Batch Fermentation of Bioethanol from the Residues of ... · POME is a colloidal suspension with...
7
Iranica Journal of Energy & Environment 5 (1): 01-07, 2014 ISSN 2079-2115 IJEE an Official Peer Reviewed Journal of Babol Noshirvani University of Technology DOI: 10.5829/idosi.ijee.2014.05.01.01 BUT Corresponding Author: Mashitah Mat Don, School of Chemical Engineering, UniversitiSains Malaysia Engineering Campus, 14300 NibongTebal, Pulau Pinang, Malaysia. E-mail: [email protected]. 1 Batch Fermentation of Bioethanol from the Residues of Elaeis guineensis: Optimization and Kinetics Evaluation Mohd Dinie Muhaimin Samsudin and Mashitah Mat Don 1,2 1 School of Chemical Engineering, Universiti Sains Malaysia Engineering Campus, 1 14300 Nibong Tebal, Pulau Pinang, Malaysia Faculty of Petroleum and Renewable Energy Engineering, 2 Universiti Teknologi Malaysia, 81310 UTM Johor Bahru, Johor, Malaysia inoculum size, pH and incubation time were chosen to investigate their effects on production of bioethanol using One -Factor -at -a -Time (OFAT) method. The optimum process conditions were found to be at OPT sap to POME ratio of 30:20 and inoculum size of 4% v/v. The fermentation process exhibited better result in slightly basic media. The bioethanol concentration at the optimum condition was 12.52 g/l which equal to bioethanol yield of 44% g/g after four days of fermentation. It was found that the cell growth followed a sigmoidal trend. Logistic model, Luedeking-Piret model and Luedeking-Piret-like model were chosen and validated to describe the behavior of dry weight of the biomass, bioethanol production and glucose consumption, respectively. All selected models fitted well to experimental data, proven by high R values (>0.9) and low RMSE values. 2 Keyword: Oil palm trunk sap Palm oil mill effluent Bioethanol fermentation One-Factor-at-a-Time (OFAT) method Logistic model Luedeking-Piret model INTRODUCTION (OPT) were left abandoned or used as mulch[4]. However, The worldwide production of palm oil actually contained relatively high sugar content [5]. (Elaeis guineensis) is rapidly increasing since past Since high glucose level is detected in OPT, it has a great decades. In production of palm oil, palm oil mill effluent potential to be used as a feedstock for the production of (POME) is generated in the mill at final stage of the bioethanol. process. For each tonne of crude palm oil (CPO) Bioethanol is the main and most efficient biofuel; it produced, an average of 0.9 - 1.5 m POME is generated is considered as raw material with wide range of 3 [1]. POME is a colloidal suspension with high biological applications. The great advantage of bioethanol is that can oxygen demand (BOD), as well as chemical oxygen be produced from various feedstock including corn, demand (COD). Currently, ponding system is the most sugar beet, sugarcane, red seaweed part, etc[6]. In common method used for the treatment of POME. environmental point of view, bioethanol may contribute However, this system gave negative effect on to decrease air pollution and reduce carbon dioxide environment due to high green house gas emission [2]; accumulation[7]. To date, Saccharomyces cerevisiae thus, leads to secondary pollution. On the other hand, the yeast is still regarded as the most potential microorganism economic life of oil palm is only about 25 years and be for bioethanol fermentation due its robustness [8]. replanted after then [3]. During replanting, a large quantity Kinetics models are very important in design and of felled trunks is generated. Most of Oil Palm Trunk there was an interesting discovery on OPT sap where it control of the microbial processes [9]. In this study, three (Received: December 14, 2013 , 2013; Accepted in Revised Form: February 18, 2014) Abstract: Bioethanol was produced by Saccharomyces cerevisiae using oil palm trunk (OPT) sap supplemented with palm oil mill effluent (POME) in a shake flask culture. Four variables namely OPT sap to POME ratio, (Received: December 14, 2013 , 2013; Accepted in Revised Form: February 18, 2014)
-
Upload
truongdiep -
Category
Documents
-
view
216 -
download
2
Transcript of Batch Fermentation of Bioethanol from the Residues of ... · POME is a colloidal suspension with...

Iranica Journal of Energy & Environment 5 (1): 01-07, 2014ISSN 2079-2115 IJEE an Official Peer Reviewed Journal of Babol Noshirvani University of TechnologyDOI: 10.5829/idosi.ijee.2014.05.01.01
BUT
Corresponding Author: Mashitah Mat Don, School of Chemical Engineering, UniversitiSains Malaysia EngineeringCampus, 14300 NibongTebal, Pulau Pinang, Malaysia. E-mail: [email protected].
