W-imms Control of Plastic Injection Molding Processes

of 42
-
Upload
yaizkibel-carballo -
Category
Documents
-
view
744 -
download
35
Transcript of W-imms Control of Plastic Injection Molding Processes
-
Printed Copies are Uncontrolled 1 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
FORD GLOBAL MANUFACTURING STANDARD
CONTROL OF PLASTIC INJECTION MOLDING PROCESSES
W-IMMS
Second Edition
-
Printed Copies are Uncontrolled 2 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
EXECUTIVE SPONSORS David Malecki Senior Manager, STA Global Technical Services Kathy Minnich Manager, Core Materials Engineering
AUTHORS Chad Korte - Campaign Prevention Specialist, Brake Engineering Chris Mracna Materials Engineer, Chassis Materials Engineering Mike Masserant Technical Expert, Product Development Robert Parsons Senior Tooling Engineer, Global Tooling Alan Reaume Technical Expert, Powertrain Materials Engineering Sami Siddiqui CAE Product Engineer, Suspension and Fuel Core Engineering Larry Xu Technical Expert, Plastic Injection Molding, STA Global Technical Service
CONTRIBUTORS Alejandro Aquilar STA Process Lead, Americas Rifat Arapoglu STA Process Lead, FoE Zsolt Bereczki STA Process Lead, FoE Fernando Cruz STA Process Lead, Americas Barb Doelle STA Process Lead, Americas Matthew Gramlich Materials Engineer, Core Materials Engineering Paulo Knecht Site STA, Americas Marcelo Koll STA Process Lead, Americas George Kowalski Materials Engineer, Core Materials Engineering Prabhu KSNP STA Process Lead, APA Hai Li STA Process Specialist, APA Paul Lindner STA Process Lead, APA Gregory Lobo STA Process Lead, Americas Pilar Melero STA Process Lead, Americas Fabricio Orlandi STA Process Lead, Americas Nisha Patel Resident STA Engineer, Americas Abdul Rao STA Process Lead, Americas Linda Schmalz Supervisor, Core Materials Engineering Laura Soreide Resin Strategy Supervisor, Core Materials Engineering Rehan Syed Resident STA Engineer, Americas Mustafa Usuf Product D&R, Fuel System
-
Printed Copies are Uncontrolled 3 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
REVISION NOTES
Date Version Major Changes January 10, 2013 2nd edition In Sections 1 through 5, revised and added sentences when needed. e.g.
use of shall instead of should to emphasize a mandatory requirement, addition of the purpose of Critical Response List
January 10, 2013 2nd edition In Section 6, added two special applications: 6.9 Mucell Process and 6.10 Natural Fiber Reinforced Polypropylene
January 30, 2013 2nd edition In Appendix C, added fill time as process monitoring item
-
Printed Copies are Uncontrolled 4 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
TABLE OF CONTENTS
1. SCOPE 1.1 GENERAL DESCRIPTION . 1.2 APPLICATIONS AND LIMITATIONS ..
2. GENERAL REQUIREMENTS .. 2.1 ENGINEERING AND PROCESS SPECIFICATIONS .. 2.2 CONTROL PLAN
3. PART, MOLD AND PROCESS ROBUSTNESS EXPECTATIONS ... 3.1 PART AND MOLD ROBUSTNESS ... 3.2 PROCESS ROBUSTNESS ..
4. PROCESS CONTROL AND MONITORING EXPECTATIONS 4.1 PROCESS SPECIFICATION ... 4.2 DRYING ... 4.3 PROCESS STARTUP .. 4.4 FIRST AND LAST PIECE INSPECTION .. 4.5 IN-PROCESS MONITORING .
5. MACHINE AND MOLD PREVENTIVE MAINTENANCE EXPECTATIONS . 5.1 MACHINE STATUS MONITORING PREVENTIVE MAINTENANCE . 5.2 MOLD SPECIFIC PREVENTIVE MAINTENANCE . 5.3 DETECTION OF EMERGING MOLD MAINTENANCE NEEDS ...
6. ADDITIONAL GUIDELINES FOR SPECIAL APPLICATIONS 6.1 CHROME PLATING ... 6.2 SENSOR OVERMOLDING 6.3 HIGH FILLER CONTENT MATERIALS .. 6.4 THERMOSET PLASTICS .. 6.5 COLOR AT PRESS 6.6 LONG GLASS FIBER REINFORCED POLYPROPYLENE 6.7 STORING AND SHIPPING MOLDED NYLON PARTS . 6.8 LIVING HINGE. 6.9 MUCELL PROCESS .
6 6 6
7 7 7
8 8 9
10 10 10 11 12 12
13 13 13 14
14 14 15 17 18 19 20 20 21 21
-
Printed Copies are Uncontrolled 5 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
6.10 NATURAL FIBER REINFORCED POLYPROPYLENE .
7. CRITICAL RESPONSE LIST
23
24
APPENDIX A PART, MOLD, AND PROCESS ROBUSTNESS ASSESSMENT .
APPENDIX B A METHOD FOR ESTABLISHING STARTUP WINDOW ..
APPENDIX C RECOMMENDED METHODS AND FREQUENCIES FOR IN-PROCESS MONITORING ..............................................................................................................................
25
40
42
-
Printed Copies are Uncontrolled 6 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
1. SCOPE
1.1 GENERAL DESCRIPTION
This standard defines the requirements for the control of plastic injection molding processes. These requirements reflect the following manufacturing concepts:
Robust part and mold designs lay the foundation of a robust injection molding process. Process consistency, shot to shot and run to run, is the first step towards producing quality
injection molded parts. Startup verification plays an important role in preventing injection molding process mean shift
over time. In-process machine and process status monitoring is necessary to provide an early warning for
potential quality deviations. Effective machine and mold preventive maintenance contributes to process consistency in long
term production. Proper verifications are necessary when changes in process, part, or mold take place.
The manufacturing standard and its appendices include methods and criteria for assessing the robustness of part design, mold design and fabrication, and molding process, as well as methods and frequencies of in-process monitoring. Below is a list of the methods:
Evaluating the robustness of the design of an injection molded plastic part Evaluating the robustness of a production tool Evaluating robustness of a production process Establishing injection molding process window Injection molding process monitoring Injection molding machine status monitoring Detecting emerging mold maintenance needs Establishing instructions for first and last piece inspection
It is preferred for molders to establish robust production processes. In a few cases where a production process fails to meet robustness criteria (refer to Appendix A for details), the molder should increase process monitoring frequency and sample size.
When a plastic part quality issue arises, the Critical Response List is recommended to suppliers as a reference for proper actions during problem solving.
1.2 APPLICATIONS AND LIMITATIONS
-
Printed Copies are Uncontrolled 7 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
This standard applies to all plastic injection molded production and service parts manufactured by tier 1 and sub-tier suppliers to Ford Motor Company. Exceptions to the standard shall be reviewed and concurred by Ford Supplier Technical Assistance (STA) and STA Global Technical Service.
The intent of this standard is to deploy manufacturing best practices that are proven effective in the development and control of injection molding processes. This standard does not attempt to address generic quality practices such as continuous improvement and housekeeping practices. Injection molding suppliers to Ford Motor Company are required to adopt quality practices covered by quality system certifications such as ISO/TS 16949:2002.
This standard selects key items in the design of injection molded parts and the design and construction of injection molds as indicators of part and mold robustness, defines assessment methods, and sets robustness criteria. However this standard should not be used as a design standard or a tooling standard for injection molded parts. Whenever a conflict between this standard and an applicable engineering specification or between this standard and an applicable tooling specification arises, final decision shall be made by a team consisting of design and manufacturing responsible parties in Ford Motor Company and the supply base.
