B240 Supply of Bolts, Nuts Screws and Washers integrity of a bolted structure relies upon the...
28
ROADS AND MARITIME SERVICES (RMS) QA SPECIFICATION B240 SUPPLY OF BOLTS, NUTS, SCREWS AND WASHERS NOTICE This document is a Roads and Maritime Services QA Specification. It has been developed for use with roadworks and bridgeworks contracts let by Roads and Maritime Services or by local councils in NSW. It is not suitable for any other purpose and must not be used for any other purpose or in any other context. Copyright in this document belongs to Roads and Maritime Services. REVISION REGISTER Ed/Rev Number Clause Number Description of Revision Authorised By Date Ed 1/Rev 0 First issued. GM, CMS 28.02.91 Ed 1/Rev 1 B240.1.2 Change AS 1511 to AS 4100. Include AS 2837 for stainless steel items. GM, CMS 21.10.91 B240.2.1 Include requirements for stainless steel items. B240.2.2 Include requirements for stainless steel items. Ed 2/Rev 0 B240.1.2 Converted to MS Word 6.0c. GM, RNIC (W Ho) 23.07.97 Ed 2/Rev 1 1.2 Formatting changed only. GM, RNIC 04.05.00 Ed 3/Rev 0 Changes to formatting and fonts. “shall” replaced by “must”. GM, RNIC 20.07.04 1.2 Add reference to AS 1110, AS 1110.1, AS 1110.2, AS 1111, AS 1111.1, AS 1111.2, AS 1112, AS 1112.1, AS 1112.2, AS 1112.3, AS 1112.4, AS 1237, AS 1237.1, AS 1237.2, AS 1420, AS/NZS 1252, AS 5100, and AS 5100.6. Change AS 4100 to AS 5100.6. AISI and SS2343 abbreviations expanded. Referenced standards transferred to Annexure B80/M. 1.3 Introduce definitions of two terms. 2.1 Change format to specify standards for different components. ”Strength grade” replaced by “Property class”. Replace property class of bolts, U-bolts etc. of 5.8 with 5.6 as specified in AS 1110.1. 2.2, 2.3 Minor editorial changes. Edition 5 / Revision 1 ROADS AND MARITIME SERVICES October 2017
-
Upload
duongtuong -
Category
Documents
-
view
273 -
download
0
Transcript of B240 Supply of Bolts, Nuts Screws and Washers integrity of a bolted structure relies upon the...

ROADS AND MARITIME SERVICES (RMS)
QA SPECIFICATION B240
SUPPLY OF BOLTS, NUTS, SCREWS AND WASHERS
NOTICE
This document is a Roads and Maritime Services QA Specification. It has been developed for use with roadworks and bridgeworks contracts let by Roads and Maritime Services or by local councils in NSW. It is not suitable for any other purpose and must not be used for any other purpose or in any other context.
Copyright in this document belongs to Roads and Maritime Services.
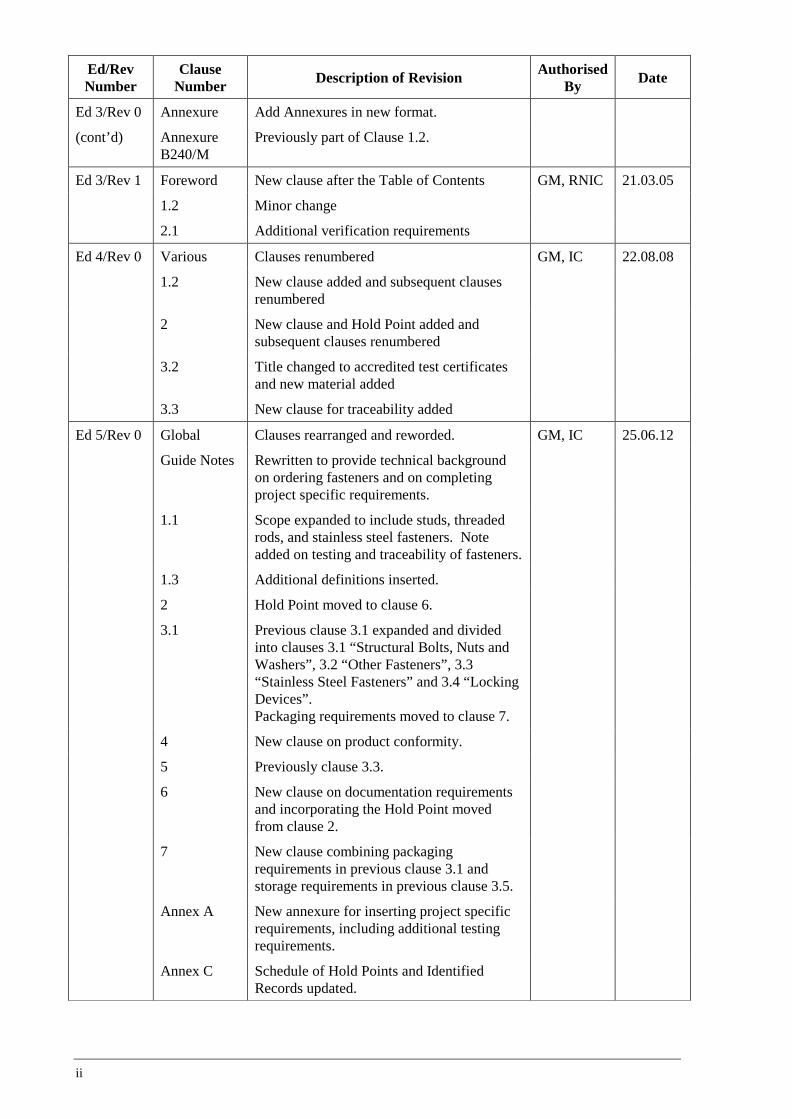
REVISION REGISTER
Ed/Rev Number
Clause Number Description of Revision Authorised
By Date
Ed 1/Rev 0 First issued. GM, CMS 28.02.91
Ed 1/Rev 1 B240.1.2 Change AS 1511 to AS 4100. Include AS 2837 for stainless steel items.
GM, CMS 21.10.91
B240.2.1 Include requirements for stainless steel items.
B240.2.2 Include requirements for stainless steel items.
Ed 2/Rev 0 B240.1.2 Converted to MS Word 6.0c. GM, RNIC (W Ho)
23.07.97
Ed 2/Rev 1 1.2 Formatting changed only. GM, RNIC 04.05.00
Ed 3/Rev 0 Changes to formatting and fonts. “shall” replaced by “must”.
GM, RNIC 20.07.04
1.2 Add reference to AS 1110, AS 1110.1, AS 1110.2, AS 1111, AS 1111.1, AS 1111.2, AS 1112, AS 1112.1, AS 1112.2, AS 1112.3, AS 1112.4, AS 1237, AS 1237.1, AS 1237.2, AS 1420, AS/NZS 1252, AS 5100, and AS 5100.6. Change AS 4100 to AS 5100.6. AISI and SS2343 abbreviations expanded. Referenced standards transferred to Annexure B80/M.
1.3 Introduce definitions of two terms.
2.1 Change format to specify standards for different components. ”Strength grade” replaced by “Property class”. Replace property class of bolts, U-bolts etc. of 5.8 with 5.6 as specified in AS 1110.1.
2.2, 2.3 Minor editorial changes.
Edition 5 / Revision 1 ROADS AND MARITIME SERVICES October 2017
Ed/Rev Number
Clause Number Description of Revision Authorised
By Date
Ed 3/Rev 0 Annexure Add Annexures in new format.
(cont’d) Annexure B240/M
Previously part of Clause 1.2.
Ed 3/Rev 1 Foreword New clause after the Table of Contents GM, RNIC 21.03.05
1.2 Minor change
2.1 Additional verification requirements
Ed 4/Rev 0 Various Clauses renumbered GM, IC 22.08.08
1.2 New clause added and subsequent clauses renumbered
2 New clause and Hold Point added and subsequent clauses renumbered
3.2 Title changed to accredited test certificates and new material added
3.3 New clause for traceability added
Ed 5/Rev 0 Global Clauses rearranged and reworded. GM, IC 25.06.12
Guide Notes Rewritten to provide technical background on ordering fasteners and on completing project specific requirements.
1.1 Scope expanded to include studs, threaded rods, and stainless steel fasteners. Note added on testing and traceability of fasteners.
1.3 Additional definitions inserted.
2 Hold Point moved to clause 6.
3.1 Previous clause 3.1 expanded and divided into clauses 3.1 “Structural Bolts, Nuts and Washers”, 3.2 “Other Fasteners”, 3.3 “Stainless Steel Fasteners” and 3.4 “Locking Devices”. Packaging requirements moved to clause 7.
4 New clause on product conformity.
5 Previously clause 3.3.
6 New clause on documentation requirements and incorporating the Hold Point moved from clause 2.
7 New clause combining packaging requirements in previous clause 3.1 and storage requirements in previous clause 3.5.
Annex A New annexure for inserting project specific requirements, including additional testing requirements.
Annex C Schedule of Hold Points and Identified Records updated.
ii

