
Borstar PE film product portfolio
46
Copyright © 2005 Borealis A/S Borstar ® PE film product portfolio
Transcript of Borstar PE film product portfolio

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Borstar® PE film product portfolio

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 2
Moscow October 2005
Lkv / BUFF
Content
• PE market overview
• PE4 project
• Borstar® products
• New Borstar® products

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 3
Moscow October 2005
Lkv / BUFF
Market overview LD / LLDPE
Film & Fibre83%
Moulding7%
Wire & Cable4%
Pipe2%
Others4%
2003
Total WE LD / LLDPE market: 6,967 kt
Pipe2%
Other5%
Moulding7%
Wire & Cable4%
Film & Fibre82%
2008
Total WE LD / LLDPE market: 7,729 ktAv. annual growth rates LD / LLDPE: 2.1 %
Source: PMRG July 2004

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 4
Moscow October 2005
Lkv / BUFF
Market overview WE Film & FibrePolyethylene LD/LLDPE - segment split
Other film33%
Stretch15% Light shrink
9%
Garbage Sacks5%
Carrrier bags7%
Heavy duty shrink7%
Extrusion Coating8% Agriculture
7%
Heavy Duty Sacks7%
Building & Construction
2%
Total LD / LLDPE WE FilmMarket Volume: 5,813 kt
2003Building &
Construction2%
Heavy Duty Sacks7%
Agriculture7%
Extrusion Coating7%
Heavy duty shrink7%
Carrrier bags7%
Garbage Sacks5%
Light shrink8%
Stretch17%
Other film33%
Total LD / LLDPE WE Film Market Volume: 6,419 ktAv. annual growth rate:LDPE: 0.57%, LLDPE 4.48 %
2008
Source: PMRG July 2004

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 5
Moscow October 2005
Lkv / BUFF
Market overview HDPE
Other3%
Film & Fibre24%
Pipe17%
Wire & Cable1%
Moulding55%
2003
Total WE HDPE market: 5,102 kt
Other3%
Film & Fibre23%
Pipe18%
Wire & Cable2%
Moulding54%
2008
Total WE HDPE market: 5,838 ktAv. annual growth rates HDPE: 2.73 %
Source: PMRG July 2004

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 6
Moscow October 2005
Lkv / BUFF
Market overview WE Film & FibrePolyethylene HDPE - segment split
Sheet > 100 µ12%
Mono-filament
7%
Split Yarn4%
Films < 100 µ77%
2003
Total HDPE WE Film & FibreMarket volume: 1,286 kt
Total HDPE WE Film & FibreMarket volume: 1,448 kt
Split Yarn4%
Mono-filament
7%
Sheet > 100 µ12%
Films < 100 µ77%
2008
Source: PMRG July 2004

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 7
Moscow October 2005
Lkv / BUFF
LDPE remains important –LLDPE takes the growth
~ 2,300 kt additional LLDdemand 2002-2012
12
10
8
6
4
2
004 06 08 10 1202009694 98
European LLD/LD demand (Mt)
LLD
LDAAGR:LLDPE 6-7%LDPE 0-1%
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 8
Moscow October 2005
Lkv / BUFF
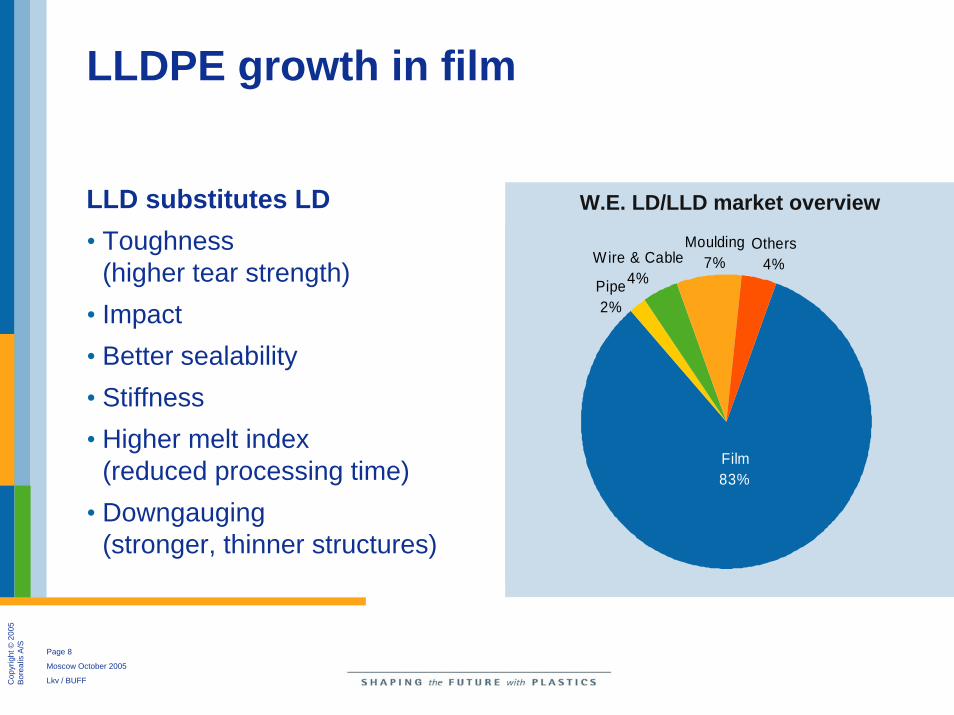
LLDPE growth in film
LLD substitutes LD• Toughness
(higher tear strength)• Impact• Better sealability• Stiffness• Higher melt index
(reduced processing time)• Downgauging
(stronger, thinner structures)
Moulding7%Wire & Cable
4%Pipe2%
Film83%
Others4%
W.E. LD/LLD market overview
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 9
Moscow October 2005
Lkv / BUFF
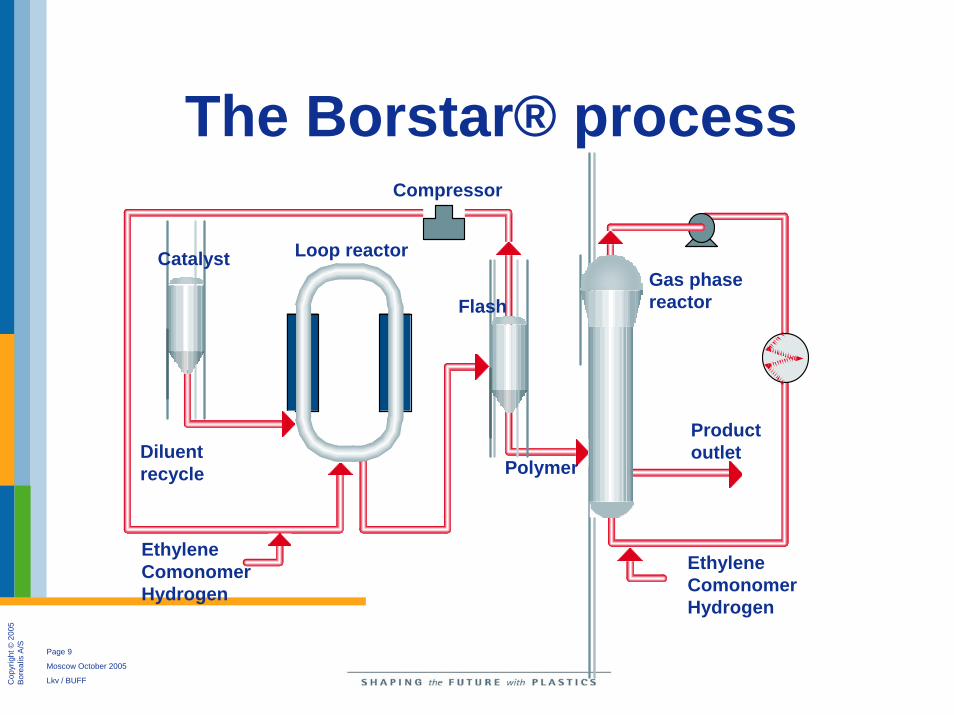
Catalyst Loop reactor
Compressor
Flash
Diluentrecycle Polymer
EthyleneComonomerHydrogen
Gas phasereactor
Productoutlet
EthyleneComonomerHydrogen
The Borstar® process

