −−α
α = α2-α1 = 36o
.089.10)2/33.37(cos1763.152)2/(cos12 22 inRd m =−××=−= α F = 1.0 because no integral reinforcement is used.
5.2.5 Area of Reinforcement Required and Available
Required area of reinforcement is A = d tr F+2 tn tr F(1-fr1) = 10.089 × 0.025 × 1.0+0.0 = 0.252 in2 Area available in vacuum vessel shell is A1 = larger of the following = d (E1 t-F tr)-2 tn(E1 t-F tr)(1-fr1) = 10.089 × (1.0 × 0.25-1.0 × 0.025)-0.0 = 2.27 in2 or = 2(t+tn)(E1 t-F tr)-2 tn(E1 t-F tr) (1-fr1) = 2(0.25+0.12)(1.0×0.25-1.0×0.025)-0.0 = 0.167 in2
So, A1 = 2.27 in2 Area available in nozzle A2 = smaller of the following: = 5(tn-trn)fr2 t = 5(0.12-0.00336) ×1.0×0.25 = 0.146 in2

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
14/27
or = 5(tn-trn) fr2 tn = 5(0.12-0.00336) ×1.0×0.12 = 0.07 in2 So, A2 = 0.07 in2 Total area available = A1 + A2 = 2.34 in2. This is greater than the area required A = 0.252 in2.
Therefore, no reinforcement is needed. 5.2.6 Weld Strength Verification
At the tuner ports, internal/external pressures are the major mechanical loads. The weld strength is thus checked against shear stresses created by pressures. The elliptical cross-section of the weld is projected as an annulus for simplification. The shear stresses inside weld can be evaluated as follows:
Weld length h = 0.12 in. Weld inner radius = tuner tube outer radius = ro = 4.5/2 = 2.25 in. Tuner tube inner radius is ri = (4.5-2×0.12)/2 = 2.13 in. Throat area A = 1.414 πhro = 1.2 in2
For internal pressure Pi = 29.6 psi: The hoop stress at outer surface of tuner tube is:
psirrPr
io
iit 511
13.225.26.2913.222
22
2
22
2=
−
××=
−=σ
The longitudinal force caused by internal pressure is: FL = Pi π ri
2 = 29.6×π×2.132 = 422 psi The shear force in weld due to longitudinal force is:
σL = FL/A = 421.89/1.2 = 352 psi The resultant shear stress in weld is:
τ = (σt2+σL
2)1/2 = 663 psi The 304 stainless steel has a typical yield stress of Sy = 30,000 psi. The safety factor in weld
is: 0.577 Sy/τ = 0.577×30,000/663 = 26.1. This indicates a very conservative weld size. 6. Stresses in Space Frame Lockdown Studs
Studs clustered on 6 cross sectional areas perpendicular to the vessel’s longitudinal axis are
used to anchor the space frame onto the vacuum vessel. On each cross section, there are three studs evenly distributed: one at the top and the other two are 120o apart from the top stud. Therefore, there are a total of 6 × 3 = 18 studs. The strength of these studs needs to be verified for the worst loading scenario: the transportation load case. A few conservative assumptions are taken to quantify the loads per stud:
1) Total weight of space frame plus cavities is 3,850 lbf per cryomodule. 2) Vertical acceleration of 4g will be carried all 18 studs. That means each top stud takes a
vertical load of Fz = 4 × 3850/18 = 856 lbf. 3) Horizontal acceleration of 0.5g is carried by all 18 studs. That means the top stud carries

