
04-Determinación del coeficiente de manning de tubería de alcantarillado Novafort 200mm

i
UNIVERSIDAD JOSÉ ANTONIO PÁEZ
Autor: González Jesús C.I. 18.468.846
Urb. Yuma II, Calle Nº 3, Municipio San Diego
Teléfono: (0241) 8714240 (Master) - Fax: (0241) 871239
DISEÑO DE UN MECANISMO SUJETADOR PARA RETIRAR LOS SEPARADORES DE CARTÓN Y MARCOS ALINEADORES DE
LAS PALETAS DE BOTELLAS DE ENTRADA A LA LINEA DE KETCHUP.

ii
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICCA
CARRERA: INGENIERÍA MECÁNICA
DISEÑO DE UN MECANISMO SUJETADOR PARA RETIRAR LOS SEPARADORES DE CARTÓN Y MARCOS ALINEADORES DE LAS
PALETAS DE BOTELLAS DE ENTRADA A LA LINEA DE KETCHU P.
Empresa: ALIMENTOS HEINZ, C.A.
Autor: González Jesús C.I.: 18.468.846
San Diego, 07 de Junio de 2015

iii
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA INDUSTRIAL CARRERA: INGENIERÍA INDUSTRIAL
DISEÑO DE UN MECANISMO SUJETADOR PARA RETIRAR LOS SEPARADORES DE CARTÓN Y MARCOS ALINEADORES DE LAS
PALETAS DE BOTELLAS DE ENTRADA A LA LINEA DE KETCHU P.
CONSTANCIA DE ACEPTACIÓN TUTOR EMPRESARIAL TUTOR ACADÉMICO Ing. Hugo Altamirano Ing. Giovanni Pizzella C.I.: 15.865.694 C.I.:V-4.455.859
Autor: González Jesús C.I.: 18.468.846
San Diego, 07 de Junio de 2015

iv
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA INDUSTRIAL CARRERA: INGENIERÍA INDUSTRIAL
ACEPTACIÓN DEL TUTOR
Quien suscribe, Ingeniero Giovanni PizzellaP. portador de la cédula de identidad N° V- 4.455.859, en mi carácter de tutor del Informe de Pasantía presentado por el ciudadanoGonzález Castellanos Jesús Enrique, portador de la Cédula de Identidad N° V-18.468.846, tituladoDISEÑO DE UN MECANISMO SUJETADOR PARA RETIRAR LOS SEPARADORES DE CARTÓN Y MARCOS ALINEADORES DE LAS PALETAS DE BOTELLAS DE ENTRADA A LA LINEA DE KETCHUP. Presentado como requisito parcial para optar al título de Ingeniero Mecánico, considero que dicho trabajo reúne los requisitos y méritos suficientes para ser sometido a la presentación pública y evaluación por parte del jurado examinador que se designe.
En San Diego, a los 12 días del mes de Junio del año dos mil quince.
___________________________
Ing. Giovanni Pizzella P. C.I.:V- 4.455.859
ÍNDICE

v
CONTENIDO Pp LISTA DE TABLAS ..................................................................................... viii LISTA DE FIGURAS ................................................................................... x RESUMEN..................................................................................................... xv INTRODUCCIÓN ........................................................................................ 1 CAPÍTULO I LA EMPRESA 1.1 Descripción de la empresa……………………………….. 3 1.2 Ubicación Geográfica………………………….…………. 1.3 Misión……………………………………………………… 1.4 Visión……………………………………………………… 1.5 Valores……………………………………………………. 1.6 Políticas de la Empresa………………………………….. 1.7 Objetivos de la Institución………………………………. 1.8 Estructura Organizativa………………………………… 1.9 Reseña Histórica………………………………………….
3 4
4 4 4 5 5 6
II EL PROBLEMA 2.1 Planteamiento del Problema................................................. 9 2.2 Formulación del Problema.................................................... 11 2.3 Objetivos................................................................................. 11 2.3.1 Objetivo General............................................................... 11 2.3.2 Objetivos Específicos........................................................ 11 2.4 Justificación............................................................................ 12 2.5 Limitaciones............................................................................ 12 2.6 Alcance.................................................................................... 12 III MARCO TEÓRICO 3.1 Antecedentes........................................................................... 14 3.2 Bases Teóricas........................................................................ 17 3.2.1. Manipulador de Carga...................................................... 17 3.2.2Estructura de los Manipuladores....................................... 17 3.2.3Tipos de articulaciones...................................................... 19 3.2.4Depaletizador Heinz.......................................................... 20 3.3. Consideraciones de diseño.................................................... 21 3.3.1 Factores de diseño............................................................. 21 3.3.2 Factor de Seguridad........................................................... 22 3.3.3 Esfuerzos........................................................................... 23 3.3.4 Soldadura.......................................................................... 36 3.3.5 Soportes Atornillados................................................ 38 3.3.6. Selección de Rodamientos……………………..…….… 39

vi
3.3.7. Sistema Neumático……………………..……..……...… 3.3.8. Cilindros Neumáticos………………………..……......... 3.3.9. Simbología de Sistemas Neumáticos…………………… 3.3.10. Sistema Hidráulico…………………....……………… 3.3.11. Comparación entre neumática e hidráulica…………… 3.3.12. Automatización…………………………………...…… 3.3.13. Diagrama de escalera……………………………..… 3.4. Definición de Términos Básicos.............................................
41 42 44 45 46 48 49 50
IV FASES DE LA INVESTIGACIÓN 4.1 Desarrollo de las Fases Metodológicas………………...… 55
4.1.1. Fase I: Evaluar la situación actual del proceso para retirar los separadores de cartón y marcos alineadores de las paletas de botellas de entrada a la línea de ketchup……………………………………………………..…
55 4.1.2. Fase II: Mediciones de los factores relevantes, de los
sistemas que van a interactuar con el mecanismo sujetador para retirar los separadores de cartón y marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup………………………………………………………
55 4.1.3. Fase III: Elegir qué tipo de elementos (hidráulicos,
neumáticos, eléctricos) son los apropiados para el mecanismo sujetador para retirar los separadores de cartón y marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup………………………………………………………
56 4.1.4. Fase IV: Elegir, diseñar y programar el sistema de
control que sea más apropiado (PLC, Microcontroladores u otros)…………………………………………………..…….
4.1.5. Fase V: Construir el mecanismo sujetador para retirar los separadores de cartón y marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup……………………
56
57
V RESULTADOS
5.1 Evaluar la situación actual del proceso para retirar los separadores de cartón y marcos alineadores de las paletas de botellas de entrada a la línea de kétchup……………………………………………………..…
5.2 Tomar datos, mediciones de los factores relevantes, de los sistemas que van a interactuar con el mecanismo sujetador para retirar los separadores de cartón y marcos
58

vii
alineadores de las paletas de botellas de entrada a la línea de Ketchup……………………………………………….……
5.3 Elegir qué tipo de elementos (hidráulicos, neumáticos, eléctricos) son los apropiados para el mecanismo sujetador a fin de retirar los separadores de cartón y marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup…………………………………………………….
5.4Elegir, diseñar el mecanismo, así como también el programa de sistema de control que sea más apropiado (PLC, Microcontroladores u otros)……………………….…
5.4.1 Alternativas para la formulación……………….……… 5.4.2 Dimensionamiento de las partes que integran el sistema diseñado…………………………………………….……….. 5.4.3Análisis de diseño………………………………………
5.5 Construir el mecanismo sujetador para retirar los separadores de cartón y marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup………………...
59
61
65 65
85 90
102 VICONCLUSIONES Y RECOMENDACIONES 6.1 Conclusiones............................................................................. 107 6.2 Recomendaciones..................................................................... 109 REFERENCIAS BIBLIOGRÁFICAS Impresas…………………………………………………………… ANEXOS
110
Anexo A:Factores radiales y de empuje para rodamientos de hilera única, ranura profunda………………………………….
113
Anexo B: Tabla de propiedades de tubería de acero circular…….. 114 Anexo C: Tabla de peso de tubería de acero estructural…………. 115 Anexo D: Tabla de propiedades del acero A36………………….. 116
Anexo E: Propiedades de electrodo 7018………………………… 117 Anexo F: Tabla de selección de tornillos 8-11…………………… 119 Anexo G: Manual cilindros neumáticos FESTO…………………. 120 Anexo H: Manual peso de cilindros neumáticos FESTO………… Anexo I: Vista Isométrica del dispositivo con marco alineador…. Anexo J: Lay-Out del lugar de instalación………………………..
121 122 123
LISTADO DE TABLAS

viii
CONTENIDO
TABLA Pp.
1. Factores de Seguridad……………………………………………………….23
2. Comparación entre los sistemas neumáticos e hidráulicos……………...…...47
3. Ventajas y Desventajas de los sistemas Neumático, Hidráulico y Eléctrico...63
4. Características y limitaciones del mecanismo a diseñar……………………..66
5. Restricciones vs posibles soluciones………………………………………..77
6. Ponderación de criterios……………………………………………………..78
7. Ponderación de criterio, columna 2………………………………………….78
8. Ponderación de criterio, columna 3…………………………………………79
9. Ponderación de criterio, columna 4…………………………………………79
10. Resultados de la ponderación lógica de criterios……………………………79
11. Ponderación de soluciones, Criterio 1. …………………………………….80
12. Ponderación de soluciones, Criterio 1, Columna 2. ……………………….80
13. Ponderación de soluciones, Criterio 1, Columna 3. ……………………….80
14. Ponderación de soluciones, Criterio 2. ………………………………….…81
15. Ponderación de soluciones, Criterio 2, Columna 2. ……………………….81
16. Ponderación de soluciones, Criterio 2, Columna 3. ……………………….81
17. Ponderación de soluciones, Criterio 3. …………………………………….81
18. Ponderación de soluciones, Criterio 3, Columna 2. ……………………….82
19. Ponderación de soluciones, Criterio 3, Columna 3. ……………………….82
20. Ponderación de soluciones, Criterio 4. …………………………………….82
21. Ponderación de soluciones, Criterio 4, Columna 2. ……………………….82
22. Ponderación de soluciones, Criterio 4, Columna 3. ……………………….82
23. Ponderación de soluciones, Criterio 5. …………………………………...83

ix
24. Ponderación de soluciones, Criterio 5, Columna 2. ……………………...83
25. Ponderación de soluciones, Criterio 5, Columna 3. ……………………...83
26. Ponderación final, Criterios vs Soluciones. ……………………………...84
LISTADO DE FIGURAS

x
CONTENIDO
FIGURA Pp.
1. Ubicación de la Empresa……………………………………………………3
2. Organigrama de la Empresa…………………………………………………6
3. Manipulador de carga……………………………………………………….18
4. Cadena cinemática abierta…………………………………………………..19
5. Tipos de articulaciones……………………………………………………...20
6. Depaletizador Línea Ketchup Alimentos Heinz, C.A……………………….21
7. (a) Paralelepípedo sometido a un momento flector MF puro; (b)
paralelepípedo afectado por el momento flector y (c) ampliación de un corte
en el medio del paralelepípedo………………………………………………25
8. Elementos de Máquina de igual sección transversal, e idénticos sistemas de
carga; difieren únicamente en cuanto a las correspondientes longitudes……28
9. Representación de un elemento de máquina largo, con un extremo libre de
girar, y el otro guiado, sometido a compresión, o ambos libres de girar
sometido a una carga axial F de compresión (la deformación del elemento ha
sido magnificada).……………………………………………………………29
10. Elemento de Máquina, con un extremo empotrado y el otro libre, sometido a
una carga axial F de compresión…………………………………………….29
11. Representación de elementos de máquina largos, sometidos a la carga axial de
compresión de compresión F; (a) elemento con ambos extremos empotrados;
(b) elemento con un extremo empotrado y el otro guiado…………………..30
12. Representación gráfica de los criterios de Euler y de Johnson para elementos
de máquina largos sometidos a cargas de compresión………………………31
13. Detalle de un sistema neumático básico……………………………………..42

xi
14. Cilindro neumático de simple efecto………………………………………..43
15. Cilindro neumático de doble efecto…………………………………………43
16. Simbología de Compresores y Motores Neumáticos………………………..44
17. Simbología de Cilindros y Válvulas Neumáticas……………………………45
18. Esquema de un circuito hidráulico………………………………………….46
19. Esquema de un diagrama de escalera………………………………………..49
20. Cartón Separador……………………………………………………………50
21. Marco Alineador de Botellas………………………………………………..51
22. Marco Alineador de Botella posición inicial………………………………..51
23. Marco Alineador de Botellas retirado por el Operador……………………..52
24. Marco Alineador…………………………………………………………….60
25. Marco Alineador…………………………………………………………….61
26. Dispositivo Sujetador por Ventosas…………………………………………68
27. Dispositivo Sujetador por soporte interior………………………………….69
28. Dispositivo Sujetador por soporte exterior…………………………………70
29. Dispositivo Sujetador por soportes laterales………………………………..71
30. Dispositivo Sujetador por soportes de uñas…………………………………72
31. Dispositivo Sujetador por uñas……………………………………………..85
32. Columna del dispositivo Sujetador por uñas……………………………….87
33. Estructura soporte de dispositivo Sujetador por uñas………………………88
34. Soporte de cilindros neumáticos elevadores de carga……………………….89
35. Soporte de cilindros neumáticos que desplaza las uñas……………………..89
36. Uñas soportes………………………………………………………………..90
37. Diagrama de corte y momento de la columna sometida a flexión…………..92
38. Dimensiones de la placa de acero……………………………………………93
39. Dimensiones de la placa de acero……………………………………………93
40. Soldadura sometida a flexión de la columna………………………………..95
41. Soldadura de la placa de acero sometida a corte……………………………97

xii
42. Soporte atornillado…………………………………………………………98
43. Momento flector al Soporte atornillado…………………………………….99
44. Cilindros neumáticos de doble efectos destinados al dispositivo…………103
45. Cilindros neumáticos de doble efectos destinados al dispositivo…………104
46. Motoreductor utilizado en la actualidad…………………………………...105
47. Orden de trabajo de construcción del dispositivo…………………………106
DEDICATORIA

xiii
A mis padres, María del Valle Castellanos y Carlos Enrique González, que
estuvieron acompañándome en mi camino, dándome apoyo y fortaleza, alentándome
a continuar y superar todos los obstáculos para llegar a mi meta. Mi hermano Oscar
González el cual seguirá mis pasos académicos para convertirse en un profesional.
A toda mi familia que siempre estuvo presente en todo momento y esperando con
emoción mi llegada al mundo profesional. Con mucho cariño les dedico esta
investigación a mis abuelos que me enseñaron el valor del trabajo, esfuerzo y
dedicación, y aunque ya no están presentes físicamente estoy seguro que estarán
orgullosos de mis logros.
Finalmente Y con mucho aprecio a mi tío Omar Ruiz que me brindo grandes
enseñanzas del mundo de la Mecánica con todo tu gran conocimiento y emoción.
Jesús González
AGRADECIMIENTOS

xiv
Mi más sincero agradecimiento:
En primer lugar a Dios por protegerme, guiarme y darme fuerzas para nunca
rendirme y superar obstáculos y dificultades a lo largo de toda mi carrera
universitaria.
A mi madre por todo el apoyo incondicional que me ha brindado, por ser mi fuente
de inspiración para alcanzar mis metas tal cual como ella lo hizo, por enseñarme a
ser buena persona, por la educación que me inculcó y por acompañarme siempre sin
importar problemas presentados.
A mi padre que me enseñó grandes valores, disciplina, respeto y que a pesar de las
vicisitudes nunca hay que dejarse caer y continuar con más fuerza nuestro trabajo.
A todos los profesores que de alguna forma me brindaron todos los conocimientos y
herramientas que ayudaron durante el desarrollo de mi carrera de pregrado y el
desarrollo del presente informe.
A mis primos y amigos, por creer en mí en todo momento y por brindarme su apoyo y
conocimiento.
A mistutores empresariales: Ing. Freddy Canelón, Ing. Hugo Altamirano, Ing. José
Martínez, Ing. Jesús Sánchez, Ing. Jorge Rodríguez, Ing. Richard Romero e Ing.
Alfonso Gómez, por compartir conmigo sus conocimientos y experiencias, por su
apoyo incondicional en mi carrera universitaria, por brindarme su amistad y confiar
en mí.
A mi tutor académico: Ing. Giovanni Pizzella, por su gran apoyo en la realización de
este proyecto.
A todos los que alguna vez creyeron en mí……. ¡GRACIAS!
Jesús González

xv
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA
DISEÑO DE UN MECANISMO SUJETADOR PARA RETIRAR LOS
SEPARADORES DE CARTÓN Y MARCOS ALINEADORES DE LAS
PALETAS DE BOTELLAS DE ENTRADA A LA LINEA DE KETCHU P.
Autor : Jesús González Tutor : Ing. Giovanni Pizzella P. Fecha:Junio, 2015
RESUMEN
La presente investigación tiene como finalidad diseñar un nuevo sistema
de sujeción para retirar los elementos constituidos en las paletas de botellas de Ketchup como lo son el marco alineador que suele ser de un material metálico o plástico y el cartón separador que se encuentra entre cada fila de botellas. La finalidad de este proyecto es adoptar una nueva forma de realizar dicha actividad y evitar que el operador realice esfuerzos adicionales pudiendo provocar lesiones gracias a movimientos repetitivos o posiciones disergonómicas.Metodológicamente es un tipo de proyecto factible donde se desarrolló una propuesta para solucionar un problema en la empresa. Se diseñan, calculan y seleccionan los diferentes elementos que intervienen en el funcionamiento del manipulador.
Descriptores: Diseño, Investigación, Manipuladores neumáticos

1
INTRODUCCIÓN
Con el transcurso del tiempo, el hombre ha desarrollado diferentes maneras para
realizar todo tipo de trabajo y al mismo tiempo evolucionar para establecer mejoras,
desde el inicio de los tiempos, en que el humano homosapiens descubrió la rueda y le
dio utilidad explotándola para mejorar su modo de vida en todo sentido, el
descubrimiento de diferentes herramientas han dado pie al desarrollo de la tecnología
de la humanidad.
A finales del siglo XVIII la llegada de la revolución industrial en manos del Sr.
Henry Ford, marcó un gran paso para el mundo, ya que trajo consigo una nueva
forma de construir un mundo mejor, creando un método en el cual la máquina
ayudaría al hombre a desarrollar trabajos pesados empleando menos esfuerzo físico,
con mayores velocidades de producción y muchos otros benéficos.
Actualmente se siguen desarrollando nuevos sistemas industriales para la
evolución de procesos en empresas de bienes y/o servicios, con el fin de optimizar la
producción y mejorar la calidad de vida de los trabajadores que la operan, este último
punto ha dado mucho de qué hablar, ya que uno de los avances de la industrialización
es la automatización.
Uno de los principales beneficio de la automatización es disminuir el esfuerzo que
una persona hace, gracias a la ayuda de una máquina o dispositivo electromecánico y
así disminuir los riesgos de daño físico o lesiones en el trabajador. Aunque en algunas
industrias existan maquinarias con tecnología descontinuada, estas son
frecuentemente alteradas para realizarles mejoras automatizando el proceso y así no
prescindir de la maquinaria por completo.
La automatización se encuentra acompañada muchas veces de diferentes
herramientas las cuales ayudan a realizar el trabajo, como por ejemplo la neumática,
hidráulica, eléctrica, electrónica, mecánica, etc. Todas con un fin en común y cada
una de ellas seleccionadas para un objetivo específico.
En esta oportunidad se planea realizar un estudio para optimizar un proceso con el
diseño de un dispositivo que pueda retirar diferentes objetos de diferentes pesos de

2
una forma rápida y segura, con el fin de mejorar el trabajo del operador de la máquina
y evitar esfuerzos que puedan perjudicar su estado físico.
Concretamente, se hace referencia a la problemática presentada en la empresa
Alimentos Heinz, C.A. En la que encontramos una actividad que consiste en retirar
unos marcos alineadores de botellas que se encuentran en la parte superior de la
paleta de dichos envases junto a unos cartones separadores ubicados entre las filas de
las botellas. Esta actividad se realiza en la actualidad de maneta manual por un
operador, el cual tiene que someterse al esfuerzo de levantar el marco alineador que
suele ser de metal y en ocasiones de plástico.
Es por esta razón que se hace necesario optimizar esta actividad con un
método automatizado con el fin de mejorar la situación presentada y con ello
solucionar algunos otros inconvenientes que puedan salir a la luz a lo largo de la
investigación. Este dispositivo tendrá que cumplir con distintas normas de seguridad
y de diseño, los cuales se reforzaran gracias a los cálculos correspondientes, selección
de material, selección del sistema de energía, etc.

