VESSEL SYSTEM OF PHOSPHATING FERROUS ALLOYS UNDER … · FERROUS ALLOYS UNDER STEAM PRESSURE . !...
31
RD-A ( : -^ /j TEGHNIGAL LIBRARY AD " - , '- T' U ' ^ EN-79-03 " • , VESSEL SYSTEM OF PHOSPHATING FERROUS ALLOYS UNDER STEAM PRESSURE . ! • - T 7 \-r- '' r - - -• ? - - ! - by - : r "% r _. i .u / ^yr-^^-^r^ ^ -: -~- •> ^ £% HENRY GRAIN / J ' - -- ~- ' " T \ _ - 1 , - .. . - S-L, ; - i^ - i and - r < *. ' : •- : -' " ' "".. : r LINDEN H. WAGNER .."" *- t .^ -' ' v, ' \ " -. - . i 1 "-. ' f-\ - • .-» -rf^' ^^~'"'J r 1 1 r ;._ • - 'x :; - - ' ". * \ 1 . / -f 1,/ — '. AUGUST 1979 / - - , \ ;. -f. ^_, ";, . . 1 1 . ... ,-, i. * '. J • , r — — ENGINEERING DIRECTORATE i Approved for public release; distribution unlimited. ' j J. r : i - e,' ^.^ ,.. r " * ROCK ISLAND ARSENAL ROCK ISLAND, ILLINOIS 61201 J-. < - i ' '; " > -J i
Transcript of VESSEL SYSTEM OF PHOSPHATING FERROUS ALLOYS UNDER … · FERROUS ALLOYS UNDER STEAM PRESSURE . !...

RD-A ( : -^
/j TEGHNIGAL LIBRARY
AD "■- ,
'-■■
T' U ' ^
EN-79-03
■
"■• ,
■
VESSEL SYSTEM OF PHOSPHATING
FERROUS ALLOYS UNDER STEAM PRESSURE . !
■ • - ■ T ■ 7 \-r- '' r - - -• ■ ?
■ -
- ! ■ -
by ■
■
- : r "% r _. ■
i .u / ^yr-^^-^r^ ^ -: -~- •> ^ £%
HENRY GRAIN /
J ' ■
- -- ~- ' " T\ _ - 1 , - .. . - S-L,
; - i^ ■■-■ i and - r < *. ' : •- : -'
" ■' "".. : r LINDEN H. WAGNER .."" *- t .^ -' ' v, ' \ " -. ■- . i 1
■■ "-. '■f-\
■ - • .-»■
-rf^' ■
^^~'"'J r
1 ■■ 1
r ;._ •
- 'x ■ :; - - '■■ ". *
■ \
1 . /■■ ■
-f 1,/ —
■■'. AUGUST 1979 / - - , \ ■
■
;. -f. ^_, ■ ■ ";, . .
■
■
■
■
1
1 .
... ,-, i.
■
* '.
J
■
• , r
— —
ENGINEERING DIRECTORATE
i
Approved for public release; distribution unlimited.
' j J.
■
r
:
i - e,' ^.^ ,..
■r "■*
ROCK ISLAND ARSENAL ROCK ISLAND, ILLINOIS 61201
J-. <■■■■
- i '■'; " >
-J i

I -
■
■
• ^ ■
■
\ ■ -- ■
-
■
I.
DISPOSITION INSTRUCTIONS:
, r > ■
.
> •
i - i
Destroy this report when It Is no longer needed. Do not return It to the originator.
DISCLAIMER:
' ■ ■
uiiULMintu:
i
The findings of this report are not to be construed as an official Department of the Army position unless so designated by other authorized documents.
'■ ; '
■
.
.
/ I
\
J
/
.
'> " \
'
1
1
'
.
•> ■
'
■
■
■ ■ '
-

UNCLASSIFIED SECURITY CLASSIFICATION OF THIS PAGE (When Data Entered)
REPORT DOCUMENTATION PAGE READ INSTRUCTIONS BEFORE COMPLETING FORM
I. REPORT NUMBER
EN-79-03
2. GOVT ACCESSION NO. 3. RECIPIENT'S CATALOG NUMBER
4. TITLE (and Subtitle)
A DUAL VESSEL SYSTEM OF PHOSPHATING FERROUS ALLOYS UNDER STEAM PRESSURE
5. TYPE OF REPORT & PERIOD COVERED
Technical Report
6. PERFORMING ORG. REPORT NUMBER
7. AUTHORfa;
Henry Grain and Linden H. Wagner
8. CONTRACT OR GRANT NUMBERfeJ
9. PERFORMING ORGANIZATION NAME AND ADDRESS
CDR, Rock Island Arsenal ATTN: SARRI-ENM Rock Island, IL 61299
10. PROGRAM ELEMENT, PROJECT, TASK AREA & WORK UNIT NUMBERS
AMS Code 3297.16.6785
1 1. CONTROLLING OFFICE NAME AND ADDRESS
CDR, Rock Island Arsenal ATTN: SARRI-ENM , Rock Island, IL 61299
12. REPORT DATE
August 1979 13. NUMBER OF PAGES
21 14. MONITORING AGENCY NAME & ADDRESSff/d/f/orenf from Controlling Olllce) 15. SECURITY CLASS, (of thla report)
UNCLASSIFIED
15a. DECLASSIFI CATION/DOWN GRADING SCHEDULE
IS. DISTRIBUTION STATEMENT (ot thla Report)
Approved for public release, distribution unlimited.
17. DISTRIBUTION STATEMENT (of the abatract entered In Block 20, It dltterent from Report)
18. SUPPLEMENTARY NOTES
19. KEY WORDS (Continue on reverse aide If neceaaary and Identify by block number)
1. Phosphate coatings 4. Corrosion resistance
2. Manganese phosphate 5. Pressure process
3. Heat resistance 20. ABSTRACT fConfftiue MX r«verM al-da if nenevary ami identify by block number)
A dual vessel system of phosphating ferrous alloys under steam pressure was investigated for the application of high temperature corrosion resistant coatings on a continuous production-type basis. In this system, the phos- phating bath can be transferred from one vessel to another using differential steam pressure. Either vessel can be used as a phosphating or holding tank and the bath can be maintained continuously under pressure. Sludge can be removed from the bath during the transfer of solution to the other vessel, and
nn F FORM AN 73 1473 EDITION OF I MOV 65 IS OBSOLETE UNCLASSIFIED
SECURITY CLASSIFICATION OF THIS PAGE (When Data Entered)

