![UPM [Blogs], servicio de blogs UPM - Triturado in situblogs.upm.es/dalretragsa/wp-content/uploads/sites/443/... · 2018. 3. 14. · • Difusor de feromona: feromona de agregación](https://static.fdocuments.us/doc/165x107/6117fbc466857d0aa17c0184/upm-blogs-servicio-de-blogs-upm-triturado-in-2018-3-14-a-difusor-de.jpg)
UNIVERSIDAD CENTRAL DEL ECUADOR · ... intransferible y no exclusiva para el uso no comercial de la...
218
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE INGENIERÍA, CIENCIAS FÍSICAS Y MATEMÁTICA CARRERA DE INGENIERÍA CIVIL Correlación entre las propiedades mecánicas de los bloques ecológicos fabricados con los componentes del Tetra pak reciclado y bloques convencionales Trabajo de Titulación modalidad Proyecto de Investigación, previo a la obtención del Título de Ingeniero Civil AUTORES: Bernal Paredes Miguel Mauricio Palacio Jiménez Nelson Efraín TUTOR: Ing. Carlos Alberto Lasso Molina QUITO, 2018
Transcript of UNIVERSIDAD CENTRAL DEL ECUADOR · ... intransferible y no exclusiva para el uso no comercial de la...
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA, CIENCIAS
FÍSICAS Y MATEMÁTICA
CARRERA DE INGENIERÍA CIVIL
Correlación entre las propiedades mecánicas de los
bloques ecológicos fabricados con los componentes del
Tetra pak reciclado y bloques convencionales
Trabajo de Titulación modalidad Proyecto de Investigación,
previo a la obtención del Título de Ingeniero Civil
AUTORES: Bernal Paredes Miguel Mauricio
Palacio Jiménez Nelson Efraín
TUTOR: Ing. Carlos Alberto Lasso Molina
QUITO, 2018

ii
DERECHOS DE AUTOR
Nosotros, MIGUEL MAURICIO BERNAL PAREDES y NELSON EFRAÍN
PALACIO JIMÉNEZ en calidad de autores y titulares de los derechos morales y
patrimoniales del trabajo de titulación CORRELACIÓN ENTRE LAS
PROPIEDADES MECÁNICAS DE LOS BLOQUES ECOLÓGICOS
FABRICADOS CON LOS COMPONENTES DEL TETRA PAK
RECICLADO Y BLOQUES CONVENCIONALES, modalidad Proyecto de
Investigación, de conformidad con el Art. 114 del CÓDIGO ORGÁNICO DE LA
ECONOMÍA SOCIAL DE LOS CONOCIMIENTOS, CREATIVIDAD E
INNOVACIÓN, concedemos a favor de la Universidad Central del Ecuador una
licencia gratuita, intransferible y no exclusiva para el uso no comercial de la obra,
con fines estrictamente académicos. Conservamos a nuestro favor todos los
derechos de autor sobre la obra, establecidos en la normativa citada.
Así mismo, autorizamos a la Universidad Central del Ecuador para que realice la
digitalización y publicación de este trabajo de titulación en el repositorio virtual, de
conformidad a lo dispuesto en el Art. 144 de la Ley Orgánica de Educación
Superior.
Los autores declaran que la obra objeto de la presente autorización es original en su
forma de expresión y no infringe el derecho de autor de terceros, asumiendo la
responsabilidad por cualquier reclamación que pudiera presentarse por esta causa y
liberando a la Universidad de toda responsabilidad.
Firma:
Miguel Mauricio Bernal Paredes
CC.: 172013385-7
Dirección electrónica: [email protected]
Firma:
Nelson Efraín Palacio Jiménez
CC.: 171934780-7
Dirección electrónica: [email protected]
iii
APROBACIÓN DEL TUTOR
En mi calidad de Tutora del Trabajo de Titulación, presentado por MIGUEL
MAURICIO BERNAL PAREDES y NELSON EFRAÍN PALACIO
JIMÉNEZ, para optar por el Título de Ingeniero Civil; cuyo tema es:
CORRELACIÓN ENTRE LAS PROPIEDADES MECÁNICAS DE LOS
BLOQUES ECOLÓGICOS FABRICADOS CON LOS COMPONENTES
DEL TETRA PAK RECICLADO Y BLOQUES CONVENCIONALES,
considero que dicho trabajo reúne los requisitos y méritos suficientes para ser
sometido a la presentación pública y evaluación por parte del tribunal examinador
que se designe.
En la ciudad de Quito, a los 17 días del mes de noviembre de 2017.
Ing. Carlos Alberto Lasso Molina
DOCENTE-TUTOR
C.C. 170686206-5

iv
DEDICATORIA
A Dios, por darme la bendición y sabiduría para terminar una de las
tantas metas que me aguardan a lo largo de mi vida, no solo en el ámbito
educativo y laboral sino también en las nuevas vivencias que alimentarán
mi experiencia.
A mi padre Miguel por ser siempre mi pilar de apoyo, un verdadero
ejemplo a seguir y un modelo de persona en la sociedad. Gracias por el
gran apoyo en los momentos más difíciles, porque desde pequeño me
enseñaste que todo se lo consigue con esfuerzo y humildad, a superarme
día a día, gracias por cada consejo dado siendo la instrucción del manual
de mi vida diaria. A mi mamá Germania por darme lo más importante
que un ser humano puede desear, la vida; gracias por cuidarme,
apoyarme y ser la guía en el camino de cada acto que he realizado. El
cariño de una madre es incomparable e incondicional y este logro es para
ti mamá. Los amo padres.
A mis hermanas Nathaly y Jéssica por acompañarme en este logro
obtenido y ser un apoyo valioso durante mi vida universitaria,
permitiéndome ser su ejemplo y la ayuda constante en su caminar pues
en mí siempre encontrarán un real amor fraterno demostrando mi
responsabilidad como hermano mayor.
A mi novia y futura compañera de vida Sofía, porque no solo eres mi
complemento sino mi mejor amiga y consejera. Te has unido a mí en
esta lucha constante y juntos superaremos cualquier obstáculo siempre
tomados de la mano. Gracias por tu apoyo amor. Te amo princesa.
M. Mauricio Bernal

v
DEDICATORIA
A Dios, por sobre todas las cosas es un eje fundamental en
mi familia, por darme salud y vida cada día para poder así
cumplir con mis metas siempre dándome fortaleza en cada
momento difícil que he atravesado durante mi vida de
estudiante.
A mi madre, Fanny, por todo el cariño desinteresado e
incondicional que me ha brindado todos estos años que he
dedicado mi carrera universitaria, ha sido para mí el pilar
más fuerte en mi vida, por toda su dedicación y sacrificio
entregada a sus labores como profesional y como madre. Por
enseñarme a valerme por mí mismo, por brindarme apoyo
económico y emocional en los momentos que más necesité, te
amo mucho mi querida madre, eres mi mayor ejemplo de vida.
A mi padre, Nelson, porque desde el más allá me protege y
cuida en cada momento mis pasos y mis pensamientos, me dejaste
siempre buenos valores de lucha y constancia, porque me
permitiste seguir tus pasos y acompañarte cada momento cuando
tan solo era un niño, hoy doy gracias a la vida que me permite
cumplir este sueño tuyo y a la vez mío, donde quiera que te
encuentres ahora esto es para ti con mucho cariño.
A mi hermana Verónica por su cariño y amor que me acompaño
en tantos momentos difíciles gracias.
A mis hermanos Víctor y Francisco por su compañía y afecto
que me han brindado estos años.
A mi novia Gabriela, por su apoyo y comprensión durante todo
el proceso de culminación de mi formación, por no abandonarme
en mi lucha diaria emocional y profesional.
Nelson Efraín Palacio Jiménez

vi
AGRADECIMIENTO
Agradezco a la FACULTAD DE INGENIERÍA, CIENCIAS FÍSICAS
Y MATEMÁTICA de la UNIVERSIDAD CENTRAL DEL
ECUADOR, la cual me acogió en sus aulas y enseñó las bases necesarias
para desempeñarme como Ingeniero Civil.
Al Ing. Carlos Lasso por brindarme sus conocimientos, colaboración y
tiempo para el desarrollo del presente proyecto investigativo.
A los docentes de la Facultad por tener la paciencia para compartir su
vasta experiencia profesional, que desde ahora en adelante podré
llamarlos colegas y seguir aprendiendo de ellos en el ámbito laboral.
A mis lectores, Ing. Jorge Santamaría e Ing. Luis Morales; por su
predisposición para pulir los defectos del trabajo investigativo.
Al Ing. Alexander Cadena por la confianza depositada en nosotros y
abrirnos las puertas para la realización de los ensayos en el laboratorio
del INECYC.
A Don Absalón Muñoz, por permitirnos realizar nuestro objeto de
estudio del proyecto investigativo en las instalaciones de la bloquera
Serviblock. Agredeciéndolo con un abrazo fraterno y recordarle que la
ayuda brindada será recompensada.
M. Mauricio Bernal

vii
AGRADECIMIENTO
Agradezco a la Carrera de Ingeniería Civil de la Universidad Central del Ecuador y
todos sus docentes, quienes con paciencia y entrega día a día lograron compartir sus
conocimientos de la mejor manera con sus experiencias para de esta manera formar
excelentes profesionales competentes de éxito, en especial a los miembros del
tribunal y a mi tutor el Ing. Carlos Lasso, por su confianza depositada en mi durante
todo el desarrollo de esta investigación hasta su culminación, también al Ing. Juan
Carlos Moya por su apoyo en su gran labor que desempeña en nuestra querida
facultad.
A las empresas colaboradoras como son Ecuaplastic y Serviblock.
Al laboratorio de Ensayo de Materiales del INECYC (Instituto Ecuatoriano del
Cemento y del Hormigón, por permitir hacer uso de sus equipos e instalaciones para
la elaboración del presente trabajo de titulación, en especial al Ing. Alexander
Cadena por su confianza y a la vez su dirección técnica, así como a todo el personal
por la ayuda brindada.
Al laboratorio de Ensayos de materiales la Universidad Central, en especial a la Ing.
Merizalde por su paciencia y apoyo al igual que el personal de apoyo del mismo.
Muchas Gracias
Nelson Efraín Palacio Jiménez

viii
CONTENIDO
DERECHOS DE AUTOR ................................................................................................ ii
APROBACIÓN DEL TUTOR ........................................................................................ iii
DEDICATORIA ............................................................................................................... iv
AGRADECIMIENTO ..................................................................................................... vi
CONTENIDO ................................................................................................................. viii
RESUMEN...................................................................................................................... xix
ABSTRACT ..................................................................................................................... xx
CAPITULO I ..................................................................................................................... 1
1. GENERALIDADES ............................................................................................... 1
1.1 INTRODUCCIÓN .......................................................................................... 1
1.2 PROBLEMA ................................................................................................... 3
1.3 JUSTIFICACIÓN ........................................................................................... 3
1.4 ALCANCE ...................................................................................................... 4
1.5 OBJETIVOS ................................................................................................... 5
1.5.1 Objetivo General ..................................................................................... 5
1.5.2 Objetivos específicos .............................................................................. 6
1.6 HIPÓTESIS ..................................................................................................... 6
CAPITULO II ................................................................................................................... 7
2. MARCO TEÓRICO ................................................................................................ 7
2.1 ANTECEDENTES DE LA INVESTIGACIÓN ............................................. 7
2.1.1 Concreto expandido o concreto celular ................................................... 7
2.1.2 Bloques con la incorporación de fibra de cabuya ................................... 8
2.1.3 Ladrillos con reemplazo de PET (Tereftelato de Polietileno) ................. 8
2.1.4 Bloques con diferentes tipos de plástico ................................................. 9
2.1.5 Bloques con reemplazo de vidrio triturado ........................................... 11
2.1.6 Usos de los envases multicapa de Tetra Pak en el Ecuador como
material de construcción. ...................................................................................... 11
2.2 ENVASES MULTICAPA TETRA PAK...................................................... 13
2.2.1 Reciclaje de los envases ........................................................................ 13
2.2.2 Composición de los envases ................................................................. 14
2.2.3 Tratamiento de los componentes de los envases ................................... 15
2.2.3.1 Etapa I (Recuperación de la pulpa de cartón) ................................... 16
2.2.3.2 Etapa II (Recuperación del Polietileno/aluminio) ............................. 17

ix
2.2.4 Polietileno/aluminio (PEAL) ................................................................ 18
2.2.4.1 Pirólisis de las láminas de PEAL ...................................................... 18
2.2.5 Polietileno de baja densidad (PEBD) .................................................... 19
2.2.5.1 Propiedades del Polietileno ............................................................... 20
2.2.6 Proceso de obtención del PEAL y PEBD aglutinados .......................... 21
2.2.7 Proceso de obtención del PEAL peletizado .......................................... 23
2.3 BLOQUE DE HORMIGÓN ......................................................................... 25
2.3.1 Historia de los bloques de hormigón ..................................................... 26
2.3.2 Clasificación de los bloques .................................................................. 27
2.3.2.1 Según su uso...................................................................................... 27
2.3.2.2 Según su densidad ............................................................................. 28
2.3.3 Componentes de los bloques de hormigón............................................ 28
2.3.3.1 Cemento ............................................................................................ 28
2.3.3.2 Agua .................................................................................................. 30
2.3.3.3 Agregados ......................................................................................... 30
2.3.4 Dimensiones de los bloques .................................................................. 31
2.3.4.1 Dimensiones modulares y nominales ................................................ 32
2.3.5 Ensayos Obligatorios ............................................................................ 33
2.3.5.1 Absorción de agua ............................................................................. 34
2.3.5.2 Resistencia a la compresión simple ................................................... 34
2.3.5.3 Retracción al secado .......................................................................... 35
2.3.6 Ensayos No Obligatorios ...................................................................... 35
2.3.6.1 Resistencia al fuego .......................................................................... 36
2.3.6.2 Resistencia Acústica ......................................................................... 36
2.3.7 Proceso de elaboración de los bloques .................................................. 36
2.3.7.1 Almacenamiento de las materias primas ........................................... 37
2.3.7.2 Dosificación ...................................................................................... 38
2.3.7.3 Mezcla ............................................................................................... 39
2.3.7.4 Fabricación de los bloques ................................................................ 40
2.3.7.5 Fraguado y curado ............................................................................. 41
2.3.7.6 Almacenamiento ............................................................................... 41
2.4 FUNDAMENTACIÓN LEGAL ................................................................... 42
CAPITULO III ................................................................................................................ 44
3. MARCO METODOLÓGICO ............................................................................... 44
3.1 MODALIDAD DE LA INVESTIGACIÓN ................................................. 44
3.1.1 Investigación Bibliográfica ................................................................... 44

x
3.1.2 Investigación Correlacional .................................................................. 44
3.1.4 Investigación Experimental ................................................................... 45
3.1.5 Investigación Aplicada .......................................................................... 45
3.2 POBLACIÓN Y MUESTRA ........................................................................ 45
3.2.1 Población ............................................................................................... 45
3.2.2 Muestra ................................................................................................. 46
3.3 Técnicas e instrumentos ................................................................................ 46
3.4 SELECCIÓN DE MATERIALES ................................................................ 47
3.4.1 Agregado fino ....................................................................................... 47
3.4.2 Agregado grueso ................................................................................... 48
3.4.3 Cemento ................................................................................................ 49
3.5 ENSAYOS CARACTERÍSTICOS DE LOS MATERIALES ...................... 50
3.5.1 Muestreo del agregado .......................................................................... 51
3.5.1.1 Cuarteo manual ................................................................................. 52
3.5.1.2 Cuarteo mecánico .............................................................................. 53
3.5.2 Determinación de impurezas orgánicas ................................................ 53
3.5.3 Análisis granulométrico ........................................................................ 54
3.5.4 Determinación del peso específico y capacidad de absorción .............. 55
3.5.4.1 Agregado fino (Polvo azul) ............................................................... 56
3.5.4.2 Agregado grueso ............................................................................... 57
3.5.4.3 Materiales reciclados (PEAL y PEBD) ............................................. 59
3.5.5 Densidad aparente suelta y compactada ................................................ 60
3.5.6 Determinación del flujo en morteros..................................................... 61
3.5.7 Determinación de la resistencia a la compresión de cubos de morteros 66
3.6 ENSAYOS CARACTERÍSTICOS DEL CEMENTO .................................. 70
3.6.1 Determinación de la densidad del cemento ........................................... 71
3.6.2 Determinación de la consistencia normal del cemento ......................... 72
3.6.3 Tiempo de fraguado del cemento .......................................................... 74
3.7 RESUMEN DE ENSAYOS CARACTERÍSTICOS .................................... 75
3.8 DOSIFICACIÓN DE LAS MEZCLAS ........................................................ 77
3.8.1 Dosificación de la mezcla patrón .......................................................... 77
3.8.2 Dosificación de la mezcla con reemplazo de PEAL y PEBD ............... 78
3.9 ELABORACIÓN DE LOS BLOQUES DE INVESTIGACIÓN ................. 80
3.9.1 Almacenamiento de la materia prima ................................................... 80
3.9.2 Transporte de las materias primas ......................................................... 80
3.9.3 Mezclado de materias primas en la cámara mezcladora ....................... 82

xi
3.9.3.1 Características de la cámara de mezclado ......................................... 82
3.9.3.2 Colocación y vertido de los componentes ......................................... 83
3.9.4 Colocación de los palets metálicos ....................................................... 84
3.9.5 Vibrado y compactado de la mezcla ..................................................... 85
3.9.5.1 Características de la máquina vibro-compactadora ........................... 86
3.9.6 Extracción de los bloques ..................................................................... 86
3.9.7 Fraguado ............................................................................................... 87
3.9.8 Transporte, curado y almacenamiento .................................................. 87
CAPITULO IV: ............................................................................................................... 89
4.1 IDENTIFICACIÓN DE LOS BLOQUES CONVENCIONALES Y
ECOLÓGICOS ......................................................................................................... 89
4.1.1 Identificación de los bloques en obra .................................................... 89
4.1.2 Identificación de los bloques en el laboratorio ..................................... 90
4.2 PROPIEDADES FÍSICAS Y MECÁNICAS DE LOS BLOQUES ............. 91
4.2.1 Dimensiones .......................................................................................... 91
4.2.1.1 Dimensiones nominales .................................................................... 91
4.2.1.2 Espesores en tabiques y paredes de cada bloque............................... 92
4.2.1.3 Tabulación de resultados: .................................................................. 93
4.2.1.4 Análisis de resultados: ...................................................................... 96
4.2.2 Aspectos visuales .................................................................................. 98
4.2.3 Ensayo de absorción de agua ................................................................ 99
4.2.3.1 Resultados del ensayo de absorción de agua de los bloques ........... 102
4.2.3.2 Análisis comparativo de los promedios de las masas ..................... 106
4.2.3.3 Análisis comparativo de los promedios de absorción de agua ........ 109
4.2.3.4 Análisis comparativo de los promedios de densidad ...................... 112
4.2.4 Ensayo de resistencia a la compresión ................................................ 114
4.2.4.1 Preparación de las unidades a compresión (refrentado) .................. 115
4.2.4.2 Compresión de los bloques con las paredes en posición vertical .... 117
4.2.4.3 Resultados del ensayo de compresión de bloques ........................... 118
4.2.4.4 Análisis comparativo de los resultados del ensayo de compresión . 122
4.2.5 Resistencia al impacto ......................................................................... 126
4.3 Comparación de la masa y resistencia a la compresión entre los bloques con
los componentes del Tetra Pak y otras investigaciones .......................................... 127
4.3.1 Análisis comparativo de masas ........................................................... 128
4.3.2 Análisis comparativo de la resistencia neta a la compresión .............. 129
CAPITULO V: ANÁLISIS DE PRESUPUESTOS, CONCLUSIONES Y
RECOMENDACIONES ............................................................................................... 133

xii
5.1 ANÁLISIS DE COSTOS ............................................................................ 133
5.1.1 Resumen del análisis de costos ........................................................... 141
5.2 VENTAJAS Y DESVENTAJAS ................................................................ 142
5.2.1 Ventajas ............................................................................................... 142
5.2.2 Desventajas ......................................................................................... 144
5.3 CONCLUSIONES Y RECOMENDACIONES .......................................... 145
5.3.1 Conclusiones ....................................................................................... 145
5.3.2 Recomendaciones: .............................................................................. 148
BIBLIOGRAFÍA........................................................................................................... 151
ANEXOS ........................................................................................................................ 156
LISTA DE ECUACIONES
Ecuación 2.1: Relación agua/cemento .............................................................................. 30
Ecuación 2.2: Cantidad de agua ........................................................................................ 30
Ecuación 3.1: Módulo de finura ........................................................................................ 55
Ecuación 3.2: Volumen desalojado del agregado fino ...................................................... 57
Ecuación 3.3: Peso específico del agregado fino en estado Seco al horno ....................... 57
Ecuación 3.4: Peso específico del agregado fino en estado SSS ...................................... 57
Ecuación 3.5: Capacidad de absorción ............................................................................. 57
Ecuación 3.6: Volumen desalojado del agregado grueso .................................................. 58
Ecuación 3.7: Peso específico del agregado grueso .......................................................... 58
Ecuación 3.8: Peso específico del chasqui total ................................................................ 58
Ecuación 3.9: Absorción del chasqui total ........................................................................ 59
Ecuación 3.10: Masa unitaria (peso volumétrico)............................................................. 61
Ecuación 3.11: Porcentaje de vacíos del material ............................................................. 61
Ecuación 3.12: Flujo en porcentaje ................................................................................... 65
Ecuación 3.13: Resistencia a la compresión de los cubos de mortero .............................. 70
Ecuación 3.14: Densidad del cemento .............................................................................. 72
Ecuación 3.15: Consistencia normal del cemento ............................................................ 74
Ecuación 4.1: Capacidad de absorción del bloque .......................................................... 101
Ecuación 4.2: Contenido de humedad del bloque ........................................................... 102
Ecuación 4.3: Densidad del bloque ................................................................................. 102
Ecuación 4.4: Volumen neto ........................................................................................... 102
Ecuación 4.5: Porcentaje sólido ...................................................................................... 102
Ecuación 4.6: Resistencia a la compresión bruta del bloque .......................................... 118
Ecuación 4.7: Resistencia a la compresión neta del bloque ............................................ 118

xiii
LISTA DE FIGURAS
Figura 2.1: Proceso de fabricación de tableros aglomerados ............................................ 13
Figura 2.2: Composición de los envases de Tetra Pak ...................................................... 15
Figura 2.3: Línea de Hidropulpado ................................................................................... 17
Figura 2.4: Hidropulper .................................................................................................... 17
Figura 2.5: Esquema del proceso de extrusión del PEAL ................................................. 24
Figura 3.1: Método de cuarteo manual ............................................................................. 52
Figura 3.2: Método de cuarteo mecánico .......................................................................... 53
Figura 3.3: Orden de apisonado al moldear los especímenes de ensayo ........................... 67
Figura 3.4: Equipo de Vicat .............................................................................................. 72
Figura 4.1: Área neta y bruta de un bloque hueco de hormigón de ancho 15 cm ........... 117
LISTA DE FOTOGRAFÍAS
Fotografía 2.1: Cubiertas y Paneles hechos con Tetrapak reciclado ................................. 11
Fotografía 2.2: Vivienda con sistema de paneles con Tetrapak reciclado y perfiles
metálicos ........................................................................................................................... 12
Fotografía 2.3: Proceso de limpieza y secado del Polietileno/aluminio ........................... 22
Fotografía 2.4: Aglutinado del Polialuminio .................................................................... 22
Fotografía 2.5: PEAL y PEBD aglutinados (respectivamente) ......................................... 23
Fotografía 2.6: Enfriamiento de los filamentos de PEAL ................................................. 24
Fotografía 2.7: PEAL peletizado ...................................................................................... 25
Fotografía 2.8: Bloque de hormigón (15 cm) ................................................................... 32
Fotografía 3.1: Muestra de polvo azul .............................................................................. 48
Fotografía 3.2: Cantera Fucusucu ..................................................................................... 48
Fotografía 3.3: Serie de tamices de la norma ASTM C33 ................................................ 55
Fotografía 3.4: Determinación del peso específico con el método volumétrico ............... 56
Fotografía 3.5: Muestra extendida al aire, estado SSS del Polialuminio (PEAL) ............ 60
Fotografía 3.6: Colocación del PEAL en el recipiente ..................................................... 60
Fotografía 3.7: Tamizado de la muestra de PEAL por el tamiz No. 30 ............................ 62
Fotografía 3.8: Medición del volumen de la muestra de arena de Otawa ......................... 63
Fotografía 3.9: Mezclado del mortero ............................................................................... 64
Fotografía 3.10: Medición del diámetro del mortero ........................................................ 65
Fotografía 3.11: Mezcla seca de polialuminio .................................................................. 65
Fotografía 3.12: Moldes con mortero ............................................................................... 68
Fotografía 3.13: Curado de los cubos de mortero ............................................................. 68
Fotografía 3.14: Determinación de las dimensiones de los cubos .................................... 69

xiv
Fotografía 3.15: Montaje de pesas para el ensayo de compresión de cubos ..................... 70
Fotografía 3.16: Lectura inicial de la Aguja de Vicat sobre la pasta de cemento ............. 75
Fotografía 3.17: Parte superior del silo del chasqui .......................................................... 80
Fotografía 3.18: Bandas transportadoras de los agregados y tablero de programación .... 81
Fotografía 3.19: Vista frontal y lateral de la camara de mezclado .................................... 82
Fotografía 3.20: Ejes de la mezcladora con sus aspas ...................................................... 82
Fotografía 3.21: Vertido del polietileno y cemento en la cámara de mezclado ................ 83
Fotografía 3.22: Depósito o reservorio de agua que conecta hacia la cámara de
mezclado ........................................................................................................................... 84
Fotografía 3.23: Traslado y colocación de palets sobre la banda posterior de la maquina
vibrocompactadora ............................................................................................................ 85
Fotografía 3.24: Mecanismo de vibración y compactación de la mezcla ......................... 85
Fotografía 3.25: Tablero del sistema de control de la máquina ........................................ 86
Fotografía 3.26: Extracción y traslado de los bloques hacia los portapalets..................... 87
Fotografía 3.27: Extracción y traslado de los bloques hacia los portapalets..................... 87
Fotografía 3.28: Curado y almacenado de los bloques de investigación .......................... 88
Fotografía 4.1: Identificación de los especímenes en el laboratorio ................................. 90
Fotografía 4.2: Medición de dimensiones planas (largo, ancho y altura) ......................... 92
Fotografía 4.3: Medición de tabiques (1, 2, 3 y 4) y paredes (1 y 2) ................................ 92
Fotografía 4.4: Comparación de la Desviación ................................................................. 99
Fotografía 4.5: Proceso de escurrimiento para determinar el estado SSS. ...................... 100
Fotografía 4.6: Determinación de la masa saturada y sumergida de cada bloque. ......... 101
Fotografía 4.7: Colocación de los bloques en el horno eléctrico a 110 °C. .................... 101
Fotografía 4.8: Refrentado en las dos caras superior en inferior de cada bloque ........... 116
LISTA DE GRÁFICAS
Gráfico 2.1: Peso específico de mampuestos .................................................................... 10
Gráfico 2.2: Resistencia a la compresión de mampuestos ................................................ 10
Gráfico 2.3: Absorción de agua en mampuestos ............................................................... 10
Gráfico 2.4: Flujograma de separación de los componentes de Tetra pak ........................ 15
Gráfico 2.5: Datos del último censo de población y vivienda .......................................... 26
Gráfico 2.6: Proceso industrializado de fabricación de bloques de hormigón .................. 37
Gráfico 2.7: Flujograma de detalle de elaboración de bloques ......................................... 37
Gráfico 3.1: Requisitos mecánicos del cemento Selvalegre Plus ..................................... 50
Gráfica 4.1: Comparación de la Desviación Estándar entre el Bloque convencional vs
Bloque con PEAL ............................................................................................................. 97
xv
Gráfica 4.2: Comparación de la Desviación Estándar entre el Bloque convencional vs
Bloque con PEBD ............................................................................................................. 97
Gráfica 4.3: Análisis comparativo de promedios de masas entre el bloque convencional y
los bloques con reemplazo de PEAL a los 7 días............................................................ 107
Gráfica 4.4: Análisis comparativo de promedios de masas entre el bloque convencional y
los bloques con reemplazo de PEAL a los 28 días.......................................................... 107
Gráfica 4.5: Análisis comparativo de promedios de masas entre el bloque convencional y
los bloques con reemplazo de PEBD a los 7 días ........................................................... 108
Gráfica 4.6: Análisis comparativo de promedios de masas entre el bloque convencional y
los bloques con reemplazo de PEBD a los 28 días ......................................................... 108
Gráfica 4.7: Análisis comparativo de los promedios de absorción de agua de los bloques
convencionales vs reemplazo con PEAL a los 7 y 28 días y NTE INEN 3066 .............. 109
Gráfica 4.8: Análisis comparativo de los promedios de absorción de agua de los bloques
convencionales vs reemplazo con PEBD a los 7 y 28 días y NTE INEN 3066 .............. 110
Gráfica 4.9: Análisis comparativo de los promedios de densidad de los bloques
convencionales vs reemplazo con PEAL a los 7 y 28 días y NTE INEN 3066 .............. 112
Gráfica 4.10: Análisis comparativo de los promedios de densidad de los bloques
convencionales vs reemplazo con PEBD a los 7 y 28 días y NTE INEN 3066 .............. 112
Gráfica 4.11: Curva Resistencia neta a la compresión vs Edad de los bloques con
Polialuminio (PEAL) ...................................................................................................... 124
Gráfica 4.12: Curva Resistencia neta a la compresión vs Edad de los bloques con
Polietileno (PEBD) ......................................................................................................... 125
Gráfico 4.13: Análisis comparativo de masas de las mezclas más óptimas de cada
investigación ................................................................................................................... 131
Gráfico 4.14: Curvas comparativas de la resistencia a la compresión de las mezclas más
óptimas de cada investigación ........................................................................................ 132
Gráfica 5.1: Resumen de costos unitario según el tipo de bloque .................................. 141
Gráfica 5.2: Resumen de costos por m2 de mampostería según el tipo de bloque ......... 142
LISTA DE TABLAS
Tabla 1.1: Total de bloques utilizados en la investigación ................................................. 2
Tabla 2.1: Resistencia a la compresión en bloques con celdas en posición vertical ........... 8
Tabla 2.2: Ensayo a compresión de los ladrillos ................................................................. 9
Tabla 2.3: Propiedades mecánicas entre el PEAL y el PEBD .......................................... 18
Tabla 2.4: Propiedades del PEAL de los envases de Tetra Pak ........................................ 18
Tabla 2.5: Composición de las muestras del resultado de la fundición de láminas
metálicas obtenidas por pirólisis de envases multicapa .................................................... 19
Tabla 2.6: Clasificación del polietileno según su densidad .............................................. 20
Tabla 2.7: Temperatura de transición vítrea y fusión del polietileno................................ 20
Tabla 2.8: Propiedades físicas y mecánicas del PEBD ..................................................... 21

xvi
Tabla 2.9: Clasificación de bloques, de acuerdo a sus usos .............................................. 28
Tabla 2.10: Clasificación de bloques, de acuerdo a su densidad ...................................... 28
Tabla 2.11: Tipos de cemento Portland ............................................................................ 29
Tabla 2.12: Compuestos de los diferentes tipos de cemento Portland .............................. 29
Tabla 2.13: Serie de tamices para el agregado fino .......................................................... 31
Tabla 2.14: Dimensiones mínimas de paredes y tabiques ................................................. 32
Tabla 2.15: Dimensiones modulares y dimensiones nominales de los bloques de
hormigón ........................................................................................................................... 33
Tabla 2.16: Número de bloques a ensayar según la propiedad seleccionada .................... 33
Tabla 2.17: Absorción Máxima de agua en bloques Clase A ........................................... 34
Tabla 2.18: Resistencia neta mínima a la compresión de bloques de hormigón ............... 35
Tabla 2.19: Dosificación por peso para diferentes contenidos de cemento ...................... 38
Tabla 2.20: Rendimiento y consumo por cada saco de cemento ...................................... 39
Tabla 2.21: Método de compactación en función de la dosis de cemento ........................ 40
Tabla 3.1: Técnicas e instrumentos de la investigación .................................................... 47
Tabla 3.2: Ubicación de la Cantera Fucususcu y características del polvo azul ............... 48
Tabla 3.3: Ubicación de la Cantera y características del chasqui ..................................... 49
Tabla 3.4: Requisitos físicos del cemento Selvalegre Plus ............................................... 49
Tabla 3.5: Requisitos químicos del cemento Selvalegre Plus ........................................... 50
Tabla 3.6: Ensayos característicos de materiales .............................................................. 51
Tabla 3.7: Escala de colores de Gardner ........................................................................... 54
Tabla 3.8: Dosificación de la mezcla ................................................................................ 62
Tabla 3.9: Cantidades de materiales reemplazantes de la arena de Otawa en los
morteros ............................................................................................................................ 63
Tabla 3.10: Identificación de los cubos de mortero según el material .............................. 68
Tabla 3.11: Tolerancia admisible para la edad de ensayo de cubos .................................. 69
Tabla 3.12: Resumen de ensayos realizados a los materiales ........................................... 76
Tabla 3.13: Volúmenes medidos y utilizados en obra ...................................................... 77
Tabla 3.14: Dosificación de la mezcla patrón ................................................................... 77
Tabla 3.15: Dosificación de los bloques ecológicos ......................................................... 78
Tabla 3.16: Dosificación al volumen del bloque con Polialuminio (PEAL) .................... 78
Tabla 3.17: Dosificación al peso del bloque con Polialuminio (PEAL) ........................... 79
Tabla 3.18: Dosificación al volumen del bloque con Polietileno (PEBD)........................ 79
Tabla 3.19: Dosificación al peso del bloque con Polietileno (PEBD) .............................. 79
Tabla 4.1: Identificación de los especímenes en obra ....................................................... 89
Tabla 4.2: Propiedades de los bloques .............................................................................. 91

xvii
Tabla 4.3: Dimensiones de los bloque convencionales ..................................................... 93
Tabla 4.4: Dimensiones de los bloques con reemplazo de 27% de PEAL........................ 93
Tabla 4.5: Dimensiones de los bloques con reemplazo de 34% de PEAL........................ 94
Tabla 4.6: Dimensiones de los bloques con reemplazo de 41% de PEAL........................ 94
Tabla 4.7: Dimensiones de los bloques con reemplazo de 27% Polietileno (PEBD) ....... 95
Tabla 4.8: Dimensiones de los bloques con reemplazo de 34% Polietileno (PEBD) ....... 95
Tabla 4.9: Dimensiones de los bloques con reemplazo de 41% Polietileno (PEBD) ....... 96
Tabla 4.10: Resumen promedio de las dimensiones por tipo de bloque ........................... 96
Tabla 4.11: Desviaciones estándar por tipo de bloque con respecto al bloque
convencional ..................................................................................................................... 97
Tabla 4.12: Resultados del ensayo de absorción de agua del bloque convencional ....... 103
Tabla 4.13: Resultados del ensayo de absorción de agua del bloque con 27% de PEAL 103
Tabla 4.14: Resultados del ensayo de absorción de agua del bloque con 34% de PEAL 104
Tabla 4.15: Resultados del ensayo de absorción de agua del bloque con 41% de PEAL 104
Tabla 4.16: Resultados del ensayo de absorción de agua del bloque con 27% de PEBD105
Tabla 4.17: Resultados del ensayo de absorción de agua del bloque con 34% de PEBD105
Tabla 4.18: Resultados del ensayo de absorción de agua del bloque con 41% de PEBD106
Tabla 4.19: Edades de ensayo a la compresión de los bloques ....................................... 114
Tabla 4.20: Dosificación para mortero de espesor 6 mm ................................................ 115
Tabla 4.21: Resultados del ensayo de resistencia a la compresión del bloque
convencional ................................................................................................................... 119
Tabla 4.22: Resultados del ensayo de resistencia a la compresión del bloque con 27% de
PEAL .............................................................................................................................. 119
Tabla 4.23: Resultados del ensayo de resistencia a la compresión del bloque con 34% de
PEAL .............................................................................................................................. 120
Tabla 4.24: Resultados del ensayo de resistencia a la compresión del bloque con 41% de
PEAL .............................................................................................................................. 120
Tabla 4.25: Resultados del ensayo de resistencia a la compresión del bloque con 27% de
PEBD .............................................................................................................................. 121
Tabla 4.26: Resultados del ensayo de resistencia a la compresión del bloque con 34% de
PEBD .............................................................................................................................. 121
Tabla 4.27: Resultados del ensayo de resistencia a la compresión del bloque con 41% de
PEBD .............................................................................................................................. 122
Tabla 4.28: Resumen de los promedios de las resistencias netas a la compresión
(MPa.) ............................................................................................................................. 122
Tabla 4.29: Porcentajes de aumento o disminución de la resistencia neta promedio a la
compresión con respecto al bloque convencional y norma NTE INEN 3066 ................ 123
Tabla 4.30: Desviación estándar de la resistencia neta promedio a la compresión con
respecto al bloque convencional y norma NTE INEN 3066 ........................................... 123
xviii
Tabla 4.31: Resistencia al impacto del bloque convencional ......................................... 126
Tabla 4.32: Resistencia al impacto de los bloques con reemplazo de PEAL Y PEBD ... 127
Tabla 4.33: Resumen promedio de las masas de los bloques con PEAL y PEBD (kg) .. 128
Tabla 4.34: Resumen promedio de las masas de los bloques con Poliestireno (kg) ....... 128
Tabla 4.35: Resumen promedio de las masas de los bloques con Vidrio triturado (kg) . 129
Tabla 4.36: Resumen promedio de la resistencia a la compresión de los bloques con
Polialuminio y Polietileno (MPa) ................................................................................... 129
Tabla 4.37: Resumen promedio de la resistencia a la compresión de los bloques con
Poliestireno (MPa) .......................................................................................................... 130
Tabla 4.38: Resumen promedio de la resistencia a la compresión de los bloques con
Vidrio triturado (MPa) .................................................................................................... 130
Tabla 5.1: Cantidad de material para 1 𝐦𝟐 de mampostería con bloques con reemplazo de
polialuminio PEAL y polietileno PEBD (kg) ................................................................. 133
Tabla 5.2: Análisis de Precios unitarios para el bloque convencional SERVIBLOCK .. 134
Tabla 5.3: Análisis de Precios unitarios para el 27% de Polietileno (PEAL) ................. 135
Tabla 5.4: Análisis de Precios unitarios para el 34% de Polialuminio (PEAL) .............. 136
Tabla 5.5: Análisis de Precios unitarios para el 41% de Polietileno (PEAL) ................. 137
Tabla 5.6: Análisis de Precios unitarios con 27% de Polietileno (PEBD) ...................... 138
Tabla 5.7: Análisis de precios unitarios con 34% de Polietileno (PEBD) ...................... 139
Tabla 5.8: Análisis de Precios unitarios con 41% de Polietileno (PEBD) ...................... 140
Tabla 5.9: Resumen de costos según el tipo de bloque en estudio ................................. 141
Tabla 5.10: Ventajas de los bloques ecológicos con respecto al bloque convencional y a la
norma INEN 3066 ........................................................................................................... 143
Tabla 5.10: Desventajas de los bloques ecológicos con respecto al bloque convencional y
a la norma INEN 3066 .................................................................................................... 144
Resultados del ensayo de Capacidad de Absorción ........................................................ 167

xix
TÍTULO: Correlación entre las propiedades mecánicas de los bloques ecológicos
fabricados con los componentes del Tetra pak reciclado y bloques convencionales.
Autores: Miguel Mauricio Bernal Paredes
Nelson Efraín Palacio Jiménez
Tutor: Ing. Carlos Alberto Lasso Molina
RESUMEN
La presente investigación estudia y correlaciona las propiedades físico-mecánicas
de los bloques de hormigón convencionales alivianados de la empresa
SERVIBLOCK y los elaborados con los componentes de los envases multicapa
Tetrapak procesados en la fábrica ECUAPLASTIC como son el Polialuminio
(PEAL) y el Polietileno de baja densidad (PEBD), reemplazando parcialmente a los
agregados fino y grueso en 3 mezclas por cada componente reciclado. Éstos son
mezclados con cemento Selva Alegre Plus tipo IP portland y agua, de tal forma que
los bloques fabricados cumplan con los requisitos indicados por la NTE INEN 3066
a los 3, 7, 14 y 28 días. Los resultados evidenciaron que la adición de los materiales
reciclados disminuye considerablemente el peso del bloque, hasta casi la mitad en
el caso de las mezclas con mayor reemplazo. En cuanto a la resistencia, los bloques
con 34% de reemplazo de Polietileno (PEBD) aglutinado, sobrepasaron la
resistencia mínima de la norma NTE INEN 3066. Desfavorablemente, el análisis
de precios unitarios indica que no es factible su comercialización, debido al elevado
costo de la obtención de la materia prima.
PALABRAS CLAVE: BLOQUE HUECO DE HORMIGÓN / TETRA PAK /
ENVASES MULTICAPA / POLIALUMINIO PELETIZADO / POLIETILENO
AGLUTINADO / ALIVIANAMIENTO / ENSAYO PARA BLOQUES /
RESISTENCIA A LA COMPRESIÓN.

xx
Title: Correlation between the mechanical properties of the ecologic blocks
manufactured with the components of recycled Tetra pak and conventional blocks.
Authors: Miguel Mauricio Bernal Paredes
Nelson Efraín Palacio Jiménez
Tutor: Ing. Carlos Alberto Lasso Molina
ABSTRACT
The present research studies and correlates the physical-mechanical properties of
the conventional alleviated concrete blocks of the company SERVIBLOCK and the
ones made with the components of the Tetrapak multi-layer containers processed
in the Factory ECUAPLASTIC, like Poly-Aluminum (PEAL) and low density
Polyethylene (PEBD), partially replacing to the fine and thick aggregates in 3
mixtures for each recycled component. These are mixed with cement Selva Alegre
Plus, type IP Portland and wáter, so that the manufactured blocks accomplish the
requirements indicated by the NTE INEN 3066 at 3, 7, 14 and 28 days. The results
showed that the addition of the recycled materials reduces considerably block’s
weight, up to almost half in case of the mixtures with greater replacement.
Regarding the resistance, the blocks with 34% of Polyethylene agglutinate
replacement, exceded the minimal resistance of the norm NTE INEN 3066.
Unfortunately, the unit prices analysis shows that its commercialization is not
feasible, due to the high cost of obtaining the raw material.
KEY WORDS: HOLLOW BLOCK CONCRETE / TETRA PAK /
MULTILAYER PACKS / POLY ALUMINUM PELLETIZED /
AGGLUTINATED POLYETHYLENE / LIGHTENING / TEST FOR BLOCKS /
RESISTANCE TO COMPRESSION.