2. GENERAL REQUIREMENTS
2.1 ENGINEERING AND PROCESS SPECIFICATIONS
The molder shall have an engineering drawing or specification that lists engineering requirements of the part. Engineering requirements include the material specification (if applicable, material type and grade), dimensions, and performance requirements.
The molder shall have a mold design that includes specifications for mold components, locking mechanism, ejection mechanism, and cooling lines.
The molder shall establish a process specification that defines operating ranges of machine variables such as barrel temperature, transfer position, and screw velocity etc.
2.2 CONTROL PLAN
A written Control Plan is required for the processing of all injection molded parts covered by this standard. The Control Plan shall be linked to Process Failure Mode and Effect Analysis and shall contain proper reaction plans to handle process deviations. The Control Plan should include first and last piece inspection. Parameters that reflect feedbacks from the molding process should be used for process monitoring purpose.
-
Printed Copies are Uncontrolled 8 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
3. PART, MOLD AND PROCESS ROBUSTNESS EXPECTATIONS
The molder shall demonstrate that its part design, mold, and molding process meet robustness criteria detailed in Appendix A. If one or more robustness criteria are not met, the molder should contact a Supplier Technical Assistance engineer who is responsible for either Tier one supplier or the molding supplier directly and consult a Ford subject matter expert for potential mitigating actions.
3.1 PART AND MOLD ROBUSTNESS
The molder shall use a systematic approach to part design, mold design, and mold construction. The design process should include the following steps:
Material selection Basic part design Structure analysis if applicable Part design review Mold flow analysis Mold design Mold design review Mold construction follow-ups
If responsible for part design, the molder shall verify material selection by using material data or benchmark to ensure that the material has the necessary chemical compatibility, temperature and humidity resistance, toughness and other physical and mechanical properties to meet design intent unless otherwise specified by Ford engineering.
In addition to structural analysis, the molder shall apply plastic part design principles and conduct a benchmarking study to determine part details such as wall thickness, corner radius, draft angle for vertical walls and ribs. The molder shall optimize wall thickness to avoid race tracking of material on side walls by using mold flow simulation.
The molder shall apply mold design knowledge and conduct a benchmarking study to determine preliminary size and shape of sprue, runner and gate. The molder shall conduct mold flow simulation to optimize gate size and locations such that the resulting knitline and air trap locations are acceptable.
The molder shall perform mold cooling analysis to determine the required cooling medium (water or oil) flow rate and to optimize cooling channels. In cases where hot spots in the part during cooling are predicted, the molder should consider techniques such as bubbler and high conductivity inserts in the mold design or modify the part design to minimize thermally induced residual stress and warpage due to hot spots.
-
Printed Copies are Uncontrolled 9 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
The molder should use the methods and criteria in Appendix A: "Part, Mold, and Process Robustness Assessment" to evaluate the part and mold.
3.2 PROCESS ROBUSTNESS
The molder shall use a systematic approach to establish following machine variables and procedures in an injection molding process:
Barrel temperature Screw RPM Back pressure Nozzle temperature Screw velocity (fill time) Transfer position Pack and hold time Pack and hold pressure (set point, upper and lower limits) Peak cavity pressure or part weight (upper and lower limits) Cooling medium flow rate and time Production startup routine (including molding machine warm up procedure and number of
scraped initial shots)
The molder shall verify that relevant variables are within the ranges recommended by the resin supplier. Any exceptions must be reviewed with Ford and resin supplier.
Following approach is a recommended best practice for establishing machine variables: (1) Set barrel temperature, nozzle temperature (hot manifold temperature), screw RPM, and back pressure such that the melt temperature is in the mid-range of resin manufacturer recommended limits.
(2) Choose one of the decoupled molding techniques. Typically the two-stage decoupled molding technique would be sufficient for easy-flow materials. If the two-stage decoupled molding technique is adopted, set the fill (first stage) to pack-hold (second stage) transfer when the cavity is approximately 95% to 98% full. If the three-stage molding technique is adopted, set the fill (first stage) to pack (second stage) transfer when the cavity is approximately 85% to 95% full and set the pack (second stage) to hold (third stage) transfer when a desired cavity pressure is reached. (3) Set screw velocity during fill such that fill rate is in the linear portion of the in-mold viscosity curve (refer to A2.3 for details). (4) Set hold time per gate seal time determination (refer to A2.4 for details). (5) Set hold pressure (in a two-stage decoupled molding process) or pack pressure (in a three-stage decoupled molding process) per process window determination (refer to A2.5 for details). Within the
-
Printed Copies are Uncontrolled 10 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
lower and upper limits of the process window, parts from all cavities should not only meet dimensional and cosmetic requirements, but also be free of processing issues such as ejection difficulty. (6) Optimize the cooling time (refer to A2.6 for details) and tool temperature by using design of experiments.
The molder shall use the methods and criteria in Appendix A: "Part, Mold, and Process Robustness Assessment" to evaluate the robustness of an injection molding process.
4. PROCESS CONTROL AND MONITORING EXPECTATIONS
4.1 PROCESS SPECIFICATION (SETUP SHEET)
The molder shall establish a process specification of machine variables. For each machine variable, a set point and operating window should be specified. The variables should include, but not be limited to, the ones in the following list:
Drying temperature and time Barrel temperature Screw RPM during plastication Back pressure Nozzle temperature Hot drop/manifold temperature when applicable Screw velocity (or screw velocity profile) Transfer position Pack pressure if applicable Pack velocity if applicable Hold pressure Hold time Cooling medium flow rate and temperature Cooling (cure) time
4.2 DRYING
Unless explicitly stated otherwise by material suppliers, drying is recommended as a best practice for plastic injection molding. If a plastic material is hygroscopic in nature, it shall be dried prior to being molded.
-
Printed Copies are Uncontrolled 11 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
The molder shall use a regenerative desiccant type dryer to ensure consistent drying when molding hygroscopic materials such as PC and Nylon. Exception may be made if the molder has records that demonstrate that its dryer effectively dries the plastic material over multiple lots of materials and under all ambient conditions. The records should include, at a minimum, moisture content data collected from 12 months or longer production.
During molding process development, the molder shall verify the capacity of the drying unit to ensure that the residence time of the material in the drying unit is within the specified process window for the drying time.
The molder shall set dryer parameters such that temperature and dew point are within the range specified by material supplier to prevent either under-drying or over-drying.
The molder shall verify the moisture content at the start of a production run when molding hygroscopic materials such as PC and Nylon. During the course of a production run, the molder should monitor the moisture content at a minimum frequency of once per day.
4.3 PROCESS STARTUP
4.3.1 STARTUP WINDOW The molder shall establish a startup window around the middle of the process window (in terms of peak cavity pressure or part weight or equivalent)The purpose of the startup window is to "center" the process at the startup, restart, or in-process material lot change and limit process shift due to uncontrolled changes such as variations in material property and ambient conditions etc.
The molder should refer to Appendix B for a recommended method of establishing a startup window.
4.3.2 STARTUP VERIFICATION The molder shall verify that the molding process is within the established startup window at the start or restart of a production run. If the process is not within the startup window, the molder should make adjustments to pack and hold pressure or screw velocity and bring the process back into startup window. Startup verification may be repeated 30 to 60 minutes after production starts. If one or both of these machine variables have exceeded their specification limits as a result of the adjustments, the molder should investigate the root cause before starting production.