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 10
Moscow October 2005
Lkv / BUFF
Illustration of Bimodal MWD
1. To be avoided2. Necessary to bring down pro-cessing forces (extrusion) and to protect fraction (4) from being
degraded. To avoid melt fracture (poor surface properties). This fraction is, however, mechani-cally weak and has to be rein-forced by (4).
4. Necessary to get high enough tie chain concentrations for toughness and strength.5. Impact melt strength and modify rheological behaviour of the polymer melt.
Fraction %
Taste, Odour, Smoke, Migration
Bimodal
Conventional
Processabilitylubricant
Mechanicalstrengthtie molecules
Processability, melt strength, swell, orientation development
Molecular weight
1 2 3 4 5
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 11
Moscow October 2005
Lkv / BUFF
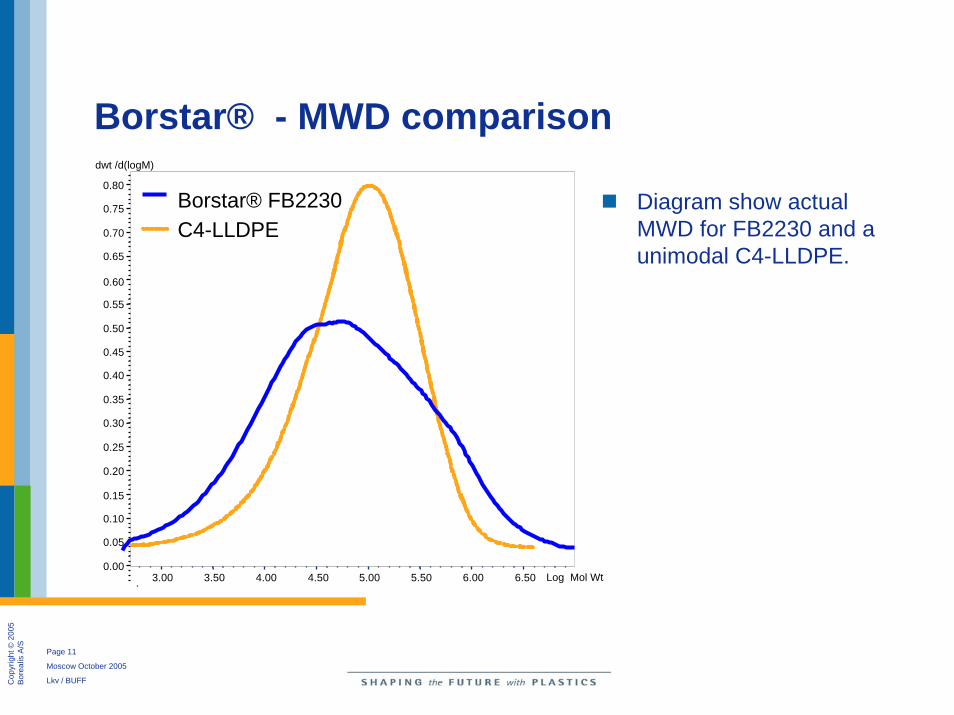
Borstar® - MWD comparison
Diagram show actual MWD for FB2230 and a unimodal C4-LLDPE.
Log Mol Wt3.00 3.50 4.00 4.50 5.00 5.50 6.00 6.50
Borstar® FB2230C4-LLDPE
dwt /d(logM)
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
0.70
0.75
0.80