1
CAPITULO I
1. GENERALIDADES
1.1 INTRODUCCIÓN
Dentro de la Ingeniería Civil, se busca incorporar materiales reciclados no
solamente para la reducción de los niveles de contaminación de residuos sólidos
urbanos sino también que aporten con similares o mejores características que los
materiales pétreos para la reducción de la sobre explotación en minas y canteras, de
tal manera que garanticen la innovación y optimicen los procesos constructivos
tradicionales. Actualmente en el Ecuador el uso del TetraPak está destinado a la
elaboración de tableros y cubiertas utilizadas para la construcción de viviendas en
sectores de difícil acceso y altas temperaturas.
La investigación busca obtener un producto final alternativo de mampuesto, capaz
de brindar a los técnicos vinculados al área estructural una opción más amigable
respecto al medio ambiente y que a su vez cumpla con los aspectos técnicos,
económicos, sociales y ecológicos deseados, como es la reducción del peso en las
estructuras, la disminución del peligro en áreas sísmicas de considerable riesgo.
Para lograr lo antes mencionado se ha reemplazado parcialmente el agregado fino
(polvo azul) de los bloques convencionales, por materiales ligeros como son las
láminas de polietileno-aluminio (PEAL) y las láminas de polietileno de baja
densidad (PEBD) provenientes de los envases multicapa de Tetra Pak, con el objeto
de reducir el impacto ambiental que generan éstos y alivianar la mampostería
utilizada en obras constructivas. Con esto se pretende correlacionar los bloques
convencionales y los bloques ecológicos fabricados con los materiales antes

2
mencionados, de tal manera que las propiedades mecánicas cumplan la norma NTE
INEN 3066 referida a los requisitos y métodos de ensayo para bloques huecos de
hormigón.
Son realizadas 6 mezclas a partir de la dosificación patrón del bloque convencional,
3 reemplazos parciales en volumen del agregado fino y grueso por cada material
reciclado (PEAL y PEBD). De esta manera se pretende elaborar los bloques
ecológicos con las mismas condiciones en que fueron fabricados los bloques
convencionales para que la comparación de resultados indique una tendencia de
crecimiento o decrecimiento notable de sus propiedades. Para cada reemplazo , se
realiza 54 bloques que van a ser sometidos a los diferentes tipos de ensayos
obligatorios según la norma NTE INEN 3066, a edades de 3, 7, 14 y 28 días, como
se observa en la Tabla 1.1.
Tabla 1.1: Total de bloques utilizados en la investigación
TIPOS DE
BLOQUES
TIPOS DE
ENSAYO
EDAD DE
ENSAYO
(DÍAS)
NÚMERO DE BLOQUES
REEMPLAZADOS TOTAL DE
BLOQUES 27% de
material
reciclado
34% de
material
reciclado
41% de
material
reciclado
Bloques con
Polialuminio
(PEAL)
Ensayo a la
compresión
3 3 3 3
54
7 3 3 3
14 3 3 3
28 3 3 3
Ensayos de
absorción,
contenido
de
humedad,
impacto
7 3 3 3
28 3 3 3
Bloques con
Polietileno
(PEBD)
Ensayo a la
compresión
3 3 3 3
54 7 3 3 3
14 3 3 3
28 3 3 3

3
Ensayos de
absorción,
contenido
de
humedad,
impacto
7 3 3 3
28 3 3 3
TOTAL DE BLOQUES 36 36 36 108
Fuente: Autores (Bernal & Palacio, 2017)
1.2 PROBLEMA
Generalmente dentro de una edificación ante la eventualidad de un sismo de gran
magnitud, los elementos no estructurales como las mamposterías son lo primero en
colapsar, algunas veces llevándose consigo vidas humanas. Por tal motivo es
necesario recurrir a materiales livianos como reemplazo de los agregados.
1.3 JUSTIFICACIÓN
La elaboración de un nuevo mampuesto que sustituya la utilización de áridos en su
composición representa una solución de gran importancia que se describe en los
siguientes aspectos fundamentales:
1. Social: En el Ecuador según el censo de Vivienda e infraestructura del año 2010
realizado por el INEC, da a conocer que el porcentaje de viviendas construidas con
paredes utilizando bloques, sobrepasa ampliamente a otras técnicas constructivas
como es la división de espacios mediante tableros de madera, separación
autoportante, paredes de ladrillos, piedra. Una técnica constructiva innovadora es
la utilización de paneles compuestos por materiales reciclados como son el
polialuminio y el polietileno de baja densidad, componentes que han sido
estudiados y han dado buen resultado, por lo que la investigación busca incorporar
sus materias primas procesadas e incluirla en los mampuestos. El proyecto ofrecería
la posibilidad de favorecer a los compradores del producto y principalmente a la

4
cadena de recicladores en la venta de envases multicapa de Tetra Pak, incentivar al
reciclaje en las instituciones educativas, financieras, comerciales, privadas,
publicas entre otras, además de promover la inversión pública, destinar maquinarias
industriales para generar empleo, ocasionando un valor social importante dentro del
país, ya que los envases multicapa no tendrían como disposición final otra ciudad
sino que serían reutilizados para la elaboración de material de construcción de
vivienda social.
2. Tecnológico y constructivo: La investigación busca obtener un producto final
alternativo de mampuesto no estructural, que aporte con la disminución del peso en
paredes interiores para la división de espacios y losas, capaz de brindar una
disminución del peligro sísmico.
3. Ambiental: Dentro de la Ingeniería Civil, se busca incorporar materiales
reciclados no solamente para la reducción de los niveles de contaminación de
residuos sólidos urbanos sino también que aporten con similares o mejores
características que los materiales pétreos para la reducción de la sobre explotación
en minas y canteras del sector de la Mitad del Mundo que es donde existe la
demanda de material pétreo, de tal manera que garanticen la innovación y optimicen
los procesos constructivos tradicionales.
1.4 ALCANCE
El alcance del estudio es elaborar los estudios comparativos entre la mezcla patrón
de bloques convencionales no estructurales y los bloques ecológicos, cumpliendo
con una resistencia mínima promedio de 4 MPa de acuerdo a la Norma INEN 3066.
Los bloques convencionales son elaborados en la bloquera Serviblock, utilizando
agregado fino (polvo azul) proveniente de la cantera Fucusucu ubicada en San

5
Antonio de Pichincha, agregado grueso (chasqui) transportado desde la mina El
Boliche y como matriz ligante al cemento tipo IP. Las materias primas (PEAL y
PEBD), se las obtiene en la empresa Ecuaplastic.
Por último, se determinan las características mecánicas de estos nuevos materiales
innovadores y las propiedades mecánicas de los bloques ecológicos en los
laboratorios de Ensayo de Materiales de la Universidad Central del Ecuador y del
INECYC de acuerdo con las especificaciones de la norma INEN 3066 que permitan
detallar el comportamiento de la sustitución de los materiales reciclados en el
bloque. Al no existir una normativa específica sobre materiales reciclados en el
país, los ensayos característicos de los materiales pétreos establecidos por la INEN
deben ser adaptados a este tipo de fibras. La mejor dosificación que resulte de las
pruebas está destinada a un uso de paredes interiores divisorias para edificaciones
de varios pisos en alturas considerables.
1.5 OBJETIVOS
1.5.1 Objetivo General
Comparar las propiedades físico-mecánicas de los bloques convencionales con los
bloques de hormigón elaborados con una mezcla de Polialuminio (PEAL) y
Polietileno de baja densidad (PEBD) extraídos de los envases multicapa Tetra Pak,
ligado con una matriz de cemento Portland, agua, agregado fino y grueso para
analizar la factibilidad económica y el cumplimiento de la normativa vigente en el
país.

6
1.5.2 Objetivos específicos
Elaborar muestras de bloque ecológico prototipo, mediante el empleo de
Polietileno/aluminio y Polietileno extraídos del proceso de separación de los
envases de Tetra Pak reciclados para el mejoramiento de las propiedades
mecánicas.
Realizar los ensayos de caracterización físico-mecánicas de los materiales a
emplearse en los bloques ecológicos y convencionales para describir su
comportamiento.
Obtener el porcentaje de sustitución óptima para disminuir el peso y
fragilidad al impacto de los bloques ecológicos.
Definir las ventajas y desventajas dentro del campo de la construcción
mediante la correlación estadística obtenida de los resultados finales de los
ensayos para encontrar el bloque más óptimo.
Comparar el costo de elaboración de los bloques ecológicos con el del bloque
convencional para su posible incorporación comercial.
1.6 HIPÓTESIS
La sustitución del Polietileno/aluminio (PEAL) y Polietileno de baja densidad
(PEBD) en la fabricación de los bloques no estructurales mejorará y optimizará
algunas propiedades mecánicas, cuya finalidad radicará en la aplicación a paredes
interiores.

7
CAPITULO II
2. MARCO TEÓRICO
2.1 ANTECEDENTES DE LA INVESTIGACIÓN
2.1.1 Concreto expandido o concreto celular
Al juntar concreto con escoria de aluminio, el ingeniero metalúrgico (Edval
Gonçalves de Araújo, 1992) creó un nuevo producto que abarata el costo de los
materiales utilizados en la construcción civil. Es un tipo especial de argamasa o
mezcla denominada concreto celular, que suministra una finalidad útil de una
manera inédita a la escoria de aluminio, un residuo contaminante de la
industrialización de dicho metal. La cantidad de este material asciende a más de 11
mil toneladas anuales en Brasil. La escoria, una vez procesada, actúa como un
agente expansor, que incorpora aire a la mezcla y puede utilizarse en la fabricación
de bloques (ladrillos), paneles prefabricados, contrapisos y otros tipos de
revestimientos. Los dos productos utilizados actualmente como agentes expansores
(polvo de aluminio y las sustancias químicas denominadas espumígenos) son muy
caros y limitan el uso del concreto celular (Revista Pesquisa, 2002).
Cuando el agente expansor es adicionado a la mezcla, cumple la función de volverla
porosa, reduciendo la densidad de los productos fabricados. Este efecto expansor
se logra debido que, al reaccionar en el medio alcalino de la mezcla común
(cemento, cal y arena), se desencadena la liberación de los gases hidrógeno (H2) y
metano (CH4), formando burbujas, que se incorporan al material. El concreto
celular, pese a ser hasta un 30% menos denso que la argamasa convencional, puede
atender todos los requerimientos de resistencia a la compresión, según la aplicación
8
a la cual se destine. Los bloques concreto celular con escoria poseen la misma
resistencia a la compresión que la de los bloques comunes (Revista Pesquisa, 2002).
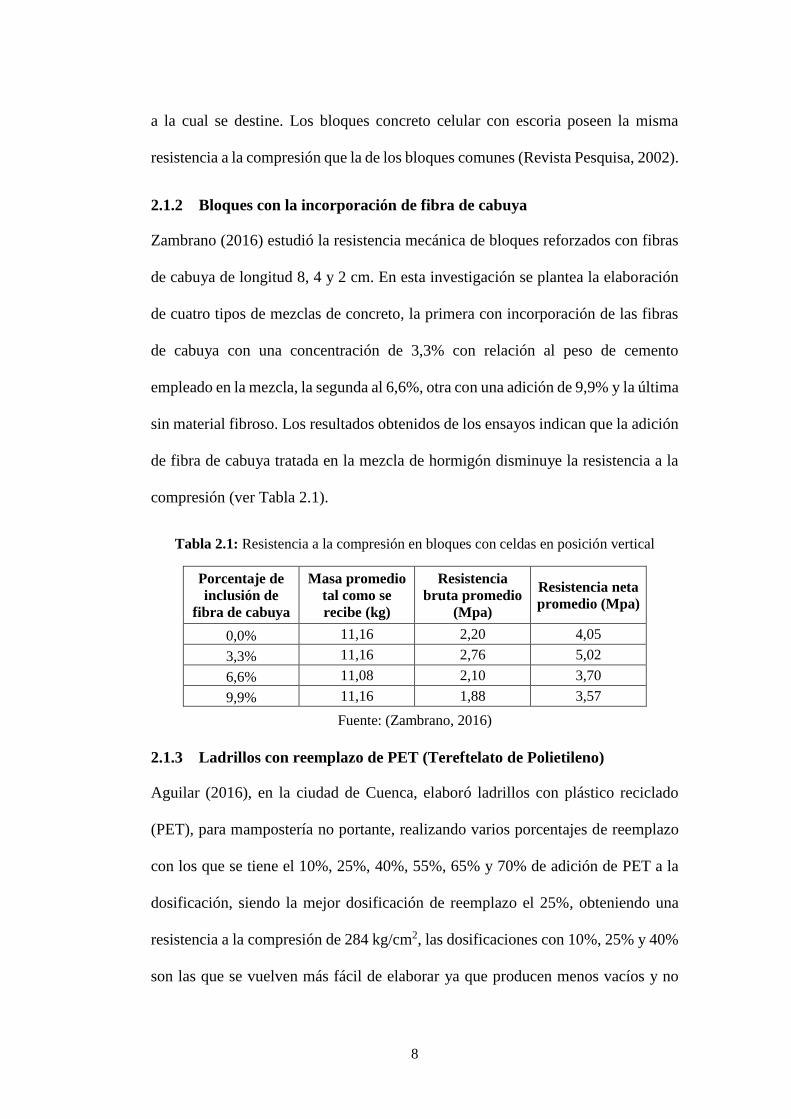
2.1.2 Bloques con la incorporación de fibra de cabuya
Zambrano (2016) estudió la resistencia mecánica de bloques reforzados con fibras
de cabuya de longitud 8, 4 y 2 cm. En esta investigación se plantea la elaboración
de cuatro tipos de mezclas de concreto, la primera con incorporación de las fibras
de cabuya con una concentración de 3,3% con relación al peso de cemento
empleado en la mezcla, la segunda al 6,6%, otra con una adición de 9,9% y la última
sin material fibroso. Los resultados obtenidos de los ensayos indican que la adición
de fibra de cabuya tratada en la mezcla de hormigón disminuye la resistencia a la
compresión (ver Tabla 2.1).
Tabla 2.1: Resistencia a la compresión en bloques con celdas en posición vertical
Porcentaje de
inclusión de
fibra de cabuya
Masa promedio
tal como se
recibe (kg)
Resistencia
bruta promedio
(Mpa)
Resistencia neta
promedio (Mpa)
0,0% 11,16 2,20 4,05
3,3% 11,16 2,76 5,02
6,6% 11,08 2,10 3,70
9,9% 11,16 1,88 3,57
Fuente: (Zambrano, 2016)
2.1.3 Ladrillos con reemplazo de PET (Tereftelato de Polietileno)
Aguilar (2016), en la ciudad de Cuenca, elaboró ladrillos con plástico reciclado
(PET), para mampostería no portante, realizando varios porcentajes de reemplazo
con los que se tiene el 10%, 25%, 40%, 55%, 65% y 70% de adición de PET a la
dosificación, siendo la mejor dosificación de reemplazo el 25%, obteniendo una
resistencia a la compresión de 284 kg/cm2, las dosificaciones con 10%, 25% y 40%
son las que se vuelven más fácil de elaborar ya que producen menos vacíos y no

9
generan tanto esponjamiento al producto final como las demás, logrando así tener
resultados de los ensayos positivos como se detallan en la Tabla 2.2.
Tabla 2.2: Ensayo a compresión de los ladrillos
Porcentaje de
sustitución de
PET
Masa promedio
tal como se
recibe (kg)
Resistencia
promedio
(Kg/cm2)
10% de PET 2,48 248,96
25% de PET 2,18 288,7
40% de PET 2,25 266,96
55% de PET 1,17 17,92
65% de PET 1,01 9,08
Fuente: (Agumba, 2016)
2.1.4 Bloques con diferentes tipos de plástico
Gaggino (2009), Investigadora de CEVE (Centro Experimental de la Vivienda
Económica), realizó un estudio acerca de ladrillos y bloques con materiales
reciclados como son: PET, LDPE1, PS2, con otros tipos de plástico reciclado,
comparándolos con los bloques comunes y ladrillos fabricados con tierra. Los
resultados de peso específico, resistencia a la compresión y absorción de agua se
muestran en los Gráficos 2.1, 2.2 y 2.3 respectivamente.
1 El LDPE (por sus siglas en inglés, Low Density Polyethylene) o PEBD, es un polietileno de baja
densidad (Rodríguez & José, 1997). 2 El PS (Poliestireno) es un polímero termoplástico que se obtiene de la polimerización del estireno
monómero. El poliestireno también se presenta en forma de espuma para envoltorio y como aislante
(Wunsch, 2000).

10
Gráfico 2.1: Peso específico de mampuestos
Fuente: (Gaggino, 2009)
Gráfico 2.2: Resistencia a la compresión de mampuestos
Fuente: (Gaggino, 2009)
Gráfico 2.3: Absorción de agua en mampuestos
Fuente: (Gaggino, 2009)
1578
855
1000 1030
826
520
833
1150
0
500
1000
1500
2000
Tipos de mampuestos
Ladrillos comunes de tierra
Ladrillos cerámicos huecos
Bloques de hormigón común
Ladrillos con LDPE
reciclado
Bloques con PET reciclado
Ladrillos con PS reciclado
Ladrillos con plásticos
reciclados
Ladrillos con PET reciclado
Pes
o e
spec
ífic
o
15
34
20
40
1013,2
8
0,3
20
0
20
40
60
Tipos de mampuestos
Ladrillos y bloques cerámicos
no portantesLadrillos y bloques cerámicos
portantesBloques de hormigón no
portantesBloques de hormigón portantes
Bloques con PET reciclado
Ladrillos con LDPE reciclado
Ladrillos con plásticos varios
recicladosLadrillos con PS reciclado
Ladrillos con PET reciclado
Carg
a m
áxim
a d
e ro
tura
21,60
7,909,00
6,50
19,10
10,00
24,00
0,00
5,00
10,00
15,00
20,00
25,00
Tipos de mampuestos
Ladrillo común de tierra
Bloque común de hormigón (de
cemento y arena) no portante
Bloque con PET reciclado
Ladrillo con LDPE reciclado
Ladrillo con PET reciclado
Ladrillo con PS reciclado
Ladrillo con plásticos varios
reciclados
Ab
sorc
ión
de
agu
a

11
2.1.5 Bloques con reemplazo de vidrio triturado
Rubio & Toscano (2017) realizaron una investigación sobre la elaboración de
bloques de alivianamiento con vidrio triturado, para el uso en losas alivianadas de
hormigón armado con el objetivo de aumentar la resistencia del material y mejorar
sus propiedades físico-mecánicas, el vidrio triturado ayudó a disminuir la cantidad
de arena y cascajo en proporciones establecidas en la investigación del
10%,15%,20%,30% de vidrio triturado, estas proporciones fueron adoptadas para
obtener la dosificación óptima. La dosificación óptima para los bloques de 15 cm.
Fue para la mezcla con reemplazo de 20% de vidrio triturado dando una resistencia
de 4.73 kg/cm2.
2.1.6 Usos de los envases multicapa de Tetra Pak en el Ecuador como
material de construcción.
En la actualidad la empresa Ecuaplastic fabrica varios productos como son: paneles,
cubiertas (ver Fotografía 2.1), mesas, muebles, basureros y también su uso para
decoración, además de fabricar viviendas para animales domésticos casas con
sistemas livianos en seco con perfiles metálicos (ver Fotografía 2.2).
Fotografía 2.1: Cubiertas y Paneles hechos con Tetrapak reciclado
Fuente: Autores (Bernal & Palacio, 2017)

12
Fotografía 2.2: Vivienda con sistema de paneles con Tetrapak reciclado y perfiles
metálicos
Fuente: Autores (Bernal & Palacio, 2017)
Proceso de elaboración de paneles aglomerados
La primera etapa del proceso industrial es disminuir el tamaño de las láminas de
Polietileno/aluminio reciclado a 3 mm, con la utilización de una trituradora. En la
etapa siguiente el material triturado es dosificado en moldes para formar paneles
aglomerados de acuerdo a las dimensiones de estos y a la capacidad de la
producción. Se finaliza el proceso mediante el prensado del material,
comprimiéndolo a una temperatura de 170℃, y que por efecto de la temperatura el
polietileno se funde produciendo una matriz, en la cual el aluminio y el papel actúan
como refuerzo para formar el material compuesto final (Estrella, 2013). El sistema
de elaboración de paneles aglomerados se muestra en la Figura 2.1.

13
Figura 2.1: Proceso de fabricación de tableros aglomerados
Fuente: (Estrella, 2013)
2.2 ENVASES MULTICAPA TETRA PAK
2.2.1 Reciclaje de los envases
La empresa Tetra Pak fabrica alrededor de 7 800 toneladas de envases al año en el
Ecuador, lo que significa que toda esa cantidad representaba una evidente
contaminación al medio ambiente. Tetra Pak y Ecuaplastic hicieron un acuerdo para
reducir ese impacto ambiental, el cual consiste en tratar y reutilizar la materia prima
en tableros, tejas, mangueras y otros usos en el sector de la construcción. (Tetra
Pak, 2016). El proyecto de reutilización de los envases arrancó en el 2010 y
demandó una inversión de USD 150 000 que permitió contratar a 10 trabajadores
adicionales en la fábrica de Ecuaplastic. La gigante de envases contribuyó con USD
100 000 y la firma ecuatoriana aportó el resto. Para obtener la materia prima, Tetra
Pak realizó campañas y colocó 260 puntos de acopio en oficinas y escuelas (Revista
Líderes, 2012).
En el año 2015 Tetra Pak recicló 836 toneladas, lo cual representa un 11,9 % de
todo lo producido en el Ecuador. Cabe recalcar que los tableros de Ecopak
fabricados con el polialuminio, uno de los componentes de los envases multicapa

14
de Tetra Pak, son sometidos al proceso de reciclaje y cada vez cuentan con mayor
aceptación en el mercado ya que es un material que tiene excelentes propiedades:
es termo acústico, resistente a la humedad y de alta resistencia, por lo cual está
siendo muy cotizado para acabados de construcción, techos, muebles entre
otros (Tetra Pak, 2016).
2.2.2 Composición de los envases
Los envases multicapa de Tetra Pak están diseñados para poder conservar y
almacenar líquidos por mucho tiempo, este material contiene diferentes capas de
algunos compuestos, por lo tanto, no es biodegradable. Están compuestos por
6 capas combinadas de polietileno, aluminio y cartón que evitan el contacto con el
exterior y así garantizar que los alimentos lleguen a sus destinos con todas sus
propiedades intactas (Silva, 2016).
El cartón es el componente mayoritario de los envases multicapa, representa el 75%
del peso total, las propiedades que le aporta al envase son rigidez y resistencia, por
lo tanto, mantiene la apariencia característica de cada tipo de envase. La lámina de
cartón proviene de la pulpa de papel que cumple con requerimientos especiales para
el contacto con alimentos, debido a esto no se puede utilizar papel reciclado para la
producción de este tipo de envases. El segundo componente de los envases es el
polietileno de baja densidad con un 20% del peso total. Las láminas de polietileno
cumplen dos funciones principales, la primera es proporcionar protección contra la
humedad del ambiente y la segunda es mantener unidas las diferentes capas del
envase. La lámina de aluminio tiene un espesor de 6 µm, representa el 5% del peso
total del envase y actúa como una barrera que protege el contenido del envase contra
el oxígeno y la luz del exterior, permitiendo mayor tiempo de almacenamiento a
15
temperatura ambiente (Estrella, 2013). La disposición de las capas que conforman
al envase de Tetra Pak se lo puede observar en la Figura 2.2.
Figura 2.2: Composición de los envases de Tetra Pak
Fuente: (DP3E, s.f.)
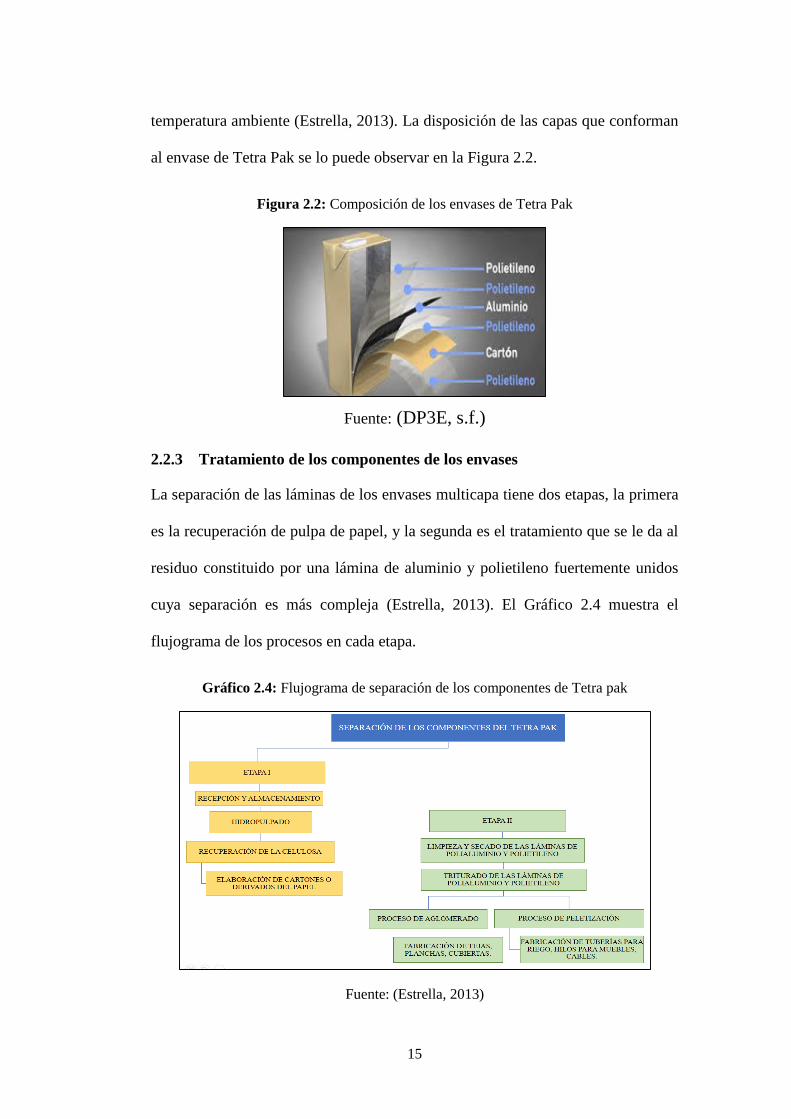
2.2.3 Tratamiento de los componentes de los envases
La separación de las láminas de los envases multicapa tiene dos etapas, la primera
es la recuperación de pulpa de papel, y la segunda es el tratamiento que se le da al
residuo constituido por una lámina de aluminio y polietileno fuertemente unidos
cuya separación es más compleja (Estrella, 2013). El Gráfico 2.4 muestra el
flujograma de los procesos en cada etapa.
Gráfico 2.4: Flujograma de separación de los componentes de Tetra pak
Fuente: (Estrella, 2013)

16
2.2.3.1 Etapa I (Recuperación de la pulpa de cartón)
Tetra Pak en colaboración con diferentes empresas que elaboran productos
derivados del cartón, plástico y aluminio, reciclan los envases con el fin de darlos
otros tipos de uso. Los envases multicapa son receptados mediante puntos de
reciclaje que dispone la empresa Tetra Pak en diferentes partes del mundo para
realizar una pre-selección del material manualmente, acomodando y
desembolsando los contenedores pre-seleccionados de los envases. Posteriormente,
los envases son prensados y empacados, para su respectivo envío a empresas
industriales.
Proceso de Hidropulpado
Una línea de hidropulpado consiste básicamente en una zona de repulpado, zona de
criba, limpiador centrífugo y unidad de dispersión (ver Figura 2.3). Puede recuperar
hasta el 98% de las fibras de papel de los envases multicapas, así como también
permite la eliminación de componentes extraños. El hidropulpado es un proceso de
separación de los componentes de residuos sólidos, en este sistema se añade agua y
envases multicapas de Tetra Pak en un tanque denominado hidropulper (ver Figura
2.4) donde a través de la acción de alta velocidad de las hojas de corte montado
sobre un rotor en la parte inferior del tanque, permite separar las fibras de papel que
se encuentran en un 75%, se agita entre 15 y 45 minutos convirtiéndola en una
mezcla que por diferencia de densidades separa la celulosa que queda suspendida
en el agua del Polietileno/aluminio. Este último material es retenido posteriormente
por una serie de filtros que dejan pasar el agua y la celulosa que se utiliza para
nuevos productos (Estrella, 2013).

17
Figura 2.3: Línea de Hidropulpado
Fuente: (Zenil, 2011)
Figura 2.4: Hidropulper
Fuente: (Rosales, 2016)
2.2.3.2 Etapa II (Recuperación del Polietileno/aluminio)
Una vez que se ha retirado el cartón de los envases multicapa, se obtiene unas
láminas constituidas por Polietileno/aluminio. Este material es almacenado en
pacas y enviado a las industrias de procesamiento de plástico y aluminio. El material
compuesto de polietileno y aluminio contiene también una pequeña cantidad de un
copolímero llamado ácido polietilenmetacrílico, la mezcla de estos tres
componentes se conoce como PEAL. La Tabla 2.3 presenta una comparación de las
principales propiedades mecánicas entre el material compuesto de PEAL y PEBD
(Estrella, 2013).

18
Tabla 2.3: Propiedades mecánicas entre el PEAL y el PEBD
Resistencia a la
Tensión (MPa)
Deformación (%) Módulo de Elasticidad
(MPa)
PEAL PEBD PEAL PEBD PEAL PEBD
10.97 11.30 38.86 116,70 177.60 95.37
Fuente: (Estrella, 2013)
2.2.4 Polietileno/aluminio (PEAL)
Las aplicaciones del PEAL son similares a las de los aglomerados de empaques
multicapa sin separación de capas, es decir, en la construcción se utiliza para la
fabricación de tableros, tejas y elementos de decoración. También puede ser
utilizado como material de ingeniería para algunas aplicaciones como rieles para
cables y piezas especiales. Algunas propiedades del PEAL se detallan en la Tabla
2.4 (Estrella, 2013).
Tabla 2.4: Propiedades del PEAL de los envases de Tetra Pak
Propiedad Valor
Tensión a la ruptura, (Mpa) 10,9
Elongación a la ruptura, (%) 38,8
Resistencia al impacto Izod, (Mpa) 302,0
Conductividad eléctrica, (S/cm) 1,11 x 10-8
Densidad, (g/cm3) 0,9
Fuente: (Rosales, 2016)
2.2.4.1 Pirólisis de las láminas de PEAL
La pirólisis es un tratamiento térmico con temperatura moderadamente alta, en el
cual se puede controlar la atmósfera de trabajo mediante gases como nitrógeno y
monóxido de carbono. Al generar una atmósfera reductora se puede evitar la
oxidación del material. Los gases de combustión pueden provocar un efecto
reductor y favorecer la pirolisis. Este proceso puede utilizarse para el reciclaje de
cualquier tipo de plástico, y no requiere de un tratamiento de limpieza previo para
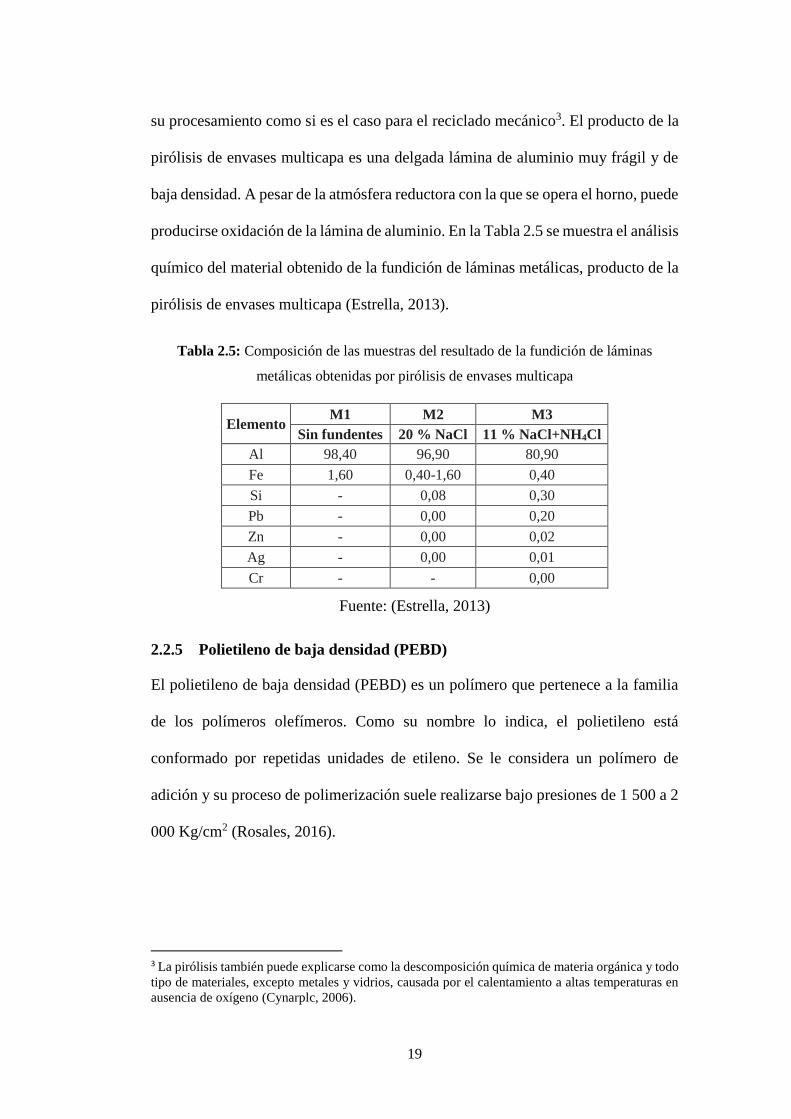
19
su procesamiento como si es el caso para el reciclado mecánico3. El producto de la
pirólisis de envases multicapa es una delgada lámina de aluminio muy frágil y de
baja densidad. A pesar de la atmósfera reductora con la que se opera el horno, puede
producirse oxidación de la lámina de aluminio. En la Tabla 2.5 se muestra el análisis
químico del material obtenido de la fundición de láminas metálicas, producto de la
pirólisis de envases multicapa (Estrella, 2013).
Tabla 2.5: Composición de las muestras del resultado de la fundición de láminas
metálicas obtenidas por pirólisis de envases multicapa
Elemento M1 M2 M3
Sin fundentes 20 % NaCl 11 % NaCl+NH4Cl
Al 98,40 96,90 80,90
Fe 1,60 0,40-1,60 0,40
Si - 0,08 0,30
Pb - 0,00 0,20
Zn - 0,00 0,02
Ag - 0,00 0,01
Cr - - 0,00
Fuente: (Estrella, 2013)
2.2.5 Polietileno de baja densidad (PEBD)
El polietileno de baja densidad (PEBD) es un polímero que pertenece a la familia
de los polímeros olefímeros. Como su nombre lo indica, el polietileno está
conformado por repetidas unidades de etileno. Se le considera un polímero de
adición y su proceso de polimerización suele realizarse bajo presiones de 1 500 a 2
000 Kg/cm2 (Rosales, 2016).
3 La pirólisis también puede explicarse como la descomposición química de materia orgánica y todo
tipo de materiales, excepto metales y vidrios, causada por el calentamiento a altas temperaturas en
ausencia de oxígeno (Cynarplc, 2006).

20
El polietileno se clasifica según su densidad en polietileno de baja o de alta
densidad. La Tabla 2.6 presenta los valores de esta propiedades para cada tipo de
polietileno (Estrella, 2013).
Tabla 2.6: Clasificación del polietileno según su densidad
Tipos de polietileno Densidad
(g/ml)
Polietileno de baja densidad 0,92 – 0,94
Polietileno de alta densidad 0,95
Fuente: (Estrella, 2013)
2.2.5.1 Propiedades del Polietileno
El polietileno es un material que tiene muy buenas propiedades de tenacidad y
flexibilidad a altas temperaturas. Su densidad y viscosidad disminuyen a un alto
rango de temperatura. Debido a su relativamente bajo punto de fusión que se
muestra en la Tabla 2.7, sus aplicaciones se ven limitadas a condiciones de baja
temperatura por lo que sus aplicaciones industriales son limitadas (Estrella, 2013).
Tabla 2.7: Temperatura de transición vítrea y fusión del polietileno
Tipo de polietileno Temperatura
Transición vítrea4 Fusión
Polietileno de baja densidad -100 115
Polietileno de alta densidad -115 135
Fuente: (Estrella, 2013)
En cuanto a sus propiedades químicas, el polietileno es un material inerte. Su
solubilidad es compleja y difícilmente puede disolverse a temperatura ambiente, la
combinación de la aplicación de solvente y aumento de temperatura permite su
disolución. Tiene alta resistencia ante ataques ácidos y alcalinos, con excepción del
4 La temperatura de transición vítrea (Tg) es la temperatura en la cual los polímeros se reblandecen.
Pasan de un estado duro-rígido a un estado más gomoso-elástico-flexible (Ensinger, s.f.).

21
ácido nítrico que lo carboniza. El polietileno se utiliza para la fabricación de láminas
debido a la combinación de propiedades como su baja densidad, flexibilidad sin
necesidad de plastificantes, resistencia al desgarro, la humedad y su poca
reactividad química (Estrella, 2013). En la tabla 2.8 se detallan las propiedades
físicas y mecánicas del polietileno.
Tabla 2.8: Propiedades físicas y mecánicas del PEBD
Propiedad Valor
Punto de fusión 110 ℃
Densidad
A 20 ℃ 0.92 g/cm3
A 50 ℃ 0.90 g/cm3
A 80 ℃ 0.87 g/cm3
A 110 ℃ 0.81 g/cm3
Módulo de Young (kg/cm2) 1.6
Resistencia a la tracción a (20 C, kg/cm2) 150
Dureza Brinell5, (bola de ∅ 2 mm y 3 kg) 2
Fuente: (Rosales, 2016)
2.2.6 Proceso de obtención del PEAL y PEBD aglutinados
Las láminas de PEAL son introducidas en un ducto que las lleva a una cámara de
lavado (ver Fotografía 2.3) para eliminar cualquier impureza que pueda quedar en
el material. Posteriormente, pasan a una cámara que permite el flujo de aire caliente
para secarlas.
El equipo utilizado para obtener el producto final es la aglutinadora que consiste en
un agitador dentro de un tanque vertical utilizado para triturar y aglutinar en
pequeñas aglomeraciones, el mismo que junto con el agua y las fibras colocadas en
el tanque produce una reacción térmica, encontrándose a una temperatura de 90℃.
5 El ensayo a la dureza Brinell se emplea para determinar la dureza de un material mediante la
penetración en él de una esfera o bola de acero templado de determinado diámetro en la superficie
que se ensaya, bajo una carga dada y durante determinado intervalo de tiempo (Kirnosov, 1985).

22
Las fibras de PEAL son introducidas en la máquina aglutinadora (ver Fotografía
2.4) para ser trituradas y aglutinadas entre sí.
En el caso del PEBD, las fibras no necesitan pasar por el proceso de secado y
lavado, sino que se introducen directamente en la máquina. El material resultante
se introduce en una tolva que elimina las impurezas mediante un filtro de malla de
1 pulgada. El PEAL y PEBD aglutinados, se caracterizan por tener la granulometría
de un árido grueso (ver Fotografía 2.5).
Fotografía 2.3: Proceso de limpieza y secado del Polietileno/aluminio
Fuente: Autores (Bernal & Palacio, 2017)
Fotografía 2.4: Aglutinado del Polialuminio
Fuente: Autores (Bernal & Palacio, 2017)

23
Fotografía 2.5: PEAL y PEBD aglutinados (respectivamente)
Fuente: Autores (Bernal & Palacio, 2017)
2.2.7 Proceso de obtención del PEAL peletizado
El proceso de peletización consiste en transformar el material reciclado en forma
de gránulos. Se inicia con la alimentación de la extrusora (máquina de moldeado de
plásticos) (ver Figura 2.5) mediante fibras de PEAL aglutinadas, las cuales van a
entrar a la unidad de inyección por la garganta de la máquina donde se produce la
fusión del material. El calor requerido proviene de dos fuentes; la primera es el calor
generado por la fricción entre los perfiles del tornillo y las paredes del cañón, la
segunda se debe a las bandas calefactoras que están adaptadas al barril.
Posteriormente el PEAL se posiciona al frente del tornillo para ser inyectado hacia
el cabezal formador, iniciando en la zona de transición conformada por un plato
rompedor y un paquete de mallas. La función del plato rompedor es dividir el patrón
del flujo espiral, mientras que la función de los filtros es eliminar partículas o
grumos de provenientes de impurezas (Aldama, 2016).

24
Figura 2.5: Esquema del proceso de extrusión del PEAL
Fuente: (Tecnología de los plásticos, 2011)
Después de la extrusión, el PEAL fundido pasa por un cabezal o boquilla
conformado por dos secciones definidas: cámara de relajación y la cámara de salida.
La cámara de relajación tiene como propósito la desaceleración del material,
mientras que la cámara de salida le da forma al material en filamentos de 3 mm de
grosor (Aldama, 2016).
El material plástico blando aun en estado de fluidez es sumergido mediante rodillos
hacia un depósito con agua fría en forma de canal de 3 metros de longitud (ver
Fotografía 2.6). Posteriormente los filamentos son escurridos y secados por medio
de tres rodillos. Inmediatamente los hilos toman la forma de pellet (ver Fotografía
2.7) en un molino de corte donde un operador controla manualmente que éstos no
se atasquen al ingreso.
Fotografía 2.6: Enfriamiento de los filamentos de PEAL
Fuente: Autores (Bernal & Palacio, 2017)
25
Fotografía 2.7: PEAL peletizado
Fuente: Autores (Bernal & Palacio, 2017)
2.3 BLOQUE DE HORMIGÓN
“El bloque de hormigón es un elemento premoldeado, fabricado a base de cemento,
agua, agregados finos o gruesos, con o sin aditivos, obedeciendo a una
granulometría, dosificación y técnica de construcción; con forma y dimensiones
que permiten su fácil transporte, almacenaje, manipuleo y colocación, en forma
manual, los cuales han sido especialmente diseñados para mampostería confinada
o reforzada” (NTE INEN 3066, 2016).
“La forma, dimensiones y distribución de los huecos se definen según las
características de los equipos y moldes disponibles para su fabricación y la
aplicación que se les dará” (Instituto Chileno del Cemento y Hormigón, 1985).
En el Ecuador, el ladrillo y bloque de hormigón alivianados, son utilizados como
elemento de mampostería para la construcción de paredes divisorias y de
cerramiento. Según el Instituto Nacional Ecuatoriano de Censos INEC, mediante
los datos del último censo de población y vivienda, la construcción de paredes
utilizando mampostería supera ampliamente a las demás técnicas constructivas,
como se puede apreciar en el Gráfico 2.5. A nivel nacional el porcentaje es del
68,89% (Crespo, 2015).

26
Gráfico 2.5: Datos del último censo de población y vivienda
Fuente: (Censo INEC, 2010)
2.3.1 Historia de los bloques de hormigón
A comienzos del siglo XIX en Inglaterra se comienza con la fabricación de bloques
de concreto, cuyo material principal era la cal, el mismo que permitía mantener
unido al bloque, aumentando considerablemente su peso. Esto fue posible a que en
1824, el inventor inglés Joseph Aspidin inventó un estilo de cemento que se sigue
utilizando en las construcciones actuales. Fue hecho de piedra caliza en polvo y
arcilla mezclada con agua, Aspidin lo llamó cemento Portland debido a un tipo de
piedra de construcción extraída de la isla de Portland (Cement Industries Factory,
2013).
La entrada del cemento Portland en la industria de los bloques permitió que se
amplíen los horizontes en la construcción. En 1868, la empresa de Chicago Frear
Piedra Manufacturing Co., patentó los bloques de concreto con fines decorativos
siendo estos, menos costosos que la piedra tallada. Las mejoras al cemento Portland
y su caída del costo, junto con la reciente invención de una máquina, revolucionaron
la industria del hormigón en el año 1900, y dentro de 10 años, más de 1 000
0%10%20%30%40%50%60%70%
HORMIGÓN LADRILLO,
BLOQUE
ADOBE,
TAPIA
MADERA CAÑA
REVESTIDA
CAÑA NO
REVESTIDA
VIVIENDA E INFRAESTRUCTURA TIPO DE PARED
ÁMBITO: NACIONAL

27
compañías contratistas individuales, construían con bloque de concreto hueco
(Cement Industries Factory, 2013).
La maquinaria utilizada para la producción de bloques de concreto se reducía a
simples moldes de metal, en los cuales la mezcla de concreto era compactada
manualmente. Este método tradicional se utilizó hasta los años veinte, época en la
que aparecieron maquinas mecánicas con mayor eficiencia en la producción. Más
tarde se inició con la compresión y vibración en diferentes máquinas mejor
compuestas. Hoy en día se utilizan diferentes métodos en la elaboración de bloques
sobre todo se usan sistemas de vibro compactación (Arrieta & Peñaherrera, Scribd,
2001).
En el Ecuador la primera fábrica de cemento hidráulico se instaló en la ciudad de
Guayaquil, en junio de 1923 a cargo de Industrias y Construcciones, con la
producción de alrededor de 3 000 toneladas anuales, con la marca “Condor”. De
esta manera se puede estimar que alrededor de los años 20 surgieron las primeras
fábricas de bloques de concreto en el Ecuador (Camaniero, 2009).
2.3.2 Clasificación de los bloques
Según la Norma INEN 3066 los bloques huecos de hormigón se clasifican de
acuerdo a su uso y su densidad.
2.3.2.1 Según su uso
Los bloques huecos de hormigón se clasifican de acuerdo a su uso, en tres clases,
como se indica en la Tabla 2.9.

