2009 DOE Biomass Synthesis Gas to Liquid Fuels...
40
2009 DOE Biomass Synthesis Gas to Liquid Fuels Evaluation DOE Contract No. FG36 - 08GO18040 4/15/2009 Thermochemical Platform Review Dennis Leppin, P.E. Gas Technology Institute This presentation does not contain any proprietary, confidential, or otherwise restricted information
Transcript of 2009 DOE Biomass Synthesis Gas to Liquid Fuels...

2009 DOE Biomass Synthesis Gas
to Liquid Fuels EvaluationDOE Contract No. FG36 - 08GO18040
4/15/2009
Thermochemical Platform Review
Dennis Leppin, P.E.
Gas Technology Institute
This presentation does not contain any proprietary, confidential, or otherwise restricted information

2
Overview
• Start: July 1, 2008 (at risk)
• End: September 2009
• Percent Complete - 35%
• Barriers addressed– M 6.11.4 C Validate cost-effective gas
cleanup performance
• Total project funding (Phase I)
– DOE share: $ 768K
– GTI share: $ 347K
• Funding received in FY08 -
$600K
• Funding for FY09 - $168K?
• Balance of Funding ~$1.2 MM
Timeline
Budget
Barriers
• UPM/Carbona/Andritz – cofunding of gasification testing under separate program – allow use of their syngasin cleanup program, provide tar reformer technology knowhow
• Velocys – provides FT Test Skid (Phase II) (Cancelled)
Stage• Stage 3 – Development
Partners

DOE BTL Project Schedule: 2009*
March April May June July August September
Week Week Week Week Week Week Week
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
DOE BTL
Phase No.
Carbona
Test No.
Schedule for
Carbona
Tests
Total
Weekly
Run Time
Total
Phase
Run Time
1 3DOE BTL
Test #1100
1 4DOE BTL
Test #2200 300
2 5DOE BTL
Test #3120
2 6DOE BTL
Test #4120
2 7DOE BTL
Test #5120
2 8DOE BTL
Test #6140 500
DOE BTL Phase I: Validation of Syngas Cleanup
DOE BTL Phase II: Validate Liquid Fuel Production from Clean
Synthesis Gas using a proprietary FT Technology
•100hrs
•200hrs
•120hrs
•120hrs
•120hrs
•140hrs
* One test eliminated in current program – this was our working schedule

4
Goals and Objectives
• To validate syngas (from wood gasification at a scale equiv. to 20 kg/hr wood) cleanup processing for 100 continuous and 300 total hrs., to stringent specs. suitable for FT . Obtain information to allow the specific gas cleanup approach to be scaled-up and commercialized in the future and to lessen risk of large-scale wood gasification projects
• Forest residues are a significant resource. Steam/oxygen gasification is a promising approach to converting these resources to syngas. An existing industrial test program with UPM-Kymmene Group, Carbona and Andritz is scheduled to operate several tests at GTI’s Flex-Fuel Test Facility in 2009. This project was to piggyback on that effort and process ~10% of the gas through a novel, high-efficiency cleanup approach.
• In Phase II the deeply cleaned syngas would be fed to a participating FT test unit

5
Approach
• Using new gas cleanup techniques combined with some
existing steps, build a slipstream test unit to minimize gas
quenching, cooling and heating cycles to achieve higher
efficiency and lower cost– Tar Reformer directly downstream of gasifier to eliminate tar repercussions on
downstream processes and catalysts and eliminate need for deep scrubbing
and cooling - advanced catalysts
– Remove S and halides using a (simulated) filter-reactor to simplify downstream
gas handling (S-free)
– Advanced physical solvent for CO2 removal
• Piggyback on existing test program– Gasification tests (no costs to this program)
– Analytical Measurements (common stream analyses available), use major
instruments already available
– Work within schedule constraints - UPM wood gasification project on inflexible
schedule, late start getting under contract, needed to do design engineering in
parallel with equipment purchasing