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 12
Moscow October 2005
Lkv / BUFF
What is different ?
FB2230 LDPE LLDPE m-LLDPE
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 13
Moscow October 2005
Lkv / BUFF
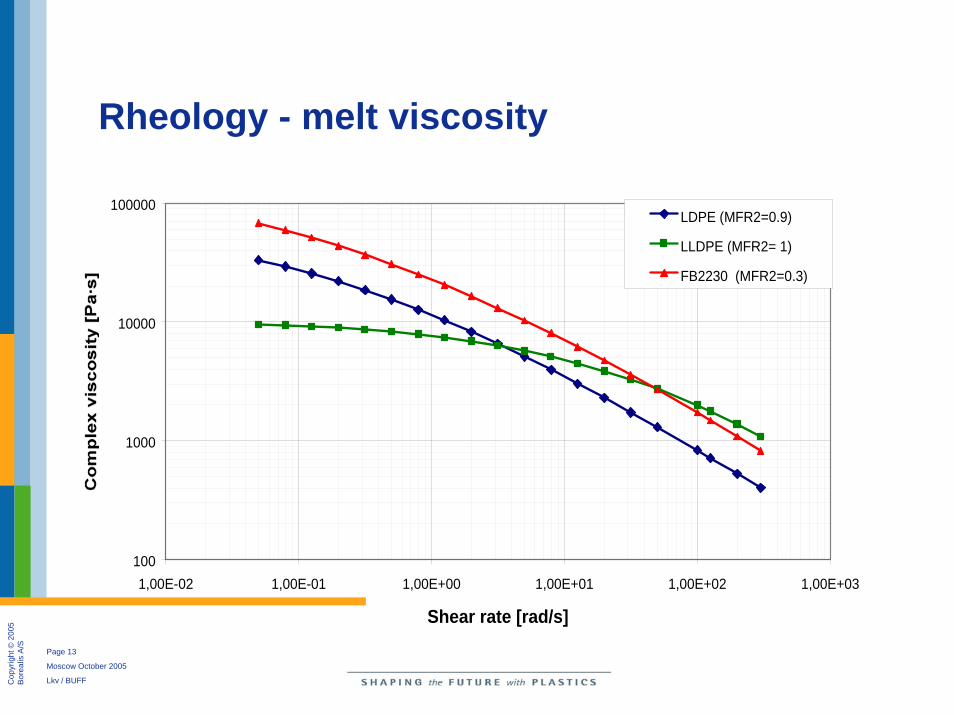
Rheology - melt viscosity
100
1000
10000
100000
1,00E-02 1,00E-01 1,00E+00 1,00E+01 1,00E+02 1,00E+03
Shear rate [rad/s]
LDPE (MFR2=0.9)
LLDPE (MFR2= 1)
FB2230 (MFR2=0.3)
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 14
Moscow October 2005
Lkv / BUFF
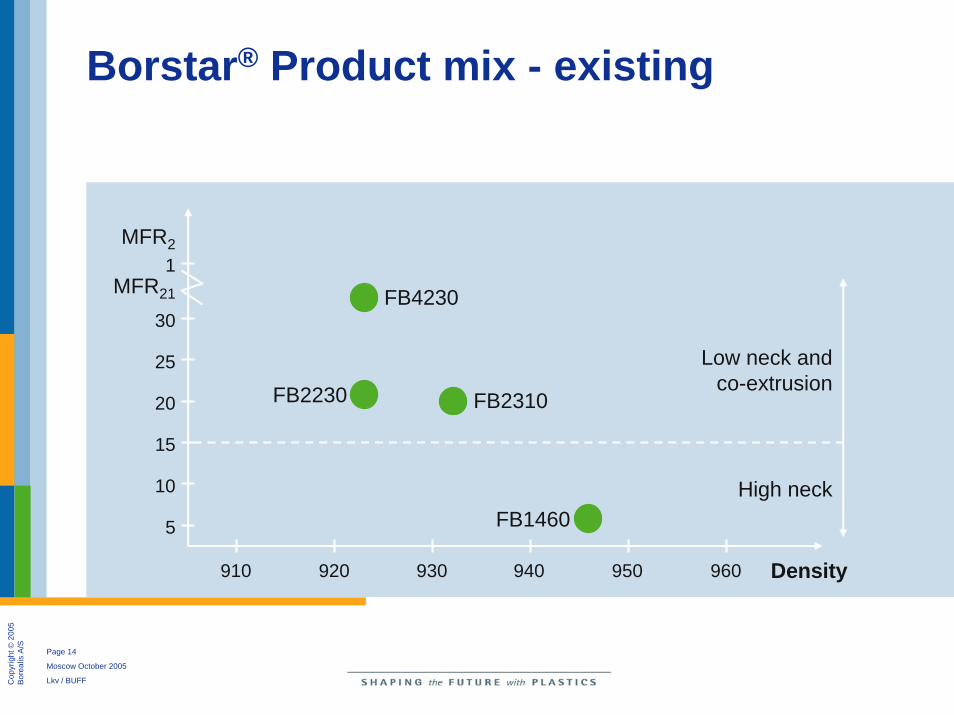
Borstar® Product mix - existing
MFR2
MFR21
5
10
15
25
30
20
1
960950940930920910 Density
High neck
FB2230 FB2310
FB1460
FB4230
Low neck andco-extrusion

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 15
Moscow October 2005
Lkv / BUFF
Borstar® PE film grades Basic properties
FB2230 FB2310 FB4230 FB1460
MFR2 [g/10 min] 0.25
22
923
102°C
DSC melting point 124°C 127°C 124°C 131°C
0.4 0.2
MFR21 [g/10 min]
0.2
20
931
50 6
Density [kg/m³] 923 946
Vicat softening point 102°C 125°C108°C