3
CAPÍTULO I
LA EMPRESA
1.1 Descripción de la empresa
La empresa en estudio, se denomina Alimentos Heinz, C.A. la cual es una
empresa dedicada a la producción de productos de alto consumo humano de excelente
calidad, esta empresa es pionera en la producción y comercialización de alimentos, a
partir de las materias primas bien seleccionadas, para la manufactura de: salsas de
tomate, colados, postre (como helados, pudines y gelatina), mostaza, vinagre, puré, y
pasta de tomate, pasta de ajo, salsa de ajo entre otros productos.
1.2 Ubicación Geográfica
Se encuentra ubicada en la Carretera Nacional Valencia – Maracay, en el
Municipio San Joaquín, Estado Carabobodesde el año 1960 y posee un área de más
de 700.000 mts2.
Figura 1: Ubicación de la Empresa Fuente: Alimentos Heinz, C.A.
Alimentos Heinz C.A

4
1.3 Misión
“Ser el fabricante y distribuidor de alimentos procesados que mejor satisface las
necesidades de los clientes internos y externos, suministrando productos y servicios
sin defectos desde la primera vez.”
1.4 Visión
“Ser líder e innovador en las categorías claves de negocio, enfocándose en el
deleite de los clientes y consumidores, y asegurando estándares de calidad de clase
mundial en todos los procesos.”
1.5 Valores
“Promover el trabajo en conjunto para conseguir sinergia y concretar objetivos
comunes, aceptando excelentes ideas de todas partes y de todos”.
• Honestidad e Integridad.
• Trabajo en Equipo.
• Confianza y respeto en las relaciones humanas.
• Mostrar seguridad y firmeza en las opiniones y planteamientos.
• Actuar con integridad y respeto hacia todos.
• Tolerancia a los riesgos.
• Crear una cultura donde la buena administración y el asumir riesgos con
prudencias sean fomentados y recompensados.
1.6 Políticas de la Empresa.
• Cumplir o superar los requisitos de todos los clientes internos y externos,
Trabadores, consumidores, proveedores, comunidad y accionistas.
• Aplicar la prevención en los diferentes procesos de trabajo.
• Medir y eliminar el precio de no hacer las cosas “bien desde la primera vez”.

5
• Mantener posición de líder en todos los productos de la compañía y en la
comunidad.
• Considerar todo trabajo como un proceso que puede ser mejorado
continuamente o radicalmente.
• Hacer Benchmarking mejores prácticas tanto internas como externas.
1.7 Objetivos de la Institución.
• Asegurar que la expansión este dirigida en base a los planes de crecimiento
para que a través de estos se pueda abarcar un target más amplio.
• Orientar la planeación del departamento administrativo hacia el crecimiento
del volumen de ventas.
• Ofrecer a los clientes productos y servicios de calidad, libres de error.
• Optimizar los rendimientos al intensificar el aprovechamiento del potencial
humano.
• Definir una estructura eficaz que permita la asignación de responsabilidades
que faciliten la toma de decisiones.
1.8 Estructura Organizativa
La estructura organizativa de Alimentos Heinz, C.A. es una estructura piramidal
compuesta básicamente por varias divisiones y gerencias que reportan directamente a
la Presidencia. La Empresa cuenta con aproximadamente 1000 trabajadores entre
obreros y personal administrativo.
El personal de producción labora en turnos rotativos comprendidos de la
siguiente forma: Primer Turno 5:00am a 1:30pm, Segundo turno 1:30pm a 10:00pm y
Tercer Turno 10:00pm a 5:00am. Y el personal administrativo labora de 8:00am a
5:00pm.

Organigrama Del Departamento de Mantenimiento.
Gerente del Departamento:
1.2Reseña Histórica
Nace en 1844 el fundador de Heinz
inmigrantes alemanes. A la edad de ocho años comienza a vender vegetales del
huerto. A los veinte años ya tiene el negocio de los rábanos picantes y recibe un
reconocimiento público por l
ventas. Henry J. Heinz funda en Pittsburgh la pequeña empresa de pepinillos y
6
Organigrama Del Departamento de Mantenimiento.
Gerente del Departamento: Ing. Alfonso Gómez
Figura 2: Organigrama de la Empresa Fuente: Alimentos Heinz, C.A.
Reseña Histórica
Nace en 1844 el fundador de Heinz Company, Henry John Heinz, hijo de
inmigrantes alemanes. A la edad de ocho años comienza a vender vegetales del
huerto. A los veinte años ya tiene el negocio de los rábanos picantes y recibe un
reconocimiento público por la calidad de su producto y efectividad en técnicas de
ventas. Henry J. Heinz funda en Pittsburgh la pequeña empresa de pepinillos y
Organigrama Del Departamento de Mantenimiento.
Ing. Alfonso Gómez
ompany, Henry John Heinz, hijo de
inmigrantes alemanes. A la edad de ocho años comienza a vender vegetales del
huerto. A los veinte años ya tiene el negocio de los rábanos picantes y recibe un
a calidad de su producto y efectividad en técnicas de
ventas. Henry J. Heinz funda en Pittsburgh la pequeña empresa de pepinillos y

7
alimentos, en conjunto con su amigo Clarence Noble, la cual es llamada Heinz, Noble
&Company. Para 1875 aumenta la inflación, H.J. Heinz pierde todo y cae en
bancarrota.
Heinz es una multinacional que tiene industrias de procesamiento de alimentos en
Estados Unidos, Canadá, Reino Unido, Italia, España, Holanda, Bélgica, Alemania,
Rusia, China, India, Indonesia, Egipto, Sudáfrica Australia y Venezuelaentre otros
países y sus productos están presentes en los mercados de todo el mundo con
diferentes marcas además de la marca Heinz.El Kétchup, inventado por la propia
compañía, es su producto más famoso, siendo ingrediente esencial para las
hamburguesas de los restaurantes de comida rápida estadounidense como
McDonald's.
A partir del año 1.959, nace Alimentos Heinz en Venezuela legalmente el 4 de
Diciembre, ubicando la sede principal en Caracas, siendo su primer presidente el Sr.
Gerald K. Warner. Luego, en 1960, se inicia la construcción de la planta de
producción ubicada en San Joaquín Estado Carabobo, zona seleccionada por sus
inmejorables condiciones geográficas, comunicacionales y agrícolas.
Características del departamento de mantenimiento:
El departamento de mantenimiento se encarga de enfocar y resolver
directamente la diversidad de problemas mecánicos, eléctricos, servicios
generales, externos, básicos, comedor, club Heinz, e higiene, que se presentan en
planta responsabilizándose de múltiples funciones ligadas a todas las áreas de
planta, entre las cuales por sección destacan las siguientes:
• Mantenimiento correctivo: Tiene como objetivo velar por el buen
funcionamiento de las máquinas y áreas que le correspondan.
• Mantenimiento preventivo: Organiza y solicita mantenimientos
previamente programados, con un plan de repuestos a utilizar en cada una de
las diferentes maquinarias y líneas de producción.

8
El departamento está conformado por el siguiente personal:
Gerente de Mantenimiento Mecánico
1) Coordinación, planificación y programación del mantenimiento mecánico
correctivo y preventivo.
2) Manejo y distribución de personal y recursos.
3) Diseño de instalaciones y/o modificaciones menores en planta.
4) Elaboración de procedimientos y prácticas operativas de mantenimiento
mecánico.
Supervisores de Mantenimiento Eléctrico
Tiene bajo su responsabilidad el mantener en óptimas condiciones los equipos
eléctricos de procesos, fuente de energía, tableros, panel de control y conexiones
eléctricas así como de la electricidad general de planta.
Supervisor de Mecánica
Desarrolla la función de supervisar y coordinar el personal de taller mecánico que
labora en el área de maquinarias pesadas. Ejecuta el plan de inspecciones,
mantenimiento preventivo, administra el inventario de repuesto y elabora informes de
fallas y proyectos.
Supervisor de Planificación Mantenimiento
Es el profesional responsable de la planificación y control de las actividades del
mantenimiento preventivo y correctivos de la planta de manufactura de Alimentos
Heinz, C.A

9
CAPITULO II
EL PROBLEMA
2.1 Planteamiento del Problema
Desde sus orígenes la humanidad ha tenido la necesidad de evolucionar
continuamente para mejorar su calidad de vida. Esto implica la ejecución de diversas
optimizaciones en todas las áreas donde el ser humano se desenvuelve y beneficie.
La industria nació a mediados del siglo XVIII con la finalidad de mejorar la
calidad de vida de las personas y desde esa fecha hasta la actualidad su evolución se
ha ido incrementando exponencialmente acompañado de un conjunto de mejoras las
cuales tienen como meta crear un mundo mejor.
La máquina es una creación del hombre la cual es un gran aporte a la
industrialización, ya que gracias a ella se pueden realizar trabajo o actividades que el
humano no podría, en cuanto a esfuerzo, precisión, trabajo, continuidad en el tiempo,
etc. Además de un factor importante como lo es la preservación del esfuerzo físico
que generalmente al ser expuesto de manera muy continua tiene a perjudicar al ser
humano.
Un área muy importante a nivel mundial, en donde las maquinas juegan un papel
importante,es en las líneas de producción, las cuales son diseñadas para cumplir una o
más actividades específicas con el fin de desarrollar un proceso de fabricación y
ensamblaje de un producto o la preparación desde la materia prima hasta el
empaquetado de un alimento.
Al pasar del tiempo, las industrias se han visto en la necesidad de actualizar y/o
modificar sus líneas de producción para garantizar la optimización y mejor
funcionamiento, así como también en pro al cuidado del personal encargado en el
manejo de las maquinas.
Actualmente la tecnología ha crecido, y con ella han surgido un sinfín de posibles
soluciones a los problemas o inconvenientes que pueden presentarse en distintos

10
procesos en una línea de producción, así como también modificaciones que se puedan
realizar para que el proceso obtenga mejores resultados.
En la industria alimenticia el cuidado que se debe tener para la realización del
proceso desde el ingreso de la materia prima hasta su embalado final es sumamente
exigente debido a sus condiciones sanitarias, es por ello que tanto las máquinas como
el personal deben cumplir con las condiciones más idóneas para la ejecución del
trabajo.
Alimentos Heinz, C.A. está siempre en la búsqueda de soluciones rápidas y
eficaces así como también estrategias para mejorar el desenvolvimiento de todas sus
líneas de producción. Una de las más importantes y quizás por ser el producto con
más renombre y reconocimiento para Alimentos Heinz, C.A. a nivel mundial es la
salsa de tomate Ketchup. Esta línea cuenta con múltiples procesos; empezando por el
área de preparación donde la materia prima se concentra en diversos recipientes
donde se cocina la salsa para pasar posteriormente al homogeneizador y de allí a la
llenadora para surtir las botellas que pasaran a la tapadora y al túnel de enfriamiento,
luego las botellas son etiquetadas y embaladas en grupo de 12 unidades con un
plástico termoencogible y pasan al Paletizador para terminar el proceso. Esta línea
cuenta con dos presentaciones, Ketchup de 397gr y Ketchup de 1000gr.
Sin embargo existe un proceso previo el cual consiste en el suministro de botellas
antes de ser llenadas. Las botellas llegan inicialmente apiladas en una paleta, un total
de 20 (veinte) botellas por paletas, que se distribuyen en 20(veinte) botellas por paño
o fila que a la vez son divididas por una lámina de cartón que se le asigna el nombre
de separador, estas paletas de botellas también cuentan con un marco que suele ser de
acero o plástico el cual se ubica en la parte superior de la paleta, específicamente en
el primer paño de botellas, la función de este marco es mantener todos los paños en
estabilidad al momento de transportar la paleta de un lugar a otro, como por ejemplo
desde el almacén de envases hasta el Depaletizador y así evitar fracturas en las
botellas, a este marco metálico o plástico se le asigna el nombre de alineador.Esta
paleta de botellas es transportada gracias a un operador y un montacargas desde el

11
almacén de envases hasta el Depaletizador, el cual se encarga de retirar paño a paño
las botellas para ser colocadas en una banda transportadora y de allí ser enviadas a la
entrada de la línea de Ketchup. El Depaletizador solo cumple la función de desarmar
la paleta, ignorando por completo el marco alineador y los cartones separadores que
son retirados por un operador. De allí surge la necesidad, como mejora del proceso,
de encontrar una solución para lograr retirar ambos elementos sin necesidad de
utilizar la mano de obra humana.
Con el fin de automatizar el proceso y evitar como consecuencia el esfuerzo físico
del operador, además de prescindir de inconvenientes como por ejemplo fracturas o
caídas de botellas las cuales pueden convertir en una zona de riesgo para los
operadores de la línea, es ideal diseñar un dispositivo que ayude tanto al proceso
como a los operarios y que tenga la capacidad de operar con repuestos de fácil
acceso.
2.2Formulación del Problema
¿Cómo podrá el mecanismo sujetador mejorar la función de retirar tanto los
separadores de cartón como los marcos alineadores, además de facilitar el trabajo del
operador y reducir la problemática a nivel de repuestos?
2.3 Objetivos de la Investigación
2.3.1 Objetivo General
Diseñar un mecanismo sujetador para retirar los cartones y marcos alineadores
situado en la parte superior de la paleta de botellas vacías de Kétchup antes de entrar
al transportador de la línea de salsa de tomate.
2.3.2 Objetivos Específicos
1. Evaluar la situación actual del proceso para retirar los separadores de cartón y
marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup.
2. Medición de los factores relevantes, de los sistemas que van a interactuar con
el mecanismo sujetador para retirar los separadores de cartón y marcos alineadores de
las paletas de botellas de entrada a la línea de Ketchup.

12
3. Elegir qué tipo de elementos (hidráulicos, neumáticos, eléctricos) son los
apropiados para el mecanismo sujetador para retirar los separadores de cartón y
marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup.
4. Elegir, diseñar y programar el sistema de control que sea más apropiado (PLC,
Microcontroladores u otros).
5. Construir el mecanismo sujetador para retirar los separadores de cartón y
marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup.
2.4 Justificación
Siempre es importante realizar mejoras, no solo para la optimización sino
también para el bienestar del personal operador, el tiempo que conlleva realizar la
actividad de retirar ambos elementos (separador y alineador) se pueden disminuir y
así aumentar la velocidad de producción. Por otra parte, el esfuerzo físico que realiza
el operador para retirar ambos elementos, pero en especial el alineador cuando este es
de acero se puede eliminar sustituyendo al hombre por máquina. Junto a esto se puede
agregar las pérdidas de material, en este caso las botellas de vidrio, las cuales en
ocasiones son fracturadas y posteriormente desechadas debido a alguna mala
manipulación del operador con los marcos alineadores.
2.5 Limitaciones
El tiempo de investigación está estipulado en 8 meses, sin embargo, en el transcurso
del desarrollo de la investigación pueden surgir nuevas variables provenientes de
ideas consolidadas y derivadas de la propuesta de solución que se adopte que pueden
extender este período de investigación.
El costo de fabricación del dispositivoy la fabricación misma, corre por parte de la
empresa Alimentos Heinz, C.A, aun cuando en su mayoría de las partes ya se
encuentran en la misma, pudiera darse el caso que la gerencia de mantenimiento
decida otra cosa para su construcción.
2.6 Alcance
La presente investigación tendrá como objetivo encontrar una solución óptima a
la problemática presentada, mediante estudios y análisis se logrará encontrar el

13
sistema adecuado a implementar. Además de garantizar que el diseño final cumpla
con el objetivo de realizar el retiro de ambos elementos (marco alineador y
separadores) con el fin de lograr un producción con mayor velocidad y evitar que el
personal haga uso de esfuerzo físico. Además, se requiere alcanzar una condición de
fácil mantenimiento al dispositivo y de remplazo de refracciones con fácil acceso.
Por último, este trabajo será utilizado como trabajo de grado, requisito parcial para la
obtención del título de ingeniero mecánico

14
CAPITULO III
MARCO TEÓRICO
El marco teórico constituye un aspecto de mucha importancia de la investigación. En
términos generales aquí se representa la explicación teórica para comprender la
naturaleza del hecho investigado, o lo que es lo mismo, sustentar teóricamente el
estudio. En este caso del Diseño de un Mecanismo Sujetador para Retirar los
Separadores de Cartón y Marcos Alineadores de las Paletas de Botellas de Entrada a
la Línea de Ketchup.
Con el fin de contar con la mayor información posible las cuales puedan avalar la
construcción del proyecto, se presentan a continuación una serie de investigaciones
realizadas por diversos autores quienes aportan sus conocimientos y logros en pro de
que futuros trabajos puedan sustentarse en base a ellos, constituyendo un valioso
aporte para la realización de esta investigación. Según Ezequiel Ander-Egg (1990) se
refiere al marco teórico y antecedentes: “La expresión de las proposiciones teóricas
generales, las teorías específicas, los postulados, los supuestos, categorías y
conceptos que han de servir de referencia para ordenar la masa de los hechos
concernientes al problema o problemas que son motivo de estudio e investigación".
3.1. Antecedentes de la Investigación
Para dar inicio a la investigación, se encontró un interesante trabajo realizado por
Navarro, V. (2010) egresado de la Universidad Tecnológica Equinoccial de
Ecuador“Diseño y construcción de un brazo robótico neumático para colocar
parabrisas.” El propósito planteado consistía en incorporar a una determinada
empresa un brazo robótico neumático para el montaje de parabrisas.
La investigación se fijó en la modalidad de proyecto factible y diseño de campo
ya que la recolección de datos fue realizada directamente de la realidad donde
ocurren los hechos, la población fue la empresa objeto de estudio AYMESA S.A., y
la muestra estuvo conformada por los trabajadores y tiempos muertos en la línea de
producción. Para la obtención de la información se usaron técnicas e instrumentos de

15
recolección de datos como la observación directa, la entrevista no estructurada y la
revisión documental. Se concluyó que con la optimización del proceso productivo se
reducen los accidentes de trabajo, con esta herramienta se contribuye a mejorar la
ergonomía de los trabajadores involucrados en dicho proceso, los resultados de esta
investigación obligarán a trabajadores y autoridades a asumir con responsabilidad los
retos de la implementación de nuevas herramientas para el beneficio de la empresa
AYMESA S.A. Al eliminar o reducir los accidentes, sus trabajadores laborarán con
mayor eficiencia. El aporte más significativo de este estudio, radica en que permite
visualizar la metodología, y proceso del diseño de un manipulador neumático
sujetador para los marcos alineadores y separadores de botellas de Ketchup.
Como segundo antecedente, se considera una investigación realizada por Andueza
L. y Aguirre I. (2013) egresados de la Universidad de los Andes “Diseño de un
manipulador robótico con tres grados de libertad.” El objetivo de la investigación
fue establecer una descripción de los aspectos básicos del modelado, diseño y
construcción de un manipulador de carga robótico con tres grados de libertad.
El diseño del manipulador fue ejecutado con fines didácticos para profundizar el
comportamiento de la automatización, robótica y diseño, arrojando datos importantes
que serán utilizados para ejecutar proyectos a mayor escala y de apoyo a la
comunidad estudiantil de la Universidad de Los Andes. En este proyecto muestran la
utilización de distintos dispositivos como servo-motores, actuadores, sensores,
encoders y sistemas de transmisión por engranajes, se realizan cálculos de cinética
directa e inversa de los actuadores así como también modelos dinámicos de dichos
actuadores, además de cálculos de diseño en los que involucra, esfuerzo, momentos,
fatigas que son soporte y modelos para otras aplicaciones. En el ámbito energético se
encuentra una tabla donde se analizan tres formas de energía; eléctrica, neumática e
hidráulica, de donde se selecciona la manera más eficaz para suministrar los
movimientos deseados del dispositivo. De aquí, la utilidad para implementar las
diferentes estrategias, cálculos y modelaciones para el diseño del sistema se sujeción
y extracción que se planifica diseñar.