Ed/Rev Number
Clause Number Description of Revision Authorised
By Date
Ed 5/Rev 0 (cont’d)
Annex E New annexure on details of Preloading Suitability Test.
Annex L New annexure on test methods and sampling frequency. Previous clause 3.2 moved to Annex L2 “Test Certificate”.
Annex M Referenced documents updated.
Ed 5/Rev 1 3.2.5 Reference to Clause 8.1 of B201 (which prohibits welding of bolts for bridge steelwork) inserted.
Reference to B241 for other welding requirements replaced by B201.
DCS 27.10.17
Annex M Referenced documents updated.
iii

GUIDE NOTES (Not Part of Contract Document)
G1 General Guide for Use of Specification B240
List all items of work required in the contract in Annexure B240/A1.
Clause 3 of this Specification lists the materials and manufacturing standards for fasteners commonly used in RMS steelwork.
Accepted items must meet the requirements of Clauses 2, 4 and 5, with additional testing where specified in Annexure B240/A2.
G2 Traceability
The integrity of a bolted structure relies upon the strength and durability of the materials used in the manufacture of its bolts, nuts and washers. The material properties of these components rely in turn upon the use of appropriate materials and correctly applied manufacturing processes.
To ensure that these conditions have been met, RMS requires that all of the information relating to the production of each of the components, including the composition of the original batch of molten steel, be completely traceable.
G3 Ordering / Specifying Fasteners
AS/NZS 1252 sets out the requirements for high strength structural bolts and associated nuts and washers. The standard specifies a unique material grade for bolts, i.e. property class (PC) 8.8, and a unique material grade for nuts, i.e. PC 8, to AS 4291. An example for specifying M20 - 150mm long high strength structural bolts with plain finish is given below.
High strength structural bolts to AS/NZS 1252 - M20 × 150 - PC 8.8.
Although both hot-dip galvanizing and plain finish are specified in AS/NZS 1252, plain bolts with no protective treatment are not commonly available in the Australian market.
AS 1110, AS 1111 and AS 1112 mainly specify the dimensional requirements for fasteners. When specifying fasteners to one of these standards, specify the material grade.
Hexagon head bolts to AS 1110.1 - M20 × 150 - PC8.8 to AS 4291.1.
(optional addition) thread tolerance class 6g to AS 1275.
AS 1110, AS 1111 and AS 1112 specify a range of thread tolerances. It is preferable that the thread tolerance class be specified as above. It should be noted that tolerance class 6g for bolts and screws is not suitable for hot-dip galvanizing.
Bolts to AS 1110, product grades A and B, were formerly known as precision bolts. Bolts to AS 1111, product grade C, were formerly known as commercial bolts.
Washers with hardness as specified in AS 1237 are not suitable for use with bolts or threaded rods PC 8.8 or higher, particularly where fasteners are to be tensioned. Washer hardness must be higher than the hardness of associated steel components to avoid scouring the washers.
Some fasteners are not readily available in the Australian market. The RMS Project Manager should check the availability of products in the Australian market prior to specifying bolts for use.
Steel fasteners PC 4.8 may be accepted as replacement for steel fasteners PC 4.6.
iv

Steel fasteners PC 4.6 or PC 4.8 from free cutting steel must not be used where welding is required for fabrication, due to the presence of high percentages of phosphorus and sulphur in these fasteners.
Thin (half) nuts are usually supplied as PC 05 nuts, even if they meet the material hardness requirements for PC 08 nuts, as they may fail proof load testing due to their reduced thread length.
G4 International Standards
RMS B240 specifies the Australian standards and the most common international standards applicable to fasteners. However, other international standards may be specified in the Australian market. The RMS Project Manager must check whether standards other than those listed in this Specification are applicable and make appropriate project specific changes to RMS B240.
Some withdrawn German standards are often referred to in the fastener industry. Those Standards and the current applicable ISO Standards are listed in the table below:
Withdrawn German Standards Equivalent ISO Standards
DIN 933: Hexagon head screws threaded up to the head ISO 4017
DIN 934: Hexagon nuts with metric coarse and fine pitch threads ISO 4032
DIN 975: Stud bolt threads ISO 965
DIN 912: Socket head cap screws ISO 4762
G5 Rolled vs. Cut Threads
Threads of fasteners may be produced as rolled or cut. Rolled threads are generally stronger than cut threads. Fasteners with rolled threads should be used, particularly for cyclic loading applications. Bolts with nominal diameter larger than 40 mm are typically not produced with cut threads.
G6 Stainless Steel Bolts and Screws
Grade 316 stainless steel fasteners are commonly produced to property class A4-50, A4-70 or A4-80. However, Grade 316 fasteners can be produced to achieve higher strengths.
G7 Mechanical Testing of Fasteners
Note 3 of Table B240/L.2 states that the testing of high strength bolts of different lengths be evenly shared between the different lengths as the strength of bolts from the same heat with the same diameter but different lengths may not be similar. The formation of the bolt head, particularly by cold forging, results in differing strengths for bolts of different lengths, unless subsequent normalising is carried out.
Typical fastener tests are listed in Table B240/L.1. However, other types of mechanical tests may be required for specific applications, e.g. impact testing should be specified for high strength fasteners used in applications where temperatures may drop below 0°C.
Note that countersunk socket head screws may not meet the minimum ultimate tensile loads due to their head configuration, although they may meet the material requirements for the property class.
G8 Premature Failure of High Strength Structural Bolts During Tensioning
In recent RMS projects, high strength structural bolts failed prematurely during tensioning. The “Preloading Suitability Test” in Annexure B240/E provides a way of isolating this problem. The test is similar, but simpler, to the preloading suitability test specified in EN 14399-2.
v