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 16
Moscow October 2005
Lkv / BUFF
Borstar film mechanical properties FB2230 FB4230 FB2310 FB1460
Film thickness [µm] 40 40 40 15
Tensile strength [MPa], MD/TD 55/45 50/40 50/40 90/70
Strain at break [%], MD/TD 450/750 500/750 500/700 350/550
Tensile modulus [MPa], MD/TD 250/300 300/350 300/400 700/800
Tear strength [N], MD/TD 3/11 4/ 9 2/10 0.15/1.0
Dartdrop [g] 300 200 300 400
Puncture force [N] 65 60 65 70
Puncture energy [J] 5 4 5 1.5
Comments FLH= Frost line height DD = Die diameter
W&H, BUR=3
FLH=2DD Die gap 1.2mm
W&H, BUR=3 FLH=2DD
Die gap 1.2mm
W&H, BUR=3 FLH=2DD
Die gap 1.2mm
Alpine, BUR=4 neck height =8DD Die gap 1.5 mm
Internal d.s. test runs, without IBC

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 17
Moscow October 2005
Lkv / BUFF
• FB2230, FB4230 and FB2310 can be processed in most blown film lines including LDPE, LLDPE and HDPE extruders. The balance of draw down, bubble stability and properties are superior to conventional LLDPE and LLDPE rich blends. Today our materials are processed with good stability (commercial applications) from 12 µm to 2,5 mm. All three products are recommended for blown film co-extrusion.
• Recommended melt temperature is 190-210°C. Conventional narrow die gaps is recommended and should give film free of shark skin and draw down problems. Die gaps of 1,0 - 1,5 mm will normally give the best balance between extruder output and film properties. FB4230 will give somewhat lower melt pressure than FB2230.
• All three materials are sensitive to extrusion orientation and its recommended to use higher FLH (frost line height) 2-4 DD or a small neck and with BUR >2.
Processing recommendationsFB2230, FB4230 and FB2310

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 18
Moscow October 2005
Lkv / BUFF
250
260
270
280
290
300
310
320
330
340
350
FB2230 FB4230 FA322060
65
70
75
80
85
90
95
100
Pressure
Amperage
FB4230 compared to FB2230 and FA3220*- Film blown on a Reifenhauser KK2 extruder
Screw diameter: 70 mm. Die diameter: 250 mm. Die gap 1,0 mm., Output: 85 kg/h. FA3220: Screw diameter: 70 UC, Die diameter 250 mm, Die gap: 0,8 mm, Output: 80 kg/h.

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 19
Moscow October 2005
Lkv / BUFF
Processing recommendationsFB2230, FB4230 and FB2310
Screw and Die design
ScrewMost screws are suitable: LD/LLD/HDBarrier screws gives less friction heating
DieMost die gaps can be used but:
Narrow gap may give high pressureWide gap will reduce impact/tear balance
Bubble shape influence on Dart ImpactConditions for optimum result:
Film thickness BUR Frostline< 40 µm 2-3.5 3-4 xDD> 40 µm 2-3.5 2-3 xDD
RECOMMENDEDPOSSIBLE
AVOID
FLH 2 - 4 x DD< 2 x DD> 4 x DD
SCREW Barrier screwLD/HD
High friction heat
BUR 1 : 2 - 3,51 : 1,5 - 2< 1 : 1,5
DIE 1,0 - 1,5mm0,8 - 1,8mm
> 1,8 mm

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 20
Moscow October 2005
Lkv / BUFF
Processing recommendationsFB2230, FB4230 and FB2310
Conventional LDPE
Conventional LLDPE
Borstar FB2230FB4230, FB2310
Extruder temp. < 200°C 220°C 190 – 210°C
Die gap 0,8 - 1,5 mm Narrow
1,8 - 2,3 mm Wide
1,0-1,5 Narrow
Cooling ring Monolip Dual lip Monolip
BUR 2:1 - 3:1 1,5:1 – 2,5:1 2:1 - 4:1
FLH Low - medium Low Medium - higher

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 21
Moscow October 2005
Lkv / BUFF
Typical LDPE/LLDPE Borstar® bubble shape Typical HDPE shape
Processing recommendationsFB2230 and FB2310
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 22
Moscow October 2005
Lkv / BUFF
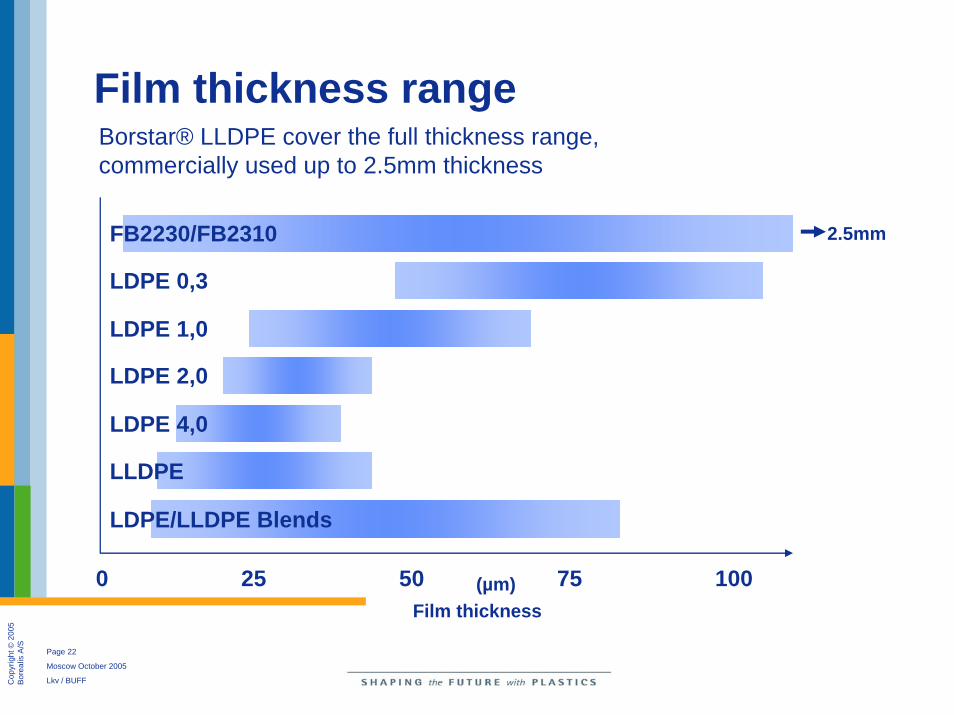
Film thickness rangeBorstar® LLDPE cover the full thickness range, commercially used up to 2.5mm thickness
LDPE 0,3
LDPE 1,0
LDPE 2,0
LDPE 4,0
LLDPE
LDPE/LLDPE Blends
FB2230/FB2310
0 25 50 75 100
2.5mm
(µm) Film thickness