16
Como último antecedente, la investigación realizada por García V. (2011)
egresada de la Universidad Experimental de Guayana “Relación del puesto de
trabajo: Soldador: con afección por patologías osteomusculares empresa
ensambladora automotriz.” La intención del presente estudio fue analizar la
problemática que puede existir en los trabajadores que se exponen con frecuencia a
movimientos repetitivos, donde puede existir agotamiento en algunas zonas del
cuerpo y probablemente lesiones a mediano o largo plazo.
Aquí se aplicó el método Rapid EntireBodyAssessment (REBA) para la
evaluación de posturas adecuadas, fuerza o carga ejercida repetitividad de
movimientos y transmisión de vibraciones en los diferentes puestos de trabajo. Se
encontró como resultado que los trabajadores estaban expuestos a riesgos
disergonomicos, tomando como solución una medida correctiva de ingeniería en los
puestos de trabajo, también implementar un programa de pausas activas cada dos
horas de forma alternante para que el trabajador entre en ejercicio de descanso y
relajación.
La implementación de talleres de higiene postural se encontró como alternativa
para instruir a los trabajadores en la forma adecuada de cómo utilizar su mecánica
corporal. Como aporte, entrega el estudio a nivel físico de las actividades que se
realizan de manera repetitiva y las consecuencias que pueden ocasionar. Para ésta
investigación, el valor agregado se muestra para el desarrollo de la ingeniería creando
un dispositivo que elimine el esfuerzo físico del operador y movimiento repetitivo
que la actividad implica al retirar el marco alineador de las botellas de Kétchup,
evitando así las consecuencias patológicas que puedan existir en el personal a
mediano o largo plazo y conjuntamente evitar despistes o accidentes debido al peso
del marco alineador el cual puede traer como consecuencia la fractura de las botellas
de vidrio y ocasionar accidentes mayores al personal que se encuentre en los
alrededores de la máquina.

17
3.2. Bases Teóricas
3.2.1. Manipulador de Carga
Jiménez M. (2014), señala que el manipulador de carga neumático es una
máquina de accionamiento manual o automática que permite el movimiento de una
carga de manera rápida y con muy poco esfuerzo, realizando movimientos en
cualquier dirección del espacio dentro de límites definidos en el proyecto, facilitando
al operador trabajar sin fatigas y en condiciones de máxima seguridad.
El equilibrio del peso del implemento, con o sin carga, se obtiene mediante la
acción de un balancín neumático. Se ofrecen manipuladores instalados en cualquier
sector industrial generando soluciones eficaces y confiables para dar previo
cumplimiento a la solicitud y exigencia de la manipulación de cargas. Estos
dispositivos son herramientas útiles para manipular cargas de formas y dimensiones
distintas.Estos manipuladores contribuyen significativamente a aumentar la
producción, reducir los gastos por productos no conformes y minimizar los riesgos
laborales relativos a la manipulación de cargas. Manipular cargas con Ergonomía y
Seguridad: En todos los ambientes de trabajo el uso de manipuladores industriales es
la única solución válida para la manipulación de cargas debido a los siguientes
aspectos:
1. Mantener constante la producción (un hombre que manipula manualmente cargas
no puede mantener el mismo ritmo de trabajo durante todas las horas y días
laborables).
2. Prevenir dolores músculo esqueléticos y/o lesiones osteomusculares en los
operarios.
3. Dar previo cumplimiento a la legislación referente a Salud Ocupacional.
3.2.2Estructura de los manipuladores Las características básicas de la estructura de los manipuladores están formadas
por los tipos de articulaciones y configuraciones clásicas de brazos mecánicos
industriales, De forma más precisa, un manipulador industrial convencional es una

18
cadena cinemática abierta formada por un conjunto de eslabones o elementos de la
cadena interrelacionados mediante articulaciones o pares cinemáticos que permiten el
movimiento relativo entre los sucesivos eslabones como lo esquematiza la figura 4.
Se dice que una cadena cinemática esabierta si, numerando secuencialmente los
enlaces desde el primero, cada enlaceestá conectado mediante articulaciones
exclusivamente al enlace anterior, y alsiguiente, excepto el primero, que se suele fijar
al suelo, y el último, uno de cuyosextremos queda libre y equipado con una
herramienta apropiada para manipularobjetos. (Baturone, 2001)
Figura 3: Manipulador de carga Fuente: Vinca.es

3.2.3 Tipos de articulacionesExisten diferentes tipos de articulaciones. Las más utilizadas son las
en la figura 5.
Los movimientos cinemáticos de un brazo, pueden clasificarse de acuerdo
de articulación que usan para determinar su movimiento; y pueden ser:
Articulación de rotación.
alrededor del eje de la articulación. Está articulación es, la más empleada.
Articulación prismática.
eje de la articulación.
Articulación cilíndrica.
Articulación planar.
plano, existiendo por lo tanto, dos grados de libertad.
Articulación esférica.
espacio.
El espacio de trabajo es el conjunto de puntos en los que puede situarse el efector
final del manipulador. Corresponde al volumen encerrado por las superficies que
determinan los puntos a los que accede el manipulador con su estructura totalmente
extendida y totalmente plegada.
19
Figura 4. Cadena cinemática abierta
Fuente:(Baturone, 2001)
Tipos de articulaciones Existen diferentes tipos de articulaciones. Las más utilizadas son las
Los movimientos cinemáticos de un brazo, pueden clasificarse de acuerdo
de articulación que usan para determinar su movimiento; y pueden ser:
Articulación de rotación. Suministra un grado de libertad consistente en una rotación
alrededor del eje de la articulación. Está articulación es, la más empleada.
rismática. El grado de libertad consiste en una traslación a lo largo del
eje de la articulación.
Articulación cilíndrica. Existen dos grados de libertad: una rotación y una traslación.
Articulación planar. Está caracterizada por el movimiento de desplazam
plano, existiendo por lo tanto, dos grados de libertad.
Articulación esférica. Combina tres giros en tres direcciones perpendiculares en el
El espacio de trabajo es el conjunto de puntos en los que puede situarse el efector
anipulador. Corresponde al volumen encerrado por las superficies que
determinan los puntos a los que accede el manipulador con su estructura totalmente
extendida y totalmente plegada.
Existen diferentes tipos de articulaciones. Las más utilizadas son las que se indican
Los movimientos cinemáticos de un brazo, pueden clasificarse de acuerdo al tipo
de articulación que usan para determinar su movimiento; y pueden ser:
Suministra un grado de libertad consistente en una rotación
alrededor del eje de la articulación. Está articulación es, la más empleada.
El grado de libertad consiste en una traslación a lo largo del
Existen dos grados de libertad: una rotación y una traslación.
Está caracterizada por el movimiento de desplazamiento en un
Combina tres giros en tres direcciones perpendiculares en el
El espacio de trabajo es el conjunto de puntos en los que puede situarse el efector
anipulador. Corresponde al volumen encerrado por las superficies que
determinan los puntos a los que accede el manipulador con su estructura totalmente

Por otra parte, todos los puntos del espacio de trabajo no tienen la mi
accesibilidad. Los puntos de accesibilidad mínima son los que las superficies que
delimitan el espacio de trabajo ya que a ellos solo puede llegarse con una única
orientación. (Baturone, 2001)
3.2.4Depaletizador HeinzUn depaletizador no es más que un equipo de depaletizado automático que se
caracteriza por si fiabilidad y el gran comportamiento que ofrece. Esta máquina ha
sido diseñada para satisfacer las necesidades en líneas de media
usado en grandes empresas y mayormente hay varias unidades dependiendo el
20
Por otra parte, todos los puntos del espacio de trabajo no tienen la mi
accesibilidad. Los puntos de accesibilidad mínima son los que las superficies que
delimitan el espacio de trabajo ya que a ellos solo puede llegarse con una única
(Baturone, 2001).
Figura 5. Tipos de articulaciones Fuente: (Baturone, 2001)
Depaletizador Heinz Un depaletizador no es más que un equipo de depaletizado automático que se
caracteriza por si fiabilidad y el gran comportamiento que ofrece. Esta máquina ha
o diseñada para satisfacer las necesidades en líneas de media-
usado en grandes empresas y mayormente hay varias unidades dependiendo el
Por otra parte, todos los puntos del espacio de trabajo no tienen la misma
accesibilidad. Los puntos de accesibilidad mínima son los que las superficies que
delimitan el espacio de trabajo ya que a ellos solo puede llegarse con una única
Un depaletizador no es más que un equipo de depaletizado automático que se
caracteriza por si fiabilidad y el gran comportamiento que ofrece. Esta máquina ha
-alta producción. Es
usado en grandes empresas y mayormente hay varias unidades dependiendo el

21
número de líneas existentes. Uno de los tipos de depaletizador activo en la empresa
Alimentos Heinz, C.A. es el que se muestra en la Figura 6:
Figura 6. Depaletizador Línea Ketchup Alimentos Heinz, C.A.
Fuente: González J. (2015).
3.3 Consideraciones de diseño
3.3.1 Factores de diseño. A veces la resistencia de un elemento en un sistema, es un asunto muy importante
para determinar la configuración geométrica y las dimensiones de dicho elemento. En
tal caso, se dice que la resistencia es un factor importante de diseño. Cuando se utiliza
la expresión: consideración de diseño; se está refiriendo a una característica que
influye en el diseño de un elemento, quizá, en todo el sistema.
Generalmente se tienen que tomar en cuenta varios de estos factores en un caso de
diseño determinado. (Budynas R. y Nisbett J. 2.008).

22
Algunos de los más importantes son los siguientes: Resistencia, confiabilidad,
propiedades térmicas, corrosión, desgaste, fricción (o rozamiento), procesamiento,
utilidad, costo, seguridad, peso, duración, ruido, estilización, forma, tamaño,
flexibilidad, control, rigidez, acabado de superficies, lubricación, mantenimiento,
volumen y responsabilidad legal.
Algunos de estos factores se refieren directamente a las dimensiones, al material,
al procesamiento o proceso de fabricación, o bien a la unión o ensamble de los
elementos del sistema. Otros se relacionan con la configuración total del sistema.
3.3.2 Factor de Seguridad. El coeficiente de seguridad también conocido como factor de seguridad N, es un
número que se utiliza en ingeniería para los cálculos de diseño de elementos o
componentes de maquinaria, estructuras o dispositivos en general, proporcionando un
margen extra de prestaciones por encima de las mínimas estrictamente necesarias.
(Budynas R. y Nisbett J. 2.008). Así, en los cálculos de resistencia mecánica, el factor
de seguridad se aplica principalmente de dos maneras:
1. Multiplicando la dimensión del elemento resultante de los cálculos teóricos.
2. Dividiendo las propiedades favorables del material que determinan el diseño.
Es por ello que, en ambos casos, resulta en un dimensionamiento adicional del
componente. Este sobredimensionamiento se justifica por variadas causas, como por
ejemplo: previsiones de desgaste o corrosión, posibles errores o desviaciones en las
propiedades previstas de los materiales que se manejan, diferencias entre las
propiedades tabuladas y las obtenibles en la realidad, tolerancias de fabricación o
montaje, tolerancias por incertidumbre en las solicitaciones a que se someterá el
elemento, la propia incertidumbre del método de cálculo, etc. Estos factores de
seguridad por lo general provienen de la experiencia empírica o práctica, por lo cual
están tabulados y contemplados en las normas o la literatura, o bien se aplican según
la experiencia personal del diseñador.

23
En general para el mismo tipo de elemento dependerá del tipo de uso o servicio
que se le piense dar. Por ejemplo, para una máquina de uso continuo se usará un
factor de seguridad mayor que para una de uso esporádico.
Finalmente se puede decir que en resistencia de materiales se aplica un coeficiente
de seguridad superior o inferior dependiendo del uso del componente. Así, en el
cálculo de dimensionamiento de sección de un cable para tender la ropa se utilizara
un coeficiente de seguridad inferior al utilizado para ese mismo cable cuando se
estudia su empleo para sustentar un ascensor. En la tabla 1 se muestran los factores de
seguridad dependiendo del tipo de elemento que se va a diseñar.
TIPO DE CARGA
Materiales dúctiles.
Aceros.
Materiales
frágiles. Fundición.
Madera
Nu Ny Nu Nu
Cargas muertas
(Constantes) 2,6 - 4,2 1,25 - 2,0 4,5 - 6,5 6 - 8
Cargas repetidas, en una
dirección.
Choque moderado.
5 - 7 2,5 - 3,5 6,5 - 9,0 9 - 11
Cargas repetidas,
invertidas.
Choque moderado
7 - 9 3,5 - 5,0 10 – 13 13 – 16
Choques fuertes 10 – 15 5 – 8 15 – 20 15 - 20
Tabla 1. Factores de Seguridad Fuente: Molina M.1.970
3.3.3 Esfuerzos
Uno de los primeros problemas que enfrenta el ingeniero diseñador es tener la
certeza de que la resistencia de la parte que se diseñe siempre sea mayor que el
esfuerzo atribuido a cualquier carga que se le pueda aplicar. Por lo tanto se debe
diseñar tomando en cuenta este elemento para lograr un dispositivo seguro y
confiable.
a) Esfuerzos Uniformemente Distribuidos.
Con frecuencia, en diseño se plantea la hipótesis de que hay una distribución
uniforme de esfuerzo. Según (Budynas R. y Nisbett J. 2.008), el resultado obtenido

24
con esa suposición se le llama tensión pura, compresión pura o cortante puro,
dependiendo de cómo se aplique la carga externa al cuerpo en estudio. A veces se
emplea el calificativo simple en vez de puro, para expresar que no hay otros efectos
que compliquen la situación. Una barra en tensión es un ejemplo típico.
En este caso, una carga de tensión F se aplica mediante los pasadores que
atraviesan los extremos de la barra. La hipnosis de esfuerzo uniforme significa que si
corta la barra en una sección transversal, alejada de ambos extremos, y se separa una
de las mitades, es posible sustituir su efecto aplicando una fuerza uniformemente
distribuida de magnitud �� en el extremo cortado. Entonces se dice que el esfuerzo σ
esta uniformemente distribuido y se calcula por la siguiente ecuación:
� � �� (1)
Donde � es la fuerza aplicada y � es el área de la sección transversal. Para
justificar esta hipótesis de distribución uniforme del esfuerzo se requiere que:
1. La barra sea recta y de material homogéneo.
2. La línea de acción de la fuerza pase por el centroide de la sección.
3. La sección esté suficientemente alejada de los extremos y de cualquier
discontinuidad o cambio en la sección transversal.
b) Esfuerzos Normales por Flexión.
Para deducir las relaciones correspondientes a los esfuerzos normales por flexión
se harán las siguientes idealizaciones:
1. La viga se somete a flexión pura; esto significa que la fuerza cortante es cero y
que no hay cargas axiales ni de torsión.
2. El material es isótropo y homogéneo.
3. La viga es inicialmente recta y su sección transversal es constante en toda su
longitud.
4. La viga tiene un eje de simetría en el plano de la flexión.

25
5. Las dimensiones de la viga son tales que solo puede fallar por flexión y no por
aplastamiento.
6. Las secciones transversales planas permanecen así durante la flexión.
Figura 7. (a) Paralelepípedo sometido a un momento flector MF puro; (b) paralelepípedo afectado por el momento flector y (c) ampliaciónde un corte en
el medio del paralelepípedo Fuente: Tassoni D. 2.007
En la figura 7 se observa un cuerpo en forma de paralelepípedo, sometido a
flexión, por un momento flector “puro”; la pieza adquiere la forma de la fig. 7 -b,
permitiendo a sus distintas secciones transversales adyacentes, girar las unas respecto
a las otras. La figura 7-c, representa una vista ampliada de un corte en el medio de la
Fig. 7-b (sección A-A); tomamos un diferencial de área para una distancia + x en el
cual las fibras están sometidas a tracción y otro diferencial de área a una distancia – x,
en donde las fibras de la pieza están sometidas a compresión; para cada
(2)
Existe un
(3)
Para el que contribuyen los más alejados; el esfuerzo de tracción máximo
ocurre en c y el mínimo, de compresión, ocurre en –c y se tiene que:
(a) (b) (c)

26
��á� � ���í (4)
En cualquier otra posición, se tiene que
� � ��� � (5)
Si integramos la expresión (3), tenemos que la reacción interna iguala al efecto
externo:
maxi i f
A A A A
M dM xdF x dA x dA Mc
= = = = ≡σσ∫ ∫ ∫ ∫2 (6)
Así
maxf
A
M x dAc
= σ∫
2 (7)
Como A
x dA∫2 =I y es el momento de inercia de la sección transversal de la pieza,
alrededor del eje y, que pasa por su centro de gravedad, la expresión (7) es igual a
� � ��á�� �� � ��á� � ����� (8)
c) Análisis de piezas largas sometidas a compresión.
Existen elementos de máquina, que no fallan cuando la tensión resultante aplicada
se acerca a los valores de resistencia del material, sino mucho antes. El mismo
obedece a la existencia de un llamado equilibrio inestable. Un ejemplo típico son las
columnas,muchos elementos de máquina se comportan como si fueran columnas, sin
serlo. Algunos ejemplos que se pueden citar son: la BIELA de un motor de
combustión interna, el soporte central del tren de aterrizaje de un avión, el vástago del
émbolo de un cilindro hidráulico, etc. Considerando, por ejemplo, los dos elementos

27
que se indican en la figura 8 ¿Cuál es el más crítico? La respuesta a esta pregunta,
resulta demasiado evidente: sin pensar siquiera en la sección, o en la dimensión de la
sección transversal del elemento, todos concuerdan en afirmar que el más crítico es el
más largo, en este caso el de la figura 8.b.
Para visualizar mejor esta situación, imagine una regla de plástico o la antena de
un carro, a la cual se le aplica una carga P de compresión, se observa que la regla(o la
antena) se arquea (dobla) como el paralelepípedo de la figura 7, es decir, la pieza
hapandeado; el pandeo no es la curvatura sino la falla, sin quitar la carga P. Si se
quita la carga P, la regla (o la antena) se endereza, un pequeño desplazamiento
lateral,productode la deformación mostrada, genera una reacción interna que se opone
a P, debido a un “momento elástico interno”. Al desaparecerP, este momento es
suficiente para que la pieza recobre su forma recta, esto se denominó “estabilidad
elástica”. La primera vez que se escuchó este término fue en el año 1.744, en un
tratado de Leonhard Euler (1.707-1.783), matemático, físico e ingeniero que paso
largos años para tratar de explicar este problema, ya que la estabilidad elástica solo
explica cuando la pieza se endereza, el verdadero problema es explicar cuando la
pieza llegará a la “inestabilidad elástica o geométrica”, es decir, cuando el momento
elástico interno ya no es capaz de contrarrestar el efecto de P, y cuando esto ocurre la
pieza falla (cede) abruptamente y se produce el colapso.
Euler, poco antes de morir, en 1.780, completó su largo trabajo, con la propuesta
que lleva su nombre, analizando la forma de una columna sometida a carga axial,
como la representada en la figura 8 desarrolló la ecuación:
��� � ������ (9)

28
Figura 8. Elementos de Máquina de igual sección transversal, e idénticos sistemas de carga; difieren únicamente en cuanto a las correspondientes
longitudes. Fuente: Tassoni D. 2.007
Esta expresión es conocida como la “fórmula de EULER”, para columnas con
extremos libres de girar, en la cual se tienen las siguientes magnitudes:
� = Módulo de Elasticidad del material que conforma la pieza [Pa]
� = Inercia de la sección transversal de la pieza [m4]
� = longitud de la pieza [ m]
El subíndice cr que se asocia a la carga P, indica el carácter crítico de la carga de
compresión aplicada, la cual es la carga que lleva a la pieza a la inestabilidad elástica,
en el instante de la falla. Otra utilización sencilla que permite realizar la ecuación
de Euler, consiste en aplicar directamente la LONGITUD DE PANDEO,
sustituyéndola en la expresión (9), a la longitud del elemento con extremos libres de
girar. La longitud de pandeo depende de la fijación de los extremos de la columna.
Un ejemplo de esta aplicación se presenta a continuación considerando la pieza de la
figura 10, que es la representación de una pieza larga, con un extremo libre y el otro

29
empotrado. Si observamos la forma que adopta la pieza sometida a compresión, se ve
la similitud con la representada en la figura 9 la pieza de la figura 10 adopta la forma
de la mitad superior de la indicada en la figura 9; prolongando idealmente la forma
de la pieza con un extremo empotrado y el otro libre, como se indica en trazos
negros en la figura 10 .Se obtiene la misma de la pieza con ambos extremos libres;
pero esto ocurre para un elemento "ficticio" cuya longitud total es, en este caso, el
doble de la altura del original. Para este elemento se tiene entonces que su longitud de
pandeo L P es 2h. Haciendo esta sustitución en la expresión (9) se obtiene.
Figura9. Representación de un elemento de máquina largo, con un extremo libre de girar, y el otro guiado, sometido a compresión, o ambos libres de girar sometido a una carga axial F de compresión (la deformación del elemento ha
sido magnificada). Fuente: Tassoni D. 2.007
Figura 10. Elemento de Máquina, con un extremo empotrado y el otro libre, sometido a una carga axial F de compresión.
Fuente: Tassoni D. 2.007

30
(10)
Que para la pieza de la figura 17 es entonces
(10a)
Si se analiza la geometría que adoptan distintas piezas largas, sometidas a
compresión, en función de la manera de fijación de sus extremos, se puede tratar de
generalizar esta posibilidad que brinda la ecuación de Euler. Observando, para ello, la
figura 11; en 11.a se tiene una pieza con ambos extremos empotrados:
geométricamente se obtiene que su longitud de pandeo LP es igual a h / 2; para esta
pieza la expresión (10) resulta
(10b)
La pieza representada en la figura 11-b, posee un extremo empotrado y el otro
libre de desplazarse verticalmente; nuevamente en forma geométrica se obtiene una
longitud de pandeo L P igual a 0,707 h; la expresión (10) es:
(10c)
Figura 11 Representación de elementos de máquina largos, sometidos a la carga axial de compresión de compresión F; (a) elemento con ambos extremos empotrados; (b)
elemento con un extremo empotrado y el otro guiado. Fuente: Tassoni D. 2.007.