1
Batch Fermentation of Bioethanol from theResidues of Elaeis guineensis: Optimization and Kinetics Evaluation
Mohd Dinie Muhaimin Samsudin and Mashitah Mat Don1,2 1
School of Chemical Engineering, Universiti Sains Malaysia Engineering Campus, 1
14300 Nibong Tebal, Pulau Pinang, MalaysiaFaculty of Petroleum and Renewable Energy Engineering, 2
Universiti Teknologi Malaysia, 81310 UTM Johor Bahru, Johor, Malaysia
inoculum size, pH and incubation time were chosen to investigate their effects on production of bioethanolusing One -Factor -at -a -Time (OFAT) method. The optimum process conditions were found to be at OPT sapto POME ratio of 30:20 and inoculum size of 4% v/v. The fermentation process exhibited better result in slightlybasic media. The bioethanol concentration at the optimum condition was 12.52 g/l which equal to bioethanolyield of 44% g/g after four days of fermentation. It was found that the cell growth followed a sigmoidal trend.Logistic model, Luedeking-Piret model and Luedeking-Piret-like model were chosen and validated to describethe behavior of dry weight of the biomass, bioethanol production and glucose consumption, respectively. Allselected models fitted well to experimental data, proven by high R values (>0.9) and low RMSE values.2
Keyword: Oil palm trunk sap Palm oil mill effluent Bioethanol fermentation One-Factor-at-a-Time(OFAT) method Logistic model Luedeking-Piret model
INTRODUCTION (OPT) were left abandoned or used as mulch[4]. However,
The worldwide production of palm oil actually contained relatively high sugar content [5].(Elaeis guineensis) is rapidly increasing since past Since high glucose level is detected in OPT, it has a greatdecades. In production of palm oil, palm oil mill effluent potential to be used as a feedstock for the production of(POME) is generated in the mill at final stage of the bioethanol.process. For each tonne of crude palm oil (CPO) Bioethanol is the main and most efficient biofuel; itproduced, an average of 0.9 - 1.5 m POME is generated is considered as raw material with wide range of3
[1]. POME is a colloidal suspension with high biological applications. The great advantage of bioethanol is that canoxygen demand (BOD), as well as chemical oxygen be produced from various feedstock including corn,demand (COD). Currently, ponding system is the most sugar beet, sugarcane, red seaweed part, etc[6]. Incommon method used for the treatment of POME. environmental point of view, bioethanol may contributeHowever, this system gave negative effect on to decrease air pollution and reduce carbon dioxideenvironment due to high green house gas emission [2]; accumulation[7]. To date, Saccharomyces cerevisiaethus, leads to secondary pollution. On the other hand, the yeast is still regarded as the most potential microorganismeconomic life of oil palm is only about 25 years and be for bioethanol fermentation due its robustness [8].replanted after then [3]. During replanting, a large quantity Kinetics models are very important in design andof felled trunks is generated. Most of Oil Palm Trunk
there was an interesting discovery on OPT sap where it
control of the microbial processes [9]. In this study, three
(Received: December 14, 2013 , 2013; Accepted in Revised Form: February 18, 2014)Abstract: Bioethanol was produced by Saccharomyces cerevisiae using oil palm trunk (OPT) sap supplementedwith palm oil mill effluent (POME) in a shake flask culture. Four variables namely OPT sap to POME ratio,
