







Languages
Pages
Legal


UNIVERSIDAD NACIONAL HERMILIO VALDIZAN
FACULTAD DE INGENIERIA INDUSTRIAL Y SISTEMAS
E.A.P. INGENIERIA INDUSTRIAL
CURSO: INGENIERIA DE METODOS II
DOCENTE: ing. JORGE MALPARTIDA
INTEGRANTES:
- Alcedo Bernardo, Katherine
- Bautista Esteban, Jhonson
- Bravo Trujillo Elvis
- Chaupis Ramos, Rocio
- Caballero Nevin, Ronal
- Muñasqui Andrade, Albert
HUANUCO – PERÚ
2015
PROPUESTAS PARA DISMINUCIÓN DE DESPERDICIOS
– FABRICA MEDINA “IMPERIO”

Tabla de contenido
PROPUESTAS PARA DISMINUCIÓN DE DESPERDICIOS – FABRICA
MEDINA “IMPERIO” .............................................................................................. 1
HUANUCO – PERÚ ........................................................................................ 1
DATOS GENERALES ............................................................................... 6 1
RAZON SOCIAL ................................................................................. 6 1.1
RUS. ................................................................................................... 6 1.2
DIRECCIÓN ....................................................................................... 6 1.3
TELEFONO ........................................................................................ 6 1.4
PROPIETARIO ................................................................................... 6 1.5
FECHA DE CREACIÓN ..................................................................... 6 1.6
DIMENSIÓN ....................................................................................... 6 1.7
SECTOR PRODUCTIVO ................................................................... 6 1.8
DATOS ESPECÍFICOS DE LA EMPRESA ............................................... 7 2
MISIÓN .............................................................................................. 7 2.1
VISIÓN ............................................................................................... 7 2.2
OBJETIVOS ....................................................................................... 7 2.3
2.3.1 OBJETIVO GENERAL .................................................................. 7
2.3.2 OBJETIVO ESPECÍFICO ............................................................. 7
ORGANIGRAMA ................................................................................ 8 2.4
DATOS DEL MERCADO .......................................................................... 8 3
CARACTERÍSTICAS DEL PRODUCTO ............................................ 8 3.1

SEGMENTO DE MERCADO.............................................................. 9 3.2
GEOGRÁFICO ................................................................................... 9 3.3
DEMOGRÁFICO .............................................................................. 10 3.4
PSICOGRÁFICO .............................................................................. 10 3.5
COMPETENCIA ............................................................................... 11 3.6
PLAZA O DISTRIBUCIÓN ............................................................... 11 3.7
DATOS LOGÍSTICOS ............................................................................. 12 4
INSUMO Y CANTIDAD .................................................................... 12 4.1
TIEMPO DE APROVISIONAMIENTO .............................................. 14 4.2
PERIODO DE COBERTURA ........................................................... 14 4.3
%DE ÓRDENES RECIBIDOS .......................................................... 14 4.4
% EFICIENCIA DE USO .................................................................. 14 4.5
%DE PERDIDA ................................................................................ 14 4.6
INSUMO .................................................................................................... 14
CANTIDAD ................................................................................................ 14
COSTO POR UNIDAD .............................................................................. 14
COSTO TOTAL ......................................................................................... 14
%EFICIENCIA DE USO ............................................................................ 14
% DE PERDIDA ........................................................................................ 14
PROCESO DE PRODUCCION DEL PRODUCTO ESTRELLA .............. 16 5
ACTUAL PROCESO DEL PRODUCTO ESTRELLA ........................ 16 5.1

DISTRIBUCIÓN DE LA PLANTA ............................................................ 17 6
RECURSOS HUMANOS .................................................................. 17 6.1
MAQUINARIAS ................................................................................ 17 6.2
DATOS DE OPERACIÓN ....................................................................... 18 7
DIAGRAMA DE OPERACIONES Y FINALIDAD .............................. 18 7.1
DIAGRAMA ANALISIS DE PROCESOS Y FINALIDAD ................... 18 7.2
DATOS DE CONTROL DE OPERACIONES .......................................... 19 8
DESPERDICIO ................................................................................. 27 8.1
8.1.1 DESPERDICIOS DE SOBREPRODUCCIÓN: ............................ 28
8.1.2 DESPERDICIOS EN EXCESO DE INVENTARIO ...................... 28
8.1.3 ESPERAS DE TIEMPO .............................................................. 28
8.1.4 TRANSPORTE ........................................................................... 28
8.1.5 PROCESOS INAPROPIADOS ................................................... 28
8.1.6 MOVIMIENTOS INNECESARIOS .............................................. 29
8.1.7 DEFECTOS ................................................................................ 29
8.1.8 TALENTO HUMANO .................................................................. 29
CONCLUSIONES ................................................................................... 29 9
CONCLUSION GENERAL: .............................................................. 33 9.1
RECOMENDACIONES........................................................................ 33 10
ANEXOS .............................................................................................. 34 11

INTRODUCCIÓN
El proceso de globalización ocurrido en los últimos años a nivel mundial ha
llevado a los países y a las empresas, a enfrentar cambios de paradigmas que no
solo han repercutido en el desenvolvimiento de la producción y la prestación de
servicios. Si no en todas las áreas de la organización. En la medida que la sociedad
incorpora mayores conocimientos y nuevas tecnologías, va aumentando su
eficiencia y productividad y en consecuencia los niveles de todas las empresas que
operan dentro de este grupo social. La tecnología invade todas las actividades de
nuestra vida, los hogares, las escuelas, universidades y en particular a las
empresas. Al igual que un navegante que no tiene definido su destino. O un
individuo que no sabe que desea llegar a ser, una empresa que no tienen definido
su misión de existir no podrá llegar a ser eficaz y mucho menos competitiva en este
mundo de cambio.