31
Considerando las expresiones (9), (10), (10.a), (10.b) y (10.c) y los casos para los cuales son válidas, se puede escribir la ecuación de Euler como
(11)
En la ecuación (11), es el factor de fijación de extremos, y para los casos
presentados se tienen los siguientes valores
Con extremos libres de girar (caso de la Fig. 9Ec. (9)).
Con un extremo empotrado y el otro libre (caso de la Fig. 10Ec. (10)).
Con un extremo empotrado y el otro libre de desplazarse verticalmente
(guiado). (Caso de la Fig. 11-b Ec. (10c)).
Con extremos empotrados (caso de la Fig. 11-a Ec. (10b)).
Como se debe diseñar elementos de máquina, se considera la falla, es decir, se
añade un factor de seguridad y , siendo la carga que debe soportar
la pieza.
Como se observa en la figura 12, en los alrededores del punto de intersección
entre el valor de Syy la fórmula de Euler, existe cierta incertidumbre. La misma es
eliminada por la parábola de Johnson, la cual se obtiene de la siguiente manera:
Figura 12: Representación gráfica de los criterios de Euler y de Johnson para elementos de máquina largos sometidos a cargas de
compresión. Fuente: Tassoni D. 2.007.
h/R= 20

32
= −π
YcompcrYcomp
SP hS
A nE R( ) ( )2 21
2 (12)
La ecuación (12), es una expresión parabólica tangente al punto ( )cr
y comp
PS
A=
y a la parábola de Euler en = ycompcrSP
A 2. Entonces se obtiene
π= = −πomp
omp
yccryc
SP E hS
A h R nE R
22 2
2
12
( ) ( )( )
y haciendo los cambios de variable
= = = π = π
ycompycomp
S hb S a x y n E c
nE R
2
212
; ;
Sustituyendo se obtiene
cb ax
x− =
es decir, la expresión ax2 – bx + c = 0
ecuación de 2º grado, cuya solución, en la forma ax2 + bx + c = 0, es, si se recuerda,
( )( )
π± −± − ππ= = =
π
ycompycomp ycomp
ycompycomp
S nES S
b b ac nEnExa SS
nE
2 22
2 22
2
2
44 24
22
4
,
finalmente,
x = π
ycomp
nES
22

33
Siendo h
xR
=
2
se obtiene
= = πLimite ycomp
h nEx
R S2
(13)
Este es el valor del coeficiente de esbeltez para el cual, las parábolas de EULER
y de JOHNSON, son tangentes en el punto = ycompSPA 2
, es decir, ambos criterios
son válidos. La parábola de Johnson es válida hasta los valores de esbeltez que igualan la
expresión (13). Para valores mayores a éste, debe utilizarse la fórmula de Euler. Para
valores inferiores a una esbeltez de 20, se utilizará el criterio de falla por fluencia
pues se trata de elementos de máquina cortos, sometidos a compresión.
e) Teorías de falla.
Ahora que se sabe, como poner en evidencia la existencia de las tensiones
máximas, tensiones principales, se deben relacionar con las posibilidades de falla (la
pieza no cumpliría con la finalidad requerida para su funcionamiento) del elemento
de máquina estudiado, con el objetivo de evitar que su falla se presente. Para ello se
han formulado teorías, distintas a la expuesta al principio (conocida como de tensión
normal máxima, la cual se utiliza comparando directamente σσσσ ≤ SY y ττττ ≤ Sycorte,
propuesta por W.J.M. Rankine en 1.845), que se acercan definitivamente más a la
predicción acertada de las condiciones de falla de un elemento de máquina, que esa
primera teoría, quedando está “primera teoría solamente para materiales frágiles”.
Veamos, a continuación, algunas de las más importantes y más utilizadas en el diseño
de piezas.
i) Tresca: Teoría de Tensión de Corte Máxima.
Se considera que está es la teoría de falla más antigua. Originalmente fue
propuesta por el francés C. A. Coulomb (1.736-1.806). Tresca, en 1.864 escribió

34
acerca de la teoría del esfuerzo cortante máximo, y J.J.Guest en Inglaterra realizó
ensayos en el año 1.900, que condujeron a la aceptación de la teoría. Así como se
obtuvo σ1 y σ2 para un estado bidimensional de tensiones, se puede obtener, para un
estado más complejo de tensiones, tal como es el tridimensional, los siguientes
valores:
ττττ12
,2
,2
313
322
21 σσσσσσσσττττσσσσσσσσττττ
σσσσσσσσ −=
−=−=
(14)
La falla iniciará cuando la tensión mayor de corte entre los tres valores de ττττi(sea
ésta ττττi.MAX ) representados en las expresiones indicadas en (18), se iguala a la mitad
del valor de la resistencia a la fluencia del material de fabricación de la pieza,
obtenido en un ensayo de tracción simple. Esto es
��� !Á� � #�2 (15)
La teoría de la tensión de corte máxima, indica igualmente que el límite de
fluencia a corte Sycortede un material es, a lo sumo, igual a la mitad de su límite de
fluencia a tracción Sy, esto es,
#��%�&' � 0,5#� (16)
Esta teoría ofrece buenos resultados en el diseño de elementos de máquina, para
cuya fabricación se utilizarán materiales dúctiles(latones, bronces, aluminio y aceros
laminados y recocidos).
ii) Von Mises – Hencky.
También denominada, teoría de la energía de corte o teoría de la energía de
distorsión.
En 1.904, en Polonia, M. T. Hueber escribió por primera vez sobre la energía de la
máxima distorsión; pero, fueron R. von Mises (Alemania y USA) en 1.913 y H.
Hencky (Alemania y USA) en 1.925 quienes más contribuyeron a ella.
Recientemente, S. Timoshenko, en su History of Strength of MaterialsMcGraw-Hill,
Nueva York, 1.953, ha atribuido esta teoría a J. C. Maxwell de Inglaterra, que la

35
plantea en 1.856. Esta teoría sostiene que cualquier pieza esforzada en forma elástica
sufre un (ligero) cambio en forma, volumen o en ambos, pero no en tamaño. La
energía necesaria para producir este cambio se almacena en forma de energía elástica.
Por lo tanto, un determinado material tiene una capacidad limitada y definida de
energía de distorsión o de corte, y por lo tanto cualquier intento por someter al
material a cantidades mayores de energía de distorsión, provocaría la falla del
elemento, La forma más corrientemente utilizada para expresar la teoría de la energía
de distorsión, es
2 2 2 21 2 2 3 3 1 2 y(σ σ ) (σ σ ) (σ σ ) S− + − + − =− + − + − =− + − + − =− + − + − = (17)
Interpretando lo indicado en (19), esta teoría establece que el inicio de la condición
de falla es, únicamente, función de las diferencias de Tensiones Principales,
independientemente de sus valores absolutos particulares.
Para un estado bidimensional de tensiones, condición para la cual σσσσ3 = 0, la
expresión (19) se convierte en
2S2y = (σσσσ1 - σσσσ2)
2 + σσσσ22 + σσσσ2
1
2S2y = σσσσ2
1 + σσσσ22 - 2σσσσ1σσσσ2 + σσσσ2
1 + σσσσ22 = 2σσσσ2
1 + 2 σσσσ22 - 2σσσσ1σσσσ2
S2y = σσσσ2
1 + σσσσ22 - σσσσ1σσσσ2 (18)
O simplemente
+, � -./0 1 .,0 � ./., 1 23/0 (19)
La expresión (23) permite aplicar, en el caso de un estado bidimensional de
tensiones como el indicado, la teoría de la ENERGÍA DE CORTE o teoría de la
ENERGÍA DE DISTORSIÓN o Teoría de von MISES – HENCKY, sin necesidad
de recurrir al círculo de Mohr, pues en ella se pueden utilizar las tensiones directas,

36
σσσσx, σσσσyyττττ presentes en el estado bidimensional de tensiones aplicado al elemento de
máquina.
Según esta teoría, cuando el sistema de carga que actúa sobre el elemento de
máquina produce tensiones de TORSIÓN PURA (tensiones de corte; σσσσx = σσσσy= 0),
de (23) se obtiene que la falla del material y por ende de la pieza, se inicia cuando se
alcanza
+, � 423/0 � √230 � 3 � +,√2 � 6, 788+, (20)
3.3.5 Soldadura
La soldadura es un medio de unión permanente, que se utiliza ampliamente en la
construcción de elementos de máquinas y en la reparación de algunos de ellos. La
soldadura une dos porciones de metal de iguales o diferentes características en el cual
se utiliza generalmente un material adicional denominado material de aporte, cuyo
punto de fusión suele ser menor a la temperatura de los materiales a unir.
Para el diseño de la soldadura se utilizan datos importantes como las propiedades
mecánicas del electrodo, propiedades mecánicas de los materiales base, espesor del
cordón de soldadura, entre otros. Estos criterios de diseños también dependen de la
aplicación de la pieza a soldar, si está sometida a compresión, corte, tracción, todas
estas dependen de una manera para determinar la resistencia de los materiales y/o
determinar si pueden fallar por fatiga.
Para la soldadura circular sometida a flexión, en la mayoría de los casos se calcula
el ancho de cordón de soldadura que debe utilizarse para que no falle, aunque también
sabiendo el ancho del cordón de soldadura, se calcula el esfuerzo al cual está
sometida la soldadura.
Para determinar la fuerza admisible por metro del filete o cordón de soldadura
(Fr) se utiliza la siguiente ecuación:
�� � !9��:; (21)

37
Donde Mf es el momento de flector al cual está expuesta la soldadura y c es la
distancia media del diámetro de la soldadura (d).
Para soldaduras circulares simple, Iw se calcula por medio de
�< � => �?@(22)
Y para soldaduras circulares dobles, Iw se calcula por medio de
�< � =� �?@(23)
El esfuerzo al cual se encuentra sometido la soldadura (�A) viene dado por la
siguiente ecuación, siendo w el ancho del cordón de soldadura:
�A = BC<(24)
Para cordones de soldadura en ángulo, donde la carga somete a esfuerzos de corte
se deben tomar condiciones de no ruptura de la unión de soldadura, es decir, que no
exista falla en el elemento de máquina, y debe cumplirse:
� � D�EF�45° I��JK1 1 JK2 1 ��JK3 1 JK4 N(25)
Los valores σ y τ se sustituyen por los correspondientes a los valores de
diseño, recordando que #O de corte se relaciona con la resistencia a la fluencia,
#O�EPQK � 0,4#O. Sustituyendo y aplicando factor común obtenemos:
� � D�EF�45° A�S I0.4�JK1 1 JK2 1 �JK3 1 JK4 N(26)

38
3.3.6. Soportes Atornillados
Los soportes atornillados son estructuras utilizadas como uniones no permanentes, los
cuales realizan su trabajo comúnmente con algunos elementos como tornillos, pernos,
pasadores, remaches, etc. Estos soportes pueden estar sometidos a distintos esfuerzos
los cuales se analizan según su comportamiento.
Los soportes atornillado, como el que vamos a considerar, presenta cuatro pernos
situados en los vértices de un rectángulo, si suponemos que el soporte es lo
suficientemente resistente, el efecto de la carga P será soportado homogéneamente
por cada uno de los pernos, siendo n=número de pernos, sobre cada uno actuará una
carga directa, dada por:
�T � U (27)
En la ec. 27 el subíndice i señala la identificación de cada perno, puesto que en
nuestro caso n=4, sobre los pernos actuará en forma directa,
P1=P2=P3=P4=P/4.Adicionalmente a la acción directa de P, se presenta su acción
secundaria, que no es otra que el momento al centroide de gravedad, de la figura
generada por la posición de los pernos. En una sección rectangular, como es el caso,
el centroide se encuentra ubicado en la intersección de las diagonales que tiene por
vértice la posición de cada perno, en este caso, el momento producido por P viene
dado por
� �K (28)
El efecto de la carga debido a P y a la distancia de su línea de aplicación hasta o,
es soportado por cada uno de los pernos, en función de su posición con respecto a su
centroide de gravedad: más cerca de él, menor será la carga que deberá soportar;
mientras más alejado de o se encuentre el perno, mayor será la carga a la cual se verá
sometido. Si designamos por Pi la carga que por efecto secundario de P deberá

39
soportar cada perno y tomamos en cuenta su correspondiente separación al punto o,
distancia que llamaremos ri para cada uno de ellos, podemos escribir la siguiente
ecuación general:
�1P1 � �2P2 � �3P3 � �4P4 � V � �TPT �29
El momento se ve equilibrado por la suma de las reacciones de cada perno, según
su separación ri al centroide:
� �K � ∑ � 1 �TPT� (30)
Sustituyendo y generalizando la ecuación encontramos la expresión para obtener
la carga crítica:
�Y � ! ����Z[\��[\�@[\V�[ (31)
3.3.7. Selección de Rodamientos
Cuando en u rodamiento se ejercen cargas radiales y de empuje, la carga equivalente
es la carga radial constante que generaría la misma vida útil especificada para el
rodamiento que la carga combinada. El método para calcular la carga equivalente P
para tales casos se presenta en el catálogo de fabricantes y adopta la siguiente forma:
P= VXR + YT (32)
Dónde:
P=Carga equivalente.
V=Factor de rotación.

40
R=Carga radial aplicada.
T=Carga de empuje aplicada.
X=Factor radial.
Y=Factor de empuje.
Los valores de X y Yvarían en función del diseño especifico del rodamiento y de
la magnitud de la carga de empuje en relación a la carga axial. Para indicar la carga
de empujelímite, los fabricantes indican un factor al que le llaman e, si la relación
T/R>e se debe utilizar la ecuación (32) para calcular P, en cambio si T/R<e se utiliza
la siguiente ecuación:
P= VR (33)
La tabla adjunta en el anexo A muestra un conjunto de datos para un rodamiento
de bolas de hilera única, ranura profunda. Tanto e como Y dependen de la relación
T/Co donde Co es la especificación básica de carga estática que haría un rodamiento
en particular. Esto presenta dificultades porque el valor de Co no se conoce hasta que
se ha seleccionado el rodamiento. Por consiguiente, se aplica un método sencillo de
ensayo y error. Si a un rodamiento se le aplica una carga de empuje significativa
junto con una carga radial se realizan los siguientes pasos:
A. Suponga un valor de Y a partir de la tabla del anexo A.
B. Calcule P=VXR+YT.
C. Calcule la especificación básica de carga dinámica C que se necesita a partir
de la ecuación 34 o 35.
]?10^ � _�̀?ab �34 E �? _ ]?10^acd �35
D. Seleccione u rodamiento potencial que tenga un valor C cuando menos igual
al valor que se requiere.

41
E. Calcular Co para el cojinete que seleccionó.
F. Calcular T/Co.
G. Determinar e a partir de la tabla anexa A.
H. Si T/R>e, calcular Y a partir de la tabla anexa A.
I. Si el nuevo valor de Y es distinto al que se supuso en el paso A, repetir el
proceso.
J. Si T/R<e, se utiliza la ecuación 33 para calcular P y se procede igual que lo
haría para carga radial simple.
3.3.6. Sistema Neumático
Creus A. (2010) explica que la palabra Neumática se refiere al estudio del
movimiento del aire. Así, como desde el inicio de los tiempos el hombre utilizaba el
aire como medio de propulsión para navegar y en los molinos y bombas de agua,
hasta evolucionar con el pasar de los años y llegar al año 1868 donde George
Westinghose fabricó el freno de aire que revoluciono la seguridad en el transporte
ferroviario. Y no fue sino hasta el año 1959 donde la neumática progresa
ampliamente en la industria con el desarrollo paralelo de los sensores.
Los sistemas de aire comprimido proporcionan un movimiento controlado con el
empleo de cilindros y motores neumáticos y que son aplicables en herramientas,
válvulas de control, posicionadores, martillos neumáticos, pistolas para pintar,
motores neumáticos, prensas neumáticas, robots industriales, vibradores, frenos
neumáticos, etc.Las ventajas que presenta el uso de la neumática son el bajo coste de
sus componentes, su facilidad de diseño e implementación y el bajo par o fuerza
escasa que puede desarrollas a las bajas presiones con que trabaja (6 Bar), lo que
constituye un factor de seguridad. Otras características favorables son el riesgo nulo
de explosión, sin conversión fácil al movimiento giratorio así como lineal, la
posibilidad de transmitir energía a grandes distancias, construcción y mantenimiento
fáciles y la economía en las aplicaciones.La neumática precisa de una estación de
generación y preparación del aire comprimido formada por un compresor de aire, un
deposito, un sistema de preparación del aire (Filtro, lubricador y regulados de
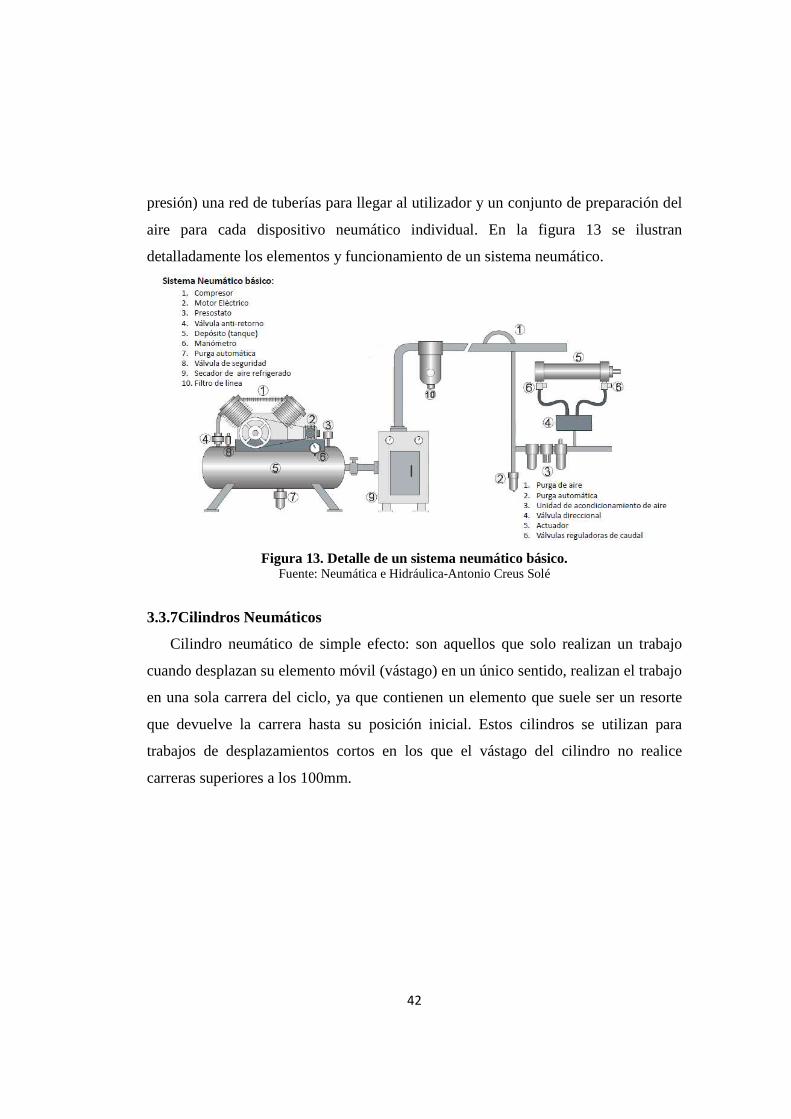
42
presión) una red de tuberías para llegar al utilizador y un conjunto de preparación del
aire para cada dispositivo neumático individual. En la figura 13 se ilustran
detalladamente los elementos y funcionamiento de un sistema neumático.
Figura 13. Detalle de un sistema neumático básico. Fuente: Neumática e Hidráulica-Antonio Creus Solé
3.3.7Cilindros Neumáticos
Cilindro neumático de simple efecto: son aquellos que solo realizan un trabajo
cuando desplazan su elemento móvil (vástago) en un único sentido, realizan el trabajo
en una sola carrera del ciclo, ya que contienen un elemento que suele ser un resorte
que devuelve la carrera hasta su posición inicial. Estos cilindros se utilizan para
trabajos de desplazamientos cortos en los que el vástago del cilindro no realice
carreras superiores a los 100mm.