28
Tabla 2.9: Clasificación de bloques, de acuerdo a sus usos
Clase Uso
A Mampostería Estructural
B Mampostería no
estructural
C Alivianamientos en losas
Fuente: (NTE INEN 3066, 2016)
2.3.2.2 Según su densidad
Los bloques huecos de hormigón se clasifican, de acuerdo a su densidad, en tres
tipos, como se indica en la Tabla 2.10.
Tabla 2.10: Clasificación de bloques, de acuerdo a su densidad
Tipo Densidad del hormigón (kg/m3)
Liviano < 1680
Mediano 1680 a 2000
Normal > 2000
Fuente: (NTE INEN 3066, 2016)
2.3.3 Componentes de los bloques de hormigón
“Los bloques de hormigón se deben elaborar con cemento hidráulico, áridos finos
y gruesos, tales como: arena, grava, piedra partida, granulados volcánicos, piedra
pómez, escorias u otros materiales inorgánicos inertes adecuados” (NTE INEN
3066, 2016).
2.3.3.1 Cemento
El cemento es el componente de la mezcla que adhiere a los áridos. Tiene como
propiedad la de fraguar, y al estar en contacto con el agua, se produce una reacción
química denominada hidratación, que permite al cemento endurecerse y ganar
resistencia conforme pasa el tiempo. La norma NTE INEN 0152 determina diez
tipos de cemento Portland (ver Tabla 2.11).

29
Tabla 2.11: Tipos de cemento Portland
Tipos de
cemento
Portland
Usos
Características
Inco
rp
ora
do
r
de
air
e
Res
iste
nci
a a
los
sulf
ato
s
Ca
lor
de
hid
rata
ció
n
Alt
a r
esis
ten
cia
tem
pra
na
TIPO I Destinado para edificaciones,
pavimentos, puentes, etc.
TIPO IA X
TIPO II Se usa en estructuras grandes
como pilares, estribos
voluminosos, muros de
contención.
Moderada
TIPO IIA X Moderada
TIPO II(MH) Moderada Moderado
TIPO II(MH)A X Moderada Moderado
TIPO III Se usa cuando los encofrados
deben ser retirados
inmediatamente.
X
TIPO IIIA X X
TIPO IV
En concretos donde el calor de
hidratación debe ser reducido
al mínimo.
Bajo
TIPO V En concretos con alta
exposición a los sulfatos. Alta
Fuente: (NTE INEN 152, 2012)
Características del cemento Portland
Los porcentajes de los componentes del cemento Portland que le dan la resistencia
característica a este, difieren dependiendo del tipo de cemento. En la Tabla 2.12 se
muestran los porcentajes típicos de cada compuesto.
Tabla 2.12: Compuestos de los diferentes tipos de cemento Portland
Tipo de
Cemento
Compuesto % Perdida por
calcinación
%
CaO
Libre % C3S C2S C3A C4AF MgO SO3
I 55 19 10 7 2.8 2.9 1 1
II 51 24 6 11 2.9 2.5 0.8 1
III 57 19 10 7 3 3.1 1 1.6
IV 28 49 4 12 1.8 1.9 0.9 0.8
V 38 43 4 9 1.9 1.8 0.9 0.8
C3S 3CaOSiO2 Silicato tricálcico (Alita)
C2S 2CaOSiO2 Silicato bicálcico (Belita)
C3A 3CaO Al2O3 Aluminato tricálcico
C4AF ACaO Al2 F2O3 Ferrito aluminato tetracálcico (Celita)
MgO Óxido de magnesio
SO3 Trióxido de azufre
Fuente: (Apuntes Ingeniería Civil, 2010)

30
2.3.3.2 Agua
El agua que se va a utilizar en la mezcla debe ser potable, es decir, debe estar libre
de olor, sabor, color y de microorganismos que puedan afectar a la resistencia del
bloque. Por otra parte, el agua que no es consumible es satisfactoria para fabricar
bloques y permite alcanzar la resistencia a compresión a menos que el agua sea muy
impura e influya desfavorablemente en el proceso de endurecimiento y fraguado
(Carrasco, 2013). La cantidad de agua que debe agregarse a la mezcla debe ser la
indicada para que tenga una consistencia adecuada, de modo que el bloque pueda
mantener su forma y no presente fisuras en sus caras. Los elementos prefabricados
deben tener una baja relación agua/cemento para que adquieran altas resistencias a
edades tempranas. Es recomendable una dosis de 100 a 200 litros de agua por cada
metro cúbico de hormigón (consistencia “seca”). La cantidad de agua depende de
la humedad de los agregados (Instituto Chileno del Cemento y Hormigón, 1985).
Ecuación 2.1: Relación agua/cemento
Relaciónagua
cemento=
Cantidad de Agua
Peso del Cemento (2.1)
Ecuación 2.2: Cantidad de agua
Cantidad de Agua = Peso del cemento x (Relación xagua
cemento) (2.2)
2.3.3.3 Agregados
El árido fino que se utilice puede ser arena natural, arena triturada o una
combinación de ellas. (NTE INEN 872, 2011)
a) Agregado fino
El agregado fino es la porción pasante del tamiz N°4 y retenido en el tamiz N°200.
Los agregados finos están constituidos por partículas durables, limpias, resistentes
y libres de productos químicos adheridos, recubrimientos de arcilla y de otros

31
materiales finos que pudieran afectar la hidratación y la adherencia de la pasta de
cemento. La granulometría del agregado fino debe cumplir con los límites de la
norma ASTM C33 referente al tamaño de tamiz (ver Tabla 2.13) (Fonseca, 2015).
Tabla 2.13: Serie de tamices para el agregado fino
Tamiz Abertura
(mm)
% Pasa
Límites
Especificación
3/8 “ 9.52 100
No 4 4.75 95 a 100
No 8 2.36 80 a 100
No 16 1.18 50 a 85
No 30 0.60 25 a 60
No 50 0.30 10 a 30
No 100 0.15 2 a 10
Fuente: ASTM C33
b) Agregado grueso
El árido grueso debe consistir en grava, grava triturada, piedra triturada, escoria de
altos hornos enfriada al aire u hormigón de cemento hidráulico triturado, o una
combinación de estos conforme los requisitos de la norma mencionada (NTE INEN
872, 2011).
2.3.4 Dimensiones de los bloques
Los bloques huecos rectangulares son los más utilizados en la construcción,
caracterizándose por su diseño sencillo, acoplamiento a los elementos estructurales
y peso ligero. Las dimensiones que le dan estas propiedades a los bloques son: largo,
ancho, altura, tabique y pared. La tolerancia máxima para largo, ancho y altura debe
ser de ± 3 mm de las medidas nominales. El espesor mínimo de las paredes y
tabiques debe ser de 13 mm para los bloques Clases B y C. Las dimensiones

32
mínimas de paredes y tabiques que están en función del ancho modular del bloque
se puede observar en la Tabla 2.14 (NTE INEN 3066, 2016).
En la presente investigación se utilizó bloques rectangulares de dimensiones: 40cm
x 20cm x 15cm (ver Fotografía 2.8), que cuenta con 3 huecos repartidos
uniformemente a lo largo del bloque.
Fotografía 2.8: Bloque de hormigón (15 cm)
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 2.14: Dimensiones mínimas de paredes y tabiques
Ancho modular
del bloque (mm)
Espesores mínimos de paredes y
tabiques (mm) Área mínima
normalizada de
tabiques (mm2/m2) Paredes Tabiques
≤ 100 19 19 45 140
101 a 150 25 19 45 140
> 150 32 19 45 140
Fuente: (NTE INEN 3066, 2016)
2.3.4.1 Dimensiones modulares y nominales
Dimensión modular
“Corresponde al largo, el ancho y la altura de los bloques de hormigón. Es el
resultado de la suma de la dimensión nominal más el ancho de la respectiva junta”
(NTE INEN 3066, 2016).

33
Dimensión nominal
Corresponde al largo, el ancho y la altura de los bloques de hormigón al final del
proceso de producción. Se identifica a los bloques por sus dimensiones modulares,
de acuerdo con la Tabla 2.15; en donde se expresan el largo, ancho y altura (NTE
INEN 3066, 2016).
Tabla 2.15: Dimensiones modulares y dimensiones nominales de los bloques de
hormigón
Fuente: (NTE INEN 3066, 2016)
2.3.5 Ensayos Obligatorios
De acuerdo con la norma NTE INEN 3066 los bloques huecos de hormigón deben
ser sometidos a los ensayos de resistencia a la compresión, absorción de agua y
densidad. El número de bloques por cada ensayo se indica en la Tabla 2.16 (Orella
& Serrano, 2015).
Tabla 2.16: Número de bloques a ensayar según la propiedad seleccionada
Propiedad Número de bloques
Dimensiones 3∗
Aspectos visuales Lote completo
Absorción, densidad y otros 3
Resistencia a la compresión simple 3

34
*Estos bloques, luego de haber sido utilizados para la determinación de las
dimensiones, pueden ser usados en los otros ensayos, siempre y cuando no hayan
sufrido alteraciones.
Fuente: (NTE INEN 3066, 2016)
2.3.5.1 Absorción de agua
Este método se describe en la norma NTE INEN 3066, para determinar la absorción
de agua que consiste en sumergir a los bloques hasta la saturación de sus poros y
luego someterlos al secado. De este ensayo se puede obtener varios parámetros o
propiedades físicas del bloque como son: masa, densidad, absorción, volumen neto
y porcentaje de sólido. Los bloques deben cumplir con los valores de absorción
máxima de agua de acuerdo con la Tabla 2.17.
Tabla 2.17: Absorción Máxima de agua en bloques Clase A
Tipo Densidad (kg/m3)
Absorción de agua
máxima promedio
(kg/m3)
Absorción de agua
máxima por unidad
(kg/m3)
Liviano <1680 288 320
Medio 1680 a 2000 240 272
Normal >2000 208 240
Fuente: (NTE INEN 3066, 2016)
2.3.5.2 Resistencia a la compresión simple
La resistencia a la compresión es la relación entre la carga máxima de compresión
y el área en que se la aplica, a una edad de 28 días desde la elaboración de los
especímenes. La unidad de medida es el Mega Pascal (MPa); equivalente al Newton
por milímetro cuadrado (N/mm2). La norma NTE INEN 3066 determina los
procedimientos y formulario de tabulación de datos para los respectivos cálculos de
este ensayo.

35
Resistencia a la compresión bruta
Es la relación entre la carga máxima de rotura a compresión simple de un bloque y
su área bruta, expresada en MPa.
Resistencia a la compresión neta
Es la relación entre la carga máxima de rotura a compresión simple de un bloque y
su área neta, expresada en MPa. Los bloques deben cumplir con las resistencias
netas mínimas a la compresión simple, establecidas en la Tabla 2.18.
Tabla 2.18: Resistencia neta mínima a la compresión de bloques de hormigón
Descripción
Resistencia neta mínima a la compresión
simple (Mpa)*
Clase A Clase B Clase C
Promedio de 3 bloques 13,8 4,0 1,7
Por bloque 12,4 3,5 1,4
*1MPa = 10,2 kg/cm2
Fuente: (NTE INEN 3066, 2016)
2.3.5.3 Retracción al secado
“Retracción al secado hace referencia a la diferencia entre la longitud de un bloque
de hormigón saturado de agua y la longitud del mismo bloque después de secado, a
este resultado se expresa como un porcentaje de la longitud en seco” (Orella &
Serrano, 2015).
2.3.6 Ensayos No Obligatorios
El estudio de los bloques huecos de hormigón puede complementarse con dos
ensayos estandarizados en la norma NTE INEN 3066 como son la prueba a la
resistencia al fuego y resistencia acústica, y un ensayo empírico realizado en
investigaciones anteriores, siendo este la resistencia al impacto.

36
2.3.6.1 Resistencia al fuego
El objetivo de este ensayo es el de simular un incendio que se ha producido en una
construcción, sometiendo al bloque a altas temperaturas y observar la incineración
de sus partículas o el fisuramiento de sus caras expuestas al calor. El ensayo consiste
en incrementar la temperatura del bloque gradualmente y determinar el tiempo en
que las propiedades físicas del bloque cambien significativamente. En el Ecuador
no existe una norma que especifique un método de ensayo, por lo que es adecuado
referirse a la Norma Internacional ISO número 834, que presenta una curva
convencional de elevación de temperatura (Orella & Serrano, 2015).
2.3.6.2 Resistencia Acústica
“El aislamiento acústico se caracteriza como la protección de un material contra la
penetración de sonidos o simplemente reducir el ruido tanto aéreo como estructural
que llega a un receptor. En paredes y materiales de construcción el aislamiento
acústico es considerado hoy en día como un requerimiento clave a la hora de
construir es por eso que las pruebas de resistencia acústica son necesarias para la
comercialización de algunos elementos de construcción.” (Orella & Serrano, 2015).
2.3.7 Proceso de elaboración de los bloques
Los bloques de hormigón se elaboran mediante dos modalidades: la producción
manual y automatizada. Para cualquiera de los dos métodos de elaboración, las
etapas son las siguientes: almacenamiento de los materiales, dosificación,
elaboración de la mezcla, fabricación de los bloques, curado ambiental,
almacenamiento y despacho (ver Gráfico 2.6 y 2.7) (IMCYC, 2001).

37
Gráfico 2.6: Proceso industrializado de fabricación de bloques de hormigón
Fuente: (IMCYC, 2001)
Gráfico 2.7: Flujograma de detalle de elaboración de bloques
Fuente: Autores (Bernal & Palacio, 2017)
2.3.7.1 Almacenamiento de las materias primas
En la etapa de almacenamiento generalmente se utiliza maquinaria pesada para
trasladar los materiales al punto de acopio. El almacenamiento del cemento y de los
Materiales:
Cemento
Agregados
Aditivos
Agua
Dosificación:
Por Peso (kg)
Por volumen (cm3)
Elaboración de la Mezcla:
Mezcla homogenizada
Mezcla con Agua
Fabricación de bloques:
Manual
Compactación por Compresión
Mesas Vibratorias
Automatizada
Vibro-compactación
Desmoldado de bloques:
Manual
Moldes moviles
Mecánico
Moldes para maquinas estaticas
Protección y Traslado:
Monta carga debe llevarlos cuidadosamente, evitar golpes y vibración.
Cubrir con polietileno para evitar la perdida premtatura de humedad.
Curado de Bloques:
Al día siguiente se les moja con agua abundante con el fin de mantenerlos
humedos por 7 días.
Almacenamiento:
Canchas de hormigón con techadas (galpones)
Entrega:
Se lo hace a obra a los 21 días que hayan adquirdio una resistencia suficiente,
cumpliendo las condiciones de humedad
requeridas.

38
agregados se realiza generalmente en silos o en tolvas, para que pueda mantener las
características del material disponible. Para extraer la cantidad necesaria de material
desde las tolvas, estas deben contar con un sistema de descarga controlable a fin de
optimizar la dosificación de la mezcla en los bloques de hormigón (IMCYC, 2001).
2.3.7.2 Dosificación
La dosificación de la mezcla se debe diseñar considerando factores como la
resistencia que se busca, la textura deseada, el origen de los materiales y el factor
económico. Es recomendable utilizar entre 250 y 300 kg de cemento por metro
cúbico de hormigón, con el fin de alcanzar la resistencia indicada. El contenido de
cemento depende de la calidad de los agregados y del proceso de fabricación
(IMCYC, 2001).
Dosificación por peso
La Tabla 2.19 indica la proporción de cada material para diferentes tipos de
mezclas. La tabla 2.20 muestra el rendimiento y consumo dependiendo del ancho
del bloque y tipo de mezcla. Ambas tablas toman como base el saco de cemento de
50 kg.
Tabla 2.19: Dosificación por peso para diferentes contenidos de cemento
Tipo de mezcla Proporciones de los materiales
Contenido de
cemento (kg/m3) Agua (Lt)
Cemento
(kg)
Agregado
fino (kg)
Agregado
grueso (kg)
250 0,35 1 6,2 2,0
275 0,35 1 5,5 1,9
300 0,35 1 5,0 1,7
Fuente: (IMCYC, 2001)

39
Tabla 2.20: Rendimiento y consumo por cada saco de cemento
Contenido
de cemento
(kg/m3)
Rendimiento de la mezcla
según el tipo de bloques (No.
de bloques/saco de cemento)
Consumo de cemento
individual (kg), según el tipo
de bloque
10 15 20 10 15 20
250 47,2 36,2 28,9 1,06 1,38 1,73
275 42,7 32,9 26,3 1,17 1,52 1,9
300 39,4 30,1 24 1,27 1,66 2,08
Fuente: (IMCYC, 2001)
Dosificación por volumen
En este tipo de dosificación, se utiliza diferentes recipientes para medir el volumen
como la parihuela, balde, carretilla, etc., teniendo en cuenta el saco de cemento
como medida unitaria y garantizando que un solo tipo de recipiente se utilice como
unidad de medición.
Dependiendo de la humedad y tipo de material, es necesario modificar las
proporciones para obtener un bloque de alta calidad. Es muy importante evaluar los
contenidos de humedad de los agregados para que la dosificación del agua sea lo
más exacta posible. Las mezclas con insuficiente cantidad de agua presentan baja
cohesión y los bloques se fisuran o disgregan; contrariamente, si hay exceso de
agua, los bloques no pueden mantener su forma y se doblan (IMCYC, 2001).
2.3.7.3 Mezcla
Para garantizar la homogeneidad de la mezcla, el sistema automatizado cuenta con
una mezcladora de eje vertical u horizontal, la misma que recibe a los áridos a través
de bandas móviles desde la tolva donde son almacenados. Después el cemento es
agregado y por unos 3 minutos se deja homogenizar. Por último el agua se agrega
dependiendo de la humedad de los áridos de modo que al verificar la consistencia
40
de la mezcla, se pueda saber si se encuentra lista para ser transportada a la máquina
de vibro-compactación.
2.3.7.4 Fabricación de los bloques
Las máquinas para fabricar bloques varían en complejidad y capacidad de
producción, desde equipos simples que confeccionan una unidad, requiriendo
bastante trabajo manual, hasta equipos automatizados que fabrican varias unidades
simultáneamente. La Tabla 2.21 muestra los métodos de compactación en función
de la cantidad de cemento para la mezcla.
Tabla 2.21: Método de compactación en función de la dosis de cemento
Producto Asentamiento de
cono (cm)
Dosis de cemento
recomendada
(Kg/m3) *
Método de
compactación
Bloques 0
200 a 250 Compresión, vibración,
vibro-compresión
250 a 300 Compactación en
máquinas manuales
*La dosis recomendada es para cementos corrientes; en caso de emplear cemento de alta
resistencia, se podría reducir la dosis, siempre que se cumplan los requisitos de calidad.
Fuente: (Instituto Chileno del Cemento y Hormigón, 1985)
Las máquinas manuales realizan un gran esfuerzo y son utilizadas para
producciones pequeñas, de 250 a 300 especímenes diarios, produciendo bloques de
calidad inferior a las máquinas con dispositivos de vibración. Por otro lado, las
máquinas de accionamiento mecánico ejercen la compactación mediante vibración
o compresión y vibración simultáneas.
El proceso para la elaboración de bloques en máquina es:
Llenado de la tolva con la mezcla.
Colocación de las bandejas metálicas en las máquinas estáticas.

41
Bajada del molde sobre la bandeja.
Llenado del molde por primera vez.
Aplicación de la vibración.
Llenado del molde por segunda vez.
Limpieza de la superficie superior del molde.
Bajada de los martillos compactadores.
Aplicación de la vibración hasta alcanzar el tope.
Retirada del molde (extrusión).
Retirada de los martillos.
Remoción de las bandejas con los bloques.
2.3.7.5 Fraguado y curado
El proceso posterior a la elaboración de los bloques es el fraguado; que consiste en
colocar los bloques sobre bandejas metálicas en estantes para su endurecimiento
inicial. Al operar con bandejas, el período de fraguado debe ser el mínimo posible
para permitir la reutilización de éstas. Lo recomendable es que el fraguado sea de
un día para el otro en óptimas condiciones ambientales para evitar que el bloque se
reseque, garantizando una buena resistencia mediante el riego de agua después de
que éste se haya endurecido (IMCYC, 2001).
2.3.7.6 Almacenamiento
Una vez que se ha terminado el curado, los bloques se retiran de las bandejas
metálicas cuidadosamente y se apilan sobre estibas de madera de no más de 9
niveles, dejando un espacio entre las paredes verticales para que el aire circule

42
fácilmente y no se adhieran entre sí. Posteriormente un montacargas lleva las estibas
al patio o bodega de almacenamiento hasta el momento de su despacho.
Es recomendable identificar las paradas de bloques, registrando la fecha y hora de
fabricación, dosificación o tipo de mezcla, uso en obra y otras características que
puedan tener (IMCYC, 2001).
2.4 FUNDAMENTACIÓN LEGAL
La presente investigación se basa en conocimientos previos sobre descripciones,
normas y reglamentos, validando los distintos ensayos ejecutados en el laboratorio.
Las normas técnicas empleadas son las siguientes:
NTE INEN 152 (Cemento Portland. Requisitos).
NTE INEN 155 (Consistencia plástica de las pastas de mortero).
NTE INEN 156 (Densidad del cemento).
NTE INEN 157 (Determinación de la consistencia plástica del cemento).
NTE INEN 158 (Tiempo de fraguado del cemento).
NTE INEN 488 (Determinación de la resistencia a la compresión de
morteros en cubos de 50 mm de arista).
NTE INEN 490 (Cementos hidráulicos compuestos. Requisitos).
NTE INEN 696-1 (Análisis granulométrico en los áridos fino y grueso).
NTE INEN 855 (Determinación de las impurezas orgánicas en el árido
fino).
NTE INEN 857 (Determinación de la densidad, densidad relativa y
absorción del árido fino).
NTE INEN 857 (Determinación de la densidad, densidad relativa y
absorción del árido grueso).

43
NTE INEN 858 (Determinación del peso volumétrico y porcentaje de vacíos
de los áridos).
NTE INEN 872 (Áridos para hormigón. Requisitos).
NTE INEN 2502 (Determinación del Flujo en morteros).
NTE INEN 2619 (Bloques Huecos de Hormigón, unidades relacionadas y
Prismas para mampostería. Refrentado para el ensayo a Compresión).
INEN 3066 (Bloques de Hormigón. Requisitos y Métodos de ensayo).

44
CAPITULO III
3. MARCO METODOLÓGICO
Las metodologías a emplearse en la presente investigación se fundamentan en el
alivianamiento de los elementos no estructurales, motivando el uso de fuentes como
documentos y estadísticas que están relacionados con datos oficiales. Las
metodologías a emplearse, dependen del tipo de modalidad de investigación, por lo
cual, se detallan varios tipos a continuación para dar seguimiento.
3.1 MODALIDAD DE LA INVESTIGACIÓN
3.1.1 Investigación Bibliográfica
Las referencias bibliográficas son fuentes y guías basadas en estudios anteriores
que han encaminado el desarrollo de nuevos bloques utilizando materiales
sustentables a fin de darles un beneficio ecológico y de optimización de recursos.
Dentro de esta modalidad, las normas nacionales e internacionales señalan
procedimientos de ensayos para el uso adecuado de instrumentos y su aplicabilidad
en el objeto de estudio.
3.1.2 Investigación Correlacional
Con este tipo de investigación se espera obtener resultados de los ensayos
realizados para luego ser comparados entre sí; tanto los bloques de PEAL y PEBD
con los bloques convencionales son diferenciados por medio de la tabulación de
datos y análisis de gráficas, de esta manera, se afirma o descarta el beneficio del
producto final.
3.1.3 Investigación Exploratoria
El PEAL y PEBD no han sido investigados como áridos en elementos no
estructurales como lo es el bloque para mampostería, es así que se debe hacer una

45
exploración de sus características físicas, mecánicas y químicas con el fin de
encontrar el beneficio en el sector de la construcción. La investigación empleada es
de tipo exploratoria, pues la información extraída viene de distintas investigaciones
con particularidades de cada país o región.
3.1.4 Investigación Experimental
La investigación es de tipo experimental debido a que, los resultados de los ensayos
característicos, de resistencia, densidad, absorción de agua, entre otros, se
convierten en fuente de información para futuras aplicaciones en la construcción.
En el proceso de experimentación se examina el comportamiento de las diferentes
resistencias de bloques de acuerdo a las dosificaciones empleadas.
3.1.5 Investigación Aplicada
La investigación es de tipo aplicada ya que al obtener exitosos resultados en el
nuevo producto, éste podría ser aplicado en el sector de la construcción,
optimizando costos y aligerando la carga muerta de las estructuras.
3.2 POBLACIÓN Y MUESTRA
3.2.1 Población
En el presente estudio, la población está conformada por la cantidad de bloques que
se van a elaborar, los mismos que dependen de la capacidad de la máquina vibro-
compactadora. Por cada mezcla o parada que realiza el equipo, se van a obtener
aproximadamente 110 bloques; considerando que se va a trabajar con 3 mezclas
para cada material reciclado y 1 parada adicional para los convencionales, se
obtendría una población total de 770 bloques.
46
3.2.2 Muestra
A partir de los bloques elaborados, se selecciona los más favorables, es decir, que
sus caras sean uniformes sin fisuras o resquebrajamientos, escogiéndolos de cada
nivel del estante y de diferentes bandejas metálicas. La norma INEN 3066 indica el
número de bloques mínimo que se debe escoger para cada ensayo, tal como se
describe a continuación:
El requerimiento mínimo para el ensayo de absorción de agua y de resistencia a la
compresión es de 3 bloques para cada uno, los cuales también van a ser utilizados
para la toma de dimensiones, aspectos visuales y resistencia al impacto. En el caso
de la resistencia a la compresión y absorción de agua, necesitan ser ensayados a 4
y 2 edades distintas respectivamente, por lo tanto cada mezcla requiere de 18
bloques. En obra, se diseñaron 6 mezclas con material reciclado y 1 mezcla patrón,
totalizando la cifra a 126 bloques destinados a los ensayos planteados al principio
de la investigación.
3.3 Técnicas e instrumentos
Las técnicas de investigación son una variedad de métodos que tienen como objetivo
el de reunir información sobre un estudio en elaboración tales como ensayos,
entrevistas, encuestas, cuestionarios, etc. El instrumento de recolección de datos es un
recurso físico que presenta mecanismos y procedimientos para procesar, plasmar,
identificar y resumir la información necesaria para el desarrollo de la investigación. En
la Tabla 3.1 se observan las técnicas e instrumentos que se han empleado.

47
Tabla 3.1: Técnicas e instrumentos de la investigación
TÉCNICA INSTRUMENTO CARACTERÍSTICAS
Observación Guía de observación
Ensayos de
laboratorio
Informe de
laboratorio (Fichas
tabuladoras)
Agregados y
materiales
reciclados
Ensayos característicos
Bloques
convencionales
e investigativos
Ensayo de toma de dimensiones,
aspectos visuales y marcas.
Ensayo de resistencia a la
compresión simple.
Ensayo de absorción de agua.
Ensayo de resistencia al impacto.
Entrevista Guía Entrevista a ingenieros docentes, ingenieros
laboratoristas
Recolección
de
información
Bibliografía, tesis,
trabajos de
investigación
Tesis elaboración de bloques con cabuya.
Tesis elaboración de bloques con vidrio triturado.
Tesis mampostería con bloques pómez.
Tesis reutilización de polímeros en la elaboración de
Eco bloques.
Trabajo de investigación hormigón con papel
periódico.
Fuente: Autores (Bernal & Palacio, 2017)
3.4 SELECCIÓN DE MATERIALES
3.4.1 Agregado fino
El agregado fino seleccionado es una arena triturada denominada polvo azul (ver
Fotografía 3.1), que se obtiene por la trituración de roca, grava o escoria de alto
horno enfriada al aire y especialmente procesada para asegurar una forma apropiada
de partículas y una adecuada granulometría. El polvo azul proveniente de la Cantera
Fucusucu (ver Fotografía 3.2) ubicada en la parroquia de San Antonio de Pichincha,
cantón Quito, provincia de Pichincha (ver Tabla 3.2).

48
Tabla 3.2: Ubicación de la Cantera Fucususcu y características del polvo azul
Provincia: Pichincha
Cantón: Quito
Parroquia: San Antonio de Pichincha
Altura: 2670 msnm
Tipo: Andesita
Color: Gris azulado
Arcillas: No contiene
Limos: No contiene
Fuente: Autores (Bernal & Palacio, 2017)
Fotografía 3.1: Muestra de polvo azul
Fuente: Autores (Bernal & Palacio, 2017)
Fotografía 3.2: Cantera Fucusucu
Fuente: (Álvarez, 2011)
3.4.2 Agregado grueso
El agregado grueso seleccionado es el chasqui, una piedra de baja densidad también
llamada piedra pómez. Es muy utilizada en la elaboración de bloques livianos no
estructurales. El chasqui proviene de la Cantera El Boliche, ubicado cerca de la
ciudad de Latacunga, en la provincia de Cotopaxi (ver Tabla 3.3). Éste material al

49
salir de la mina, frecuentemente es contaminado por polvo volcánico, arcillas y
esquistos, por lo tanto, es lavado para remover cualquier partícula extraña que altere
los ensayos de laboratorio (Álvarez, 2011).
Tabla 3.3: Ubicación de la Cantera y características del chasqui
Provincia: Cotopaxi
Cantón: Latacunga
Parroquia: Tanicuchi
Altura: 2750 msnm
Tipo: Roca ígnea volcánica
Color: Beige claro
Arcillas: Si contiene
Limos: Si contiene
Fuente: Autores (Bernal & Palacio, 2017)
3.4.3 Cemento
El cemento Portland Puzolánico Tipo IP denominado Selvalegre Plus, es escogido
como material cementante en la elaboración de bloques, con características que
cumplen los requerimientos descritos en la norma NTE INEN 490. Los requisitos
físicos, químicos y mecánicos se describen en las Tablas 3.4, 3.5 y en el Gráfico
3.1 respectivamente.
Tabla 3.4: Requisitos físicos del cemento Selvalegre Plus
Requisitos físicos
Parámetro INEN 490 Selvalegre
Plus
Fraguado inicial ≥ 45 ≤ 420 min 140 min
Expansión ≤ 0,8 % 0,04%
Contenido de aire ≤ 12 % 4,50%
Fuente: (UNACEM, 2015)

50
Tabla 3.5: Requisitos químicos del cemento Selvalegre Plus
Requisitos químicos
Parámetro INEN 490 Selvalegre
Plus
Pérdida de calcinación ≤ 5 % 1,4 %
Magnesio (MgO) ≤ 6 % 2,3 %
Sulfatos (SO3) ≤ 4 % 2,4 %
Fuente: (UNACEM, 2015)
Gráfico 3.1: Requisitos mecánicos del cemento Selvalegre Plus
Fuente: (UNACEM, 2015)
3.5 ENSAYOS CARACTERÍSTICOS DE LOS MATERIALES
Para realizar el diseño de la mezcla de un bloque, previamente se deben determinar
las propiedades físicas de los agregados mediante ensayos característicos cuyos
procedimientos se encuentran descritos por las normas ASTM e INEN (ver Tabla
3.6).
51
Tabla 3.6: Ensayos característicos de materiales
ENSAYOS NORMAS
INEN ASTM
AGREGADO GRUESO
Colorimetría INEN 855 ASTM C 040
Granulometría INEN 696 ASTM C 033, C125
Densidad Real Peso Específico INEN 857 ASTM C128
Capacidad de Absorción INEN 857 ASTM C 070
Densidad Aparente Suelta y Compactada INEN 858 ASTM C 029
AGREGADO FINO
Colorimetría INEN 855 ASTM C 040
Granulometría INEN 696 ASTM C 033, C125
Densidad Real Peso Específico INEN 856 ASTM C128
Capacidad de Absorción INEN 856 ASTM C070
Densidad Aparente Suelta y Compactada INEN 858 ASTM C 029
Flujo del mortero INEN 2502 ASTM C1437
Compresión en cubos de mortero INEN 488 ASTM C 109, ASTM C
109M -07
CEMENTO
Densidad del cemento INEN 156 ASTM C 188
Consistencia normal del cemento INEN 157 ASTM C 187
Fraguado inicial y final del cemento
(método Vicat) INEN 158 ASTM C 191
Fuente: Autores (Bernal & Palacio, 2017)
3.5.1 Muestreo del agregado
Para determinar las propiedades de los agregados se lleva a cabo el proceso de
cuarteo, que consiste en homogenizar la cantidad total o muestra representativa del
material y obtener muestras más pequeñas dependiendo del ensayo que se va a
realizar. Existen 2 métodos de cuarteo del agregado los cuales se describen a
continuación:
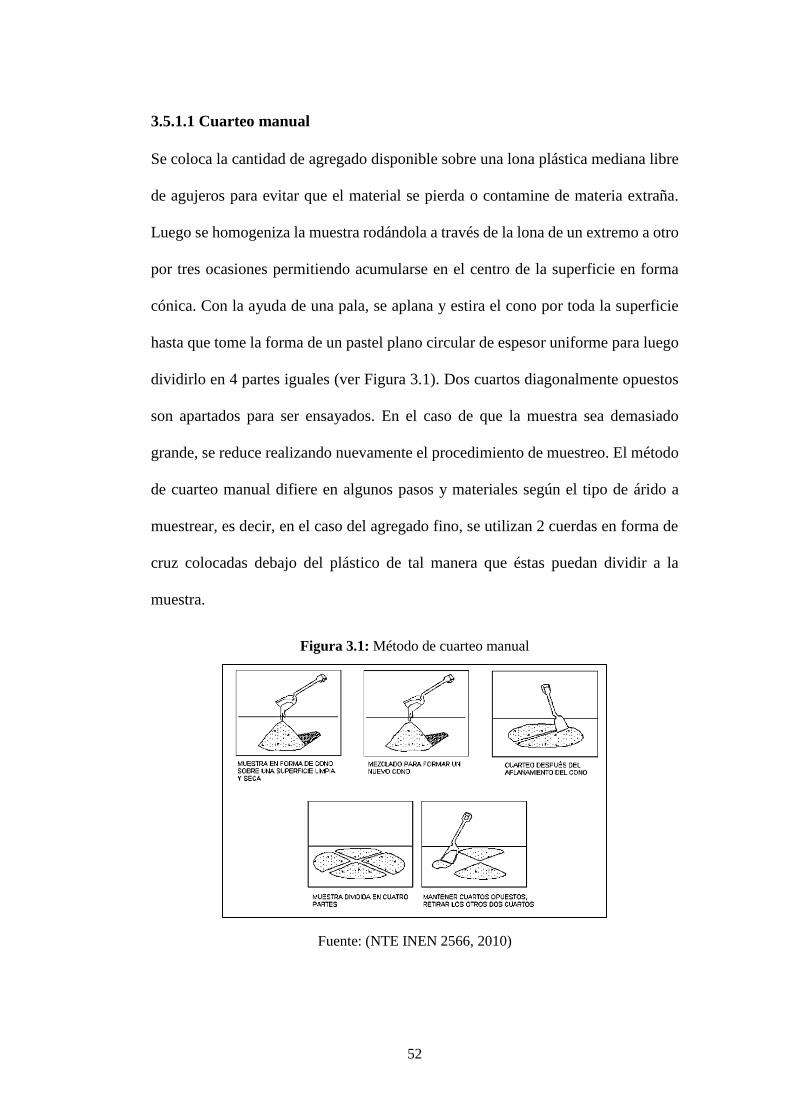
52
3.5.1.1 Cuarteo manual
Se coloca la cantidad de agregado disponible sobre una lona plástica mediana libre
de agujeros para evitar que el material se pierda o contamine de materia extraña.
Luego se homogeniza la muestra rodándola a través de la lona de un extremo a otro
por tres ocasiones permitiendo acumularse en el centro de la superficie en forma
cónica. Con la ayuda de una pala, se aplana y estira el cono por toda la superficie
hasta que tome la forma de un pastel plano circular de espesor uniforme para luego
dividirlo en 4 partes iguales (ver Figura 3.1). Dos cuartos diagonalmente opuestos
son apartados para ser ensayados. En el caso de que la muestra sea demasiado
grande, se reduce realizando nuevamente el procedimiento de muestreo. El método
de cuarteo manual difiere en algunos pasos y materiales según el tipo de árido a
muestrear, es decir, en el caso del agregado fino, se utilizan 2 cuerdas en forma de
cruz colocadas debajo del plástico de tal manera que éstas puedan dividir a la
muestra.
Figura 3.1: Método de cuarteo manual
Fuente: (NTE INEN 2566, 2010)

53
3.5.1.2 Cuarteo mecánico
Se dispone de una cuarteadora mecánica con una tolva de divisiones verticales
paralelas, con descargas alternadas a la derecha y a la izquierda en donde la muestra
homogenizada va a ser colocada a lo largo de toda la rejilla, ida y vuelta con una
velocidad que permita un flujo continuo por los conductos hacia los recipientes
inferiores (ver Figura 3.2). Se retira la tolva de los recipientes para seleccionar la
muestra destinada al ensayo programado y la otra se desecha o utiliza para otra
prueba. En el caso de que se necesite reducir aún más el material, se lo introduce
nuevamente en la cuarteadora.
Figura 3.2: Método de cuarteo mecánico
Fuente: (NTE INEN 2566, 2010)
3.5.2 Determinación de impurezas orgánicas
El ensayo determina la cantidad de impurezas orgánicas en el agregado fino. En el
caso del agregado grueso, se lo debe pasar por el tamiz No. 4 para obtener las
partículas finas. El procedimiento a realizar, de acuerdo con la norma NTE INEN

54
855, consiste en introducir aproximadamente 450 gramos de muestra en frascos de
vidrio graduadas hasta un volumen de 130 cm3. Posteriormente se añade una
solución de hidróxido de sodio (sosa cáustica), hasta completar un volumen de 200
cm3, agitar y dejarlo reposar por 24 horas. Después de este tiempo se realiza la
comparación del color utilizando el juego de vidrios normalizados de la escala de
Gardner (ver Tabla 3.7). En la interpretación del color obtenido, cuando la muestra
produce un color más oscuro que el color normalizado de referencia (color Gardner
No. 11), se considera que el árido contiene cantidades excesivas de materia
orgánica6 (NTE INEN 855, 2010).
Tabla 3.7: Escala de colores de Gardner
Color normalizado escala
de Gardner Número de orden en el comparador
No.
5 1
8 2
11 3 (normalizado de referencia)
14 4
16 5
Fuente: (NTE INEN 855, 2010)
3.5.3 Análisis granulométrico
Según la norma NTE INEN 696, el ensayo posibilita a determinar la distribución
granulométrica de las partículas que posee un árido a través de la tamización.
Previamente, se debe medir 300 gramos de agregado fino, 1000 gramos de agregado
grueso y 1000 gramos de cada componente reciclado. El material es vertido a través
de la serie de tamices normados superpuestos (ver Fotografía 3.3), en orden
descendente: 3/8’’, No. 4, 8, 16, 30, 50, 100. En el caso de los materiales gruesos
6 Los resultados del ensayo de determinación de impurezas orgánicas (colorimetría) se pueden
observar en el ANEXO A.

55
como el chasqui, PEAL y PEBD, se debe añadir el tamiz ½’’ debido al tamaño del
agregado. Los tamices son vibrados manualmente para que las partículas del árido
vayan descendiendo y depositándose. Finalizado el tamizado, se procede a medir la
masa retenida en cada tamiz en una balanza7.
El módulo de finura es determinado con el siguiente cálculo:
Ecuación 3.1: Módulo de finura
𝑀𝐹 =Σ% retenido Serie de Taylor
100 (3.1)
Dónde:
MF = Módulo de Finura
Σ% retenido Serie de Taylor = Sumatoria de porcentajes de masa retenidos en
toda la serie de Taylor.
Fotografía 3.3: Serie de tamices de la norma ASTM C33
Fuente: Autores (Bernal & Palacio, 2017)
3.5.4 Determinación del peso específico y capacidad de absorción
El ensayo determina dos propiedades del agregado, el peso específico y la
capacidad de absorción. El primero es la relación que existe entre la masa del
7 Los resultados del ensayo de análisis granulométrico (granulometría) se pueden observar en el
ANEXO B.

56
agregado y el volumen desalojado. El segundo es la capacidad de la constitución
interna (porosidad) del material para retener o alojar líquido. Los materiales
livianos no pueden ser ensayados con agua debido a que esta propiedad les permite
flotar, por lo que se tiene que usar líquidos de baja densidad. El chasqui y materiales
reciclados son ensayados con alcohol y gasolina respectivamente8.
3.5.4.1 Agregado fino (Polvo azul)
El procedimiento consiste en lavar las partículas más finas de una muestra de 500
gramos de polvo azul y se la deja sumergida en agua por un periodo de 24 h ± 4 h.
Finalizado este período se retira el agua de la muestra y se seca el agua superficial
de las partículas utilizando una estufa hasta que se encuentre en estado SSS
(saturado superficialmente seco), comprobando el estado mediante la prueba del
cono truncado. El peso específico de la muestra se determina por el método
volumétrico, que consiste en medir el volumen desplazado por el árido en un
picnómetro calibrado (ver Fotografía 3.4) (NTE INEN 856, 2010).
Fotografía 3.4: Determinación del peso específico con el método volumétrico
Fuente: Autores (Bernal & Palacio, 2017)
8 Los resultados del ensayo de determinación del peso específico y capacidad de absorción se pueden
observar en el ANEXO C.