DATOS GENERALES 1
RAZON SOCIAL 1.1
Fabrica Medina “IMPERIO” es una empresa industrial de calzados de tipo
natural.
RUS. 1.2
10440851911
DIRECCIÓN 1.3
La Fabrica Medina “IMPERIO” se encuentra ubicada en la ciudad de
Huánuco PRL. SAN MARTIN N° 200- INT. “A ” HUANUCO
TELEFONO 1.4
Movistar: #957566213
PROPIETARIO 1.5
Actualmente el cargo de la gerencia y como dueño es responsabilidad del
señor Clober Dante Medina Caruz.
FECHA DE CREACIÓN 1.6
Se inició las labores de la industria zapatera con todos los registros legales
en la SUNAT el año 2010
DIMENSIÓN 1.7
La envergadura es micro empresa.
SECTOR PRODUCTIVO 1.8
Sector de calzados y afines.
DATOS ESPECÍFICOS DE LA EMPRESA 2
MISIÓN 2.1
Fabricar el mejor calzado fino para damas, caballeros y niños mediante la
innovación de los diseños, la calidad de nuestros productos, la utilización de
los recursos y la mejor mano de obra cualificada teniendo siempre presente
la satisfacción de nuestros clientes y del mercado en general, valorizando la
Empresa a través del desarrollo integral de nuestra gente en armonía con la
sociedad y el medio ambiente, para garantizar un crecimiento continuo y
rentable. (REDACTADO POR LOS ALUMNOS)
VISIÓN 2.2
Para el 2015 ser la Empresa de calzado para damas, caballeros y niños
más grande de la región de Huánuco y estar posicionados en la mente de
nuestros clientes como la mejor en calidad y diseños, Abrir nuevos mercados
y obtener cada vez una mayor participación en estos. (REDACTADO POR
LOS ALUMNOS)
OBJETIVOS 2.3
2.3.1 OBJETIVO GENERAL
Posicionar a nuestra marca dentro del segmento líder del mercado.
2.3.2 OBJETIVO ESPECÍFICO
Desarrollar y capacitar a nuestro personal, potenciando los valores de
profesionalismo, calidad y servicio.
Conocer la demanda del mercado que requiere nuestros potenciales
clientes.
Determinar las características del mercado a donde va dirigido
nuestros productos. (REDACTADO POR LOS ALUMNOS)

ORGANIGRAMA 2.4
terciarización
DATOS DEL MERCADO 3
CARACTERÍSTICAS DEL PRODUCTO 3.1
MODELO N°1: BOTINES
TAMAÑO MEDIANO: Se encuentran tallas desde 33 a 37. Hay de
colores lila, rosado y jade.
MODELO N°2: MOCASIN
TAMAÑO MEDIANO: Se encuentran tallas desde 33 a 37. Hay de
colores rojo, azulino, plomo, negro.
MODELO N°3: MODELO 140
GERENTE
Administrador
Acabado Armado Cortador Aparado

TAMAÑO GRANDE: Se encuentran tallas desde 38 a 42. Hay de
colores acero con negro, azul con negro, plomo con negro.
TAMAÑO MEDIANO: Se encuentran tallas desde 33 a 37. Hay de
colores plomo con rojo, negro con blanco, negro con plomo.
MODELO N°4: BOTINES INVIERNO
TAMAÑO MEDIANO: Se encuentran tallas desde 33 a 37. Hay de
colores azul, rosado, jade, lila, plomo, rojo.
TAMAÑO PEQUEÑO: Se encuentran tallas desde 27 a 32. Hay de
colores azul, lila, camote, azulino, negro, negro con rojo, rojo con
azulino.
SEGMENTO DE MERCADO 3.2
Los clientes potenciales son personas de los alrededores de la ciudad de
Huánuco, es decir provincias y distritos de la región. Se distribuye en la chacra y se
hace trueque cuando son los últimos pares por vender. Lo demás que distribuyen
ya son comerciales conocidos y de muchos años de trabajo continua con la fábrica
Medina. Y el nuevo mercado que hace un par de meses se está entrando es la
provincia de Panao y sus distritos.
GEOGRÁFICO 3.3
El mercado que abarca como proveedores de la Fabrica Medina “IMPERIO”
son los siguientes clientes potenciales:
Neizer Zetaps. Se encuentra en Tingo María – Aucayacu
Sivas. Se encuentra en Tingo María – Aucayacu
San Benito, 3ra etapa. Se encuentra en el centro de Tingo María.
Alameda de Tingo maría.
Comercial Medina. Se encuentra en el centro de la ciudad de
Huánuco.
Tiendas comerciales de la ciudad de Tocache.
En el mercado de Panao