UNCLASSIFIED SECURITY CLASSIFICATION OF THIS PAGEOWien Data Entered)
20. ABSTRACT (continued)
the bath can be used continuously on a production-type basis. Four types of manganese enriched baths were used in testing the dual vessel system. Salt spray corrosion testing was divided into two groups: unheated panels and panels heated to '♦SO'F for one hour. Results from the manganese tartrate enriched bath best illustrated the success of pressure phosphating using consecutive produc- tion-type runs in the dual vessel system. For this manganese tartrate bath, 30% of the heated and 8]% of the unheated sets of panels passed a minimum 100-hour salt spray resistance test. Continuous control of free (to less than 3.5 points, and total acid (to above 30 points) values and proper maintenance of the bath with chemical additions after each processing period are needed for reproducible superior heat and corrosion resistant phosphate coatings. A manufacturing level phosphating capacity and the design of a sludge recycling system is recommended for utilization of this process in the application of heavy manganese phosphate coatings to ferrous metal items. (U) (Grain, Henry and Wagner, Linden)
i i UNCLASSIFIED SECURITY CLASSIFICATION OF THIS PAGEfHTien Data Entered;

FOREWORD
The project was carried out under the title "Application of Heat and Corrosion Resistant Phosphate Coatings." This work was authorized as part of the Manufacturing Methods and Technology Program of the U.S. Army Materiel Development and Readiness Command and was administered by the U.S. Army Industrial Base Engineering Activity.
i i i

CONTENTS
Page
DD FORM 1473 Report Documentation Page i
FOREWORD • " <
TABLE OF CONTENTS iv
TABULAR DATA
INTRODUCTION
PROCEDURE
RESULTS AND DISCUSSION
CONCLUSIONS
RECOMMENDATIONS
DISTRIBUTION
15
16
i v

LIST OF TABLES
Table Page
1 Chemical Control of Manganese Phosphate Bath 5 Enriched with Manganese Citrate
2 Physical Properties of Manganese Phosphate Coatings 6 Enriched with Manganese Citrate
3 Chemical Control of Manganese Phosphate Bath 7 Enriched with Manganese Gluconate
k Physical Properties of Manganese Phosphate Coatings 8 Enriched with Manganese Gluconate
5 Chemical Control of Manganese Phosphate Bath 9 Enriched with Manganese Tartrate
6 Physical Properties of Phosphate Coatings 10 Enriched with Manganese Tartrate
7 Chemical Control of Manganese Phosphate Bath 11 Enriched with Manganese Dihydrogen Phosphate
8 Physical Properties of Manganese Phosphate Coatings 12 Enriched with Manganese Dihydrogen Phosphate

INTRODUCTION
Manganese phosphate coatings are conventionally applied to ferrous articles by immersion in a phosphating bath operated at 200oF - 210oF. These coatings are required by Specification MIL-P-16232 to withstand a 1-1/2 hour salt spray test (ASTM B117).1 The coatings are applied to military small arms weapon components when low reflectivity and corro- sion resistance are desired. They also serve as a base for the supple- mentary application of lubricant for increased corrosion protection. At low temperatures, phosphate coatings retain their protective proper- ties; however, at temperatures above 230oF, they deteriorate and show a large reduction in corrosion resistance.
Recently, a new and improved manganese phosphate coating has been developed in this Laboratory. The new method of phosphating produces superior corrosion resistant coatings capable of withstanding tempera- tures up to i»50oF. The coating can also withstand the 5% salt spray test for more than five-hundred hours. This represents at least a hundred-fold increase in corrosion protection over that of conventional manganese phosphate coatings. The new method of phosphating requires bath temperatures above 2150F using steam pressures in excess of 1 psig and additions to the bath of either manganese citrate, manganese tar- trate, or manganese gluconate. A previous report2 on phosphating using steam pressure, describes a batch processing procedure. The report on the dual vessel system describes the continuous production of superior manganese phosphate coatings on a pilot line.
PROCEDURE
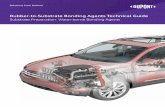
The apparatus for producing superior phosphate coatings consists of dual vessels shown in Figure 1. This system has the following capabilities
a. The phosphating bath can be transferred from one vessel to another under differential steam pressure.
1Annual Book of ASTM Standards, American Society for Testing and Materials, Vol. 7, 66, 1970.
2Wagner, Linden H., "The Application of Heat and Corrosion Resistant Phosphate Coatings Under Steam Pressure," Rodman Laboratory Technical Report R-TR-71»-012, March 197i».

10
a: Q-
en LLI
Q- 00 O
O
00
<
EC
C3

b. Either vessel can be used as a phosphating or holding tank.
c. The bath can be maintained continuously under pressure.
d. Sludge can be removed from the bath during the transfer of solution to the other vessel.
e. The bath can be used continuously on a production basis.
The vessels are joined together by a two-pipe system. An upper 1/2 inch pipe connecting the vessels near the top is used to purge the system and equalize the steam pressure. The lower 1-1/2 inch pipe has two valves which can be operated manually to control the flow of the solution between the vessels under pressure. This pipe joins the stainless steel inner processing chambers. A steam gauge and a sight glass are attached to the system for monitoring pressure and liquid level. The liquid level can thus be observed during the transfer of the solution. A steam regulating valve is used to control the flow of steam to the inlet line connected at the base of the vessels. Steam traps at the base of the vessels control
the flow of condensate.
The stainless steel liner in each vessel has a capacity of 8.0 gallons (30 liters). Each of the containers and the phosphating solution are heated with steam. The processing-procedure was as follows: Steel panels (SAE 1020, 2 x 3 x 1/16 inches) were blasted with #80 steel grit. They were then suspended on a rack and placed in the phosphating bath at 170oF to l80oF. A constantan-copper thermocouple was inserted into the bath and connected externally to a potentiometer. The lid was bolted in place, and the steam turned on. Air was purged from the vessel, and the purging valve was closed. Steam pressure from 1 to 1-1/2 pounds per square inch gauge (psig) was used to raise the temperature of the bath to 212° - 2130F. Steam pressure was then maintained at 1 psig so that the temperature of the bath remains constant. The time of processing was continued for an additional 15 minutes. The bath was then transferred to the other vessel under a slight differential in steam pressure. Pressure on the phosphating vessel was released and the lid was removed. The coated panels were placed in the rinse tank. Recycling of the bath was accomplished by increasing the steam pressure of the holding vessel there- by forcing the bath to return to the processing vessel.
For chemical analyses, free acid and total acid determinations were done on 10-mi11i1iter samples of the bath. These determinations were done by titration with sodium hydroxide (NaOH) to a phenolphthalein end- point for free acid and a combination methylorange-xylene cyanole for the total acid. Values are listed in points (mi 1111iters) of 0.1N NaOH to reach the endpoint for a 10 mi Hi liter sample.

