WELDING PROCESSES
51
WELDING PROCESSES Presented by Parveen Kumar{05110}
Transcript of WELDING PROCESSES

WELDING PROCESSES
Presented byParveen Kumar{05110}

INTRODUCTION
As we all know that whatever the product that is impossible to manufacture as a single piece.
Welding is a process which is used to join the two parts to get a desired product.
Welding is a joining process. The types of welding processes are:-
cont……….


Diversity of welding processes
welding
Solid state welding Soldering and brazingFusion welding
Electrical energy Chemical energy
Other processes Non consumable electrode
Consumable electrode
Resistance welding
Cold welding
Friction welding
Diffusion welding
Flash welding
Ultrasonic welding
Explosion welding
Gas metal arc welding
Shielded metal arc welding
Submerged arc welding
Flux cored arc welding
Electrogas welding
Electroslag welding
Gas tungsten arc welding
Atomic hydrogen welding
Plasma arc welding
Oxyacetylene welding
Oxyfuel gas welding
Laser beam welding
Thermit welding
Electron beam welding
Soldering
Brazing

FUSION WELDING It is defined as the melting of two material parts by attaching together by means of heatHeat may be supplied by chemical or electrical means. In this filler metal may or may not be use . cont…….

FUSION WELDING COMPRISES:-Oxyfuel gas weldingArc welding processes1. Consumable electrode2. Nonconsumable electrode Thermit welding Electron beam welding Laser beam welding
cont……………

1. OXYFUEL GAS WELDINGOxyfuel gas welding is the welding process that use a fuel gas combined with oxygen to produce a flame.This frame is the source of the heat that is used to melt the metal at the point of joint.The most common gas welding process which is oxyacetylene welding and is used for automotive bodies, and various other repair works.
cont……..

In this process, heat is generated in two steps:-1. Primary combustion process:-In this process, acetylene reacts with O2 and give
CO and H2 and it produces 1:3 of the total heat generated in the flame.
2. Secondary combustion process:-It consist of further burning of H2 and CO with O2
and this reaction produces about 2:3 of the total heat.
The temp. developed in the flame is about 3300C. cont………

Types of flame:-1. When there is no excess oxygen, then it is known as
neutral flame.2. If the oxygen is notin large amount, then it is known as
oxidizing flame.• This is harmful for steel, because it oxidizes the steel.• It is used only for Cu and Cu alloys because in those cases,
a thin protective layer of slag forms over the molten metal.3. If the ratio of O2 is deficient, then the flame becomes
reducing flame. The temp. of reducing flame is lower, so it is suitable for
applications requiring low temp. such as brazing, soldering etc.
cont……….

OXYACETYLENE FLAMES USED IN WELDING

OXYACETYLENE TORCH AND SETUP

FILLER METALS• Filler metals are used to supply additional material to the weld zone during welding.•They are available as rod or wire made of metals compatible with those to be welded.• These consumable filler rods may be coated with flux .• The function of the flux is to retard oxidation of the surface of the parts being welded by generating a gaseous shield around the weld zone. cont………

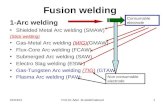
ARC WELDING• Arc welding processes use a
welding power supply to create and maintain an electric arc between an electrode and the base material to melt metals at the welding point.
• They can use either direct (DC) or alternating (AC) current, and consumable or non-consumable electrodes.
• The welding region is sometimes protected by some type of inert or semi-inert gas, known as a shielding gas, and filler material is sometimes used as well.

Types of arc welding:-1.Shielded metal arc welding:-Shielded metal arc welding is one of the oldest, simplest and most versatile welding process.The electric arc is generated by touching the tip of a coated electrode against the work piece and then withdrawing it quickly to a distance sufficient to maintain the arc.The electrode arc in the shape of thin, long stick, so this process is also known as stick welding.
Cont……….