43
Figura 14. Cilindro neumático de simple efecto. Fuente: https://neumaticabasicaeepp.wordpress.com
Cilindro neumático de doble efecto: son aquellos que pueden realizar el trabajo en
ambas direcciones ya que se les aplica la presión en ambas caras del embolo, pueden
realizar carreras más largas que los cilindros de simple efecto y son muy utilizados en
las industrias por su aplicación y fácil mantenimiento.
Figura 15. Cilindro neumático de doble efecto. Fuente: http://wikifab.dimf.etsii.upm.es/
Existen varios tipos de cilindros neumáticos de doble efecto en los que varían
la cantidad de vástagos, sus diámetros, etc. Los cilindros se seleccionan conociendo la
presión de trabajo, el área del cilindro y la carga que va a soportar, la formula común
para realizar los cálculos es la siguiente:

44
� � Be(36)
Dónde:
P=Presión de Aire comprimido.
F=Carga que soporta.
A=Área del Cilindro.
3.3.8Simbologíade Sistemas Neumáticos
El funcionamiento de los sistemas que utilizan aire a presión como medio de
transmisión de energía se representa mediante esquemas que utilizan símbolos
normalizados.
Figura 16. Simbología de Compresores y Motores Neumáticos. Fuente: Neumática e Hidráulica-Antonio Creus Solé

45
Figura 17. Simbología de Cilindros y Válvulas Neumáticas. Fuente: Neumática e Hidráulica-Antonio Creus Solé
3.3.9 Sistema Hidráulico
Creus A. (2010), La hidráulica utiliza básicamente los fluidos hidráulicos (agua o
aceite) como medios de presión para mover los pistones de los cilindros, el
movimiento típico de dicho pistón dentro de un cilindro se logra gracias a la energía
proporcionada por el sistema hidráulico formado por un motor, una bomba, un
depósito y un conjunto de tuberías que llevan el fluido a presión hasta los puntos de
utilización, válvulas reguladoras de presión, manómetros y otros accesorios.
Dentro de estos sistemas se encuentran los motores hidráulicos (en ocasiones
acoplados a cajas reductoras) con velocidades que abarcan desde 0.5 rpm hasta
10.000 rpm, y el par que proporcionan van desde 1 Nm (baja velocidad) hasta 20.000
Nm (alta velocidad) y algunos otros elementos como válvulas reguladoras de presión.
Los sistemas hidráulicos se aplican típicamente en dispositivos móviles tales como
maquinaria de construcción, excavadoras, plataformas elevadoras, aparatos de
elevación y transporte, maquinaria para agricultura y simuladores de vuelo. Sus
aplicaciones en dispositivos fijos abarcan la fabricación y montaje de máquinas de

46
todo tipo, prensas, máquinas de inyección y moldeo, máquinas de laminación,
ascensores y montacargas.
Figura 18. Esquema de un circuito hidráulico Fuente: Neumática e Hidráulica-Antonio Creus Solé
Entre las ventajas existentes en los sistemas hidráulicos resalta su gran potencia
transmitida con pequeños componentes, posicionamiento preciso, arranque con
cargas pesadas, movimientos lineales independientes de la carga, ya que los líquidos
son casi incompresibles y pueden emplearse válvulas de control, operación suave e
inversa, buen control y regulación y disipación favorable del calor.Y entre sus
desventajas figuran: polución del ambiente con riesgo de incendio y accidentes den el
caso de fuga de aceite, sensibilidad a la suciedad, peligro presente debido a las
excesivas presiones y dependencia de la temperatura por cambio en la viscosidad.
3.3.10 Comparación entre neumática e hidráulica
Creus A. (2010), Los sistemas neumáticos e hidráulicos efectivamente son los
más utilizados a nivel industrial debido a las características que ellos entregan, pero
generalmente se realizan estudios para determinar cuál de ellos es el indicado a
utilizar. Mayormente y debido a la cantidad de ventajas que lo acompañan, los
sistemas neumáticos son los de mayor utilización, debido básicamente por su alcance

47
económico (aire gratis), bajo riesgo de incendio y por su bajo nivel de contaminación
en comparación al sistema hidráulico.
También es importante destacar la comparación fuerza-velocidad de ambos
sistemas, donde el sistema neumático es capaz de generar cargas menores de 30.000N
y alcanzar grandes velocidades, al contrario de los sistemas hidráulicos los cuales
generan cargas por encima de 30.000N pero cuenta con velocidades bajas. A
continuación y de forma resumida se muestra la tabla 2 donde se observan las
comparativas entre los sistemas neumáticos e hidráulicos:
Tabla 2: Comparación entre los sistemas neumáticos e hidráulicos Fuente: Neumática e Hidráulica CreusA. (2010)

48
3.3.11 Automatización
Según García E. (1999), El concepto de automatización lleva implícita la
supresión total o parcial de la intervención humana en la ejecución de diversas tareas
industriales, agrícolas, domesticas, administrativas o científicas. Se aplica la
automatización tanto a las tareas más sencillas, tales como la regulación de la
temperatura de un horno o el mando secuencial de una máquina, como a las más
complejas, tales como la dirección mediante un operador de una unidad o la gestión
automatizada de un establecimiento.
Los principales componentes de la automatización son los transductores y los
capacitores de información, los preaccionadores (relés, contactores, etc.) y
accionadores (motores, órganos de desplazamiento lineal, etc.), así como los órganos
de tratamiento de información, en particular computadores y en general los sistemas
basados en el microprocesador.
Para facilitar su comprensión estas herramientas se dividen en dos grandes
grupos:
• Parte de Mando
• Parte Operativa
La Parte de Mando, engloba todos los instrumentos utilizados para dirigir y
controlar el proceso de automatización por medio de señales eléctricas e instrucciones
de programación. Usualmente la parte de mando suele ser un autómata programable
(tecnología programada), aunque hasta hace bien poco se utilizaban relés
electromagnéticos, tarjetas electrónicas o módulos lógicos neumáticos (tecnología
cableada) siendo estos últimos reemplazados recientemente por los Autómatas. En un
sistema de fabricación automatizado el autómata programable está en el centro del
sistema. Este debe ser capaz de comunicarse con todos los constituyentes de sistema
automatizado.
La Parte Operativa, es la parte que actúa directamente sobre la máquina. Son los
elementos que hacen que la máquina se mueva y realice la operación deseada. Entre

estos elementos encontramos maquinarias tales como motores, servo
cilindros, válvulas, actuadores, compresores, entre otros. Ambas partes se comunican
por medio de captadores binarios, traductores analógicos y digitales y dispositivos de
pre accionamiento.
3.3.12Diagrama de escalera
Los diagramas de escaleras o LadderL
establecer funciones y parámetros en PLC o autómatas programables. Los diagramas
de escaleras son muy utilizados a nivel industrial por su similitud con los programas
de relés ya que la mayoría de los técnicos ya conocen. Est
el circuito de control de un proceso con ayuda de algunos símbolos de contactos
abiertos (N.C.) o cerrados (N.A.), relés, temporizadores, contadores, etc.
19, se muestra un esquema de un diagrama de escalera.
FiguFuente: http://www.imepi.com.mx/productos/aurora
49
estos elementos encontramos maquinarias tales como motores, servo
s, actuadores, compresores, entre otros. Ambas partes se comunican
por medio de captadores binarios, traductores analógicos y digitales y dispositivos de
Diagrama de escalera
Los diagramas de escaleras o LadderLogic son programas utilizados para
establecer funciones y parámetros en PLC o autómatas programables. Los diagramas
de escaleras son muy utilizados a nivel industrial por su similitud con los programas
de relés ya que la mayoría de los técnicos ya conocen. Este programa permite graficar
el circuito de control de un proceso con ayuda de algunos símbolos de contactos
abiertos (N.C.) o cerrados (N.A.), relés, temporizadores, contadores, etc.
, se muestra un esquema de un diagrama de escalera.
Figura 19. Esquema de un diagrama de escaleraFuente: http://www.imepi.com.mx/productos/aurora-le.html
estos elementos encontramos maquinarias tales como motores, servo-motores,
s, actuadores, compresores, entre otros. Ambas partes se comunican
por medio de captadores binarios, traductores analógicos y digitales y dispositivos de
son programas utilizados para
establecer funciones y parámetros en PLC o autómatas programables. Los diagramas
de escaleras son muy utilizados a nivel industrial por su similitud con los programas
e programa permite graficar
el circuito de control de un proceso con ayuda de algunos símbolos de contactos
abiertos (N.C.) o cerrados (N.A.), relés, temporizadores, contadores, etc. En la figura
. Esquema de un diagrama de escalera le.html

50
3.4. Definición de Términos Básicos
A continuación se describen algunos conceptos resaltantes que se muestran en las
bases teóricas los cuales serán útiles para alimentar y comprender con mayor
facilidad la investigación:
Unidades: Es una cantidad estandarizada de una determinada magnitud física,
definidas y adoptadas por convención o por ley. En nuestro caso la unidades
utilizadas vienen expresadas según el Sistema Internacional (SI).
Bar: Se denomina Bar a una unidad de presión equivalente a un millón de barias,
aproximadamente a una atmosfera (1 amt).
N: Newton, es la unidad de fuerza del Sistema Internacional de Unidades (SI).
Nm: Newton por Metro, Es una unidad de medida de esfuerzo de torsión, también
llamado “momento” o “torque”(capacidad de una fuerza para producir un giro o
rotación alrededor de un punto).
Rpm: Revolución por minuto, es una unidad de frecuencia que se usa para expresar
velocidad angular, es decir, indica el número de rotaciones completadas cada minuto
por un cuerpo que gira alrededor de un eje.
Separadores de Cartón: Son láminas de cartón las cuales tienen como finalidad
separar horizontalmente las filas de botellas que se apilan en una paleta.
Figura 20. Cartón Separador Fuente: González J. (2015)

51
Marcos Alineadores: Son estructuras de metal o plástico que se posicionan en la
parte superior de la primera fila de botellas en una paleta y tiene como finalidad evitar
la deformación de las filas al momento de ser transportadas de un lugar a otro con un
montacargas.
Figura 21. Marco Alineador de Botellas Fuente: González J. (2015)
Figura 22. Marco Alineador de Botella posición inicial Fuente: González J. (2015)

52
Figura 23. Marco Alineador de Botellas retirado por el Operador Fuente: González J. (2015)
Tiempo Muerto: Es un término utilizado a nivel industrial el cual describe la
cantidad de tiempo en minutos en que una máquina de la línea de producción se
detiene bien sea por una falla o por mantenimiento.
Grados de Libertad: Es el número mínimo de parámetros que necesitamos
especificar para determinar completamente la velocidad de un mecanismo o el
número de reacciones de una estructura.
Fatiga: Se refiere a un fenómeno por el cual la rotura de los materiales bajo cargas
dinámicas cíclicas se produce más fácilmente que con cargas estáticas.
Esfuerzo: Es la capacidad que tiene un agente de ser capaz de modificar la cantidad
de movimiento o la forma de los materiales.
Motor Eléctrico: Es un dispositivo que transforma la energía eléctrica en energía
mecánica por medio de la acción de los campos magnéticos generados en sus
bobinas. Son máquinas eléctricas rotatorias compuestas básicamente por in estator y
un rotor.
Servomotor: Es un dispositivo similar a un motor de corriente continua que tiene la
capacidad de ubicarse en cualquier posición dentro de su rango de operación y
mantenerse estable en dicha posición.
Caja Reductora: Es un mecanismo que está constituido por un grupo de engranajes
con el que se consigue mantener la velocidad de salía en un régimen cercano al ideal
para el funcionamiento del generador.

53
Compresor: Es una máquina de fluido que está construida para aumentar la presión y
desplazar fluidos compresibles, tal como gases y vapores.
Cilindro: Es el recinto por donde se desplaza un pistón.
Balancín Neumático: Es un dispositivo que permite elevar cargas lo que permite un
movimiento y colocación manual y precisa de un objeto.
Posicionador: Es el instrumento que posiciona el vástago de una válvula cuando este
no presenta presión aplicada para su movimiento.
Actuador:Accionador, Es un dispositivo capaz de transformar le energía hidráulica,
neumática o eléctrica en la activación de un proceso con la finalidad de generar un
efecto sobre un proceso automatizado.
Sensor: Es un dispositivo capaz de detectar magnitudes físicas o químicas y
transformarlas en variables eléctricas.
Encoders: Es un dispositivo electromecánico usado para convertir la posición
angular de un eje a un código digital, lo que lo convierte en una clase de transductor.
Transductor: Es un dispositivo capaz de transformar o convertir una determinada
manifestación de energía de entrada en otra diferente a la salida, pero de valor muy
pequeño en términos relativos con respecto a un generador.
Capacitor: Es un dispositivo pasivo utilizado en electricidad y electrónica capaz de
almacenar energía sustentando un campo eléctrico.
Pre-accionadores: Es el elemento que hace de interfaz tomando como entrada la
seña eléctrica y procediendo en el actuador, los más usuales son las electroválvulas,
relés y contactores.
Válvula: Es un mecanismo que regula el paso de un fluido en una tubería o
comunicación con una maquina o sistema.
Electroválvulas: Es una válvula electromecánica diseñada para controlar el paso de
un fluido por un conducto o tubería.
Relé: Es un dispositivo electromecánico que funciona como un interruptor controlado
por un circuito eléctrico,

54
Contactor: Es un componente electromecánico que tiene por objeto establecer o
interrumpir el paso de corriente, ya sea en el circuito de potencia o en el circuito de
mando.
Modulo Lógico: Son controladores programables que permiten que maquinas
realicen procesos sin la necesidad de intervención humana.
Autómata: Se le da el termino de autómata a toda máquina que imita la figura y los
movimientos de un ser animado.
Método Rapid EntireBodyAssessment (REBA): Es un método que permite el
análisis conjunto de las posiciones adoptadas por los miembros superior del cuerpo
(brazo, antebrazo y muñeca), tronco, cuello y piernas.
Disergonomia: Es una desviación de lo aceptable como ergonómico o confortable
para el trabajador.

55
CAPITULO IV
FASES DE LA INVESTIGACIÓN
4.1 Desarrollo de las Fases Metodológicas
En este capítulo se describirá el procedimiento ejecutado durante el desarrollo de
la pasantía el cual fue desplegado en cinco fases las cuales proporcionarán el
cumplimiento a los objetivos específicos ya mencionados.
Fase I: Evaluar la situación actual del proceso para retirar los separadores de
cartón y marcos alineadores de las paletas de botellas de entrada a la línea de
ketchup.
La realización de esta fase se cumplió a través de la identificación y
caracterización de los elementos del proceso de trabajo, entre los cuales están los
objetos, medios, organización y división del trabajo. Para recolectar toda la
información necesaria se realizaron recorridos por el área de trabajo en estudio y se
hizo uso de herramientas como lo son la observación directa de las actividades que se
desarrollan, entrevistas estructuradas al personal que labora en esta área de trabajo,
así como también pruebas sobre las diferentes formas o maneras de realizar el trabajo
Fase II: Mediciones de los factores relevantes, de los sistemas que van a
interactuar con el mecanismo sujetador para retirar los separadores de cartón y
marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup.
Para la recolección de datos fue necesario conocer cómo se debe llevar a cabo el
proceso de extracción del separador de cartón y el alineador, de manera correcta,
luego en el sitio se recogieron los factores más relevantes como el peso y
dimensiones de los elementos a retirar. Además de observar el espacio con que cuenta
el área y asegurar la separación existente con maquinarias cercanas.
Así mismo, se pudieron identificar fuentes de energías cercanas, sistemas
neumáticos o hidráulicos que servirán como suministro para el diseño. Finalmente
constatar la información recolectada con el operador que se encuentra en el área con

56
el fin de obtener la mayor información posible, obteniendo así sus opiniones, punto
de vista y recomendaciones por estar más relacionado con el proceso.
Fase III: Elegir qué tipo de elementos (hidráulicos, neumáticos, eléctricos) son
los apropiados para el mecanismo sujetador para retirar los separadores de
cartón y marcos alineadores de las paletas de botellas de entrada a la línea de
Ketchup.
Es de total importancia estudiar a profundidad la selección del sistema que dará
vida al dispositivo. El sistema eléctrico es un sistema que involucra mucha
complejidad y mayo riesgo para la operación deseada, además de contar con un alto
costo económico y de implementación de apoyo electrónico e informático de alto
nivel, lo que lo hace poco factible para el objetivo deseado.
El sistema hidráulico representa al igual que el sistema eléctrico un alto costo, no
solo en su implementación sino en su mantenimiento y abastecimiento de fluido que
es necesario para su funcionamiento, además el área en donde se desea implementar
el dispositivo sujetador es de suma exigencia higiénica, ya que estará cerca de las
botellas de Ketchup que posteriormente entraran al inicio de la línea, y aunque las
botellas pasaran por el túnel de lavado, no será suficiente esterilizar el recipiente si
tiene rastros de aceite proveniente del sistema sujetador.
Finalmente el diseño del dispositivo de inclina a ser alimentado por el sistema
neumático, ya que resulta económico en suministro, fácil de mantenimiento,
higiénico, ya que sus elementos trabajan con aire limpio y sus características encajan
con el trabajo a realizar ya que la carga a levantar no tiene mayor peso.
Fase IV: Elegir, diseñar y programar el sistema de control que sea más
apropiado (PLC, Microcontroladores u otros).
En esta fase se evaluó el programa para la automatización del proceso, trabajando
en base a los grados de libertad que necesite tener el dispositivo para retirar los
elementos. Al mismo tiempo realizar un manual de pasos a seguir para el manejo del
programa, realizar modificaciones o paradas en caso de emergencia.

57
Fase V: Construir el mecanismo sujetador para retirar los separadores de
cartón y marcos alineadores de las paletas de botellas de entrada a la línea de
Ketchup.
Para esta fase será necesario contar con los estudios y el análisis de los cálculos
de ingeniería; cargas, torsión, fatiga. Luego de dichos cálculos, es necesario
seleccionar el material que cumpla con las exigencias y que sea además de fácil
obtención, de la misma forma, seleccionar los elementos que constituyen el
dispositivo como actuadores, mangueras, ventosas, etc. Para que sean de fácil acceso
y adicional a eso que sean de fácil sustitución a la hora de no contar con el repuesto si
se encuentra necesario realizar un mantenimiento correctivo del dispositivo sujetador.