It is recommended that this test is specified in Annexure B240/A2 wherever high tensile bolts are to be tensioned during installation, i.e. TF and TB installation categories.
G9 Use of Black Bolts in Tensioned Bolted Connections
It is highly recommended that plain black bolts be used instead of hot-dip galvanized bolts where bolts are to be tensioned using a torque wrench, in order to increase the likelihood of achieving the required torque.
G10 High Strength Bolts PC 8.8 to AS/NZS 1252 vs. Bolts PC 8.8 to AS 1110.1
Both types of bolts are of the same material grade, i.e. PC 8.8. However, bolt assemblies to AS/NZS 1252, known as high strength structural bolts, are commonly used for structural applications and are suitable for preloading, i.e. TF and TB installation categories. Bolts to AS 1110.1 assembled with nuts to AS 1112 are not suitable for full tensioning, i.e. tensioned to the bolt proof load, due to the smaller nut height.
The differences between both bolt types are as follows:
(i) The shank lengths of high strength structural bolts are longer than the shank lengths of bolts to AS 1110.1, which may increase the bolt shear capacity for structural applications.
(ii) The dimensions of bolt heads and associated nuts of both systems are slightly different, e.g. larger width across flats for bolts to AS 1252 than to AS 1110.1, which may require different wrenches and/or sockets for tightening.
(iii) The thread tolerance of high strength structural bolts suits hot-dip galvanizing, unlike bolts to AS 1110.1.
(iv) AS/NZS 1252 bolts are limited from 16 mm to 36 mm nominal diameter, unlike AS 1110.1 which covers bolts with a larger range of diameters. Note that M12 high strength structural bolts and associated nuts and washers are available in the Australian market, manufactured to earlier editions of AS/NZS 1252.
(v) AS/NZS 1252 covers associated nuts and washers, unlike AS 1110.1 which covers only bolts and does not cross-reference any suitable standards for washers.
G11 Protective Treatment of Fasteners
Bolts with property class higher than PC 8.8, and associated nuts and washers, must not be galvanized by hot-dipping in molten zinc.
Electroplating of fasteners with tensile strength of 1,000 MPa or greater, or fasteners that are severely cold worked, requires suitable heat treatment to avoid hydrogen embrittlement. Hydrogen embrittlement does not occur in mechanically plated fasteners.
Thermal diffusion galvanizing may be used as an alternative to hot-dip galvanizing. Thermal diffusion galvanizing is new to Australia, and has the following advantages as it produces:
(i) Zinc alloy layers of similar thickness to hot-dip galvanizing, without being susceptible to hydrogen embrittlement; and
(ii) More consistent coating thickness compared with hot-dip galvanizing, resulting in more reliable bolt preloads when tensioned using torque wrenches.
The thickness of the thermal diffusion galvanizing must not be less than the hot-dip galvanising. Where bolts are supplied uncoated for successive thermal diffusion galvanizing, suppliers must confirm that product grades and thread dimension tolerances of the bolt assemblies allow for the coating thickness. Tapping of nuts following thermal diffusion galvanizing is not usually done because of the hardness of the coating.
vi

QA SPECIFICATION B240
SUPPLY OF BOLTS, NUTS, SCREWS AND WASHERS
Copyright – Roads and Maritime Services IC-QA-B240
VERSION FOR: DATE:
Edition 5 / Revision 1 ROADS AND MARITIME SERVICES October 2017


Supply of Bolts, Nuts, Screws and Washers B240
CONTENTS
CLAUSE PAGE
FOREWORD ............................................................................................................................................... II RMS Copyright and Use of this Document ................................................................................... ii Revisions to Previous Version ....................................................................................................... ii Project Specific Changes ............................................................................................................... ii
1 GENERAL ........................................................................................................................................ 1 1.1 Scope .............................................................................................................................. 1 1.2 Structure of the Specification ......................................................................................... 1 1.3 Definitions and Abbreviations ....................................................................................... 2
2 QUALITY MANAGEMENT SYSTEM .................................................................................................. 3
3 MATERIALS AND MANUFACTURE .................................................................................................. 3 3.1 Structural Bolts, Nuts and Washers ............................................................................... 3 3.2 Other Fasteners ............................................................................................................... 4 3.3 Stainless Steel Fasteners ................................................................................................ 6 3.4 Locking Devices ............................................................................................................. 6 3.5 Protective Treatment for Fasteners ................................................................................ 7
4 PRODUCT CONFORMITY ................................................................................................................. 7 4.1 Nonconforming Test Results .......................................................................................... 8
5 TRACEABILITY ............................................................................................................................... 8
6 DOCUMENTATION .......................................................................................................................... 8
7 PACKAGING AND STORAGE ............................................................................................................ 8
ANNEXURE B240/A – PROJECT SPECIFIC REQUIREMENTS ...................................................................... 9 A1 Details of Work .............................................................................................................. 9 A2 Additional Testing Requirements ................................................................................... 9 A3 Tests to Be Waived ........................................................................................................ 9
ANNEXURE B240/B – (NOT USED) ........................................................................................................... 9
ANNEXURE B240/C – SCHEDULES OF HOLD POINTS AND IDENTIFIED RECORDS .................................. 10 C1 Schedule of Hold Points ............................................................................................... 10 C2 Schedule of Identified Records .................................................................................... 10
ANNEXURE B240/D – (NOT USED) ........................................................................................................ 10
ANNEXURE B240/E – PRELOADING SUITABILITY TEST ......................................................................... 11 E1 Test Aim ....................................................................................................................... 11 E2 Test Arrangement and Measuring Device .................................................................... 11 E3 Test Assemblies ............................................................................................................ 11 E4 Test Procedure .............................................................................................................. 12 E5 Test Report ................................................................................................................... 12 E6 Acceptance Criterion .................................................................................................... 12
ANNEXURES B240/F TO B240/K – (NOT USED)..................................................................................... 12
Ed 5 / Rev 1 i

B240 Supply of Bolts, Nuts, Screws and Washers
ANNEXURE B240/L – TEST METHODS AND SAMPLING FREQUENCY ..................................................... 13 L1 Mechanical Tests .......................................................................................................... 13 L2 Chemical Tests ............................................................................................................. 15 L3 Test Certificate ............................................................................................................. 15
ANNEXURE B240/M – REFERENCED DOCUMENTS................................................................................. 16
LAST PAGE OF THIS DOCUMENT IS .......................................................................................................... 18
FOREWORD
RMS COPYRIGHT AND USE OF THIS DOCUMENT
Copyright in this document belongs to Roads and Maritime Services.
When this document forms part of a contract
This document should be read with all the documents forming the Contract.
When this document does not form part of a contract
This copy is not a controlled document. Observe the Notice that appears on the first page of the copy controlled by RMS. A full copy of the latest version of the document is available on the RMS Internet website: http://www.rms.nsw.gov.au/business-industry/partners-suppliers/specifications/index.html
REVISIONS TO PREVIOUS VERSION
This document has been revised from Specification RMS B240 Edition 5 Revision 0.
All revisions to the previous version (other than minor editorial and project specific changes) are indicated by a vertical line in the margin as shown here, except when it is a new edition and the text has been extensively rewritten.
PROJECT SPECIFIC CHANGES
Any project specific changes are indicated in the following manner:
(a) Text which is additional to the base document and which is included in the Specification is shown in bold italics e.g. Additional Text.
(b) Text which has been deleted from the base document and which is not included in the Specification is shown struck out e.g. Deleted Text.
ii Ed 5 / Rev 1

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
RMS QA SPECIFICATION B240
SUPPLY OF BOLTS, NUTS, SCREWS AND WASHERS
1 GENERAL
1.1 SCOPE
This Specification sets out the requirements for the supply of bolts, nuts, screws, washers, stud and threaded rods for steelwork. It also includes requirements for the supply of stainless steel fasteners.
The Specification requires suppliers to provide testing and traceability to give assurance of fastener quality.
This Specification details the default protective treatment of the fasteners. Additional paint treatment may be specified elsewhere on the Drawings or other contract documents.
1.2 STRUCTURE OF THE SPECIFICATION
This Specification includes a series of annexures that detail additional requirements.
1.2.1 Details of Work
Project specific requirements are shown in Annexure B240/A.
1.2.2 (Not Used)
1.2.3 Schedules of HOLD POINTS and Identified Records
The schedules in Annexure B240/C list the HOLD POINTS that must be observed. Refer to Specification RMS Q for the definition of HOLD POINTS.
The records listed in Annexure B240/C are Identified Records for the purposes of RMS Q Annexure Q/E.
1.2.4 (Not Used)
1.2.5 Frequency of Testing
The Inspection and Test Plan must nominate the proposed testing frequency to verify conformity of the item and it must not be less than that specified in Annexure B240/L. Where a minimum frequency is not specified, nominate an appropriate frequency.
You may propose to the Principal a reduction in the frequency of testing. Any such proposal must be supported by a statistical analysis demonstrating consistent process capability and product characteristics. The Principal may vary or reinstate the original minimum frequency of testing at any time.
Ed 5 / Rev 1 1