The molder should also verify the following items for each startup and restart: Cooling medium flow rate and temperature Material type Moisture content (when applicable) Machine setup (process specification)
-
Printed Copies are Uncontrolled 12 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
No gate blockage (molds with two or more gates)
4.3.3 STARTUP PROCEDURE The molder shall standardize the startup procedure that includes the following details at a minimum :
Machine purging Trial shots (starting with short shorts) Number of discarded initial shots (after trial shots)
4.4 FIRST AND LAST PIECE INSPECTION
4.4.1 FIRST AND LAST PIECE INSPECTION WORK INSTRUCTION The molder shall establish an instruction for First and Last Piece Inspection based on following guidelines:
Identify potential locations of molding defects by mold flow analysis, molding trials, and benchmarking.
Identify the molding defects that could potentially lead to functional failure in the assembly or sub-assembly by analyzing interactions between the molded part and surrounding parts when assembled. Examples of molding defects that may lead to functional failure include weak weld-line, flash, missing rib, and warpage.
Document potential locations of molding defects (prioritizing the ones that could lead to functional failure) with the aid of a sketch or a picture. Preferably each location is also labeled with an alphabet or a number.
Standardize first piece and last piece inspection sequence.
4.4.2 CONDUCT FIRST AND LAST PIECE INSPECTION The molder shall conduct both First and Last Piece Inspections per the established work instructions. The inspection should include, but not be limited to following items:
Confirm the absence of molding defects that could lead to functional failure in the assembly Confirm the absence of cosmetic molding defects that could lead to customer dissatisfaction. Verify product characteristics designated CC, SC and HIC
4.5 IN-PROCESS MONITORING
A molder is expected to monitor process condition during the course of a production run. The following parameters shall be monitored and verified:
-
Printed Copies are Uncontrolled 13 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Moisture content (when applicable) Peak cavity pressure (or part weight) Cushion size (also covered by 5.1 Machine Status Monitoring) Screw recovery time (also covered by 5.1 Machine Status Monitoring)
Additional process feedbacks may also be monitored and verified to ensure part quality.
The molder should refer to Appendix C: "Recommended Methods and Frequencies for In-Process Monitoring" for methods and frequencies recommended in in-process monitoring.
5. MACHINE AND MOLD PREVENTIVE MAINTENANCE EXPECTATIONS
5.1 MACHINE STATUS MONITORING AND PREVENTIVE MAINTENANCE
The molder shall conduct short term and long term machine preventive maintenance. Machine vendors can provide recommendations for maintenance items and frequencies.
The molder shall monitor in-process machine status. At a minimum, following parameters should be monitored:
Screw recovery time Cushion size (or screw position at end of hold)
The molder should refer to Appendix C for recommended frequencies used in machine status monitoring.
The molder should monitor machine characteristics for longer term preventive maintenance purpose. Examples of characteristics include hydraulic injection pressure curve, quality of hydraulic oil, and thermographic characteristics of electrical control box.
5.2 MOLD SPECIFIC PREVENTIVE MAINTENANCE
The molder shall conduct short term and long term preventive maintenance such as cleaning cavities, greasing ejector pins, and flushing water channels. The list of maintenance items and frequencies should be established by benchmarking and recommendations from mold supplier.
In addition to routine preventive maintenance based on number of shots, on each mold, the molder shall identify all moving components and non-permanent features such as ejector and core pins, as well as locations that are susceptible to damage and wear. The molder should document these potential
-
Printed Copies are Uncontrolled 14 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
maintenance trouble locations with the aid of a sketch or a picture (preferably number each location), and verify their integrity before or after each production run.
5.3 DETECTION OF EMERGING MOLD MAINTENANCE NEEDS
The molder shall establish a system such that process record during a production run is reviewed by a responsible mold maintenance personnel before a routine mold preventive maintenance is carried out. Examples of process record includes an adjustment to machine inputs during production, scrap rate of top molding defects, and notes made by process personnel regarding a process or mold issue. The purpose of the communication between process and maintenance personnel is to detect emerging mold maintenance needs and to fix mold issues by preventive maintenance instead of emergency maintenance.
6. ADDITIONAL GUIDELINES FOR SPECIAL APPLICATIONS
6.1 MOLDING FOR CHROME PLATING
6.1.1 Part Design for Chrome Plating In addition to general guidelines of designing wall thickness, radius and draft angle (refer to Appendix A), guidelines listed below are conducive to a successful plating-on-plastic application: (1) Avoid sharp edges and corners. All edges shall be rounded off to a radius of 0.8 mm or larger. At corners, the minimum inside and outside radii shall be 0.8 mm and 1.6 mm respectively. (2) Avoid V-shape grooves and use U-shape grooves instead. Limit the depth to 50% of their width or less. (3) Ensure adequate distance between slots or holes. The width of slots or diameter of holes shall be at a minimum two times of the depth of slots or holes. (4) Avoid blind holes. If a blind hole must be used, avoid blind holes with a diameter smaller than 5.5 mm, limit its depth to no more than 50% of its width, and provide drainage holes whenever possible. (5) Limit the thickness and height of ribs. The thickness and height of ribs shall not exceed 40% and 150% of the wall thickness respectively. (6) Avoid flat surfaces. Unless it is in conflict with a unique appearance requirement, crown the flat surfaces with a minimum curvature of 0.015 mm/mm. (7) Avoid thin wall design. The minimum wall thickness shall be 1.6 mm.
6.1.2 Mold Design for Chrome Plating In addition to general guidelines of designing melt delivery system, vents, and cooling lines, guidelines listed below are conducive to a successful plating-on-plastics application: (1) Polish cavities to a minimum of SPI A-3 finish (surface roughness less than 0.1 microns) unless otherwise specified by customer.
-
Printed Copies are Uncontrolled 15 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
(2) Use larger gate and shorter gate land. Gate size should be approximately 1.5 times of that for a non-plating application. Limit the gate land length to 0.8 mm or less. (3) Use hot runner system and sequential valve gating if possible for larger parts.
6.1.3 Molding Process for Chrome Plating Molding conditions listed below are conducive to a successful plating-on-plastics application: (1) Use moderate fill rate. Both too low and too high flow rates lead to unacceptable plating quality. Suitable fill rate shall be determined by experiments once other molding conditions are set. (2) Use a higher melt temperature. For ABS, the recommended temperature is between 250 oC and 265 oC. For PC/ABS, the recommended temperature is between 275 to 285 oC (a higher melt temperature may require a longer cooling time). (3) Avoid low mold temperature. The recommended mold temperature is between 65 oC to 80 oC.
6.1.4 Evaluation of Molded Parts for Chrome Plating Glacial acetic acid dipping test is commonly used to assess molded-in stress and hence plating adhesion risks. The test method is summarized as follows: At room temperature, dip a molded part in glacial acetic acid, and observe color change. The color change is indicative of stress whitening and can be used to indicate presence of molded-in stress on or near the part surface. The more drastic the color changes, the higher the molded-in stresses. For ABS material, color change typically appears at approximately 30 seconds of dipping. For PC/ABS material, dipping time will be from one to three minutes.
The supplier should refer to relevant Ford engineering specifications for any updates of the test method.
6.2 SENSOR OVERMOLDING
The following additional requirements are applicable for sensor overmolding.
6.2.1 Equipment and Mold Requirements (1) The suppliers shall demonstrate that the size of the molding machine is appropriate for the application and submit the data for review by Ford engineering and Ford STA. (2) The supplier shall design the mold with cavity pressure monitoring capability. (3) The supplier shall confirm the mold and machine conditions below prior to molding process development:
Coolant flow rate and inlet and outlet coolant temperature Check ring integrity Calibration of all sensors Pressure response evaluation
-
Printed Copies are Uncontrolled 16 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Load sensitivity evaluation (4) Inserts for overmolding shall be free of burrs, contaminants, or any other condition that may be detrimental to the overmolding process.