A bare section at the end of the electrode is clamped to one terminal of the power source , while the other terminal is connected to the work piece being welded. The current usually ranges from 50A to 300A,power requirements are generally less then 10KW.The current may be dc or ac . For sheet metal welding dc is preferred because of the steady arc it produces .
Cont……

The polarity of the dc current is important and its selections is depend upon the metal to be welded , types of electrode and the depth of the heated zone.In straight polarity , the work piece is positive and electrode is negative.It is preferred for sheet metals , because it produces shallow penetration , and for joints with very wide gaps.In reverse polarity , the electrode is positive and deeper weld penetration is possible
Cont……

• Advantages - The process is very versatile, requiring little operator training and inexpensive equipment.
• Disadvantages – 1. the process is generally limited to welding ferrous materials, though speciality electrodes have made possible the welding of cast iron, nickel, aluminium, copper, and other metals.
APPLICATIONS -- SMAW is often used to weld carbon steel, low and high alloy steel, stainless steel, cast iron, and ductile iron.
> While less popular for nonferrous materials, it can be used on nickel and copper and their alloys and, in rare cases, on aluminum.
> The thickness of the material being welded is bounded on the low end primarily by the skill of the welder, but rarely does it drop below 0.05 in (1.5 mm). No upper bound exists: with proper joint preparation materials of virtually greater thickness can be joined.

SUBMERGED ARC WELDINGIn this process, the weld arc is shielded by a granular flux, consisting of lime, silica, MnO2, CaF2,and other compounds.The thick layer of the flux completely covers the molten metal.The flux also acts as a thermal insulator, promoting deep penetration of heat into the work piece.The consumable electrode is a coil of bare round wire {1.5-10}mm dia.Electrical current ranges from 300-2000a and the voltage is up to 400v.
Cont………


GAS METAL ARC WELDINGThis process is also known as MIG welding.In this process, the weld area is shielded by an inert atmosphere of Ar, He, CO2 or various other gas mixtures.The consumable bare wire is fed automatically through a nozzle into the weld arc.Deoxidizers are usually present in the metal itself, in order to prevent oxidation of the molten weld puddle.In this process, metal can be transferred by three methods :-
Cont……..

In spray transfer , small droplets of molten metal from the electrode are transferred to the weld area at a rate of several hundred droplets per seconds.The transfer is spatter free and very stable.High dc current and voltages and large diameter electrodes are used , with argon rich gas mixture used as a shielding gas.In globular transfer , carbon dioxide gas are used , and globules propelled by the forces of electric arc transfer the metal , with considerable spatter.
Cont………..

In short circuiting , the metal is transferred in individual droplets , more than 50 per second.As electrode tip touches the molten metal and short circuit.Low current voltages are utilized , with carbon dioxide rich gases and with electrodes made of small diameter wires.The power required is about 2 kw.
Cont………

MIG OPERATION

GMAW WIRE FEED UNIT
GMAW torch nozzle cutaway image. (1) Torch handle, (2) Molded phenolic dielectric (shown in white) and threaded metal nut insert (yellow), (3) Shielding gas nozzle, (4) Contact tip, (5) Nozzle output face

GMAW SYSTEM SETUP

ADVANTAGES – 1. Can be applied to non-ferrous metals 2. automated/semi-automated process with good speed
DISADVANTAGES – 1. Porosity due to gas entrapment when the gas is not pure 2. Cannot be used outdoors or under water due loss of shielding gas in such conditions
APPLICATIONS - GMAW is commonly used in industries such as the automobile industry, where it is preferred for its versatility and speed. A related process, flux cored arc welding, often does not utilize a shielding gas, instead employing a hollow electrode wire that is filled with flux on the inside.

FLUX CORED ARC WELDINGThis process is similar to gas metal arc welding , with the exception that the electrode is tubular in shape and is filled with flux.Cored electrode produce a more stable arc , improve weld contour , and produce better mechanical properties of the weld metal.Self shielded cored electrodes are also available.These electrodes don’t requires external gas shielding , because they contain emissive fluxes that shield the weld area against the surrounding.
Cont………


ELECTROGAS WELDINGThis process is used primarily for welding the edges of sections vertically in one pass , with the piece placed edge to edge .It is known as machine welding process because it require special equipment .The weld metal is deposited into a weld cavity between the two pieces to be joined.The space is enclosed by the two water cooled copper dams to prevent the molten slag from running off.
Cont………

Single or multiple electrodes are fed through a conduit , and a continuous arc is maintained using flux cored electrodes .The current ranges from 400-750 amp.Power requirement is about 20 kw.Shielding is done by the means of an inert gas such as argon and it depends upon the type of material being welded.
Cont…………..