Tiendas comerciales y mercado del distrito de Ambo.
DEMOGRÁFICO 3.4
Se le atiende a clientes en tres distintos tamaños:
TAMAÑO GRANDE: Se encuentran tallas desde 38 a 42. Para el sexo
masculino. Los clientes potenciales son adolescentes y jovenes
TAMAÑO MEDIANO: Se encuentran tallas desde 33 a 37. Para el
sexo masculino y femenino. Los clientes potenciales son niños,
adolescentes y jóvenes.
TAMAÑO PEQUEÑO: Se encuentran tallas desde 27 a 32. Para el
sexo masculino y femenino. Los clientes potenciales son niños.
La venta se da en todas las épocas siendo de mayor aprobación en
campañas navideñas, donde tienen que aumentar la producción.
PSICOGRÁFICO 3.5
La industria de calzados, crea diseños para la juventud y la niñez de
acuerdo a la moda actual, orientados para personas con un estilo de vida común,
chicos que gustan por la moda invierno porque sus diseños son cerrados y poco
convencionales para el verano.

COMPETENCIA 3.6
NOMBRE DE
COMPETIDORES
PRODUCTOS O
SERVICIOS QUE
OFRECEN
PRECIOS DE LA
COMPETENCIA
FORMA DE
COMUNICACIÓN
DE LA
COMPETENCIA
PABER - Eloy
Palacios Zapatillas, zapatos 24
Variedad de
productos que se
encuentran en las
tiendas de reparto
YUSER – Richard
Huaman
Zapatillas,
sandalias 26
Variedad de
productos que se
encuentran en las
tiendas de reparto
HACER – Juan
Crisostomo Zapatillas, zapatos 27
Distribución en la
mismo centro
comercial en la zona
de la selva
LEOS Zapatillas, zapatos 25
Variedad de
productos que se
encuentran en las
tiendas de reparto
PLAZA O DISTRIBUCIÓN 3.7
Esta industria de calzados distribuye sus productos al por mayor
(DISTRIBUCIÓN INDIRECTA) a los lugares aledaños a la provincia de Huánuco,
los días domingo y los fines de mes se distribuyen con sacos los pedidos y demás
calzados con la posibilidad de ofrecer y ampliar su mercado.
De modo que el cliente final será el comprador que acude a los comerciales
con el cual trabajan la fábrica Medina.

DATOS LOGÍSTICOS 4
INSUMO Y CANTIDAD 4.1
DRILL 1rollo tiene 30m x 1.50m Hay tres tipos y para una docena
de producción entra: GRANDE (1.50 x 1.50). MEDIANO (1.20 x 1.50).
CHICO (1 x 1.50) El metro cuesta s/.15
MOLDE Entra dos tipos de molde el que el señor compra en lima
con los modelos que quiere preparar es en papel, que cuesta s/.10 el molde
y el otro tipo de molde es el que tiene q sacarlo en material de lata para que
pueda sacar los moldes para cortar, partes de la zapatilla que cuesta s/.15
FORRO POLINAN En una docena entra (1 x 1.50m) y el costo del
metro es de s/.8
FALSA SELASTI Para la planta, en una docena entra (40cm x
1.50m) y el costo del metro es s/10
MICRO Lo compra por plancha y una plancha lo utiliza para hacer
10 docenas. El precio de la plancha es de s/.10
ESPONJA Lo compra por plancha y una plancha lo utiliza para
hacer 10 docenas. El precio de la plancha es de s/.10
PLANTILLA Para el uso de una docena entra (40cm x 1.50m) el
metro cuesta s/.8.50
ETIQUETAS Se compra por millar y esta se manda a preparar de
acuerdo a lo quiere poner en la etiqueta y color que se desee, el costo del
millar es de s/.70
OJALILLOS Entra 16 ojalillos por par y costo del millar de ojalillos
es de s/6

HILO Se compra un cono y este dara para 4 docenas. Se compra
dos tipos de hilos: NAILÓN (1cono = s/6.50) y ALGODÓN (1cono = s/7.50)
PLANTA Se compra por docena y hay tres tipos de tamaños que
compra la empresa (GRANDE = s/. 45), (MEDIANO = s/. 35), (PEQUEÑO =
s/. 30)
PUNTADORA DUPOL Compra por lata y esta contiene 5galones y
para una docena utiliza ¼ de galón. El costo de la lata es de s/.85
TEROCAL DUPOL Pegamento, compra por lata y esta contiene
5galones y para una docena utiliza ¼ de galón. El costo de la lata es de
s/.145
PVC Para la planta y se compra por lata. El costo de la lata es de
s/.165
PLACA Se compra por millar. El costo del millar es de s/.130
PASADOR Se compra por docena y el pasador mide 90cm. El costo
por docena es de s/.3
ELASTICO Se compra por docena, donde se usa 1.20m con un
costo de s/.3
FORRO DE CAPELLADA (PELÓN) Se compra por metros, el uso de
½ m es para una docena y el costo por metro es s/.4
CINTA DE CUBRIR BORDE DRIL Se compra por rollos de 50metros,
el costo de cada rollo es de s/.5
AROS Se compra por millar a un costo de s/.5 y se usa por docena de
acuerdo a lo que se necesita.
PEGA PEGA Se compra por rollo a un costo de s/.10 y se usa por
docena de acuerdo a lo que se necesita.