To control the free acid content of the bath, manganese carbonate (MnCOa) was added. This addition was usually necessary after each run since the free acid value would rise after processing. The addition of manganese dihydrogen phosphate [Mn (HzPOit^l , served as a replenisher for the loss of manganese and phosphate as coating and sludge during processing.
Four sets of evaluations were conducted on the dual vessel line using different chemical additives. These included: manganese citrate, manganese gluconate, manganese tartrate additions and no manganese-
organic compound addition.
The coating weight of panels, an important value for assessing coat- ing quality, was determined by weighing the panel with the coating and subtracting the weight of the panel with the coating removed by stripping. Stripping was accomplished by immersion of the panel for 15 minutes in chromic acid solution heated to l80oF.
Salt spray testing was used to determine corrosion resistance. The testing was done according to ASTM (Bll?). Visual examination of the panels labeled the coatings a corrosion failure if three or more rust spots appeared. For comparative purposes, an arbitrary standard of 100 hours salt spray resistance was selected to denote a successful protec- tive coating. Salt spray testing was divided into two groups: unheated panels and panels heated to kS0°F for one hour. Heating was done in an oven at atmospheric conditions.
RESULTS AND DISCUSSION
Presented are the results of consecutive phosphating operations used to test the production-type dual-chamber pressure phosphating apparatus. Tables 1 through 8 display the phosphating results and analyses for each of the four types of baths. Specifically, Tables 1, 3, 5 and 7 show the chemical analyses (free acid and total acid bath content before process- ing), and chemical additives (additions of manganese dihydrogen phos- phate, manganese carbonate, and manganese-organic compound to the conven- tional bath). Tables 2, ^t, 6 and 8 show the physical characteristics of the coating. They display the weight of the phosphate coating in milli- grams per square foot and the salt spray corrosion resistance in hours for both heated and unheated panels.
The first series of tests were conducted with manganese citrate ad- ditions to the bath. These tests were done in two separate cycles of three and four consecutive phosphating runs (Table 1). Salt spray re- sults presented in Table 2 show only 1^^ of the heated and 23% of the unheated sets of panels passing the 100-hour minimum salt spray corrosion test.

2
-a XI <
O I c
o a. :r
CM ro J- I — ^ oj CN
o tn UJ E
01 00 UJ ai en
s O o o (_> CTVCM tn c fmm
s (U > S
o o o o o o CM CM CM
vO
o o vO CM
O O O O CM P^\
en
a oo LU < h- h-
Q- T3
i a: O o < vD crv-a- O co o ro cr\ n ■ • • • • • • •
Q- 2 — r^ f* LA <T>— O O co
Ul 00 Ul 4-1
c
4-1 o
ro ro ro ro ro ro ro ro
1 1 ^
0) "O
LL ^ o o > < _i
^— CM ro ro — O CM CM OO to <u • • • • • • •
o
H
c QJ ro-a- -a- ro-a- ro-T ro <
Li. z o LU o O
—1 g 5 Ol UJ T3 C >
z: C — IT} (/)
< QQ < LU 3:
M C 0) (U (U (U 3 ^^ — CM ro — CM ro J-
<J
o o QC
> O >•
o Q-

< of
to LU
<
<
3 Q LU
O
^—^ XI in (U i- ■M 3 <n J-J- JT o a)
-C c =3
in 4J in (U 1- U.
o > O (0 un i_ -a- a
00 -o CM PJ CM
■u ■M m
(D V GO i:
-3- O O CM CM CM
-a- -a- O CM CM
l^)
CM
< o o
Q-
o
CO
< C3
u. o oo
0. o a.
< o
oo
^^ 4-1 o o
it-
en CU c t-
MM (D 4-1 3 nj cr O U1 o
u n- 0) o Q
4-> in -C E Ol ro
i_ '<u en 3 —
^— ■—
3
0O LTV P^ -T LA0O r^ ^r vD -a- -a- ovo -a- oo en 0~> (J^vO unco cr> — CM IXWD CM j- urvvo -a- LA
(3> -o C c < n? in
in c (1) 0) 0) 3 PM
U o: o "o O > > u o o Q-
C3
LU > <
— .— CM ro
CO
(U
>- o
CM ro-a-

TABLE 3
CHEMICAL CONTROL OF MANGANESE PHOSPHATE BATH ENRICHED WITH MANGANESE GLUCONATE
Cycle and Analyses (points)
Processing Run Free Acid Total Acid
Cycle A
2 3.'. 3.8
31.0 30.1
3 "1.7 3.5
28.5 27.1
5 6 2.2
38.0 26.2
7 8
3.5 3.3
30.3 27.1
Cycle B
1 M 3^.7
2 3.3 30.1
3 3.8 it.3
31.7 30.8
5 6
3.6 3.5
IS.* 33.2
Cycle C
1 2
2.9 3.3
25.3 26.3
3 2.8 23.U 23.S
5 6
J.'t 3.0
28.8 27.9
7 8
2.2 2.2
2l|.6 26.0
AVERAGE 3.'t 29.6
Add i tIves (Grams)
Mn^POiJit MnCOa Mn-gluconate
100
llOO 200
200 200
200
200 200
200 '♦20
210
120
150 180
210 210
210
I6'(
100
350
350 100
300
200 100
200 150
150
120
150 180
210 210
210
I^O
10 10
10 11
II 12
12 13
10 11
II 12
13 1ft
10 11
12 12
12 13
yk 15
12

TABLE k
PHYSICAL PROPERTIES OF MANGANESE PHOSPHATE COATINGS ENRICHED WITH MANGANESE GLUCONATE
IZllsT^ Wei3ht 0f Coat^ Sa.t Spray TestS fa^
— (milligrams per square foot) Heated (^"F)
Cycle A
1 2
3
5 6
7 8
Cycle B 1 2
3
5 6
Cycle C
5359 '•378
5876 11(69
7886 9288
93'i7
81(12 6509
103711 6676 ^B
Unheated
100 100 5 3
775 150 1 3
775 768 775 720
775 720 6289 672 'j%
ItH lkk '•32 6953 7'.'i 71,/,
7't'i 7kk
7it|t 7it't 7i|ii
J fS I S'89 24 q ^ 1272
5 1659 6 71(66
i I
5 I
1 | 600 )oo
6,76 ] 5
AVERAGE 6117

TABLE 5
CHEMICAL CONTROL OF MANGANESE PHOSPHATE BATH ENRICHED WITH MANGANESE TARTRATE
Processing Run
9
Analyses (points NaOH)
Free Acid Total Acid
1 3.2 32.3 2 k.k 31.7
3 it.l 32.1 k 2.7 29.8
5 y* 31.7 6 2.1. 30.6
7 3.5 29.J 8 2.8 21..8
2 6 26.6 5 2.8 25.9
11 2.6 27.3 12 2.6 29.1.
13 2.8 27.2 |l, 2.6 21.1
15 3.1 26.9 16 3.1. 26.2
17 3.3 25.8 ,8 2.6 29.0
19 3.1. 25.9 20 2.7 23.8
21
MnCHzPOu): MnCOs
160 260
Mn-tartrate
100 200
10 11
200 200
200 11 12
200 100
200 100
13 14
200 200
200 200
15 16
200 200
200 200
17 18
200 210
200 200
18 19
21.0 300
200 19 20
210 60 180
21 22
210 21.0 90
22 23
- 60 23 21.
21. 2.7 22.1.
AVERAGE 3.0 27.6 152 ■'•O .8