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
1.2.6 Referenced Documents
Unless specified otherwise or is specifically supplied by the Principal, the applicable issue of a referenced document is the issue current at the date one week before the closing date for tenders or, where no issue is current at that date, the most recent issue.
Standards, specifications and test methods are referred to in abbreviated form (e.g. AS 1234). For convenience, the full titles are given in Annexure B240/M.
1.3 DEFINITIONS AND ABBREVIATIONS
1.3.1 Definitions
The terms “you” and “your” mean “the Contractor” and “the Contractor’s” respectively.
The following definitions apply to this Specification:
Fasteners: Items used to secure or join together individual items of steelwork; e.g. screws, bolts, nuts, studs, threaded bars, washers and holding down bolts.
High strength bolts, screws, studs, threaded bars and nuts: Heat treated carbon steel bolts, screws, studs and threaded rods of property class 8.8 or higher, and nuts of property class 8 or higher.
Lot: Either: (a) Items of the same designation produced from the same heat using the same manufacturing
process; or (b) Items of the same designation produced from the same process cycle without modifications to
the settings of the continuous production process.
Lot identification number: Unique number assigned by the manufacturer, allowing full traceability from the finished product item back through all previous manufacturing operations to a given heat number or cast number of the raw material of manufacture.
Low strength bolts, screws, studs, threaded bars and nuts: Carbon steel bolts, screws, studs and threaded bars of property class 4.6 or 4.8, and nuts with property class 5, not subjected to heat treatment during manufacturing.
Manufacturer: Entity manufacturing fasteners from raw feedstock.
Mild steel washers: Washers not subjected to heat treatment during manufacturing.
Product grade: The precision of manufacture of the fastener, based on the applicable dimensional tolerances. Grade A is the most precise and grade C is the least precise.
Property class (PC): Numbers stamped on the fastener indicating its strength. Bolts, screws and studs have a two-digit number, the first digit being 100th of the nominal tensile strength in MPa and the second digit being 10 times the ratio of the lower yield strength (or stress at 0.2% permanent set) to the nominal tensile strength, with a decimal point between. Nuts have a single digit number representing 100th of the proof load stress in MPa, except for thin nuts which have a zero in front of the single digit.
2 Ed 5 / Rev 1

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Supply of Bolts, Nuts, Screws and Washers B240
Structural bolt assembly: An assembly of bolts, nuts and washers conforming to AS/NZS 1252 commonly used in structural engineering applications.
Studs: Short rods or bars threaded at both ends or for the whole length, for use with nuts.
Supplier: An Australian business entity responsible for ensuring conformity of the supplied fasteners to this Specification, including local representatives of overseas manufacturers, wholesalers, importers and contractors.
Trace number: Alphanumeric code assigned to a consignment of fasteners by the supplier that identifies the original manufacturer and the Lot identification number.
1.3.2 Abbreviations
The following abbreviations apply to this Specification:
AISI American Iron and Steel Institute
JAS-ANZ Joint Accreditation System for Australia and New Zealand
NATA National Association of Testing Authorities, Australia
PC Property class
HV Vickers Hardness
HRC Rockwell Hardness measured on the C scale
TB Bearing-type tensioned bolt conforming to AS 5100.6
TF Friction-type tensioned bolt conforming to AS 5100.6
2 QUALITY MANAGEMENT SYSTEM Fasteners conforming to this Specification must be manufactured and supplied by organisations which have in place third party accredited quality management systems, complying with AS/NZS ISO 9001, which are recognised under the Joint Accreditation System of Australia and New Zealand (JAS-NZS) or an affiliated international accreditation organisation.
The Supplier must provide documentation to this effect with each consignment of fasteners supplied in conformity to this Specification.
3 MATERIALS AND MANUFACTURE
3.1 STRUCTURAL BOLTS, NUTS AND WASHERS
High strength structural bolts, PC 8.8 (sizes M16 to M36), high strength nuts, PC 8 (sizes M16 to M36) and hardened steel washers must conform to AS/NZS 1252.
The material properties, dimensional tolerances and protective treatment of high strength structural bolts, nuts and washers must conform to AS/NZS 1252.
Supply bolts, nuts and washers as assemblies. The nuts must be able to run up and down the bolts by hand.
Ed 5 / Rev 1 3
(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
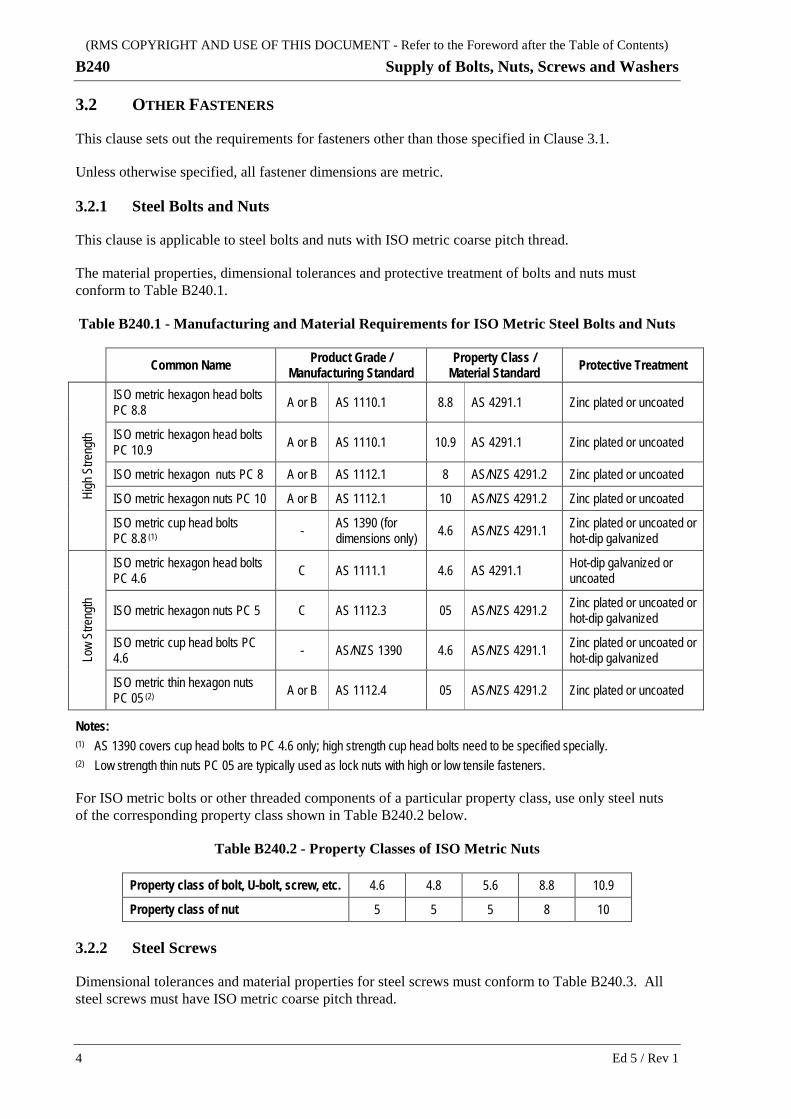
3.2 OTHER FASTENERS
This clause sets out the requirements for fasteners other than those specified in Clause 3.1.
Unless otherwise specified, all fastener dimensions are metric.
3.2.1 Steel Bolts and Nuts
This clause is applicable to steel bolts and nuts with ISO metric coarse pitch thread.
The material properties, dimensional tolerances and protective treatment of bolts and nuts must conform to Table B240.1.
Table B240.1 - Manufacturing and Material Requirements for ISO Metric Steel Bolts and Nuts
Common Name Product Grade / Manufacturing Standard
Property Class / Material Standard Protective Treatment
High
Stre
ngth
ISO metric hexagon head bolts PC 8.8 A or B AS 1110.1 8.8 AS 4291.1 Zinc plated or uncoated
ISO metric hexagon head bolts PC 10.9 A or B AS 1110.1 10.9 AS 4291.1 Zinc plated or uncoated
ISO metric hexagon nuts PC 8 A or B AS 1112.1 8 AS/NZS 4291.2 Zinc plated or uncoated
ISO metric hexagon nuts PC 10 A or B AS 1112.1 10 AS/NZS 4291.2 Zinc plated or uncoated
ISO metric cup head bolts PC 8.8 (1) - AS 1390 (for
dimensions only) 4.6 AS/NZS 4291.1 Zinc plated or uncoated or hot-dip galvanized
Low
Stre
ngth
ISO metric hexagon head bolts PC 4.6 C AS 1111.1 4.6 AS 4291.1 Hot-dip galvanized or
uncoated
ISO metric hexagon nuts PC 5 C AS 1112.3 05 AS/NZS 4291.2 Zinc plated or uncoated or hot-dip galvanized
ISO metric cup head bolts PC 4.6 - AS/NZS 1390 4.6 AS/NZS 4291.1 Zinc plated or uncoated or
hot-dip galvanized
ISO metric thin hexagon nuts PC 05 (2) A or B AS 1112.4 05 AS/NZS 4291.2 Zinc plated or uncoated
Notes: (1) AS 1390 covers cup head bolts to PC 4.6 only; high strength cup head bolts need to be specified specially. (2) Low strength thin nuts PC 05 are typically used as lock nuts with high or low tensile fasteners.
For ISO metric bolts or other threaded components of a particular property class, use only steel nuts of the corresponding property class shown in Table B240.2 below.
Table B240.2 - Property Classes of ISO Metric Nuts
Property class of bolt, U-bolt, screw, etc. 4.6 4.8 5.6 8.8 10.9
Property class of nut 5 5 5 8 10
3.2.2 Steel Screws
Dimensional tolerances and material properties for steel screws must conform to Table B240.3. All steel screws must have ISO metric coarse pitch thread.
4 Ed 5 / Rev 1