6.2.2 Molding Process Development In addition to process development defined in Section 3.2, the supplier shall perform the following: (1) Capture data demonstrating sensitivity of cavity pressure to transfer point. Transfer point shall be selected to assure no spike in cavity pressure due to variation in transfer point. (2) Establish an injection speed profile that fills the cavities as fast as possible, does not shift inserted components, ensures bonding of melt ribs, and ensures that fill stage is not pressure-limited. (3) Establish the upper limit of peak injection pressure. At this limit, there shall be no molding defects or internal component damage. Set peak injection pressure alarm limit at least 5% lower than the upper limit. (4) Determine the process window based on cavity pressure. Within the lower and upper limits of the process window, parts from all cavities shall meet dimensional and cosmetic requirements and be free of internal component damage or defects (reference Section 3.3.18 of ES7U5A-2C204-AG or the latest version of this specification). (5) Evaluate parts as follows:
X- ray parts and evaluate for movement on internal components (H-frame or carrier, cable, magnet and IC)
Evaluate porosity by cross-sectioning the overmold or premold at pre-determined locations and then observe the sample under magnification.
o Overmold: evaluate for voids in thickest sections of overmold or near sealing ribs o Carrier: evaluate for voids in locations which experience high loads during overmolding
process Visual verification under magnification verify condition of melt ribs on carrier assembly
(profile of tips) Perform functional and sealing tests (reference Thermal Shock Endurance - Section 3.3.1 of
ES7U5A-2C204-AG and EY-0128 or the latest versions of these specifications) (6) Sampling method for part evaluation At least one part per cavity molded under each of the following process conditions:
At upper cavity pressure limit At the mid-range of cavity pressure window At lower cavity pressure limit respectively
6.2.3 Confirmation Run (1) Start up the molding process by using the machine input parameters developed. (2) Record the number of shots needed at startup for cavity warm-up, scrap these parts, and record on the control plan or process sheet. (3) Verify that cavity pressure is at +/- 10% of the mid-point of process window. If not, adjust injection velocity or hold pressure slightly to make cavity pressure "centered" in process window at startup.
-
Printed Copies are Uncontrolled 17 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
(4) Run 300 shots (for multi-cavity tools, the shot number may be reduced after consulting Ford PD and STA) and monitor cavity pressure. (5) Use upper and lower limits of cavity pressure to reject and accept parts (note: it is recommended to use a process window narrower than the one established above for quality control purpose in volume production). (6) Evaluation:
Perform functional testing on all parts Investigate the root cause of any defective parts and determine the corrective actions. Conduct visual inspection of all parts. Select random samples for dimensional evaluation. Select random samples for porosity, x-ray, and other evaluations specified by Ford engineering.
6.2.4 Process Optimization and Robustness Evaluation After an initial process is established and a confirmation run conducted, a full factorial DOE shall be conducted by varying the following process parameters: Injection Speed(s), Hold Pressure(s), Barrel Temperature(s). The DOE shall cover a larger variation in parameters than required for production and include a control group from the mid-point of the process window established in Section 6.2.2. The product attributes and sealing tests defined in Section 6.2.2 are to be considered when evaluating DOE groups. Note: When conduction DOE, discard appropriate number of shots after changes in process settings or after any cycle interruptions.
6.2.5 Documentation Process development and DOE studies are to be thoroughly documented and results/findings summarized. These documents are to be retained for the life of the program.
6.3 HIGH FILLER CONTENT MATERIALS
6.3.1 Material Selection and Part Design (1) Filler, especially long fiber, is harmful to knitline strength. If knitline strength in the part is a major concern, avoid selecting materials with high filler content (30% or higher). (2) Reducing wall stock variation is conducive to stronger knitlines. The variation of nominal wall stock shall be less than 20%.
6.3.2 Mold Design and Construction (1) Conduct mold flow simulation and explore the impact of gating system and flow leader. The guidelines for designing robust knitlines are listed below:
Avoid knitlines in high stress areas. Locate knitlines on less visible surfaces.
-
Printed Copies are Uncontrolled 18 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Increase the meeting angle of two melt fronts. In most cases, a meeting angle of 120o or greater will tend to minimize surface mark.
Limit flow distance and avoid significant decrease of temperature at the merging melt fronts. For a semi-crystalline polymer, the melt temperature of the merging melt fronts shall be no less than 10 oC above the melting temperature of the material.
For multi-cavity mold, if knitline forms at the end of fill in each cavity, improve cavity fill balance.
(2) Additional mold features that are conducive to stronger knitlines Add vents at knitline locations. Use a flow tab at the knitline to ensure knitline strength. Use vacuum to enhance venting. Use sequential valve gating to minimize the presence of knitlines, especially for exterior and
interior parts with large surface areas and demanding appearance requirements.
6.3.3 Molding Process The following process conditions are conducive to stronger knitlines:
Form knitlines in the fill stage, rather than pack/hold stage if possible. Higher injection speed Higher hold pressure Higher mold temperature Higher melt temperature (use with caution, especially for heat sensitive plastics)
6.4 THERMOSET PLASTICS
General guidelines for part, mold, and process robustness such as wall thickness, cavity balance, and shot to shot consistency for thermoplastic parts are also applicable for thermoset parts. A few items are unique to thermoset parts.
6.4.1 Part Design Avoid designing parts that require consistent cosmetic quality at parting line since volatiles generated during thermoset material molding process often lead to flash at the parting line. 6.4.2 Mold Design (1) Thermocouples and Location Placement mechanism for mold temperature controlling thermocouples must ensure the consistency of temperature measurement over long term. In the case of electrically heated molds, the thermocouples should be located between two cartridge heaters. Whenever possible, the thermocouples should be located at a distance of 32 to 38 mm from the closest cartridge heater and at a depth of 40 to 50 mm under the mold surface.
-
Printed Copies are Uncontrolled 19 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
(2) Gates Unique gate design considerations for the thermoset molding include using wear resistant gate inserts, considering inserts for area in the cavity opposite to the gate as well as where material fronts impinge, and avoiding gate depth 1.3 mm or smaller. (3) Mold Temperature Temperature difference shall be minimized between one spot of the cavity and another in a single cavity and between cavities in a multi-cavity mold. It is recommended that maximum temperature difference between the lowest temperature spot and the highest temperature spot among all cavities be 10 oC or less for injection molding of most thermosets. (4) Venting Vent depth in a thermoset injection mold is several times more than that in a thermoplastic injection mold. For polyester based thermosets, the vent depth is between 0.05 mm to 0.06 mm. It is also recommended that the vents be draw polished in the direction of flow to the same finish as cavities or cores. Vacuum venting is recommended for parts that are difficult to vent. The vacuum system should have the capacity to pull a minimum of 21 inch of Hg in the mold.
6.4.3 Molding Process (1) Material storage The supplier should store a thermoset material in sealed container at its specified temperature and track its shelf life. For black bulk molding compound (BMC), the storage temperature is less than 18 oC and the shelf life is typically one month. In addition, the supplier should reseal opened containers to minimize moisture and volatile content changes in the compound. (2) Nozzle temperature The nozzle must be temperature controlled to maintain a proper balance between the relative cooler barrel (typically below 90 oC) and the relative hotter mold (typically in excess of 150 oC). (3) Process monitoring Cavity pressure is the preferred indicator used in process startup and in-process monitoring. If cavity pressure sensing is not available, part weight after de-flash may be used as an indicator.
6.5 COLOR AT PRESS
6.5.1 Colorable Resin and Color Concentrate Guidelines for material and colorant are as follows: (1) Thermoplastics such as PP (filled and non-filled), TPO, ABS, PC/ABS, PBT and PA may be colored. Ford Materials Engineering and Color and Materials Mastering approve color concentrate suppliers for these applications. (2) The molder shall use non-abrasive pigments to maintain impact properties in glass fiber or milled glass reinforced thermoplastics since abrasive pigments such as Titanium Dioxide will cause damage to glass fibers. As an example, Zinc Sulfide instead of Titanium Dioxide should be used in the coloring of long glass reinforced PP.