TABLE 6
PHYSICAL PROPERTIES OF PHOSPHATE COATINGS ENRICHED WITH MANGANESE TARTRATE
Weight of Coating Salt Spray Tests (hours) Processing a ■
Run (Hilligrams per square foot)
1 8107 2 l\\09
3 601(9 k Sk37
5 7537 6 8640
7 TtJS 8 7417
9 9825 10 11030
11 8252 12 9309
13 7380 14 6582
15 5935 16 7268
17 7735 18 10360
19 6970 20 9314
21 5182 168 72
AVERAGE 7808
Heated (450°F) Unheated
840 30
840 24
6 840
6 336
840 336
336 336
840 840
30 840
840 840
840 840
840 840
120 840
840 840
100 840
840 840
100 120
840 840
840 840
100 840
408 840
10

CQ <
a. CO O X
CD O
a > x
< C3
3
z LU
< 00
10 E TO 1_ Dl
T3 XI <
T3 C
o Q. E O a o c m u o I c
(U a) 0) 0) 0) 0) OJ 0) cu <u c c c c c c c c c c o o o o o o o o o o c c c c c c c c c c
o o O O o o o o O O ^D vD ro (ricr» CM (SJ vD vD LTVOO O
o a. x
m LTV CM -a- vo in o o o o ro <r» LTV o o OA *— CM c^
< X Q.
o X
00
< z <
o
o o
<
o
O
in (U in >- TO c <
LTVLTv CMO r^-d" J-ro JTLA
cvi csj CM CM CM CM
OO vO CM CM CM CM CM CM
CM
O-J- OOn-* OvO -^--3- LAO
cn c in in c <D 3 O a: O L.
UJ
a: LU
<
— CM CA-3" LAVO i—co cr\ o
11

i a. o
z LU
o a >-
LU
UJ z
3:
3
a: z
^—, T3 w 0) l_ -u VO O LTVOO ooo CO o o -a- 3 •D CO O -a- o o o -a- vo o 0) m — — -a- r— CM CM
-C c
in ■I-J ^ 0 l-
u. > 0 nj O s_ LTV Q. -a-
CO oo-a- oo -a- o o o o o o XI O vO JT VO -3--3- -a- -3- -a- -a-
+-I (U 4-1
-a- ts CM CM oo oo oo oo oo TO TO
oo (U
00 O0 CD
< < O o
Q-
O
to LU z
o CO
I- CC LU Q- O
<
OO >-
^^ 4-1 O O
u- Dl 0) C 1_
TO +-> 3 TO cr o tn o
\~ u- 0) O a
4-> in ^ E
CT1 TO • — U <U C71 3
^— '— 3
I^Cl —\0 LACM -a-vO rrvO COUA voro o^ir^ r^cv-\ OOCM CM— in-a- <r\<T\ o-a- o^o r^.oo ir\oo vo so r-»oo vo oo
oo CM
en c in in c 0) 3 o cc o t-
Q-
C!3
LU
— CM c^-g- LTVVO r>.0O CT> O
12

The second series of tests used manganese gluconate additions. These tests were conducted in three separate cycles of 8, 6 and 8 pro- cessing runs (Table 3). Salt spray results given in Table k show 53% of the heated and 6h% of the unheated sets of panels passing a 100-hour minimum salt spray test.
The third series of tests were conducted with manganese tartrate additions to the bath. in this test 21 consecutive runs were performed on the same bath (Table 5). Salt spray results in Table 6 show 30% of
the heated and 81^ of the unheated sets of panels passing the minimum 100-hour salt spray test.
Finally, testing was conducted without any manganese-organic com- pound addition to the bath. Only manganese dihydrogen phosphate for bath replenishment and manganese carbonate for free acid control were used (Table 7). For this bath, ten consecutive runs were conducted. Salt spray results of Table 8 show 70% of the heated and 30% of the unheated sets of panels passing a 100-hour minimum salt spray test.
The manganese citrate phosphating results were the poorest. Low salt spray corrosion resistance can probably be attributed to high ini- tial free acid and insufficient additions of manganese compounds. The average initial free acid content of this bath was 3.8 points. This is higher than the 3./t, 3.0 and 1.2 point averages of the other baths. A high free acid bath content will produce a thinner phosphate coating, and consequently this coating will provide less protection against corro- sion. Also, the amount of manganese citrate added to the bath is small when compared to the amount of manganese organic compound added to the manganese gluconate and tartrate baths. Initially for this project, small quantities of the manganese-organic compound were added to the phosphating bath. This was the case for the Mn-citrate bath. Later, for the Mn-gluconate and Mn-tartrate baths, larger amounts were added to improve the coatings and obtain better corrosion resistance. The amount of manganese dihydrogen phosphate added is also lower than the amount added to the other baths. This lower bath concentration of Mn(H2P0it)2 results in thin coatings of inferior corrosion resistance. This combination of high free acid and low manganese compound content yields coatings for this bath that are unable to meet a 100-hour minimum salt spray test.
Results from the manganese gluconate bath varied. Cycles A and B produced good coatings, while Cycle C yielded poor coatings. A plau- sible explanation for the poor corrosion resistance of the coatings pro- duced from Cycle C is the low initial total acid content. This low value of total acid means insufficient manganese dihydrogen phosphate in the bath. Thus thin coatings with poor corrosion resistance are pro- duced. The minimum value of initial total acid should be at least 30 points for reproducibly good coatings.
13

The results from the tartrate bath are the best for illustrating the success of•pressure phosphating using consecutive runs in the dual vessel system. The bath produced the greatest percentage of sets of panels passing a minimum 100 hours in the salt spray. Additionally, 76% of the heated and kj>% of the unheated sets of panels exceed 800 hours of salt spray testing. A total of 21 consecutiye processing periods demonstrated the success of production-type pressure phosphating.
The bath without any manganese-organic compound addition was also successful. Larger additions of manganese dihydrogen phosphate were substituted for the Mn-organic compound additions. The consecutive num- ber of runs could have' been extended; however, ten consecutive runs were
■considered sufficient to illustrate the success of the bath and procedure. I
These series of tests conducted on the dual vessel phosphating system show that successful production-type pressure phosphating is possible. Limitations for the process exist with the large amount of precipitate deposited after processing. A sludge recovery unit for con- verting the precipitate to the useful form of manganese dihydrogen phosphate would most likely need to be installed for the system to be production feasible. As shown by the results, careful control of the bath is also needed to produce good quality coatings. Initial free and total acid must be carefully controlled. The bath must also be maintained with chemical additions after every processing period to replenish the depleted bath. With proper maintenance of the bath, the reproducibi1ity of pressure phosphate coatings having superior heat and corrosion resis- tance should be easily obtained.
CONCLUSIONS
1. Manganese phosphate coatings of high quality can be applied con- secutively under carefully controlled conditions on ferrous metal items processed in an enriched bath under low steam pressure.
2. A phosphating bath operated continuously under constant pressure requires frequent replenishment and acid control to function properly. To operate the bath efficiently, automated methods are needed to maintain the bath with a total acid value exceeding 30 points and a free acid value less than 3-5 points.
3. The success of pressure phosphating in the dual vessel system is shown by the salt spray corrosion results of the manganese tartrate bath This bath had 21 consecutive processing periods and yielded 90^ of the heated and 81% of the unheated sets of panels passing the minimum lOO-hour
salt spray test. Additionally, 76% of the heated and kit of the unheated sets of panels surpassed 800 hours of salt spray testing.
\k