TIEMPO DE APROVISIONAMIENTO 4.2
El tiempo que demora entre el orden de pedido y llegada se debe porque el
vendedor viaja y lleva los perdidos de zapatos cada 15 días.
PERIODO DE COBERTURA 4.3
El tiempo que abastece el insumo es de acuerdo a la producción requerida
de acuerdo a la temporada y a la cantidad de materia prima que se compra.
%DE ÓRDENES RECIBIDOS 4.4
% EFICIENCIA DE USO 4.5
%DE PERDIDA 4.6
INSUMO
CANTIDAD
COSTO POR
UNIDAD
COSTO TOTAL %EFICIENCIA DE
USO
% DE
PERDIDA
DRILL 1.80m ) El metro cuesta
s/.15
s/. 27
97% 3%
MOLDE dos tipos de molde s/.10 el molde s/.10 100% 0%
FORRO
POLINAN
1 x 1.50m costo del metro es
de s/.8
s/.12 96% 4%
FALSA SELASTI 40cm x 1.50m metro es s/10
s/.15 95% 5%
MICRO una plancha plancha es de
s/.10
s/.10 96% 4%
ESPONJA 1 plancha s/.10 s/.10 96% 4%

PLANTILLA 40cm x 1.50m el metro cuesta
s/.8.50
s/.3.4 100%
0%
ETIQUETAS por millar millar es de s/.70
s/.0.84 100% 0%
OJALILLOS Por millar millar de hojalillos
es de s/6
s/.0.072 100% 0%
HILO un cono 1cono = s/6.50 s/.6.50 100% 0%
PLANTA por docena (GRANDE = s/.
45), (MEDIANO =
s/. 35),
(PEQUEÑO = s/.
30)
s/.45
s/.35
s/.30
100% 0%
PUNTADORA
DUPOL
por lata y esta
contiene 5galones
costo de la lata es
de s/.85
s/.1 98% 2%
TEROCAL
DUPOL
compra por lata y
esta contiene
5galones
El costo de la lata
es de s/.145
s/.1.4 98% 2%
PVC se compra por lata El costo de la lata
es de s/.165
s/.1.5 99% 4%
PLACA Se compra por
millar
costo del millar es
de s/.130
s/.3.12 99% 1%

Los % de órdenes recibidos, % de eficiencia de uso y % de perdida se
detallan en el siguiente cuadro:
PROCESO DE PRODUCCION DEL PRODUCTO ESTRELLA 5
ACTUAL PROCESO DEL PRODUCTO ESTRELLA 5.1
El VOLUMENE DE VENTAS de los últimos 6 meses del año 2014 del
producto estrella son lo siguiente (por docena):
Producto Jun Jul Ago Sep Oct Nov Dic Totales
Mod 1. grande 6 6 7 5 8 9 14 57
Mod 1. mediano
8 10 9 10 11 10 15 73
PASADOR compra por docena docena es de s/.3 s/.3 100% 0%
ELASTICO 6x1.20m docena es de s/.3 s/.3 100% 0%
FORRO DE
CAPELLADA
(PELÓN)
0.5m docena es de s/.2 s/.2 96% 4%
CINTA DE
CUBRIR BORDE
DRIL
Por rollo El rrollo s/.5 s/.0.5 96% 4%
PEGA PEGA Por docena 1.20 m La docena a
s/.10
s/.10 100% 0%
AROS Por millar El millar s/.5 s/.0.12 100% 0%
s/.155.45

DISTRIBUCIÓN DE LA PLANTA 6
RECURSOS HUMANOS 6.1
La Fabrica Medina “IMPERIO” cuenta con personal administrativo, como
personal propio del área productiva que es dueño de la empresa. Cabe resaltar
que se trabajan un turno corrido por día.
MAQUINARIAS 6.2
Para el presente trabajo, se hizo el registro de las máquinas, equipos y
unidades de almacenamiento.
ITEM DESCRIPCIÓN DE MÁQUINA Y/O
EQUIPO PRECIO CANTIDAD
001 Encintadora S/.2800 01
002 Mesa de corte S/.80 01
003 Máquina Recta (APARADO) S/.1100 u 02
004 Máquina para adorno (SICSAC) S/.1500 01
005 COMPRESORA S/.4800 01
006 Máquina para cueros (REMATADORA) S/.1200 01
007 ESMERIL S/.150 01
008 Máquina reactivadora S/.1400 01
009 HORMAS S/.300 05
Nº ÁREA ADMINISTRATIVA CANTIDAD
01 Gerente General 01
ÁREA PRODUCCIÓN PRIMER TURNO
Operario de cortado 01
Operario de armado 01
Operario de acabado 01

DATOS DE OPERACIÓN 7
DIAGRAMA DE OPERACIONES Y FINALIDAD 7.1
DIAGRAMA ANALISIS DE PROCESOS Y FINALIDAD- (AREA DE CORTE) 7.2
DIAGRAMA: DIAGRAMA DE OPERACIONES EMPRESA: “IMPERIO”
PRODUCTO: MODELO 140
1
28
Colocado de molde
Trazado y cortado
Contado e inspección
Empaquetado
FORRO DE TALON
29
30-
31
8 Inspección de MP
Tiende la MP
Colocado del molde
Contado e inspección
FORRO DE CAPELLADA
23
24
1
25
Empaquetado 27
26-
Trazado y cortado
6 Inspección de MP
Tiende la MP
Colocado del molde
Contado e inspección
CUERPOS LATERALES
18
19
1
20
Empaquetado 22
21-
Trazado y cortado
1
14
Colocado de molde
Trazado y cortado
Empaquetado
LENGUETAS
15
16
17
Contado e inspección
A
B C
D