6
Approach (cont’d.)
• Decision Point– Phase 1, review after 100/300 hr operations w/o FT unit
– Meet gas quality criteria appropriate to FT unit provided by FT vendor (details
follow)
– Only then can proceed into Phase II

7
Technical Merits vs. SOA
• Advanced tar reforming catalysts – high yields at moderate
temperatures
• Eliminate S during hot stage – minimize problems in
downstream separations
• Filter Reactor effective way to use absorbents (proven in coal
gasification program)
• No need for complex selective acid gas removal process or
additional S recovery steps
• Use advanced solvent (Morphysorb) with order of magnitude
lower H2 and CO solubility for CO2 removal (only)
• Scheme minimizes cool down/reheat steps

8
Technical Accomplishments/ Progress/Results
• This is first review opportunity for this project
• Process Design efforts completed– Obtained gasification data from earlier testing, laboratory tar reformer advanced
catalyst screening results
– Simulated entire process in HYSYS
– Selected specific catalysts and processes• Screened tar reforming catalysts in bench-scale unit
– Initial design approach modified for higher efficiency
– Mechanical design completed, preliminary equipment layouts developed
– Analytical techniques and sampling plans developed
– Major equipment ordered
– HAZOP review performed
– Developed more accurate estimate of cost to complete based on detailed process and mechanical design and vendor estimates of equipment and fabrication costs

9
Technical Accomplishments/ Progress/Results
• Gas Cleanup System approach appears feasible, post-detailed engineering, in all respects to meet the objectives and to translate to a commercial project– No “show stoppers”
– No developmental catalysts/absorbents* or solvents**
– Minimize precious metal catalysts/sorbents
– Reasonable operating conditions
– No requirement for exotic metallurgy
– No specialty mechanical components
– No novel process equipment***
*Tar reforming catalysts planned here have only been tested in the laboratory but are being offered commercially
**Morphysorb commercial for natural gas treating, but can be replaced w/o any other changes by Selexol here if needed
***Tar reformer not conventional process equipment but similar equipment has been used elsewhere

10
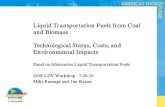
Syngas Cleanup Process Scheme: High-
Pressure Option
Partners

Schematic of the GTI DOE Bio-Syngas Cleanup
Pilot Unit
11

Syngas Cleanup Process
Scheme: Low-Pressure Option
12

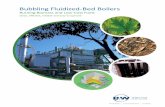
Photos of Filter-reactor setup at GTI Flex-Fuel
• Successfully tested in Gasification program
• Will not be used per se in slipstream project – sorbents will be used in batch fixed beds
•Expensive to scale-down
13

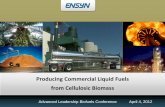
HYSYS Simulation of the DOE BTL Syngas
Cleanup Project
14

15
Preferred Maximum Contaminant Levels for
a Typical FT Process
Contaminant Max. Level Units
Inert level (CO2+N2+CH4) 15 vol.%
Total sulfur 20 ppb
Total halogens as Cl 20 ppb
Total ammonia + HCN 50 ppb
Total oxygen as O2 20 ppm
Total NO 100 ppb
Feed + product water 0.2 mol%
Total iron + nickel 30 ppb
Total aromatic hydrocarbons 20 ppb

16
Tar Reforming
• Advanced tar reforming catalysts – high yields at moderate temperatures
– Very positive results:• F‐35 noble metal catalyst was determined to be more effective for reforming both tars
and methane than F‐37 Ni‐based catalyst
• Both F‐35 and F‐37 catalysts had slightly higher tar reforming capability than RKS‐3
catalyst, and achieved > 93% tar reforming even at the lower temperature of 850°C
• High methane reforming activity
Catalysts for Bench-scale Unit
Catalysts for Slipstream Unit