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 23
Moscow October 2005
Lkv / BUFF
Dart Impact (g)
0
100
200
1,7 2,4 2,7
40µm LDPE type bubble
1.2mm die gap
2.0mm die gap
Blow Up Ratio (BUR)
Borstar® FB2230 –die gap effect on dart impact

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 24
Moscow October 2005
Lkv / BUFF
Borstar® FB2230 –bubble shape effect on dart impact
Dart Impact (g)
0
400
800
1200
25 40 70Film Thickness (µm)
1.2mm die gap
Neck Height=4DD, BUR=3
LDPE Bubble, BUR=3
LDPE Bubble, BUR=2

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 25
Moscow October 2005
Lkv / BUFF
A unique balance of properties
MDPE / HDPELDPE
BorstarFB2230 / FB4230 / FB2310
C6 / C8 LLDPE
YIELD STRESSTENSILE STRENGTHSECANT MODULUS
PROCESSABILITYBUBBLE STABILITY HOT TACK FORCE
DRAWDOWNELONGATIONDART IMPACT
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 26
Moscow October 2005
Lkv / BUFF
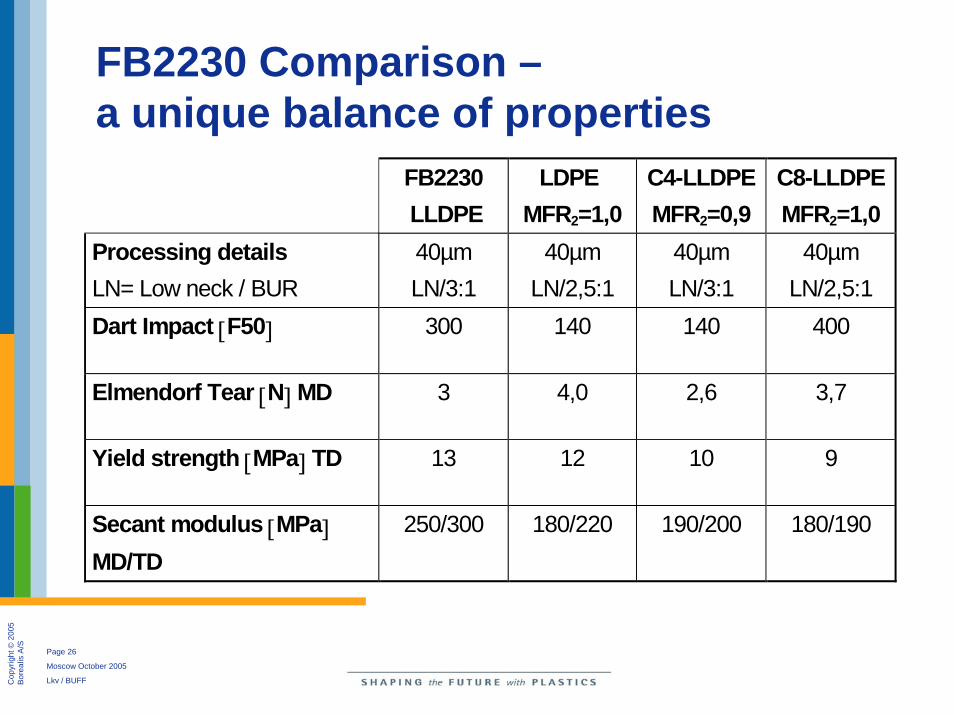
FB2230 Comparison –a unique balance of properties FB2230
LLDPE LDPE MFR2=1,0
C4-LLDPEMFR2=0,9
C8-LLDPEMFR2=1,0
Processing details LN= Low neck / BUR
40µm LN/3:1
40µm LN/2,5:1
40µm LN/3:1
40µm LN/2,5:1
Dart Impact [F50] 300 140 140 400
Elmendorf Tear [N] MD 3 4,0 2,6 3,7
Yield strength [MPa] TD 13 12 10 9
Secant modulus [MPa] MD/TD
250/300 180/220 190/200 180/190

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 27
Moscow October 2005
Lkv / BUFF
FB2310 Comparison -a unique balance of properties
Material type (density) FB2310 MDPE(931)
Bimodal
LDPE (928)
MFR2=0.3
MDPE (939)
Unimodal
MDPE (939)
Unimodal Processing details LN-HN =high - low neck / BUR
40µm LN/3:1
40µm LN/2,5:1
40µm LN/3:1
25µm HN/4:1
Dart Impact [F50] 300 120 70 180
Elmendorf Tear [N] MD 2 2 0,3 0,3
Yield strength [MPa] MD/TD
-/17 -/14 -/25 -/27
Secant modulus [MPa] MD/TD
350/450 300/350 500/640 460/670

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 28
Moscow October 2005
Lkv / BUFF
Secant Modulus Comparison
050
100150200250300350400450500
C8-LLD FG5190 FA5225 FB2230 FB4230 FB2310
Seca
nt m
odou
lus
[MPa
]