57
Para determinar la capacidad de absorción del agregado, la muestra inicial del polvo
azul en estado SSS es secada en un horno por 24 horas y se mide la masa seca. Los
datos obtenidos son registrados y tabulados. El peso específico y capacidad de
absorción del agregado fino se calcula mediante las siguientes ecuaciones:
Ecuación 3.2: Volumen desalojado del agregado fino
Volumen desalojado (cm3) =A + B − C
Densidad del líquido (g
cm3) (3.2)
Ecuación 3.3: Peso específico del agregado fino en estado Seco al horno
Peso específico (g/cm3) =D
(3.2) (3.3)
Ecuación 3.4: Peso específico del agregado fino en estado SSS
Peso específico (g/cm3) =B
(3.2) (3.4)
Ecuación 3.5: Capacidad de absorción
Absorción (%) =B − D
D∗ 100 (3.5)
Donde:
A = Masa del picnómetro calibrado 500 ml (g)
B = Masa del polvo azul en SSS (g)
C = Masa del picnómetro + polvo azul SSS + agua (g)
D = Masa del polvo azul seco (g)
3.5.4.2 Agregado grueso
El procedimiento consiste en separar el material fino del grueso utilizando el tamiz
No. 4. Se toma una muestra de 250 gramos del material fino y es ensayado con el
mismo procedimiento descrito en el numeral 3.5.4.1.
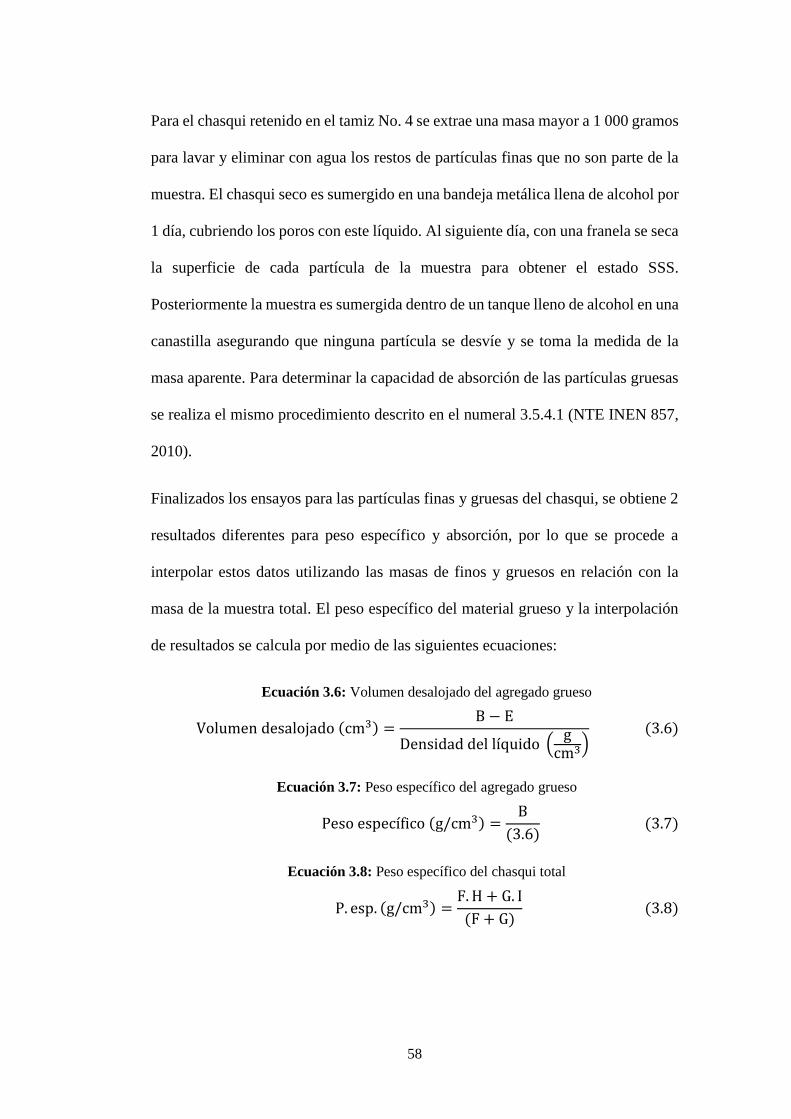
58
Para el chasqui retenido en el tamiz No. 4 se extrae una masa mayor a 1 000 gramos
para lavar y eliminar con agua los restos de partículas finas que no son parte de la
muestra. El chasqui seco es sumergido en una bandeja metálica llena de alcohol por
1 día, cubriendo los poros con este líquido. Al siguiente día, con una franela se seca
la superficie de cada partícula de la muestra para obtener el estado SSS.
Posteriormente la muestra es sumergida dentro de un tanque lleno de alcohol en una
canastilla asegurando que ninguna partícula se desvíe y se toma la medida de la
masa aparente. Para determinar la capacidad de absorción de las partículas gruesas
se realiza el mismo procedimiento descrito en el numeral 3.5.4.1 (NTE INEN 857,
2010).
Finalizados los ensayos para las partículas finas y gruesas del chasqui, se obtiene 2
resultados diferentes para peso específico y absorción, por lo que se procede a
interpolar estos datos utilizando las masas de finos y gruesos en relación con la
masa de la muestra total. El peso específico del material grueso y la interpolación
de resultados se calcula por medio de las siguientes ecuaciones:
Ecuación 3.6: Volumen desalojado del agregado grueso
Volumen desalojado (cm3) =B − E
Densidad del líquido (g
cm3) (3.6)
Ecuación 3.7: Peso específico del agregado grueso
Peso específico (g/cm3) =B
(3.6) (3.7)
Ecuación 3.8: Peso específico del chasqui total
P. esp. (g/cm3) =F. H + G. I
(F + G) (3.8)
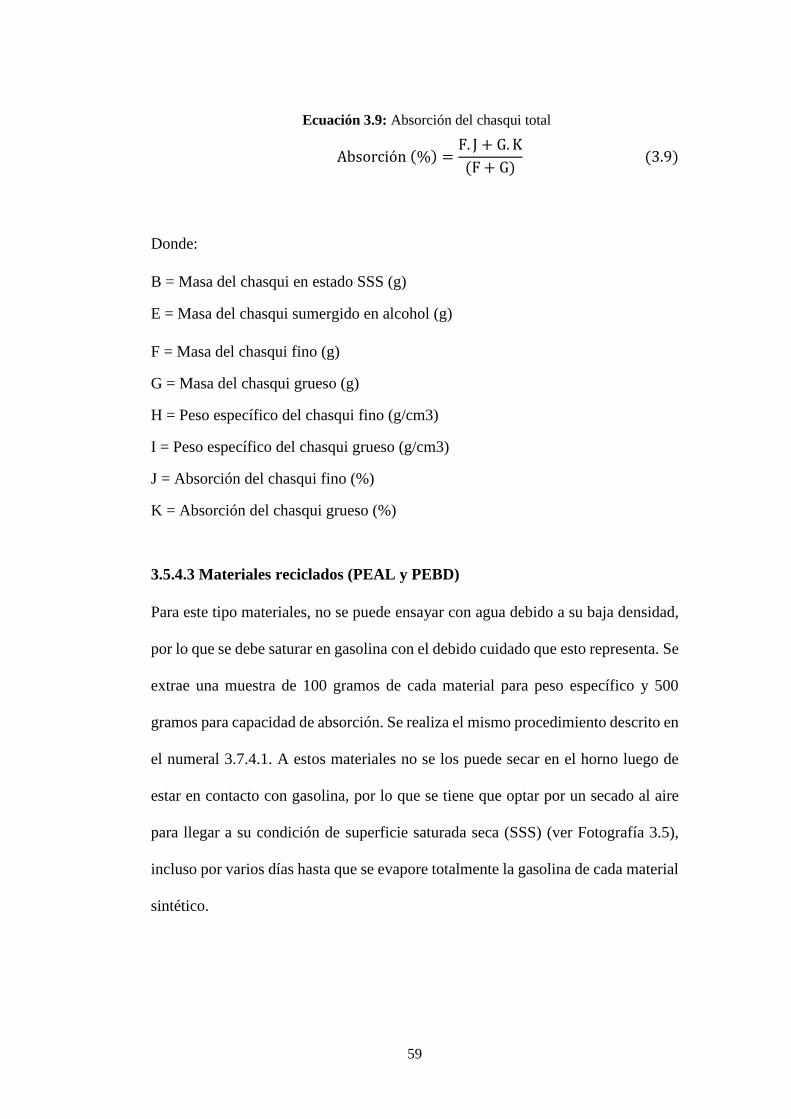
59
Ecuación 3.9: Absorción del chasqui total
Absorción (%) =F. J + G. K
(F + G) (3.9)
Donde:
B = Masa del chasqui en estado SSS (g)
E = Masa del chasqui sumergido en alcohol (g)
F = Masa del chasqui fino (g)
G = Masa del chasqui grueso (g)
H = Peso específico del chasqui fino (g/cm3)
I = Peso específico del chasqui grueso (g/cm3)
J = Absorción del chasqui fino (%)
K = Absorción del chasqui grueso (%)
3.5.4.3 Materiales reciclados (PEAL y PEBD)
Para este tipo materiales, no se puede ensayar con agua debido a su baja densidad,
por lo que se debe saturar en gasolina con el debido cuidado que esto representa. Se
extrae una muestra de 100 gramos de cada material para peso específico y 500
gramos para capacidad de absorción. Se realiza el mismo procedimiento descrito en
el numeral 3.7.4.1. A estos materiales no se los puede secar en el horno luego de
estar en contacto con gasolina, por lo que se tiene que optar por un secado al aire
para llegar a su condición de superficie saturada seca (SSS) (ver Fotografía 3.5),
incluso por varios días hasta que se evapore totalmente la gasolina de cada material
sintético.

60
Fotografía 3.5: Muestra extendida al aire, estado SSS del Polialuminio (PEAL)
Fuente: Autores (Bernal & Palacio, 2017)
3.5.5 Densidad aparente suelta y compactada
Este ensayo se encarga de determinar la masa unitaria del agregado fino, en
condición compactada o suelta y calcular los vacíos entre las partículas del agregado
fino y grueso. El procedimiento se basa en colocar una muestra representativa de
agregado fino o grueso en un recipiente (ver Fotografía 3.6), tomar su peso en
condición suelta o compactada y realizar los cálculos respectivos mediante
fórmulas. El ensayo es aplicado para el chasqui, PEAL y PEBD9 (NTE INEN 858,
2010).
Fotografía 3.6: Colocación del PEAL en el recipiente
Fuente: Autores (Bernal & Palacio, 2017)
9 Los resultados del ensayo de densidad aparente suelta y compacta se pueden observar en el
ANEXO D.

61
Los valores de la masa unitaria y contenido de vacíos se calculan con las siguientes
expresiones:
Ecuación 3.10: Masa unitaria (peso volumétrico)
M =G − T
V (3.10)
Ecuación 3.11: Porcentaje de vacíos del material
% de vacíos = 100 . S. γ agua − M
S. γ agua (3.11)
Donde:
M = Masa unitaria (peso volumétrico) del árido (g/cm3)
G = Peso del molde cilíndrico más agregado (g)
T = Peso del Molde (g)
V = Volumen del molde (cm3)
S = Gravedad específica del material (adimensional) (determinado en el numeral
3.5.4)
γ agua = Densidad de agua (998 kg/m3)
3.5.6 Determinación del flujo en morteros
El objetivo de este ensayo es el de observar y determinar las propiedades físicas y
mecánicas de un mortero elaborado con los materiales reciclados y la adherencia
que estos pueden conseguir con el cemento. El método de ensayo consiste en la
medición y cálculo en porcentaje del aumento del diámetro de la base del mortero
de cemento Portland y arena de Otawa, medido en la mesa de flujo. En este ensayo
la arena de Otawa es reemplazada por el chasqui, PEAL y PEBD10. La Tabla 3.8
muestra las cantidades de material necesarias para realizar un número determinado
de cubos de mortero, donde el número de especímenes es de 6 (NTE INEN 2502,
2009).
10 Los resultados del ensayo de determinación del flujo en morteros se pueden observar en el
ANEXO E.

62
Tabla 3.8: Dosificación de la mezcla
Material Número de especímenes
6 9
Cemento (g) 500 740
Arena (g) 1375 2035
Agua (cm3)
Portland (a/c = 0,485) 242 359
Portland con incorporador de aire (a/c = 0,460) 230 340
Fuente: (NTE INEN 488, 2009)
El procedimiento es el siguiente:
De acuerdo con la Tabla 3.8, se requieren 1 375 gramos de arena de Otawa
cuya cantidad es determinada en la balanza.
Esta cantidad es colocada en la probeta para determinar el volumen que
ocupa la arena en la mezcla.
De manera simultánea se procede a tamizar los materiales a emplear en los
cubos los cuales deben cumplir con una granulometría igual al de la arena
de Otawa, es decir, el pasante del tamiz N°30 (ver Figura 3.7).
Se determina la masa de cada material en función del volumen que ocupa la
arena normada de Otawa de la probeta graduada (ver Fotografía 3.8). Las
masas de los materiales con un volumen constante de 890 cm3, se observa
en la Tabla 3.9.
Fotografía 3.7: Tamizado de la muestra de PEAL por el tamiz No. 30
Fuente: Autores (Bernal & Palacio, 2017)
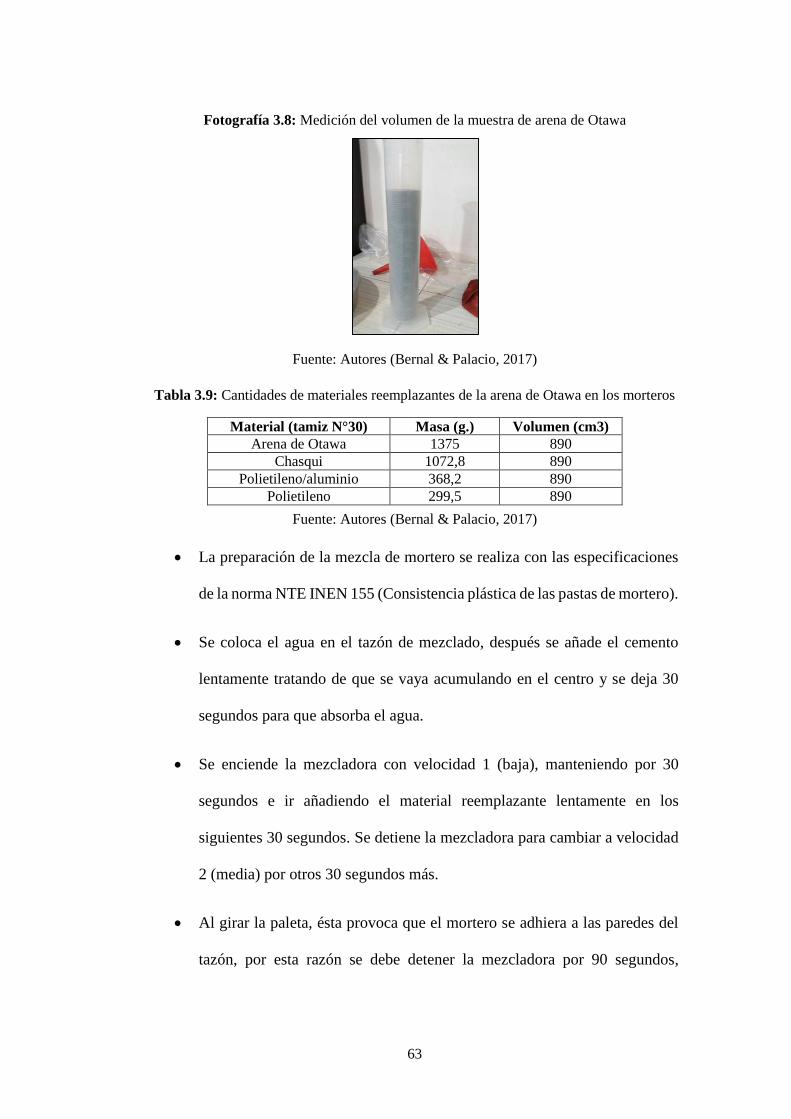
63
Fotografía 3.8: Medición del volumen de la muestra de arena de Otawa
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 3.9: Cantidades de materiales reemplazantes de la arena de Otawa en los morteros
Material (tamiz N°30) Masa (g.) Volumen (cm3)
Arena de Otawa 1375 890
Chasqui 1072,8 890
Polietileno/aluminio 368,2 890
Polietileno 299,5 890
Fuente: Autores (Bernal & Palacio, 2017)
La preparación de la mezcla de mortero se realiza con las especificaciones
de la norma NTE INEN 155 (Consistencia plástica de las pastas de mortero).
Se coloca el agua en el tazón de mezclado, después se añade el cemento
lentamente tratando de que se vaya acumulando en el centro y se deja 30
segundos para que absorba el agua.
Se enciende la mezcladora con velocidad 1 (baja), manteniendo por 30
segundos e ir añadiendo el material reemplazante lentamente en los
siguientes 30 segundos. Se detiene la mezcladora para cambiar a velocidad
2 (media) por otros 30 segundos más.
Al girar la paleta, ésta provoca que el mortero se adhiera a las paredes del
tazón, por esta razón se debe detener la mezcladora por 90 segundos,

64
inmediatamente en los 15 primeros segundos de este intervalo se empuja la
mezcla hacia abajo con la ayuda de un raspador y el resto de tiempo se cubre
el tazón con una franela húmeda. Luego, se inicia nuevamente el mezclado
a una velocidad 2 (media) por 60 segundos (ver fotografía 3.9).
Fotografía 3.9: Mezclado del mortero
Fuente: Autores (Bernal & Palacio, 2017)
Con lo establecido en la norma NTE INEN 2502, para la determinación del flujo se
procede de la siguiente manera:
Mantener limpia la mesa de flujo, luego ubicar el molde en el centro de la
misma.
Dentro del molde se coloca la primera capa de mortero de 2,5 cm de espesor
y se compacta 20 veces con el raspador de caucho. Una segunda capa de
mortero completa el llenado del molde y se compacta nuevamente.
Con la ayuda de una espátula metálica o raspador se corta y nivela el mortero
hasta obtener una superficie plana. Inmediatamente se levanta el molde y a
su vez dejando caer la mesa 25 veces en 15 segundos.

65
Luego se traza 4 líneas en el mortero siguiendo como guía las marcas de la
mesa de flujo y se mide el diámetro con una regla metálica a través de estos
radios (ver Fotografía 3.10).
Cuando el flujo de mortero con los materiales de reemplazo presente una
mezcla muy seca, se repite el proceso de la INEN 155, aumentando la
relación agua/cemento en 0,04 hasta que el mortero cumpla con una fluidez
de 110 ± 5 % (ver Fotografía 3.11).
Fotografía 3.10: Medición del diámetro del mortero
Fuente: Autores (Bernal & Palacio, 2017)
Fotografía 3.11: Mezcla seca de polialuminio
Fuente: Autores (Bernal & Palacio, 2017)
El flujo expresado en porcentaje se calcula mediante la siguiente expresión:
Ecuación 3.12: Flujo en porcentaje
Flujo % = A − B
B∗ 100% (3.12)

66
Donde:
A = Promedio de las 4 lecturas (mm)
B = Diámetro interior de la base original (mm)
3.5.7 Determinación de la resistencia a la compresión de cubos de morteros
La norma INEN 488 proporciona un medio para determinar la resistencia a la
compresión de morteros, usando cubos de 50 mm de arista. Los cubos son
realizados con las mezclas obtenidas en el ensayo de flujo, es decir, con los morteros
realizados con el chasqui, polialuminio (PEAL) y polietileno (PEBD)11.
El procedimiento para la realización del ensayo es el siguiente:
Se cubre las caras interiores del molde y placas con una capa de aceite
lubricante que actúe como agente desencofrante con la ayuda de una esponja
y se sellan las hendijas de las placas con plastilina para evitar que se pierda
la humedad de los morteros.
Se llena los moldes con el mortero en dos capas de 25 mm de espesor
(aproximadamente la mitad de la profundidad del molde) dentro de un
intervalo de tiempo no mayor de 2 minutos y 30 segundos después de
completar el primer mezclado.
Se apisona el mortero en cada compartimento cúbico 32 veces en un tiempo
de 10 segundos, en 4 rondas de 8 golpes cada una (ver Figura 3.3).
11 Los resultados del ensayo de determinación de la resistencia a la compresión de cubos de mortero
se pueden observar en el ANEXO F.

67
Una vez terminada la compactación de la primera capa, se llena los
compartimentos con el mortero restante y compactar como se ha
especificado para la primera capa.
Figura 3.3: Orden de apisonado al moldear los especímenes de ensayo
Fuente: (NTE INEN 488, 2009)
Al finalizar la compactación, la superficie de mortero en todos los cubos
debe sobresalir ligeramente sobre el borde de los moldes.
Retirar con una espátula el mortero que ha rebosado sobre el borde de los
moldes y alisar los cubos pasando el lado plano de la espátula, a través de
la superficie de cada cubo.
Fraguado e identificación de los cubos de mortero:
Aislar los moldes con el mortero durante 1 día en un espacio dentro del
cuarto para que los cubos puedan fraguar y permanecer seguros de cualquier
imprevisto (ver Fotografía 3.12).
Desencofrar los moldes cuando los cubos cumplan 24 horas de edad
utilizando las herramientas de desacople.
Separar los cubos de mortero de los moldes e identificarlos (ver Tabla 3.10).
Luego sumergirlos en una piscina de curado (ver Fotografía 3.13).

68
Tabla 3.10: Identificación de los cubos de mortero según el material
Descripción (Cubos realizados) Código de
identificación
Número de
especímenes Fotografía
Cubos con Polialuminio (PEAL) P 6
Cubos con Polietileno (PEBD) L 9
Cubos con Chasqui C 6
Fuente: Autores (Bernal & Palacio, 2017)
Fotografía 3.12: Moldes con mortero
Fuente: Autores (Bernal & Palacio, 2017)
Fotografía 3.13: Curado de los cubos de mortero
Fuente: Autores (Bernal & Palacio, 2017)
69
Compresión de los cubos de mortero:
Ensayar los cubos a las edades de 1, 3 y 7 días. Todas las muestras de ensayo
correspondientes a determinada edad deben ensayarse dentro de las
tolerancias permisibles de tiempo que se indica en la Tabla 3.11.
Tabla 3.11: Tolerancia admisible para la edad de ensayo de cubos
Edad de ensayo Tolerancia admisible
24 horas + ½ hora
3 días + 1 hora
7 días + 3 horas
Fuente: (NTE INEN 488, 2009)
Previamente se debe tomar las medidas de las 3 aristas de cada cubo (ver
Fotografía 3.14), después se coloca el espécimen en la máquina de
compresión en la parte central bajo el cabezal, con ayuda de algunas placas
para la distribución uniforme de la carga (ver Fotografía 3.15).
Se comprime los especímenes con una velocidad de ensayo de 1 000 N/s y
una sensibilidad pico de 50 kN. Se registra la carga máxima indicada en la
máquina de compresión.
Fotografía 3.14: Determinación de las dimensiones de los cubos
Fuente: Autores (Bernal & Palacio, 2017)

70
Fotografía 3.15: Montaje de pesas para el ensayo de compresión de cubos
Fuente: Autores (Bernal & Palacio, 2017)
La resistencia a la compresión de morteros en cubos se determina con la siguiente
expresión:
Ecuación 3.13: Resistencia a la compresión de los cubos de mortero
fm = P
A (3.13)
Dónde:
fm = Resistencia a la compresión (MPa).
P = Carga total máxima de falla (N).
A = Área de la sección transversal del cubo a la que se aplica la carga, en (mm2).
3.6 ENSAYOS CARACTERÍSTICOS DEL CEMENTO
El cemento utilizado es el Selva Alegre Plus tipo IP de UNACEM, que tiene
características especiales, las mismas que son óptimas para la fabricación de
hormigón de alta resistencia. La edad del cemento para todos sus ensayos
característicos debe ser menor a 60 días, caso contrario, los resultados no tendrán
aceptación ni validez.

71
3.6.1 Determinación de la densidad del cemento
La densidad del cemento es la relación entre la masa de una cantidad dada y su
volumen. La utilidad principal de la densidad está relacionada con el diseño de
mezclas de hormigón, debido a que el diseño se lo realiza por peso para un volumen
unitario de hormigón. Existen muchos métodos para determinar la densidad del
cemento, entre los cuales se encuentran los de Le Chatelier y Picnómetro12 (NTE
INEN 156, 2009).
El procedimiento para determinar la densidad del cemento es el siguiente:
Verter gasolina mediante el empleo de un embudo de vidrio hacia el frasco
Le Chatelier entre las lecturas 0 cm3 y 1cm3 de la parte baja del cuello.
Con una espátula metálica, colocar una cantidad de 64 gramos de cemento
en un embudo improvisado de papel periódico que conduzca hacia el frasco,
evitando que se adhiera en las paredes.
Sacar el aire con movimientos circulares, en posición inclinada, sosteniendo
la cabeza y la base del frasco Le Chatelier con mucho cuidado
Colocar el frasco sobre un recipiente con agua para que la temperatura
ambiente esté entre 22°C y 23°C para no correr el riesgo de que se llegue a
romper debido al aumento de la temperatura.
Se deja reposar al frasco por 2 minutos hasta que no se encuentre ninguna
partícula en suspensión y se toma la masa en la balanza.
12 Los resultados de la determinación de la densidad del cemento se pueden observar en el ANEXO
G.1.

72
Se procede a llenar de gasolina hasta la marca en la parte superior del frasco
Le Chatelier en la cual se pueda tener la lectura final del ensayo.
La densidad del cemento se determina con la siguiente expresión:
Ecuación 3.14: Densidad del cemento
ρ(g/cm3) = Masa del cemento (g)
Volumen desplazado (cm3) (3.14)
3.6.2 Determinación de la consistencia normal del cemento
Es la masa de agua requerida para obtener un grado de plasticidad, dividido para la
masa del cemento expresada en porcentaje13. El grado de plasticidad se encuentra
midiendo la resistencia que opone la pasta de cemento a la penetración de 10 mm
± 1 mm de la aguja de Vicat (ver Figura 3.4) (NTE INEN 157, 2009).
Figura 3.4: Equipo de Vicat
Fuente: (NTE INEN 157, 2009)
13 Los resultados de la determinación de la consistencia normal del cemento se pueden observar en
el ANEXO G.2.

73
El procedimiento para determinar la consistencia normal del cemento es el
siguiente:
Se pesa una cantidad de 650 gr de cemento Selva Alegre Plus, valor
establecido en la norma NTE INEN 157.
Determinar la cantidad de agua necesaria por medio de una balanza para
obtener una consistencia de 28%.
Colocar el agua en la mezcladora y verter el cemento para que se mezcle
por un tiempo de 30 segundos en velocidad baja (140 rpm + 5 rpm) y dejar
reposar por 30 segundos, en los 15 segundos primeros bajar el material de
las paredes de la mezcladora con el raspador. Volver a mezclar a velocidad
media (285 rpm + 10 rpm) por un tiempo de 60 segundos.
Con las manos enguantadas retirar toda la muestra formando una pasta en
forma de pelota, lanzando de una mano hacia la otra por 30 segundos con
movimientos ligeros.
Colocar la pasta por la parte inferior del anillo y retirar el exceso de ésta por
un período máximo de 30 segundos.
Centrar la pasta del anillo y penetrar con la aguja de vicat de diámetro 10
mm, una profundidad de 10 + 1 mm para verificar su consistencia, este
proceso se lo debe realizar lo más rápido posible.
La consistencia normal del cemento se determina por medio de la siguiente
expresión:

74
Ecuación 3.15: Consistencia normal del cemento
C(%) =Ma
Mc . 100 (3.15)
Dónde:
C = Consistencia normal (%)
Ma = Masa del agua (g)
Mc = Masa del cemento (g)
3.6.3 Tiempo de fraguado del cemento
El ensayo consiste en determinar el tiempo que pasa desde el momento que se añade
el agua al cemento, hasta que la pasta esté semidura y parcialmente hidratada
(tiempo de fraguado inicial) por medio de la aguja de Vicat. Posteriormente la pasta
sigue endureciéndose hasta que deja de ser deformable con cargas relativamente
pequeñas, se vuelve rígida y llega al mínimo de temperatura. El tiempo trascurrido
desde que se agrega el agua hasta que llega al estado descrito anteriormente se
denomina tiempo de fraguado final, e indica que el cemento se encuentra aún más
hidratado y la pasta ya esta dura14 (Flores, 2014).
La pasta de cemento utilizada para la determinación el tiempo de fraguado es
obtenida realizando el procedimiento descrito en el ensayo de consistencia normal
(NTE INEN 158, 2009).
El procedimiento para determinar el tiempo de fraguado del cemento es el siguiente:
Cubrir la pasta obtenida del ensayo de consistencia normal con una franela
húmeda por un tiempo de 2 horas.
14 Los resultados de la determinación del tiempo de fraguado del cemento se pueden observar en el
ANEXO G.3.

75
Determinar la hora en la que la aguja penetre 25 mm en la pasta y registrar
el valor de fraguado inicial (ver Fotografía 3.16).
Determinar la hora cuando la aguja penetre 0 mm en la pasta para determinar
su fraguado final.
Fotografía 3.16: Lectura inicial de la Aguja de Vicat sobre la pasta de cemento
Fuente: (Bernal & Palacio, 2017)
3.7 RESUMEN DE ENSAYOS CARACTERÍSTICOS
En la Tabla 3.12 se muestra el resumen de los resultados de ensayos característicos
de los agregados, materiales reciclados (PEAL y PEBD) y el cemento, teniendo en
cuenta los parámetros o propiedades de cada ensayo.

76
Tabla 3.12: Resumen de ensayos realizados a los materiales
Ensayos Característicos Parámetro Cemento
Tipo IP
Agregado fino
(Polvo azul)
Agregado grueso
(Chasqui)
Polietileno/
Aluminio (PEAL)
Polietileno de baja
densidad (PEBD
Colorimetría No. Escala Gardner - 5 14 - -
Granulometría Módulo de finura - 2,62 4,56 4,53 4,80
Tamaño nominal Máx. - No. 8 No. 4 No. 4 No. 4
Densidad real y Capacidad de
absorción
Peso esp. seco (g/cm3) - 2,45 1,30 0,84 -
Peso esp. SSS (g/cm3) - 2,53 1,68 1,02 0,98
Cap. de absorción (%) - 3,37 36,53 21,74 -
Densidad aparente Suelta y
Compacta
Densidad Suelta (g/cm3) - - 0,66 0,47 0,31
Porcentaje de vacíos Suelta (%) - - 48,8 44,2 68,8
Densidad Compacta (g/cm3) - - 0,71 0,52 0,34
Porcentaje de vacíos Comp. (%) - - 45,2 38,3 65,4
Determinación del flujo en
morteros
Flujo en morteros (%) - - 119,3 118,5 121,5
Relación agua/cemento - - 0,70 0,90 0,80
Resistencia a la compresión en
cubos de mortero
Esfuerzo promedio
a la compresión
(Mpa)
1 día - - 5,75 0,26 0,52
3 días - - 12,82 0,33 1,65
7 días - - 18,38 0,47 2,23
Densidad del cemento Densidad (g/cm3) 2,94 - - - -
Consistencia normal del cemento Consistencia (%) 28 - - - -
Tiempo de fraguado del cemento Fraguado inicial (min.) 148 - - - -
Fraguado final (min.) 230 - - - -
Fuente: (Bernal & Palacio, 2017)
77
3.8 DOSIFICACIÓN DE LAS MEZCLAS
3.8.1 Dosificación de la mezcla patrón
La mezcla patrón utilizada como punto de partida para el diseño de los bloques
alivianados, es proporcionada por la bloquera “Serviblock”, de la cual se parte para
la sustitución parcial del agregado fino y grueso por los materiales reciclados
(PEAL y PEBD). La dosificación se la hace para 2 sacos de cemento de 50
kilogramos.
Las cantidades de material son determinadas y manejadas en obra al volumen,
utilizando como instrumentos de medida a la carretilla y el balde (D = 28,8 cm; h =
35,7 cm). Los volúmenes medidos en obra y la dosificación de la mezcla patrón se
detallan en las Tablas 3.13 y 3.14.
Tabla 3.13: Volúmenes medidos y utilizados en obra
Volúmenes en obra
Carretillas Baldes dm3
Carretilla 1,0 2,5 58,1
Balde 0,4 1,0 23,3
Fuente: (Bernal & Palacio, 2017)
Tabla 3.14: Dosificación de la mezcla patrón
DOSIFICACIÓN DEL BLOQUE CONVENCIONAL
Carretillas Baldes Volumen Peso
(U) (U) (dm3) % Dosif. (kg) % Dosif.
Polvo azul 5 12,5 290,71 32,4% 8,55 735,48 42,7% 7,35
Chasqui 8 20,0 465,13 51,9% 13,67 781,42 45,3% 7,81
Cemento 34,01 3,8% 1,00 100,00 5,8% 1,00
Agua 106,70 11,9% 3,14 106,70 6,2% 1,07
𝚺 = 896,55 100,0% 1675,04 100,0%
Fuente: Autores (Palacio & Bernal, 2017)

78
3.8.2 Dosificación de la mezcla con reemplazo de PEAL y PEBD
En la elaboración de los bloques de investigación, se toma como punto de partida
la dosificación del bloque convencional de la Tabla 3.14, reemplazando al volumen
2 carretillas de chasqui para todas las mezclas y en el caso del polvo azul, el
reemplazo es progresivo: 2, 3 y 4 carretillas (ver Tabla 3.15). Los porcentajes de
PEAL y PEBD obtenidos con respecto a toda la mezcla son: 27%, 34% y 41%. Los
bloques elaborados con PEAL y PEBD conservan la misma cantidad de cemento
del bloque convencional, mientras que el agua depende de la capacidad de
absorción y humedad de los materiales. Las Tablas 3.16, 3.17, 3.18 y 3.19
determinan la dosificación al volumen y su conversión al peso de cada material
reciclado.
Tabla 3.15: Dosificación de los bloques ecológicos
Componentes
del bloque
Unidad de
medida
TIPO DE BLOQUES
Convencional Primer
reemplazo
Segundo
reemplazo
Tercer
reemplazo
Polvo azul Carretilla 5 3 2 1
Chasqui Carretilla 8 6 6 6
PEAL / PEBD Carretilla 4 5 6
Cemento Saco (50 kg) 2 2 2 2
Agua Balde 4,5 2,5 2,5 2,5
Fuente: Autores (Palacio & Bernal, 2017)
Tabla 3.16: Dosificación al volumen del bloque con Polialuminio (PEAL)
Reemplazo A
(27% al volumen)
Reemplazo B
(34% al volumen)
Reemplazo C
(41% al volumen)
(dm3) % Dosif. (dm3) % Dosif. (dm3) % Dosif.
Polvo azul 174,42 21 % 5,13 116,28 14 % 3,42 58,14 7 % 1,71
Chasqui 348,85 41 % 10,26 348,85 41 % 10,26 348,85 41 % 10,26
PEAL 232,56 27 % 6,84 290,71 34 % 8,55 348,85 41 % 10,26
Cemento 34,01 4 % 1,00 34,01 4 % 1,00 34,01 4 % 1,00
Agua 58,14 7 % 1,71 58,14 7 % 1,71 58,14 7 % 1,71
𝚺 847,99 100 % 847,99 100 % 847,99 100,0%
Fuente: Autores (Palacio & Bernal, 2017)
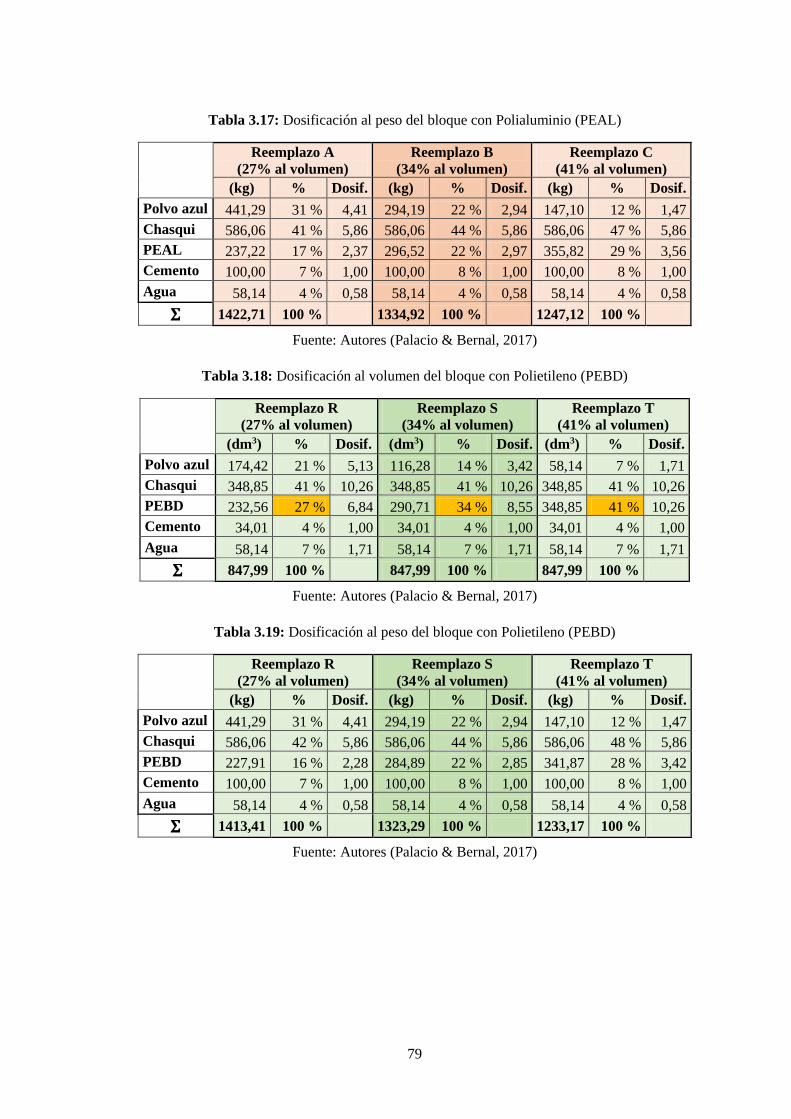
79
Tabla 3.17: Dosificación al peso del bloque con Polialuminio (PEAL)
Reemplazo A
(27% al volumen)
Reemplazo B
(34% al volumen)
Reemplazo C
(41% al volumen)
(kg) % Dosif. (kg) % Dosif. (kg) % Dosif.
Polvo azul 441,29 31 % 4,41 294,19 22 % 2,94 147,10 12 % 1,47
Chasqui 586,06 41 % 5,86 586,06 44 % 5,86 586,06 47 % 5,86
PEAL 237,22 17 % 2,37 296,52 22 % 2,97 355,82 29 % 3,56
Cemento 100,00 7 % 1,00 100,00 8 % 1,00 100,00 8 % 1,00
Agua 58,14 4 % 0,58 58,14 4 % 0,58 58,14 4 % 0,58
𝚺 1422,71 100 % 1334,92 100 % 1247,12 100 %
Fuente: Autores (Palacio & Bernal, 2017)
Tabla 3.18: Dosificación al volumen del bloque con Polietileno (PEBD)
Reemplazo R
(27% al volumen)
Reemplazo S
(34% al volumen)
Reemplazo T
(41% al volumen)
(dm3) % Dosif. (dm3) % Dosif. (dm3) % Dosif.
Polvo azul 174,42 21 % 5,13 116,28 14 % 3,42 58,14 7 % 1,71
Chasqui 348,85 41 % 10,26 348,85 41 % 10,26 348,85 41 % 10,26
PEBD 232,56 27 % 6,84 290,71 34 % 8,55 348,85 41 % 10,26
Cemento 34,01 4 % 1,00 34,01 4 % 1,00 34,01 4 % 1,00
Agua 58,14 7 % 1,71 58,14 7 % 1,71 58,14 7 % 1,71
𝚺 847,99 100 % 847,99 100 % 847,99 100 %
Fuente: Autores (Palacio & Bernal, 2017)
Tabla 3.19: Dosificación al peso del bloque con Polietileno (PEBD)
Reemplazo R
(27% al volumen)
Reemplazo S
(34% al volumen)
Reemplazo T
(41% al volumen)
(kg) % Dosif. (kg) % Dosif. (kg) % Dosif.
Polvo azul 441,29 31 % 4,41 294,19 22 % 2,94 147,10 12 % 1,47
Chasqui 586,06 42 % 5,86 586,06 44 % 5,86 586,06 48 % 5,86
PEBD 227,91 16 % 2,28 284,89 22 % 2,85 341,87 28 % 3,42
Cemento 100,00 7 % 1,00 100,00 8 % 1,00 100,00 8 % 1,00
Agua 58,14 4 % 0,58 58,14 4 % 0,58 58,14 4 % 0,58
𝚺 1413,41 100 % 1323,29 100 % 1233,17 100 %
Fuente: Autores (Palacio & Bernal, 2017)
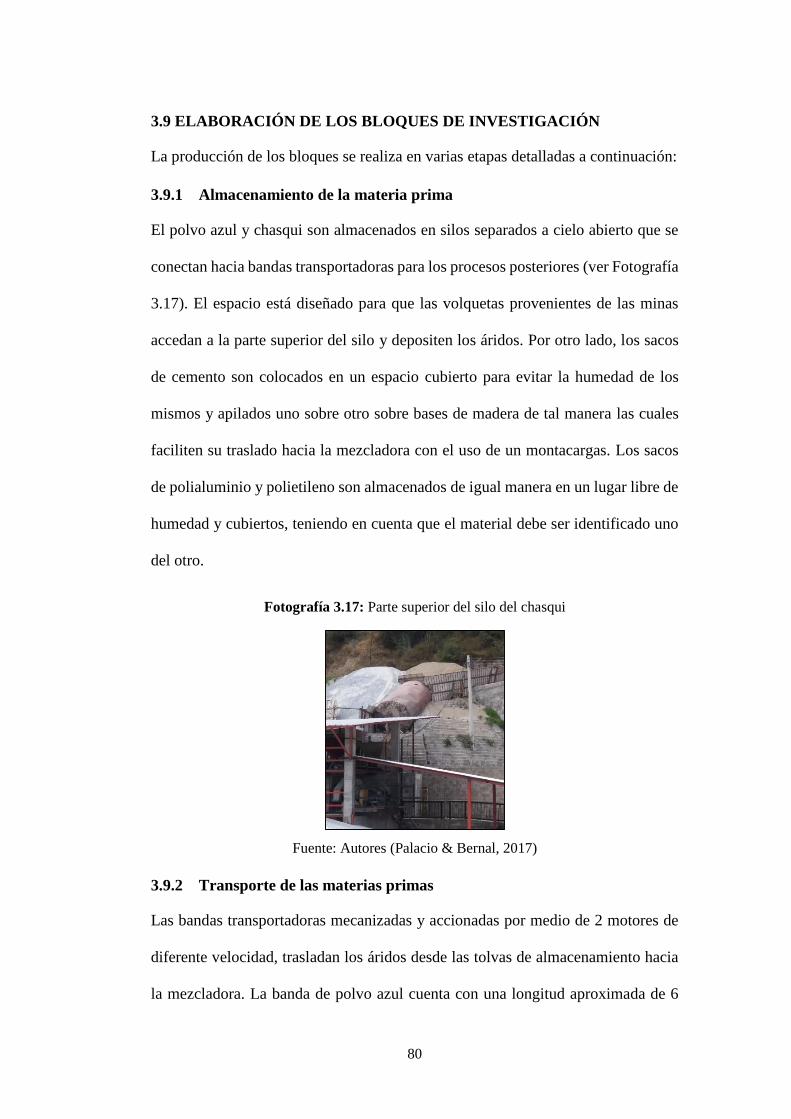
80
3.9 ELABORACIÓN DE LOS BLOQUES DE INVESTIGACIÓN
La producción de los bloques se realiza en varias etapas detalladas a continuación:
3.9.1 Almacenamiento de la materia prima
El polvo azul y chasqui son almacenados en silos separados a cielo abierto que se
conectan hacia bandas transportadoras para los procesos posteriores (ver Fotografía
3.17). El espacio está diseñado para que las volquetas provenientes de las minas
accedan a la parte superior del silo y depositen los áridos. Por otro lado, los sacos
de cemento son colocados en un espacio cubierto para evitar la humedad de los
mismos y apilados uno sobre otro sobre bases de madera de tal manera las cuales
faciliten su traslado hacia la mezcladora con el uso de un montacargas. Los sacos
de polialuminio y polietileno son almacenados de igual manera en un lugar libre de
humedad y cubiertos, teniendo en cuenta que el material debe ser identificado uno
del otro.
Fotografía 3.17: Parte superior del silo del chasqui
Fuente: Autores (Palacio & Bernal, 2017)
3.9.2 Transporte de las materias primas
Las bandas transportadoras mecanizadas y accionadas por medio de 2 motores de
diferente velocidad, trasladan los áridos desde las tolvas de almacenamiento hacia
la mezcladora. La banda de polvo azul cuenta con una longitud aproximada de 6

81
metros y ancho de 0,6 metros; ésta transporta el material con velocidad baja, es
decir, en 7 segundos la banda transporta 1 carretilla de material. Para su dosificación
establecida, se ha programado en un tablero automatizado el tiempo de 35 segundos
que corresponde a 5 carretillas de polvo azul para la dosificación patrón. En el caso
de las mezclas con los componentes reciclados con reemplazos del 27%, 34% y
41% respecto a su volumen, la banda de polvo azul es programada en 21, 14 y 7
segundos respectivamente (ver Fotografía 3.18).
La banda de chasqui tiene una longitud 5,81 m aproximadamente y un ancho de
0,44 metros. Esta banda es de velocidad rápida y transporta 1 carretilla de chasqui
en 3 segundos, por lo que el tiempo programado para la dosificación patrón es de
24 segundos que corresponde a 8 carretillas de material. Para todas las mezclas de
los dos componentes reciclados, el tiempo de programación de la banda es de 18
segundos.
Un operador traslada el cemento por medio de un montacarga desde el lugar de
almacenamiento hasta la cámara de mezcla. Los sacos de polialuminio y polietileno
son transportados manualmente y medidos antes del mezclado en baldes calibrados.
Fotografía 3.18: Bandas transportadoras de los agregados y tablero de programación
Fuente: Autores (Palacio & Bernal, 2017)

82
3.9.3 Mezclado de materias primas en la cámara mezcladora
3.9.3.1 Características de la cámara de mezclado
La cámara de mezclado (ver Fotografía 3.19) tiene forma parabólica y convexa, con
una profundidad de 1,48 metros aproximadamente, y una capacidad de 3,75 m3, la
cual consta de dos ejes paralelos. Cada eje se compone de 11 aspas distribuidas en
forma de espiral (ver Fotografía 3.20), que son activadas con un sistema
automatizado del tablero de control. El primer eje gira en dirección horaria y el
segundo en dirección anti horaria. La boca de la cámara tiene varios
compartimientos rectangulares de dimensiones 52 cm de largo y 40 cm de ancho
cubiertas por rejillas lisas.
Fotografía 3.19: Vista frontal y lateral de la camara de mezclado
Fuente: Autores (Bernal & Palacio, 2017)
Fotografía 3.20: Ejes de la mezcladora con sus aspas
Fuente: Autores (Bernal & Palacio, 2017)
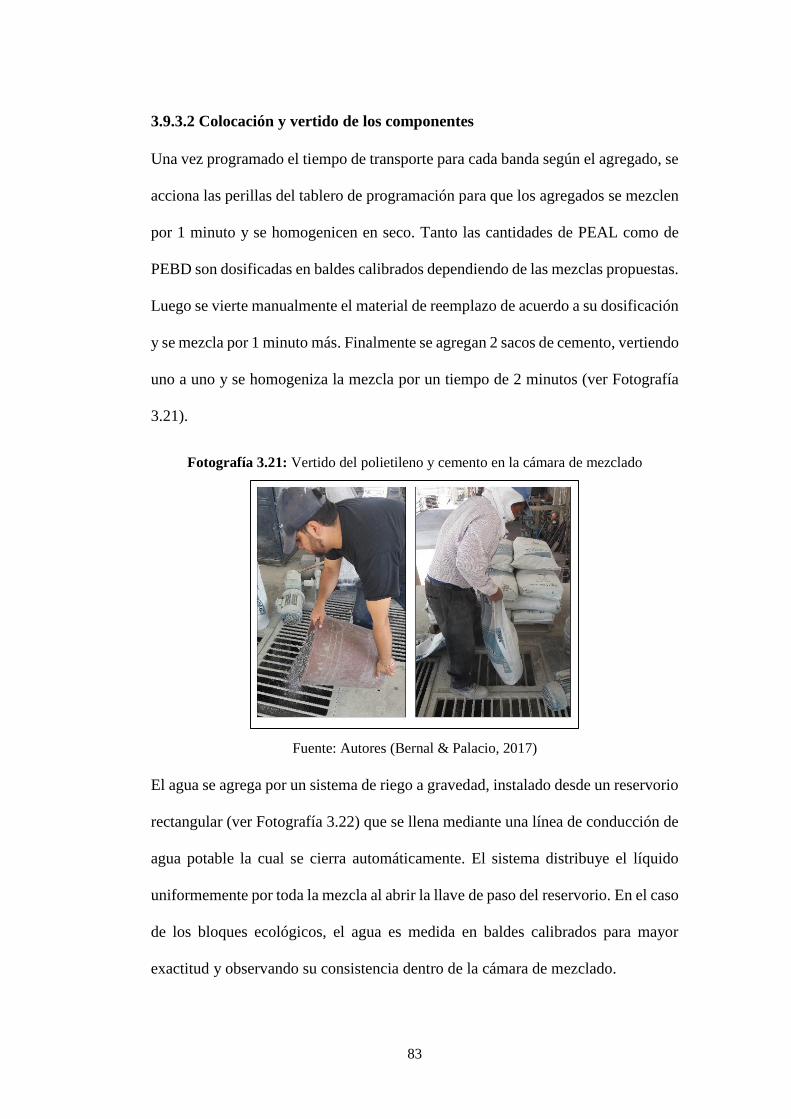
83
3.9.3.2 Colocación y vertido de los componentes
Una vez programado el tiempo de transporte para cada banda según el agregado, se
acciona las perillas del tablero de programación para que los agregados se mezclen
por 1 minuto y se homogenicen en seco. Tanto las cantidades de PEAL como de
PEBD son dosificadas en baldes calibrados dependiendo de las mezclas propuestas.
Luego se vierte manualmente el material de reemplazo de acuerdo a su dosificación
y se mezcla por 1 minuto más. Finalmente se agregan 2 sacos de cemento, vertiendo
uno a uno y se homogeniza la mezcla por un tiempo de 2 minutos (ver Fotografía
3.21).
Fotografía 3.21: Vertido del polietileno y cemento en la cámara de mezclado
Fuente: Autores (Bernal & Palacio, 2017)
El agua se agrega por un sistema de riego a gravedad, instalado desde un reservorio
rectangular (ver Fotografía 3.22) que se llena mediante una línea de conducción de
agua potable la cual se cierra automáticamente. El sistema distribuye el líquido
uniformemente por toda la mezcla al abrir la llave de paso del reservorio. En el caso
de los bloques ecológicos, el agua es medida en baldes calibrados para mayor
exactitud y observando su consistencia dentro de la cámara de mezclado.