58
CAPITULO V
RESULTADOS
Para la realización del presente informe de pasantías se llevaron a cabo varias
fases relacionadas con el cumplimiento de los objetivos específicos, las cuales se
describen a continuación:
5.1 Evaluar la situación actual del proceso para retirar los separadores de
cartón y marcos alineadores de las paletas de botellas de entrada a la línea de
ketchup.
Actualmente en la empresa Alimentos Heinz, C.A. existe un sistema
semiautomático para realizar la tarea de retirar los separadores y marcos alineadores
de la paleta de botellas vacías de Ketchup. La actividad comienza luego de que el
despaletizador retira el primer paño de botellas de la paleta, posicionándolo en el
inicio del transportador.
Al estar posicionado el primer paño de botellas en el transportador, el operario
procede a retirar de forma manual el marco alineador, el cual es el elemento más
pesado por lo que se busca sea retirado de forma automática. Luego de que el
operario extrae el marco se acciona un mecanismo que retira el cartón separador del
paño de botellas. Este mecanismo consiste en un brazo neumático con 4 (cuatro)
ventosas que se encarga de sujetar el cartón separador y desplazarlo a otro lugar; el
dispositivo suele ser efectivo pero solo para extraer el cartón separador, ya que no
cuenta con las características necesarias para retirar el marco alineador, debido al
peso del elemento y a sus dimensiones. Actualmente este brazo neumático presenta
fallas de alineación, fuerza y succión de aire, arrojando como resultado algunos
eventos no deseados en el proceso, como por ejemplo:
• Posicionamiento no simétrico de las ventosas en el cartón separador,
permitiendo que el elemento se desbalancee y golpee botellas haciéndolas
caer al suelo.

59
• Falla de succión en las ventosas, en ocasiones el dispositivo trabaja con
menos de cuatro ventosas por lo que el separador tiene poca succión haciendo
que éste pueda caer quedando entre las botellas y el transportador.
Debido a estas fallas, es razonable pensar que el dispositivo no pueda retirar el
marco alineador, ya que su manejo exige mayor precisión, coordinación y fuerza.
Esta actividad se presenta de forma repetitiva durante la jornada de producción,
haciendo que el operario se dé a la tarea de retirar el marco alineador, retirar el cartón
separador y ajustar la alineación del brazo neumático cuando éste toma el cartón
separador de forma incorrecta.
5.2Tomar datos, mediciones de los factores relevantes, de los sistemas que van a
interactuar con el mecanismo sujetador para retirar los separadores de cartón y
marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup.
En este punto se analizan los diferentes aspectos relacionados al dispositivo
actual, encargado de retirar los cartones separadores, así como también de algunos
datos resaltantes como el peso del marco alineador y sus dimensiones, esto con el fin
de establecer los parámetros con los cuales se va a trabajar.
La cantidad de envases que integran una paleta de botellas vacías de Ketchup
varía según la capacidad; para la presentación de Ketchup 567 gr cada paleta
contiene 2584 botellas, las cuales se dividen en 8 paños de 232 botellas cada uno,
adicionalmente cada paño es acompañado de un cartón separador, haciendo un total
de 8 cartones separadores. Para la presentación de Ketchup 1000 gr cada paleta
contiene 1404 botellas, las cuales se dividen en 9 paños de 156 botellas cada uno,
adicionalmente cada paño es acompañado de un cartón separador, siendo un total de 9
cartones separadores. Finalmente se coloca un marco alineador en la cima de la paleta
de botellas. El cartón separador es un elemento reusable, es decir, es usado para
separar los paños de botellas hasta que su condición se lo permita, así que debe ser
devuelto a la empresa que realiza el paletizado de las botellas. El separador tiene unas

60
medidas de 1120mm de ancho por 1420mm de largo, tal como lo muestra la figura
24:
Figura 24: Marco Alineador Fuente: González J. (2015)
Del mismo modo, los marcos alineadores deben ser devueltos a la empresa
paletizadora de botellas para ser reusado. El marco alineador es comúnmente de
metal, su peso es de 9,70 Kg, su ancho es de 1120 mm, su largo es de 1420 mm, su
altura o grosor es de 25 mm que equivale a 1 pulgada y el ancho de cada tubo que
compone el marco tiene 80 mm que equivalen a 3 pulgadas, tal como lo muestra la
figura 24.
En la parte superior de la paleta se puede observar que la distancia existente entre
la fila de botellas y el borde del marco alineador es de 20 mm, lo cual otorga espacio
para que algún mecanismo se encargue de retirar el marco, de ser necesario, sin
acercarse a las botellas para evitar dañar las mismas.

61
Figura 25 Marco Alineador. Fuente: González J. (2015).
Esta paleta es manipulada por un montacargas a un depaletizador marca
SteinleAugsburg el cual se encarga de retirar cada paño de botellas para posicionarla
en el transportador que está a la entrada de la línea de kétchup y que dirige las
botellas a su primera estación que es el túnel de precalentamiento.
5.3Elegir qué tipo de elementos (hidráulicos, neumáticos, eléctricos) son los
apropiados para el mecanismo sujetador a fin de retirar los separadores de
cartón y marcos alineadores de las paletas de botellas de entrada a la línea de
Ketchup.

62
En la industria se requiere un método que otorgue vida a las máquinas para que
logren realizar el proceso deseado. Actualmente se utilizan tres tipos de sistemas para
generar trabajo, potencia o movimientos, estos tres sistemas son; eléctricos,
hidráulicos y neumáticos.
El sistema eléctrico de potencia se caracteriza por usar niveles de tensión iguales o
superiores a los 132 kV, también son conocidos como sistemas de alta tensión, el
sistema eléctrico es controlado por comandos a distancia en un centro de operación y
control a través de un sistema Scada. Una de sus características más relevantes es que
las condiciones de funcionamiento de los sistemas eléctricos deben ser establecidas
mediante criterios de funcionamiento estrictos para evitar problemas de estabilidad
dinámica, que pueden llevar al sistema al estado de colapso, los cuales producen
apagones.
El sistema hidráulico es utilizado en un amplio campo, utiliza un fluido para
generar potencia y se caracteriza por poder generar grandes potencias y grandes
cargas, gracias a los caudales y presiones que maneja. Un aspecto importante a
considerar es que estos sistemas los constituye una central hidráulica que está
formado por un motor, bomba, válvulas reguladoras de presión, tanque, filtros,
manómetros y unidades de mantenimiento. Estos sistemas requieren de un cauteloso
mantenimiento en el cual se debe tener en cuenta como prioridad las condiciones del
aceite o fluido de trabajo, realizando su cambio respectivo según la frecuencia
adecuada.
Por su parte, el sistema de generación de potencia de forma neumática, al igual
que los anteriores mencionadas, es uno de las más utilizadas a nivel mundial,
caracterizado por su precisión, fácil manejo, fácil instalación y bajo costo, sobre todo
por tener en cuenta que el aire es gratuito. Pero una de las ventajas que ofrece el
sistema neumático es su estado sanitario, ya que generalmente trabaja con aire limpio.
Uno de los aspectos negativos que podemos estampar en los sistemas neumáticos, es
su contaminación auditiva, ya que trabaja con compresores que aportan gran cantidad
de ruido mientras están en funcionamiento.

63
Para poder seleccionar el sistema generador de potencia adecuado para que el
diseño cumpla con su objetivo, fue necesario elaborar una tabla comparativa con las
ventajas, desventajas, criterios y ambiente de trabajo exigen. A continuación, tabla
comparativa de sistemas eléctricos, hidráulicos y neumáticos:
Neumático Hidráulico Eléctrico Ventajas
El aire se encuentra disponible en cualquier
lugar y de forma ilimitada
Movimientos suaves, silenciosos y libres de
vibraciones
Costos de instalación mínimos
El aire puede ser llevado a través de tuberías a grandes
distancias sin necesidad de retorno
Posibilidad de invertir fácilmente el sentido de la
marcha
Velocidad de reacción rápida, velocidad de la luz
No existe riesgo de explosión ni incendio
Posibilidades de conseguir paradas y arranques sistemáticos
y progresivos en los movimientos
Insensible a fluctuaciones de temperatura
Aumento de la capacidad de la
instalación y eficiencia de equipos
Control de las fuerzas y pares de torsión en los cilindros y
actuadores
Las variaciones de temperatura no afecta el
comportamiento del flujo
Regulación sencilla de las velocidades de trabajo
El aire no contamina el medio ambiente
Fácil protección contra sobrecargas
Las herramientas y elementos de trabajo neumático se pueden
detener sin riesgo alguno
Autoengrasante de todos los componentes
Desventajas
El sistema suele ser ruidoso
Se necesita una central hidráulica para generar presión
y caudal Fuerza de carga reducida

64
Antes de ser utilizado el aire debe ser llevado a un proceso de limpieza
y secado
Pueden presentarse problemas en los mecanismos
Mínimo par de giro
En circuitos muy extensos se producen perdidas de cargas
Es necesario siempre purgar el sistema
Regulación compleja y limitada
Se pueden originar fugas o perdidas de fluido por las
conexiones
Requiere de conocimientos técnicos
Destrucción de componentes
por sobrecarga
Presenta peligro de
explosión e incendio Tabla 3. Ventajas y Desventajas de los sistemas Neumático, Hidráulico y
Eléctrico. Fuente: González J. (2015).
De acuerdo a las ventajas y desventajas que ofrecen los sistemas Neumáticos,
Hidráulicos y Eléctricos podemos escoger según los criterios más importantes para el
diseño el sistema adecuado. Uno de los aspectos más resaltantes es el ambiente de
trabajo, ya que se dispone de un ambiente limpio y apartado de contaminantes ya que
en el entorno existen botellas destinadas a ser llenadas de alimento. Por esta razón
sistemas hidráulicos donde usan aceites pueden ser riesgosos ya que una fuga podría
contaminar el envase.
Otro aspecto importante es la carga que necesita elevar el mecanismo, en este
aspecto el sistema eléctrico no puede ser el indicado ya que tiene la desventaja de
levantar cargas reducidas, y uno de los elementos con que trabajará el dispositivo será
de materiales metálicos, plásticos o madera. Otra desventaja ofrecida por el sistema
hidráulico y eléctrico es el posible riesgo de explosiones y/o incendio, una situación
que no es deseada y es necesario prevenir.
En conclusión, el sistema adecuado para generar la potencia en el dispositivo a
diseñar será el sistema neumático, ya que tiene la ventaja de no ser contaminante,

65
económico en suministro, pueden elevar cargas de peso intermedio y como
desventaja resaltante se encuentra la contaminación auditiva, pero tomando en cuenta
de que en el ambiente de trabajo ya se encuentran otros sistemas neumáticos, el ruido
extra se desprecia.
5.4Elegir, diseñar el mecanismo, así como también el programa de sistema de
control que sea más apropiado (PLC, Microcontroladores u otros).
La situación presentada en la empresa Alimentos Heinz C.A. sugiere mejorar o
automatizar un proceso que actualmente se realiza de forma manual, como ya se ha
mencionado antes, consiste en el retiro de un elemento alineador de botellas que en
ocasiones suele ser metálico pero que también puede ser plástico o de madera. Así
como también de un elemento separador de botellas, que presenta menos impacto por
ser de menor peso.En la empresa se puede observar en la gran mayoría de sus líneas
de producción un status de automatización que entrega como beneficio velocidad del
proceso y comodidad del trabajo. Sin embargo existen algunos huecos en donde se
pueden generar mejoras y traer consigo beneficios de producción y evitar coleos en
algunas estaciones de la línea.Específicamente se actuará en el problema existente en
el depaletizador de la línea de Ketchup, el cual consiste en desarrollar una alternativa
que sea capaz de retirar los dos elementos encontrados en la paleta de botellas vacías,
como lo son el marco alineador y el cartón separador de botellas. Esta actividad es
realizada manualmente por el operador, la cual se realiza satisfactoriamente pero sin
embargo arrastra algunos problemas como los movimientos repetitivos e
isergonomicos, posibles fracturas de botellas y baja velocidad en el proceso.
5.4.1 Alternativas para la formulación.
A. Primera formulación.
Diseño de un mecanismo sujetador para retirar los separadores de cartón y marcos
alineadores de las paletas de botellas de entrada a la línea de ketchup.

66
V.F Limitaciones S.B. Marco alineador y cartón separador
E.I.S.B. Retirados manualmente
E.F.S.B. Retirados Automáticamente
S. a D. Mecanismo sujetador
S.A. Alimentos Heinz, C.A. Tabla 4. Características y limitaciones del mecanismo a diseñar
Fuente: González J. (2015).
Dónde:
V.F.: Variables Fundamentales.
E.I.S.B.: Estado inicial del sistema básico.
E.F.S.B.: Estado final del sistema básico.
S. a D.: Sistema a diseñar.
S.A.: Sistema Ambiental.
B. Función Principal.
Mejorar el proceso logrando un mejor ambiente de trabajo para el operador y
automatizar la actividad para evitar movimientos repetitivos y eliminar la situación
isergonomica que practica el operador, así como también reducir riesgos de fractura
de envase por causa de mala manipulación al momento de retirar el marco alineador
del paño de botellas.
B.1 Lista de restricciones.
- Debe ser capaz de retirar los elementos de cualquier tipo de material; metal,
plástico, madera y cartón.
- Los materiales para su construcción deben ser de fácil obtención, al igual que
sus componentes puedan ser remplazados con rapidez al momento se sufrir
alguna avería.
- No debe tener grandes dimensiones que afecten el ambiente actual de trabajo.
- No debe presentar componentes que puedan contaminar el ambiente de
trabajo.

67
- El dispositivo no debe dañar ningún elemento a retirar, ya que los mismos son
reusados por la empresa proveedora de botellas.
- No debe acarrear grandes cargas de mantenimiento.
B.2 Lista de criterios.
- Mayor grado de innovación. para mejorar su funcionamiento y su poder de
entendimiento.
- Menor costo de fabricación. porque los materiales se encontraran en sitios
comunes.
- Menor tiempo de fabricación. porque se tiene muy poco para presentar el
proyecto a la universidad y a la empresa.
- Mayor facilidad de mantenimiento. Mientras mayor número de componentes
tenga el dispositivo, mayor serán las horas hombres a emplear para el
mantenimiento, por eso se desea que el mantenimiento sea sencillo para
disponer de menor tiempo y personal.
- Mayor eficiencia y facilitación del proceso.
C. Búsqueda de soluciones
C.1 Probable Solución Nº1 (PS)1
El motor eléctrico 1 se encarga de generar un movimiento de giro sobre el eje
número 2, el actuador neumático de tipo cilindro de doble efecto 3 está posicionado
en el eje 2 y al mismo tiempo articulado al collarín 5 que abraza al eje 4, el cual
cumple la función de elevar y hacer descender el eje 4 que está unido al eje 6. Al otro
extremo del eje 6 de encuentra el arreglo 7 el cual es una división de cuatro ramales
que en sus extremos contienen unas ventosas 8 que se encargaran de crear un vacío
entre ellas y el elemento que se desea suspender por medio de la alimentación de aire
9. Luego de sujetar el elemento, el motor 1 girará hacia una posición determinada
para así liberar la presión de aire y hacer que el elemento caiga en una posición donde
se irá acumulando para ser almacenado.

68
Figura 26. Dispositivo Sujetador por Ventosas. Fuente: González J. (2015).
C.2 Probable Solución Nº2 (PS)2
El motor eléctrico 1 se encarga de generar un movimiento de giro sobre el eje
número 2, el actuador neumático de tipo cilindro de doble efecto 3 está posicionado
en el eje 2 y al mismo tiempo articulado al collarín 5 que abraza al eje 4, el cual
cumple la función de elevar y hacer descender el eje 4 que está unido al eje 6. Al otro
extremo del eje 6 de encuentra el arreglo el cual se subdivide en dos ejes 8 que están
articulados a un cilindro de simple efecto 7 que generará el movimiento necesario
para posicionar los soportes 9 que están al otro extremo del eje 8. Los soportes 9 se
encargaran de sujetar los elementos que se desean retirar, inicialmente los ejes 8
vendrán lo suficientemente abiertos para posicionarse a los lados del elemento a

69
retirar y al ser activado el cilindro de simple efecto 7 con la alimentación de aire, se
cerrará para poder
sujetar el elemento. Luego el motor 1 girará hacia una posición determinada para
asíliberar la presión de aire y hacer que el elemento caiga en una posición donde se
irá acumulando para ser almacenado.
Figura 27. Dispositivo Sujetador por soporte interior. Fuente: González J. (2015).
C.3 Probable Solución N° 3 (PS)3
El motor eléctrico 1 se encarga de generar un movimiento de giro sobre el eje
número 2, el actuador neumático de tipo cilindro de doble efecto 3 está posicionado
en el eje 2 y al mismo tiempo articulado al collarín 5 que abraza al eje 4, el cual
cumple la función de elevar y hacer descender el eje 4 que está unido al eje 6. Al otro
extremo del eje 6 de encuentra el arreglo el cual se subdivide en dos ejes 8 que están
articulados a un cilindro de simple efecto 7 que generará el movimiento necesario
1
7
6
5 4
3
2
9
8

70
para posicionar los soportes 9 que están al otro extremo del eje 8. Los soportes 9 se
encargaran de sujetar los elementos que se desean retirar, inicialmente los ejes 8
vendrán lo suficientemente cerrados para posicionarse a los lados internos del
elemento a retirar y al ser activado el cilindro de simple efecto 7 con la alimentación
de aire 10, se abrirá para poder sujetar el elemento. Luego el motor 1 girará hacia una
posición determinada para así liberar la presión de aire y hacer que el elemento caiga
en una posición donde se irá acumulando para ser almacenado.
Figura 28. Dispositivo Sujetador por soporte exterior. Fuente: González J. (2015).
C.4 Posible Solución N°4 (PS4).
La estructura 1 sirve de soporte del mecanismo el cual está compuesto por las
placas 2 que se encargaran de sujetar los elementos a retirar gracias a la presión
ejercida por los pistones 5, estas placas podrán desplazarse hacia adelante y atrás
mediante la cremallera 3 que está sujeta al eje 6, la cremallera 3 estará acoplada al
piñón 4 que a su vez se alimentará de un motor 12. De la misma forma el eje 7 posee
una cremallera 8acoplada a un piñón 9 también alimentado por el motor 12, con el fin

de general movimientos de arriba abajo. En la parte superior del eje 7 se encuentra
una rueda acanalada 10 que se desplazará por el riel 11 para facilitar el movimiento
de las placas. A medida que las placas van retirando los elementos, estos se
acumularan en el soporte de la estructura 1 hasta llegar a una altura determinada
donde un operador de mont
Figura 2
C.5 Posible Solución
El motor eléctrico
movimiento de giro sobre el eje
(4) que contiene dos chumaceras (5). El eje (3) esta soldado con el eje (6) que tiene
en su extremo dos cilindros neumáticos de doble efecto (7) que sujetan una estructura
(8) en forma de cruz, esta a
de doble efecto (9) que acopla en sus vástagos cuatro uñas (10) las cuales sujetarán el
elemento a retirar.
71
de general movimientos de arriba abajo. En la parte superior del eje 7 se encuentra
nalada 10 que se desplazará por el riel 11 para facilitar el movimiento
de las placas. A medida que las placas van retirando los elementos, estos se
acumularan en el soporte de la estructura 1 hasta llegar a una altura determinada
r de montacargas los retirará.
Figura 29. Dispositivo Sujetador por soportes laterales.Fuente: González J. (2015).
olución N°5 (PS5).
El motor eléctrico (1)acoplado al reductor (2) se encarga de generar un
to de giro sobre el eje número (3), fijado con al transportador con el soporte
(4) que contiene dos chumaceras (5). El eje (3) esta soldado con el eje (6) que tiene
en su extremo dos cilindros neumáticos de doble efecto (7) que sujetan una estructura
(8) en forma de cruz, esta a su vez tienen en sus extremos cuatro cilindros neumáticos
de doble efecto (9) que acopla en sus vástagos cuatro uñas (10) las cuales sujetarán el
de general movimientos de arriba abajo. En la parte superior del eje 7 se encuentra
nalada 10 que se desplazará por el riel 11 para facilitar el movimiento
de las placas. A medida que las placas van retirando los elementos, estos se
acumularan en el soporte de la estructura 1 hasta llegar a una altura determinada
. Dispositivo Sujetador por soportes laterales.
se encarga de generar un
número (3), fijado con al transportador con el soporte
(4) que contiene dos chumaceras (5). El eje (3) esta soldado con el eje (6) que tiene
en su extremo dos cilindros neumáticos de doble efecto (7) que sujetan una estructura
su vez tienen en sus extremos cuatro cilindros neumáticos
de doble efecto (9) que acopla en sus vástagos cuatro uñas (10) las cuales sujetarán el

72
Figura 30. Dispositivo Sujetador por soportes de uñas. Fuente: González J. (2015).
D. Revisión de todas las probables soluciones.
Posible Solución 1 (PS1)
Dispositivo Sujetador por Ventosas: Es un mecanismo ideado para retirar tanto el
marco alineador como los cartonés separadores mediante succión de aire, creando un
1
7
6
4
8
10
5
3
2
9

73
vacío entre las ventosas y el elemento a retirar, teniendo capacidad de elevar
elementos pesados y trasladarlos a un punto diferente.
• Ventajas:
- Retira tanto el marco separador como el cartón separador con rapidez y
precisión.
- Funciona con energía neumática.
- Es un dispositivo limpio ya que el aire utilizado es filtrado y no contamina
los envases.
- Posee pocos componentes.
- Es fácil de manipular.
• Desventajas:
- Se necesita alinear bien para que las ventosas se posicionen correctamente
en los elementos a retirar
- La potencia neumática debe ser la necesaria para elevar elementos
pesados.
- Solo puede retirar elementos sumamente solidos como el metal y el
plástico.
- No es capaz de elevar elementos hechos de madera.
Posible Solución 2 (PS2)
Dispositivo Sujetador por soporte exterior: Este mecanismo tiene como finalidad
retirar cualquier tipo de elemento en la paleta de botellas, cuenta con dos soportes en
forma de ele que pueden abrirse y cerrarse gracias a la acción de un pistón neumático,
estos soporte pueden elevar cualquier objeto de forma rectangular y no necesita de
una gran presión de aire para hacerlas actuar. Luego de elevar el elemento puede girar
y trasladarlo a otro punto donde se acumulara el material.