(Received: December 14, 2013 , 2013; Accepted in Revised Form: February 18, 2014)

( ) ( )( )
% 100%cos
bio ethanol g lYield of ethanol g g
initial glu e g l=
Iranica J. Energy & Environ., 5 (1): 01-07, 2014
2
unstructured models were selected and validated to and analysed for biomass, glucose and bioethanoldescribe the behavior of bioethanol production from OPT concentration.sap. However, OPT sap contained high sugar content andmight cause high osmotic stress on yeast cells. Therefore, Analytical Method: Total nitrogen was measured by theOPT sap was diluted with POME to the desired glucose use of an elemental analyzer. The COD level wasconcentration. In the cultured media, POME served as measured according to Eaton et al. [10]. Dry weight of thea source of supplementary nutrients. Based on the samples or biomass was analysed by drying in an ovenOne-Factor-at-a-Time (OFAT) method, the effects of at 110 °C until a constant weight was achieved. different culture conditions on production of bioethanol DNS analysis was carried out to determine sugarwere investigated. concentration using method described by Das et al. [11]
MATERIALS AND METHODS (Dinitrosalicylic acid: 10 g, Phenol: 2 g, Sodium Sulfite: 0.5
Chemicals: Sodium hydrochloride, sulphuric acid, added to 3 ml of sample in a capped test tube. The sampleacetonitrile, phenol, sodium sulfite, glucose, ethanol and was then heated to 90°C for 15 minutes to develop a red-sodium hydroxide were purchased from Merck brown color. A 1 ml of 40% w/v potassium sodium tartrate(Darmstadt, Germany). Dinitrosalicylic acid was purchased solution was then added to the sample to stabilize thefrom Sigma-Aldrich. All the chemicals were of analytical color. After cooling to room temperature in a cold watergrade. bath, the absorbance was measured with a
Preparation of Oil Palm Trunk Sap and Palm Oil Mill wavelength 575 nm. Effluent: OPTs were obtained from Felda Trolak, Perak, Bioethanol was measured by High PerformanceMalaysia. The trunks were squeezed at Forest Research Liquid Chromatography (HPLC) (Perkin Elmer Series 200)Institute of Malaysia, Kepong, Kuala Lumpur using a equipped with autosampler and programmable multi-hydraulic squeezer to obtain OPT sap; while, POME was wavelength detector set at 210 nm. A 10 ml of sample wascollected from Serting Hilir Palm Oil Mill, Negeri Sembilan. injected into a column (Kromasil 100Å - NH column) withDue to fast degradation, OPT sap and POME were stored 80% acetonitrile and 20% deionised water as the mobilein a freezer at -20°C. Prior use OPT sap and POME were phase at a flow rate of 0.6 ml/min at 22°C.defrosted to room temperature when needed.
Inoculum Preparation: Yeast (S. cerevisiae) used was an calculated and expressed as percentage by Equation (1).ordinary baking yeast (Mauri-pan Instant Yeast,AbMauri) purchased at a local sundry stall. Inoculum was (1)prepared by mixing 10 g of yeast with 100 ml of steriledeionised water. The mixture was then vortexed for 30 s sothat the mixture was well mixed and the yeast cells were Selected Model and Model Parameters Estimation:evenly distributed. Kinetics of the yeast growth was validated by the