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
15/27
horizontal load if Fy = 0.5 × 3850/18 = 107 lbf 4) Axial acceleration of 2.0g is shared by all 18 studs. That means each stud carries a Fx = 2
× 3850/18 = 428 lbf
Fig. 9 Stepped stud design concept
The resultant of Fx and Fy is Fxy = (106.942+427.782)1/2 = 440.94 lbf. Fxy is applied as a
bending load and Fz as the axial tensile force. Figure 9 shows a schematic of a stepped stud design concept. The bending and tensile stresses are evaluated as follows:
The peak stress in stud segment with diameter of d1 is calculated as follows:
d1= 0.75 inch A1 = π d1
2 /4 = 0.442 in2 Moment of inertia, I1 = π d1
4/64 = 0.0155 in4 c1 = d1/2 0.375 in
Force arm to left end, L_arm1 = 2.25 in Bending moment M1 = 992 lbf-in Maximum bending stress at left end, σ_b1 = M1 c1/ I1 =
23,954 psi
Tensile stress at left end, σ_z1= Fz /A1= 1,937 psi Total stress at left end, σ_tot1= 25,891 psi
The peak stress in stud segment with d2 diameter:
d2 = 0.5 inch A2 = π d2
2 /4 = 0.196 in2 Moment of inertia, I2= 0.00307 in4
c2= 0.25 in σ_z2 = Fz /A2 = 4,357 psi
By varying the dimension L2 in Fig. 9, the peak stress in the 0.5" stud can be adjusted. Table
7 lists the stress magnitudes when L2 takes various values. Note that L_arm2 = L2+0.25″-r_fillet.

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
16/27
Table 7. Peak stress in 0.5" stud as L2 varies L2, in. L1, in. L_arm2, in. M2, lbf-in σ_b2, psi σ_tot2, psi
0.125 1.875 0.25 110.24 8,982.82 13,340.13 0.25 1.75 0.375 165.35 13,474.23 17,831.54
0.375 1.625 0.5 220.47 17,965.64 22,322.95 0.5 1.5 0.625 275.59 22,457.05 26,814.36
The yield strength of 304 stainless steel is 30,000 psi. The studs are therefore safe when
subjected to transportation loads.
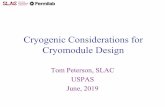
7. Support Bracket Structural Analysis There are eight stainless steel square tubes (see Fig. 10) used as support brackets attached to
the vacuum vessel. Each bracket supports one ion pump and partial weight of a waveguide. The design of the support bracket is observing a conservative approach. Structural integrity of the tubular bracket and the root weld is analyzed.
Two types of loads are identified to be exerted onto the support brackets: 1) partial weight
from the waveguide and 2) weight from the ion pump. To be conservative, it is assumed that each bracket carries 1) the total weight of waveguide and its accessories, which is approximately 190 lbf and 2) the weight of ion pump, 34 lbf.
A preliminary design required 4″× 4″ × 0.38″ Wall square tubes, refer to Fig. 10. The
strength analyses for weld and support bracket tube are performed to verify if tubes with smaller sizes are possible. The following calculations show that 2″× 2″ × 0.188″ square 304 stainless steel tubes can yield sufficient safety factors both in the welds and the tubes.
Dimensions of the square tube is:
b 2.0 in⋅:= d 2.0 in⋅:= t 0.188 in⋅:= L 27.76 7.88−( ) in⋅:= Self weight of the bracket is estimated as:
cross-section area: Atube b d⋅ b 2 t⋅−( ) d 2 t⋅−( )⋅−:= Atube 1.363 in2=
Wtube 0.289lbf
in3⋅ Atube⋅ L⋅:=
Wtube 7.8 lbf=
Refer to Fig. 7, y-direction force is calculated as: Fy 190 lbf⋅ 34 lbf⋅+ Wtube+:= Fy 231.8 lbf=
Yield strength of stainless steel is: Sy = 30,000 psi
The bending or torsional moments created by Fx and Fy are: Mx 190 lbf⋅ 13.5⋅ in⋅:= Mx = 2,565 lbf⋅in
Mz 190 lbf⋅ 22.88 7.88−3.75
2+⎛⎜
⎝⎞⎟⎠
⋅ in⋅ 34lbf 27.76 7.88− 2.48− 4−( )⋅ in⋅+ Wtube27.76 7.88−( ) in⋅
2⋅+:=
Mz = 3,739.7 lbf⋅in

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
17/27
Fig. 10 Support bracket dimensions
Stresses in the weld Weld leg h 0.25 in⋅:=
Weld throat area Aweld 1.414 h⋅ b d+( )⋅:= Aweld 1.414 in2=