-
Printed Copies are Uncontrolled 20 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
(3) For interior and exterior automotive applications, let down ratios are typically 25-50:1. This means fifty parts base resin to one part colorant. Higher pigment loading in color concentrate may improve scratch resistance.
6.5.2 Machine and Mold for Color at Press Guidelines for machine and mold are as follows: (1) The molder shall use a gravimetric feeder with a paddle mixer for color at press application. The system must be grounded to minimize color separation due to static charge. (2) Impact modified resins that contain higher rubber content may require a combination of mixing screws, mixing nozzles, and mixing heads to ensure homogenous mixing. Consult the raw material and colorant suppliers for recommendations and assistance. (3) The molder shall size the machine such that the barrel contains no more than five shots to minimize material residence time at temperature and associated property degradation. (4) Consult the raw material and colorant suppliers for technical recommendations and assistance regarding gate and vent design.
6.6 LONG GLASS FIBER REINFORCED POLYPROPYLENE
A typical long glass fiber reinforced PP pellet is approximately 11 mm long and 3 mm in diameter. Parallel reinforcing glass fibers run the entire length of the pellet. The glass fibers are impregnated in a PP matrix and are completely encapsulated. Guidelines for injection molding of long glass fiber reinforced PP are as follows: (1) The molder shall avoid thin wall design. The minimum wall thickness shall be 2.2 mm. (2) The molder shall use gravimetric feeders and avoid using mixing screws. The supplier should use screw type recommended by the raw material supplier. (3) The molder shall dry the material per the raw material supplier's recommendation prior to molding. (4) The molder shall follow melt and mold temperature recommendations by raw material supplier. (5) Color long glass reinforced PP only with non-abrasive pigments. (6) A practical method for determining fiber length in the finished parts is to use a muffle furnace to burn away resin, and then visually examine and measure the fiber length under a microscope.
6.7 STORING AND SHIPPING MOLDED NYLON PARTS
Nylon (PA 6, PA 66) parts may require moisturizing for improved toughness and aid in preventing breakage during the assembly process. A minimum of 2% moisture is recommended for successful installation. If a 2% minimum water percentage cannot be achieved, an assessment should be made of the part's ability to be installed successfully with a lower percentage of water. Parts must stay in the conditioning environment until a maximum of 24 hours before use.
It is important to note that the addition of fillers in the resin reduces the effects of moisture absorption, and can be used to eliminate potential dimensional changes.
6.7.1 Recommended Steps for Calculating Maximum Percent Moisture Content (1) Weigh the part on a suitable electronic scale, and record the initial weight.
-
Printed Copies are Uncontrolled 21 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
(2) Place the part and a water saturated sponge or rag in a sealable polyethylene bag (or equivalent). (3) After 24 hours, remove the part from the bag and record the weight. (4) Continue to weigh the part in 24-hour intervals until the weight does not change for three consecutive days. The part is then considered to be saturated and this is the final weight. (5) Calculate the percentage of water (by weight) of the part:
(Final Weight Initial Weight) / Initial Weight x 100% = % Water Absorbed
6.7.2 Designing Parts to Be Robust to Installation/Assembly in Dry-As-Molded (DAM) Condition DAM nylon parts may also be designed to be robust to installation/assembly stresses where the original DAM properties are maintained.
Impact modified grades of nylon resin (e.g. DuPont Zytel ST801) should be used whenever it is not feasible to ship components, such as fasteners or snap-on parts, in sealed bags.
6.8 LIVING HINGE
Not to be used in appearance application due to whitening of the hinge line. Living hinges may be used only for non-visible, service-only hinges.
Not to be used in frequently cycled hinges.
The hinge performance is more robust when it is flexed hot upon ejection from the mold.
6.9 MUCELL PROCESS
MuCell process is a continuous microcellular foam process developed and commercialized by Trexel Inc. The process involves the controlled use of gas in its supercritical state, known as super critical fluid (SCF) to create a microcellular foamed part in a reciprocating screw injection molding machine.
6.9.1 Part and Mold Design In principle, guidelines for injection molding part and mold design recommended in Section 3 of W-IMMS also apply to parts and molds designed for MuCell process. Key items impacting weight reduction and cell size and distribution are also listed below:
(1) Use cooling analysis to determine hot spot in the part and minimize hot spot by introducing enhanced local cooling in the mold or coring out thick section in the part during design stage.
(2) Conduct mold flow analysis to determine potential gas trap locations and use flow lead and other means to eliminate gas trap during design stage.
(3) Minimize wall thickness variation and ensure that wall thickness variation is no more than 20%. (4) Chose gate size such that it is sufficiently small to meet the minimum pressure drop requirement
for a MuCell process, but large enough to avoid excessive shear through gate during fill stage. (5) Design molds with sufficient venting capability, especially at the end of fill area and at features
such as ribs and bosses.
-
Printed Copies are Uncontrolled 22 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
(6) Design sufficient radii on features such as ribs and bosses to lessen flow hesitation when melt passes these features
6.9.2 Equipment The molding machine must be specially designed and manufactured or modified from a standard reciprocating screw injection molding machine. It must have the key components to fulfill following unique functions:
(1) A special screw and barrel (with SCF injector) that allow introduction of SCF at critical stage of plastication, rapid dissolution of SCF into the melt, and formation of single phase solution.
(2) A nozzle shut-off that maintains the required melt pressure in front of the screw during screw recovery and during screw idle, as well as provides a positive shut-off between the mold cavity and nozzle.
(3) The machine must be capable of maintaining required pressure on the melt (controlling screw position) while screw is in idle in plastication stage. If necessary, machine control is modified to provide active screw position control and the required pressure instead of relying on means of passive screw position control.
(4) The unit must be able to inject at high volume rate to meet minimum pressure drop requirement. Typically a standard reciprocating injection molding machine is capable of high injection volume rate.
Super critical fluid (SCF) delivery unit is one of the key components of a MuCell molding system. It must consistently meter the SCF by mass flow rate at constant SCF pressure. The unit shall have the following controls:
(1) Delivery Pressure that sets the SCF feed line pressure to SCF injector. (2) Injector Open Position that controls SCF dosing start by screw position. (3) SCF Flow Rate that controls mass flow rate of SCF during dosing. (4) SCF Dosing Time that, along with SCF flow rate, controls the amount of SCF injected into melt.
6.9.3 Molding Process Compared with a conventional injection molding process, in addition to SCF injection into the melt during plastication, MuCell process depends on foam expansion to pack out cavities. In some cases, a brief hold stage at low pressure may be used to eliminate short shot at last fill area.
Below is a comparison of key process input variables common to both solid molding and MuCell processes:
Parameters A Typical Conventional
Molding Process
A Typical MuCell Process
Barrel/Nozzle/Hot Manifold Temperature T T
Screw RPM R (0.5 - 1.5) R
Back Pressure (MPP in MuCell process) Pback (1.0 - 2.0) Pback
Fill Rate V (1.5 - 2.5) V
Cushion (V-P Transfer Position is set
accordingly)
0.5 1 0.05 0.1
-
Printed Copies are Uncontrolled 23 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Shot Size L (0.80 - 0.95) L
Clamp Tonnage N (0.4 - 1.0) N
Hold Pressure P 0 - P
Hold Time thold 0 - 1 seconds
Cooling Medium Temperature Tmold Tmold
Cooling Time t (0.75 - 1.5) t
Below are guidelines for establishing key process input variables unique to MuCell process: (1) SCF Delivery Pressure should be set approximately 200 psi higher than MPP (MuCell Process
Pressure). As a rule of thumb, SCF pressure should drop 50 to 200 psi when SCF injector valve opens at the start of dosing.