Bioethanol Fermentation: Bioethanol fermentations were independent condition. Luedeking-Piret equation wasrun in 250 ml cotton plugged shake flasks. The substrate chosen for the kinetic of product formation, while a(100 ml) was prepared with OPT sap and POME in a ratio Luedeking-Piret-like equation was selected to model theof 50:0, 40:10, 30:20, 20:30, 10:40 and 0:50. Inoculum size glucose consumption of the culture. Derivations and(0, 1, 2, 3, 4, 5 and 6% w/v), pH (4.2, 5.0, 6.0, 7.0 and 8.0) profound discussions on these equations had been doneand incubation time (1, 2, 3, 4, 5, 6 and 7 days) were also by Elibol and Mavituna [9]. Experimental results werechosen as the process variables. The pH of the mixture analyzed using the linearized equations of the selectedwas adjusted by adding 2 M sodium hydroxide and 0.5 M kinetic models as summarized in Table 1.sulphuric acid solutions by use of a glass-electrode pHmeter (Mettler Toledo Delta 320). Samples were harvested
with slight modifications. A 3 ml DNS reagent solution
g, Sodium hydroxide: 10 g, deionised water: 1 liter) was
spectrophotometer (Human Corporation X-Ma 1200V) at
2
Statistical Analysis: The yield of bioethanol was
logistic equation which was associated with substrate
Iranica J. Energy & Environ., 5 (1): 01-07, 2014
3
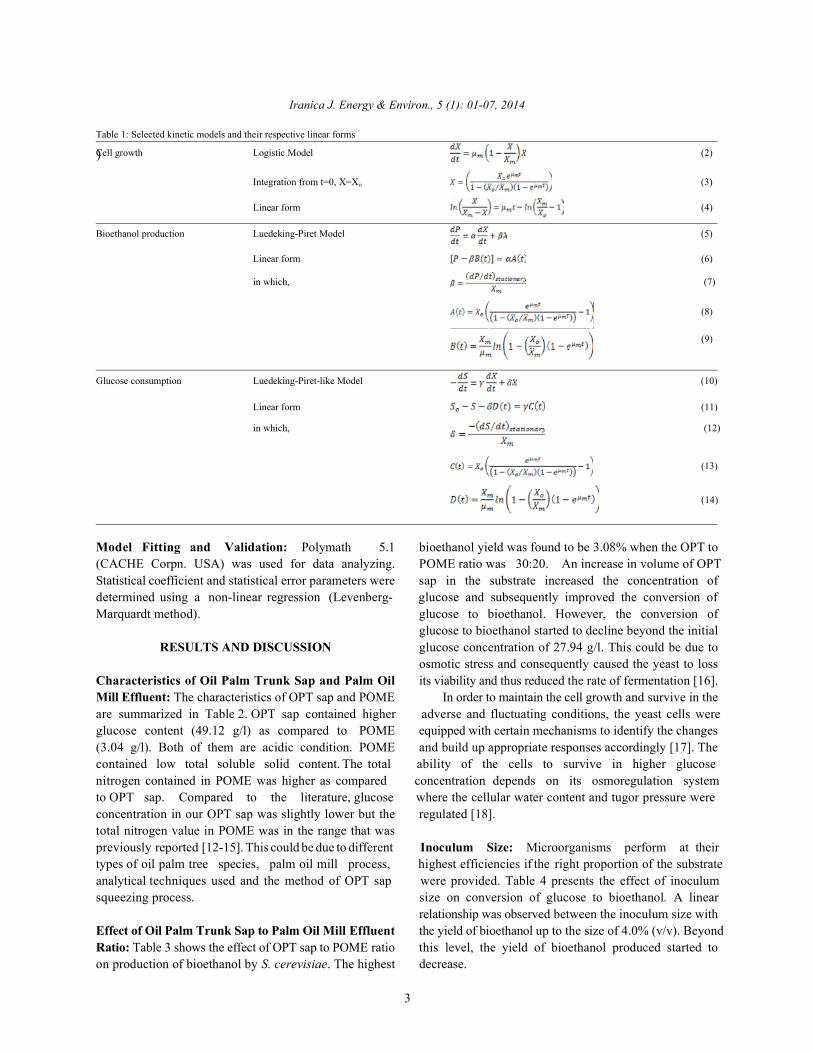
Table 1: Selected kinetic models and their respective linear forms
Cell growth Logistic Model (2)
Integration from t=0, X=X (3)o
Linear form (4)
Bioethanol production Luedeking-Piret Model (5)
Linear form (6)
in which, (7)
(8)
(9)
Glucose consumption Luedeking-Piret-like Model (10)
Linear form (11)
in which, (12)
(13)
(14)
Model Fitting and Validation: Polymath 5.1 bioethanol yield was found to be 3.08% when the OPT to(CACHE Corpn. USA) was used for data analyzing. POME ratio was 30:20. An increase in volume of OPTStatistical coefficient and statistical error parameters were sap in the substrate increased the concentration ofdetermined using a non-linear regression (Levenberg- glucose and subsequently improved the conversion ofMarquardt method). glucose to bioethanol. However, the conversion of
RESULTS AND DISCUSSION glucose concentration of 27.94 g/l. This could be due to
Characteristics of Oil Palm Trunk Sap and Palm Oil its viability and thus reduced the rate of fermentation [16].Mill Effluent: The characteristics of OPT sap and POME In order to maintain the cell growth and survive in theare summarized in Table 2. OPT sap contained higher adverse and fluctuating conditions, the yeast cells wereglucose content (49.12 g/l) as compared to POME equipped with certain mechanisms to identify the changes(3.04 g/l). Both of them are acidic condition. POME and build up appropriate responses accordingly [17]. Thecontained low total soluble solid content. The total ability of the cells to survive in higher glucosenitrogen contained in POME was higher as compared concentration depends on its osmoregulation systemto OPT sap. Compared to the literature, glucose where the cellular water content and tugor pressure wereconcentration in our OPT sap was slightly lower but the regulated [18]. total nitrogen value in POME was in the range that waspreviously reported [12-15]. This could be due to different Inoculum Size: Microorganisms perform at theirtypes of oil palm tree species, palm oil mill process, highest efficiencies if the right proportion of the substrateanalytical techniques used and the method of OPT sap were provided. Table 4 presents the effect of inoculumsqueezing process. size on conversion of glucose to bioethanol. A linear
Effect of Oil Palm Trunk Sap to Palm Oil Mill Effluent the yield of bioethanol up to the size of 4.0% (v/v). BeyondRatio: Table 3 shows the effect of OPT sap to POME ratio this level, the yield of bioethanol produced started toon production of bioethanol by S. cerevisiae. The highest decrease.