84
La cantidad de agua depende principalmente de la humedad de los áridos la cual
está en función del clima, por lo que se dificulta determinar con precisión la
cantidad de líquido necesario para la mezcla. Un método empírico para saber la
cantidad ideal de agua es observar las aspas de los ejes, verificando que la mezcla
húmeda le dé una coloración grisácea; de esta manera sabemos que su consistencia
es la adecuada. Si el agua no es suficiente, se procede a abrir la llave de paso en dos
ciclos cortos y seguidamente se deja mezclar por un tiempo estimado de 2 minutos.
Fotografía 3.22: Depósito o reservorio de agua que conecta hacia la cámara de mezclado
Fuente: Autores (Bernal & Palacio, 2017)
3.9.4 Colocación de los palets metálicos
Un operador de maquinaria traslada las estanterías con los palets (bandejas)
metálicos hacia la vibro-compactadora para que un obrero los vaya colocando y
apilando en una banda de la parte posterior de la máquina (ver Fotografía 3.23). Los
palets tienen dimensiones (66 x 47) cm, y cada uno abarca 4 bloques de un ancho
de 15 cm.

85
Fotografía 3.23: Traslado y colocación de palets sobre la banda posterior de la maquina
vibrocompactadora
Fuente: Autores (Bernal & Palacio, 2017)
3.9.5 Vibrado y compactado de la mezcla
Después de abrirse las compuertas de la cámara (mezcladora), la mezcla cae por
acción de la gravedad hacia una tolva que alimenta a la vibro-compactadora
automatizada de marca BESSER DYNAPAC MODEL MK.2.02. La máquina llena
los moldes con una cantidad de mezcla para ser vibrada en el aire por medio de 2
motores durante 3 segundos; seguidamente los moldes bajan y la depositan en los
palets para realizar el compactado durante 2 segundos (ver Fotografía 3.24).
Fotografía 3.24: Mecanismo de vibración y compactación de la mezcla
Fuente: Autores (Bernal & Palacio, 2017)

86
3.9.5.1 Características de la máquina vibro-compactadora
La máquina en su sistema de control incluye un tablero eléctrico (ver Fotografía
3.25) y una pantalla digital, las cuales se encargan de monitorear el desempeño de
las funciones de la maquina con sistemas automatizados por botones accionadores.
Cuenta con un PLC que es el cerebro del motor eléctrico, secuenciadores de
vibradores los cuales aumentan o disminuyen las velocidades.
Fotografía 3.25: Tablero del sistema de control de la máquina
Fuente: Autores (Bernal & Palacio, 2017)
3.9.6 Extracción de los bloques
Los pallets extraen el producto final en grupos de 4 bloques por medio de correas o
tornillos sin fin, pasando por una escobilla que remueve cualquier rebaba que se
encuentre en la parte superior de los prefabricados. Los bloques que conservan su
forma son inspeccionados verificando que no existan grietas, luego un operador
traslada los pallets de hierro mediante un montacarga hidráulico (ver Fotografía
3.26) (Muñoz, 2016).
En algunas ocasiones las correas que trasladas el producto final se mueven a
diferente velocidad debido a un error de limpieza o mantenimiento, lo cual hacen

87
que los pallets con los bloques terminen chocando y la mezcla pierda su forma. Ésta
debe ser retirada hacia el suelo y puesta manualmente en los moldes de la máquina.
Fotografía 3.26: Extracción y traslado de los bloques hacia los portapalets
Fuente: Autores (Bernal & Palacio, 2017)
3.9.7 Fraguado
Los bloques en el portapalets son trasladados con un montacarga hacia un espacio
cubierto para protegerlos del Sol y la lluvia durante 1 día, a fin de evitar el cambio
de las características de los prefabricados (ver Fotografía 3.27).
Fotografía 3.27: Extracción y traslado de los bloques hacia los portapalets
Fuente: Autores (Bernal & Palacio, 2017)
3.9.8 Transporte, curado y almacenamiento
Los bloques son transportados cuidadosamente desde la bloquera hacia el
Laboratorio de Ensayo de Materiales de la Universidad Central del Ecuador y
almacenados en la cámara de curado durante el tiempo en que se los vaya a ensayar

88
conservando la humedad de los mismos, normalmente las bloqueras curan los
bloques mojándolos con agua en un lugar cubierto y protegidos, para evitar la
exposición solar y del viento por 14 días, además el traslado o entrega de los bloques
a los compradores es entregado a los 21 días como mínimo y máximo a los 28 días.
(ver Fotografía 3.28).
Fotografía 3.28: Curado y almacenado de los bloques de investigación
Fuente: Autores (Bernal & Palacio, 2017)

89
CAPITULO IV:
4. REQUISITOS, ANÁLISIS Y COMPARACIÓN DE RESULTADOS
En el presente capítulo se describen los términos y resultados de los ensayos a los
que fueron sometidos los bloques con materiales reciclados para el respectivo
análisis, interpretación y comparación de las propiedades físicas y mecánicas entre
bloques convencionales, bloques en estudio y bloques de anteriores investigaciones.
Los ensayos son realizados en el Laboratorio de Ensayo de Materiales de la
Universidad Central del Ecuador dando cumplimiento a lo establecido en la norma
INEN 3066 en lo que refiere a requisitos y métodos de ensayo, siguiendo
especificaciones técnicas de dicha norma para así obtener un producto de calidad.
4.1 IDENTIFICACIÓN DE LOS BLOQUES CONVENCIONALES Y
ECOLÓGICOS
4.1.1 Identificación de los bloques en obra
Los bloques son identificados de acuerdo al tipo de mezcla y material de reemplazo.
Se usa un spray de color dorado para marcar en la cara frontal de éstos y de esta
manera, evitar ser confundidos en el transporte tal como se indica en la Tabla 4.1.
Tabla 4.1: Identificación de los especímenes en obra
Código de
reemplazo
% de reemplazo
al volumen
Tipo de
marca en la
cara frontal
Imagen
W 0% (Convencional
de Serviblock)) Ninguna
A 27% de PEAL 1 punto
B 34% de PEAL 2 puntos
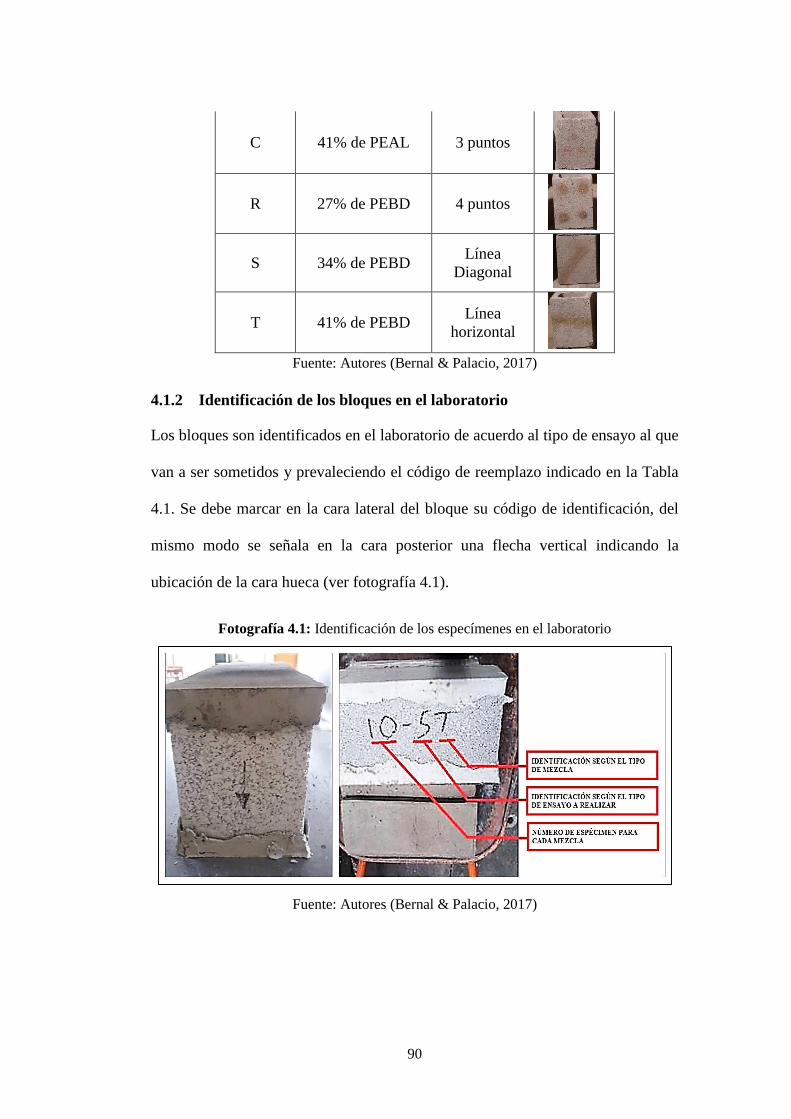
90
C 41% de PEAL 3 puntos
R 27% de PEBD 4 puntos
S 34% de PEBD Línea
Diagonal
T 41% de PEBD Línea
horizontal
Fuente: Autores (Bernal & Palacio, 2017)
4.1.2 Identificación de los bloques en el laboratorio
Los bloques son identificados en el laboratorio de acuerdo al tipo de ensayo al que
van a ser sometidos y prevaleciendo el código de reemplazo indicado en la Tabla
4.1. Se debe marcar en la cara lateral del bloque su código de identificación, del
mismo modo se señala en la cara posterior una flecha vertical indicando la
ubicación de la cara hueca (ver fotografía 4.1).
Fotografía 4.1: Identificación de los especímenes en el laboratorio
Fuente: Autores (Bernal & Palacio, 2017)
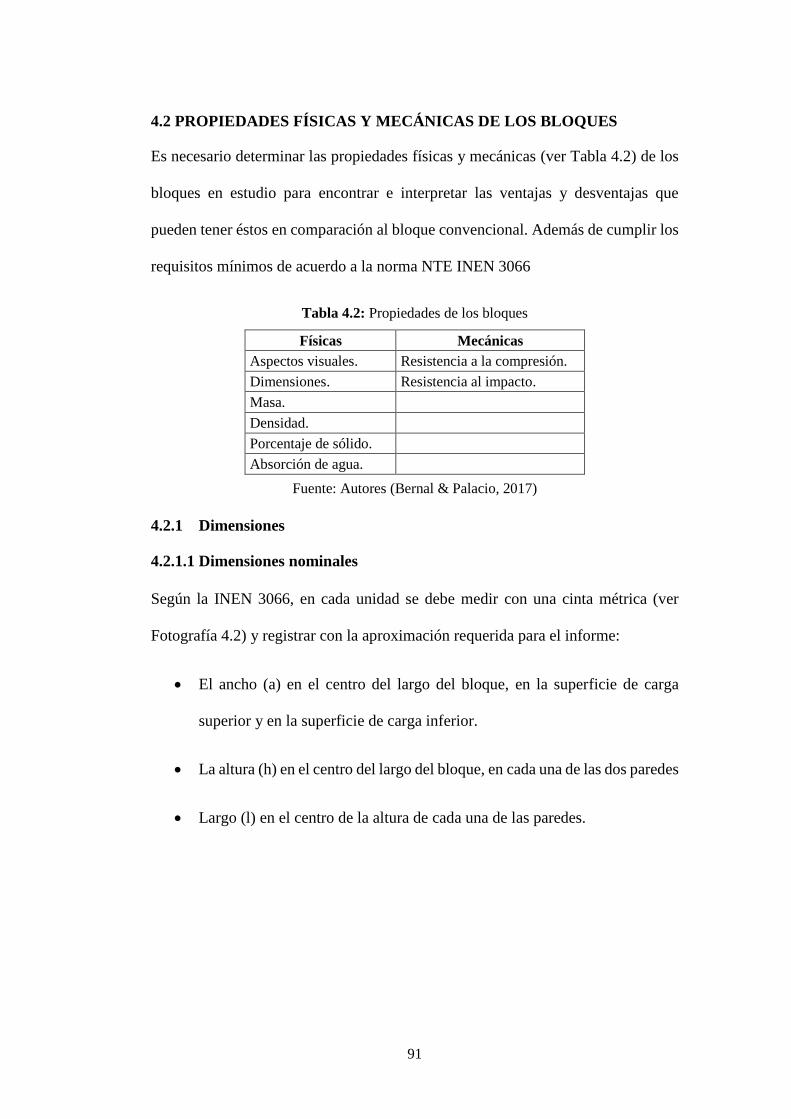
91
4.2 PROPIEDADES FÍSICAS Y MECÁNICAS DE LOS BLOQUES
Es necesario determinar las propiedades físicas y mecánicas (ver Tabla 4.2) de los
bloques en estudio para encontrar e interpretar las ventajas y desventajas que
pueden tener éstos en comparación al bloque convencional. Además de cumplir los
requisitos mínimos de acuerdo a la norma NTE INEN 3066
Tabla 4.2: Propiedades de los bloques
Físicas Mecánicas
Aspectos visuales. Resistencia a la compresión.
Dimensiones. Resistencia al impacto.
Masa.
Densidad.
Porcentaje de sólido.
Absorción de agua.
Fuente: Autores (Bernal & Palacio, 2017)
4.2.1 Dimensiones
4.2.1.1 Dimensiones nominales
Según la INEN 3066, en cada unidad se debe medir con una cinta métrica (ver
Fotografía 4.2) y registrar con la aproximación requerida para el informe:
El ancho (a) en el centro del largo del bloque, en la superficie de carga
superior y en la superficie de carga inferior.
La altura (h) en el centro del largo del bloque, en cada una de las dos paredes
Largo (l) en el centro de la altura de cada una de las paredes.
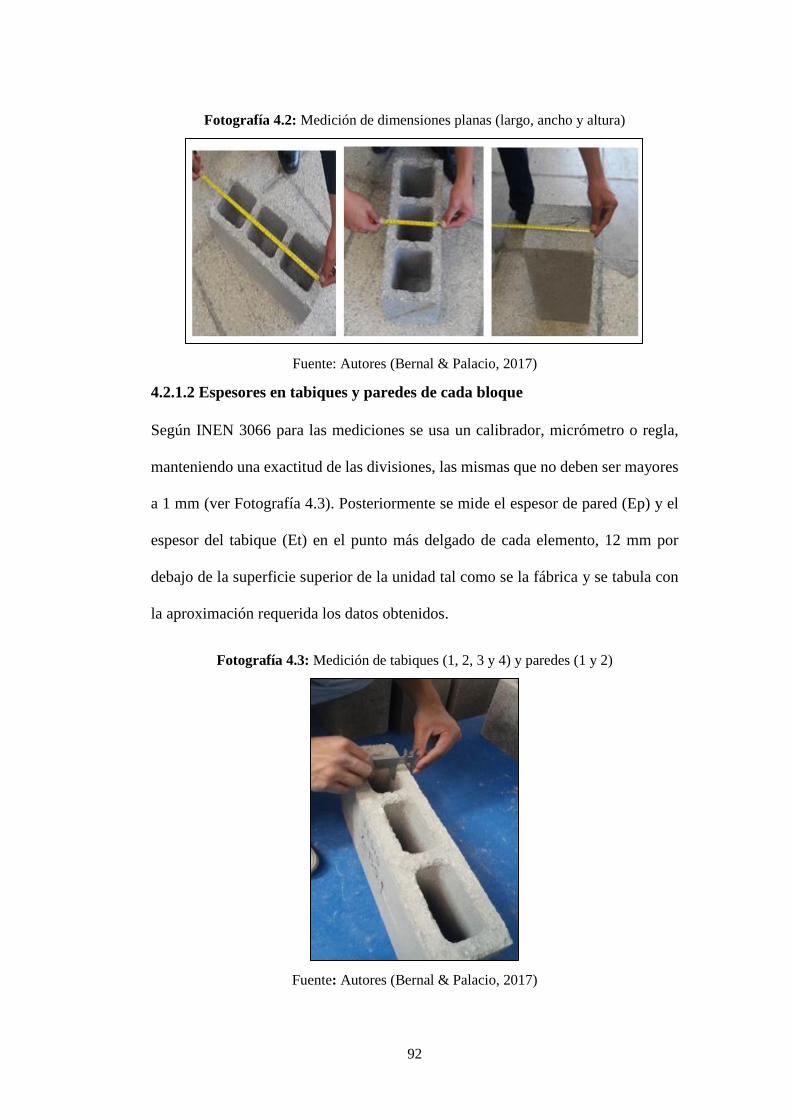
92
Fotografía 4.2: Medición de dimensiones planas (largo, ancho y altura)
Fuente: Autores (Bernal & Palacio, 2017)
4.2.1.2 Espesores en tabiques y paredes de cada bloque
Según INEN 3066 para las mediciones se usa un calibrador, micrómetro o regla,
manteniendo una exactitud de las divisiones, las mismas que no deben ser mayores
a 1 mm (ver Fotografía 4.3). Posteriormente se mide el espesor de pared (Ep) y el
espesor del tabique (Et) en el punto más delgado de cada elemento, 12 mm por
debajo de la superficie superior de la unidad tal como se la fábrica y se tabula con
la aproximación requerida los datos obtenidos.
Fotografía 4.3: Medición de tabiques (1, 2, 3 y 4) y paredes (1 y 2)
Fuente: Autores (Bernal & Palacio, 2017)

93
4.2.1.3 Tabulación de resultados:
Los resultados de promedio, máximo y mínimo de las dimensiones de los bloques
convencionales y en estudio sometidos al ensayo de Resistencia a la Compresión,
se presentan en las Tablas 4.3 – 4.9.
Tabla 4.3: Dimensiones de los bloque convencionales
Código
Largo Ancho Altura Tab.
1
Tab.
2
Tab.
3
Tab.
4
Prom.
Tab.
Par.
1
Par.
2
Prom.
Par. Prom. Prom. Prom.
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm)
1 - 5 W 398 150 199 23 22 22 23 23 23 23 23
2 - 5 W 397 151 200 22 21 22 23 22 25 25 25
3 - 5 W 397 151 199 22 22 22 23 22 23 25 24
4 - 5 W 398 150 199 23 22 22 23 23 23 23 23
5 - 5 W 397 151 200 22 21 22 23 22 25 25 25
6 - 5 W 397 151 199 22 22 22 23 22 23 25 24
7 - 5 W 400 151 199 23 22 22 23 23 23 23 23
8 - 5 W 399 151 200 22 21 22 23 22 25 25 25
9 - 5 W 401 151 199 22 22 22 23 22 23 25 24
10 - 5 W 400 151 199 23 22 22 23 23 23 23 23
11 - 5 W 399 151 200 22 21 22 23 22 25 25 25
12 - 5 W 401 151 199 22 22 22 23 22 23 25 24
Análisis de resultados
Min. 397 150 199 22 23
Máx. 401 151 200 23 25
Prom. 399 151 199 22 24
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.4: Dimensiones de los bloques con reemplazo de 27% de PEAL
Código
Largo Ancho Altura Tab.
1
Tab.
2
Tab.
3
Tab.
4
Prom.
Tab.
Par.
1
Par.
2
Prom.
Par. Prom. Prom. Prom.
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm)
1 - 5 A 400 151 202 24 22 21 23 23 24 25 25
2 - 5 A 400 150 201 23 21 22 24 23 25 24 25
3 - 5 A 401 151 201 23 21 22 23 22 25 25 25
4 - 5 A 400 151 199 22 22 21 23 22 25 25 25
5 - 5 A 399 151 200 23 22 22 22 22 25 25 25
6 - 5 A 399 151 200 22 21 22 22 22 25 25 25
7 - 5 A 399 151 200 23 22 22 23 23 24 25 25
8 - 5 A 400 150 200 23 22 22 23 23 24 25 25
9 - 5 A 400 150 201 23 22 22 24 23 24 24 24
10 - 5 A 399 151 202 23 22 22 22 22 25 25 25
11 - 5 A 401 150 203 23 22 23 23 23 24 24 24
12 - 5 A 400 152 202 23 22 22 24 23 25 24 25
Análisis de resultados
Min. 399 150 199 22 24
Máx. 401 152 203 23 25
Prom. 400 151 201 22 25
Fuente: Autores (Bernal & Palacio, 2017)

94
Tabla 4.5: Dimensiones de los bloques con reemplazo de 34% de PEAL
Código
Largo Ancho Altura Tab.
1
Tab.
2
Tab.
3
Tab.
4
Prom.
Tab.
Par.
1
Par.
2
Prom.
Par. Prom. Prom. Prom.
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm)
1 - 5 B 401 152 204 24 22 22 24 23 24 25 25
2 - 5 B 401 152 204 24 22 23 25 24 24 25 25
3 - 5 B 400 152 202 24 22 22 25 23 25 25 25
4 - 5 B 400 151 200 23 22 23 24 23 24 25 25
5 - 5 B 404 151 203 24 23 21 25 23 24 25 25
6 - 5 B 402 151 204 23 22 22 24 23 24 24 24
7 - 5 B 401 151 204 23 22 22 24 23 25 24 25
8 - 5 B 402 152 205 23 22 22 25 23 24 25 25
9 - 5 B 401 152 204 24 22 21 24 23 24 25 25
10 - 5 B 401 151 204 24 22 22 23 23 25 25 25
11 - 5 B 401 151 205 25 22 22 24 23 24 25 25
12 - 5 B 401 151 204 23 22 22 23 23 25 26 26
Análisis de resultados
Min. 400 151 200 23 24
Máx. 404 152 205 24 26
Prom. 401 151 204 23 25
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.6: Dimensiones de los bloques con reemplazo de 41% de PEAL
Código
Largo Ancho Altura Tab.
1
Tab.
2
Tab.
3
Tab.
4
Prom.
Tab.
Par.
1
Par.
2
Prom.
Par. Prom. Prom. Prom.
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm)
1 - 5 C 403 151 204 24 22 22 24 23 25 25 25
2 - 5 C 404 152 204 22 22 21 24 22 25 25 25
3 - 5 C 403 152 205 25 22 21 23 23 25 24 25
4 - 5 C 403 152 206 23 23 22 24 23 24 25 25
5 - 5 C 403 151 204 25 21 22 24 23 24 25 25
6 - 5 C 404 152 205 24 22 22 22 23 25 25 25
7 - 5 C 404 151 205 24 22 22 25 23 24 25 25
8 - 5 C 404 151 205 24 22 22 24 23 24 24 24
9 - 5 C 404 151 204 24 23 22 24 23 24 25 25
10 - 5 C 403 152 205 24 22 22 25 23 25 25 25
11 - 5 C 403 152 205 22 21 22 25 23 25 25 25
12 - 5 C 404 152 206 23 23 23 25 24 24 25 25
Análisis de resultados
Min. 403 151 204 22 24
Máx. 404 152 206 24 25
Prom. 404 152 205 23 25
Fuente: Autores (Bernal & Palacio, 2017)

95
Tabla 4.7: Dimensiones de los bloques con reemplazo de 27% Polietileno (PEBD)
Largo Ancho Altura Tab.
1
Tab.
2
Tab.
3
Tab.
4
Prom.
Tab.
Par.
1
Par.
2
Prom.
Par. Prom. Prom. Prom.
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm)
1 - 5 R 400 151 202 23 22 22 24 23 24 24 24
2 - 5 R 400 151 202 22 22 21 24 22 25 25 25
3 - 5 R 400 153 203 23 22 23 23 23 24 25 25
4 - 5 R 401 152 204 25 22 22 23 23 24 25 25
5 - 5 R 402 152 203 23 22 22 25 23 25 24 25
6 - 5 R 402 151 203 24 22 22 24 23 24 24 24
7 - 5 R 401 152 202 23 22 22 24 23 24 24 24
8 - 5 R 402 151 203 22 22 21 24 22 25 25 25
9 - 5 R 401 151 204 23 22 23 23 23 24 25 25
10 - 5 R 400 151 203 25 22 22 23 23 24 25 25
11 - 5 R 402 151 203 23 22 22 25 23 25 24 25
12 - 5 R 400 151 203 24 22 22 24 23 24 24 24
Análisis de resultados
Min. 400 151 202 22 24
Máx. 402 153 204 23 25
Prom. 401 151 203 23 24
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.8: Dimensiones de los bloques con reemplazo de 34% Polietileno (PEBD)
Largo Ancho Altura Tab.
1
Tab.
2
Tab.
3
Tab.
4
Prom.
Tab.
Par.
1
Par.
2
Prom.
Par. Prom. Prom. Prom.
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm)
1 - 5 S 400 152 202 23 22 23 23 23 25 25 25
2 - 5 S 401 151 202 23 22 22 23 23 24 25 25
3 - 5 S 400 151 202 23 22 22 23 23 25 24 25
4 - 5 S 400 152 203 23 22 21 24 23 24 25 25
5 - 5 S 401 151 201 23 22 21 25 23 24 24 24
6 - 5 S 401 152 203 23 22 21 24 23 24 24 24
7 - 5 S 400 152 203 23 22 21 24 23 24 25 25
8 - 5 S 401 151 201 23 22 21 25 23 24 24 24
9 - 5 S 401 152 203 23 22 21 24 23 24 24 24
10 - 5 S 399 152 202 24 22 22 22 23 24 25 25
11 - 5 S 401 152 203 24 22 22 24 23 24 25 25
12 - 5 S 400 151 203 24 23 22 24 23 24 25 25
Análisis de resultados
Min. 399 151 201 23 24
Máx. 401 152 203 23 25
Prom. 400 152 202 23 24
Fuente: Autores (Bernal & Palacio, 2017)
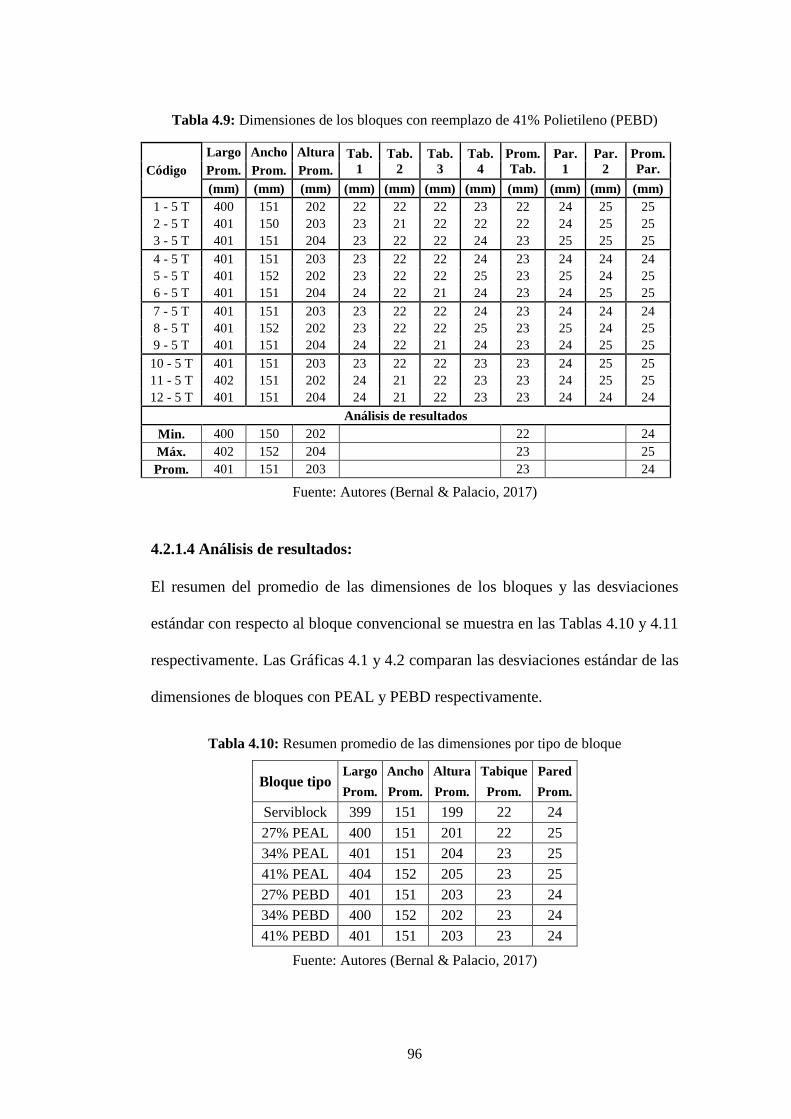
96
Tabla 4.9: Dimensiones de los bloques con reemplazo de 41% Polietileno (PEBD)
Código
Largo Ancho Altura Tab.
1
Tab.
2
Tab.
3
Tab.
4
Prom.
Tab.
Par.
1
Par.
2
Prom.
Par. Prom. Prom. Prom.
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm)
1 - 5 T 400 151 202 22 22 22 23 22 24 25 25
2 - 5 T 401 150 203 23 21 22 22 22 24 25 25
3 - 5 T 401 151 204 23 22 22 24 23 25 25 25
4 - 5 T 401 151 203 23 22 22 24 23 24 24 24
5 - 5 T 401 152 202 23 22 22 25 23 25 24 25
6 - 5 T 401 151 204 24 22 21 24 23 24 25 25
7 - 5 T 401 151 203 23 22 22 24 23 24 24 24
8 - 5 T 401 152 202 23 22 22 25 23 25 24 25
9 - 5 T 401 151 204 24 22 21 24 23 24 25 25
10 - 5 T 401 151 203 23 22 22 23 23 24 25 25
11 - 5 T 402 151 202 24 21 22 23 23 24 25 25
12 - 5 T 401 151 204 24 21 22 23 23 24 24 24
Análisis de resultados
Min. 400 150 202 22 24
Máx. 402 152 204 23 25
Prom. 401 151 203 23 24
Fuente: Autores (Bernal & Palacio, 2017)
4.2.1.4 Análisis de resultados:
El resumen del promedio de las dimensiones de los bloques y las desviaciones
estándar con respecto al bloque convencional se muestra en las Tablas 4.10 y 4.11
respectivamente. Las Gráficas 4.1 y 4.2 comparan las desviaciones estándar de las
dimensiones de bloques con PEAL y PEBD respectivamente.
Tabla 4.10: Resumen promedio de las dimensiones por tipo de bloque
Bloque tipo Largo Ancho Altura Tabique Pared
Prom. Prom. Prom. Prom. Prom.
Serviblock 399 151 199 22 24
27% PEAL 400 151 201 22 25
34% PEAL 401 151 204 23 25
41% PEAL 404 152 205 23 25
27% PEBD 401 151 203 23 24
34% PEBD 400 152 202 23 24
41% PEBD 401 151 203 23 24
Fuente: Autores (Bernal & Palacio, 2017)

97
Tabla 4.11: Desviaciones estándar por tipo de bloque con respecto al bloque
convencional
Bloque tipo Largo Ancho Altura Tabique Pared
Prom. Prom. Prom. Prom. Prom.
27% PEAL 0,82 0,06 1,12 0,10 0,44
34% PEAL 1,83 0,41 3,01 0,52 0,44
41% PEAL 3,42 0,53 3,89 0,49 0,47
27% PEBD 1,59 0,41 2,53 0,38 0,29
34% PEBD 1,24 0,53 2,12 0,29 0,27
41% PEBD 1,65 0,18 3,18 0,27 0,29
Fuente: Autores (Bernal & Palacio, 2017)
Gráfica 4.1: Comparación de la Desviación Estándar entre el Bloque convencional vs
Bloque con PEAL
Fuente: Autores (Bernal & Palacio, 2017)
Gráfica 4.2: Comparación de la Desviación Estándar entre el Bloque convencional vs
Bloque con PEBD
Fuente: Autores (Bernal & Palacio, 2017)
0,82
0,06
1,12
0,10,44
1,83
0,41
3,01
0,52 0,44
3,42
0,53
3,89
0,49 0,47
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Largo Ancho Altura Tabique Pared
Des
via
ció
n e
stá
nd
ar
Dimensiones Nominales y Espesores del Bloque
27% PEAL
34% PEAL
41% PEAL
1,59
0,41
2,53
0,38
0,29
1,24
0,53
2,12
0,29
0,27
1,65
0,18
2,59
0,270,29
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Largo Ancho Altura Tabique Pared
Des
via
ció
n e
stá
nd
ar
Dimensiones Nominales y Espesores del Bloque
27% PEBD
34% PEBD
41% PEBD

98
Observación:
Las desviaciones estándar de cada dimensión de los bloques según los reemplazos
de PEAL con respecto al bloque convencional, indica que existe un incremento
significativo en las dimensiones nominales, mientras que la expansión de los
tabiques y paredes es mínima debido a su corta longitud. Esta expansión se debe a
la reacción entre el PEAL y el cemento apreciada en el ensayo de cubos de mortero.
En el caso de los bloques con reemplazo de PEBD existe un leve incremento en su
largo, mientras que se observa un aumento significativo de su altura.
4.2.2 Aspectos visuales
La diferencia del aspecto visual de los bloques con PEAL y PEBD con respecto a
los convencionales es muy notoria. Debido a que los materiales de reemplazo
tienden a una granulometría gruesa por su forma irregular y estirada, la superficie
superior hueca presenta rebabas (ver Fotografía 4.4); además el material fino
disminuye, por lo tanto se diferencia una mayor rugosidad y poros en las caras de
los bloques. En lo que corresponde a su color se puede observar que los
convencionales tienen un color suave, casi gris claro, en cambio los bloques con
PEAL son de color más opaco casi gris oscuro. El bloque que contiene PEBD
presenta variaciones casi mínimas en su coloración, es decir, menos opaco que el
bloque con PEAL.

99
Fotografía 4.4: Comparación de la Desviación
Fuente: Autores (Bernal & Palacio, 2017)
4.2.3 Ensayo de absorción de agua
El ensayo consiste en la determinación de la capacidad que tienen los bloques para
retener agua en sus poros, por medio de la medición de varias masas. Para el ensayo
de absorción se requiere, por lote, 3 bloques para una edad de 7 días y 3 bloques
para los 28 días. Éstos deben ser unidades enteras y sin defectos (NTE INEN 3066,
2016).
El procedimiento para determinar la capacidad de absorción de los bloques es el
siguiente:
Una vez tomada la cantidad de bloques requerida se procede a pesarlos tal
como llegaron al laboratorio.
Se sumergen en una tina de agua a temperatura ambiente de 15 a 30ºC
durante un periodo de 24 horas.
Se extrae cada bloque de la tina y se los coloca sobre una malla metálica
estirada y apoyada sobre 4 soportes para que puedan escurrir el agua por un
lapso de 1 minuto, se deja al bloque en estado SSS con la ayuda de una
franela húmeda (ver Fotografía 4.5).
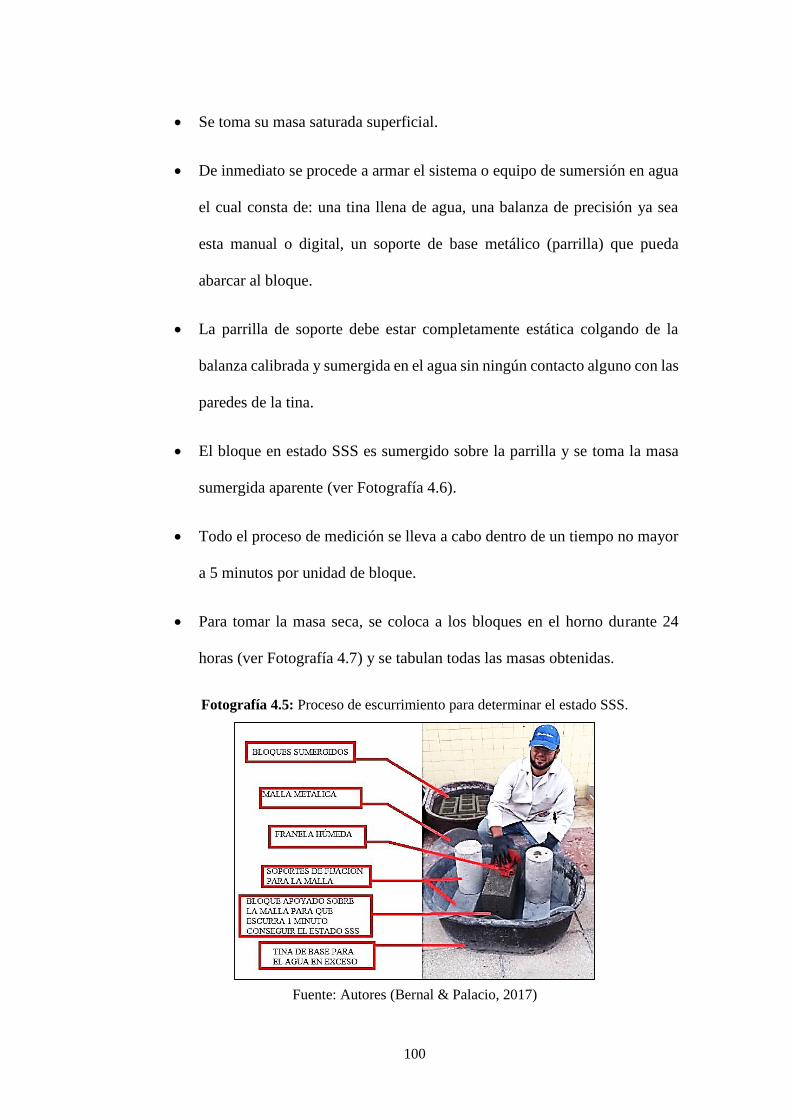
100
Se toma su masa saturada superficial.
De inmediato se procede a armar el sistema o equipo de sumersión en agua
el cual consta de: una tina llena de agua, una balanza de precisión ya sea
esta manual o digital, un soporte de base metálico (parrilla) que pueda
abarcar al bloque.
La parrilla de soporte debe estar completamente estática colgando de la
balanza calibrada y sumergida en el agua sin ningún contacto alguno con las
paredes de la tina.
El bloque en estado SSS es sumergido sobre la parrilla y se toma la masa
sumergida aparente (ver Fotografía 4.6).
Todo el proceso de medición se lleva a cabo dentro de un tiempo no mayor
a 5 minutos por unidad de bloque.
Para tomar la masa seca, se coloca a los bloques en el horno durante 24
horas (ver Fotografía 4.7) y se tabulan todas las masas obtenidas.
Fotografía 4.5: Proceso de escurrimiento para determinar el estado SSS.
Fuente: Autores (Bernal & Palacio, 2017)

101
Fotografía 4.6: Determinación de la masa saturada y sumergida de cada bloque.
Fuente: Autores (Bernal & Palacio, 2017)
Fotografía 4.7: Colocación de los bloques en el horno eléctrico a 110 °C.
Fuente: Autores (Bernal & Palacio, 2017)
El cálculo de la capacidad de absorción, densidad, volumen neto y porcentaje sólido
del bloque se calcula mediante las expresiones indicadas en la norma NTE INEN
3066:
Ecuación 4.1: Capacidad de absorción del bloque
Absorción, (kg/m3) = Ms − Md
Ms − Mi х 1000 (4.1)
Absorción, (%) = Ms − Md
Md х 100

102
Ecuación 4.2: Contenido de humedad del bloque
Contenido de humedad, (%) = Mr − Md
Ms − Md х 100 (4.2)
Ecuación 4.3: Densidad del bloque
Densidad (D), (kg
m3) =
Md
Ms − Mi х 1000 (4.3)
Ecuación 4.4: Volumen neto
Volumen neto (Vn), (dm3) = Md
D х 1000 (4.4)
Ecuación 4.5: Porcentaje sólido
Porcentaje sólido, (%) = Vn/10
l x a x h (4.5)
Dónde:
Mr = Masa de la unidad tal como se recibe (kg)
Mi = Masa de la unidad sumergida (kg)
Ms = Masa de la unidad saturada (kg)
Md = Masa de la unidad seca al horno (kg)
D = Densidad de la unidad seca al horno (kg/m3)
Vn = Volumen neto de la unidad (dm3)
l, a, h = Largo, ancho y altura del bloque (m)
4.2.3.1 Resultados del ensayo de absorción de agua de los bloques
Las Tablas 4.12 – 4.18 indican los resultados del ensayo de Capacidad de Absorción
de agua del bloque convencional y bloques en estudio realizado a los 7 y 28 días
de edad.