1
10 Colocado de molde
Trazado y cortado
Empaquetado
COLLARIN
11
12-4
13
Contado e inspección 1
6 Colocado de molde
Trazado y cortado
Empaquetado
TALON
7
8-3
9
Contado e inspección
1 Inspección de MP
Tiende la MP
Colocado del molde
Contado e inspección
CAPELLADA
1
2
1
3
Empaquetado 5
4-2
Trazado y cortado
32
Empaquetado
P. T.
A
B
C
D

GRAFICAS
RESUMEN
N° 01 N° 02
ACTIVI
DADES
SI
MBOLO
CANTID
AD
CANTID
AD
OPERA
CIONES
32 16
INSPEC
CION
10 3
TOTAL 42 19
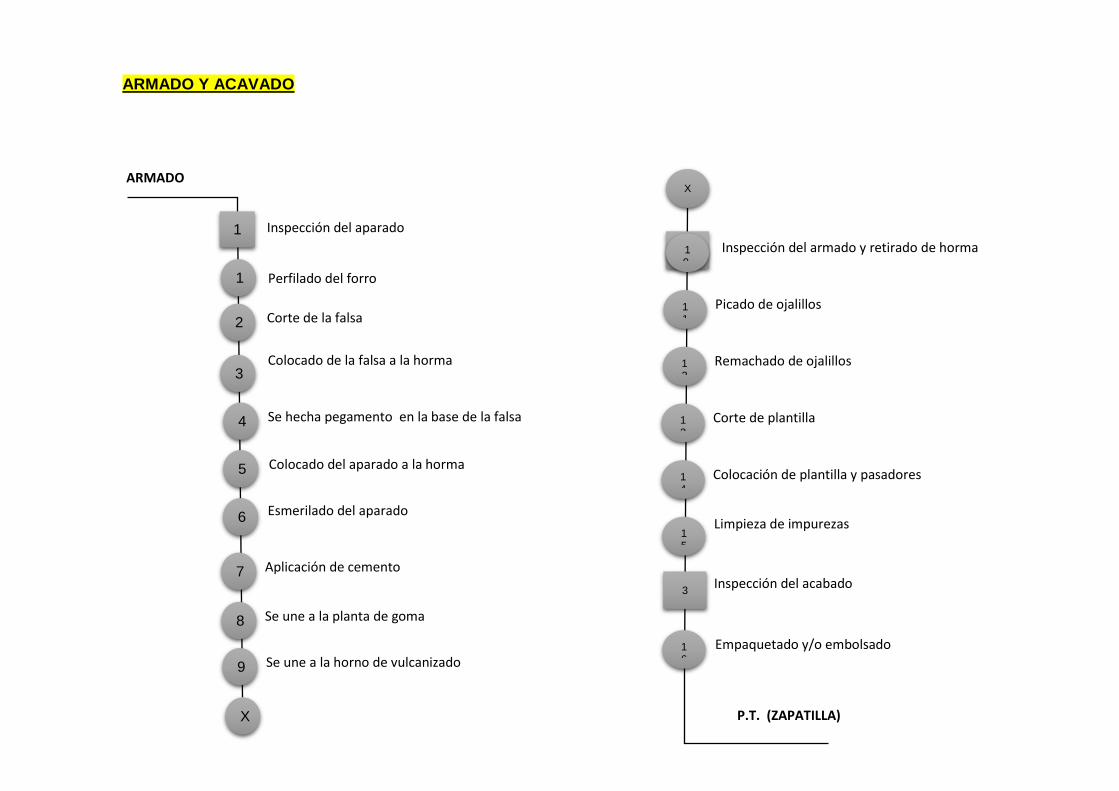
ARMADO Y ACAVADO
Inspección del aparado
Perfilado del forro
Corte de la falsa
Colocado de la falsa a la horma
ARMADO
1
2
3
1
5
Se hecha pegamento en la base de la falsa
Colocado del aparado a la horma
6 Esmerilado del aparado
7 Aplicación de cemento
8 Se une a la planta de goma
9 Se une a la horno de vulcanizado
4
X
11
Picado de ojalillos
12
Remachado de ojalillos
Inspección del armado y retirado de horma 1
13
Corte de plantilla
14
Colocación de plantilla y pasadores
15
Inspección del acabado 3
Limpieza de impurezas
10-
16
Empaquetado y/o embolsado
P.T. (ZAPATILLA)
X