glucose to bioethanol started to decline beyond the initial
osmotic stress and consequently caused the yeast to loss
relationship was observed between the inoculum size with
)

Iranica J. Energy & Environ., 5 (1): 01-07, 2014
4
Table 2:The characteristics of OPT sap and POME
OPT Sap POME--------------------------------------------------------------------- -------------------------------------------------------------------------Present study Lokesh et al. [12] Yamada et al. [13] Present study Wong et al. [14] Ahmad et al. [15]
pH 4.2 acidic - 4.1 4.15 - 4.45 4.7Concentration of glucose (g/l) 49.12 ± 0.04 55.4 ± 1.53 93.0 - 111.8 3.04 ± 0.03 - -COD (mg/l) 15000 ± 500 - - 48600 ± 500 45500 - 65000 50000Total soluble solid (°Brix) 5.10 ± 0.05 - - 4.00 ± 0.05 - -Total solid (mg/l) 35163± 610 - 30000 37173 ± 573 33790 - 37230 40500Total nitrogen, TN (mg/l) 648 - - 718 500 - 800 750
Values are means ± standard deviations (n=3)
Table 3: Effect of OPT sap to POME ratio
Glucose concentration--------------------------------------------------------------------------------------
OPT sap Initial Final Percentage of Bioethanol Percentage of:POME ratio (g/l) (g/l) consumption (%) production (g/l) bioethanol yield (%)
50:00 44.72 ± 0.04 42.70 ± 0.14 4.51 ± 0.31 1.00 ± 0.07 2.24 ± 0.1640:10 36.32 ± 0.03 34.18 ± 0.10 5.91 ± 0.28 1.06 ± 0.05 2.92 ± 0.1330:20 27.94 ± 0.03 26.22 ± 0.07 6.16 ± 0.25 0.86 ± 0.03 3.08 ± 0.1220:30 19.54 ± 0.03 18.56 ± 0.06 5.01 ± 0.31 0.48 ± 0.03 2.46 ± 0.1510:40 11.16 ± 0.04 10.70 ± 0.03 4.17 ± 0.27 0.22 ± 0.01 1.97 ± 0.1300:50 2.76 ± 0.03 2.66 ± 0.01 3.71 ± 0.36 0.04 ± 0.05 1.44 ± 0.18
Values are means ± standard deviations (n=3)
Table 4: Effect of inoculum size
Glucose concentration----------------------------------------------------------------------------------------
Inoculum Size Initial Final Percentage of Bioethanol Percentage of(%v/v) (g/l) (g/l) consumption (%) production (g/l) bioethanol yield (%)
0.0 30.72 ± 0.03 30.71 ± 0.01 0.03 ± 0.02 0.00 0.001.0 30.12 ± 0.02 29.40 ± 0.15 2.40 ± 0.49 0.36 ± 0.07 1.20 ± 0.232.0 29.54 ± 0.01 28.32 ± 0.13 4.17 ± 0.44 0.60 ± 0.06 2.03 ± 0.203.0 28.98 ± 0.01 27.36 ± 0.10 5.64 ± 0.35 0.80 ± 0.05 2.76 ± 0.174.0 28.46 ± 0.03 26.70 ± 0.13 6.18 ± 0.46 0.88 ± 0.06 3.09 ± 0.215.0 27.94 ± 0.01 26.22 ± 0.12 6.16 ± 0.43 0.86 ± 0.06 3.08 ± 0.216.0 27.44 ± 0.03 25.76 ± 0.11 6.12 ± 0.40 0.84 ± 0.05 3.06 ± 0.18
Values are means ± standard deviations (n=3)
Inoculum size is a vital parameter that imposed stress is encountered by the yeast when it was exposedsignificant influenced on fermentation process. Prolonged to high cell density [21]. The most possible factor islag phase was observed in the fermentation process with depletion of essential nutrient in the culture media.a smal volume of inoculum [19] and may lead to stuckfermentation process [20]. High level of inoculum size Effect of pH: Table 5 shows the effect of pH oncould accelerate the fermentation process and resulted in conversion of glucose to bioethanol. The production ofhigh bioethanol yield and production of glycerol [19, 20]. bioethanol improved with an increase in pH values. FromTherefore, fermentation with high inoculum size will the results, the most optimum pH for fermentation processenhance the production of bioethanol with suitable in this study was 8.0. Any increase in pH value more thanfermentation time [19]. In present study, the most optimum that resulted in negative impact on fermentationinoculum size was found to be at 4.0 % (v/v), where the productivity.increment of inoculum size after this point no longer pH exhibited a great impact on the activities ofresulted in positive impact on production of bioethanol. microorganism. It was crucial to carry out the fermentationThis happened possibly due to stress related to high cell process at optimum pH condition so as to obtain thedensity. However, it is still remained unclear in what type of highest yield. The intracellular pH of S. cerevisiae is