74
• Ventajas:
- Funciona con energía neumática.
- Puede retirar los elementos de cualquier material, incluso madera.
- No necesita de mayor potencia neumática, ya que solo se necesita para
abrir y cerrar los soportes.
- Es un dispositivo limpio ya que el aire utilizado es filtrado y no contamina
los envases.
- Los soportes puede ajustarse para retirar elementos de diferentes
dimensiones.
- Es fácil de manipular
• Desventajas:
- El mecanismo lo componen dos actuadores neumáticos.
- Los soportes pueden ocupar mayor espacio.
- Al momento de tener la carga en los soportes pueden golpear envases o
estructuras cuando este en movimiento.
Posible Solución 3 (PS3)
Dispositivo Sujetador por soporte interior: Este mecanismo es capaz de retirar
cualquier tipo de elemento pesado en forma de marco de la paleta de botellas, cuenta
con dos soportes en forma de ele que pueden abrirse y cerrarse gracias a la acción de
un pistón neumático, estos soporte pueden elevar cualquier objeto de forma
rectangular y no necesita de una gran presión de aire para hacerlas actuar. Luego de
elevar el elemento puede girar y trasladarlo a otro punto donde se acumulara el
material.
• Ventajas:
- Funciona con energía neumática.
- Puede retirar los elementos de cualquier material, incluso madera.
- No necesita de mayor potencia neumática, ya que solo se necesita para
abrir y cerrar los soportes.

75
- Es un dispositivo limpio ya que el aire utilizado es filtrado y no contamina
los envases.
- Es fácil de manipular
• Desventajas:
- El mecanismo lo componen dos actuadores neumáticos.
- El dispositivo solo puede retirar elementos en forma de marco, ya que su
forma de sujeción es tomando al elemento internamente para poder abrir
los soportes y cagar el elemento para retirarlo.
- No se puede retirar el cartón separador a causa del arreglo de os soportes.
- Los soportes pueden ocupar mayor espacio.
- Al momento de tener la carga en los soportes pueden golpear envases o
estructuras cuando este en movimiento.
Posible Solución 4 (PS4)
Dispositivo Sujetador por soportes laterales: Este mecanismo cuenta con una
estructura de grandes dimensiones en donde se integraran los diferentes componentes
en un carro elevador que lo harán funcionar, su idea inicial es que dos placas ubicadas
paralelamente sean capaz de trasladarse desde su posición inicial hasta el lugar donde
se encuentra el elemento a retirar, ejecutando movimientos de arriba abajo y de
adelante hacia atrás. Estas dos planchas serán capaces de retirar cualquier elemento
gracias a la presión de dos pistones, se moverán mediante engranajes y así realizar
todos los movimientos necesarios.
• Ventajas:
- Funciona con energía neumática.
- Puede retirar los elementos de cualquier material, incluso madera.
- Los elementos mecánicos que la componen tienen larga vida útil.
• Desventajas:
- El mecanismo lo componen muchos elementos mecánicos y neumáticos.

76
- Necesita uno o más motores eléctricos para controlar los movimientos de
las placas.
- Por las dimensiones del mecanismo se necesita mucho material.
- Por las dimensiones del mecanismo se necesita mucho espacio.
- Se necesita de sensores o fotoceldas para monitorear las posiciones del
carro elevador.
- Al momento de tener la carga en los soportes pueden golpear envases o
estructuras cuando este en movimiento.
- Se necesitara un buen plan de mantenimiento para cuidar los motores
eléctricos y los componentes mecánicos como lo son las cadenas, piñones,
lubricación de rieles, etc.
Posible Solución 5 (PS5)
Dispositivo Sujetador por cuatro uñas: Este mecanismo cuenta con una estructura
simple en forma de cruz, la cual trae como gran beneficio su fácil y rápida
construcción, consta de un eje vertical acoplado a un motor para realizar un giro, al
eje se encuentra soldado una barra horizontal que sostiene una estructura la cual
contendrá a los elementos a retirar con cuatro uñas accionadas por cilindros
neumáticos de doble efecto. Esta estructura esta acoplada dos cilindros neumáticos
que se encargaran se elevar y descender la carga, su estructura garantiza estabilidad y
confiabilidad.
• Ventajas:
- Funciona con energía neumática.
- Puede retirar los elementos de cualquier material, incluso madera.
- Puede retirar los elementos de forma segura sin riesgo a caída de los
marcos alineadores o cartones separadores, ya que lo hace de forma recta
sin grados de inclinación.

77
- No necesita de mayor potencia neumática, ya que solo se necesita para
abrir y cerrar los soportes.
- Es un dispositivo limpio ya que el aire utilizado es filtrado y no contamina
los envases.
- Es fácil de manipular
• Desventajas:
- El mecanismo lo componen seis actuadores neumáticos.
- Los soportes pueden ocupar mayor espacio.
D.1 Aplicación de las restricciones a las probables soluciones.
Basado en la lista de restricciones fijadas en el apartado B.1 se procedió a
construir la tabla para la revisión de todas las probables soluciones. Las restricciones
a considerar son:
R1 Debe ser capaz de retirar los elementos de cualquier material
R2 Los materiales para su construcción deben ser de fácil acceso.
R3 No debe tener grandes dimensiones que afecten el ambiente actual de trabajo.
R4 No debe presentar componentes que puedan contaminar el ambiente de trabajo.
R5 El dispositivo no debe dañar ningún elemento a retirar.
R6 No debe acarrear grandes cargas de mantenimiento.
PS1 PS2 PS3 PS4 PS5
R1 NO SI SI SI SI
R2 SI SI SI SI
R3 SI SI SI SI
R4 SI SI SI SI
R5 SI SI SI SI
R6 SI SI SI SI
Tabla 5. Restricciones vs posibles soluciones. Fuente: González J. (2015).

78
Según la tabla se descarta la posible solución PS1. Se trabajará con PS2=S1,
PS3=S2, PS4=S3 Y PS5=S4.
E. Aplicación de criterios a Soluciones
E.1 Ponderación de criterios
Para aplicar los criterios a las soluciones, se hace uso de la lista de criterios que se
establecieron en el apartado B.2.
C1. Mayor grado de innovación.
C2. Menos costo de fabricación.
C3. Menor tiempo de fabricación.
C4. Mayor facilidad de mantenimiento.
C5. Mayor eficiencia y facilitación del proceso.
En la siguiente tabla se realiza una comparación entre el criterio 1 (C1) y cada uno de
los restantes criterios para otorgarles un orden de relevancia al criterio 1 con respecto
a los demás.
C1 C2 C3 C4 C5
C1
C2 C2
C3 C3 C2
C4 C4 C2 C4
C5 C5 C5 C5 C5 Tabla 6. Ponderación de criterios
Fuente: González J. (2015).
A continuación se realiza la verificación lógica
Columna 2 -2,3 C2>C1<C3 C2 o C3 -2,4 C2>C1<C4 C2 o C4 -2,5 C2>C1<C5 C2 o C5
Tabla 7. Ponderación de criterio, columna 2 Fuente: González J. (2015).

79
Columna 3 -3,4 C3< C2 > C4 C3 o C4 -3,5 C3 <C2> C5 C3 o C5 -3,4 C3 >C1 <C4 C3 o C4 -3,5 C3> C1<C5 C3 o C5
Tabla 8. Ponderación de criterio, columna 3 Fuente: González J. (2015).
Columna 4
-4,5 C4< C3<C5 C5
-4,5 C4 <C2> C5 C4 o C5
-4,5 C4>C1< C5 C4 o C5 Tabla 9. Ponderación de criterio, columna 4
Fuente: González J. (2015).
Al realizar la verificación lógica se obtuvo el siguiente resultado
C1 C2 C3 C4 C5 N° de Veces PCx
C1 0 1
C2 C2 3 4
C3 C3 C2 1 2
C4 C4 C2 C4 2 3
C5 C5 C5 C5 C5 4 5
Orden de Importancia
5 º 2 º 4 º 3 º 1 º
Tabla 10. Resultados de la ponderación lógica de criterios Fuente: González J. (2015).
Según los resultados obtenidos se concluye que el criterio más importante es C5
(Mayor eficiencia y facilitación del proceso.) otorgándosele un valor de 5.
El criterio C2 (Menos costo de fabricación.) obtiene un valor de 4.
El criterio C4 (Mayor facilidad de mantenimiento) obtiene un valor de 3.

80
El criterio C3 (Menor tiempo de fabricación) obtiene un valor de 2.
El criterio C1 (Mayor grado de innovación) obtiene un valor de 1.
E.2 Ponderación de soluciones respecto a criterios
En esta etapa se le otorga un valor a cada solución respecto a cada criterio, es decir se evalúa cuan buena es dicha solución partiendo de un criterio especifico. El procedimiento es similar al realizado para la ponderación de criterios, quedando lo siguiente:
Criterio C1 (Mayor grado de innovación)
C1 S1 S2 S3 S4 N° de Veces Px1
S1 2 3
S2 S1 0 1
S3 S1 S3 1 2
S4 S4 S4 S4 3 4
Orden de Importancia
2 º 4 º 3 º 1°
Tabla 11. Ponderación de soluciones, Criterio 1. Fuente: González J. (2015).
COLUMNA 2
(2,3) S2> S1 <S3 S2 o S3 (2,4) S2< S1 <S4 S4
Tabla 12. Ponderación de soluciones, Criterio 1, Columna 2. Fuente: González J. (2015).
COLUMNA 3
(3,4) S3> S1 <S4 S3 o S4 Tabla 13. Ponderación de soluciones, Criterio 1, Columna 3.
Fuente: González J. (2015).

81
Criterio C2 (Menor costo de fabricación)
C2 S1 S2 S3 S4 N° de Veces
Px1
S1 2 3
S2 S1 0 1
S3 S1 S2 1 2
S4 S4 S4 S4 3 4
Orden de Importancia
2 º 4 º 3 º 1°
Tabla 14. Ponderación de soluciones, Criterio 2. Fuente: González J. (2015).
COLUMNA 2
(2,3) S2< S1 >S3 S1 (2,4) S2> S1 <S4 S2 o S4
Tabla 15. Ponderación de soluciones, Criterio 2, Columna 2. Fuente: González J. (2015).
COLUMNA 3
(3,4) S3< S1 <S4 S4 Tabla 16. Ponderación de soluciones, Criterio 2, Columna 3.
Fuente: González J. (2015).
CriterioC3 (Menor tiempo de fabricación)
C3 S1 S2 S3 S4 N° de Veces
Px1
S1 2 3
S2 S1 1 2
S3 S1 S2 0 1
S4 S4 S4 S4 3 4
Orden de Importancia
2 º 3 º 4 º 1°
Tabla 17. Ponderación de soluciones, Criterio 3. Fuente: González J. (2015).

82
COLUMNA 2
(2,3) S2< S1 >S3 S1 (2,4) S2> S1 <S4 S2 o S4
Tabla 18. Ponderación de soluciones, Criterio 3, Columna 2. Fuente: González J. (2015).
COLUMNA 3
(3,4) S3< S1 <S4 S4 Tabla 19. Ponderación de soluciones, Criterio 3, Columna 3.
Fuente: González J. (2015).
CriterioC4 (Mayor facilidad de mantenimiento).
C4 S1 S2 S3 S4 N° de Veces Px1
S1 2 3
S2 S1 1 2
S3 S1 S2 0 1
S4 S4 S4 S4 3 4
Orden de Importancia
2 º 3 º 4 º 1°
Tabla 20. Ponderación de soluciones, Criterio 4. Fuente: González J. (2015).
COLUMNA 2
(2,3) S2< S1 >S3 S1 (2,4) S2< S1 <S4 S4
Tabla 21. Ponderación de soluciones, Criterio 4, Columna 2. Fuente: González J. (2015).
COLUMNA 3
(3,4) S3< S1 <S4 S4 Tabla 22. Ponderación de soluciones, Criterio 4, Columna 3.
Fuente: González J. (2015).

83
Criterio C5 (Mejores cualidades estéticas).
C5 S1 S2 S3 S4 N° de Veces
Px1
S1 2 3
S2 S1 1 2
S3 S1 S2 0 1
S4 S4 S4 S4 3 4
Orden de Importancia
2 º 3 º 4 º 1°
Tabla 23. Ponderación de soluciones, Criterio 5. Fuente: González J. (2015).
COLUMNA 2
(2,3) S2< S1 >S3 S1 (2,4) S2< S1 <S4 S4
Tabla 24. Ponderación de soluciones, Criterio 5, Columna 2. Fuente: González J. (2015).
COLUMNA 3
(3,4) S3< S1 <S4 S4 Tabla 25. Ponderación de soluciones, Criterio 5, Columna 3.
Fuente: González J. (2015).
E.3 Ponderación final
Para la ponderación final se debe realizar la sumatoria de la multiplicación entre la
ponderación de criterios y la ponderación de soluciones respecto a criterios. Para esto
se realiza la siguiente tabla:

84
PCx P1x PCx.P1x P2x PCx.P2x P3x PCx.P3x P4x PCx.P4x 1 3 1x3=3 1 1x1=1 2 1x2=2 4 1x4=4
4 3 4x3=12 1 4x2=8 2 4x1=4 4 4x4=16
2 3 2x3=6 2 2x2=4 1 2x1=2 4 2x4=8
3 3 3x3=9 2 3x2=6 1 3x1=3 4 3x4=12
5 2 5x2=10 3 5x3=15 1 5x1=5 4 5x4=20
Total ∑(PCx.P1x)=40 ∑(PCx.P2x)=34 ∑(PCx.P3x)=16 ∑(PCx.P4x)=60 Tabla 26. Ponderación final, Criterios vs Soluciones.
Fuente: González J. (2015).
Según la tabla de criterios vs soluciones, la mejor solución es S4=PS5,
Dispositivo Sujetador por soporte interior de cuatro uñas, con un total de 60 pts.
F. Especificación del sistema diseñado
F.1 Descripción del funcionamiento del sistema diseñado.
Partes:
1. Motor eléctrico.
2. Columnas (Vertical y horizontal).
3. Chumaceras.
4. Cilindro neumático de doble efecto.(I)
5. Soporte para cilindro neumático de doble efecto. (I)
6. Nervio (Eje diagonal).
7. Cilindro neumático de doble efecto. (II)
8. Soporte para cilindros neumáticos. (II)
9. Uñas sujetadoras.
10. Estructura en cruz para los elementos a retirar.

85
Dibujo:
Figura 31. Dispositivo Sujetador por uñas. Fuente: González J. (2015).
5.4.2 Dimensionamiento de las partes que integran el sistema diseñado.
Las columnas son tuberías de acero con un diámetro de 1’ ½ (38,1 mm), están
soldadas con un corte de 45° con soldadura SMAW y electrodo revestido 7018. Este
tipo de tubería tiene un peso de 4,05Kg/m según la tabla anexa B, entonces:
4,05Kg/m = 5,05E-3Kg/mm = (4,05E-3Kg/mm x 1150mm)=4,65Kg
1m= 4,05 Kg 1,150m=4,65 Kg Total= 8,70Kg
2
8
3
4
6
7
9
10

86
El nervio es una plancha de acero de 260mm de largo, 1” (25,4mm) de ancho y ½”
(12,7mm) de espesor. Logrando un peso de 0,83Kg. Todos los elementos en conjunto
poseen un peso total de: 8,70 Kg + 0,83 Kg = 9,53 Kg.
Estructura: tuberías estructural con medidas 1x2” (25,40mmx50,80mm), están
soldadas en forma de cruz con soldadura SMAW y electrodo revestido 7018.para
garantizar su estabilidad y la del elemento a retirar. El peso de un tubo estructural es
de 6,300Kg/6msegún la tabla anexa C, es decir 1,050Kg/m, entonces:
1,050Kg/m = 1,05E-3Kg/mm = (1,05E-3Kg/mm x 1120mm)=1,176Kg
(1,05E-3Kg/mm x 1420mm)=1,491Kg
Soporte: Láminas de acero las cuales soportaran los actuadores neumáticos que
elevaran la carga, estarán atornilladas a los actuadores y soldadas al extremo de la
columna horizontal.
Soporte de cilindro neumático II: Láminas de acero las cuales soportaran los
actuadores neumáticos que abren y cierran las uñas, estarán atornilladas a los
actuadores a la estructura que soporta los elementos a elevar.

87
Figura 32. Columna del dispositivo Sujetador por uñas. Fuente: González J. (2015).

88
Figura 33. Estructura soporte de dispositivo Sujetador por uñas. Fuente: González J. (2015).

Figura 34. Soporte de cilindros neumáticos elevadores de carga
Figura 35. Soporte de cilindros neumáticos que desplaza las uñas
89
Soporte de cilindros neumáticos elevadores de cargaFuente: González J. (2015).
Soporte de cilindros neumáticos que desplaza las uñasFuente: González J. (2015).
Soporte de cilindros neumáticos elevadores de carga.
Soporte de cilindros neumáticos que desplaza las uñas.

90
Figura 36. Uñas soportes. Fuente: González J. (2015).
5.4.3 Análisis de diseño.
Inicialmente se analizan los esfuerzos presentados en la columna, usando
como referencia las propiedades del acero A36 por ser el más comercial y el más
común usado en la empresa. Las propiedades mecánicas del acero A36 se muestran
en la tabla del anexo D, de allí se toma el valor de Sy=250Mpa. Sabiendo que la
carga máxima será de 134N los cuales representan al marco metálico que se desea
elevar y a la estructura que lo sujetará.
A. Análisis de esfuerzo por flexión.
Se realiza sumatoria de fuerza y de momentos para determinar las reacciones
presentadas en la estructura:
Sumatoria de fuerza en y:
ΣFy= -134N-R1-R2=0 134N=R2-R1
Sumatoria de momento en c:
ΣMc= (261,9mm)R2 – (1111.9mm)134N R2=568,89N

91
Sustituyendo para hallar R1:
134N= 568,89N – R1 R1=568,89N-134N R1=434,89N
Con los valores de las reacciones se halla el momento flector y se toma el
mayor valor:
Mfa=(0,850m)134N = 113.9Nm
Mfc=(1112mm)134N = 149,008Nm
Al calcular el esfuerzo ejercido, utilizando la ecuación (8) de este trabajo, por
el momento flector se puede comparar su valor con las propiedades mecánicas del
acero:
σMf = f��:
Con: c = g� y � � =gh
^>
σMf =@��Z>i,jjkS� =�@k,Z�Zjl@� m
σMf=27.443.136,68 N/m² = 27,44MPa
El esfuerzo de Fluencia del acero seleccionado es de 250MPa, considerando
un factor de seguridad N = 5, el más pequeño de la Tabla 1 de este trabajo, el
esfuerzo admisible es 49, 60 MPa y el esfuerzo que realiza la estructura por flexión es
de 27,44 MPa, es decir que el material resiste perfectamente la carga.