w
RECOMMENDATIONS
It is recommended that:
1. The method of phosphating ferrous metal items in a bath enriched with manganese compound additives (particularly, manganese tartrate and excess manganese dihydrogen phosphate) and processed under steam pressure be utilized for the application of heavy manganese phosphate coatings.
2. A sludge recycling system be designed for the pressure phosphating system so that the precipitate can be converted to the useful form of
Mn(H2P0j2.
3. The small 30 liter production-type dual vessel system should be scaled-up to manufacturing level capacity.
15

DISTRIBUTION
A. Department of Defense
Defense Documentation Center ATTN: TIPDR Cameron Station Alexandria, VA 22311*
B. Department of the Army
Commander US Army Materiel Development and Readiness Command
ATTN: ORCMT 5001 Eisenhower Avenue Alexandria, VA 22333
Commander US Army Materiel Development and Readiness Command Scientific and Technical Information Team^ - Europe ATTN: DRXST-STL, Dr. Richard B. Griffin APO New York 09710
Commander US Army Armament Materiel Readiness Command ATTN: DRSAR-RDP
DRSAR-SC DRSAR-QAE DRSAR-IRW
Rock Island, IL 61299
Commander US Army Armament Research & Development Command ATTN: DRDAR-PMP, Mr. Donald J. Fischer Dover, NJ 07801
Oi rector US Army Materials and Mechanics Research Center ATTN: DRXMR-M Watertown, MA 02172
Commander US Army Maintenance Management Center ATTN: ORXMD-A Lexington, KY 40507
Commander US Army Electronics Research and Development Command ATTN: DRSEL-PA-E Fort Monmouth, NJ 07703
16
Cop i e;
12

DISTRIBUTION
Copies
Commander US Army Missile Research and Development Command ATTN: DRDMI Redstone Arsenal, AL 35809 I
Commander US Army Tank-Automotive Materiel Readiness Command ATTN: DRSTA-Q Warren, Ml k8030 ]
Commander US Army Tank-Automotive Research and Development Command ATTN: DRDAR-UL 1
ORDTA-RKA 1 Warren, Ml k8030
Commander US Army Aviation Research and Development Command ATTN: DRDAV-EXT I P.O. Box 209 St. Louis, MO 63166
Commander US Army Troop Support and Aviation Materiel Readiness Command ATTN: DRSTS-PLE 1 ^300 Goodfellow Blvd. St. Louis, MO 63120
Commander Ballistic Research Laboratories ATTN: DRXBR-X ] Aberdeen Proving Ground, MD 21005
Commander Harry Diamond Laboratories ATTN: DRXD0-RCD ] 2800 Powder Mill Road Adelphi , MD 20783
Commander New Cumberland Army Depot ATTN: SDSNC-QA I New Cumberland, PA 17070
Commander Pueblo Army Depot Activity ATTN: DRXPU Pueblo, CO 81001 '
17

DISTRIBUTION
Copies
Commander Red River Army Depot ATTN: SDSRR-QA Texarkana, TX 75501
Commander Sacramento Army Depot ATTN: SOSSA-QA Sacramento, CA 95813
Commander Seneca Army Depot ATTN: SDSSE-R Romulus, NY l^SM
Commander Sharpe Army Depot ATTN: SDSSH-QE Lathrop, CA 95330
Commander Sierra Army Depot ATTN: SDSS1-0QA Herlong, CA 96113
Commander Tobyhanna Army Depot ATTN: SOSTO-Q Tobyhanna, PA 18^66
D i rector- US Army Industrial Base Engineering Activity ATTN: DRXIB-MT Rock Island Arsenal Rock Island, 1L 61299
D i rector USDARCOM Intern Training Center ATTN: SDSRR-QA Red River Army Depot Texarkana, TX 75501
Commander US Army Tropic Test Center ATTN: STETC-TD Drawer Sk2 Fort Clayton, Canal Zone
18

DISTRIBUTION
Cop ies
Cornmander Anniston Army Depot ATTN: SOSAN-QA Anniston, AL 36202
Conimander Corpus Christ! Army Depot ATTN: SDSCC-MEE Mail Stop 55 Corpus Christi, TX 78AI9
Commander Fort Wingate Army Depot Activity ATTN: DRXFW Gallup, m 87301
Commander Letterkenny Army Depot ATTN: SDSLE Chambersburg, PA 17201
Commander Lexington-Blue Grass Army Depot Activity ATTN: SOSLX Lexington, KY ^0507
Commander Tooele Army Depot ATTN: SOSTE-QA Tooele, UT 8407^
Commander Holston Army Ammunition Plant ATTN: SARHO Kingsport, TN 37660
Commander Indiana Army Ammunition Plant ATTN: SARIN Charleston, IN ^7111
Commander Iowa Army Ammunition Plant ATTN: SARI0 Middletown, IA 52601
19

DISTRIBUTION
Commander Joliet Army Ammunition Plant ATTN: SARJO Joliet, IL bOklh
Commander Lone Star Army Ammunition Plant
ATTN: SARLS Texarkana, TX 75501
Commander Louisiana Army Ammunition Plant
ATTN: SARLA P.O. Box 30058 Shreveport, LA 71161
Commander Milan Army Ammunition Plant ATTN: SARMI Milan, TN 38358
Commander Radford Army Ammunition Plant
ATTN: SARRA Radford, VA Zk]k]
Commander Riverbank Army Ammunition Plant
ATTN: SARRB Riverbank, CA 95367
Commander Scranton Army Ammunition Plant
ATTN: SARSC Scranton, PA 18501
Commander Twin Cities Army Ammunition Plant ATTN: SARTC New Brighton, MN 55112
Commander Volunteer Army Ammunition Plant ATTN: SARVO-T P.O. Box 6008 Chattanooga, TN 37^01
Cop les
20

DISTRIBUTION
Copies
C. Department of the Navy
Commander US Navy Materiel Industrial Resources Office ATTN: Code OAA, CPT L. C. Oictmar I
Code 227 ' Philadelphia, PA 19112
0. Department of the Air Force
Commander Air Force Materials Laboratory ATTN: LTM 1 Wright-Patterson AFB, OH ^33
21