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Supply of Bolts, Nuts, Screws and Washers B240
Self-drilling steel screws for fixing to steel must conform to AS 3566, with Class 4 protective coating.
Table B240.3 - Manufacturing and Material Requirements for ISO Metric Screws
Common Name Product Grade / Manufacturing Standard
Property Class/ Material Standard
Typical Protective Treatment
High
Stre
ngth
ISO metric hexagon head screws PC 8.8 A or B AS 1110.2 8.8 AS 4291.1 Zinc plated or uncoated
ISO metric hexagon head screws PC 10.9 (1) A or B AS 1110.2 10.9 AS 4291.1 Zinc plated or uncoated
ISO metric hexagon socket head cap screws PC 10.9 A AS 1420 or
DIN 912 10.9 AS 4291.1 Zinc plated or uncoated
ISO metric hexagon socket head cap screws PC 12.9 A AS 1420 or
DIN 912 12.9 AS 4291.1 Zinc plated or uncoated
ISO metric countersunk socket head screws PC 10.9 - ISO 10642 or
BS 4168 10.9 AS 4291.1 (or ISO 898-1) Zinc plated or uncoated
ISO metric countersunk socket head screws PC 12.9 (1) - ISO 10642 or
BS 4168 12.9 AS 4291.1 (or ISO 898-1) Uncoated
Low
Stre
ngth ISO metric hexagon head
screws PC 4.6 C AS 1111.2 4.6 AS 4291.1 Zinc plated or uncoated or hot-dip galvanized
Notes: (1) Indicates an item that may not be readily available in the Australian market.
3.2.3 Washers
Hardened steel washers for use with PC 8.8 fasteners or higher must conform to AS/NZS 1252 or ASTM F436M.
Steel washers for use with PC 4.6, PC 4.8 or PC 5.6 bolts must conform to AS 1237.
Unless specified otherwise, the hardness of washers associated with steel bolts or threaded rods must be as shown in Table B240.4.
Table B240.4 - Hardness of Washers
Property class of bolts, threaded rods, etc. PC 4.6, PC 4.8 PC 8.8, PC 10.9
Minimum washer hardness 200 HV 345 – 445 HV (35 – 45 HRC) for black
270 – 445 HV (26 – 445 HRC) for hot-dip galvanized
Unless specified otherwise on the Drawings, all washers must be flat, round and normal size. Oversize or square washers must be as specified on the Drawings.
3.2.4 Steel Studs and Associated Nuts
ISO metric high strength steel studs must be PC 8.8 to AS 2528 or ASTM A193M. Associated nuts must be PC 8 to AS 2528 or ASTM A194M.
ISO metric low strength steel studs must be PC 4.6 to AS 2528. Associated nuts must be PC 5 to AS 2528.
Ed 5 / Rev 1 5

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
High strength steel studs in imperial dimensions must be Grade B7 to AS 2528 or ASTM A193. Associated nuts must be Grade 2H to AS 2528 or ASTM A194.
Low strength steel studs in imperial dimensions must be Grade B8 to AS 2528. Associated nuts must be Grade 8 to AS 2528.
3.2.5 Steel Threaded Rods, Holding Down Bolts and Non-Standard Fasteners
The pitch and dimensional tolerances of threaded rods and associated nuts must conform to AS 1275 or ISO 965 with material property class to AS 4291.1 and AS/NZS 4291.2 or ISO 898-1 and ISO 898-2 as specified on the Drawings.
U-bolts, L-bolts and non-standard fasteners must be supplied with dimensions, material grade and protective treatment conforming to the Drawings. Any departures from the specified dimensions, materials and protective treatment must be approved by the Principal before manufacture.
Notwithstanding Clause 8.1 of Specification RMS B201, bolts to be welded must be PC 4.6 to AS 4291.1, and not be manufactured from free-cutting steels as defined in AS 1443. Welding must otherwise conform to Specification RMS B201.
3.2.6 Fasteners in Imperial Units
Unified hexagon bolts, screws and nuts must conform to AS/NZS 2465 or an equivalent international standard.
3.3 STAINLESS STEEL FASTENERS
Unless shown otherwise on the Drawings, stainless steel fasteners must be austenitic AISI 316L to ASTM A240 and ASTM A660 (or equivalent) steel, with maximum 0.03 % carbon and minimum 2% molybdenum.
High strength stainless steel fasteners must have a minimum ultimate tensile strength of 800 MPa.
The manufacture of stainless steel fasteners must conform to Table B240.5.
Table B240.5 - Manufacturing Requirements for Stainless Steel Fasteners
Fastener Manufacturing / Dimension Standard
ISO metric hexagon head bolts ISO 4014 (or DIN 931)
ISO metric hexagon head screws ISO 4017
ISO metric hexagon socket head cap screws ISO 4762 (or AS 1420)
ISO metric hexagon nuts ISO 4032
Washers ISO 7089 or ISO 7090 for chamfered washers (or DIN 125A (withdrawn))
ISO metric threaded rods ISO 965
3.4 LOCKING DEVICES
Use only locking devices approved by the Principal.
6 Ed 5 / Rev 1