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 29
Moscow October 2005
Lkv / BUFF
Dart Impact Properties, 40µm
0
50
100
150
200
250
300
350
400
450
C8-LLD C6-LLD FB2230 FB2310 FB4230 FG5190 FA5225 FL1390
Dar
t dro
p [g
/50]
Borstar Borstar Borstar C4 LLD LDPE 0,9 MD (939)

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 30
Moscow October 2005
Lkv / BUFF
MD tear strength properties at 40 microns
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
FB2230 FB4230 FB2310
MD
Elm
endo
rf Te
ar [N
]
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 31
Moscow October 2005
Lkv / BUFF
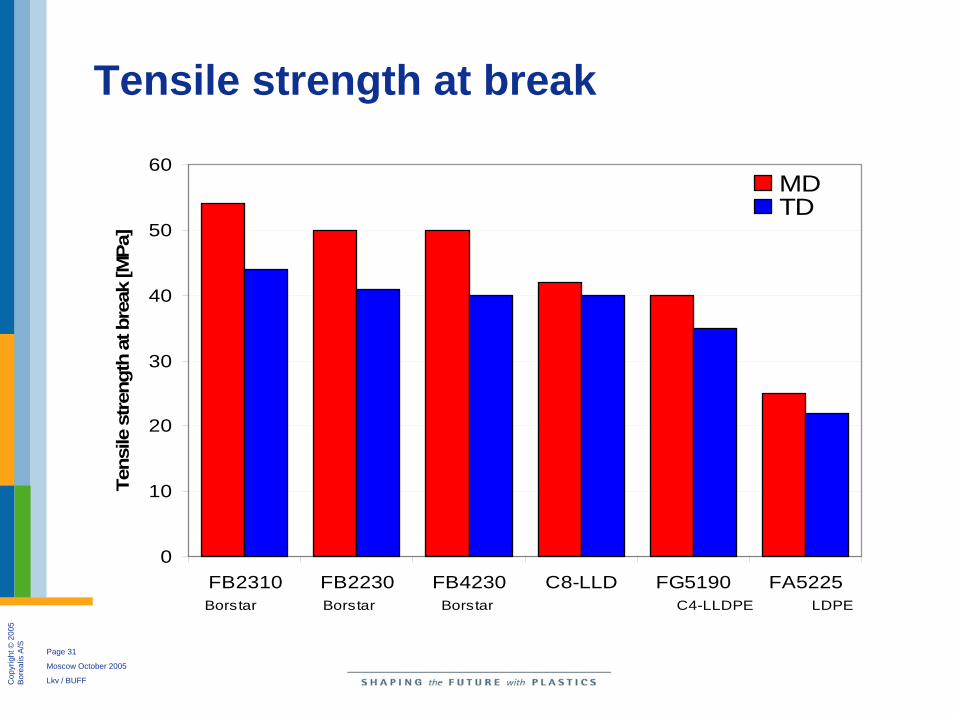
Tensile strength at break
0
10
20
30
40
50
60
FB2310 FB2230 FB4230 C8-LLD FG5190 FA5225
Tens
ile s
treng
th a
t bre
ak [M
Pa]
MDTD
Borstar Borstar Borstar C4-LLDPE LDPE

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 32
Moscow October 2005
Lkv / BUFF
Dart drop testing at -20°C for 70µm films
0 100 200 300 400 500
40µm FB2230
FB2230
7% EBA
3% EBA
C8-LLDPE
C4-LLDPE
LDPE (0.3)
Borstar LLDPE has outstanding low temperature performance
(g)

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 33
Moscow October 2005
Lkv / BUFF
Borstar® hot-tack comparison
00,5
11,5
22,5
33,5
44,5
90 95 100 105 110 115 120 125 130 135 140 145 150
3% EBA0.9 LDPEFB2230FB2310C8 LLD
Sealing temperature (°C)
N/15mm
Borstar has higher hot tack force than LDPE, C4-LLDPE and copolymers.
Borstar has a broad sealing window that will support sealing in Borstar mono films and blends, and also in coex combination with other materials.
With down-gauged film thickness it is important to reduce sealing time or temperature.
Sealing time: 0,5 sec, Delay time: 0,1 sec, Sealing pressure: 90N. Specimen 15 mm width / 40 µ
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 34
Moscow October 2005
Lkv / BUFF
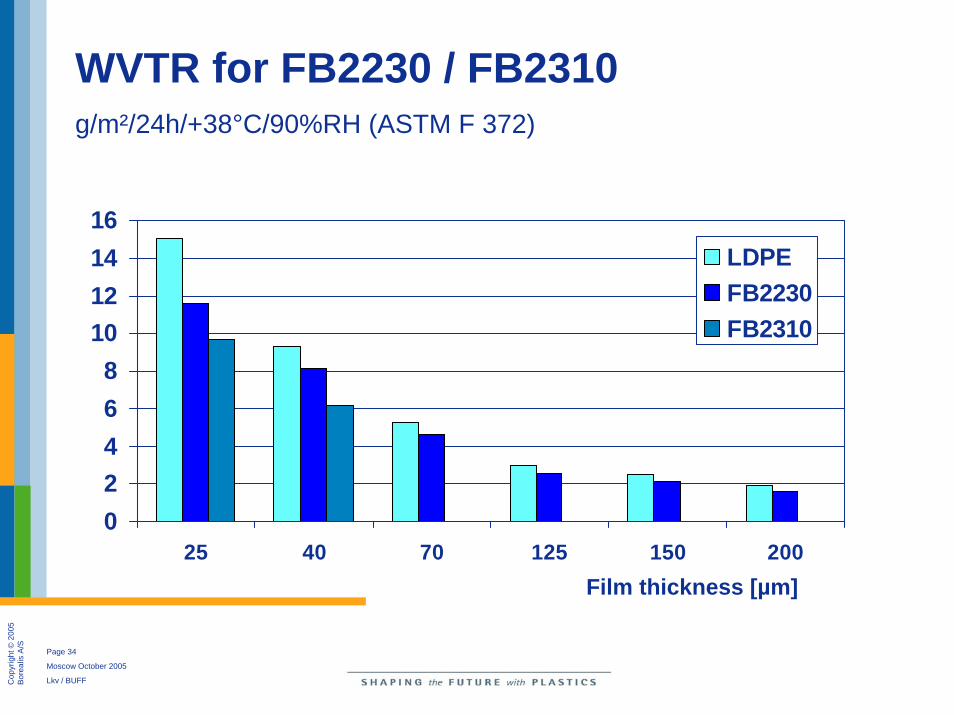
WVTR for FB2230 / FB2310g/m²/24h/+38°C/90%RH (ASTM F 372)
02468
10121416
25 40 70 125 150 200
LDPEFB2230FB2310
Film thickness [µm]