Iranica J. Energy & Environ., 5 (1): 01-07, 2014
5
Table 5:Effect of initial pHGlucose concentration---------------------------------------------------------------------------------------
Initial pH Initial Final Percentage of Bioethanol Percentage of(g/l) (g/l) (g/l) consumption (%) production (g/l) bioethanol yield (%)4.2 28.46 ± 0.02 26.72 ± 0.13 6.09 ± 0.46 0.86 ± 0.07 3.02 ± 0.235.0 28.46 ± 0.02 26.72 ± 0.14 6.09 ± 0.49 0.88 ± 0.07 3.09 ± 0.256.0 28.46 ± 0.02 26.62 ± 0.14 6.44 ± 0.49 0.90 ± 0.05 3.16 ± 0.227.0 28.46 ± 0.02 26.64 ± 0.15 6.35 ± 0.52 0.90 ± 0.06 3.16 ± 0.228.0 28.46 ± 0.02 26.24 ± 0.15 7.78 ± 0.52 1.10 ± 0.06 3.87 ± 0.259.0 28.46 ± 0.02 26.26 ± 0.13 7.69 ± 0.46 1.08 ± 0.05 3.80 ± 0.23Values are means ± standard deviations (n=3)
Table 6:Parameter values used Parameter Estimated from Estimated Value Simulated ValueS Experimental data 28.46 31.82o
µ Slope of Equation (4) 0.7572 0.2302m
X Intercept of Equation (4) 43.68 41.66o
X Experimental data 45.03 46.21m
Intercept of Equation (6) 1.6880 2.7808Equation (7) 0.0087 0.0170Intercept of Equation (11) 7.2619 9.4479Equation (12) 0.0124 -0.0008
Table 7: Statistical error parametersParameter Cell Growth Product Formation Glucose ConsumptionR 0.904 0.905 0.9182
RMSE 0.135 0.617 1.159
almost neutral. Intracellular diffusion and dissociation ofweak acids through the plasma membrane are possible.In order to maintain the intracellular pH at neutral, cellsutilized their metabolic energy to pump out the surplus H+
ions. For that reason, the fermentation performance wouldbe affected by the concentration of undissociated formsof weak acids [21]. In present study, higher amount ofbioethanol was produced at the initial pH value of8.0 compared to that of pH 7.0. This was due todecrease in pH value as the fermentation process wasprogressing as bioethanol is acidic. However, if a pHcontrolled system was applied, by maintaining the pHvalue at 7.0, it was possible to obtain better result than thepH at 8.0. From this study, it could be concluded that thebioethanol fermentation should be conducted with themedium of slightly basic if there was no pH control.
Incubation Time: The effect of incubation time on thebioethanol production is shown in Figure 1. A positivecorrelation was found between the incubation time andbioethanol produced as well as dry weight of the biomass.Cell growth followed the classical sigmoidal growth trend.The concentration of bioethanol and biomassexponentially increased with the extension of time, whilea declining trend was observed in glucose concentration
Fig. 1: Comparison of simulated value and experimentalvalue ( Glucose concentration; Bioethanolconcentration; Biomass dry weight) (dots:experimental values; line: simulated values)
particularly within the range of 0-4 days. Though,improvement in the yield was observed when theincubation time was longer than 4 days, the differenceswere not significant. The bioethanol yield at 4 days was12.52 g/l which equal to 0.44 g of bioethanol produced perg glucose supplied.
Logistic model was chosen to describe the trend ofcell growth, Luedeking-Piret model was selected todescribe the bioethanol production; while the kinetic ofglucose consumption was modeled using Luedeking-Piret-like model as suggested by Elibol and Mavituna [9].Table 6 shows the estimated and simulated values ofvariables involved in these models. While, the statisticalanalyses of all models are presented in Table 7.