DATOS DE CONTROL DE OPERACIONES 8
1
34
Colocado de molde
Trazado y cortado
Contado e inspección
FORRO DE TALON
35
36
FORRO DE CAPELLADA CUERPOS LATERALES
1
17
Colocado de molde
Trazado y cortado
LENGUETAS
18
19
Contado e inspección
Empaquetado 20
Almacén de MP
Hacia la mesa de trabajo
Tendido de MP
Contado e inspección 1
Empaquetado 26
25
Colocado del molde
2
2
22
23
Trazado y corte 24
Almacén de MP
Hacia la mesa de trabajo
Tendido de MP
Contado e inspección 1
Empaquetado 32
31
Colocado del molde
3
3
28
29
Trazado y corte 30
Empaquetado 37
Llenado a la caja de envió
6 Inspección de MP 8 Inspección de MP
3’’X24
6’’X24
38’’
8’’
2’’ 38
Llenado a la caja de envió 33
Llenado a la caja de envió 27
Llenado a la caja de envió 21
5’’
4’’
4’’
3’’X24
8’’X24
38’’
8’’
2’’
5’’
4’’
4’’
3’’X48
14’’X48
55’’
8’’
2’’
3’’X24
6’’X24
35’’
6’’
2’’
C
B
A
D

1
12 Colocado de molde
Trazado y cortado
COLLARIN
13
14-
Contado e inspección 1
7 Colocado de molde
Trazado y cortado
TALON
8
9-3
Contado e inspección
Almacén de MP
Hacia la mesa de trabajo
Tendido de MP
Contado e inspección
CAPELLADA
1
Empaquetado 5
4-2
Colocado del molde
39
Empaquetado
P. T.
1
1
1
2
Trazado y corte 3
Empaquetado 10
Empaquetado 15
1 Inspección de MP
Llenado a la caja de envió 16
Llenado a la caja de envió 11
Llenado a la caja de envió 6
3’’X48
12’’X48
55’’
8’’
2’’
3’’X24
6’’X24
38’’
8’’
2’’
6’’
4’’
4’’
3’’X24
8’’X24
38’’
8’’
2’’
10’’

Inspección del aparado
Perfilado del forro
ARMADO
1
5
1
7
Se hecha pegamento en la base de la falsa
Colocado del aparado a la horma
6
1 Almacenamiento del aparado
Al área de armado 1
Almacén de MP
Hacia la mesa de corte
Tendido de MP
Inspección
Colocado del molde
2
2
2
3
Trazado y corte 4
Área de armado 3
2 Inspección de MP
CORTE DE LA FALSA
Fijar la falsa a la horma
Área de esmerilado 4
8 Fijado del aparado hacia la falsa
1 Secado del pegamento
3
5’’x24
4’’
1’x24
2’X24
5’’X24
20’’x24
2’x24
3’x24
2’’x24
5’’
4’’
5’’
3’’X24
10’’X24
28’’
3’’
X

9 Esmerilado del aparado
10
Aplicación de cemento
espera
12
vulcanizado
Inspección del vulcanizado 6
Área del armado 5 Almacén de MP
Área de armado 6
3
4 Inspección de MP
PLANTA DE GOMA
Al horno de vulcanizado 7
Se une a la planta de goma con el armado e Inspecciona
1
2
11
3 vulcanización
20’’x24
2’’x24
5’’X24
4’X24
2’x24
1’’
5’’
5’’
2’’
5’’
3’’
X
X

X
14 Picado de ojalillos
15 Remachado de ojalillos
19 Colocación de plantilla y pasadores
20
Inspección del acabado 9
Limpieza de impurezas
13
21 Empaquetado y/o embolsado
P.T. (ZAPATILLA)
Máquina de ojalillo 9
Almacén de MP
Hacia la mesa de corte
Tendido de MP
inspección
Colocado del molde
10
16
17
Trazado y corte 18
Hacia el área de armado 11
7 Inspección de MP
CORTE DE LA PLANTILLA
4
8
8 A la mesa de armado
Retirar el armado de la horma
2’’
30’’X24
2’’
2’’x24
8’’
10’’x24
5’’
4’’
5’’
3’’X24
10’’X24
28’’
3’’
3’’X24
3’’
8’’

GRAFICAS
RESUMEN
N° 01 N° 02
ACTIVIDADE
S
SIMB
OLO CANTIDAD CANTIDAD
OPERACION
ES
39 21
INSPECCION
10 9
TRASPORTE
3 11
DEMORA
3
ALMACEN
3 4
TOTAL 55 48