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 35
Moscow October 2005
Lkv / BUFF
O2- Transmission rate FB2230 / FB2310cc/m²/24h, 2% humid O2, 23°C
(except for FB2310, 40 and 70µm: 21% humid O2)
0
1000
2000
3000
4000
5000
6000
7000
8000FB2230FB2310
25µm 40µm 70µm 125µm

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 36
Moscow October 2005
Lkv / BUFF
ORGANOLEPTICS –FB2230 vs. conventional LLDPE
0
0,5
1
1,5
2
2,5
FB2230 C4-LLD C8-LLD
TASTE ODOUR
ODOUR
VOLATILES
TASTE
EXTRACTABLES
OLIVE MIGRATION
0102030405060708090
100
Maximum Tolerance
FB2230
FB2230 / FB2310 have excellent organoleptic properties

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 37
Moscow October 2005
Lkv / BUFF
Borstar® FB2310 - shrinkage at 160°C, 2 min.
Borstar has interesting shrink properties and especially cold shrink force is very good.
With higher shrink temperature Borstar show even higher reactivity and can in some applications replace LDPE.
With blends of Borstar and fractional melt LDPE one can achieve improved film and shrink properties. This would enable film producers to down-gauge without compromising quality.
0
10
20
30
40
50
60
70
80
2 3 4
FB2310 - MDFB2310 -TD
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 38
Moscow October 2005
Lkv / BUFF
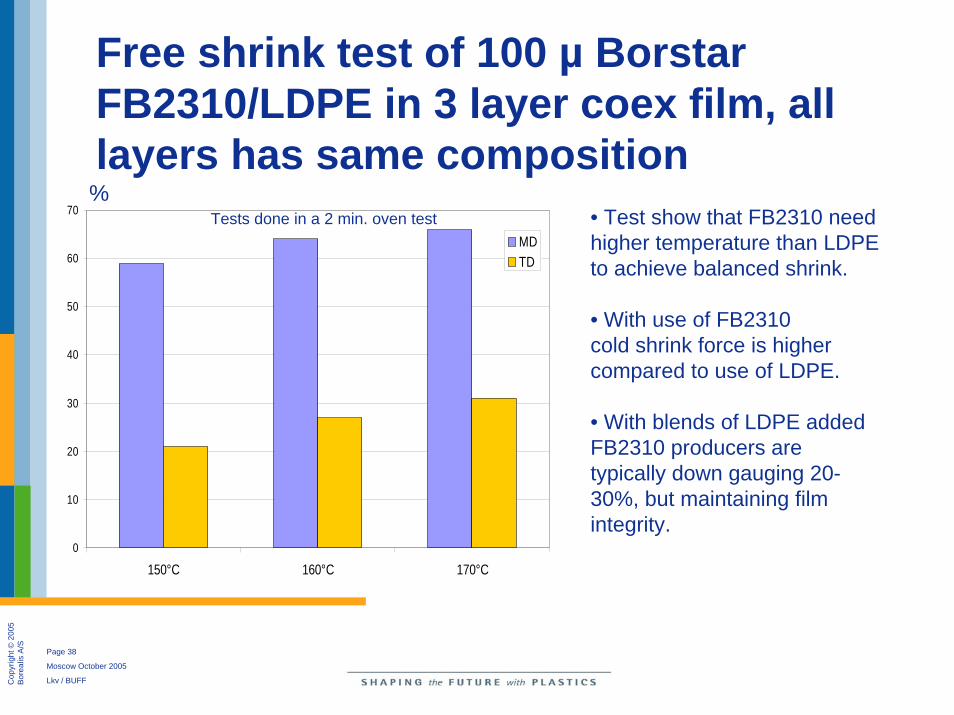
Free shrink test of 100 µ BorstarFB2310/LDPE in 3 layer coex film, all layers has same composition
0
10
20
30
40
50
60
70
150°C 160°C 170°C
MDTD
• Test show that FB2310 needhigher temperature than LDPE to achieve balanced shrink.
• With use of FB2310 cold shrink force is higher compared to use of LDPE.
• With blends of LDPE addedFB2310 producers are typically down gauging 20-30%, but maintaining filmintegrity.
Tests done in a 2 min. oven test%

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 39
Moscow October 2005
Lkv / BUFF
Coefficient of friction - FB2230 / FB2310
Naturally low COF due to rough surface.Normally slip additive is not needed.No anti-block needed - easy opening.
FB2230/FB2310; 40µm
LDPE 1,O mfr (with 1000ppm AB); 40µm
1
0.4
0500 Slip additive (ppm)1000

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 40
Moscow October 2005
Lkv / BUFF
Treating of Borstar films => less power is needed to achieve same treatment level
Dyne/cm
0
10
20
30
40
50
60
HDPE (bi) Borstar LLD HDPE (uni) LDPE
• With bi-modal PE lesspower is needed to achieve the same treatmenteffect
• Tests also show that surface tension decrease less over time than with traditional LDPE

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 41
Moscow October 2005
Lkv / BUFF
FB2230, FB4230 /FB2310 for blends in HDPE films
Use FB2310 (or FB2230) instead of C4-LLDPE as blending agent (15-20%) with HMW HDPE to get product and processability improvements.
Downgauging & output possibilities (processing/bubble shape)
Borstar benefits are excellent compatibility with HMW HDPE, improved film stiffness, better tear strength & dart drop versus C4-LLDPE blends.