DISTRIBUTION LIST UPDATE
FOR YOUR CONVENIENCE
Government regulations require the maintenance of uHJJJ:**]* distribution lists for technical reports. This fo™J* P™1*** for your convenience to indicate necessary changes or corrections.
If a change in our mailing lists should be made, Plea*? check the appropriate boxes below. For changes or c?r^f 1o^:/^d°lJed address exacts as it appeared on the mailing label. Fold on dotted lines, tape or staple the lower edge together, and mail.
[~i RenoM Maw rra« List J Oiangs or Ooeroct MUTBM
OOMENTS
Date: Signature:
Technical Raport #
SARRI Form 900-643 (One-Time) (I Feb 75)

— to u. O — o
ID O > Q
«M CM
< TJ
ui rg
< X >- a. i- oo c o 0 X X
_ ^ ma:
- J^ z -J 00 UJ
#i u < 4) Wl
"O c
<n _I < cC
y ii- u
O — e 4-
°
D> E 4) C 0) </> U O)
— 4J tn « c *-> Ui <0 JZ .x •—
■M — c .c (D ■!-»
in ^ 3 ^:
c — O <fl .- ID ^
> in M
Q. O
E
rn 4-1 u m nj tn to JI ifl l_ Q. L a, a) o >- 4-
c 4- o
^ 01 > O 4-'
4) C -Q -M JZ
'! I-Jl 1.1 4» 111 V- (U ■ O 3 f0 O U 4)
air-- F « -n tz H_ m V ■w < • ■M 3 H L, m -o T» in in u D.-Q « >. in +J ir m
m • w flj m c 3 o r-^ f 1 c
1 -TV a u: O 0) en CM fl> +J =1 JQ r-. rr» tA j;: t n
M 01 -C L. C z <a fl) <» u- +J a a) m UJ -a > +J o r (A -C U
0 in o n 4J w o n o u tg i. 0 n. c <!> O </) T fl) m ril
Q-Z: ■a 4-> m in r r r o <U < 3 o 0 w ■M >
_ _ ui a:
CO (/> >- O0
V 7" _i O0 LU
—1 CU LU
rr oo s:
—1 < al
i ^ ■Z> LU
h- u Q Q
DIP-.
< •
c a) in i-
4-» 1/1 V „ ■ >- > 4J r u o 01 ra U 3 u 0) UJ 4J 4) -a
w» c -a +J o a C -C c e c 3 4J (0 4J E at n u ■fl W C l- 3 — r—
— — "+- tn o in 41 in oi c_ n .i:
in i- a. o c
1 0 tn 4) E i — (DM- ig 1 Ul -Q ^ U
O C 4-1 < u 4) (Q w < U & k
O >- 4-1 ^ O 4-1 (Q
I 4) — 4J C JO 4-i i- o c 3 — C 4)
OJ u a D
"- O ai 4-1 v- c c **- .- o ■
is
Ul t/l
10 "O -C M- Q. O -W — E i- nj -o a) Q_ja
M> tfl s e 4J
i tn ni Z 1) 0) 4) LU "O > 4-1
O m 4-1 o — L. ra u O i>i
4) <
ui en c x: 3 c — en o •- w
— 3 -M 3 . ^ C flj
•— JT k M- +J Q. 4) O C in JT
| O O +J c o J: o '
, O Q. c — to a)
J-J 4) fO C -C o U O 4-1 4-1
ai ui c en
— fl
> Q nj a
eg (_> > Q
i
< X >- Q- U 00 C o a> X X
S ui
^ 13
>- on V Z —I O0 LU
LU —
a: TD to E K C
4)
-TTT D) a (1) c B U cr
l in
ui V) a >■ a. rj OJ »- 3 '> a. a Q} iij 4J 4) -a ^ rg ■M o CT C JI
m 4) c -C c 3 4-» -C (0 ^J 1 a (D
tn 4^ in r- L. T -i Q 6 u *- in 4)
a. L. 0 tfl 4) L u- s -a 0) O B u 1) i_ 0 L. 3
T1 M u n O C E r ^- o 01 o in 4> E en 4-1 1-
Di in -Q in
L fl a (u o >- -M — 01 > O 4J
CM C ^ — 4> C -Q ^ Q. t- O
cn^-^ u- nj 4-i *-» nj
tD C C ' 4) — O 4-* 4J O " m tg
s: -o — a 4) nj tn c
— o — 4-1 x: tg c Q. 4-» 4) C
O X (0 U U fl
Cftf^ F 4) 4> ■n .tz M- ffl 4) (1 0 4-1 < • 4-1 3 (0 ■TJ TI n tn tn Q. -Q fl) >. en 4-1 a in c
r^ . M 4> T. c 3 0) o r^
i en n 0"> CM -| 4J n r r- ro tn H r i- 01 4-1
in 01 c r 4) 4) '-4- 4-J 11 m 01 n
Lil T3 > 4J f> r r 11 O tn 4-1
r 11 r r (0 o r>. r J n) 01 in
as ■o TI 4-* tn -J < r r r < 3 u O 4-1 4J > to
2
4-* tn 4) -C -^ — tO >. > 4J c I-
4J <g 4) r X
■'■' ^
in 4-1 I- -O >.J3 3 m c \~ 3 — '-
3 O O i- — y- tn C' in 4> — Q. u O — 4) i- <+- 4) X) 4) O 4J
•— U 4) l_ * OJ <4- -O CL c C E
4) e CT1 4-» 0 m 4)
o — ■ 4- in -Q tn
4-1 — p tn CD 4-1 L 4J 03 tn tg 4)
• 01 ^ tn 1. a i- x: TJ > a. o: CL 4) 0 >- 4-1 — 0.(0 0
— in > O 4-»
4>c:-Q4-»-cnj»-0
to i_ (n — xi ^-^ O 5 nj o o 4)
4- oi E c z UJ air-. F a) a -n -C 4- 01 ■ n c UJ 3 vO ".) L. CL O 4-1 — 4) u n
-J < * 4-t 3 tn x) "D a ; J </) 00 vO V) vt Q.-Q 0) m >- co >. in i-> CT in e ni i/> UI r^ . V) ei in cn c 3 a TJ
JZ ■i c — ! a_ i a\ a ir. O — tn dJ
en <N 4) J 4-1 3 JS -C co (A r^ ro e i to +J
-a; i 03 JZ l- B m L- < 03 Z 4) 4) 4) M- 4-1 Q. <U 01 n 4> in
co UI u > 4-t
ui o C
n ui .C o *J
U it L-
4-1 CJ <g
is O t/j 3 '/l ^2: -'J (1)
O h- o flj < c 03 c JZ o a) c < 3 O O 4-1