DESPERDICIO 8.1
8.1.1 DESPERDICIOS DE SOBREPRODUCCIÓN:
La industria de calzados marca imperio, hace su reparto por pedido y los
sobrantes y lleva de sacos de zapatilla para comercializar en los mercados
aledaños. Por lo tanto la sobre producción se estancaría los 15 días de haber sido
producido.
8.1.2 DESPERDICIOS EN EXCESO DE INVENTARIO
Como el empresario de la marca °imperio° lleva los pedidos personalmente
cada 15 días, entonces los inventarios solo se estancan por ese periodo de
tiempo.
8.1.3 ESPERAS DE TIEMPO
Las esperas se realizan en el área de cortado, terminando los cortes debe
esperar que venga el operario externo a recoger los cortes por piezas terminadas,
esto demora en promedio 3 a 4 horas .que queda en espera.
8.1.4 TRANSPORTE
El problema básicamente surge en la mala distribución de la planta ya que
alarga el tiempo de transporte a cada estación de trabajo. Otro caso sería, como el
aparado de las zapatillas no se realizan en la misma fábrica, entonces cuando el
operario externo trae la parte del proceso de aparado, es dejado en la mesa de
corte porque se encuentra cerca a la puerta. Es así como el operario del armado
tiene que realizar un transporte inadecuado afectando el tiempo y hace que esto
demore en el proceso del armado.
8.1.5 PROCESOS INAPROPIADOS
Se da cuando hay un operario nuevo que se incorpora a la empresa por su
falta de práctica y en otros casos por un mal diseño establecido para su
producción.
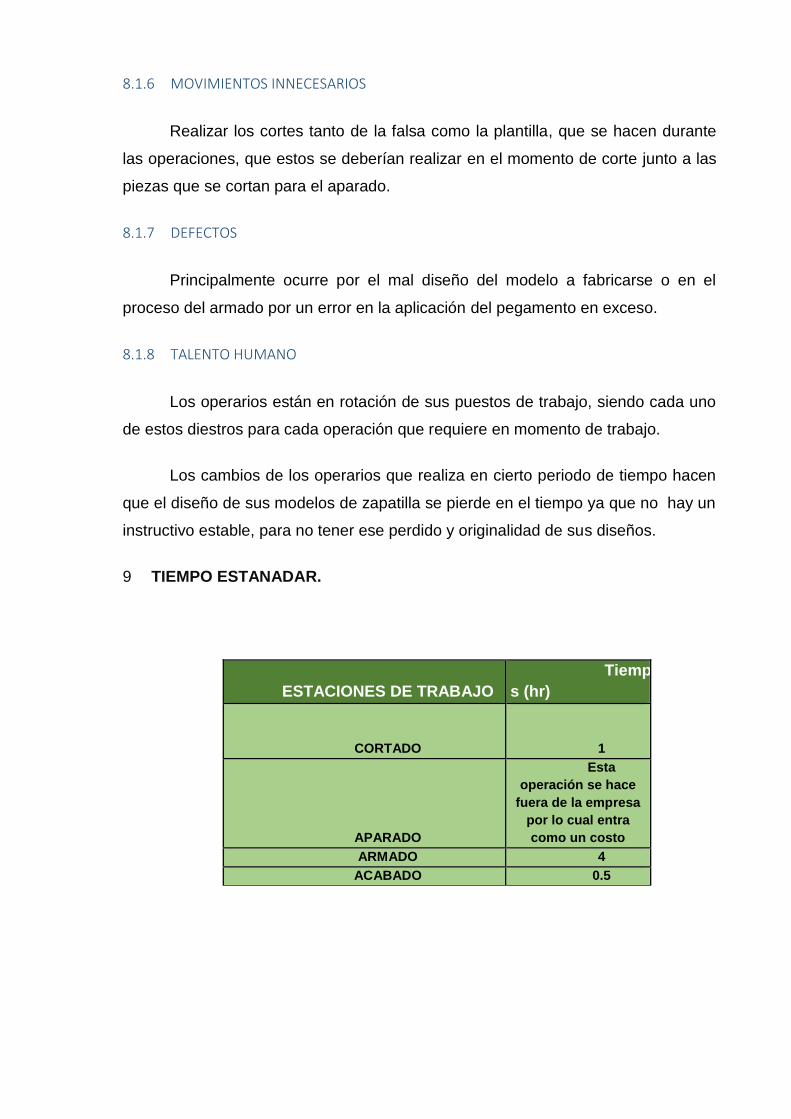
8.1.6 MOVIMIENTOS INNECESARIOS
Realizar los cortes tanto de la falsa como la plantilla, que se hacen durante
las operaciones, que estos se deberían realizar en el momento de corte junto a las
piezas que se cortan para el aparado.
8.1.7 DEFECTOS
Principalmente ocurre por el mal diseño del modelo a fabricarse o en el
proceso del armado por un error en la aplicación del pegamento en exceso.
8.1.8 TALENTO HUMANO
Los operarios están en rotación de sus puestos de trabajo, siendo cada uno
de estos diestros para cada operación que requiere en momento de trabajo.
Los cambios de los operarios que realiza en cierto periodo de tiempo hacen
que el diseño de sus modelos de zapatilla se pierde en el tiempo ya que no hay un
instructivo estable, para no tener ese perdido y originalidad de sus diseños.
TIEMPO ESTANADAR. 9
ESTACIONES DE TRABAJO
Tiempo
s (hr)
CORTADO
1
APARADO
Esta
operación se hace
fuera de la empresa
por lo cual entra
como un costo
ARMADO 4
ACABADO 0.5