(2) SCF Injector Open Position (screw position at which SCF dosing starts) is set approximately 0.6 (15 mm) plus cushion.
(3) SCF Flow Time may be initially set to 50 percent of the screw recovery time and then adjusted to dose during 60 percent to 80 percent of the screw stroke. Typically SCF dosing is cut off at 80 percent of screw stroke.
(4) SCF Flow Rate can be calculated as follows, SCF Flow Rate = (W x %SCF)/(12.6 x t) kg/hr Where W is shot weight in grams, %SCF is the desired SCF level to achieve good cell structure, and t is SCF dosing time in seconds. Appropriate SCF level (%SCF) should be determined based on Trexels recommendations and optimized by the molder.
6.9.4 Cell Structure Evaluation Cell size and distribution in a part made by MuCell process shall be evaluated in at least three locations: gate area, middle of the part and the end of fill area. Areas that are in the loading path should also be evaluated.
Cell size may range from 20 m to 100 m in a microcellular injection molded part. Individual cells with cell size in excess of 100 m could adversely affect the mechanical performance of the part. If large cells are detected during cell structure evaluation, it is recommended to assess the effect of large cells in the structure to short term and long term mechanical performance of the parts.
6.10 NATURAL FIBER REINFORCED POLYPROPYLENE
Compared with glass reinforced polypropylene, natural fiber reinforced polypropylene is susceptible to fiber damage due to overheating in molding process. Therefore, the melt temperature recommended for molding natural fiber reinforced polypropylene is approximately 30 oC (55 oF) lower than that for molding glass reinforced polypropylene. In addition, mixing nozzles are not recommended for molding natural fiber reinforced polypropylene since they increase the risk of excessive shear heat that would raise melt
-
Printed Copies are Uncontrolled 24 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
temperature. Except for high melt temperature concern, fibers in a natural fiber reinforced polypropylene are typically not prone to breakage during plastication and fill stages in a molding cycle.
Listed below are molding conditions that help retain mechanical performance of the material in a molding cycle.
(1) Temperature Target melt temperature is approximately 190 oC (375 oF). Depending on part and tool details, barrel and nozzle temperature settings should be between 180 to 205 oC (355 to 400 oF).
(2) Back pressure Back pressure should be set at 3.5 bar (50 psi) or less.
(3) Injection speed Avoid excessive injection speed that could lead to not only shear heat, but also uneven fiber dispersion from the gate. In the severe case of uneven dispersion, the fibers are moved to one end of the part.
(4) Mold temperature Mold should be warmed to 27 oC (80 oF) and 43 oC (110 oF) before production starts.
Consult the material vendor for technical recommendations and assistance if proposed molding conditions are different from those listed above.
Fiber content cannot be determined using typical ash content from the TGA since the natural fibers will burn off. When there is a need to evaluate filler content in a natural fiber reinforced material, please contact material supplier for recommended procedure.
7. CRITICAL RESPONSE LIST
When a Ford supplier encounters plastic part quality issues, the supplier is recommended to use this list for proper actions during problem solving. Refer to A3 in Appendix A for details.
-
Printed Copies are Uncontrolled 25 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Appendix A
Part, Mold, and Process Robustness Assessment
A1 Assessment Methods and Criteria
A2 Selected Procedures A2.1 Pressure Loss Determination A2.2 Cavity Fill Balance Determination A2.3 Viscosity Curve Determination A2.4 Gate Seal Time Determination A2.5 Process Window Determination A2.6 Cooling Time Optimization A2.7 Residence Time Estimate
A3 Critical Response Checklist
-
Printed Copies are Uncontrolled 26 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A1 Assessment Methods and Criteria
Category Item Recommended Evaluation Method
Criteria
Part Robustness
Wall thickness
1. Check base wall thickness
1. Minimum base wall thickness: ~ 2.5 mm
2. Maximum base wall thickness: ~ 4 mm
3. Variation of base wall thickness: < 20% across
2. Check side wall thickness
1. Side wall thickness: ~ 40% of base wall thickness (< 30% for applications requiring high appearance quality)
Radius 1. Check radii at edges and corners, junctions of the boss and the wall, and junctions of the rib and the wall
1. Minimum radius: > 0.5 mm (special applications may require a larger minimum radius, refer to Section 6 of W-IMS01 for details)
2. Minimum radius at the base of ribs/bosses: around 25% of base wall thickness
Draft angle 1. Check draft angles 1. Minimum draft angle for non-textured side walls: 1o
2. Minimum draft angle for textured side walls: additional 1o per 0.01 mm of texture depth
Mold Robustness
Melt delivery system (nozzle, sprue, runner, and gate)
1. Check pressure loss (refer to A2.1 Pressure Loss Determination for details)
1. Permissible pressure drops are as follows: * P(nozzle) < 1,200 - 4,500 psi plastic pressure P(sprue & runner) < 1,200 - 6,000 psi plastic pressure P(gate) < 1,200 - 5,000 psi plastic pressure * Criteria courtesy of Mr. John Bozzelli, an injection molding industry expert. More of his work can be found at following website: http://www.scientificmolding.com/index.asp
2. P(cavity) < P(available) 2. Check gate location
1. Gate(s) at the thick section of the parts
3. Check appearance and dimensional quality
1. No gate blush, waviness due to flow hesitation, or jetting
Vents
1. Check vent locations 1. Vents available at end of fill and other locations where knitlines form in addition to generic vents
2. High rate cavity fill (refer to steps a, b, and c of A2.3 Viscosity Curve Determination for details. Evaluate the parts made from step c)
1. No burn mark at knitlines or end of fill locations.
2. Fill stage not pressure limited.
-
Printed Copies are Uncontrolled 27 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Cooling
1. Mold temperature mapping
1. Temperature of slides, lifters and other localized areas is no more than 15 oC above surrounding tool temperature after 30 minutes of continuous molding.
2. Temperature difference between mold halves is no more than 15 oC after 30 minutes of continuous molding unless the difference is intentionally set to meet special process requirement.
2. Cooling water flow rate and temperature
1. Water flow rate is the same as that of design intent
2. Difference between outlet and inlet water temperature 2 oC (after 30 minutes of continuous molding)
Cavity fill balance (multi-cavity molds)
1. Cavity fill balance (refer to A2.2 Cavity Fill Balance Determination for details)
1. Maximum fill imbalance between any two cavities: 5%
Process Robustness
Melt integrity
1. Verify melt temperature
1. Melt temperature is in the middle 40% of the range recommended by material vendor.
2. Verify residence time (refer to A2.7 Residence Time Estimate for details)
1. Residence time < Permissible residence time recommended by material vendor
2. If data regarding residence time is not available, use shot size. The criterion is Shot size = (20% - 70%) of barrel capacity
Fill rate (screw velocity)
1. Viscosity curve study (refer to A2.3 Viscosity Curve Determination for details)
1. Screw velocity is in the linear region of the viscosity curve
Hold pressure and time
1. Gate seal time study (refer to A2.6 Gate Seal Time Determination for details)
1. Hold time > Gate seal time
Exception to this rule is possible where melt discharge is desired to maintain part flatness for a center gated part.