103
Tabla 4.12: Resultados del ensayo de absorción de agua del bloque convencional
Código
de
unidad
Edad del
ensayo
(Días)
DIMENSIONES M. como se
recibe
(Mr) (kg)
M.
sumergida
(Mi) (kg)
M.
saturada
(Ms) (kg)
M. seca al
horno
(Md) (kg)
Absorción
(kg/m3)
Cont. de
humedad
(%)
Densidad
(Kg/m3)
Vn
(dm3)
Porcentaje
sólido (%) Largo
(mm)
Ancho
(mm)
Altura
(mm)
1 - 7 W
7
396 149 199 11,00 5,00 11,40 9,94 228 73 1553 6,40 54,5
2 - 7 W 399 150 198 11,25 5,20 11,60 10,18 222 75 1591 6,40 54,0
3 - 7 W 398 150 197 10,95 4,95 11,30 9,94 214 74 1565 6,35 54,0
Promedio 398 150 198 11,07 5,05 11,43 10,02 221 74 1570 6,38 54,2
4 - 7 W
28
396 148 198 10,70 4,77 11,10 9,64 231 73 1523 6,33 54,5
5 - 7 W 400 150 197 10,95 5,02 11,33 9,91 225 73 1571 6,31 53,4
6 - 7 W 397 150 197 10,75 4,87 11,08 9,72 219 76 1565 6,21 52,9
Promedio 398 149 197 10,80 4,89 11,17 9,76 225 74 1553 6,28 53,6
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.13: Resultados del ensayo de absorción de agua del bloque con 27% de PEAL
Código
de
unidad
Edad del
ensayo
(Días)
DIMENSIONES M. como se
recibe
(Mr) (kg)
M.
sumergida
(Mi) (kg)
M.
saturada
(Ms) (kg)
M. seca al
horno
(Md) (kg)
Absorción
(kg/m3)
Cont. de
humedad
(%)
Densidad
(Kg/m3)
Vn
(dm3)
Porcentaje
sólido (%) Largo
(mm)
Ancho
(mm)
Altura
(mm)
1 - 7 A
7
401 151 201 9,25 4,11 10,42 9,06 216 14 1436 6,31 51,8
2 - 7 A 399 151 202 9,45 4,47 10,93 9,02 296 23 1396 6,46 53,1
3 - 7 A 400 151 202 9,35 4,48 10,55 9,24 216 8 1522 6,07 49,8
Promedio 400 151 202 9,35 4,35 10,63 9,11 243 15 1451 6,28 51,6
4 - 7 A
28
399 151 201 9,70 4,55 10,94 9,43 236 18 1476 6,39 52,8
5 - 7 A 399 151 199 9,35 4,13 10,33 8,90 231 31 1435 6,20 51,7
6 - 7 A 400 150 200 9,80 4,60 11,05 9,76 200 3 1513 6,45 53,8
Promedio 399 151 200 9,62 4,43 10,77 9,36 222 17 1475 6,35 52,7
Fuente: Autores (Bernal & Palacio, 2017)

104
Tabla 4.14: Resultados del ensayo de absorción de agua del bloque con 34% de PEAL
Código
de
unidad
Edad del
ensayo
(Días)
DIMENSIONES M. como
se recibe
(Mr) (kg)
M.
sumergida
(Mi) (kg)
M.
saturada
(Ms) (kg)
M. seca
al horno
(Md) (kg)
Absorción
(kg/m3)
Cont. de
humedad
(%)
Densidad
(Kg/m3)
Vn
(dm3)
Porcentaje
sólido (%) Largo
(mm)
Ancho
(mm)
Altura
(mm)
1 - 7 B
7
400 152 205 7,80 2,86 8,85 7,57 214 18 1264 5,99 48,0
2 - 7 B 401 151 204 8,00 3,09 9,25 7,66 258 21 1244 6,16 49,8
3 - 7 B 403 151 204 7,80 3,05 9,00 7,54 245 18 1267 5,95 47,9
Promedio 401 151 204 7,87 3,00 9,03 7,59 239 19 1258 6,03 48,6
4 - 7 B
28
404 151 203 7,95 3,08 9,07 7,61 244 23 1270 5,99 48,4
5 - 7 B 403 150 203 7,90 2,92 8,88 7,41 247 33 1243 5,96 48,6
6 - 7 B 401 151 204 8,00 3,14 9,26 7,78 242 15 1271 6,12 49,6
Promedio 403 151 203 7,95 3,05 9,07 7,60 244 24 1261 6,02 48,8
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.15: Resultados del ensayo de absorción de agua del bloque con 41% de PEAL
Código
de
unidad
Edad del
ensayo
(Días)
DIMENSIONES M. como
se recibe
(Mr) (kg)
M.
sumergida
(Mi) (kg)
M.
saturada
(Ms) (kg)
M. seca
al horno
(Md) (kg)
Absorción
(kg/m3)
Cont. de
humedad
(%)
Densidad
(Kg/m3)
Vn
(dm3)
Porcentaje
sólido (%) Largo
(mm)
Ancho
(mm)
Altura
(mm)
1 - 7 C
7
404 151 205 6,35 1,61 7,28 6,08 212 23 1072 5,67 45,4
2 - 7 C 404 151 205 6,55 1,71 7,57 6,30 217 20 1075 5,86 46,9
3 - 7 C 404 151 204 6,25 1,62 7,45 5,84 276 25 1002 5,83 46,8
Promedio 404 151 205 6,38 1,65 7,43 6,07 235 23 1050 5,79 46,3
4 - 7 C
28
403 152 205 6,20 1,61 7,20 5,79 252 29 1036 5,59 44,5
5 - 7 C 403 152 205 6,45 1,71 7,43 5,93 262 35 1037 5,72 45,5
6 - 7 C 404 152 206 6,20 1,68 7,16 5,80 248 29 1058 5,48 43,3
Promedio 403 152 205 6,28 1,67 7,26 5,84 254 31 1044 5,60 44,5
Fuente: Autores (Bernal & Palacio, 2017)

105
Tabla 4.16: Resultados del ensayo de absorción de agua del bloque con 27% de PEBD
Código
de
unidad
Edad del
ensayo
(Días)
DIMENSIONES M. como
se recibe
(Mr) (kg)
M.
sumergida
(Mi) (kg)
M.
saturada
(Ms) (kg)
M. seca al
horno
(Md) (kg)
Absorción
(kg/m3)
Cont. de
humedad
(%)
Densidad
(Kg/m3)
Vn
(dm3)
Porcentaje
sólido (%) Largo
(mm)
Ancho
(mm)
Altura
(mm)
1 - 7 R
7
402 151 203 7,20 2,21 8,37 6,81 253 25 1106 6,16 50,0
2 - 7 R 401 152 202 7,00 2,17 8,20 6,65 257 23 1103 6,03 49,0
3 - 7 R 402 151 203 7,20 2,15 8,24 6,71 251 32 1102 6,09 49,4
Promedio 402 151 203 7,13 2,18 8,27 6,72 254 27 1104 6,09 49,4
4 - 7 R
28
401 151 204 7,25 2,27 8,30 6,77 254 31 1123 6,03 48,8
5 - 7 R 400 151 203 7,20 2,15 8,17 6,70 244 34 1113 6,02 49,1
6 - 7 R 402 151 203 7,25 2,17 8,12 6,65 247 41 1118 5,95 48,3
Promedio 401 151 203 7,23 2,20 8,20 6,71 248 35 1118 6,00 48,7
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.17: Resultados del ensayo de absorción de agua del bloque con 34% de PEBD
Código
de
unidad
Edad del
ensayo
(Días)
DIMENSIONES M. como
se recibe
(Mr) (kg)
M.
sumergida
(Mi) (kg)
M.
saturada
(Ms) (kg)
M. seca al
horno
(Md) (kg)
Absorción
(kg/m3)
Cont. de
humedad
(%)
Densidad
(Kg/m3)
Vn
(dm3)
Porcentaje
sólido (%) Largo
(mm)
Ancho
(mm)
Altura
(mm)
1 - 7 S
7
400 152 203 8,40 2,87 9,30 8,14 180 22 1266 6,43 52,1
2 - 7 S 400 151 201 8,20 2,76 9,06 7,92 181 25 1257 6,30 51,9
3 - 7 S 401 152 203 8,35 2,88 9,34 7,71 252 39 1193 6,46 52,2
Promedio 400 152 202 8,32 2,84 9,23 7,92 204 29 1239 6,40 52,1
4 - 7 S
28
399 152 202 8,00 2,71 9,00 7,68 210 24 1221 6,29 51,3
5 - 7 S 401 152 203 8,20 2,80 9,04 7,64 224 40 1224 6,24 50,4
6 - 7 S 400 151 203 8,20 2,85 9,08 7,80 205 31 1252 6,23 50,8
Promedio 400 152 203 8,13 2,79 9,04 7,71 213 32 1232 6,25 50,9
Fuente: Autores (Bernal & Palacio, 2017)

106
Tabla 4.18: Resultados del ensayo de absorción de agua del bloque con 41% de PEBD
Código
de
unidad
Edad del
ensayo
(Días)
DIMENSIONES M. como
se recibe
(Mr) (kg)
M.
sumergida
(Mi) (kg)
M.
saturada
(Ms) (kg)
M. seca al
horno
(Md) (kg)
Absorción
(kg/m3)
Cont. de
humedad
(%)
Densidad
(Kg/m3)
Vn
(dm3)
Porcentaje
sólido (%) Largo
(mm)
Ancho
(mm)
Altura
(mm)
1 - 7 T
7
401 151 203 7.25 2.35 8.49 7.05 235 14 1148 6.14 50.0
2 - 7 T 401 152 204 7.35 2.26 8.41 6.80 262 34 1106 6.15 49.4
3 - 7 T 401 151 204 7.15 2.30 8.23 6.72 255 28 1133 5.93 48.0
Promedio 401 151 204 7.25 2.30 8.38 6.86 251 26 1129 6.07 49.1
4 - 7 T
28
401 151 205 7.15 2.43 8.35 6.99 230 12 1181 5.92 47.7
5 - 7 T 402 151 204 7.25 2.36 8.35 6.99 227 19 1167 5.99 48.4
6 - 7 T 401 151 204 7.50 2.38 8.46 6.95 248 36 1143 6.08 49.2
Promedio 401 151 204 7.30 2.39 8.39 6.98 235 22 1164 6.00 48.4
Fuente: Autores (Bernal & Palacio, 2017)
4.2.3.2 Análisis comparativo de los promedios de las masas
En las Gráficas 4.3 y 4.4 se realiza un análisis comparativo de las masas determinadas en el ensayo de los bloques con reemplazo de PEAL
a los 7 y 28 días respectivamente. En las Gráficas 4.5 y 4.6 se realiza un análisis comparativo de las mismas masas con reemplazo de PEBD
a los 7 y 28 días respectivamente.

107
Gráfica 4.3: Análisis comparativo de promedios de masas entre el bloque convencional y los bloques con reemplazo de PEAL a los 7 días
Fuente: Autores (Bernal & Palacio, 2017)
Gráfica 4.4: Análisis comparativo de promedios de masas entre el bloque convencional y los bloques con reemplazo de PEAL a los 28 días
Fuente: Autores (Bernal & Palacio, 2017)
11,07
5,05
11,4310,02
9,35
4,35
10,63
9,11
7,87
3,00
9,03
7,59
6,38
1,65
7,43
6,07
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
Masa recibida (Mr) Masa sumergida (Mi) Masa saturada (Ms) Masa seca al horno (Md)
Masa
(k
g)
Masas del ensayo de absorción de los bloques convencionales y reemplazo con PEAL
Bloque convencional
Bloque con 27% de PEAL
Bloque con 34% de PEAL
Bloque con 41% de PEAL
10,8
4,89
11,179,76
9,62
4,43
10,779,36
7,95
3,05
9,07
7,60
6,28
1,67
7,26
5,84
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
Masa recibida (Mr) Masa sumergida (Mi) Masa saturada (Ms) Masa seca al horno (Md)
Ma
sa (
kg
)
Masas del ensayo de absorción de los bloques convencionales y reemplazo con PEAL
Bloque convencional
Bloque con 27% de PEAL
Bloque con 34% de PEAL
Bloque con 41% de PEAL

108
Gráfica 4.5: Análisis comparativo de promedios de masas entre el bloque convencional y los bloques con reemplazo de PEBD a los 7 días
Fuente: Autores (Bernal & Palacio, 2017)
Gráfica 4.6: Análisis comparativo de promedios de masas entre el bloque convencional y los bloques con reemplazo de PEBD a los 28 días
Fuente: Autores (Bernal & Palacio, 2017)
11,07
5,05
11,4310,02
7,13
2,18
8,27
6,72
8,32
2,84
9,23
7,92
7,25
2,3
8,38
6,86
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
Masa recibida (Mr) Masa sumergida (Mi) Masa saturada (Ms) Masa seca al horno (Md)
Masa
(k
g)
Masas del ensayo de absorción de los bloques convencionales y reemplazo con PEBD
Bloque convencional
Bloque con 27% de PEBD
Bloque con 34% de PEBD
Bloque con 41% de PEBD
10,8
4,89
11,179,76
7,23
2,20
8,20
6,71
8,13
2,79
9,04
7,717,30
2,39
8,39
6,98
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
Masa recibida (Mr) Masa sumergida (Mi) Masa saturada (Ms) Masa seca al horno (Md)
Ma
sa (
kg
)
Masas del ensayo de absorción de los bloques convencionales y reemplazo con PEBD
Bloque convencional
Bloque con 27% de PEBD
Bloque con 34% de PEBD
Bloque con 41% de PEBD

109
Observación:
Se puede observar que las masas en seco de los bloques con PEAL disminuyen
conforme aumenta el porcentaje de reemplazo del material reciclado, disminuyendo
hasta en 40% la masa de los bloques con 41% de PEAL. Con respecto a los bloques
con PEBD, la masa seca disminuye en 32% para el reemplazo de 27% de PEBD.
4.2.3.3 Análisis comparativo de los promedios de absorción de agua
En las Gráficas 4.7 y 4.8 se realiza un análisis comparativo de los promedios de los
resultados de Capacidad de Absorción de los bloques con reemplazo de PEAL y
PEBD respectivamente, tomando como punto de referencia al bloque convencional
y la Norma INEN 3066.
Gráfica 4.7: Análisis comparativo de los promedios de absorción de agua de los bloques
convencionales vs reemplazo con PEAL a los 7 y 28 días y NTE INEN 3066
Fuente: Autores (Bernal & Palacio, 2017)
288 288
221 225243
222239 244
235254
0
50
100
150
200
250
300
350
400
7 28
Ab
sorc
ión
(k
g/m
3)
Tiempo (Días)
NTE INEN 3066
Bloque convencional
Bloque con 27% PEAL
Bloque con 34% PEAL
Bloque con 41% PEAL

110
Gráfica 4.8: Análisis comparativo de los promedios de absorción de agua de los bloques
convencionales vs reemplazo con PEBD a los 7 y 28 días y NTE INEN 3066
Fuente: Autores (Bernal & Palacio, 2017)
Observación:
Bloques con reemplazo de Polialuminio (PEAL)
A la edad de 7 días se tiene los siguientes resultados:
En los bloques con reemplazo de 27, 34 y 41% de PEAL se tiene un incremento del
10.0%, 8.1% y 6.3% respectivamente en comparación con la absorción del bloque
convencional.
En los bloques con reemplazo de 27, 34 y 41% de PEAL se tiene una disminución
de 15.6%, 17.0% y 18.4% respectivamente en comparación con la absorción
máxima de la norma INEN 3066.
A la edad de 28 días se tiene los siguientes resultados:
En los bloques con reemplazo de 27, 34 y 41% de PEAL se tiene un incremento del
0.5%, 10.4% y 14.9% respectivamente en comparación con la absorción del bloque
convencional.
288 288
221 225254 248
204 213251
235
0
50
100
150
200
250
300
350
400
7 28
Ab
sorc
ión
(k
g/m
3)
Tiempo (Días)
NTE INEN 3066
Bloque convencional
Bloque con 27% PEBD
Bloque con 34% PEBD
Bloque con 41% PEBD

111
En los bloques con reemplazo de 27, 34 y 41% de PEAL se tiene una disminución
de 22.9%, 15.3% y 11.8% respectivamente en comparación con la absorción
máxima de la norma INEN 3066.
Bloques con reemplazo de Polietileno (PEBD)
A la edad de 7 días se tiene los siguientes resultados:
En los bloques con reemplazo de 27 y 41% de PEBD se tiene un incremento del
14.9% y 13.6% respectivamente en comparación con la absorción del bloque
convencional. Mientras que en los bloques con reemplazo de 34% de PEBD se tiene
una disminución de 7.7%.
En los bloques con reemplazo de 27, 34 y 41% de PEBD se tiene una disminución
de 11.8%, 29.2% y 12.8% respectivamente en comparación con la absorción
máxima de la norma INEN 3066.
A la edad de 28 días se tiene los siguientes resultados:
En los bloques con reemplazo de 27% y 41% de PEBD se tiene un incremento de
12.2% y 6.3% respectivamente en comparación con la absorción del bloque
convencional. Mientras que en los bloques con reemplazo de 34% de PEBD se tiene
una disminución de 6,3%.
En los bloques con reemplazo de 27, 34 y 41% de PEBD se tiene una disminución
de 13.9%, 26.0% y 18.4% respectivamente en comparación con la absorción
máxima de la norma INEN 3066.

112
4.2.3.4 Análisis comparativo de los promedios de densidad
En las Gráficas 4.9 y 4.10 se realiza un análisis comparativo de los promedios de
los resultados de Densidad de los bloques con reemplazo de PEAL y PEBD
respectivamente, tomando como punto de referencia al bloque convencional y la
Norma INEN 3066.
Gráfica 4.9: Análisis comparativo de los promedios de densidad de los bloques
convencionales vs reemplazo con PEAL a los 7 y 28 días y NTE INEN 3066
Fuente: Autores (Bernal & Palacio, 2017)
Gráfica 4.10: Análisis comparativo de los promedios de densidad de los bloques
convencionales vs reemplazo con PEBD a los 7 y 28 días y NTE INEN 3066
Fuente: Autores (Bernal & Palacio, 2017)
1680 16801570 1553
1451 1475
1258 1261
1050 1044
0
200
400
600
800
1000
1200
1400
1600
1800
7 28
Den
sid
ad
(k
g/m
3)
Tiempo (Días)
NTE INEN 3066
Bloque convencional
Bloque con 27% PEAL
Bloque con 34% PEAL
Bloque con 41% PEAL
1680 16801570 1553
1104 11181239 1232
1129 1164
0
200
400
600
800
1000
1200
1400
1600
1800
7 28
Den
sid
ad
(k
g/m
3)
Tiempo (Días)
NTE INEN 3066
Bloque convencional
Bloque con 27% PEBD
Bloque con 34% PEBD
Bloque con 41% PEBD

113
Observación:
Bloques con reemplazo de Polialuminio (PEAL)
A la edad de 7 días se tiene los siguientes resultados:
En los bloques con reemplazo de 27, 34 y 41% de PEAL se tiene una disminución
del 7.6%, 19.9% y 33.1% respectivamente en comparación con la densidad del
bloque convencional.
En los bloques con reemplazo de 27, 34 y 41% de PEAL se tiene una disminución
de 13.6%, 25.1% y 37.5% respectivamente en comparación con la densidad máxima
de la norma INEN 3066.
A la edad de 28 días se tiene los siguientes resultados:
En los bloques con reemplazo de 27, 34 y 41% de PEAL se tiene una disminución
del 6.1%, 19.7% y 33.5% respectivamente en comparación con la densidad del
bloque convencional.
En los bloques con reemplazo de 27, 34 y 41% de PEAL se tiene una disminución
de 12.2%, 24.9% y 37.9% respectivamente en comparación con la densidad máxima
de la norma INEN 3066.
Bloques con reemplazo de Polietileno (PEBD)
A la edad de 7 días se tiene los siguientes resultados:
En los bloques con reemplazo de 27, 34 y 41% de PEBD se tiene una disminución
del 29.7%, 21.1% y 28.1% respectivamente en comparación con la densidad del
bloque convencional.

114
En los bloques con reemplazo de 27, 34 y 41% de PEBD se tiene una disminución
de 34.3%, 26.3% y 32.8% respectivamente en comparación con la densidad máxima
de la norma INEN 3066.
A la edad de 28 días se tiene los siguientes resultados:
En los bloques con reemplazo de 27, 34 y 41% de PEBD se tiene una disminución
del 28.8%, 21.5% y 25.9% respectivamente en comparación con la densidad del
bloque convencional.
En los bloques con reemplazo de 27, 34 y 41% de PEBD se tiene una disminución
de 33.5%, 26.7% y 30.7% respectivamente en comparación con la densidad máxima
de la norma INEN 3066.
4.2.4 Ensayo de resistencia a la compresión
Según la norma INEN 3066 el ensayo se fundamenta en someter a 3 bloques huecos
de hormigón para cada mezcla y edad a una carga progresiva de compresión, hasta
determinar su resistencia y cargas máximas admisibles. Para el bloque de clase B,
la resistencia mínima a la compresión para un promedio de 3 bloques es de 4.0 MPa.
Las edades de ensayo a la compresión se describen en la siguiente tabla:
Tabla 4.19: Edades de ensayo a la compresión de los bloques
Edad de ensayo Tolerancia admisible
3 días ±1 hora
7 días ± 3 horas
14 días ± 6 horas
28 días ± 12 horas
Fuente: Autores (Bernal & Palacio, 2017)

115
4.2.4.1 Preparación de las unidades a compresión (refrentado)
El refrentado con mortero se lo realiza con el objetivo de proporcionar superficies
planas a las caras huecas y sólidas del bloque, para distribuir uniformemente la
carga de compresión. Este procedimiento está basado en la norma NTE INEN 2619:
Para elaborar el mortero de refrentado, se emplea las cantidades de la Tabla
4.20 para refrentar una cara de 9 unidades ya sea la cara hueca o sólida del
bloque.
Tabla 4.20: Dosificación para mortero de espesor 6 mm
Componente Peso (kg) Condiciones
Agua 2.46 Potable
Cemento 4.40 Selva Alegre Plus Tipo IP
Arena 9.02 Tamizado Nº 4
Fuente: Autores (Bernal & Palacio, 2017)
En una carretilla se coloca la arena y el cemento para ser mezclados en seco
con una pala metálica, una vez homogenizado se vierte el agua
cuidadosamente procurando que se distribuya uniformemente por toda la
carretilla y se vuelve a mezclar.
Paralelamente sobre una superficie plana de baja rugosidad (bandeja
metálica o vidrio) se coloca una ligera capa de aceite quemado o lubricante
de carro distribuyéndolo por toda el área con una brocha.
Sobre la superficie lubricada se coloca y expande una capa de mortero de 6
mm de espesor por medio de herramientas manuales (lianas y espátulas).
Se coloca la cara de contacto hueca del bloque sobre la capa de mortero y
se presiona ligeramente, hasta que ésta se adhiera al bloque. Se debe colocar
un nivel tubular de burbuja encima del bloque en la parte media de la cara

116
superior, para verificar que no existan desniveles en su sentido largo y
ancho.
Repetir la operación con la cara opuesta. Retirar el mortero sobrante de las
aristas del bloque dejando a éste con una forma regular (ver Fotografía 4.8).
Una vez aplicadas las capas de mortero cubrir el bloque con un paño
húmedo y mantenerlo así por 24 horas.
Transcurridas las 24 horas, colocar los especímenes en un gabinete húmedo
o cuarto de curado y mantenerlo así hasta la edad del ensayo previamente
determinada.
Una vez que la capa de refrentado se ha solidificado, separar el espécimen
de la superficie plana evitando daños a las capas de refrentado y a los
especímenes.
Fotografía 4.8: Refrentado en las dos caras superior en inferior de cada bloque
Fuente: Autores (Bernal & Palacio, 2017)
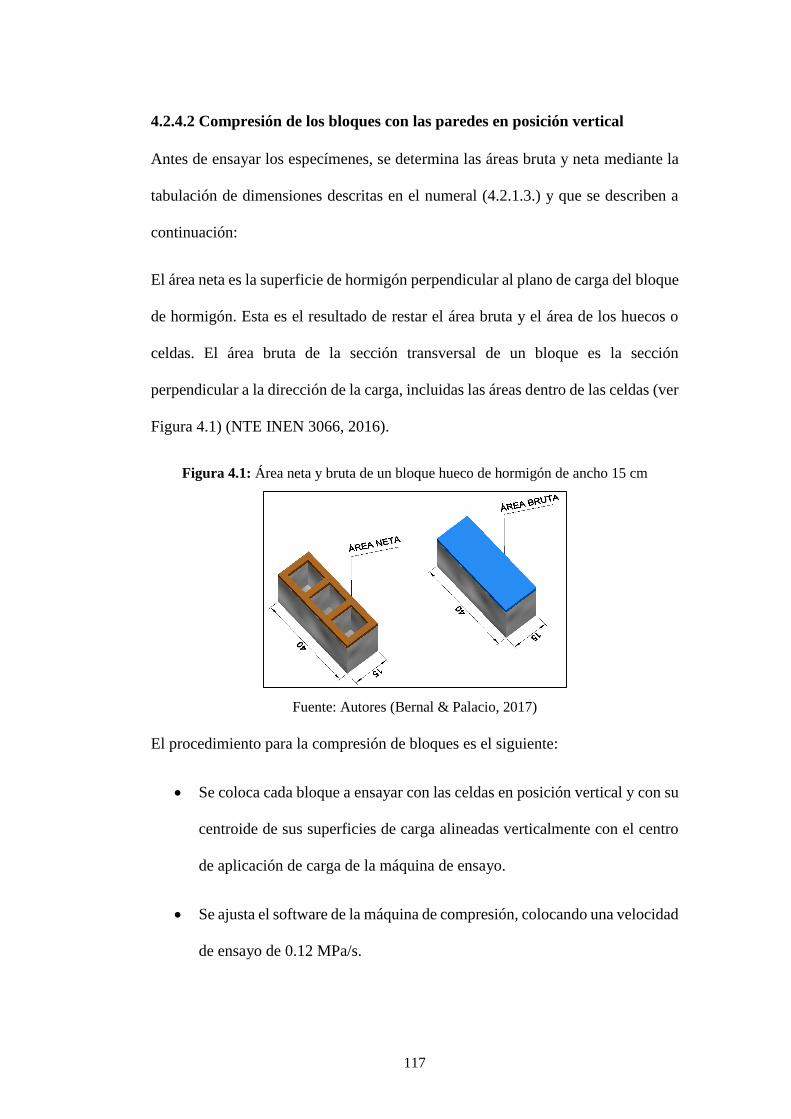
117
4.2.4.2 Compresión de los bloques con las paredes en posición vertical
Antes de ensayar los especímenes, se determina las áreas bruta y neta mediante la
tabulación de dimensiones descritas en el numeral (4.2.1.3.) y que se describen a
continuación:
El área neta es la superficie de hormigón perpendicular al plano de carga del bloque
de hormigón. Esta es el resultado de restar el área bruta y el área de los huecos o
celdas. El área bruta de la sección transversal de un bloque es la sección
perpendicular a la dirección de la carga, incluidas las áreas dentro de las celdas (ver
Figura 4.1) (NTE INEN 3066, 2016).
Figura 4.1: Área neta y bruta de un bloque hueco de hormigón de ancho 15 cm
Fuente: Autores (Bernal & Palacio, 2017)
El procedimiento para la compresión de bloques es el siguiente:
Se coloca cada bloque a ensayar con las celdas en posición vertical y con su
centroide de sus superficies de carga alineadas verticalmente con el centro
de aplicación de carga de la máquina de ensayo.
Se ajusta el software de la máquina de compresión, colocando una velocidad
de ensayo de 0.12 MPa/s.

118
Iniciar el ensayo y parar la máquina cuando hayan aparecido las primeras
fisuras en el bloque.
Registrar la carga y esfuerzo máximo.
La resistencia a la compresión neta y bruta se calcula con las expresiones
establecidas en la norma INEN 3066 como se muestran a continuación:
Ecuación 4.6: Resistencia a la compresión bruta del bloque
Resistencia a la compresión bruta, (MPa) = Pmax
Ag (4.6)
Ecuación 4.7: Resistencia a la compresión neta del bloque
Resistencia a la compresión bruta, (MPa) = Pmax
An (4.7)
Dónde:
Pmax = Carga máxima de compresión, (N),
Ag = Área bruta del bloque, (mm²).
An = Área neta del bloque, (mm²).
4.2.4.3 Resultados del ensayo de compresión de bloques
Los resultados de carga, resistencia bruta y neta de los bloques convencionales y en
estudio sometidos al ensayo de Resistencia a la Compresión, se presentan en las
Tablas 4.21 – 4.27.

119
Tabla 4.21: Resultados del ensayo de resistencia a la compresión del bloque
convencional
Código
Area
Bruta
(mm2)
Area
Neta
(mm2)
Edad
(Días)
Carga
(KN)
Carga
(N)
Resist.
Bruta
(Mpa)
Resist.
Bruta
Prom.
(Mpa)
Resist.
Neta
(Mpa)
Resist.
Neta
Prom.
(Mpa)
1 - 5 W 59700 27668 3 116.10 116100 1.94
1.91
4.20
4.05 2 - 5 W 59947 28738 3 108.00 108000 1.80 3.76
3 - 5 W 59947 28223 3 118.20 118200 1.97 4.19
4 - 5 W 59700 27668 7 105.69 105690 1.77
1.96
3.82
4.15 5 - 5 W 59947 28738 7 121.85 121850 2.03 4.24
6 - 5 W 59947 28223 7 123.90 123900 2.07 4.39
7 - 5 W 60400 27850 14 114.74 114740 1.90
2.18
4.12
4.63 8 - 5 W 60249 28838 14 132.94 132940 2.21 4.61
9 - 5 W 60551 28415 14 146.62 146620 2.42 5.16
10 - 5 W 60400 27850 28 148.24 148240 2.45
2.27
5.32
4.84 11 - 5 W 60249 28838 28 131.83 131830 2.19 4.57
12 - 5 W 60551 28415 28 131.86 131860 2.18 4.64
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.22: Resultados del ensayo de resistencia a la compresión del bloque con 27% de
PEAL
Código
Area
Bruta
(mm2)
Area
Neta
(mm2)
Edad
(Días)
Carga
(KN)
Carga
(N)
Resist.
Bruta
(Mpa)
Resist.
Bruta
Prom.
(Mpa)
Resist.
Neta
(Mpa)
Resist.
Neta
Prom.
(Mpa)
1 - 5 A 60400 28780 3 70.70 70700 1.17
1.20
2.46
2.50 2 - 5 A 60000 28690 3 73.10 73100 1.22 2.55
3 - 5 A 60551 29039 3 72.60 72600 1.20 2.50
4 - 5 A 60400 28888 7 100.55 100550 1.66
1.67
3.48
3.48 5 - 5 A 60249 28939 7 100.35 100350 1.67 3.47
6 - 5 A 60249 28737 7 100.75 100750 1.67 3.51
7 - 5 A 60249 28731 14 112.10 112100 1.86
1.88
3.90
3.95 8 - 5 A 60000 28690 14 113.90 113900 1.90 3.97
9 - 5 A 60000 28482 14 113.30 113300 1.89 3.98
10 - 5 A 60249 28939 28 104.80 104800 1.74
1.73
3.62
3.63 11 - 5 A 60150 28530 28 105.80 105800 1.76 3.71
12 - 5 A 60800 28973 28 103.30 103300 1.70 3.57
Fuente: Autores (Bernal & Palacio, 2017)

120
Tabla 4.23: Resultados del ensayo de resistencia a la compresión del bloque con 34% de
PEAL
Código
Área
Bruta
(mm2)
Área
Neta
(mm2)
Edad
(Días)
Carga
(KN)
Carga
(N)
Resist.
Bruta
(Mpa)
Resist.
Bruta
Prom.
(Mpa)
Resist.
Neta
(Mpa)
Resist.
Neta
Prom.
(Mpa)
1 - 5 B 60952 29125 3 55.20 55200 0.91
0.93
1.90
1.93 2 - 5 B 60952 29331 3 57.60 57600 0.95 1.96
3 - 5 B 60800 29486 3 57.00 57000 0.94 1.93
4 - 5 B 60400 28984 7 87.45 87450 1.45
1.32
3.02
2.76 5 - 5 B 61004 29282 7 76.38 76380 1.25 2.61
6 - 5 B 60702 28669 7 75.91 75910 1.25 2.65
7 - 5 B 60551 28931 14 100.38 100380 1.66
1.73
3.47
3.62 8 - 5 B 61104 29174 14 109.73 109730 1.80 3.76
9 - 5 B 60952 29022 14 105.06 105060 1.72 3.62
10 - 5 B 60551 29241 28 98.33 98330 1.62
1.74
3.36
3.60 11 - 5 B 60551 29135 28 100.91 100910 1.67 3.46
12 - 5 B 60551 29451 28 116.77 116770 1.93 3.96
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.24: Resultados del ensayo de resistencia a la compresión del bloque con 41% de
PEAL
Código
Area
Bruta
(mm2)
Area
Neta
(mm2)
Edad
(Días)
Carga
(KN)
Carga
(N)
Resist.
Bruta
(Mpa)
Resist.
Bruta
Prom.
(Mpa)
Resist.
Neta
(Mpa)
Resist.
Neta
Prom.
(Mpa)
1 - 5 C 60853 29442 3 39.70 39700 0.65
0.65
1.35
1.36 2 - 5 C 61408 29278 3 44.70 44700 0.73 1.53
3 - 5 C 61256 29120 3 34.70 34700 0.57 1.19
4 - 5 C 61256 29223 7 52.14 52140 0.85
0.92
1.78
1.93 5 - 5 C 60853 29131 7 55.59 55590 0.91 1.91
6 - 5 C 61408 29380 7 61.38 61380 1.00 2.09
7 - 5 C 61004 29282 14 71.45 71450 1.17
1.09
2.44
2.28 8 - 5 C 61004 28868 14 67.52 67520 1.11 2.34
9 - 5 C 61004 29282 14 60.37 60370 0.99 2.06
10 - 5 C 61256 29636 28 49.11 49110 0.80
0.96
1.66
2.00 11 - 5 C 61256 29330 28 63.95 63950 1.04 2.18
12 - 5 C 61408 29478 28 64.18 64180 1.05 2.18
Fuente: Autores (Bernal & Palacio, 2017)

121
Tabla 4.25: Resultados del ensayo de resistencia a la compresión del bloque con 27% de
PEBD
Código
Area
Bruta
(mm2)
Area
Neta
(mm2)
Edad
(Días)
Carga
(KN)
Carga
(N)
Resist.
Bruta
(Mpa)
Resist.
Bruta
Prom.
(Mpa)
Resist.
Neta
(Mpa)
Resist.
Neta
Prom.
(Mpa)
1 - 5 R 60400 28573
3
64.90 64900 1.07
0.97
2.27
2.04 2 - 5 R 60400 28989 50.10 50100 0.83 1.73
3 - 5 R 61200 29064 61.30 61300 1.00 2.11
4 - 5 R 60952 29125
7
114.37 114370 1.88
1.93
3.93
4.06 5 - 5 R 61104 29174 117.07 117070 1.92 4.01
6 - 5 R 60702 28772 121.90 121900 2.01 4.24
7 - 5 R 60952 28712
14
110.54 110540 1.81
1.86
3.85
3.91 8 - 5 R 60702 29089 116.07 116070 1.91 3.99
9 - 5 R 60551 28931 112.94 112940 1.87 3.90
10 - 5 R 60400 28984
28
115.13 115130 1.91
1.81
3.97
3.78 11 - 5 R 60702 29082 107.99 107990 1.78 3.71
12 - 5 R 60400 28676 104.60 104600 1.73 3.65
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.26: Resultados del ensayo de resistencia a la compresión del bloque con 34% de
PEBD
Código
Area
Bruta
(mm2)
Area
Neta
(mm2)
Edad
(Días)
Carga
(KN)
Carga
(N)
Resist.
Bruta
(Mpa)
Resist.
Bruta
Prom.
(Mpa)
Resist.
Neta
(Mpa)
Resist.
Neta
Prom.
(Mpa)
1 - 5 S 60800 29282
3
82.36 82360 1.35
1.31
2.81
2.75 2 - 5 S 60551 28829 78.58 78580 1.30 2.73
3 - 5 S 60400 28780 77.89 77890 1.29 2.71
4 - 5 S 60800 28870
7
104.14 104140 1.71
1.70
3.61
3.60 5 - 5 S 60551 28621 101.22 101220 1.67 3.54
6 - 5 S 60952 28608 104.26 104260 1.71 3.64
7 - 5 S 60800 28870
14
135.67 135670 2.23
2.29
4.70
4.84 8 - 5 S 60551 28621 144.22 144220 2.38 5.04
9 - 5 S 60952 28608 137.00 137000 2.25 4.79
10 - 5 S 60648 28821
28
117.19 117190 1.93
2.08
4.07
4.34 11 - 5 S 60952 29125 138.21 138210 2.27 4.75
12 - 5 S 60400 29086 122.47 122470 2.03 4.21
Fuente: Autores (Bernal & Palacio, 2017)

122
Tabla 4.27: Resultados del ensayo de resistencia a la compresión del bloque con 41% de
PEBD
Código
Area
Bruta
(mm2)
Area
Neta
(mm2)
Edad
(Días)
Carga
(KN)
Carga
(N)
Resist.
Bruta
(Mpa)
Resist.
Bruta
Prom.
(Mpa)
Resist.
Neta
(Mpa)
Resist.
Neta
Prom.
(Mpa)
1 - 5 T 60400 28678
3
47.63 47630 0.79
0.89
1.66
1.87 2 - 5 T 60150 28537 59.67 59670 0.99 2.09
3 - 5 T 60551 29241 54.04 54040 0.89 1.85
4 - 5 T 60551 28621
7
79.02 79020 1.31
1.29
2.76
2.70 5 - 5 T 60952 29125 79.57 79570 1.31 2.73
6 - 5 T 60551 28931 75.49 75490 1.25 2.61
7 - 5 T 60551 28621
14
91.10 91100 1.50
1.52
3.18
3.20 8 - 5 T 60952 29125 102.40 102400 1.68 3.52
9 - 5 T 60551 28931 83.80 83800 1.38 2.90
10 - 5 T 60551 28829
28
100.27 100270 1.66
1.60
3.48
3.38 11 - 5 T 60702 28878 88.27 88270 1.45 3.06
12 - 5 T 60551 28518 102.97 102970 1.70 3.61
Fuente: Autores (Bernal & Palacio, 2017)
4.2.4.4 Análisis comparativo de los resultados del ensayo de compresión
En las Tablas 4.28, 4.29 y 4.30 se indica el resumen promedio de las resistencias
netas a la compresión, el porcentaje de aumento o disminución y las desviaciones
estándar respectivamente con respecto al bloque convencional e INEN 3066.
Tabla 4.28: Resumen de los promedios de las resistencias netas a la compresión (MPa.)
Bloque con reemplazo de PEAL
Edad (Días) Convencional 27% (A) 34% (B) 41% (C)
3 4.05 2.50 1.93 1.36
7 4.15 3.48 2.76 1.93
14 4.63 3.95 3.62 2.28
28 4.84 3.63 3.60 2.00
Bloque con reemplazo de PEBD
Edad (Días) Convencional 27% (R) 34% (S) 41% (T)
3 4.05 2.04 2.75 1.87
7 4.15 4.06 3.60 2.70
14 4.63 3.91 4.84 3.20
28 4.84 3.78 4.34 3.38
Fuente: Autores (Bernal & Palacio, 2017)
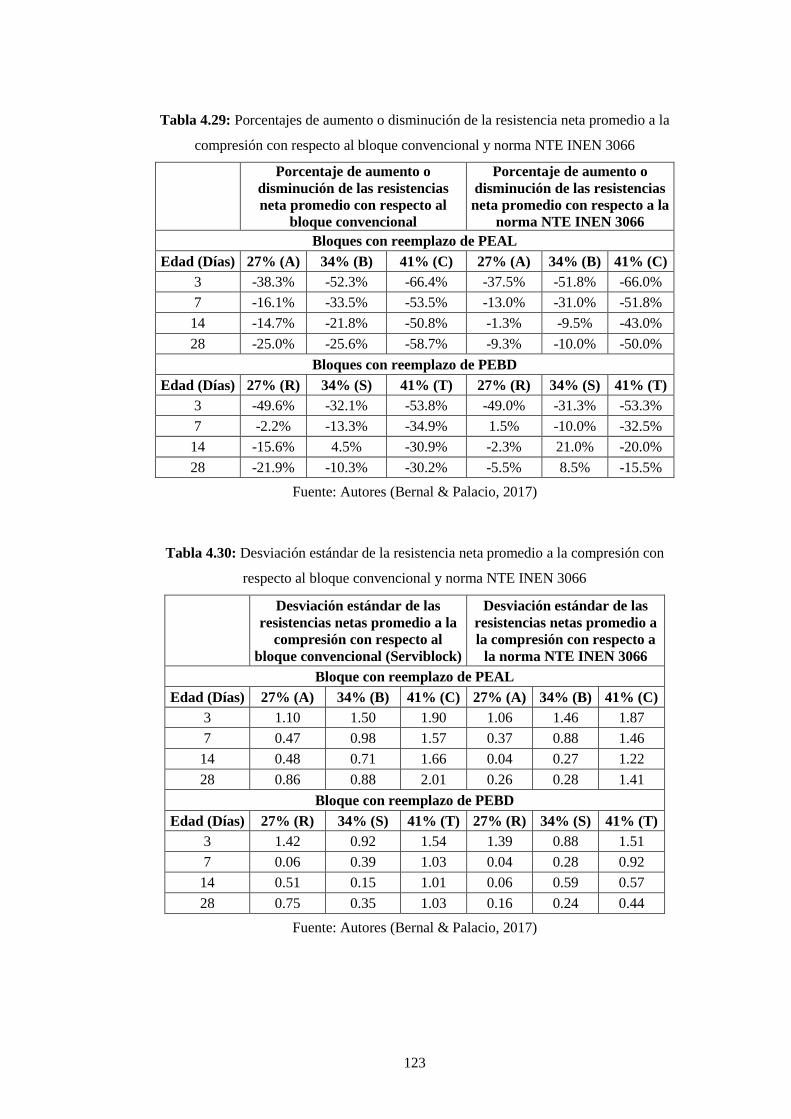
123
Tabla 4.29: Porcentajes de aumento o disminución de la resistencia neta promedio a la
compresión con respecto al bloque convencional y norma NTE INEN 3066
Porcentaje de aumento o
disminución de las resistencias
neta promedio con respecto al
bloque convencional
Porcentaje de aumento o
disminución de las resistencias
neta promedio con respecto a la
norma NTE INEN 3066
Bloques con reemplazo de PEAL
Edad (Días) 27% (A) 34% (B) 41% (C) 27% (A) 34% (B) 41% (C)
3 -38.3% -52.3% -66.4% -37.5% -51.8% -66.0%
7 -16.1% -33.5% -53.5% -13.0% -31.0% -51.8%
14 -14.7% -21.8% -50.8% -1.3% -9.5% -43.0%
28 -25.0% -25.6% -58.7% -9.3% -10.0% -50.0%
Bloques con reemplazo de PEBD
Edad (Días) 27% (R) 34% (S) 41% (T) 27% (R) 34% (S) 41% (T)
3 -49.6% -32.1% -53.8% -49.0% -31.3% -53.3%
7 -2.2% -13.3% -34.9% 1.5% -10.0% -32.5%
14 -15.6% 4.5% -30.9% -2.3% 21.0% -20.0%
28 -21.9% -10.3% -30.2% -5.5% 8.5% -15.5%
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.30: Desviación estándar de la resistencia neta promedio a la compresión con
respecto al bloque convencional y norma NTE INEN 3066
Desviación estándar de las
resistencias netas promedio a la
compresión con respecto al
bloque convencional (Serviblock)
Desviación estándar de las
resistencias netas promedio a
la compresión con respecto a
la norma NTE INEN 3066
Bloque con reemplazo de PEAL
Edad (Días) 27% (A) 34% (B) 41% (C) 27% (A) 34% (B) 41% (C)
3 1.10 1.50 1.90 1.06 1.46 1.87
7 0.47 0.98 1.57 0.37 0.88 1.46
14 0.48 0.71 1.66 0.04 0.27 1.22
28 0.86 0.88 2.01 0.26 0.28 1.41
Bloque con reemplazo de PEBD
Edad (Días) 27% (R) 34% (S) 41% (T) 27% (R) 34% (S) 41% (T)
3 1.42 0.92 1.54 1.39 0.88 1.51
7 0.06 0.39 1.03 0.04 0.28 0.92
14 0.51 0.15 1.01 0.06 0.59 0.57
28 0.75 0.35 1.03 0.16 0.24 0.44
Fuente: Autores (Bernal & Palacio, 2017)

124
Gráfica 4.11: Curva Resistencia neta a la compresión vs Edad de los bloques con Polialuminio (PEAL)
Fuente: Autores (Bernal & Palacio, 2017)
4,05 4,15
4,63
4,84
2,50
3,48
3,95
3,63
1,93
2,76
3,62 3,60
1,36
1,932,28
2,00
0,00
1,00
2,00
3,00
4,00
5,00
6,00
0 7 14 21 28
Res
iste
nci
a p
rom
edio
net
a a
la c
om
pre
sión
(M
Pa)
Edad (Días)
Curva Resistencia vs Edad
NTE INEN 3066 Bloque convencional Bloque con 27% PEAL (A)
Bloque con 34% PEAL (B) Bloque con 41% PEAL (C)