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
18/27
Unit polar 2nd monent of area Jub d+( )3
6:=
Ju 10.667 in3=
Polar 2nd moment of area Jweld 0.707 h⋅ Ju⋅:= Jweld 1.885 in4=
Unit 2nd moment of area Iud2
63 b⋅ d+( )⋅:=
Iu 5.333 in3=
2nd moment of area Iweld 0.707 h⋅ Iu⋅:= Iweld 0.943 in4=
Shear stress in x-direction: τxMz d⋅
2 Iweld⋅:=
τx = 3,967 psi
Shear stress in y-direction: τyFy
Aweld
Mx b2 d2+⋅
2 Jweld⋅+:=
τy = 2,088 psi
Total shear stress τweld τx2
τy2
+:= τweld = 4,483 psi
Safety factor: Sfweld0.577 Sy⋅
τweld:=
Sfweld 3.9=
Stresses in support bracket tube 2nd Moment of area:
Itubeb d3⋅12
b 2 t⋅−( ) d 2 t⋅−( )3⋅12
−:=
Itube 0.754 in4=
Polar 2nd moment of area:
Jtubeb d⋅ b2 d2+( )⋅
12b 2 t⋅−( ) d 2 t⋅−( )⋅ b 2 t⋅−( )2 d 2 t⋅−( )2+⎡⎣ ⎤⎦⋅
12−:=
Jtube 1.507 in4=
Tensile stress in x-direction: σxMz d⋅
2 Itube⋅:=
σx = 4,962 psi
Shear stress in yz plane: τyzFy
Atube
Mx b2 d2+⋅
2 Jtube⋅+:=
τyz = 2,577 psi
Von Mises stress σ tube σx2 3 τyz
2⋅+:= σtube = 6,674 psi
Safety factor: SftubeSy
σ tube:=
Sftube 4.5=

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
19/27
8. Stiffening Ring Weld Strength Verification The stiffening rings as shown in Fig. 6 are carrying loadings transferred from cavity, tuners,
and end cans in the four cases listed in Table 1: Case 1: Internal pressure and normal load Case 2: Internal pressure and transportation load Case 3: External pressure and normal load Case 4: External pressure and transportation load Thus, the welds applied on these rings have to be robust to withstand not only pressure loads,
but also the mechanical loads. A combination of bevel welding on the interior surface of vacuum vessel wall and intermittent fillet welds on the exterior wall are adopted. Figure 11 illustrates the welding schemes.
The strength of the bevel welds are checked against loads in all four cases. The finite element
model described in section 1.2 is utilized to generate the shear force and bending moment at each stiffening ring’s interface with the vessel wall. The throat area of weld and weld cross section second moment of area are evaluated and shear stresses are calculated on basis of these. The procedure and results are presented as follows (see Fig. 6 for numbering of stiffening rings):
Fig. 11 Stiffening ring weld scheme Weld properties(bevel welds only)
Weld leg h = 0.25 in. Weld inner radius r = 15.75 in. Throat area A=1.414π h r 17.49 in2
Unit 2nd moment of area, Iu= π r2 779.31 in2
2nd moment of area, I = 0.707h*Iu 137.74 in3
304 Stainless steel yield strength, Sy = 30,000 psi
End ring Fillet welds
Intermediate ring Fillet weld
Bevel weld Bevel weld

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
20/27
The safety factors calculated in Tables 8 and 9 are greater than 1.0. That means even with the bevel welds only, the stiffening rings welds are sufficiently robust. In reality, there are outside fillet welds, although discontinuous along the circumference of vacuum vessel wall, providing additional strength. Therefore, the overall weld size design is conservative in consideration of all cases of loadings. For reference, the shear diagrams and moment diagrams for the studied cases are exhibited in Figs. 12~22.
Table 8. Stiffening ring weld strength verification for vacuum vessel with internal pressure
Case 1 Case 2 Ring 1 Ring2 Ring3 Ring 1 Ring2 Ring3
Axial force Fx, lbf 23,068 9,688 9,688 24,590 12,052 10,343Vertical force Fy, lbf 761 1,182 327 3,044 4,729 1,312Horizontal force Fz, lbf 0.0 0.0 0.0 380 610 183
Fyz = (Fy2+Fz
2)1/2, lbf 761 1,182 327 3,067 4,768 1,325
Moment My, lbf-in 0.0 0.0 0.0 7,361 16,832 8,503Moment Mz, lbf-in 14,722 34,502 16,670 58,889 138,030 66,805
Myz=(My2+Mz
2)1/2, lbf-in 14,722 34,502 16,670 59,347 139,053 67,344
Shear stress due to Fyz, τ1=Fyz/A, psi 43.5 67.6 18.7 175.4 272.6 75.7
Shear stress due to Fx and Myz, τ2=Fx/A+Myz*r/I, psi
3,002 4,499 2,460 8,192 16,589 8,292
Total shear stress, τ=(τ1
2+τ22)1/2, psi 3,003 4,500 2,460 8,194 16,591 8,292
Safety factor = 0.577*Sy/τ 5.8 3.9 7.0 2.1 1.0 2.1