1. Process Window Study (refer to A2.5 Process Window Determination for details)
1. Hold pressure set point is in the middle 40% of the hold pressure window.
Cooling time
1. Cooling time optimization (refer to A2.6 Cooling Time Optimization for details)
1. Optimized cooling time is used.
-
Printed Copies are Uncontrolled 28 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Peak cavity pressure/Part weight
1. Process Window Study (refer to A2.5 Process Window Determination for details)
1. If process window is based on cavity pressure, peak cavity pressure is in the middle 40% of the process window.
2. If process window is based on part weight, part weight is in the middle 40% of the process window.
Shot to shot consistency
1. Weight variation in 30 consecutive shots.
1. Part weight variation: 0.5 %.
Exception to this rule is possible depending on applications.
2. Fill time variation in 30 consecutive shots.
2. Fill time variation 0.04 sec.
Exception to this rule is possible depending on applications.
-
Printed Copies are Uncontrolled 29 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A2 Selected Procedures Mold and process robustness assessment procedures and their details vary somewhat from different industry sources. Following procedures are adopted by Ford Motor Company and recommended to suppliers.
Pressure Loss Determination Cavity Fill Balance Determination Viscosity Curve Determination Gate Seal Time Determination Process Window Determination Cooling Time Optimization Residence Time Estimate
-
Printed Copies are Uncontrolled 30 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A2.1 Pressure Loss Determination The procedure for determining the pressure drops on a hydraulic molding machine for each melt path is as follows:
a. Verify that the melt temperature and the mold temperature are at the middle of the range determined during design phase or recommended by the vendor. Set the machine to 95% of the maximum available pressure from hydraulic system, the pack/hold pressure to minimum, and the hold time to zero.
b. Set a medium screw velocity (e.g. 2 inches/sec.) and a safe transfer position (e.g. 50% cavity fill).
c. Adjust the transfer position such that the cavity or cavities are 95% to 98% full at the end of a molding cycle, make one shot, and record the peak hydraulic pressure during fill.
d. Adjust the transfer position such that the melt has just past gate, mold one shot, and record the peak hydraulic pressure.
e. Adjust the transfer position such that the sprue and runner are filled, make one shot, and record the peak hydraulic pressure.
f. Make an air shot and record the peak hydraulic pressure.
g. Determine the pressure loss at each stage along the melt flow path and the pressure available to fill the cavity. P(nozzle) = Pf x R P(sprue & runner) = (Pe Pf) x R P(gate) = (Pd Pe) x R P(cavity) = (Pc Pd) x R where P is pressure loss and R is intensification ratio. Pc, Pd, Pe, and Pf are peak hydraulic pressure values recorded in steps c, d, e, and f.
P(available) = (Ps Pd) x R where P(available) is the available pressure to fill the cavity, Ps is 90% of the maximum available pressure from the hydraulic system, and Pd is the peak hydraulic pressure recorded in step d. Note: Exact steps in pressure loss determination may be modified to reflect the details of different molds.
-
Printed Copies are Uncontrolled 31 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A2.2 Cavity Fill Balance Determination The procedure for determining cavity fill balance is as follows:
a. Verify that the melt temperature and the mold temperature are at the middle of the range determined during design phase or recommended by the vendor. Set the machine to 95% of the maximum available pressure from hydraulic system, the pack/hold pressure to minimum, and the hold time to zero.
b. Set a medium screw velocity (e.g. 2 inches/sec.) and a safe transfer position (e.g. 50% cavity fill).
c. Adjust the transfer position such that the cavity or cavities are 85% to 98%% full at the end of a molding cycle.
d. Mold six shots.
e. Weight the parts, average the data from the six shots for each cavity, and use average as the part weight of each cavity.
f. Determine cavity balance.
%100)( minmax aveW
WW
where Wmax is the maximum part weight among the cavities, Wmin is the minimum part weight among the cavities, and Wave is the average part weight of all cavities.
Note: If a hot runner system is used, the supplier may adjust temperature level on each drop to gain better cavity fill balance. However, the adjustments should not exceed 2% of the nominal temperature set point. Cavity balance should be verified each time after preventive maintenance involving the hot runner system.
-
Printed Copies are Uncontrolled 32 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A2.3 Viscosity Curve Determination The procedure for determining viscosity curve on a hydraulic molding machine is as follows:
a. Verify that the melt temperature and the mold temperature are at the middle of the range determined during design phase or recommended by the vendor. Set the machine to 95% of maximum available pressure from hydraulic system, the pack/hold pressure to minimum, and the hold time to zero.
b. Set a moderate screw velocity (e.g. 2 inches/sec.) and a safe transfer position (< 60% cavity fill).
c. Increase the screw velocity progressively (adjust transfer position to avoid overfill if necessary). At maximum screw velocity, adjust the transfer position such that the cavity or cavities are approximately 95% to 98% full at the end of fill, mold one shot, and record the screw velocity, the fill time and the peak hydraulic pressure.
d. Reduce the screw velocity by 10 to 20%, mold one shot, and record the screw velocity, the fill time and the peak hydraulic pressure.
e. Repeat step d until the lowest screw velocity possible is reached.
f. Calculate the relative viscosity and shear rate at each screw velocity level.
Relative Viscosity = Peak Hydraulic Pressure x Intensification Ratio x Fill Time (psi-sec.)
Shear Rate = 1/Fill Time (1/sec.)
g. Plot the viscosity curve (that is, Relative Viscosity vs. Shear Rate).
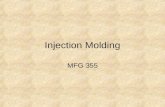
An example of viscosity curve is shown below. In this example, when the shear rate is in excess of 0.65/sec. or injection time is less than 1.5 sec., the process is in the linear region of the viscosity curve and a change in shear rate only causes a small change in viscosity.
-
Printed Copies are Uncontrolled 33 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Viscosity Curve
0
5,000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75 2.00Shear Rate (1/Fill Time, 1/sec)
Re
lativ
e Vi
sco
sity
-
Printed Copies are Uncontrolled 34 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A2.4 Gate Seal Time Determination The procedure for determining gate seal time is as follows:
a. Verify that the melt temperature and the mold temperature are at the middle of the range determined during design phase or recommended by the vendor. Set the machine to 95% of maximum available pressure from hydraulic system, the pack/hold pressure to minimum, and the hold time to zero.
b. Set the screw velocity such that the process is in the linear region of the viscosity curve (refer to A2.3) and the transfer position (first to second stage transition) such that the cavity or cavities do not exceed 80% full at the end of a molding cycle.
c. Set the cooling time based on surrogate data.
d. Adjust the transfer position such that the cavity or cavities are approximately 95%-98% full at the end of a molding cycle. And then adjust the pack/hold pressure to a moderate level such that parts do not show molding defects due to either insufficient pressure (e.g. short shot) or excessive pressure (e.g. flash).
e. Set the hold time at one second and mold three shots. Then weight the parts and average the data.
f. Increase the hold time by one second, and mold three shots. Then weight the parts and average the data.
g. Repeat step f until 2 to 3 seconds after the part weight no longer increases.
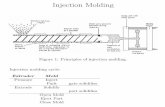
h. Plot a graph of average part weight vs. hold time.
i. Gate seal time is defined as the shortest hold time beyond which part weight no longer increase.
An example of hold time vs. part weight is shown below. In this example, the gate seal time is between 6 to 7 seconds.
-
Printed Copies are Uncontrolled 35 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Gate Seal Time Determination
150
155
160
165
170
175
180
0 2 4 6 8 10 12
Hold Time (sec.)