m t- *» I 0 .- in ^ 0) c 0 — t. > IA (0 • u 4-> o -a i- n 0) — <U Ul 4-» > »*- .- c o. w 3 T3 O </) v (n Q (S M "•1 o v J: 9) JO o lA W U 3 > *-> ■M (0 U) 1- >.— £ 10 3 <A c t- M .C 1(1 ^20 — i*- u a o o ow3 ■ J V (0 o O 4J — o -Cl O) -C 3 C ^ 4J (OH- U
C 0) J-l ■a *« a — -a o. a i- -a — c W "O "O c (0 <u « w a -a 0) CO W — T3 15 O CSi j= w 41 -C ._ O (0 o O 0) u 4-» *-> -a M 10 -M OJ— O .- *J o (0 c 4) — (0 C *J 4-1 t- <4- C (0 I- ^ 10 4) — <0 c c 4J « O -C ^ N m «l O u- in "O >-*-- — to — en
— o 3 W QJ n o E i- -C »- c OJ t/l o C 4-1 i_ w 5 o a— « (A 0 IA 3 <0 CL X — </) «J w 4> >-^r t- D M -a u u O 3 (0 c i- -C c a) J: O flJ o o +J o 4-1 «0 -C Q. Q. U O a> o -i-i ui a « — 4-» 3 o c <U >.JC «0--^— w — H- 4) flj >«"0 J3 4-» 4-t in tn 3 4) 4-1 E IQ a) *J «) > -a tu
1- -M x: C »4- i- c J: — 4) 4) f M- a. ID o o 3 — W J3 — -a ex. O in « to O O flJ — c tfl
JC -Q V 0* JO Q.X) O at 4} o m 4-i O O 1 3
<U — in -a 3 CA O LA <U T3 — E a. Q. (0 — a) 13 o • .c o L. o
3 U 4) >.trt 0) j; 0 * — ro 4~» i. +J c u u jr a 4-i a} m
(0 — a *-• E c u- « U t- V (D 3 ID O U
>» 4-1 3 (0 E W in in to U t_ t)
in Oi c u c nj fU 01 OJ 01 o 4-J
JD m a. *J o 0) ! 0) > XJ OJ n
Q. OJ Ul C ■ >• 4-1 a) c ■ ID E Ul i u <D 10 3 CT>
C XJ JC n C o c c ai fTJ
0) n 1 ci E jr E
u J-I ij w 3 QJ fD X) en in JZ -C *-!= O B Q. i-i Q, -w u 3 in Q. ■M 0 O L-
in c x: O ro QJ o> L- CLU.
4-1 M- C o I o C 3 Ul U
-M 3 >^ in T3 0 3 in
IA 4) 4-> Lft QJ in
o o c C <4- (0 fl» E C T3 4) 4) < 4J -u C 4t
— to .
4J
4) C — >*-
O T3 O »- o o a —
10 en a
in c (A ■u — o ^) IA X
'— (A Q. {9 4)
.C 3 in C 4) U. >.
-o O 4) 3 4-1 C ID — 4) 4-i x: C c o 3 O
0) u en — -o PM 3 a
■— o. IA (0
m 4)
M- 4-1
p c u (TJ
w Q. i-l u in i: -c u (A *? '0 QJ 11 8 L- u -a o —
ttl« « „ O c 0 _ L. > in tt 4) 4J o -o »- <0 4) — 4) in 4-1 > «*- — CO. 4-1 J -o O tn 4) in O ^ V) 10 i . o 4) J= <u A 0 m in in u D > *-» 4-» tO IA i- >.—
JT (D 3 m E 1- W £ in 4-i 3 O — **- QJ o o O — 4-1 g 1 J! « 10 0 o 4J .— o o -Q O* -C 3 c *-^ *J 10 M-
C 4) 4-J •o** ID 13 Q. O i- "O — c 4J ■a -o C (0 « 4) W O -O 4) GO in •- "O 10 O C JC in 4> .c u « O U 0) 1. 4-t *J T3 IA <o *> OJ — 0 .- w O *0 c 4) (0 C 4-1 4J U M. L. C (0 i- — 10 4) — (0 C C W 10 o -C 4-1 N in 0) O Li- in ■o >. 4-1 — (0 — ai
— O 3 (A 4) ID O E t- .c _ c 4) (A O — C 4J l_ 4-1 a) O Q.— (A O LA — 3 10 Q. JZ — IA 4J 4-1 4) 1-J- — L, 4) M ■X3 O 1-0 3 c u .!" c 4) -C 3 ffl 0 O +> 4) 4-1 (0 -C a a i- O, U 4-1 IA OL 4) ■IJ 3 a C 4) ^X ID (A — H- 4> ffl >.T3 J3 4-1 4-> m (A X 4) 4-1 E (0 0) 1 4J 4) > T3 ID
t. *J J: C M- i_ c sz — 4) Q> X 4- a. (o 4-I O O 3 — 4J x — -o Q. 0 (A 4) ID O o to in
x: JQ ■W ** -C a-o U en QJ o IA U o o 3 C £ -C 4) — IA -a 3 en o irt a> •O — E a a (o — 4) -o O • -C 2^8 >•(/» 4) X O " CA 4-1 4) « CO i- J: Q. 4-1 4J m
(0 — a. +J ■ c »*- 4) O u 4» U . Q. U ID (0 o »- (0 c 3 E C 4) -Q -C H- lA ID O 3 T3 1) > 4-1 4) 1- 3 — en
U. +J C .- a) c u o c c <A (0 4) ■l-l 4-1 <A C ^ii ID > 4J 3 (0 B IA to E
■ in m ro .u u <o c •O 4J IA — 1- ■4) 4-«
lit l- ID Z to (U < IA
-a >* ^ ._ ^- fl) 4J 4J IA 4) C L. c nj -a a c 4) (A 1 (D IA (0 (0 O 4-1 e i-i — 4) •
-Q lA CL 4-t Q in —• *0 c m ai£ 4) 4) in E o> c
4J > T3 4) en ui ID 4) 4) c — <+- Q., 4> (A C 4> o. 4) l- O >.— 4J 4) — c 1- 4) (D Vi o 4-i tg <D C in fo in 14- Q. (0 >. c 1 3 4) ID 3 en o -ei o u O c -a -C D> c « u- u O O 4) O C C en ID c; O CL — L.
— 4) 3 ID c E 10 1_ v ID 4-t .C E .ex — -a (U 4-i 4) O O 4-1 4-J tn O tz a. nj en 3 "10 (0 — M- u to X T3
■a cn w -c x: JC 0 4J Ol 0.-3 a. 0 C Q. 4-1 Q. U C tA tz tn — tx U .- D IA m 0 4) — O (A ID Q. 4-1 Q E 0 »- 4-> O 3 w x
IA l- O -C O 4) w a «i 0) ID 4) Ol t- CLU. IA in to 4) JZ
4-1 l*- 3 > U 4-1 M- 4-1