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Supply of Bolts, Nuts, Screws and Washers B240
3.5 PROTECTIVE TREATMENT FOR FASTENERS
Unless specified otherwise, supply fasteners with protective treatment conforming to Table B240.6.
Table B240.6 - Protective Treatment of Fasteners
Fastener Type Protective Treatment
High strength structural bolts and associated nuts and washers
Hot-dip galvanized in accordance with AS 1214
Hexagon head bolts and screws PC 4.6, and associated washers and nuts
Threaded rods PC 4.6 or PC 8.8, and associated nuts and washers
Holding down bolts and associated nuts and washers
Cup head bolts
Hexagon head bolts and screws PC 8.8 or PC 10.9, Product grades A and B, and associated washers and nuts
Electroplated with zinc in accordance with AS 1789 or mechanically plated in accordance with ASTM B695-04
Hexagon socket head cap screws PC 10.9 or PC 12.9 Black with residual coating of light oil
Countersunk socket head screws PC 10.9 or PC 12.9
Stainless steel fasteners Plain without protective treatment
Self drilling screws Class 4 to AS 3566.2
Locking devices As approved by the Principal
Where specified in Annexure B240/A1, use thermal diffusion galvanizing instead of hot-dip galvanizing or zinc plating. Ensure that the specified thermal diffusion galvanizing layer thickness can be achieved for the bolt assembly product grades and the thread dimension tolerances.
Carry out trial assembly of sample fastener components with the specified coatings, to verify the components will fit properly.
4 PRODUCT CONFORMITY Product conformity of ISO metric coarse threaded fasteners must be established by testing to conform to Annexure B240/L.
Testing of imperial fasteners must conform to the appropriate material and manufacturing standard(s), e.g. AS/NZS 2465. The frequency of testing of imperial fasteners must conform to Annexure B240/L for the equivalent ISO metric fastener grade.
Test only finished fasteners. Testing of fasteners prior to heat treatment or cold or hot working is not acceptable.
Where the Principal identifies higher risks associated with product applications, carry out additional testing as specified in Annexure B240/A2.
Where items of small quantities (i.e. less than 50) are used in a low risk situation, the requirements for testing may be waived by the Principal, as specified in Annexure B240/A3.
Ed 5 / Rev 1 7

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
4.1 NONCONFORMING TEST RESULTS
Where any test specimen fails to meet the acceptance criteria, discard and replace the Lot.
5 TRACEABILITY Markings for bolts, screws, nuts and studs must be clearly visible, uniform and in accordance with the applicable standard, e.g. AS 4291.1, AS/NZS 4291.2.
Each supplied item must be traceable. Control and record the Lot identification number for each item at every stage of the production, to enable identification of the source of each item and each production process used for its manufacture.
6 DOCUMENTATION Provide the documents specified in Clause 2, and the following documents, prior to delivery to Site of each consignment of fasteners:
(i) Statement of conformity of the fasteners to the applicable manufacturing and material standard(s) specified in this Specification;
(ii) Details of supplier’s business entity and address, the Lot identification number for traceability of each fastener, and the fastener description/designation, in accordance with Clause 5; and
(iii) Test certificates for the fasteners in accordance with Annexure B240/L3.
HOLD POINT
Process Held: Delivery of each consignment of fasteners to Site.
Submission Details: Documents specified in Clauses 2 and 6, at least 7 working days before delivery.
Release of Hold Point: The Principal will consider the submitted documents prior to authorising the release of the Hold Point.
7 PACKAGING AND STORAGE Supply fasteners with the same Lot identification number in the same box or in boxes with identical labels for large quantities.
Store fasteners in a waterproof enclosure, clear of the ground and protected from damage.
8 Ed 5 / Rev 1
(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Supply of Bolts, Nuts, Screws and Washers B240
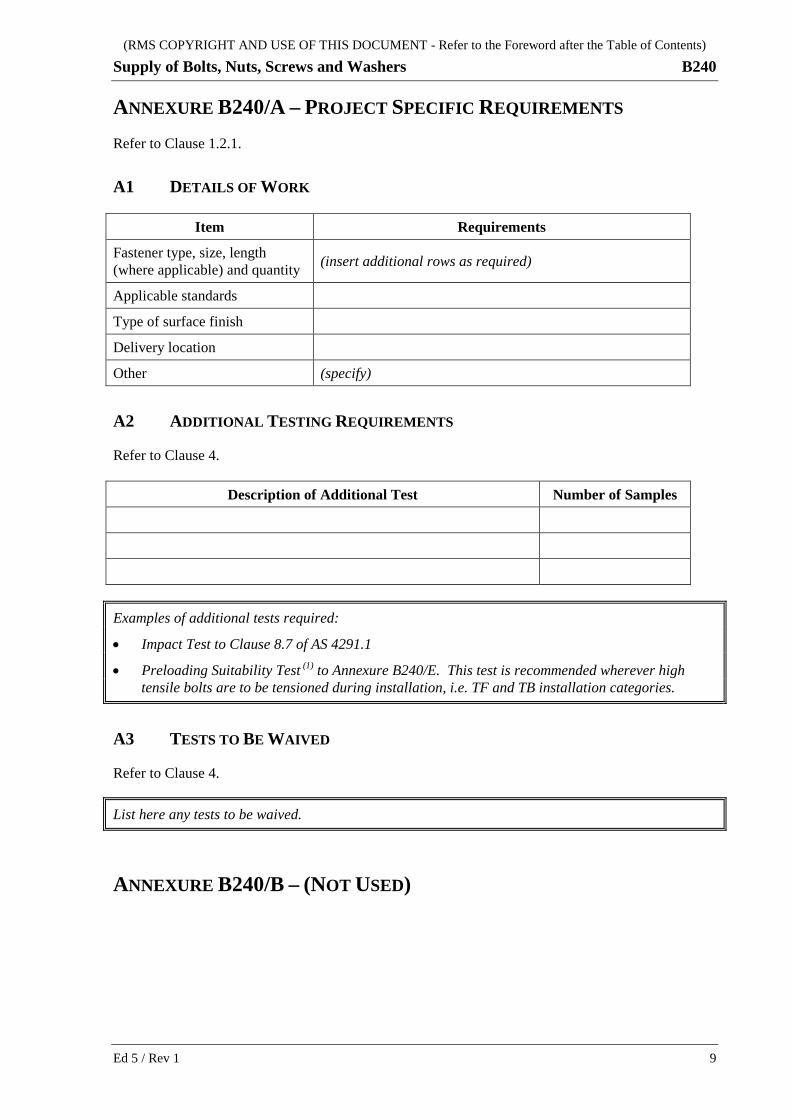
ANNEXURE B240/A – PROJECT SPECIFIC REQUIREMENTS Refer to Clause 1.2.1.
A1 DETAILS OF WORK
Item Requirements
Fastener type, size, length (where applicable) and quantity (insert additional rows as required)
Applicable standards
Type of surface finish
Delivery location
Other (specify)
A2 ADDITIONAL TESTING REQUIREMENTS
Refer to Clause 4.
Description of Additional Test Number of Samples
Examples of additional tests required:
• Impact Test to Clause 8.7 of AS 4291.1
• Preloading Suitability Test (1) to Annexure B240/E. This test is recommended wherever high tensile bolts are to be tensioned during installation, i.e. TF and TB installation categories.
A3 TESTS TO BE WAIVED
Refer to Clause 4.
List here any tests to be waived.
ANNEXURE B240/B – (NOT USED)
Ed 5 / Rev 1 9

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
ANNEXURE B240/C – SCHEDULES OF HOLD POINTS AND IDENTIFIED RECORDS
Refer to Clause 1.2.3.
C1 SCHEDULE OF HOLD POINTS
Clause Description
6 Submission of documents specified in Clauses 2 and 6.
C2 SCHEDULE OF IDENTIFIED RECORDS
The records listed below are Identified Records for the purposes of RMS Q Annexure Q/E.
Clause Description of Identified Record
2 Third party accreditation of suppliers and manufacturers.
4 Product conformity testing records.
5 Lot identification records.
6 Fastener documentation.
ANNEXURE B240/D – (NOT USED)
10 Ed 5 / Rev 1