92
Figura 37. Diagrama de corte y momento de la columna sometida a flexión. Fuente: González J. (2015).
B. Análisis de esfuerzo por compresión en el nervio.
El nervio que está sujeto a la columna vertical y a la barra horizontal sirve como
soporte y para generar estabilidad, este nervio está sometido a compresión por la
acción de la carga aplicada a la barra horizontal.
Dimensiones de la lámina de acero del cual está fabricado el nervio:

93
Figura 38. Dimensiones de la placa de acero. Fuente: González J. (2015).
Figura 39. Dimensiones de la placa de acero. Fuente: González J. (2015).
El análisis adecuado para los esfuerzos a compresión es determinando si el
elemento presenta comportamientos de barra corta o larga y aplicando las ecuaciones
de Euler o Johnson: primero se verifica el valor de la esbeltez límite, empleando la
ecuación (13) de este trabajo
�n o�� � �p2q�#O
Dónde:
n:Factor de fijación (4, ambos extremos empotrados)
E: Modulo de Young (206 GPa)
Sy: Esfuerzo de fluencia (248 �s

94
�n o�� � �p2�4��206�9 248�6 �n o�� � 256,09
A continuación se calcula el valor de h/R (coeficiente de esbeltez) real para
determinar si la pieza se comporta como una barra corta o larga:
nPKsJ � p��
Inercia:
� � D@�12 u � � �25,4vv @�12,7vv 12 � 17.342,97vv> � 1,734�10lk v⁴
Rreal:
nPKsJ � p 1,734�10lk v⁴12,3�10l@�25,4�10l@ nPKsJ � 7,449�10l@
300�10l@7,449�10l@ � 40,322
Comparando: �n o�� y �n �'bo 256,09 y 40,322
El coeficiente de esbeltez real de la pieza es menor, es decir que se comporta
como una pieza larga y se utiliza la ecuación de Euler para calcular la carga crítica.
Carga critica por Euler, empleando la ecuación (11) de este trabajo
��P � q �²���²

95
Dónde:
n = factor de fijación de extremos (4)
E: Modulo de Young (206 GPa)
I: Inercia de la sección transversal.
h: Longitud de la pieza (12, 70mm)
Pcr>P ó1566,9 kN> 134N “La barra resiste la carga”
C. Análisis a la soldadura.
Para determinar la fuerza admisible por metro del filete o cordón de soldadura
(Fr) se utiliza la ecuación (18) de este trabajo
con y
Figura 40. Soldadura sometida a flexión de la columna. Fuente: González J. (2015).
Soldadura circular simple:
d=5,3882x
38,1mm
38,1mm
d

96
�{ � �?³4 � ��5,3882x10l�v ³4 � 1,2286�10l>v³
Mf= (134N)(1,150m) u Mf=154,1Nm
Sustituyendo los valores en la ecuación:
�P � �154,1~v �19.05�10l@v 1,2286�10l>v@ � 24.458,31 ~v
El tipo de electrodo seleccionado para realizar la soldadura es el número 7018, ya
que es el ideal para estructuras. Sus propiedades mecánicas se pueden ver en el anexo
E, se escoge un ancho de cordón de 8 mm.El esfuerzo al cual se encuentra sometido
la soldadura (�A) viene dado por la ecuación (41) de este trabajo.
�A = BC< � �>.>�k,@Zk�Zj�m � 3,06 S�[= 3,06 �10l^ �s
Suponiendo un factor de seguridad N=1,5:
�A � #O~ ?K ?Eq?K #O � �A�~
#O � �3,06 �10l^ �s �1,5 � 4,59�10l^ �a
Según los resultados el acero y el tipo de electrodo soportan la carga a la cual
serán sometidos.

97
Figura 41. Soldadura de la placa de acero sometida a corte. Fuente: González J. (2015).
Para este análisis se encontrará en espesor mínimo del cordón de soldadura
para que pueda resistir la carga máxima, teniendo ya la carga, la longitud de los
cordones y las propiedades mecánicas del material, se puede utilizar la ecuación:
Los valores σ y τ se sustituyen por los correspondientes a los valores de
diseño, recordando que Sy de corte se relaciona con la resistencia a la fluencia,
Sycorte=0.4Sy. Sustituyendo y aplicando factor común se tiene
El factor de seguridad seleccionado es el recomendado entre los valores de 1,5 y
3, para este caso se utiliza N=2. Así:

Como la máxima carga a soportar por la unión soldada es 134 N
Así, se puede seleccionar un espesor de cordón de 6 mm y es
D. Análisis del diseño del soporte y tornillos
98
P = 9,3538x106b N
áxima carga a soportar por la unión soldada es 134 N
b =1,4326x10-5 m
Así, se puede seleccionar un espesor de cordón de 6 mm y es más que
del diseño del soporte y tornillos.
Figura 42. Soporte atornillado. Fuente: González J. (2015).
áxima carga a soportar por la unión soldada es 134 N
más que suficiente.

99
Figura 43. Momento flector al Soporte atornillado. Fuente: González J. (2015).
Soporte atornillado por cuatro pernos ubicado en los vértices del rectángulo,
sometido a la acción de la carga P. Para determinar la magnitud de la reacción a la
carga secundaria para cada uno de los pernos que conforma la unión no permanente
se analiza con la ec. (31).:
�� � f PT�PT� �� � f PT4PT
f � �142~ �1.1373v � 152.39
�� � 152.39~v�148.66� � 3v 4�148.66� � 3v �� � 256.169~/v²
Selección de perno tabla 8-11anexo F : 4.8 Sy=340Mpa

100
��s?v � #O �EPQK~ ��s?v � 340 �s1,5 ��s?v � 226.66 �s
��KPqE � 4�� ��²2 � 4�134~ 226.66�6
D= 1.22E-3m D=1.22mm
Tornillo 4.8 M1.6
E. Selección de actuadores Neumáticos.
Para la selección del actuador neumático es necesario calcular el diámetro del
cilindro y conocer la cantidad de carga que este va a soportar, para este caso la
carga se calcula en base al peso de los elementos que debe manipular el actuador,
y se desglosa de la siguiente forma:
• Marco alineador (Metal) = (9,6Kg)(9,8Kgf) = 94N
• Estructura que soportara el marco=(2,667Kg)(9,8Kgf)=26,13N
• Cilindro neumático para las uñas=(0,468Kg)(9,8Kgf)=4,58N
• Uñas sujetadoras=(0.5Kg)(9,8Kgf)=4,9N
• Total de la carga: 129N.
La línea de aire comprimido con la que cuenta la empresa Alimentos Heinz, C.A.,
trabaja con valores entra 80-120psi. Se toma el valor mínimo para garantizar que el
dispositivo trabaje en todo momento.
P=80psi 1psi=6894,75 Pa entonces: 80psi x 6894,75= 551580Pa
F=129N
Según ec. (36)
� � �� � � ��
� � 129~551580PaA � 2.338E � 4m�

101
� � �P� �P� � 2.338E � 4m�
P � p2.338E � 4m�� P � 8.626� � 3v P � 8.62vv ? � 17.25vv
Según el catálogo de la casa FESTO mostrado en el anexo G, se selecciona un
cilindro neumático de doble efecto de diámetro 20mm con una fuerza de hasta 158N.
F. Selección de Chumaceras.
Para el caso del diseño ya planteado se presenta una situación particular,
donde el rodamiento no presenta carga radial aplicada, es decir, solo presenta carga
de empuje. Siendo la carga radial la referencia para la selección del rodamiento, ya
que es esta la que produce el mayor desgaste en el elemento, al no presentar carga
radial significativa entonces se selecciona cualquier tipo de rodamiento con las
dimensiones deseada (para el diseño 1 ½ pulg.) garantizando que el rodamiento no
sufrirá daño mayores.
P=VXR+YT
G. Automatización.
Para la automatización del dispositivo se cuenta con un PLC sls-504 Allen Bradly
y con un programa RslLogic 500. Este PLC está integrado al depaletizador de
botellas, es decir, que es capaz de controlar el depaletizador y el dispositivo que retira
los cartones separadores (que será sustituido por el dispositivo diseñado). De aquí el
diagrama de escalera se modificó para que el nuevo dispositivo realice los
movimientos necesarios para ejecutar el trabajo.

102
5.4. 4 Construir el mecanismo sujetador para retirar los separadores de cartón y
marcos alineadores de las paletas de botellas de entrada a la línea de Ketchup.
Para la construcción del dispositivo se hizo énfasis en un aspecto muy importante,
el cual consiste en el aprovechamiento de materiales y partes ya existentes en la
planta, ya sea que se encuentren en stock de almacén o bien en equipos fuera de
servicio. De este modo se logró conseguir una gran parte de estos materiales para
poner en marcha la planificación de la construcción y lograr así que los costos de
fabricación sean menores.
Actualmente existe en la empresa Alimentos Heinz, C.A. un almacén principal
donde se encuentran equipos, repuestos y partes totalmente nuevas a disposición de
mantenimientos correctivos, preventivos y fabricación. De aquí se logró conseguir los
elementos estructurales del diseño como lo es la tubería de acero de 1 ½ pulg.,
manguera para aire comprimido, chumaceras de 1 ½ pulg. Racores o conexión de
aire, discos de corte, electrodos y tornillería.
Por otra parte se encontraron en el taller de manufactura, otros elementos
importantes como el tubo estructural de 1x2 pulg. láminas de acero, abrazadera, etc.
Finalmente existe en la empresa un depósito de equipos obsoletos o fuera de servicio
pero que cuentan con refracciones aprovechables para otros proyectos, en los cuales
se encuentran principalmente los cilindros neumáticos de doble efecto.
En la figura 44 observamos cuatro (4) cilindros neumáticos de doble efecto marca
FESTO con diámetro de cilindro 20mm y una carrera de 30mm, los cuales se usaran
para abrir y cerrar las uñas que sujetaran tanto el marco alineador como el cartón
separador.

103
Figura 44. Cilindros neumáticos de doble efectos destinados al dispositivo.
Fuente: González J. (2015).
Como ya fue antes mencionado algunos materiales serán reusados para el
dispositivo, tal es el caso de los cilindros de doble efecto marca METAL WORK
ubicados en el depósito de proyectos,(figura 45), los cuales se encontraban instalados
en una estructura, sin embargo en buenas condiciones ideales para utilizarse en el
dispositivo diseñado, específicamente en la parte superior donde se encargaran de
elevar y descender la carga, ya que tienen una carrera de 400mm y el diámetro del
cilindro es de 20mm.

104
Figura 45. Cilindros neumáticos de doble efectos destinados al dispositivo. Fuente: González J. (2015).
Como fuente de energía se utilizará un motor eléctrico acoplado a una caja reductora
la cual se encuentra operativa en el dispositivo actual que retira los cartones
separadores.Los movimientos que ejecuta actualmente el motor no serán alterados
(por ahora) con el fin de realizar pruebas antes de realizar las modificaciones en el
diagrama de escaleras del PLC para los nuevos movimientos deseados.

105
Figura 46. Motoreductor utilizado en la actualidad. Fuente: González J. (2015).
Con la intención de disminuir los costos asociados a la fabricación del diseño se
logró reunir dentro de la planta la mayoría de los materiales necesarios para llevar a
cabo el proyecto, dicho proyecto fue aprobado por el departamento de mantenimiento
de la empresa Alimentos Heinz, C.A habiendo analizado la ingeniería del diseño
dando como factible el mismo. Actualmente el diseño está en proceso de cotización
de fabricación ante contratistas tercerizados para determinar cuál de ellos realizara la
fabricación del dispositivo, al mismo tiempo entra en planificación para el montaje
del mismo y la realización de pruebas para su puesta en marcha, dicha instalación
depende del tiempo de fabricación, sin embargo se planifica este trabajo entre semana
26 (22/06/2015) y semana 27 (29/06/2015). Como muestra de la planificación se
muestra en la figura 47 la orden de trabajo para la construcción del dispositivo.

Figura 47
106
Figura 47. Orden de trabajo de construcción del dispositivoFuente: González J. (2015).
Orden de trabajo de construcción del dispositivo.

107
CONCLUSIONES
Para obtener los objetivos que se plantearon y solucionar los problemas que se
presentan, siempre se deben establecer y analizar las mejores vías para conseguir lo
deseado, ya sea para la realización de un proyecto, planificación, diseño, fabricación,
mantenimiento, etc.
Para el caso del diseño y fabricación del dispositivo para retirar los marcos
alineadores y los cartones separadores fue absolutamente necesario aplicar diferentes
estrategias con el fin de recolectar la mayor cantidad de información para desarrollar
el proyecto como por ejemplo: observación del ambiente de trabajo, comportamiento
o actividades que desempeña el operador del área, comentarios de los operarios sobre
la problemática presentada, así como también sus sugerencias que resultan ser muy
válidas, mediciones del espacio donde se puede desenvolver el dispositivo, entre
otras.
Un punto importante que vale la pena mencionar, es la situación a la que se
enfrenta el sector industrial en cuanto al suministro de materia prima, repuestos,
equipos, etc. Situación queha obligado a “improvisar” en los sitios de trabajo para
lograr cumplir con las expectativas tratando en lo posible de no afectar el proceso. Es
esta la razón por el cual siempre estuvo en el foco la implementación de un diseño
factible, con materiales poco costosos, de fácil acceso y con poca carga de
mantenimiento con el fin de evitar también cargas de horas hombre adicionales de las
que ya existen en la empresa y que tanto son gestionadas.
El sistema de manejo del marco y el cartón separador es automatizado, con lo cual
se aprovecha al máximo el tiempo, pudiendo laborar los tres turnos de la jornada
diaria los 365 días del año.
Además de toda la ayuda brindada por el excelente equipo de trabajo conformado
por los técnicos mecánicos, supervisores y planificadores, fue constante siempre el
análisis de la actividad que se requería realizara el dispositivo, y además una
evolución constante del diseño planteado inicialmente que poco a poco fue mejorando

108
hasta llegar al diseño actual, no dejando de pensar que aún podrían surgir
actualizaciones como parte de una mejora continua.
El diseño final cumple con el objetivo principal de retirar el marco alineador y el
cartón separador respetando los criterios y las variables planteadas, así mismo, con
seguridad continuará evolucionando con el fin de mejorar el proceso hasta llegar a un
estado óptimo de funcionamiento. Este sistema puede realizar tareas repetitivas con
gran precisión, lo cual le da confiabilidad a su proceso.
Sumado a la evolución del diseño, también surgió una evolución de pensamientos,
experiencias y aprendizajes los cuales sin duda alguna serán de mucha ayuda para
proyectos futuros, toma de decisiones y para afrontar situaciones bajo presión. A
pesar de parecer a simple vista un diseño sencillo, se juntaron muchos inconvenientes
para los cuales se necesitó de ingenio y sobre todo creatividad para solventar dichas
vicisitudes.

109
RECOMENDACIONES
Uno de los principales inconvenientes que se presentaron para la instalación del
equipo fue la poca disposición de espacio en el sitio debido a las dimensiones del
marco alineador y del cartón separador, ya que era necesario separar el almacenaje de
los cartones y los marcos debido a que ambos elementos no lo suministra un mismo
proveedor.
Por esta razón una de las recomendaciones es evaluar el espacio para que la tarea
de retirar la paleta que contengan los marcos alineadores y la paleta que contengan
los cartones separadores no sea de mayor dificultad para el montacarguista. Una de
las opciones para llevar a cabo el proceso con menos inconvenientes, sería la
implementación o disposición de un transpaleta para que retire la paleta con mayor
vertibilidad debido a su tamaño menor con respecto a un montacargas.
En términos de maniobra del dispositivo diseñado sería interesante interactuar con
diferentes velocidades de operación, especialmente del motoreductor que transmite el
movimiento de giro al eje principal, con el fin de encontrar la velocidad óptima para
que el proceso sea más eficiente.
Por último, adiestrar y/o familiarizar tanto a técnicos mecánicos como a los
operadores de la zona con el nuevo dispositivo, con la intensión de comprender mejor
su comportamiento y manejo y tener en claro lo que se puede hacer al momento de
una parada de emergencia o cualquier otra situación donde involucre una falla.

110
BIBLIOGRAFÍA
Antonio, C. (2010). Instrumentacion Industrial (8va ed.). Mexico D.F: Alfaomega.
Arias, F. G. (1999). El Proyecto de Investigacion. Caracas: ORIAL EDICIONES.
Baturone, A. O. (2001). Robotica manipuladores y robots moviles. Barcelona: Alfaomega.
DAF. (5 de enero de 2015). DAF a paccar company. Obtenido de DAF a paccar company:
http://www.daf.com/en/sites-landing
Festo Automation S.A.U. (3 de Enero de 2015). Festo. Recuperado el 14 de enero de 2015,
de festo.com: http://www.festo.com/cms/es_es/index.htm
Ford Motor de Venezuela S.A. (9 de Enero de 2015). Ford Motor Venezuela. Obtenido de
Ford Motor Venezuela: http://www.ford.com.ve/
Giovanni., T. M. (2007). Elementos de Maquina. Valencia: Facultad de Ingeniería.
Universidad de Carabobo.
Groupe Renault. (20 de Febrero de 2014). Renault. Obtenido de Renault:
http://group.renault.com/
J., B. R. (2008). Diseño en Ingeniería Mecánica de Shigley (8ava ed.). Mexico: McGraw-Hill.
Lopez, R. (29 de Abril de 2009). phpwebquest. Recuperado el 15 de Enero de 2015, de
phpwebquest.org:
http://www.phpwebquest.org/newphp/webquest/soporte_tabbed_w.php?id_activi
dad=88429&id_pagina=1
Molina, M. (1970). Elementos de Máquinas I. Valencia: Facultad de Ingeniería. Universidad
de Carabobo.
Montero Jiménez S.A.S. (14 de Marzo de 2014). montero jimenez. Recuperado el 12 de
Enero de 2015, de monterojimenez.com:
http://www.monterojimenez.com/manipuladores.html
quimitube. (20 de Julio de 2014). quimitube. Recuperado el 15 de Enero de 2015, de
quimitube.com: http://www.quimitube.com/videos/termodinamica-teoria-3-
transferencia-de-energia-como-trabajo-trabajo-de-expansion-y-compresion-de-un-
gas

111
Wikipedia. (14 de Diciembre de 2014). Wikipedia. Recuperado el 15 de Enero de 2015, de
http://es.wikipedia.org/:
http://es.wikipedia.org/wiki/Compresor_%28m%C3%A1quina%29
Wikipedia. (14 de Diciembre de 2014). Wikipedia. Recuperado el 15 de Enero de 2015, de
http://es.wikipedia.org/:
http://es.wikipedia.org/wiki/Compresor_%28m%C3%A1quina%29

112
ANEXOS

113
Anexo A Factores radiales y de empuje para rodamientos de hilera única,
ranura profunra Fuente: Elementos de maquinas II

114
Anexo B Tabla de propiedades de tubería de acero circular
Fuente: www.vemacero.com

115
Anexo C Tabla de peso de tubería de acero estructural
Fuente: www.comercialmuentesorero.com

116
Anexo D Tabla de propiedades del acero A36
Fuente: Sabimet, S.A.

117

118
Anexo E propiedades de electrodo 7018
Fuente: Lincoln Electric

119
Anexo F Tabla de selección de tornillos 8-11
Fuente: Tassoni, D. (2006).
Norma aplicable Diámetro del émbolo mm
Carrera mm
Desviación admisible de la carrera

120
mm
DIN ISO 6432 8, 10, 12, 16, 20, 25 ...500 +1,5
DIN ISO 6431 32, 40, 50 ...500 +2
32, 40, 50 500...1250 +3,2
63, 80, 100 ...500 +2,5
63, 80, 100 500...1250 +4
125, 160, 200, 250, 320
...500 +4
125, 160, 200, 250, 320
500...1250 +5
Anexo G Manual cilindros neumáticos FESTO
Fuente: http://www.festo.com/cms/es-ve_ve/9813.htm
Diámetro del cilindro Peso básico g
por 10 mm de carrera g

121
12 77 12
16 79 14
20 131 21
25 156 23
32 265 30
40 346 37
50 540 51
63 722 59
80 1300 79
100 2154 98
125 2880 117
Anexo H Manual de peso de cilindros neumáticos FESTO
Fuente: http://www.festo.com/cms/es-ve_ve/9813.htm

122
Anexo IVista Isométrica del dispositivo con marco alineador
Fuente: González J. (2015).

123
Anexo JLay-Out del lugar de instalación
Fuente: González J. (2015).


