O c § in 4) "O O o c o l_ . 4 3 .—. L. (0 c
•— 4-1 4-« 3 E 4-1 C in a. 4-1 c > — m 4) 10 in en — -a o 3 tf) 4J 4) 4-1 c x: — — in E in 4) 4-* in OJ in £ C — O in in ol 4) 3 in c 4) »- >■ c o o ID 4J 4) 4> 4-1 O 3 - a: Q. IA 3 (_) Q. 4) u -a o —
: i- > in . O — 4) ' 3 -O O : • O > in (A u 3 > -C (0 3 (A
4-13 0 ) f0 -C 4> ) -Q cn X > C 4) 4J ' J "3 — C
4) 4-1 O "O j J= m O . ) U 4) 1. 4-1
— 4-1 O (0
O ~0 L ID • 4) 4-1 4-i > M- IA Q <0 4) X
1 4-1 (Q lA L. >..•
Q. 4-1
— -a a. a 1- 4-» -a -o c (0
c c n- u e « £■
U 4) O U- (A — O 3
IZ 4> (A O — 4J IA O Lrt — 10 4> i~ -3" — 2 C U
ID O O 4-i 4) O) U 4-1 IA
■C C 4) 4J 10 >.T3 -Q
E (D 4) ■O I- 4-1 J= C M- Q. 10 4-1 (0 O (A 41 f0
-E -Q
— 0) — IA "3 QJ CL fD — QJ IA >.l/> 4) JT IA 4J CO 4) (0 — > u • a »-
3 E C U O V "3 4) 4> U. 4-1 C
m 4) C 4J 9 nj
(0 O >» 4J — ro O E i_ -i-i Q)
. c u; o 4-1 Ol— o 10 C 4-1 4J fl* — (0 X -M N IA
10 — Ol >- X — C o a— —
— IA 4-1 •" ■ L.4)iA-3OL-b3l0
4-1 (0 X t — *J : to—- — • (A IA 3
CLQ.l-.iJ 3 O IA — H> 4)
4-1 ID > "O (0 !-•*- w C.C— 4) 0)^ O o 3— +jja — -3 a
4-1 d* O o 3 tr\
Q. 4-1 to
4) J3
o tn 4) "o — o ■ JZ O L. — m 4-1 t- 3
Q.4-1 E C H- 4) O 3 10 O 1- 10 EX U- - 4J 4) 1. 3 •
4J 10 — 4) 4) <
: m 4) c t. i 10 IA (0 to
Q in Q. w ) 4) ■> 4) > "3 4)
a. 4) IA
I -3 O C 4) ' lU 4J .- QJ
<A^-^ 10 I IA E 1 10 4)
tt in cn-C 31 C C — M- .- — 0
C IA f0 IA 4- a.
c -o x en O C C 1
— V 3 (D I
<o >. t 3 6 O ( O O 4» •■
I (0 — I : x .c I Q. 4J
a. 4-i o E IA t- p .
n} QJ en u 4-1 H-
c p 1 O C 3 IA
-- u tJ 1 >■ — — -a o 3 IA 4J 4J lA 3 IA C 4> 0 3 — a:
o to o 3
4) — IA (A (0
4) 4-1 4) O a to ot-
.c -3 — ot a 3 a. c <A — a
— P tA (0 IA X in a 10 4>
3 '-» *- ID 3 E 4-1 C (A
(D — *J 4) 4-1 C
-C C — ■ C p O
3 u a O lA IA IA ID 4) 41 4) 4) U -O O •
4) — IA — 41 C P — t- > IA 4) • 41 4.1 p -3 t- (0 a — 41 IA 4-* > 4- — C Q. 4-i 3-3 0 tnUiApfOiAfO U
4J J= 4) -Q P in 2 • 0 (A in U 3 >+j+jf0inL.>..-
JT 10 3 (A C 1- 4J ^ M 4-13 0 — U-41PPO— *J3
(0 O O 4-1 . - O O 5 10 -CO) J5 31 X 3 C--' +J (0 »♦- 1-
c4)4-i-3d*io — -3aoi- -0 — c — 4J "3 T3 C <0 4>
QJ CO IA — -3 10 O C H, 4) 4-1 p "3 -C in QJ X — O (0 c O 4) 1. 4-1 4-1 -3 (A 10 -M 3»— P — 4-1 O 10 C 4> — 10 C 4J 4J U 4- t- C<0L.— (04)— f0 C C 4-1 — 10 0 x: 4-1 N (A tu O U- in -3 >. -W — (0 — Ol
— O 3 IA4II0OEU.C— c c 4-> u 4^ 9 p a— — 4) IA O —
IA O IA — 3100. X:— IA4-14J 41 U-7 —
4) 4-1(0X0.0.1-0 c u (0 0 O -M cn 0 4.-J -n O. V — 4-13 p C 41 >--C ro^-v— (A — 4- « 10 >.-3 -Q +J 4-1 in 01 3 ai 4-1 E (0 41 1 4-1 41 > "3 (0
I- 4J .C CU-1-CJC— 4)41X M- a. 10 4-1 p p 3 --MX — -3a O IA 41 10 — P O ro — cm
J= X *-> <**> JZ O-X O 3)41 p (A 4-" OOI 3 C i X 41 — (A "3 3a\otn 41-3 — E a. CLIO— (U-O O ■ -C O L- O >.t/i V JZ 0 -^ m 4i L. n 0 4) 4-1 CO C x: au 41 IA
10 — a.4-iEcM-4}OI-4) L- • a. u 10 3 (0 P t- 10 c 3 E c O 3 "3 41
4} X E X 4- in 10 S — *J 4) 1- 3 — 3»
U- 4-1 c — 4) C O P C C IA 10 41 >• 4J
4-14-1— lACM-lDEgt 3(aEiAro E 5 E
• in in 10 O 1- 4) C -3 *J
IA — 1- 414-110— 414)<iA>k (At- 4-1-3 >- > • 41 4J
IA 41 C l- §5-SS.E| .""3 10 IA (0 10 XI IA a 4-1
41 41 > "3 41 DllAf04) 41C — *. CL V IA c4}aiuk.i-.-— 0 >.— 4-1 4) — C u 0 rg 4-> O *J 10 rtJ C
1 3 4) 10 C "3 J= Ol
in 10 m 14- o. ro >. c
0 C C OlQCpa— U4J c E ro u 4) ro » a.— '01U4-1410
— 41 3 ffl w _c E O 4-1 ■M m P C a 10 .Ol- 3 ••41 IO— t4-L.io X-3 —
■0 .Ol IA J3 XXP4-1 cn CL 3 a p C a4J 014-1 ClAClA— a l_ ._ 3 O. 4J 0 E
W, in 0 0) — O m ID O 1- *-" O 3 W £
IA u 3 xp4> — inaioai (0 41 Ol C a.u- IA tn ro 4) . £
4J H- 3 > U 4-1 M- 4-1
§ = ?« 2 .■SS^SS0c — 4-1 4-1 3E^CinCL*JC'-
IA 23 ID — 4-1 w en >• — -■303 iA4J4l4Jcx: — — in
41IAXC— OIAIAIA 01 41 4-1 m 3 IA C 41 L->>CPOI04)4141 P 3 — QC atA30Q.411--3 0<