ELECTROSLAG WELDINGThe application of this process are similar to electrogas welding .The main difference is that the arc is started between the tip and the bottom of the part to be welded.Flux is added and then melted by the heat of arc.After the molten slag reaches the tip of electrode , the arc is extinguished .Heat is then produced by the continuously by the electrical resistance of the molten slag.
Cont…………….


ARC WELDING PROCESSES NON CONSUMABLE ELETRODES
In these processes generally tungsten electrode is used.As one pole of the arc , it generates the heat required for welding .A shielding gas is supplied from an external sources to protect the welding zone from atmospheric effects.These are the following processes which come under this category.
Cont…………..

GAS TUNGSTEN ARC WELDING It is also called TIG welding .The filler metal is provided from the filler wire , because the tungsten electrode is not consumed in this operation.A constant and stable arc gap is maintained at a constant current level.In tig welding filler metal may or may not be used e.g in the welding of close fit joint.
Cont…………..

The power supply may be ac or dc type depending upon the metal to be welded.Ac is used for al , mg , because the cleaning action of ac remove oxides and improves weld quality.Power requirement ranges from 8-20 kw.There is one major disadvantage of this process is that the contamination of tungsten electrode is taking place by the molten metal.
Cont……..

GTAW SYSTEM SETUP

GTAW WELD AREA

• ADVANATAGES – 1. most preferred method for non ferrous metals 2. best quality welds are produced
• DISADVANTAGES – 1. complex technique requires skilled labour 2. costly (requires shielding gas and filler material)
APPLICATIONS - 1. The aerospace industry is one of the primary users of gas tungsten arc welding , it is used extensively in the manufacture of space vehicles, and is also frequently employed to weld small-diameter, thin-wall tubing.
2. In maintenance and repair work, the process is commonly used to repair tools and dies, especially components made of aluminum and magnesium.
3. The welds it produces are highly resistant to corrosion and cracking over long time periods, GTAW is the welding procedure of choice for critical welding operations like sealing spent nuclear fuel canisters before burial.

PLASMA ARC WELDINGIn this process a concentrated plasma arc is produced and is aimed to the weld area .The arc is stable and reaches temp. as high as 33000 c.A plasma is a ionized hot gas , combination of equal number of electrons and ions.The plasma is initiated between the tungsten electrodes and the orifice by a low current pilot arc.
Cont………..

Operating current is usually below 100A, but they can be higher for special applications. There are 2 methods of plasma arc welding:---1. In the transferred arc method the workpiece being
welded is part of the circuit current. The arc transfers from the electrode to the
workpiece.2. In the non transferred method the arc occurs
between the electrode and the nozzle. Heat is carried to the workpiece by the plasma gas. This thermal transfer mechanism is similar to that
for oxyfuel flame.Cont………………


THERMIT WELDINGThis process involves exothermic reaction between metal oxides and metallic reducing agents.The heat of the reaction is the utilized in welding.The most common mixture of material used in welding steel and cast iron is finally divided particles of iron oxides, Fe, Al.This non explosive mixture produces a temperature of 3200 C in less a minute.This welding process involves the alignment of the parts to be joined, but with a gap between them usually filled with wax.
Cont…………….

If the parts are thick, the mold cavity may be preheated to improve welding and to dry the mold.Drying of the mold is very important otherwise superheated steam trapped in the mold can cause explosions.The superheated product of the reaction are allow to flow into the gap, melting the edge of the parts being joined.This welding suitable for welding and repairing castings and thick steel structural sections.
Cont………..

ELECTRON-BEAM WELDINGIn this process the heat is generated by high velocity narrow beam electrons.The kinetic energy of the electrons is converted into heat as they strike workpiece.The process requires special equipments to focus the beam on the workpiece in the vacuum.The higher the vacuum, more the beam penetrates and greater depth to width ratio.This process is used for workpiece whose thickness ranges from foil to plate.No shielding gas, flux or filler metal is required.
Cont…………….

LASER BEAM WELDINGThis welding process utilizes high power laser beam as the source of heat to produce fusion weld’In this beam can be focused on very small area which is being welded.It has high energy density, so it has high penetrating capability.This process is suitable for welding deep and narrow joints.In this, the depth to width ratio is ranging from 4:10.
Cont…………..

Its application is in automotive industry for welding of transmission components.The power level is up to 100 kw.Laser beam welding process produces welds of good quality, with minimum shrinkage and distortion.
Cont………..

References:-- Manufacturing engg. And tech. by Kalpakjian

thanks