The results showed that all selected models wereadequate in describing the experimental data, asevidenced by high R values which were more than 0.9 for2

Iranica J. Energy & Environ., 5 (1): 01-07, 2014
6
all cases. Besides, low RMSE values were also obtained = Non-growth-associated product formationfor all models. This indicated that the experimental and coefficient (g g day )simulated values were in agreement and close to each , = Parameters in Luedeking-Piret-like equation forother. glucose consumption (g S (g cells) , g S (g
CONCLUSIONS µ = Specific growth rate (day )
Four variables were chosen to investigate theireffects on production of bioethanol by S. cerevisiae. The REFERENCESyield of bioethanol increased with an increase in OPT sapto POME volume up to the ratio of 30:20 and thereafter 1. Kanu, I. and O. Achi, 2011. Industrial effluents anddecreased. Increase in inoculum size during the their impact on water quality of receiving rivers infermentation process could also lead to enhancement of Nigeria. Journal of Applied Technology inbioethanol yield. Nevertheless, beyond the inoculum size Environmental Sanitation, 1(1): 75-86.of 4% v/v, no significance improvement in yield was 2. Samsudin, M. and M. Don, The Effect ofobserved. Also, it was found that bioethanol fermentation Aerobic Treatment of Palm Oil Mill Effluent on theresulted in high yield under slightly basic conditions. Emission of Carbon Dioxide, in In: InternationalThe production of bioethanol increased with an extension Conference on Environment 2012 Penang, Malaysia.of incubation time, especially in the first 4 days. The pp: 478-485.bioethanol yield at optimum condition was 12.52 g/l; 3. Rupani, P.F., R.P. Singh, M.H. Ibrahim and N. Esa,which was equal to bioethanol yield of 0.44 g/g. It is often 2010. Review of current palm oil mill effluent (POME)very difficult to obtain a complete understanding of what treatment methods: vermicomposting as ais actually going on in a particular fermentation system. sustainable practice. World Applied SciencesThe presented models in this present study provided a Journal, 11(1): 70-81.good description on variations of biomass, bioethanol 4. Ahmad, A., M. Loh and J. Aziz, 2007. Preparation andand glucose concentrations in a batch fermentation characterization of activated carbon from oil palmprocess. wood and its evaluation on methylene blue
ACKNOWLEDGEMENT 5. Chooklin, S., L. Kaewsichan and J. Kaewsrichan,
The authors would like to thank Ministry of guineensis) for Lactic Acid Production byEducation Malaysia for financial support for this Lactobacillus casei. Journal of Sustainable Energy &study under Fundamental Research Grant Scheme Environment, 2(3): 99-104.(FRGS). 6. Hii, S., T. Ding and L. Ong, 2010. Comparative
Nomenclature: glucose concentration (g 1 ) Saccharification of Hylocereus polyrhizus's Pericarps1
t = Time (day) & Environment 1(4): 275-279.X = Cell concentration (g dry weight (1) ) 7. Subbaiah, G.V., K.R. Gopal and S.A. Hussain, 2010.1
X = The initial viable inoculum size (g dry weight The Effect of Biodiesel and Bioethanol Blendedo
(1) ) Diesel Fuel on the Performance and Emission1
X = The maximum attainable biomass concentration Characteristics of a Direct Injection Dieselm
(g dry weight (1) ) Engine. Iranica Journal of Energy & Environment,1
Greek Letters: 8. Hunag, W.H., G.S. Shieh and F.S. Wang, 2012.
= Growth-associated product formation coefficient of sugars to produce ethanol. Journal of the Taiwan(g g ). Institute of Chemical Engineers, 43(1): 1-8.1
1 1
1
cells) day , respectively)1 1
1
µ = Maximum specific growth rate (day )m1
adsorption. Dyes and Pigments, 75(2): 263-272.
2011. Potential Utilization of Sap from Oil Palm (Elaeis
Evaluation of Pretreatment Strategies on Enzymatic
for Bioethanol Production. Iranica Journal of Energy
1(3): 211-221.
Optimization of fed-batch fermentation using mixture
--The authors would like to thank the Ministry of Higher Education Malaysia for the financial support of this study via the Fundamental Research Grant Scheme (FRGS) (Account No. : 203 / PJKIMIA / 6071272) and also a scholarship from Universiti Teknologi Malaysia.