TABLA DE SUPLEMENTOS
Suplementos Constantes:
Por necesidades personales 5
Básicos por fatiga 4
Por trabajar de pie 2
c
iclos
elemento
s 1 2 3 4 5 6 7 8 9
1
0
t
otal
T
MO
cortado
0
.87
0
.88
0
.92
1
.1
0
.9 1
0
.94
0
.91
0
.89
0
.88
9
.29
0
.929
aparado 0 0
armado
3
.77
3
.6
3
.7
3
.8
3
.76
4
.2 4
3
.7
3
.66
3
.6
3
7.79
3
.779
acabado
0
.45
0
.44
0
.47
0
.48
0
.55
0
.53
0
.5
0
.49
0
.48
0
.49
4
.88
0
.488
total
tiempo en hr
5
.09
4
.92
5
.09
5
.38
5
.21
5
.73
5
.44
5
.1
5
.03
4
.97
5
1.96
5
.196
actividad
T
MO S
C
V
fr
ecuencia
F
V
N
T
S
uplm
T
S
cortado
0
.929
0
.0711
7
.65% 1
9
7%
0
.901
1
11%
1
.00
aparado
0
.00
armado
3
.779
0
.1879
4
.97% 1
9
7%
3
.666
1
11%
4
.07
acabado
0
.488
0
.0333
6
.82% 1
9
7%
0
.473
1
11%
0
.53
total
tiempo
5
.196
5
.04
5
.59
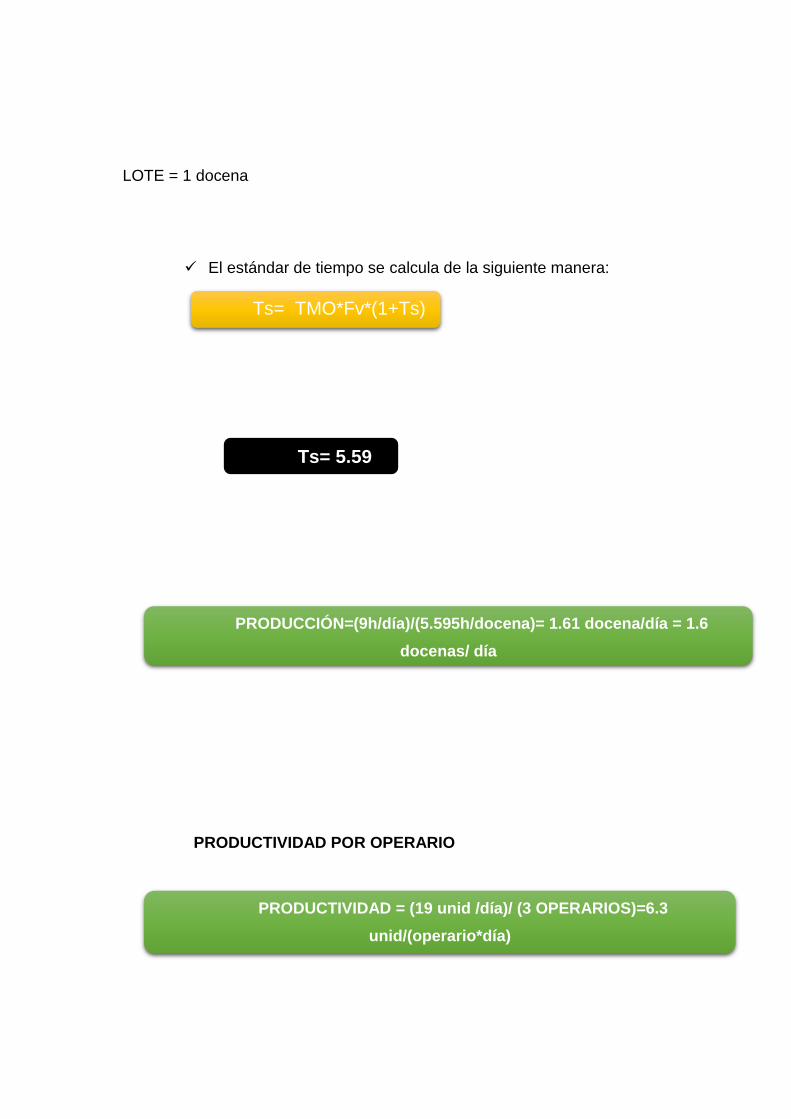
LOTE = 1 docena
El estándar de tiempo se calcula de la siguiente manera:
PRODUCTIVIDAD POR OPERARIO
PRODUCTIVIDAD = (19 unid /día)/ (3 OPERARIOS)=6.3
unid/(operario*día)
Ts= 5.59
h/docena
Ts= TMO*Fv*(1+Ts)
PRODUCCIÓN=(9h/día)/(5.595h/docena)= 1.61 docena/día = 1.6
docenas/ día

En un día cada operario produce 6.3 unidades de zapatilla.
TIEMPO MUERTO:
Viene a ser la suma de los tiempos ociosos de cada estación de trabajo.
K= número de estaciones de trabajo
C= cuello de botella (ciclo)
Ti= tiempo de operación en cada estación de trabajo
T= kc-∑ Ti

La empresa de calzados “MEDINA” cuenta con tres estaciones de trabajo.
ESTACIONES DE TRABAJO
Tiempo
s (hr)
CORTADO
1
APARADO
Esta
operación se hace
fuera de la empresa
por lo cual entra
como un costo
ARMADO 4
ACABADO 0.5
CONCLUSIONES 10
CONCLUSION GENERAL: 10.1
Se determinó que el desarrollo del prototipo mejora la productividad y
reduce los costos
RECOMENDACIONES 11
Se recomienda a la empresa implementar un plan de seguridad como
cintas de seguridad, señalizaciones, plan de evacuación, mapa de
riesgo.
T= 3*4-
(1+4+0.5)
T= 6.5
hr/docena
ANEXOS 12
CORTES
MAQUINAS

MOLDES

MATERIALES

MODELOS
Top Related