125
Gráfica 4.12: Curva Resistencia neta a la compresión vs Edad de los bloques con Polietileno (PEBD)
Fuente: Autores (Bernal & Palacio, 2017)
4,05 4,15 4,63
4,84
2,04
4,06 3,91 3,78
2,75
3,60
4,84
4,34
1,87
2,70
3,203,38
0,00
1,00
2,00
3,00
4,00
5,00
6,00
0 7 14 21 28
Res
iste
nci
a p
rom
edio
net
a a
la c
om
pre
sión
(M
Pa)
Edad (Días)
Curva Resistencia vs Edad
NTE INEN 3066 Bloque convencional Bloque con 27% PEBD (R)
Bloque con 34% PEBD (S) Bloque con 41% PEBD (T)
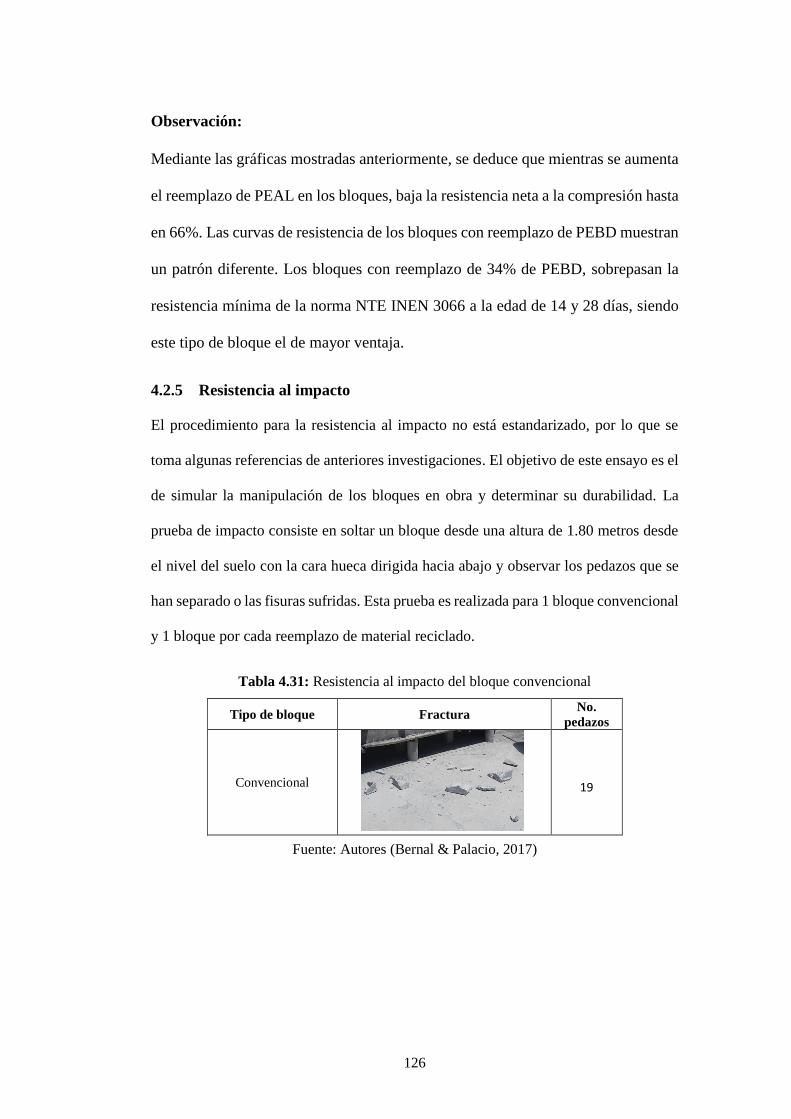
126
Observación:
Mediante las gráficas mostradas anteriormente, se deduce que mientras se aumenta
el reemplazo de PEAL en los bloques, baja la resistencia neta a la compresión hasta
en 66%. Las curvas de resistencia de los bloques con reemplazo de PEBD muestran
un patrón diferente. Los bloques con reemplazo de 34% de PEBD, sobrepasan la
resistencia mínima de la norma NTE INEN 3066 a la edad de 14 y 28 días, siendo
este tipo de bloque el de mayor ventaja.
4.2.5 Resistencia al impacto
El procedimiento para la resistencia al impacto no está estandarizado, por lo que se
toma algunas referencias de anteriores investigaciones. El objetivo de este ensayo es el
de simular la manipulación de los bloques en obra y determinar su durabilidad. La
prueba de impacto consiste en soltar un bloque desde una altura de 1.80 metros desde
el nivel del suelo con la cara hueca dirigida hacia abajo y observar los pedazos que se
han separado o las fisuras sufridas. Esta prueba es realizada para 1 bloque convencional
y 1 bloque por cada reemplazo de material reciclado.
Tabla 4.31: Resistencia al impacto del bloque convencional
Tipo de bloque Fractura No.
pedazos
Convencional
19
Fuente: Autores (Bernal & Palacio, 2017)

127
Tabla 4.32: Resistencia al impacto de los bloques con reemplazo de PEAL Y PEBD
Tipo de
bloque Fractura
No.
pedazos
Tipo de
bloque Fractura
No. De
fisuras
27% PEAL
(A)
15 27% PEBD
(R)
2
34% PEAL
(B)
12 34% PEBD
(S)
3 y 1
esquina
rota
41% PEAL
(C)
8 41% PEBD
(T)
6 y 1
esquina
rota
Fuente: Autores (Bernal & Palacio, 2017)
Observación:
Se observa que los bloques con reemplazo de PEAL van teniendo menos fracturas
o pedazos mientras va aumentando el porcentaje de reemplazo. En el caso de los
bloques con reemplazo de PEBD, no se rompen, sino que presentan pequeñas
fisuras.
4.3 Comparación de la masa y resistencia a la compresión entre los bloques
con los componentes del Tetra Pak y otras investigaciones
En este ítem se pretende comparar algunas propiedades de los bloques como es la
masa y resistencia a la compresión, entre los bloques elaborados con PEAL y
polietileno PEBD y otros estudios con el mismo fin de alivianar el peso del bloque.
Éstos refieren a la Elaboración de bloques con reemplazo de Poliestireno triturado
realizado por los ingenieros DANIELA CARRERA Y DIEGO CEVALLOS, y la
Elaboración de bloques con reemplazo de vidrio triturado realizado por los

128
ingenieros MAYRA RUBIO Y SANTIAGO TOSCANO. Los datos recopilados
para esta comparación son de los especímenes más óptimos de todos los
reemplazos, además se toma en cuenta solamente las edades de los especímenes de
7, 14 y 28 días las cuales coinciden con el alcance de esta investigación. Todos los
bloques de comparación, tienen las siguientes dimensiones nominales: 40 x 15 x 20
cm, de tipo B para alivianamiento.
4.3.1 Análisis comparativo de masas
En las tablas 4.33, 4.34 y 4.35 se muestran los resúmenes de los promedios de las
masas de los bloques con reemplazo de PEAL y PEBD, bloques con Poliestireno
elaborados por Carrera & Cevallos (2016) y bloques con vidrio triturado elaborado
por Carrera & Toscano (2017) resaltando las mezclas más óptimas.
Tabla 4.33: Resumen promedio de las masas de los bloques con PEAL y PEBD (kg)
Bloque con reemplazo de PEAL
Edad (Días) Convencional 27% (A) 34% (B) 41% (C)
7 11.25 9.25 7.78 6.65
14 11.33 9.45 7.87 6.35
28 11.27 9.35 8.07 6.33
Bloque con reemplazo de PEBD
Edad (Días) Convencional 27% (R) 34% (S) 41% (T)
7 11.25 7.23 8.27 7.23
14 11.33 7.32 8.13 7.33
28 11.27 7.18 8.15 7.4
Fuente: Autores (Bernal & Palacio, 2017)
Tabla 4.34: Resumen promedio de las masas de los bloques con Poliestireno (kg)
Bloque con reemplazo de Poliestireno
Edad (Días) Convencional 3 libras 3.5 libras
7 10.23 8.27 7.87
14 10.20 7.53 7.20
28 10.00 8.07 7.33
Fuente: (Carrera & Cevallos, 2016)

129
Tabla 4.35: Resumen promedio de las masas de los bloques con Vidrio triturado (kg)
Bloque con reemplazo de Vidrio triturado
Edad (Días) Convencional 10% 15% 20% 30%
7 9.36 9.61 9.66 9.16 9.25
14 9.07 8.61 8.75 8.51 9.20
28 9.25 9.04 8.94 8.57 8.91
Fuente: (Rubio & Toscano, 2017)
4.3.2 Análisis comparativo de la resistencia neta a la compresión
En las tablas 4.36, 4.37 y 4.38 se muestran los resúmenes de los promedios de la
resistencia a la compresión de los bloques con reemplazo de PEAL y PEBD,
bloques con Poliestireno elaborados por Carrera & Cevallos (2016) y bloques con
vidrio triturado elaborado por Carrera & Toscano (2017) resaltando las mezclas
más óptimas.
Tabla 4.36: Resumen promedio de la resistencia a la compresión de los bloques con
Polialuminio y Polietileno (MPa)
Bloque con reemplazo de PEAL
Edad (Días) Convencional 27% (A) 34% (B) 41% (C)
7 4.15 3.48 2.76 1.93
14 4.63 3.95 3.62 2.28
28 4.84 3.63 3.60 2.00
Bloque con reemplazo de PEBD
Edad (Días) Convencional 27% (R) 34% (S) 41% (T)
7 4.15 4.06 3.60 2.70
14 4.63 3.91 4.84 3.20
28 4.84 3.78 4.34 3.38
Fuente: Autores (Bernal & Palacio, 2017)

130
Tabla 4.37: Resumen promedio de la resistencia a la compresión de los bloques con
Poliestireno (MPa)
Bloque con reemplazo de Poliestireno
Edad (Días) Convencional 3 libras 3.5 libras
7 4.33 2.38 1.91
14 4.47 1.97 1.7
28 3.3 1.75 1.39
Fuente: (Carrera & Cevallos, 2016)
Tabla 4.38: Resumen promedio de la resistencia a la compresión de los bloques con
Vidrio triturado (MPa)
Bloque con reemplazo de Vidrio triturado
Edad (Días) Convencional 10% 15% 20% 30%
7 2.01 3.03 3.41 2.72 3.03
14 2.98 4.43 2.74 3.30 4.21
28 3.47 4.60 5.16 4.73 4.79
Fuente: (Rubio & Toscano, 2017)
En los Gráficos 4.15 y 4.16 se muestra el análisis comparativo de las masas y de
resistencia a la compresión respectivamente de todas las mezclas de las
investigaciones recopiladas, tomando los valores más óptimos para su respectiva
comparación.

131
Gráfico 4.13: Análisis comparativo de masas de las mezclas más óptimas de cada investigación
Fuente: Autores (Bernal & Palacio, 2017)
Observaciones:
En la comparación de masas de los bloques de cada investigación, se concluye que el bloque con reemplazo de 3 libras de poliestireno es el
más ligero, con una masa mínima de 7,53 kg. Por el contrario, el bloque con reemplazo de 27% de PEAL es el más pesado, con una masa
máxima de 9,45 kg.
9,25 9,45 9,35
8,27 8,13 8,158,27
7,538,07
9,168,51 8,57
0,00
2,00
4,00
6,00
8,00
10,00
12,00
7 14 28
Masa
pro
med
io d
e lo
s b
loq
ues
(k
g)
Edad (Días)
Bloques con 27% de
PEAL
Bolques con 34% de
PEBD
Bloques con 3 lb. De
Poliestireno
Bloques con 20% de
Vidrio triturado

132
Gráfico 4.14: Curvas comparativas de la resistencia a la compresión de las mezclas más óptimas de cada investigación
Fuente: Autores (Bernal & Palacio, 2017)
Observaciones:
En la comparación de la resistencia a la compresión neta de los bloques de cada investigación, se concluye que los bloques con reemplazo
de 34% de Polietileno (PEBD) es el más resistente. Por el contrario, el bloque con reemplazo de 3 libras de Poliestireno es el de menor
resistencia.
0
3,483,95
3,63
0
3,60
4,84
4,34
0
2,38
1,971,75
0
2,72
3,30
4,73
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
5,5
6
0 7 14 21 28
Res
iste
nci
a a
la c
om
pre
sión
(M
Pa
)
Edad (Días)
NTE INEN 3066
Bloque con 27% de PEAL
Bloque con 34% de PEBD
Bloque con 3 lb. de Poliestireno
Bloques con 20% de Vidrio
triturado

133
CAPITULO V: ANÁLISIS DE PRESUPUESTOS, CONCLUSIONES Y
RECOMENDACIONES
5.1 ANÁLISIS DE COSTOS
Se determina el costo de los bloques de hormigón elaborados con la mezcla patrón,
y bloques ecológicos con reemplazo de Polietileno/aluminio (PEAL) y Polietileno
(PEBD) con un 27%, 34% y 41% con respecto del volumen, mediante los datos
obtenidos se puede comparar los precios individuales y los bloques provenientes de
la fábrica SERVIBLOCK. Este análisis de precios unitarios de bloques de
hormigón, se realiza tomando en cuenta los costos actuales y rendimientos reales
medidos en fábrica, como se indica en la Tabla 5.1.
Tabla 5.1: Cantidad de material para 1 𝐦𝟐 de mampostería con bloques con reemplazo
de polialuminio PEAL y polietileno PEBD (kg)
Materiales Convenc.
Reemplazo con
Polialuminio (PEAL)
Reemplazo con
Polietileno (PEBD)
27% 34% 41% 27% 34% 41%
Cemento 10.42 10.42 10.42 10.42 10.42 10.42 10.42
Agua 11.11 6.06 6.06 6.06 6.06 6.06 6.06
Chasqui (piedra
pómez) 89.4 61.05 61.05 61.05 61.05 61.05 61.05
Polvo azul (arena) 76.61 45.97 30.65 15.32 45.97 30.65 15.32
Polialuminio
(PEAL) 0.00 24.71 30.89 37.06 0.00 0.00 0.00
Polietileno
(PEBD) 0.00 0.00 0.00 0.00 23.74 29.68 35.61
TOTAL 187.54 148.21 139.07 129.91 147.24 137.86 128.46
Fuente: Autores (Bernal & Palacio, 2017)
Teniendo en cuenta que el precio de 1 m2 (12,5 bloques) de mampostería es de 5,63
ctvs. A continuación, en las siguientes tablas se determina el análisis de precios
unitarios para cada porcentaje de reemplazo de materiales reciclados.

134
0 % de agregados reciclados (mezcla patrón)
Tabla 5.2: Análisis de Precios unitarios para el bloque convencional SERVIBLOCK
ÁNALISIS DE PRECIOS UNITARIOS
RUBRO: BLOQUE SERVIBLOCK (20*40*15 cm)
UNIDAD: m2
DETALLE: Agregados reciclados = 0 %
EQUIPOS ( E )
DESCRIPCIÓN CANT. TARIFA
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Herramienta Manual 0.3500
Bloquera 1 30 2.5 0.0347 0.0868
SUBTOTAL (E) 0.4368
MANO DE OBRA (MO)
DESCRIPCIÓN CANT. SALARIO
COSTO
HORA RENDIM. COSTO UNIT.
A B C = A*B R D = C*R
Peón (est. Ocup e2) 4 3.41 13.64 0.0620 0.8457
SUBTOTAL (MO) 0.8457
MATERIALES (M)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C = A*B
Cemento kg 10.42 0.1600 1.6672
Agua kg 11.11 0.0005 0.0056
Chasqui kg 89.40 0.0150 1.3410
Polvo azul (arena) kg 76.61 0.0040 0.3064
SUBTOTAL (M) 3.3202
TRANSPORTE (T)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C = A*B
Cemento kg 10.42 0.0024 0.0250
Chasqui 3/8" kg 89.40 0.0004 0.0358
Polvo Azul (Arena) kg 76.61 0.0004 0.0306
SUBTOTAL (T) 0.0914
TOTAL COSTO DIRECTO
(E+MO+M+T) 4.69
COSTO INDIRECTO (I) (15%) 0.70
UTILIDAD (U) (5%) 0.23
COSTO TOTAL (E+MO+M+T+I+U) 5.63
Fuente: Autores (Bernal & Palacio, 2017)

135
Bloque con reemplazo de 27 % de Polialuminio (PEAL)
Tabla 5.3: Análisis de Precios unitarios para el 27% de Polietileno (PEAL)
ÁNALISIS DE PRECIOS UNITARIOS
RUBRO: BLOQUE 27% PEAL (20*40*15 cm)
UNIDAD: m2
DETALLE: Agregados reciclados PEAL = 27 %
EQUIPOS ( E )
DESCRIPCIÓN CANT. TARIFA
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Herramienta Manual 0.3500
Bloquera 1 30 2.5 0.0347 0.0868
SUBTOTAL (E) 0.4368
MANO DE OBRA (MO)
DESCRIPCIÓN CANT. SALARIO
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Peón (est. Ocup e2) 4 3.41 13.64 0.0620 0.8457
SUBTOTAL (MO) 0.8457
MATERIALES (M)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.1600 1.6672
Agua kg 6.06 0.0005 0.0030
Chasqui kg 65.05 0.0150 0.9158
Polvo azul (arena) kg 45.97 0.0040 0.1839
Polialuminio (PEAL) kg 24.71 0.4400 10.8724
SUBTOTAL (M) 13.6423
TRANSPORTE (T)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.0024 0.0250
Chasqui 3/8" kg 61.05 0.0004 0.0244
Polvo Azul (Arena) kg 45.97 0.0004 0.0184
SUBTOTAL (T) 0.0678
TOTAL COSTO DIRECTO
(E+MO+M+T) 14.99
COSTO INDIRECTO (I) (15%) 2.25
UTILIDAD (U) (5%) 0.75
COSTO TOTAL (E+MO+M+T+I+U) 17.99
Fuente: Autores (Bernal & Palacio, 2017)
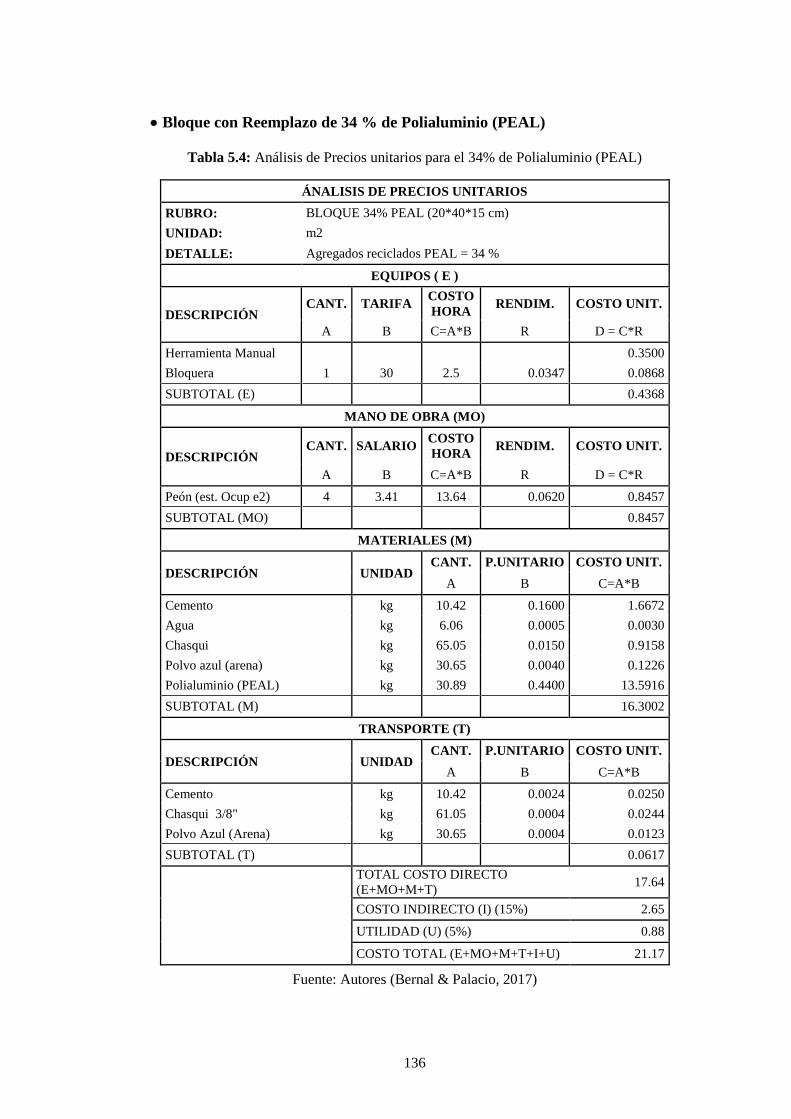
136
Bloque con Reemplazo de 34 % de Polialuminio (PEAL)
Tabla 5.4: Análisis de Precios unitarios para el 34% de Polialuminio (PEAL)
ÁNALISIS DE PRECIOS UNITARIOS
RUBRO: BLOQUE 34% PEAL (20*40*15 cm)
UNIDAD: m2
DETALLE: Agregados reciclados PEAL = 34 %
EQUIPOS ( E )
DESCRIPCIÓN CANT. TARIFA
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Herramienta Manual 0.3500
Bloquera 1 30 2.5 0.0347 0.0868
SUBTOTAL (E) 0.4368
MANO DE OBRA (MO)
DESCRIPCIÓN CANT. SALARIO
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Peón (est. Ocup e2) 4 3.41 13.64 0.0620 0.8457
SUBTOTAL (MO) 0.8457
MATERIALES (M)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.1600 1.6672
Agua kg 6.06 0.0005 0.0030
Chasqui kg 65.05 0.0150 0.9158
Polvo azul (arena) kg 30.65 0.0040 0.1226
Polialuminio (PEAL) kg 30.89 0.4400 13.5916
SUBTOTAL (M) 16.3002
TRANSPORTE (T)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.0024 0.0250
Chasqui 3/8" kg 61.05 0.0004 0.0244
Polvo Azul (Arena) kg 30.65 0.0004 0.0123
SUBTOTAL (T) 0.0617
TOTAL COSTO DIRECTO
(E+MO+M+T) 17.64
COSTO INDIRECTO (I) (15%) 2.65
UTILIDAD (U) (5%) 0.88
COSTO TOTAL (E+MO+M+T+I+U) 21.17
Fuente: Autores (Bernal & Palacio, 2017)

137
Bloque con Reemplazo de 41 % de Polialuminio (PEAL)
Tabla 5.5: Análisis de Precios unitarios para el 41% de Polietileno (PEAL)
ÁNALISIS DE PRECIOS UNITARIOS
RUBRO: BLOQUE 41% PEAL (20*40*15 cm)
UNIDAD: m2
DETALLE: Agregados reciclados PEAL = 41 %
EQUIPOS ( E )
DESCRIPCIÓN CANT. TARIFA
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Herramienta Manual 0.3500
Bloquera 1 30 2.5 0.0347 0.0868
SUBTOTAL (E) 0.4368
MANO DE OBRA (MO)
DESCRIPCIÓN CANT. SALARIO
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Peón (est. Ocup e2) 4 3.41 13.64 0.0620 0.8457
SUBTOTAL (MO) 0.8457
MATERIALES (M)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.1600 1.6672
Agua kg 6.06 0.0005 0.0030
Chasqui kg 65.05 0.0150 0.9158
Polvo azul (arena) kg 15.32 0.0040 0.0613
Polialuminio (PEAL) kg 37.06 0.4400 16.3064
SUBTOTAL (M) 18.9537
TRANSPORTE (T)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.0024 0.0250
Chasqui 3/8" kg 65.05 0.0004 0.0244
Polvo Azul (Arena) kg 15.32 0.0004 0.0061
SUBTOTAL (T) 0.0556
TOTAL COSTO DIRECTO
(E+MO+M+T) 20.29
COSTO INDIRECTO (I) (15%) 3.04
UTILIDAD (U) (5%) 1.01
COSTO TOTAL (E+MO+M+T+I+U) 24.35
Fuente: Autores (Bernal & Palacio, 2017)

138
Bloque con Reemplazo de 27 % de Polietileno (PEBD)
Tabla 5.6: Análisis de Precios unitarios con 27% de Polietileno (PEBD)
ÁNALISIS DE PRECIOS UNITARIOS
RUBRO: BLOQUE 27% PEBD (20*40*15 cm)
UNIDAD: m2
DETALLE: Agregados reciclados PEBD = 27 %
EQUIPOS ( E )
DESCRIPCIÓN CANT. TARIFA
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Herramienta Manual 0.3500
Bloquera 1 30 2.5 0.0347 0.0868
SUBTOTAL (E) 0.4368
MANO DE OBRA (MO)
DESCRIPCIÓN CANT. SALARIO
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Peón (est. Ocup e2) 4 3.41 13.64 0.0620 0.8457
SUBTOTAL (MO) 0.8457
MATERIALES (M)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.1600 1.6672
Agua kg 6.06 0.0005 0.0030
Chasqui kg 61.05 0.0150 0.9158
Polvo azul (arena) kg 45.97 0.0040 0.1839
Polietileno (PEBD) kg 23.74 0.4400 10.4456
SUBTOTAL (M) 13.2155
TRANSPORTE (T)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.0024 0.0250
Chasqui 3/8" kg 61.05 0.0004 0.0244
Polvo Azul (Arena) kg 45.97 0.0004 0.0184
SUBTOTAL (T) 0.0678
TOTAL COSTO DIRECTO
(E+MO+M+T) 14.57
COSTO INDIRECTO (I) (15%) 2.18
UTILIDAD (U) (5%) 0.73
COSTO TOTAL (E+MO+M+T+I+U) 17.48
Fuente: Autores (Bernal & Palacio, 2017)
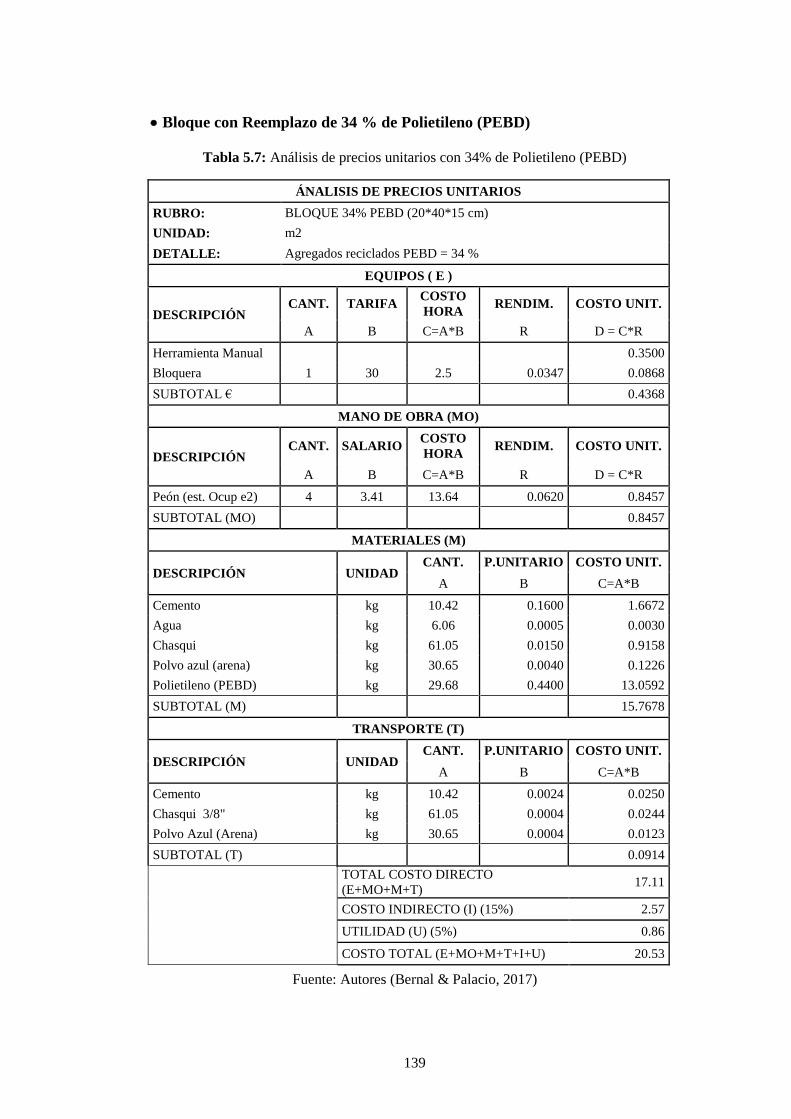
139
Bloque con Reemplazo de 34 % de Polietileno (PEBD)
Tabla 5.7: Análisis de precios unitarios con 34% de Polietileno (PEBD)
ÁNALISIS DE PRECIOS UNITARIOS
RUBRO: BLOQUE 34% PEBD (20*40*15 cm)
UNIDAD: m2
DETALLE: Agregados reciclados PEBD = 34 %
EQUIPOS ( E )
DESCRIPCIÓN CANT. TARIFA
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Herramienta Manual 0.3500
Bloquera 1 30 2.5 0.0347 0.0868
SUBTOTAL € 0.4368
MANO DE OBRA (MO)
DESCRIPCIÓN CANT. SALARIO
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Peón (est. Ocup e2) 4 3.41 13.64 0.0620 0.8457
SUBTOTAL (MO) 0.8457
MATERIALES (M)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.1600 1.6672
Agua kg 6.06 0.0005 0.0030
Chasqui kg 61.05 0.0150 0.9158
Polvo azul (arena) kg 30.65 0.0040 0.1226
Polietileno (PEBD) kg 29.68 0.4400 13.0592
SUBTOTAL (M) 15.7678
TRANSPORTE (T)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.0024 0.0250
Chasqui 3/8" kg 61.05 0.0004 0.0244
Polvo Azul (Arena) kg 30.65 0.0004 0.0123
SUBTOTAL (T) 0.0914
TOTAL COSTO DIRECTO
(E+MO+M+T) 17.11
COSTO INDIRECTO (I) (15%) 2.57
UTILIDAD (U) (5%) 0.86
COSTO TOTAL (E+MO+M+T+I+U) 20.53
Fuente: Autores (Bernal & Palacio, 2017)

140
Bloque con Reemplazo de 41 % de Polietileno (PEBD)
Tabla 5.8: Análisis de Precios unitarios con 41% de Polietileno (PEBD)
ÁNALISIS DE PRECIOS UNITARIOS
RUBRO: BLOQUE 41% PEBD (20*40*15 cm)
UNIDAD: m2
DETALLE: Agregados reciclados PEBD = 41 %
EQUIPOS ( E )
DESCRIPCIÓN CANT. TARIFA
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Herramienta Manual 0.3500
Bloquera 1 30 2.5 0.0347 0.0868
SUBTOTAL € 0.4368
MANO DE OBRA (MO)
DESCRIPCIÓN CANT. SALARIO
COSTO
HORA RENDIM. COSTO UNIT.
A B C=A*B R D = C*R
Peón (est. Ocup e2) 4 3.41 13.64 0.0620 0.8457
SUBTOTAL (MO) 0.8457
MATERIALES (M)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.1600 1.6672
Agua kg 6.06 0.0005 0.0030
Chasqui kg 61.05 0.0150 0.9158
Polvo azul (arena) kg 15.32 0.0040 0.0613
Polietileno (PEBD) kg 35.61 0.4400 15.6684
SUBTOTAL (M) 18.3157
TRANSPORTE (T)
DESCRIPCIÓN UNIDAD CANT. P.UNITARIO COSTO UNIT.
A B C=A*B
Cemento kg 10.42 0.0024 0.0250
Chasqui 3/8" kg 61.05 0.0004 0.0244
Polvo Azul (Arena) kg 15.32 0.0004 0.0061
SUBTOTAL (T) 0.0556
TOTAL COSTO DIRECTO
(E+MO+M+T) 19.65
COSTO INDIRECTO (I) (15%) 2.95
UTILIDAD (U) (5%) 0.98
COSTO TOTAL (E+MO+M+T+I+U) 23.58
Fuente: Autores (Bernal & Palacio, 2017)

141
5.1.1 Resumen del análisis de costos
En la siguiente tabla se describe un resumen del costo por bloque para 1 m2 de
mampostería según su dosificación. Además se indica el material reciclado
necesario para fabricarlos.
Tabla 5.9: Resumen de costos según el tipo de bloque en estudio
RESUMEN DE COSTOS
Dosificación
Bloques por
m2 de
mampostería
Material
reciclado
por m2
Material
reciclado
por unidad
Costo
por
m2
Costo
por
unidad
Incremento
Unidad kg kg $ $ %
Bloque
convencional 12.5 0.00 0.00 5.63 0.45 0
27% PEAL 12.5 24.75 1.98 17.99 1.44 219.5
34% PEAL 12.5 30.88 2.47 21.17 1.69 276.0
41% PEAL 12.5 37.13 2.97 24.35 1.95 332.5
27% PEBD 12.5 23.75 1.90 17.48 1.40 210.5
34% PEBD 12.5 29.63 2.37 20.53 1.64 264.7
41% PEBD 12.5 35.63 2.85 23.58 1.89 318.8
Fuente: Autores (Bernal & Palacio, 2017)
Gráfica 5.1: Resumen de costos unitario según el tipo de bloque
Fuente: Autores (Bernal & Palacio, 2017)
0,45
1,44
1,69
1,95
1,4
1,64
1,89
0
0,5
1
1,5
2
2,5
Cost
o (
$)
Convencional 27% PEAL 34% PEAL 41% PEAL
27% PEBD 34% PEBD 41% PEBD

142
Gráfica 5.2: Resumen de costos por m2 de mampostería según el tipo de bloque
Fuente: Autores (Bernal & Palacio, 2017)
5.2 VENTAJAS Y DESVENTAJAS
5.2.1 Ventajas
En la Tabla 5.10 se presentan las ventajas de los datos obtenidos en los diferentes
ensayos sometidos a los bloques convencionales y ecológicos, cabe recalcar que los
datos analizados en este ítem son los obtenidos a los 28 días de edad.
5,63
17,99
21,17
24,35
17,48
20,53
23,58
0
5
10
15
20
25
30C
ost
o (
$)
Convencional 27% PEAL 34% PEAL 41% PEAL
27% PEBD 34% PEBD 41% PEBD

143
Tabla 5.10: Ventajas de los bloques ecológicos con respecto al bloque convencional y a
la norma INEN 3066
1. Reducción de la masa con respecto al bloque convencional
Tipo de bloque Masa (kg) Disminución (%)
Convencional 9.76 0.0%
27% PEAL 9.36 -4.1%
34% PEAL 7.60 -22.1%
41% PEAL 5.84 -40.2%
27% PEBD 6.71 -31.3%
34% PEBD 7.71 -21.0%
41% PEBD 6.98 -28.5%
2. Absorción menor a la establecida en la norma INEN 3066
Tipo de bloque Absorción (kg/m3) Disminución (%)
INEN 3066 288 0.0%
27% PEAL 222 -22.9%
34% PEAL 244 -15.3%
41% PEAL 254 -11.8%
27% PEBD 248 -13.9%
34% PEBD 213 -26.0%
41% PEBD 235 -18.4%
3. Reducción de la densidad con respecto al bloque convencional e INEN 3066
Tipo de bloque Densidad (kg/m3)
Disminución con
respecto al
convencional
Disminución
con respecto a
la norma
INEN 3066 1680 - 0.0%
Convencional 1553 0.0% -7.6%
27% PEAL 1475 -5.0% -12.2%
34% PEAL 1261 -18.8% -24.9%
41% PEAL 1044 -32.8% -37.9%
27% PEBD 1118 -28.0% -33.5%
34% PEBD 1232 -20.7% -26.7%
41% PEBD 1164 -25.0% -30.7%
4. Resistencia a la compresión mayor al promedio de 3 bloques establecida en la
norma INEN 3066 de 4 Mpa
Tipo de bloque Esfuerzo (MPa) Aumento (%)
INEN 3066 4.00 0.0%
34% PEBD 4.34 8.5%
5. Resistencia a la compresión mayor a la individual establecida en la norma
INEN 3066 de 3.5 Mpa
Tipo de bloque Esfuerzo (MPa) Aumento (%)
INEN 3066 3.50 0.0%
27% PEAL 3.63 3.7%
Fuente: Autores (Bernal & Palacio, 2017)

144
5.2.2 Desventajas
En la Tabla 5.11 se presentan las desventajas de los datos obtenidos en los diferentes
ensayos sometidos a los bloques convencionales y ecológicos, incluyendo el
resumen de costos por bloque unitario. Cabe recalcar que los datos analizados en
este ítem son los obtenidos a los 28 días de edad.
Tabla 5.10: Desventajas de los bloques ecológicos con respecto al bloque convencional y
a la norma INEN 3066
1. Aumento parcial de la absorción en relación al bloque convencional
Tipo de bloque Absorción (kg/m3) Disminución (%)
Convencional 225 0.0%
27% PEAL 222 -1.3%
34% PEAL 244 8.4%
41% PEAL 254 12.9%
27% PEBD 248 10.2%
34% PEBD 213 -5.3%
41% PEBD 235 4.4%
2. Disminución de la resistencia a la compresión con respecto al bloque
convencional
Tipo de bloque Esfuerzo (Mpa) Disminución (%)
Convencional 4.84 0.0%
27% PEAL 3.63 -25.0%
34% PEAL 3.60 -25.6%
41% PEAL 2.00 -58.7%
27% PEBD 3.78 -21.9%
34% PEBD 4.34 -10.3%
41% PEBD 3.38 -30.2%
3. Resistencia a la compresión menor al promedio de 3 bloques establecida en
la norma INEN 3066 de 4 Mpa
Tipo de bloque Esfuerzo (Mpa) Disminución (%)
INEN 3066 4.00 0.0%
27% PEAL 3.63 -9.3%
34% PEAL 3.60 -10.0%
41% PEAL 2.00 -50.0%
27% PEBD 3.78 -5.5%
41% PEBD 3.38 -15.5%
4. Resistencia a la compresión menor a la individual establecida en la norma
INEN 3066 de 3.5 Mpa
Tipo de bloque Esfuerzo (Mpa) Disminución (%)
INEN 3066 3.50 0.0%
41% PEAL 2.00 -42.9%

145
41% PEBD 3.38 -3.4%
5. Incremento del costo por unidad de bloque con respecto al convencional
Tipo de bloque Costo ($) Aumento (%)
Convencional 0.45 0.0%
27% PEAL 1.44 220.0%
34% PEAL 1.69 275.6%
41% PEAL 1.95 333.3%
27% PEBD 1.4 211.1%
34% PEBD 1.64 264.4%
41% PEBD 1.89 320.0%
Fuente: Autores (Bernal & Palacio, 2017)
5.3 CONCLUSIONES Y RECOMENDACIONES
5.3.1 Conclusiones
Desde la propuesta de la investigación, al PEAL y PEBD se los consideró como
áridos gruesos debido a su forma y granulometría, confirmándose esta
deducción al realizar el análisis granulométrico de estos materiales.
El ensayo de colorimetría no pudo ser realizado en el Polialuminio (PEAL)
debido a una reacción química entre este compuesto y la sosa cáustica,
presentando una irradiación de calor y emanación del gas Hidrógeno. Además,
en el ensayo de determinación del flujo en morteros, al unirse el con el PEAL,
desencadenaron la liberación de los gases Hidrógeno (H2) y Metano (CH4),
formando burbujas que se incorporaban a este material. Esta reacción convertía
al mortero en poroso y de baja densidad.
De acuerdo a la dosificación del bloque convencional, la mezcla cumple con los
requisitos mínimos de la norma INEN 3066, por lo que no se procedió a realizar
ningún diseño, además de que con esta dosificación simplemente se reemplazan
146
los materiales reciclados. De esta manera la comparación de resultados fue más
equitativa entre los nuevos mampuestos con los convencionales.
De los resultados obtenidos en la presente investigación, se confirma la
hipótesis planteada. Los bloques con reemplazo de los componentes reciclados,
igualaron y en algunos casos superaron las propiedades físico – mecánicas del
bloque convencional, siendo las mezclas óptimas los bloques con 27% de PEAL
y 34% de PEBD.
Los reemplazos de 34% y 41% de PEAL sobrepasan el límite de ±3 mm que
debe variar un bloque en cualquiera de sus dimensiones. Los bloques con 34%
de PEAL tienen una altura promedio de 204 mm, mientras que los bloques con
41% de PEAL tienen 205 mm.
Se determinó que todas las mezclas tuvieron una reducción de la masa con
respecto al bloque convencional. El bloque con 41% de PEAL tuvo la menor
masa registrada, con 5,84 kg a los 28 días de edad, es decir, 40% menor al del
boque convencional. Mientras que el bloque óptimo (34% de PEBD) tuvo una
masa promedio de 7,71 kg a los 28 días, reduciéndola en 21%.
Con respecto a las mezclas con PEBD, estas no disminuyen progresivamente
conforme se realizan los reemplazos, es decir, los bloques con 34% de PEBD
incrementan la masa y en el siguiente reemplazo vuelven a disminuir, esto se
debe a que hay un efecto de densidad máxima, visto en el diseño de mezclas de
hormigón. En este punto del reemplazo los componentes llegan a tener su
máxima densidad y por ende su masa aumenta.
147
Los dos primeros reemplazos de cada material en los bloques, 27% y 34% de
PEAL, 27% y 34% PEBD cumplen con la resistencia neta mínima individual
de 3,5 Mpa, pero solo el reemplazo de 34% de PEBD cumple con la resistencia
neta mínima del promedio de tres bloques que es 4 Mpa.
El bloque con 34% de PEBD dio los mejores resultados, cumpliendo con todas
las características descritas en la norma INEN 3066. Las 3 aristas no sobrepasan
la variación de ±3 mm. Sus propiedades Absorción de agua = 248 kg/m3 y
Densidad = 1232 kg/m3, son menores a los valores máximos descritos en la
norma y la resistencia neta a la compresión a los 28 días = 4,84 Mpa, supera al
valor de 4 Mpa.
Este tipo de mampuestos no solo cumplen con las especificaciones de los
Bloques Tipo B utilizados para paredes divisorias, sino que también podrían
usarse como Bloques Tipo C en losas de alivianamiento, debido que la
resistencia mínima es menos exigente.
Al realizar la prueba de impacto se pudo observar que los bloques
convencionales se rompieron sin oponer resistencia alguna, los bloques con
PEAL se partieron en varios trozos menores al del convencional, mientras que
los bloques con PEBD solo presentaron fisuras, manteniéndose compactos
gracias a las fibras que unen a los áridos.
A comparación del bloque convencional, los bloques en estudio tuvieron un
incremento significativo del costo. El bloque con 41% de PEAL fue el más
costoso, incrementándose en más del 300%. Esto se debe al costo de los
materiales reciclados procesados que la empresa proveedora los vende, siendo

148
la única fábrica en el Ecuador que reutiliza el Polialuminio (PEAL) y Polietileno
(PEBD).
De acuerdo al análisis físico del efecto de péndulo invertido de la teoría sismo
resistente, se puede concluir que mientras menor sea la carga muerta de la
estructura, menor será su desplazamiento lateral, su período de vibración y
también menor será su deriva de piso.
5.3.2 Recomendaciones:
En nuestro país es necesario introducir nuevos sistemas constructivos diferentes
a los convencionales, que tengan menos peso, con estructuras más seguras ante
la acción sísmica, que no presenten patologías en lo que respecta a
mamposterías, que sean menos flexibles con ideas innovadoras.
Es necesario y oportuno un continuo control de calidad en el proceso de
producción en la bloquera, ya que es fundamental mantener un contenido de
humedad constante evitando que agentes climatológicos alteren las propiedades
de los agregados.
Es indispensable y de vital importancia el almacenamiento de los bloques en el
proceso de fraguado y curado por lo que necesariamente la bloquera está
implementando galpones en toda el área. De esta manera se puede evitar que el
Sol o la lluvia provoquen una disminución de la resistencia a la compresión en
los ensayos posteriores.
Para garantizar que los bloques cumplan el propósito y su uso en obra para el
cual fueron diseñados, la mampostería construida con este producto debe ser
enlucida con un mortero de espesor necesario para que resista al fuego y de esta

149
manera se pueda conservar la integridad de los bloques ante eventos como
incendios.
Las canteras que están encargadas de vender su material pétreo a las distintas
bloqueras deberían proporcionar información más técnica y detallada, por lo
que se debería tener un control de estos aspectos por parte de las entidades
gubernamentales.
Las bloqueras deben ubicarse en zonas industriales por su contaminación
auditiva que supera los 85 (db) llegando a un valor de 109 (db)
aproximadamente lo cual ya crea un daño considerable a las personas que se
encuentren alrededor de la maquinaria; además las ondas generadas por la
vibración están directamente en contacto con el suelo causando problemas en
una zona residencial.
De acuerdo a los ensayos obtenidos en resistencia a la compresión, se
recomienda usar un cemento resistente a los sulfatos, evitando la reacción
química con el aluminio. De esta manera los bloques ecológicos pueden resistir
mayores esfuerzos a la compresión.
Observando los resultados obtenidos de los bloques con reemplazo de
Polietileno de baja densidad, es recomendable realizar una investigación similar
utilizando Polietileno de Alta Densidad, para que mejore aún más la resistencia
a la compresión y disminuya la capacidad de absorber agua. Este material se
encuentra en tapas de botellas, juguetes y todo tipo de plástico rígido.
Para el empleo de los bloques con PEAL o PEBD se recomienda emplearlo con
un diseño geométrico armable diferente al convencional, el cual hace posible

150
conformar un muro tan solo con ensamblar las piezas sin necesidad de usar
cemento, convirtiendo al muro en un elemento más compacto y sólido. Otra
ventaja de este sistema es que permite colocar las instalaciones eléctricas o de
agua potable fácilmente por el interior de los bloques, ahorrando tiempo y
dinero la colocación de mortero de junta el cual ahorra tiempo y dinero.