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 42
Moscow October 2005
Lkv / BUFF
FB2230/FB2310 for blends in HDPE
Test result example - HMW HDPE blended with 15% of :
C4-LLDPE FB2310
Average thickness, µm 18 15
Tensile @ break MD/TD, kg/cm2 540 / 400 500 / 400
Dart impact @ 50%, grams 200 280
1% Sec. Mod. MD/TD, kg/cm2 6300 / 6600 6500 / 7000
Tensile @ yield MD/TD, kg/cm2 - / 240 - / 240

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 46
Moscow October 2005
Lkv / BUFF
Borstar bimodal basic properties
FB4370 FB4250T FB2230 FB2310
0.4 0.2
20
931
108°C
127°C
40
937
110°C
DSC melting point 128°C 124°C 124°C
FB4230
MFR2 [g/10 min]
124°C
0.4
40
925
102°C
0.2 0.4
MFR21 [g/10 min] 22 40
Density [kg/m³] 923 923
Vicat softening point 104°C 104°C

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 47
Moscow October 2005
Lkv / BUFF
Borecene™mLLDPE and Borstar® LLDPE + LDPE for Collation Shrink Films.W & H/ TRNO.: 50856. Trial 2.1 and 2.2* 230 kg/h. * 73 m/min. * BUR 2,5 and 3,5
25%
50%
25%
75% FM5270 + 25% FT5270
60% FB2310 +40% FT5270
75% FM5270 + 25% FT5270
40 µm
Haze = 4,9% / 4,7%
Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 48
Moscow October 2005
Lkv / BUFF
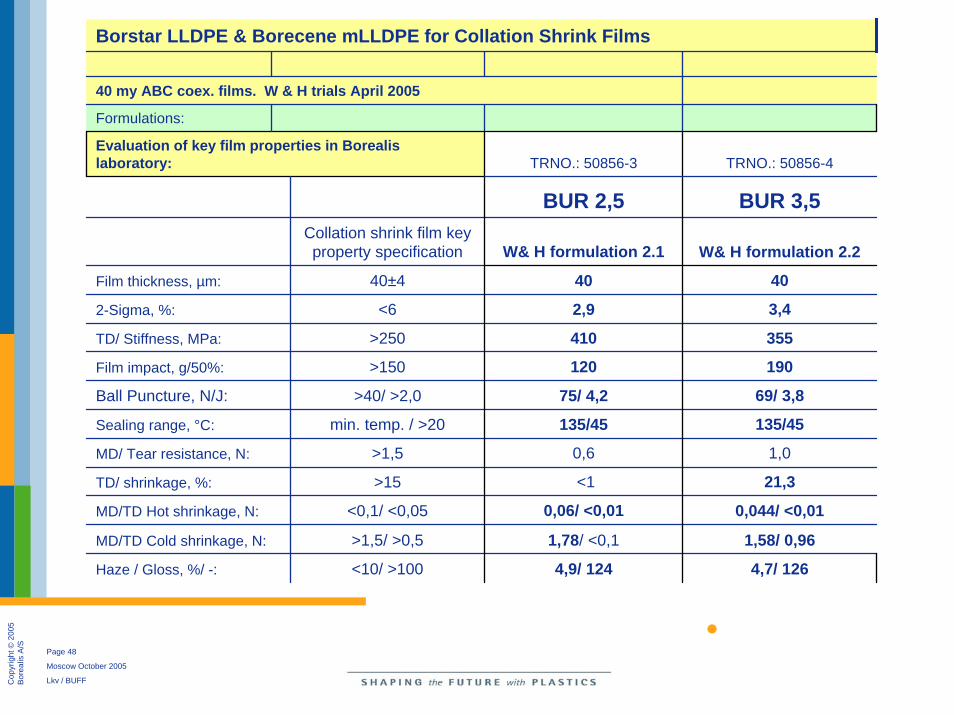
Borstar LLDPE & Borecene mLLDPE for Collation Shrink Films
40 my ABC coex. films. W & H trials April 2005
Formulations:
Evaluation of key film properties in Borealis laboratory: TRNO.: 50856-3 TRNO.: 50856-4
BUR 2,5 BUR 3,5Collation shrink film key property specification W& H formulation 2.1 W& H formulation 2.2
Film thickness, µm: 40±4 40 40
2-Sigma, %: <6 2,9 3,4
TD/ Stiffness, MPa: >250 410 355
Film impact, g/50%: >150 120 190
Ball Puncture, N/J: >40/ >2,0 75/ 4,2 69/ 3,8
Sealing range, °C: min. temp. / >20 135/45 135/45
MD/ Tear resistance, N: >1,5 0,6 1,0
TD/ shrinkage, %: >15 <1 21,3
MD/TD Hot shrinkage, N: <0,1/ <0,05 0,06/ <0,01 0,044/ <0,01
MD/TD Cold shrinkage, N: >1,5/ >0,5 1,78/ <0,1 1,58/ 0,96
Haze / Gloss, %/ -: <10/ >100 4,9/ 124 4,7/ 126

Cop
yrig
ht ©
200
5
Bor
ealis
A/S
Page 49
Moscow October 2005
Lkv / BUFF
We are investing in Borstar
020000400006000080000
100000120000140000160000
199719981999200020012002200320042005
• PE2 plant in Porvoo
• PE3 plant in Stenungsund
• PE4 plant in Schwechat
• Abu Dhabi via Antwerp
• Borstar LLDPEFilm sales


