17
Designed Slipstream Tar Reformer Vessel
• Tar Reformer Design Criteria:– Pressure Vessel MAWP 410 psig
– Two Zone Electric Furnaces• Preheat Syngas to 1500 °F
• Reforming Catalyst (1500 to 1650 °F)
– Catalytically Reform 1000 ppmv Tars using steam
– Gas Flows to 1,500 scfh
– Removable Reforming Monolith Catalyst
– 98%+ Conversion Target of Tars
• ASME Coded Vessel– Pressure Balanced Shell
– Water Cooled Product Gas for 800 °F• Ability to analyze product gas for tars
• Maintain Class I, Div II, Group C Rating
– Extreme temperature Conditions Requires:• Detailed Engineering for Thermal Expansion
• Contains High Temperatures
• Contains Syngas to Heated zones
• Install two furnace elements

18
Designed Process Vessels
• Process Vessel Design Criteria:– Low Pressure Vessels (Shift, Sulfur
capture, and Water Knockout)
• MAWP over 200 psig
• Gas Flows up to 4,000 scfh
• Sulfur Capture Four day capacity
– High-Pressure Vessels (Morphysorb Tower, Dryer Unit, Carbon Bed, Final Dryer)
• MAWP over 1,200 psig
• Gas Flows up to 4,000 scfh
– Metal Carbonyl Vessel MAWP 600 psig
– Gas Flows to 4,000scfh
– ASME Coded for Class I, Div II, Group C Rating
• Vessel Materials Purchased
• Vessel Fabrication and Assembly near Completion
• Morphysorb Process design by UHDE GmbH – 80%+ CO2 Removal at 150 psig Pressure

19
Process Vessels on Skid

20
Building Utilities for Biomass to Liquids Project
• Determined Utility Requirements from Process Flow Diagrams– Medium-Pressure Nitrogen, Instrument Air,
High-Pressure Steam, Flare Line, Cooling Water and Drainage
– Electrical Loads for Tar Reformer Electric Furnace, Process Gas Compressors, Morphysorb Heater and general equipment
– Data System, Safety Alarms and Control
– Process Gas Piping
• Pipe sizing and Insulation
• Pipe Location
– Structural Load Calculations and Design Completed for Tar Reformer
– Area Monitors
• Building Engineering Study to determine Utility requirements• Electrical, steam ,nitrogen, sewer and
flare impacts, permit impacts
• Determined process Layout for Installation
• Designed two Skids to Support Process Vessels and Equipment

Flex-Fuel Test Facility and
Advanced Gasification Test Facility
DOE Slipstream
Bay 3, ground level
UPM Carbona BTL Project Gas
Cleanup Systems:
•Bay 1
Flex-Fuel Gasification
Bldg
PWR Advanced Compact Gasifier
System: Bay 2
Acid Gas Treatment Pilot Plant
21

22
AGTF and FFTF BuildingsBack View

23
Tar Reformer Location and Syngas Piping
• Tar Reformer Location– Positioned just after Hot Gas Filter
• No fines in Syngas to plug reforming catalyst
• Syngas Temperature above 800 °F
• Shortest distance to prevent Syngastemperature dropping below 800 °F
• Deliver Hot Syngas to Bay-3– Limited space in Bay-1 for cleanup
system

24
Velocys FT Unit Location and Syngas Piping

25
Velocys FT Unit Location and Syngas Piping

26
Biomass Syngas Gas Cleaning Requirements
ImpurityMax. allowable
concentration
Estimated concentration based
on previous Carbona-GTI
tests
Estimated concentration based on
100% release from solid fuel
Percent removal
required
Total sulfurs < 60 ppbv about 360,000 ppbv about 400,000 ppbv 99.995%
H2S not stated 151 ppmv about 331 ppmv
COS not stated not measured, usually
0.1 H2S concentration
about 15 ppmv
Total halides < 10 ppbv at least 49,000 ppbv about 123,000 ppbv 99.98%
HCl not stated 49 ppmv about 117 ppmv
HF not stated not measured about 6 ppmv
Alkali metals <10 ppbv not measured about 2,000,000 ppbv 98.9%
Na not measured about 200,000 ppbv
K not measured about 1,800,000 ppbv
NH3 <10 ppbv 2,950,000 ppbv
HCN <10 ppbv not measured
Metal carbonyls <100 ppbv not measured 20,000 ppbv** 99.5%
Hg <1 ppbv not measured 0.25 ppbv* No cleaning necessary
As <1 ppbv not measured 10 ppbv* 90%
*Based on literature estimate for alfalfa gasification
•