Part
Wei
ght (g
)
-
Printed Copies are Uncontrolled 36 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A2.5 Process Window Determination The procedure for determining operating windows of hold pressure and cavity pressure is as follows:
a. Verify that the melt temperature and the mold temperature are at the middle of the range determined during design phase or recommended by the vendor. Set the machine to 95% of maximum available pressure from hydraulic system, the pack/hold pressure to minimum, and the hold time to zero.
b. Set the screw velocity such that the process is in the linear region of the viscosity curve (refer to A2.3) and set the transfer position (first to second stage transition) such that the cavity or cavities do not exceed 80% full at the end of a molding cycle. Then adjust the transfer position such that the cavity or cavities are approximately 95% to 98% full at the end of a molding cycle.
c. Set the hold time per results from A2.4 and set the cooling time that ensures sufficient cooling before part ejection.
d. Progressively increase the hold pressure until parts do not exhibit short shot or sink mark and record the hold pressure and the peak cavity pressure (or part weight if cavity pressure is not available).
e. Increase the hold pressure by 5 to 10%, mold three shots, and record the hold pressure and the peak cavity pressure (or part weight if cavity pressure is not available).
f. Repeat step e until right before onset of flash, ejection difficulty, or emergence of other process issues.
g. Measure key dimensions of the molded parts and identify the lowest hold pressure at which both dimensions and part appearance meet requirements. This will be the lower hold pressure limit.
h. Measure part dimensions and identify the highest hold pressure at which both dimensions and appearance of the parts meet the requirements. This will be the upper hold pressure limit.
i. Peak cavity pressure is used to define the process window. Thus, the peak cavity pressures corresponding to the lower and upper hold pressure limits are the lower and upper limits of the process window. If the mold does not have cavity pressure monitoring capability, part weight is used for process window.
-
Printed Copies are Uncontrolled 37 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A2.6 Cooling Time Optimization The procedure for optimizing cooling time is as follows: a. Verify that the melt temperature and the mold temperature are at the middle of the range determined during design phase or recommended by the vendor.
b. Set the screw velocity such that the process is in the linear region of the viscosity curve (refer to A2.3), the transfer position (first to second stage transition) such that the cavity or cavities do not exceed 80% full at the end of a molding cycle, the hold time per gate seat time study (refer to A2.4), and the hold pressure in the middle of the hold pressure window (refer to A2.5). Then adjust the transfer position such that the cavity or cavities are approximately 95% to 98% full at the end of a molding cycle.
c. Run a single-factor DOE of critical dimensions vs. cooling time. Select cooling time levels Mold three shots at each cooling time level Measure critical dimensions Plot a graph of critical dimensions vs. cooling time
d. Identify the shortest cooling time with which all critical dimensions are within specifications, mold 30 shots at this cooling time, measure critical dimensions, verify that all critical dimensions are within specification, and determine the process capability of the dimensions designated SC and CC.
e. If step d does not yield a capable process, choose a longer cooling time and repeat the evaluation in step d.
f. Repeat step e until desired process capability is achieved. The corresponding cooling time is the optimized cooling time.
Note: Sometimes, if by shifting the means of one or two critical dimensions, a capable process is achieved with a shorter cycle time, it may be more economical to make a tool correction and use the shorter cycle time.
-
Printed Copies are Uncontrolled 38 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A2.7 Residence Time Estimate The procedure of estimating residence time is as follows:
a. Convert rated barrel capacity to volume (in cm3) ( ) PSRatedRated DWV = 6.45316
where WRated is rated capacity in oz and DPS is density of polystyrene in g/cm3 (1.06 g/cm3 may be used if not provided otherwise).
b. Add hot runner volume to rated barrel capacity if applicable HotRunnerRatedTotal VVV +=
where Vtotal is total melt volume and VHot Runner is hot runner volume.
c. Convert actual shot size to volume DWVActual =
where W is part weight (including sprue/runner/gate if applicable) in grams and D is density of plastic material in g/c m3.
d. Calculate residence time (in seconds) kTVVT CycleActualTotalsidence = )(Re
where T Cycle is cycle time in seconds and k is screw geometry constant (k = 1.4 if the screw L/D < 4; k = 2.0 if the screw L/D > 4).
-
Printed Copies are Uncontrolled 39 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
A3 Critical Response Checklist
1. Scope the Application and the Concern Ford Part Number Resin Supplier Resin Product Code and Trade Name Nature of Concern (warpage, dimensions, etc.) Frequency of Concern (all parts, at start-up, etc.)
Items Below Shall Involve the Resin Supplier
2. Verify Material Quality Resin supplier and material product code A certificate of analysis provided by resin supplier Resin contaminant analysis Regrind usage (If so, the maximum allowable regrind percentage) Affected material lot or lots
3. Verify Molding Conditions Drying equipment (if applicable) Record of drying parameters and moisture content (if applicable) Resin supplier recommended molding equipment (screw type, nozzle) Resin supplier recommended processing parameters Record of processing parameters for a period covering suspect products and known good
products Molding equipment (including dryer) and processing parameters (including drying) sign-
off by resin supplier
4. Verify Post Mold Conditioning (if applicable) Moisture conditioning method Temperature and time
5. Resin Supplier Recommended Actions
-
Printed Copies are Uncontrolled 40 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Appendix B
A Method for Establishing Startup Window
The procedure for establishing the startup window is as follows:
a. Establish the process window in terms of cavity pressure or part weight (refer to A2.5 Process Window Determination).
b. Use middle 20% of the process window as an initial startup window.
c. In five or more production runs, set up process condition such that the process starts within the initial startup window. If the process window is defined in terms of peak cavity pressure, in each run, record cavity pressure and calculate maximum within-run variation. If the process is defined in terms of part weight, in each run, collect five or more data points (part weight) and calculate the maximum within-run variation.
d. Determine (long term) startup window The startup window can be determined based on the data collected. There are several scenarios:
i) Maximum within-run variation is 20% or less of the process window. Conclusion: The startup window may be the same as or wider than the initial startup window.
ii) Maximum within-run variation is between 20% and 35% of the process window. Conclusion: The startup window may be the same as or narrower than the initial startup window.
iii) Maximum within-run variation is between 35% and 40% of the process window. Conclusion: The startup window may the same as or narrower than the initial startup window, but at the same time, a closer process monitoring is required.
iv) Maximum within-run variation is 40% or more of the process window. Conclusion: A viable startup window can not be established and improvements (part design, tooling, and process) are needed to widen the process window or reduce process variation.
The graph below illustrates the relations among startup window, within-run process variation and process window.
-
Printed Copies are Uncontrolled 41 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Centerline
Maximum
within-run
process
variation
Maximum
within-run
process variation
35 - 40%
20%
35%
20%
Maximum
within-run
process variation
Maximum
within-run
process variation
40%
40% 35% 35 - 40%
< 20% Startup Window Acceptable Startup Window
Good
Maximum
within-run
process
variation
Maximum
within-run
process
variation
Startup Window
Not Acceptable
Lower Process Limit
Upper Process Limit
-
Printed Copies are Uncontrolled 42 of 42
Global Manufacturing
Standards
W-IMMS Control of Plastic Injection Molding Processes
Second Edition Issued: 30-Jan-2013
Appendix C
Recommended Methods and Frequencies for In-Process Monitoring
Recommended methods and frequencies of in-process monitoring are as follows:
Category Item Instrument or Method Minimum Monitoring Frequency
Process Status
Moisture content (when applicable)
A moisture analyzer Startup, material lot change, and beginning of each shift
Process Status
Peak cavity pressure (if available)
A cavity pressure monitoring unit
100%
Process Status
Part weight (if cavity pressure monitoring is not available)
A balance that has adequate resolution and can detect 0.1% change in part weight.
Startup, material lot change, and beginning of each shift
Process Status
Fill Time Data from control panel of the molding machine
Startup, material lot change, and beginning of each shift
Process Status
Screw recovery time Data from control panel of the molding machine
Startup, material lot change, and beginning of each shift
Process Status
Cushion size or screw position at the end of hold
Data from control panel of the molding machine
Startup, material lot change, and beginning of each shift
Upper Process Limit