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
21/27
Table 9. Stiffening ring weld strength verification for vacuum vessel with external pressure
Case 3 Case 4 Ring 1 Ring2 Ring3 Ring 1 Ring2 Ring3
Axial force Fx, lbf 23,806 10,004 10,004 22,284 7,641 9,349Vertical force Fy, lbf 761 1,182 327 3,044 4,729 1,312Horizontal force Fz, lbf 0.0 0.0 0.0 380 610 183
Fyz = (Fy2+Fz
2)1/2, lbf 761 1,182 327 3,067 4,768 1,325
Moment My, lbf-in 0.0 0.0 0.0 7,361 16,832 8,503Moment Mz, lbf-in 14,722 34,502 16,670 58,889 13,8030 66,805
Myz=(My2+Mz
2)1/2, lbf-in 14,722 34,502 16,670 59,347 139,053 67,344 Shear stress due to Fyz, τ1=Fyz/A, psi 43.5 67.6 18.7 175.4 272.6 75.7
Shear stress due to Fx and Myz, τ2=Fx/A+Myz*r/I, psi
3,044 4,517 2,478 8,060 16,337 8,235
Total shear stress, τ=(τ1
2+τ22)1/2, psi 3,045 4,518 2,478 8,062 16,339 8,235
Safety factor = 0.577*Sy/τ 5.7 3.8 7.0 2.2 1.1 2.1

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
22/27
Fig. 12 Y-direction shear force diagram for case 1
Fig. 13 Y-direction shear force diagram for case 2

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
23/27
Fig. 14 Z-direction shear force for case 2
Fig. 15 Y-direction bending moment diagram for case 2

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
24/27
Fig. 16 Z-direction bending moment diagram for case 2
Fig. 17 Y-direction shear force diagram for case 3

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
25/27
Fig. 18 Z-direction bending moment diagram for case 3
Fig. 19 Y-direction shear force diagram for case 4

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
26/27
Fig. 20 Z-direction shear force diagram for case 4
Fig. 21 Y-direction bending moment diagram for case 4

JLAB-TN-07-081 C100 Cryomodule Vacuum Vessel Structural Analysis
27/27
Fig. 22 Z-direction bending moment diagram for case 4
IV. Summary
The vacuum vessel design has been reviewed observing provisions in ASME BPV VIII D1.
Issues such as the vessel wall thickness, nozzle thickness, weld size and strength, and necessity of reinforcement areas are investigated in details and the current design is found to be satisfactory in accordance with the code requirements. Code calculation results are displayed in data tables for information. Lockdown studs strength and stiffening ring weld strength are specially investigated and found to be conservative. Flanges on the vacuum vessel are off-shelf standard vacuum flanges or previous designs. Such flanges were found to be robust when used in previous cryomodules. Hence, detailed structural analysis on flanges is waived.
REFERENCES
[1]. T. Whitlatch, “Vacuum Vessel Structural Analysis for JLAB Cryo Upgrade,” JLAB-TN-00-003, Jefferson Lab, Newport News, VA. [2]. 2007 ASME Boiler & Pressure Vessel Code, Section VIII, Division 1, “Rules for Construction of Pressure Vessels”, The American Society of Mechanical Engineers. [3]. 2004 ASME Bolier & Pressure Vessel Code, Section II, Part D, “Material Properties (Customary),” The American Society of Mechanical Engineers. [4]. J. E. Shigley, C. R. Mischke, and R. G. Budynas, “Mechanical Engineering Design – 7th Ed,” McGraw-Hill, New York, 2004.