27
Sour Shift
Chloride Sorbent
Sulfur Sorbent
Sulfur Sorbent
Metal Carbonyl Sorbent
Mercury Sorbent
Catalysts and Sorbents Selected
•Determined for each:
Supplier, size, active temperature range, service temperature, capacity (wt%), days to breakthrough

28
Completed Process Flow DiagramsTar Reformer Unit

29
Completed Process Flow DiagramsAdjust Hydrogen to Carbon Monoxide Ratio and Sulfur Capture Section

30
Completed Process Flow DiagramsSteam Condensing/Removal, Primary Compression and Drying System

31
Completed Process Flow DiagramsMorphysorb System

32
Completed Process Flow DiagramsMercury Removal, Final Dryer, Metal Carbonyl,
and Gas Storage System

33
Completed Analytical PlanMercury Removal, Final Dryer, Metal Carbonyl,
and Gas Storage System

34
Syngas Analysis
Hot, High-pressure gas
500 micron
orifice
E
E
T/C
6-foot internal
heater
12-foot internal
heaters
Current proposed design
Ba
tch H
2O
Dump
Separate Dump
T/C
Dumps possibly to an
entry to the flare line
Batch Tar
Batch
NH3/HClBatch H2O
To
jar
Dry
Test
Meter
Dessicant
Columns
Dry
Test
Meter
Dry
Test
Meter
Impingers in bath
Impingers
Gas
Cyl
inder
CV 2
psig
E
PI
T/CT/C
Key
Check valve
Internal heater (s)
Orifice: depressurizes ;
sized for flow
Metering valve to 900°F
Swagelok SS-4BW
Ball valve
E Electrical box
T/C Thermocouple
Pressure IndicatorPI
• Sample Stream Monitored by the FTIR is Diluted by a Factor of 10-15 with Dry Nitrogen to keep tars in the gas phase– Measures online: H2O, CO, CO2, CH4,
C2H6, C10H8, C6H6, and NH3
• Gas Grab Samples– Majors (% Level Components)
• Helium, Hydrogen, CO2, O2/Ar, Nitrogen, CO, Methane, Ethane, Ethyne, Propane, Propene, Hexanes, Ammonia
– Sulfur (ppmv Level Components)
• H2S, SO2, COS, CS2, MeSH, EtSH, DMS, DMDS, DMTS, Thiophene, C1-Thiophenes Gas Samples
• Micro-GC for N2, H2, CO, CO2, CH4, H2S
• GTI Developed Gas Sample Probe for online hot gas stream sampling