Iranica J. Energy & Environ., 5 (1): 01-07, 2014
7
9. Elibol, M. and F. Mavituna, 1999. A kinetic model for 16. Zhao, X. and F. Bai, 2009. Mechanisms of yeastactinorhodin production by Streptomyces coelicolor stress tolerance and its manipulation for efficient fuelA3 (2). Process biochemistry, 34(6): 625-631. ethanol production. Journal of Biotechnology,
10. Eaton, A. and M. Franson, 2005. Standard methods 144(1): 23-30.for the examination of water and wastewater.APHA 17. Logothetis, S., G. Walker and E.T. Nerantzis, 2007.& AWWA, American Public Health Association, Effect of salt hyperosmotic stress on yeast cellpp: 21. viability. Zbornik Matice Srpske Za Prirodne Nauke,
11. Das, B.K., S.S. Gauri and J. Bhattacharya, 2013. (113): 271-284.Sweetmeat waste fractions as suitable organic carbon 18. Karlgren, S., N. Pettersson, B. Nordlander,source for biological sulfate reduction. International J.C. Mathai, J.L. Brodsky, M.L. Zeidel, R.M. Bill andBiodeterioration & Biodegradation, 82: 215-223. S. Hohmann, 2005. Conditional osmotic stress in
12. Lokesh, B.E., Z.A.A. Hamid, T. Arai, A. Kosugi, yeast a system to study transport throughY. Murata, R. Hashim, O. Sulaiman, Y. Mori and K. aquaglyceroporins and osmostress signaling. JournalSudesh, 2012. Potential of oil palm trunk sap as a of Biological Chemistry, 280(8): 7186-7193.novel inexpensive renewable carbon feedstock for 19. Ding, M.Z., H.C. Tian, J.S. Cheng and Y.J. Yuan,polyhydroxyalkanoate biosynthesis and as a 2009. Inoculum size-dependent interactive regulationbacterial growth medium. Clean _“Soil, Air, Water, of metabolism and stress response of40(3): 310-317. Saccharomyces cerevisiae revealed by comparative
13. Yamada, H., R. Tanaka, O. Sulaiman, R. Hashim, metabolomics. Journal of Biotechnology, 144(4): 279-Z. Hamid, M. Yahya, A. Kosugi, T. Arai, Y. Murata 286.and S. Nirasawa, 2010. Old oil palm trunk: a promising 20. Carrau, F., K. Medina, L. Farina, E. Boido andsource of sugars for bioethanol production. Biomass E. Dellacassa, 2010. Effect of Saccharomycesand Bioenergy, 34(11): 1608-1613. cerevisiae inoculum size on wine fermentation aroma
14. Wong, Y.S., M.O.A. Kadir and T.T. Teng, 2009. compounds and its relation with assimilable nitrogenBiological kinetics evaluation of anaerobic content. International Journal of Food Microbiology,stabilization pond treatment of palm oil mill effluent. 143(1): 81-85.Bioresource Technology, 100(21): 4969-4975. 21. Huang, H., X. Guo, D. Li, M. Liu, J. Wu and H. Ren,
15. Ahmad, A.L., I. Suzylawati and B. Subhash, 2003. 2011. Identification of crucial yeast inhibitors inWater recycling from palm oil mill effluent bio-ethanol and improvement of fermentation at high(POME) using membrane technology. Desalination, pH and high total solids. Bioresource Technology,157(1): 87-95. 102(16): 7486-7493.
Persian Abstract
DOI: 10.5829/idosi.ijee.2014.05.01.01 چكيده
) POME، به همراه پساب كارخانه روغن نخل ( (OPT)از شيره روغن كنده نخل بيو اتانول توسط مخمر ساكاروميسس سرويسيهانكوباسيون انتخاب شدند تا و زمان pH، ميزان تلقيح،POMEبه OPT در فالسك شيكر دار توليد شد. چهار متغير نسبت شيره
مورد بررسي قرار گيرد. شرايط بهينه فرآيند (OFAT) اثرات آنها در توليد بيو اتانول با استفاده از روش يك فاكتور در يك زمانجه % حجمي تعيين شد. فرآيند تخمير در محيط كشت اصلي نتي4و ميزان تلقيح 30:20برابر POMEبه OPT شيره براي نسبت
% گرم/گرم بود كه پس از چهار روز تخمير 44و بازده g/l 12.52بهتري به نمايش گذاشته است. غلظت بيو اتانول در شرايط بهينهبراي توضيح رفتار وزن خشك كند. شكل پيروي مي S ها از يك روند بدست آمد. همچنين مشخص گرديد كه منحني رشد سلول
پيرت انتخاب و مورد - پيرت و مدل شبه لودكينگ-گلوكز، مدل لوجستيك، مدل لودكينگسلولي، توليد بيو اتانول و مصرف و مقادير (R2 > 0.9) هاي تجربي را برازش نموده است ك هاي انتخاب شده به خوبي داده استفاده قرار گرفت. همه مدل
كند. اين ادعا را اثبات مي RMSEكم






![EPF 4707 - POME [14.05.2013]](https://static.fdocuments.us/doc/165x107/55cf9983550346d0339dc3e1/epf-4707-pome-14052013.jpg)