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Supply of Bolts, Nuts, Screws and Washers B240
ANNEXURE B240/E – PRELOADING SUITABILITY TEST (Note: This test must be carried out by suppliers on high strength structural bolt assemblies. The test may be suitable for other grades of fasteners that tensioned during installation, as specified in Annexure B240/A2.)
E1 TEST AIM
The test verifies the suitability of bolt or screw or threaded rod assemblies for tensioned bolted connections, i.e. TB or TF categories conforming to AS 5100.6.
E2 TEST ARRANGEMENT AND MEASURING DEVICE
The test arrangement must be as illustrated in Figure B240/E.1, except that one or more shims with hardness not less than the washer hardness may be used to suit the measuring device. Additional hardened washers may be used as shims.
Restrain the bolt head from turning during the tightening of the nut.
The measuring device must allow continuous measurements at one measurement per second of bolt tension up to yield. The measuring system must be capable of measuring the bolt force with an uncertainty of not more than ± 5% of the actual value. A washer type load cell, a sensor or an equivalent may be used for the measuring device. Hydraulic measuring devices must not be used for this test.
Figure B240/E.1 – Test Arrangement (from EN 14399-2)
E3 TEST ASSEMBLIES
The test fastener assembly must comprise the bolt and associated nuts and washers. Use all test assembly components must once only.
Carry out the test on the test assembly in the delivery condition without lubrication of the individual fastener items.
Ed 5 / Rev 1 11

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
E4 TEST PROCEDURE
Tension the bolt by tightening the nut with an electric or manual torque wrench. The rate of tightening must produce a tensioning rate of 8 kN to 12 kN per second for bolts up to 24 mm nominal diameter and 18 kN to 22 kN for bolts of larger diameters.
Continue tightening the nut until one of the following occurs:
(i) The bolt fractures;
(ii) The bolt tension does not increase; or
(iii) A bolt tension of 1.05 times the bolt proof load is achieved.
If fracture does not occur, check for permanent deformation of the threads by running the nut up and down the bolt by hand.
E5 TEST REPORT
Report the maximum tension in the bolt, any permanent deformation of the threads and the type, location and description of the fracture and the fracture surfaces (where applicable).
E6 ACCEPTANCE CRITERION
The fastener assembly is conforming if:
(i) a bolt tension at least equal to the bolt proof load is achieved; and
(ii) the nut runs freely up the bolt at the end of the test.
ANNEXURES B240/F TO B240/K – (NOT USED)
12 Ed 5 / Rev 1
(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Supply of Bolts, Nuts, Screws and Washers B240
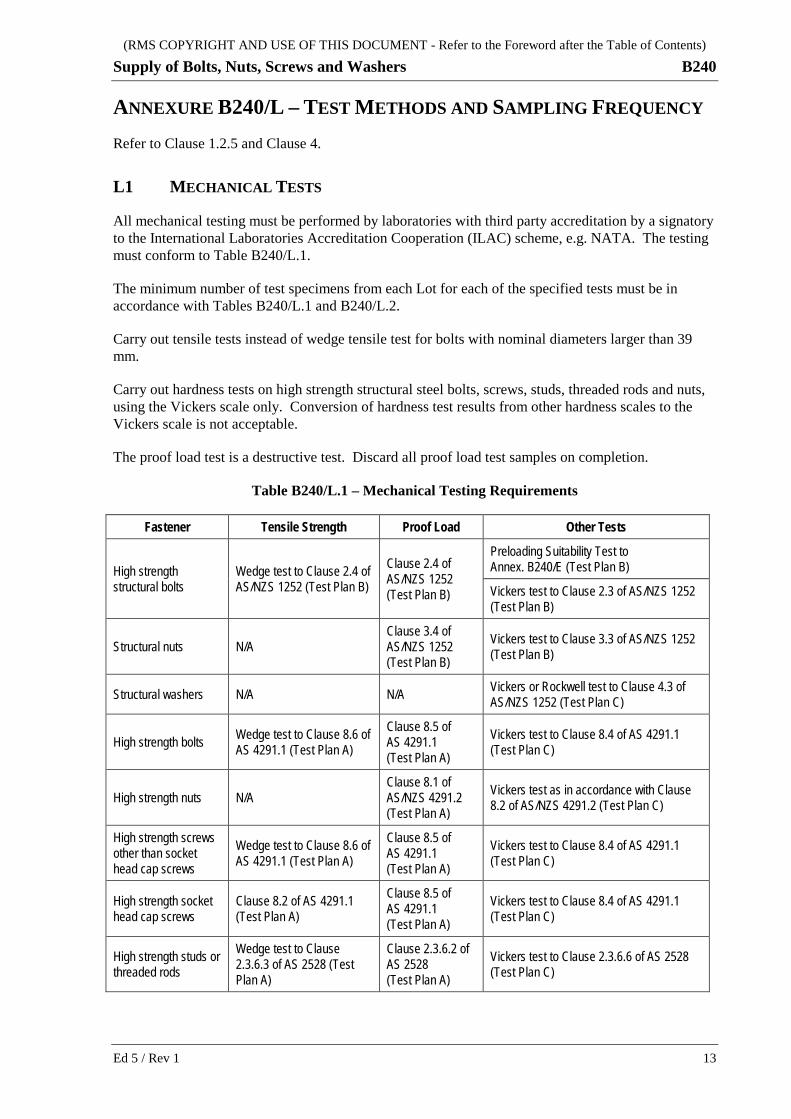
ANNEXURE B240/L – TEST METHODS AND SAMPLING FREQUENCY Refer to Clause 1.2.5 and Clause 4.
L1 MECHANICAL TESTS
All mechanical testing must be performed by laboratories with third party accreditation by a signatory to the International Laboratories Accreditation Cooperation (ILAC) scheme, e.g. NATA. The testing must conform to Table B240/L.1.
The minimum number of test specimens from each Lot for each of the specified tests must be in accordance with Tables B240/L.1 and B240/L.2.
Carry out tensile tests instead of wedge tensile test for bolts with nominal diameters larger than 39 mm.
Carry out hardness tests on high strength structural steel bolts, screws, studs, threaded rods and nuts, using the Vickers scale only. Conversion of hardness test results from other hardness scales to the Vickers scale is not acceptable.
The proof load test is a destructive test. Discard all proof load test samples on completion.
Table B240/L.1 – Mechanical Testing Requirements
Fastener Tensile Strength Proof Load Other Tests
High strength structural bolts
Wedge test to Clause 2.4 of AS/NZS 1252 (Test Plan B)
Clause 2.4 of AS/NZS 1252 (Test Plan B)
Preloading Suitability Test to Annex. B240/E (Test Plan B)
Vickers test to Clause 2.3 of AS/NZS 1252 (Test Plan B)
Structural nuts N/A Clause 3.4 of AS/NZS 1252 (Test Plan B)
Vickers test to Clause 3.3 of AS/NZS 1252 (Test Plan B)
Structural washers N/A N/A Vickers or Rockwell test to Clause 4.3 of AS/NZS 1252 (Test Plan C)
High strength bolts Wedge test to Clause 8.6 of AS 4291.1 (Test Plan A)
Clause 8.5 of AS 4291.1 (Test Plan A)
Vickers test to Clause 8.4 of AS 4291.1 (Test Plan C)
High strength nuts N/A Clause 8.1 of AS/NZS 4291.2 (Test Plan A)
Vickers test as in accordance with Clause 8.2 of AS/NZS 4291.2 (Test Plan C)
High strength screws other than socket head cap screws
Wedge test to Clause 8.6 of AS 4291.1 (Test Plan A)
Clause 8.5 of AS 4291.1 (Test Plan A)
Vickers test to Clause 8.4 of AS 4291.1 (Test Plan C)
High strength socket head cap screws
Clause 8.2 of AS 4291.1 (Test Plan A)
Clause 8.5 of AS 4291.1 (Test Plan A)
Vickers test to Clause 8.4 of AS 4291.1 (Test Plan C)
High strength studs or threaded rods
Wedge test to Clause 2.3.6.3 of AS 2528 (Test Plan A)
Clause 2.3.6.2 of AS 2528 (Test Plan A)
Vickers test to Clause 2.3.6.6 of AS 2528 (Test Plan C)
Ed 5 / Rev 1 13