35
Syngas Tar Analysis by European Tar Protocol

36
Completed HAZOP Review for Process Flow Diagrams
NodeDeviati
onCause Consequence
Risk Matrix
SafeguardRecommendati
on
Respo
nsibilit
y
StatusS F RR
1. SSTR,
Reformer V-
120
1.
Compo
sition
1. Too much
Tar from
gasifier
1. Equipment
fouling
(3)
Se
rio
us
(2)
Sel
do
m
6 1. PDAH-121 18. Add Low
Temperature
Alarm to TI-
121 & TI-122
2. TI-121 & TI-
122
3. Upstream
Gas
Composition
3.
Low/N
o Flow
1. GV-102
Failure
1. Loss of
Operations
(3)
Se
rio
us
(2)
Sel
do
m
6 1. Pre startup
checklist
19. Review
Checklist
2. Residual
unpurged gas;
potential
release to
atmosphere
and personnel
contact
(4)
Ma
jor
(2)
Sel
do
m
8 2. PAL-102 20. Verify
maintenance
procedures;
Open BV-101
3. Nitrogen
purge BV- 104
4.
Maintenance
procedures
2. Loss of
Nitrogen
Purge
1. Equipment
Damage
(2)
Mi
nor
(3)
Oc
ca
sio
nal
6 1. PDT-120 21. Consider
Low Alarm on
PDT-120
2. Loss of
Operations
(3)
Se
rio
us
(3)
Oc
ca
sio
nal
9 22. Consider
adding manual
valves to
checklist
3. catalyst
decrepitating
1. Loss of
Operations
(3)
Se
rio
us
(3)
Oc
ca
sio
nal
9 1. PDT-121 42. Verify
startup
procedure vs
catalyst
properties
4. High
Tempe
rature
1. TIC-124 &
TIC-125
Failure
1. Loss of
Operations
(3)
Se
rio
us
(2)
Sel
do
m
6 1. TAH-124 &
TAH-125
23. Consider
adding
separate High
Temperature
Alarm(s) for
funace controls
2. Location of
Reformer
Prevents
incidental
contact
24. Examine
Alarm Mode
Function for
TAH-124 &
TAH-125 (If TC
fails, Alarms
still active)
5. Low
Tempe
rature
1. TIC-124 &
TIC-125
Failure
1. Loss of
Operations
(3)
Se
rio
us
(2) 6 1. TI-124 & TI-
125
25. Consider
adding TAL(s)
26. Examine
Alarms and
Operating
modes TIC-124
& TIC-125
• Hazop Review Includes– Identifying 9 NODES
• Tar Reformer
• Tar Reformer Indirect Cooler
• Syngas Heat Exchanger
• Sour Shift Reactor and Sulfur Sorbent
• Steam Condensation and water Knockout
• Drying System
• Morphysorb system
• Gas Polishing
• Data Monitoring/ Safety Alarms/ Control
• Identifying Safeguards
• Determine Risk Management
• Recommend additional equipment or procedures
• Used outside facilitator

37
Cost Assessment to Complete ProjectOffsite FT Unit Validation of Syngas by Storage Trailer
Phase I Required Purchases
Purchased
Equipment
Installation Time,
manhoursInstallation Cost
Bay 1 Fifth Floor Area
Tar Reformer ASME Design, Materials, Fabrication and Installation $39,000 $59,421 360 $72,000
Hardware (Valves, Pressure Transmittters, Thermocouples) $6,275 160 $32,000
Data System and Safety Monitoring $15,500 80 $16,000
Total $60,775 $59,421 $120,000
Bay 3 First Floor Gas Cleanup Area
Materials and ASME Coding/Welding $9,880 $60,570
Equipment $163,794 $86,715
Catalysts $18,000 $18,380
Data System and Safety Monitoring $30,000
HAZOP Study $13,000
Shakedown and Calibrations
Equipment Total $221,674 $178,665
BTL Fabrication/Installation
Equipment/Vessel/Skid Assembly 880 $176,000
Data System and Safety Monitoring 160 $32,000
BTL Skid Piping 120 $24,000
BTL Utility Piping 80 $16,000
BTL Equipment Shakedown 160 $32,000
BTL Fabrication/Installation Total 1,400 $280,000
BTL Testing
Test #1, Gas Cleanup ( 1 Test - 4Days/ea ) 192 $38,400
Gas Cleanup Storage Area Total
Utilities for Bay 1/ 5 Floor and Bay 3/ 1 Floor
AGTF Building Ultilities Engineering Study $60,000 $81,000
AGTF Building Ultilities Installation $55,000
Bay 3 Piping Utilities Extended from Pipe Rack $8,900 220 $44,000
Total $123,900 $81,000 220 $44,000
Analytical Area
Analytical Equipment $10,000
Analytical Piping & Heating Equipment $2,891
Analytical Setup
Gas Sampling Lines 80 $16,000
Gas Chromotography Equimpment Setup and calibrations 40 $8,000
BTL Fabrication/Installation Total $10,000 $2,891 120 $24,000
BTL Testing
Test #1, Gas Cleanup ( 1 Test - 4Days/ea ) 288 $57,600
Analysis of Samples 60 $12,000
BTL Testing Total 288 $69,600
Phase IIRequired Purchases
Purchased
Equipment
Installation Time,
manhoursInstallation Cost
Gas Storage Compressor Fabrication/Installation
Piping for Gas Storage Trailer Installed to Trailer 205 $41,000
BTL Testing
Tests #2, 3, and 4 Gas Cleanup ( 3 Tests - 4Days/ea ) 576 $115,200
BTL Testing Total 576 $115,200
Gas Cleanup Storage Area
Storage Trailer, 258 Water CUFT, max pressure 2,400 psig $8,400
Stone Road Preparations $0
Transport Trailer, 6 round trips $15,600
Gas Cleanup Storage Area Total $15,600 $8,400
Analytical Area
Analytical Equipment $10,000
Analytical Piping & Heating Equipment
Analytical Setup
Gas Sampling Lines 160 $32,000
Gas Chromotography Equimpment Setup and calibrations 80 $16,000
BTL Fabrication/Installation Total $10,000 240 $48,000
BTL Testing
Tests #2, 3 and 4 Analytical ( 3 Tests - 4Days/ea ) 864 $172,800
Analysis of Samples ( 3 Tests ) 180 $36,000
BTL Testing Total 864 $208,800
Total Equipment Purchased for Project $330,377 a
Total Labor/Non-Labor $415,000 b
Additional Equipment Required for Project $441,949 c without Primary Compressor
Additional BTL Fabrication/Installation $485,000 d
Additional Analytical Fabrication/Installation $72,000 e
Testing, DOE BTL/Analytical Test 1 $108,000 f
Testing, DOE BTL/Analytical Tests 2, 3 and 4 $324,000 g
Additional Cost to Complete Phases I & II $1,430,949 h = c+d+e+f+g
CTD $745,377 I = a+b
Project Cost $2,176,326 h+i

38
Success Factors and Challenges
• Biomass Gasification needs syngas cleanup scheme that is proven, effective and low-cost– Large-plant process approach will not scale down well
– Tars are unique to biomass gasification
– Relatively low S in biomass feed affords unique opportunity to simplify the approach
• Operate the tar reformer successfully to reduce the tar load significantly. Remove other components with absorbents, solvents. Getting 100/300 hour continuous run times is challenging in pilot plant environment.
• Biomass gasification needs subsidies at present energy (oil) prices. Escalation of cost of capital intensive projects and lack of financing will slow down and inhibit commercial introduction. RPS, RFS, Government incentives and funded programs and corporate Green initiatives are positive factors.
• This project’s funding is tight and too much is in Phase II relative to what is needed in Phase I. However, it appears doable within the overall budget.

39
Future Work
• At this time the project is under “Stop Work” order
• GTI and partners developing alternative approach – relocate the gas cleanup slipstream to Auburn University where a suitable scale gasifier is being built by GTI on a separate project, get commitment from a BTL technology provider for the revised program (several have been contacted)
• Approval from DOE needed to pursue this alternate approach in more detail
• Propose that the Project would re-start with a Task to define costs to complete at new site before proceeding any further (Decision Point) –(budget adjustment for Phase 1 required)

40
Summary
• Syngas Cleanup is a major cost item of biomass gasification
but has not been adequately demonstrated except for power
production. Extrapolation from coal gasification gas cleanup
not cost effective.
• GTI has developed an attractive, efficient, lower-cost scheme
for biomass gasification syngas cleanup that merits testing– Preliminary, Process and Detailed engineering completed
– HAZOP conducted
– Major equipment ordered, most received
– Detailed, accurate cost to complete budget developed
• Schedule, funds availability on the project not compatible with
original plan at this point.
• GTI is evaluating an alternative plan which will be presented to
DOE in the near future.