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
Fastener Tensile Strength Proof Load Other Tests
Hardened washers N/A N/A Vickers hardness test to AS 1817 or Rockwell hardness test to AS 1815 (Test Plan B)
Low strength bolts Clause 8.2 (or wedge test to Clause 8.6) of AS 4291.1 (Test Plan B)
Clause 8.5 of AS 4291.1 (Test Plan B)
Low strength screws Clause 8.2 (or wedge test to Clause 8.6) of AS 4291.1 (Test Plan B)
Clause 8.5 of AS 4291.1 (Test Plan B)
Low strength nuts N/A Clause 8.1 of AS/NZS 4291.2 (Test Plan B)
Low strength studs or threaded rods
Clause 8.2 of AS 4291.1 (Test Plan B)
Clause 2.3.6.2 of AS 2528 (Test Plan B)
Mild steel washers N/A N/A Hardness test to AS 1237 (Test Plan B)
Stainless steel bolts Clause 7 of ISO 3506-1 (Test Plan B)
Clause 7 of ISO 3506-1 (Test Plan B)
Stainless steel screws Clause 7 of ISO 3506-1 (Test Plan B)
Clause 7 of ISO 3506-1 (Test Plan B)
Stainless steel nuts N/A Clause 7 of ISO 3506-2 (Test Plan B)
Stainless steel studs or threaded rods
Clause 7 of ISO 3506-1 (Test Plan B)
Clause 7 of ISO 3506-1 (Test Plan B)
Stainless steel washers N/A N/A
Vickers hardness test to AS 1817 or Rockwell hardness test to AS 1815 (Test Plan B)
Self drilling screws Clause 1.11 of AS 3566.1 N/A
14 Ed 5 / Rev 1

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Supply of Bolts, Nuts, Screws and Washers B240
Table B240/L.2 - Minimum Sample Size for Test Plans
Lot Size Minimum Sample Size (see Note 3)
Test Plan A Test Plan B Test Plan C
≤ 50 2 1 1
> 50 and ≤ 200 3 1 1
> 200 and ≤ 1,000 5 2 1
> 1,000 and ≤ 5,000 8 3 2
> 5,000 and ≤ 10,000 12 3 2
> 10,000 16 4 2 Notes: 1. Table B240/L.2 supersedes Table A1 of AS/NZS 1252. 2. Bolts or screws of the same type and diameter of different lengths produced from the same heat under
the same conditions are a single Lot. 3. Where a Lot of high strength bolts or screws includes different bolt lengths, share the required number
of tests in Table B240/L.2 evenly, rounded up to the nearest integer, between the different lengths. Example: A purchase order for bolts to AS/NZS 1252 consists of 100×M20-100 and 100×M20-150
produced at the same time and under the same conditions (including the same heat treatment), requires 2, 1 and 1 samples for Test Plans A, B and C, respectively, for each bolt length.
L2 CHEMICAL TESTS
Carry out one chemical composition test per Lot.
L3 TEST CERTIFICATE
The test certificate must include the following:
(i) Test certificate number and test date;
(ii) Test description and applicable standard;
(iii) Laboratory address and contact details;
(iv) Laboratory accreditation details;
(v) Identification of test specimen and Lot;
(vi) Chemical composition of Lot;
(vii) Description of test specimen and stage of manufacture at the time of testing;
(viii) Test result and acceptance criteria;
(ix) Description of type and location of failure and the fracture surfaces; and
(x) Name of tester and dated signature.
Ed 5 / Rev 1 15

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
ANNEXURE B240/M – REFERENCED DOCUMENTS Refer to Clause 1.2.6.
RMS Specifications
RMS Q Quality Management System
RMS B201 Steelwork for Bridges
Australian Standards
AS 1110 ISO metric hexagon bolts and screws - Product grades A and B
AS 1110.1 Bolts
AS 1110.2 Screws
AS 1111 ISO metric hexagon bolts and screws - Product grade C
AS 1111.1 Bolts
AS 1111.2 Screws
AS 1112 ISO metric hexagon nuts
AS 1112.1 Style 1 - Product grades A and B
AS 1112.2 Style 2 - Product grades A and B
AS 1112.3 Product grade C
AS 1112.4 Chamfered thin nuts - Product grades A and B
AS 1214 Hot-dip galvanized coatings on threaded fasteners (ISO metric coarse thread series)
AS 1237 Plain washers for metric bolts, screws and nuts for general purposes
AS 1237.1 General plan
AS 1237.2 Tolerances
AS/NZS 1252 High strength steel bolts with associated nuts and washers for structural engineering
AS 1275 Metric screw threads for fasteners
AS/NZS 1390 Cup head bolts with ISO metric coarse threads
AS 1420 ISO metric hexagon socket head cap screws
AS 1443 Carbon and carbon-manganese steel - Cold finished bars
AS 1789 Electroplated zinc (electro-galvanized) coatings on ferrous articles (batch process)
AS 1815 Metallic materials - Rockwell hardness test
AS 1817 Metallic materials - Vickers hardness test
AS/NZS 2465 Unified hexagon bolts, screws and nuts (UNC and UNF threads)
AS 2528 Bolts, studbolts and nuts for flanges and other high and low temperature applications
16 Ed 5 / Rev 1
(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Supply of Bolts, Nuts, Screws and Washers B240
AS 3566 Self-drilling screws for building and construction industry
AS 3566.1 General requirements and mechanical properties
AS 3566.2 Corrosion resistance requirements
AS 4291 Mechanical properties of fasteners made of carbon steel and alloy steel
AS 4291.1 Bolts, screws and studs
AS/NZS 4291.2 Nuts with specified proof load - Coarse thread
AS 5100.6 Bridge design - Steel and composite construction
AS/NZS ISO 9001 Quality management systems - Requirements
ISO Standards
ISO 898 Mechanical properties of fasteners made of carbon steel and alloy steel
ISO 898-1 Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread
ISO 898-2 Nuts with specified proof load values - Coarse thread
ISO 965 ISO general-purpose metric screw threads
ISO 4014 Hexagon head bolts - Product grades A and B
ISO 4017 Hexagon head screws - Product grades A and B
ISO 4032 Hexagon nuts, Style 1 - Product grades A and B
ISO 4762 Hexagon socket head cap screws
ISO 7089 Plain washers - Normal series - Product grade A
ISO 7090 Plain washers, chamfered - Normal series - Product grade A
ISO 10642 Hexagon socket countersunk head screws
ASTM Standards
ASTM A193 Alloy-steel and stainless steel bolting for high temperature or high pressure service and other special purpose applications
ASTM A194 Carbon and alloy steel nuts for bolts for high pressure or high temperature service, or both
ASTM A240 Chromium and chromium-nickel stainless steel plate, sheet, and strip for pressure vessels and for general applications
ASTM A660 Annealed or cold-worked austenitic stainless steel sheet, strip, and flat bar
ASTM B695-04 Coatings of zinc mechanically deposited on iron and steel
ASTM F436M Hardened steel washers
British Standards
BS 4168 Hexagon socket screws and wrench keys
Ed 5 / Rev 1 17

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
B240 Supply of Bolts, Nuts, Screws and Washers
German Standards
DIN 125A Product grade A washers
DIN 912 Socket head cap screws
DIN 931 Hexagon head bolts with shank
18 Ed 5 / Rev 1