151
BIBLIOGRAFÍA
AGUMBA, P. (2016). Ladrillos elaborados con plástico reciclado (PET), para
mampostería no portante. (Tesis del grado de Magister). Universidad de Cuenca.
Cuenca, Ecuador.
ALDAMA, D. Daniel Aldama. (2016). Máquinas de extrusión [Video]. Obtenido de
https://www.youtube.com/watch?v=9IhvUyFA6k8
ÁLVAREZ, B. (2011). Uso de los Morteros Asfálticos en Vías: Colocación del mortero
asfáltico Slurry Seal en la vía La Armenia - Pacto tramo Gualea. (Tesis de grado).
Universidad San Francisco de Quito. Quito, Ecuador.
APUNTES DE INGENIERÍA CIVIL. (2010). Tipos de cemento Portland. Obtenido de
http://apuntesingenierocivil.blogspot.com/2010/10/tipos-de-cemento-portland.html
ARIAS, L., MEJÍA, G., MORA, D., RIVADENEIRA, F., & SANTIANA, D. (2012).
Investigación del comportamiento mecánico y elástico de mamposterías con
resistencia estructural para ser utilizadas en la construcción de viviendas de un piso
y proyección de dos. (Tesis de grado). Universidad Central del Ecuador. Quito,
Ecuador.
ARRIETA, J., PEÑAHERRERA, H. (2001). Fabricación de bloques de concreto con una
mesa vibradora. (Tesis de grado). Universidad Nacional de Ingeniería. (Programa
científico). Lima, Perú.
BESSER DYNAPAC. (1999). Operation/Maintenance Manual. Alpena, Michigan. USA
CAMANIERO, I. R. (2009). Notas Técnicas INECYC. INECYC. Quito, Ecuador.
CARRASCO, M. (2013). Unidad 4. Agua para morteros. (Apuntes). Universidad
Tecnológica Nacional. Santa Fe, Argentina.
CARRERA, D., & CEVALLOS, D. (2016). Bases de diseño para la construcción
sostenible con bloque alivianado con poliestireno. (Tesis de grado). Universidad
Central del Ecuador. Quito, Ecuador.
CEMENT INDUSTRIES FACTORY. (2013). The history of the concrete masonry block.
Obtenido de http://www.gulfcif.com/index.php/the-history-of-the-concrete-
masonry-block

152
CHILUIZA, J., & GARCÍA, E. (2017). Criterios para la construcción sostenible de una
vivienda de interés social con extructura mixta, a partir del uso del cartón Tetrapak
y estructura metálica.. (Tesis de grado). Universidad Central del Ecuador. Quito,
Ecuador.
CRESPO, A. S. (2015). Construcción de mampostería de bloque de pómez, mediante la
prefabricación de macro elementos modulares. (Tesis del grado de Maestría).
Universidad de Cuenca. Cuenca, Ecuador.
CYNAR PLC. (2006). Obtenido de http://www.cynarplc.com/
DP3E (Diseño y producción de etiquetas, envases y empaques). (s.f.). Tetra Pak. Obtenido
de http://dp3e.weebly.com/tetra-pack.html
ESTRELLA, F. (2013). Diseño de una planta para recuperación de aluminio de envases
multicapa mediante lixiviación con solventes orgánicos y fundición. (Tesis de
grado). Escuela Politécnica Nacional. Quito, Ecuador.
FLORES, H. (2014). Hormigones de alta resistencia (f´c = 53MPa) Utilizando agregados
del sector de pifo y cemento armaduro especial-lafarge. (Tesis de grado).
Universidad Central del Ecuador. Quito, Ecuador.
FONSECA, A. (2015). El hormigón de baja densidad y su aplicación en bloques para la
construcción de viviendas. (Tesis de grado). Universidad Técnica de Ambato.
Ambato, Ecuador.
GAGGINO, R. (2009). Ladrillos y placas prefabricadas con plásticos reciclados aptos
para la autoconstrucción. INVI, 63. Argentina.
IMCYC. (2001). Fabricación de bloques de concreto. México.
INSTITUTO CHILENO DEL CEMENTO Y HORMIGÓN. (1985). Prefabricación de
elementos sencillos de hormigón. Santiago de Chile: I. Ch. C.H. Santiago, Chile.
KIRNOSOV, V. (1985). Medición de fuerza y dureza. Editorial: Pueblo y Educación. La
Habana, Cuba.
MUÑOZ, R. (2016). Ventajas del uso del ladrillo ecológico en la construcción frente al
bloque de hormigón, utilizando residuos de maíz en la parroquía de "Calacalí",
noroccidente de quito. (Tesis de grado). Universidad Técnica Equinoccial. Quito,
Ecuador.

153
NTE INEN 152. (2012). Cemento portland. Requisitos. Quito, Ecuador.
NTE INEN 156. (2009). Cemento Hidráulico. Determinación de la densidad. Quito,
Ecuador.
NTE INEN 157. (2009). Cemento Hidráulico. determinación de la consistencia normal.
Método de Vicat. Quito, Ecuador.
NTE INEN 158. (2009). Cemento hidráulico. determinación del tiempo de fraguado.
Método de Vicat. Quito, Ecuador.
NTE INEN 2502. (2009). Cemento hidráulico. determinación del flujo de mortero. Quito,
Ecuador.
NTE INEN 2566. (2010). Reducción de muestras a tamaño de ensayo. Quito, Ecuador.
NTE INEN 2619. (2012). Bloques Huecos de Hormigón, Unidades relacionadas y prismas
para mampostería. refrentado para el ensayo a compresión. Quito, Ecuador.
NTE INEN 3066. (2016). Bloques de Hormigón. Requisitos y Métodos de ensayo. Quito,
Ecuador.
NTE INEN 488. (2009). Cemento Hidráulico. determinación de la resistencia a la
compresión de morteros en cubos de 50 mm de Arista. Quito, Ecuador.
NTE INEN 490. (2011). Cementos Hidráulicos Compuestos. Requisitos. Quito, Ecuador.
NTE INEN 855. (2010). Áridos. determinación de la masa unitaria (peso Volumétrico) y
el porcentaje de vacíos. Quito, Ecuador.
NTE INEN 856. (2010). Áridos. determinación de la densidad relativa y absorción del
árido fino.. Quito, Ecuador.
NTE INEN 857. (2010). Áridos. Determinación de la densidad, densidad relativa
(Gravedad específica) y absorción del árido grueso. Quito, Ecuador.
NTE INEN 858. (2010). Áridos. Determinación de la masa unitaria (Peso Volumétrico) y
el porcentaje de vacíos. Quito, Ecuador.
NTE INEN 872. (2011). Áridos para hormigón. Requisitos. Quito, Ecuador.
ORELLA, N., & SERRANO, M. (2015). Reutilización de polímeros como alternativa
socio ambiental y económica en la elaboración de Eco Bloques. (Tesis de grado).
Universidad de Cuenca. Cuenca, Ecuador.
154
REVISTA LÍDERES. (2012). Tetra Pak y Ecuaplastic se unen para cuidar el ambiente.
Líderes. Quito, Ecuador. Recuperado de http://www.revistalideres.ec/lideres/tetra-
pak-ecuaplastic-unen-cuidar.html
REVISTA PESQUISA FAPESP. (2002). Concreto expandido. Brasil, Recuperado de
http://revistapesquisa.fapesp.br/es/2002/11/01/concreto-expandido-2/
RODRÍGUEZ, S., SÁNZ, E. (1997). Tema 11: Los plásticos. (1ª edción). Madrid, España.
ROSALES, L. (2016). Caracterización de polialuminio y aluminio (Al), recuperado a
partir de envases de Tetra Pak, por microscopías y análisis térmicos. (Tesis de
grado). Universidad Autónoma del Estado de México. Tianguistenco, México.
RUBIO, M., & TOSCANO, L. (2017). Diseño de bloques de alivianamiento con vidrio
triturado, reciclado. (Tesis de grado). Universidad Central del Ecuador. Quito,
Ecuador.
SILVA, J. (2016). Diseño de un proceso para la elaboración de placas de polialuminio.
(Tesis de grado). Uviversidad Nacional de Trujillo. Trujillo, Perú.
TECNOLOGÍA DE PLÁSTICOS. (2011). Extrusión de materiales plásticos. Lanús,
Argentina. Recuperado de
http://tecnologiadelosplasticos.blogspot.com/2011/03/extrusion-de-materiales-
plasticos.html
TETRA PAK. (2016). Tetra Pak logra recuperar y reciclar cerca de 67 millones de
envases puestos en el mercado. Quito, Ecuador. Recuperado de Tetra Pak:
http://www.tetrapak.com/ec/about/newsarchive/tetra-pak-logra-recuperar-y-
reciclar-cerca-de-67-millones-de-envases-puestos-en-el-mercado
UNACEM. (2015). Ficha técnica SELVALEGRE PLUS. Quito, Ecuador.
UNIVERSIDAD DE OVIEDO. (s.f.). Tema 8: Materiales poliméricos de mayor interés
industrial. (Apuntes). Universidad de Oviedo. Oviedo, España.
WUNSCH, J.R. (2000). Polystyrene - Synthesis, Production and Applications.
ZAMBRANO, A. (2016). Estudio de las características físico-mecánicas de los bloques
de hormigón con fibra de cabuya. (Tesis de grado). Universidad Central del Ecuador.
Quito, Ecuador.

155
ZENIL, A. (2011). Pontencial de reciclaje de envases multicapas de las estaciones de
transferencia Coyoacán y Xochimilco del Distrito Federal. (Tesis del grado de
Maestría). Universidad Nacional Autónoma de México. México.

156
ANEXOS
ANEXO A: ENSAYOS DE COLORIMETRÍA DE MATERIALES
A.1 INFORME DE DETERMINACIÓN DE IMPUREZAS ORGÁNICAS EN EL
AGREGADO FINO
NORMA ASTM C 40
NORMA INEN 855
Datos Generales
Material: Polvo azul
Origen: Cantera Fucusucu
Ubicación: San Antonio de Pichincha - Pichincha
Fecha de Muestreo: 13 de junio del 2017
Fecha de Ensayo: 14 de junio del 2017
Resultados del ensayo
COMPARADOR DEL COLOR
Color de acuerdo a
la Escala de Gardner 5
Número de orden en
el comparador 1
Observación
Presenta una nula
cantidad de materia
orgánica.

157
A.2 INFORME DE DETERMINACIÓN DE IMPUREZAS ORGÁNICAS EN EL
AGREGADO GRUESO
NORMA ASTM C 40
NORMA INEN 855
Datos Generales
Material: Chasqui
Origen: Cantera El Boliche
Ubicación: Cotopaxi
Fecha de Muestreo: 13 de junio del 2017
Fecha de Ensayo: 14 de junio del 2017
Resultados del ensayo
COMPARADOR DEL COLOR
Color de acuerdo a
la Escala de Gardner 14
Número de orden en
el comparador 4
Observación
Presenta materia
orgánica en altas
cantidades.
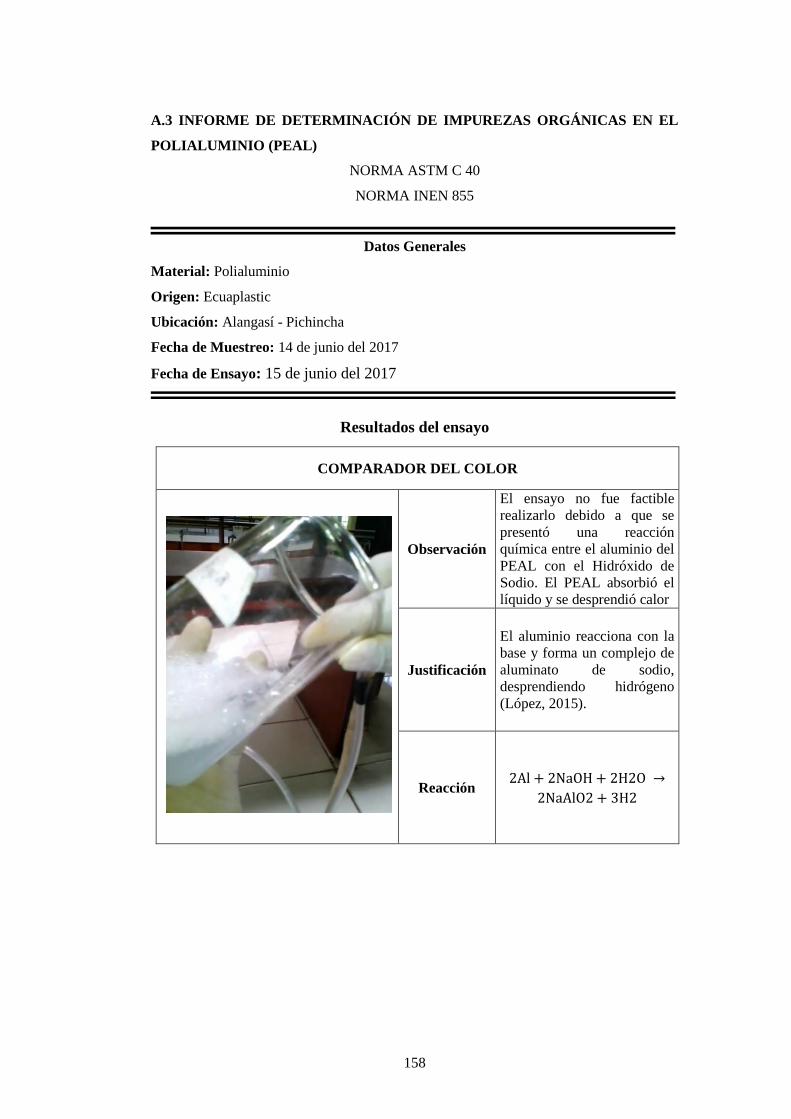
158
A.3 INFORME DE DETERMINACIÓN DE IMPUREZAS ORGÁNICAS EN EL
POLIALUMINIO (PEAL)
NORMA ASTM C 40
NORMA INEN 855
Datos Generales
Material: Polialuminio
Origen: Ecuaplastic
Ubicación: Alangasí - Pichincha
Fecha de Muestreo: 14 de junio del 2017
Fecha de Ensayo: 15 de junio del 2017
Resultados del ensayo
COMPARADOR DEL COLOR
Observación
El ensayo no fue factible
realizarlo debido a que se
presentó una reacción
química entre el aluminio del
PEAL con el Hidróxido de
Sodio. El PEAL absorbió el
líquido y se desprendió calor
Justificación
El aluminio reacciona con la
base y forma un complejo de
aluminato de sodio,
desprendiendo hidrógeno
(López, 2015).
Reacción 2Al + 2NaOH + 2H2O →
2NaAlO2 + 3H2
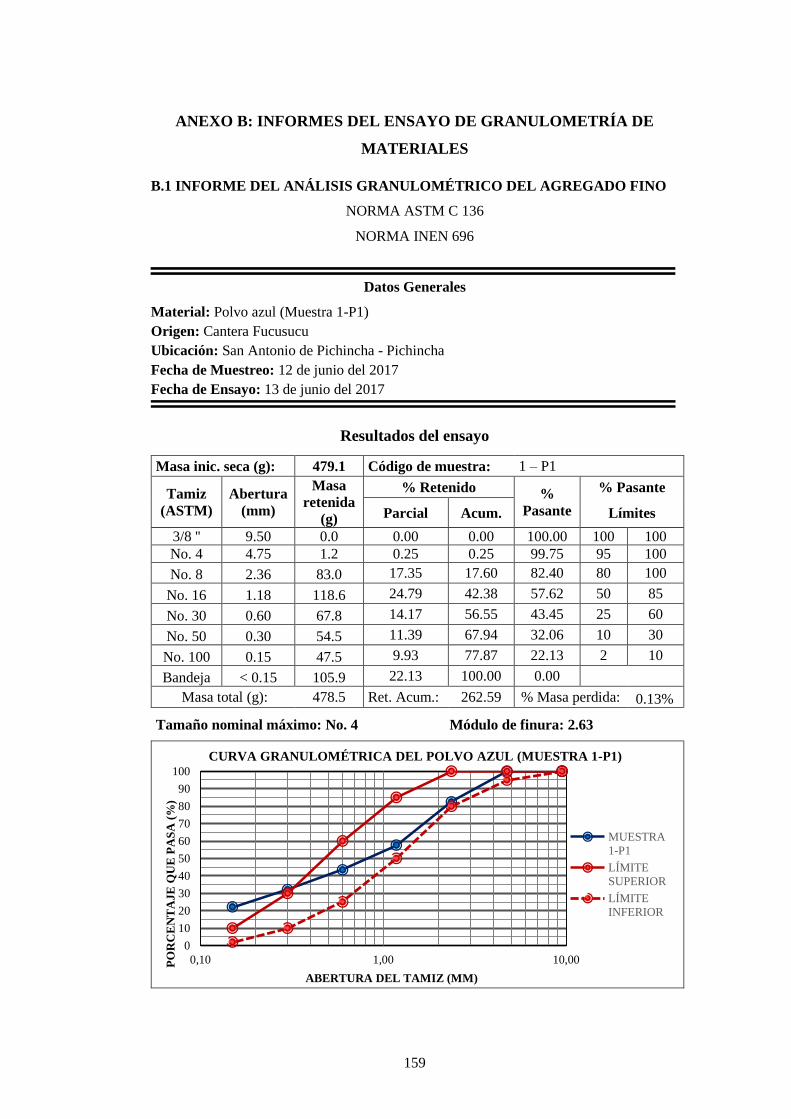
159
ANEXO B: INFORMES DEL ENSAYO DE GRANULOMETRÍA DE
MATERIALES
B.1 INFORME DEL ANÁLISIS GRANULOMÉTRICO DEL AGREGADO FINO
NORMA ASTM C 136
NORMA INEN 696
Datos Generales
Material: Polvo azul (Muestra 1-P1)
Origen: Cantera Fucusucu
Ubicación: San Antonio de Pichincha - Pichincha
Fecha de Muestreo: 12 de junio del 2017
Fecha de Ensayo: 13 de junio del 2017
Resultados del ensayo
Masa inic. seca (g): 479.1 Código de muestra: 1 – P1
Tamiz
(ASTM)
Abertura
(mm)
Masa
retenida
(g)
% Retenido %
Pasante
% Pasante
Parcial Acum. Límites
3/8 '' 9.50 0.0 0.00 0.00 100.00 100 100
No. 4 4.75 1.2 0.25 0.25 99.75 95 100
No. 8 2.36 83.0 17.35 17.60 82.40 80 100
No. 16 1.18 118.6 24.79 42.38 57.62 50 85
No. 30 0.60 67.8 14.17 56.55 43.45 25 60
No. 50 0.30 54.5 11.39 67.94 32.06 10 30
No. 100 0.15 47.5 9.93 77.87 22.13 2 10
Bandeja < 0.15 105.9 22.13 100.00 0.00
Masa total (g): 478.5 Ret. Acum.: 262.59 % Masa perdida: 0.13%
Tamaño nominal máximo: No. 4 Módulo de finura: 2.63
0
10
20
30
40
50
60
70
80
90
100
0,10 1,00 10,00PO
RC
EN
TA
JE
QU
E P
AS
A (
%)
ABERTURA DEL TAMIZ (MM)
MUESTRA
1-P1
LÍMITE
SUPERIOR
LÍMITE
INFERIOR
CURVA GRANULOMÉTRICA DEL POLVO AZUL (MUESTRA 1-P1)
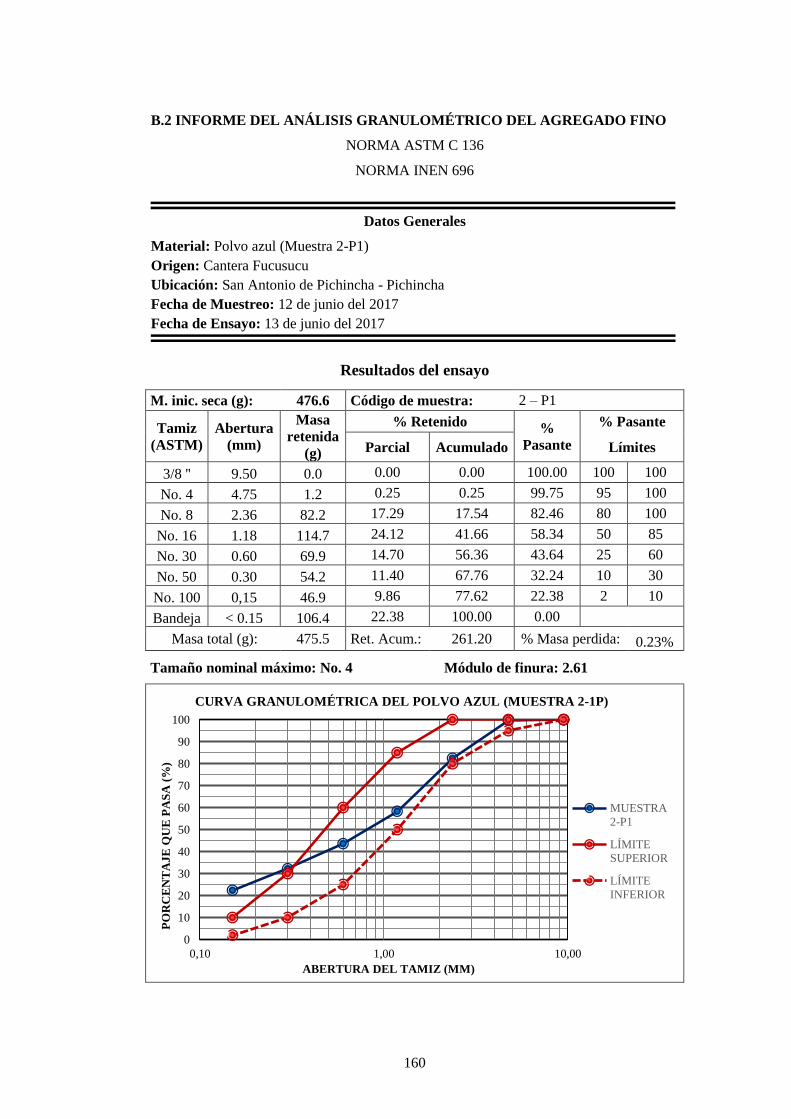
160
B.2 INFORME DEL ANÁLISIS GRANULOMÉTRICO DEL AGREGADO FINO
NORMA ASTM C 136
NORMA INEN 696
Datos Generales
Material: Polvo azul (Muestra 2-P1)
Origen: Cantera Fucusucu
Ubicación: San Antonio de Pichincha - Pichincha
Fecha de Muestreo: 12 de junio del 2017
Fecha de Ensayo: 13 de junio del 2017
Resultados del ensayo
M. inic. seca (g): 476.6 Código de muestra: 2 – P1
Tamiz
(ASTM)
Abertura
(mm)
Masa
retenida
(g)
% Retenido %
Pasante
% Pasante
Parcial Acumulado Límites
3/8 '' 9.50 0.0 0.00 0.00 100.00 100 100
No. 4 4.75 1.2 0.25 0.25 99.75 95 100
No. 8 2.36 82.2 17.29 17.54 82.46 80 100
No. 16 1.18 114.7 24.12 41.66 58.34 50 85
No. 30 0.60 69.9 14.70 56.36 43.64 25 60
No. 50 0.30 54.2 11.40 67.76 32.24 10 30
No. 100 0,15 46.9 9.86 77.62 22.38 2 10
Bandeja < 0.15 106.4 22.38 100.00 0.00
Masa total (g): 475.5 Ret. Acum.: 261.20 % Masa perdida: 0.23%
Tamaño nominal máximo: No. 4 Módulo de finura: 2.61
0
10
20
30
40
50
60
70
80
90
100
0,10 1,00 10,00
PO
RC
EN
TA
JE
QU
E P
AS
A (
%)
ABERTURA DEL TAMIZ (MM)
MUESTRA
2-P1
LÍMITE
SUPERIOR
LÍMITE
INFERIOR
CURVA GRANULOMÉTRICA DEL POLVO AZUL (MUESTRA 2-1P)

161
B.3 INFORME DEL ANÁLISIS GRANULOMÉTRICO DEL AGREGADO
GRUESO
NORMA ASTM C 136
NORMA INEN 696
Datos Generales
Material: Chasqui (Muestra 1-C1)
Origen: Cantera El Boliche
Ubicación: Cotopaxi
Fecha de Muestreo: 12 de junio del 2017
Fecha de Ensayo: 13 de junio del 2017
Resultados del ensayo
Masa inic. seca (g): 1005.2 Código de muestra: 1 – C1
Tamiz
(ASTM)
Abertura
(mm)
Masa
retenida
(g)
% Retenido %
Pasante
% Pasante
Parcial Acumulado Límites
1/2 '' 12.50 45.2 4.50 4.50 95.50 100 100
3/8 '' 9.50 41.2 4.10 8.60 91.40 100 100
No. 4 4.75 164.9 16.42 25.02 79.98 95 100
No. 8 2.36 241.9 24.09 49.11 50.89 80 100
No. 16 1.18 228.1 22.71 71.82 28.18 50 85
No. 30 0.60 211.5 21.06 92.88 7.12 25 60
No. 50 0.30 42.5 4.23 97.11 2.89 10 30
No. 100 0,15 6.9 0.69 97.80 2.20 2 10
Bandeja < 0.15 22.1 2.20 100.00 0.00
Masa total (g): 1004.3 Ret. Acum.: 442.35 % Masa perdida: 0.09%
Tamaño nominal máximo: 3/8’’ Módulo de finura: 4.42
0
10
20
30
40
50
60
70
80
90
100
0,10 1,00 10,00
PO
RC
EN
TA
JE
QU
E P
AS
A (
%)
ABERTURA DEL TAMIZ (MM)
MUESTRA
1-C1
LÍMITE
SUPERIOR
LÍMITE
INFERIOR
CURVA GRANULOMÉTRICA DE CHASQUI (MUESTRA 1-C1)
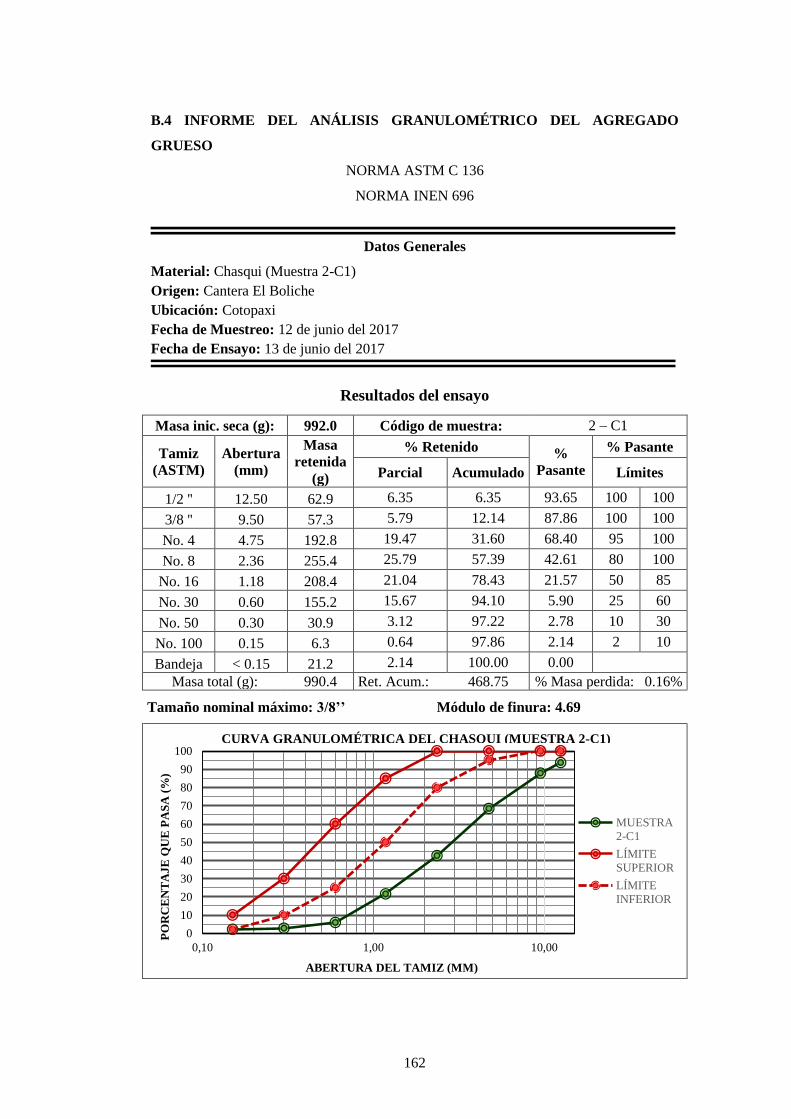
162
B.4 INFORME DEL ANÁLISIS GRANULOMÉTRICO DEL AGREGADO
GRUESO
NORMA ASTM C 136
NORMA INEN 696
Datos Generales
Material: Chasqui (Muestra 2-C1)
Origen: Cantera El Boliche
Ubicación: Cotopaxi
Fecha de Muestreo: 12 de junio del 2017
Fecha de Ensayo: 13 de junio del 2017
Resultados del ensayo
Masa inic. seca (g): 992.0 Código de muestra: 2 – C1
Tamiz
(ASTM)
Abertura
(mm)
Masa
retenida
(g)
% Retenido %
Pasante
% Pasante
Parcial Acumulado Límites
1/2 '' 12.50 62.9 6.35 6.35 93.65 100 100
3/8 '' 9.50 57.3 5.79 12.14 87.86 100 100
No. 4 4.75 192.8 19.47 31.60 68.40 95 100
No. 8 2.36 255.4 25.79 57.39 42.61 80 100
No. 16 1.18 208.4 21.04 78.43 21.57 50 85
No. 30 0.60 155.2 15.67 94.10 5.90 25 60
No. 50 0.30 30.9 3.12 97.22 2.78 10 30
No. 100 0.15 6.3 0.64 97.86 2.14 2 10
Bandeja < 0.15 21.2 2.14 100.00 0.00
Masa total (g): 990.4 Ret. Acum.: 468.75 % Masa perdida: 0.16%
Tamaño nominal máximo: 3/8’’ Módulo de finura: 4.69
0
10
20
30
40
50
60
70
80
90
100
0,10 1,00 10,00
PO
RC
EN
TA
JE
QU
E P
AS
A (
%)
ABERTURA DEL TAMIZ (MM)
MUESTRA
2-C1
LÍMITE
SUPERIOR
LÍMITE
INFERIOR
CURVA GRANULOMÉTRICA DEL CHASQUI (MUESTRA 2-C1)

163
B.5 INFORME DEL ANÁLISIS GRANULOMÉTRICO DEL POLIALUMINIO
(PEAL)
NORMA ASTM C 136
NORMA INEN 696
Datos Generales
Material: Polialuminio (PEAL) (Muestra 1-A1)
Origen: Ecuaplastic
Ubicación: Alangasí - Pichincha
Fecha de Muestreo: 05 de julio del 2017
Fecha de Ensayo: 05 de julio del 2017
Resultados del ensayo
Masa inic. seca (g): 516.2 Código de muestra: 1 – A1
Tamiz
(ASTM)
Abertura
(mm)
Masa
retenida
(g)
% Retenido %
Pasante
% Pasante
Parcial Acumulado Límites
3/8 '' 9.50 0.7 0.14 0.14 99.86 100 100
No. 4 4.75 66.9 12.98 13.11 86.89 95 100
No. 8 2.36 243.7 47.27 60.39 39.61 80 100
No. 16 1.18 135.8 26.34 86.73 13.27 50 85
No. 30 0.60 39.1 7.58 94.32 5.68 25 60
No. 50 0.30 22.1 4.29 98.60 1.40 10 30
No. 100 0.15 4.8 0.93 99.53 0.47 2 10
Bandeja < 0.15 2.4 0.47 100.00 0.00
Masa total (g): 515.5 Ret. Acum.: 452.82 % Masa perdida: 0.14%
Tamaño nominal máximo: No. 4 Módulo de finura: 4.53
0
10
20
30
40
50
60
70
80
90
100
0,10 1,00 10,00
PO
RC
EN
TA
JE
QU
E P
AS
A (
%)
ABERTURA DEL TAMIZ (MM)
MUESTRA
1-A1
LÍMITE
SUPERIOR
LÍMITE
INFERIOR
CURVA GRANULOMÉTRICA DEL POLIALUMINIO (MUESTRA 1-A1)

164
B.6 INFORME DEL ANÁLISIS GRANULOMÉTRICO DEL POLIETILENO
(PEBD)
NORMA ASTM C 136
NORMA INEN 696
Datos Generales
Material: Polietileno (PEBD) (Muestra 1-L1)
Origen: Ecuaplastic
Ubicación: Alangasí - Pichincha
Fecha de Muestreo: 03 de julio del 2017
Fecha de Ensayo: 03 de julio del 2017
Resultados del ensayo
Masa inic. seca (g): 501.5 Código de muestra: 1 – L1
Tamiz
(ASTM)
Abertura
(mm)
Masa
retenida
(g)
% Retenido %
Pasante
% Pasante
Parcial Acumulado Límites
3/8 '' 9.50 3.7 0.74 0.74 99.26 100 100
No. 4 4.75 77.1 15.39 16.13 83.87 95 100
No. 8 2.36 263.5 52.61 68.74 31.26 80 100
No. 16 1.18 131.3 26.21 94.95 5.05 50 85
No. 30 0.60 22.6 4.51 99.46 0.54 25 60
No. 50 0.30 2.2 0.44 99.90 0.10 10 30
No. 100 0.15 0.4 0.08 99.98 0.02 2 10
Bandeja < 0.15 0.1 0.02 100.00 0.00
Masa total (g): 500.9 Ret. Acum.: 479.90 % Masa perdida: 0.12%
Tamaño nominal máximo: 3/8’’ Módulo de finura: 4.80
0
10
20
30
40
50
60
70
80
90
100
0,10 1,00 10,00
PO
RC
EN
TA
JE
QU
E P
AS
A (
%)
ABERTURA DEL TAMIZ (MM)
MUESTRA
1-L1
LÍMITE
SUPERIOR
LÍMITE
INFERIOR
CURVA GRANULOMÉTRICA DEL POLIETILENO (MUESTRA 1-L1)

165
ANEXO C: INFORMES DEL ENSAYO DE PESO ESPECÍFICO Y
CAPACIDAD DE ABSORCIÓN
C.1 INFORME DE PESO ESPECÍFICO Y CAPACIDAD DE ABSORCIÓN DEL
AGREGADO FINO
NORMA ASTM C 070
NORMA INEN 856
Datos Generales
Material: Polvo azul (Muestra 1-P3)
Origen: Cantera Fucusucu
Ubicación: San Antonio de Pichincha - Pichincha
Fecha de Muestreo: 13 de junio del 2017
Fecha de Ensayo: 14 de junio del 2017
Resultados del ensayo
PESO ESPECÍFICO DEL AGREGADO FINO (POLVO AZUL)
Parámetro Medida
1 Masa de picnómetro + Polvo azul SSS (g) 650.6
2 Masa de picnómetro (g) 150.8
3 Masa de picnómetro calibrado 500 ml (g) 650.8
4 Masa de polvo azul en SSS (g) 500.0
5 Masa de picnómetro + Polvo azul SSS + Agua (g) 953.1
6 Volumen desalojado (cm3) 197.7
7 Peso específico en estado seco (g/cm3) 2.45
8 Peso específico en estado SSS (g/cm3) 2.53
CAPACIDAD DE ABSORCIÓN DEL AGREGADO FINO
(POLVO AZUL)
Parámetro Medida
1 Masa del Polvo azul SSS (g) 500.0
2 Masa del Polvo azul seco (g) 483.7
3 Masa de agua (g) 16.3
4 Capacidad de absorción (%) 3.37

166
C.2 INFORME DE PESO ESPECÍFICO Y CAPACIDAD DE ABSORCIÓN DEL
AGREGADO GRUESO
NORMA ASTM C 128
NORMA INEN 857
Datos Generales
Material: Chasqui (Muestra 1-C3)
Origen: Cantera El Boliche
Ubicación: Cotopaxi
Fecha de Muestreo: 26 de junio del 2017
Fecha de Ensayo: 29 de junio del 2017
Resultados del ensayo de Peso Específico
PESO ESPECÍFICO DEL CHASQUI PASANTE DEL TAMIZ No. 4
Parámetro Medida
1 Masa de picnómetro + Chasqui SSS (g) 400.50
2 Masa del chasqui en SSS (g) 250.00
3 Masa de picnómetro + Chasqui SSS + Alcohol (g) 726.50
4 Densidad del alcohol (g/cm3) 0.89
5 Volumen desalojado (cm3) 135.00
6 Peso específico en estado seco (g/cm3) 1.43
7 Peso específico en estado SSS (g/cm3) 1.85
PESO ESPECÍFICO DEL CHASQUI RETENIDO EN EL TAMIZ No. 4
8 Masa del chasqui en SSS (g) 1249.90
9 Masa del chasqui en alcohol (g) 258.50
10 Volumen desalojado (cm3) 1110.69
11 Peso específico en estado seco (g/cm3) 0.87
12 Peso específico en estado SSS (g/cm3) 1.13
INTERPOLACIÓN DE RESULTADOS DE PESO ESPECÍFICO
13 Peso específico del Chasqui fino en estado seco (g/cm3) 1.43
14 Peso específico del Chasqui fino en estado SSS (g/cm3) 1.85
15 Porcentaje del Chasqui fino (%) 76.93
16 Peso específico del Chasqui grueso en estado seco (g/cm3) 0.87
17 Peso específico del Chasqui grueso en estado SSS (g/cm3) 1.13
18 Porcentaje del Chasqui grueso (%) 23.07
19 Peso específico del Chasqui en estado seco (g/cm3) 1.30
20 Peso específico del Chasqui en estado SSS (g/cm3) 1.68

167
Resultados del ensayo de Capacidad de Absorción
CAPACIDAD DE ABSORCIÓN DEL CHASQUI PASANTE DEL
TAMIZ No. 4
Parámetro Medida
1 Masa del Chasqui fino SSS (g) 500
2 Masa del Chasqui seco (g) 386.6
3 Masa del alcohol (g) 113.4
4 Capacidad de absorción (%) 29.33
CAPACIDAD DE ABSORCIÓN DEL CHASQUI RETENIDO EN EL
TAMIZ No. 4
5 Masa del Chasqui grueso SSS (g) 1249.9
6 Masa del Chasqui seco (g) 778.6
7 Masa del alcohol (g) 471.3
8 Capacidad de absorción (%) 60.53
INTERPOLACIÓN DE RESULTADOS DE CAPACIDAD DE
ABSORCIÓN
9 Absorción del Chasqui pasante del tamiz No. 4 (%) 29.33
10 Porcentaje del Cascajo pasante del tamiz No. 4 (%) 76.93
11 Absorción del Cascajo grueso (%) 60.53
12 Porcentaje del Cascajo grueso (%) 23.07
13 Capacidad de absorción (%) 36.53

168
C.3 INFORME DE PESO ESPECÍFICO Y CAPACIDAD DE ABSORCIÓN DEL
POLIALUMINIO (PEAL)
NORMA ASTM C 070
NORMA INEN 856
Datos Generales
Material: Polialuminio (PEAL)
Origen: Ecuaplastic
Ubicación: Alangasí - Pichincha
Fecha de Muestreo: 05 de julio del 2017
Fecha de Ensayo: 07 de julio del 2017
Resultados del ensayo
PESO ESPECÍFICO DEL POLIALUMINIO
Parámetro Medida
1 Masa de picnómetro + Polialuminio SSS (g) 315.8
2 Masa de picnómetro (g) 172
3 Masa de picnómetro calibrado gasolina 500 ml (g) 541.7
4 Masa de picnómetro + Polialuminio SSS + Gasol. (g) 581.2
5 Masa del Polialuminio en SSS (g) 143.8
6 Densidad de la gasolina (g/cm3) 0.74
7 Volumen desalojado (cm3) 141.06
8 Peso específico en estado seco (g/cm3) 0.84
9 Peso específico en estado SSS (g/cm3) 1.02
CAPACIDAD DE ABSORCIÓN DEL POLIALUMINIO
Parámetro Medida
1 Masa del Poly-aluminio SSS con gasolina (g) 506.8
2 Masa del Poly-aluminio seco (g) 416.3
3 Masa de la gasolina (g) 90.5
4 Capacidad de absorción (%) 21.74

169
C.4 INFORME DE PESO ESPECÍFICO Y CAPACIDAD DE ABSORCIÓN DEL
POLIETILENO (PEBD)
NORMA ASTM C 070
NORMA INEN 856
Datos Generales
Material: Polietileno (PEBD)
Origen: Ecuaplastic
Ubicación: Alangasí - Pichincha
Fecha de Muestreo: 04 de julio del 2017
Fecha de Ensayo: 04 de julio del 2017
Resultados del ensayo
PESO ESPECÍFICO DEL POLIETILENO
Parámetro Medida
1 Masa de picnómetro + Polietileno SSS (g) 277.4
2 Masa de picnómetro (g) 172.0
3 Masa de picnómetro calibrado gasolina 500 ml (g) 541.7
4 Masa de picnómetro + Polietileno SSS + Gasol. (g) 567.2
5 Masa del Polietileno en SSS (g) 105.4
6 Densidad de la gasolina (g/cm3) 0.74
7 Volumen desalojado (cm3) 108.06
8 Peso específico (g/cm3) 0.98
El peso específico del Polietileno en estado SSS es de 0,98 g/cm3, mientras que la
capacidad de absorción es nula al ser plástico.

170
ANEXO D: INFORMES DEL ENSAYO DE DENSIDAD SUELTA Y
COMPACTA DE MATERIALES
D.1 INFORME DE DENSIDAD APARENTE SUELTA Y COMPACTADA DEL
CHASQUI
NORMA ASTM C 29
NORMA INEN 858:83
Datos Generales
Material: Chasqui
Origen: Cantera El Boliche
Ubicación: Cotopaxi
Fecha de Muestreo: 03 de julio del 2017
Fecha de Ensayo: 04 de julio del 2017
Resultados del ensayo
DENSIDAD APARENTE SUELTA
1 Recipiente vacío (g) 629.7
2 Volumen del Molde (cm3) 1000
3 Recipiente + Chasqui (m1) (g) 1290.0
4 Recipiente + Chasqui (m2) (g) 1300.4
5 Recipiente + Chasqui (m3) (g) 1290.5
6 Promedio Recipiente + Chasqui (g) = (m1+m2+m3) /3 1293.63
7 Masa del material (g) = (6) - (1) 663.93
8 Gravedad específica (Determinada en el numeral 3.5.4) 1.30
9 Peso volumétrico suelto (kg/m3) = (8) / (2) 663.93
10 Porcentaje de vacíos (%) 48.8
DENSIDAD APARENTE COMPACTADA
1 Recipiente vacío (g) 629.7
2 Volumen del Molde (cm3) 1000
3 Recipiente + Chasqui (m1) (g) 1344.0
4 Recipiente + Chasqui (m2) (g) 1341.9
5 Recipiente + Chasqui (m3) (g) 1335.2
6 Promedio Recipiente + Chasqui (g) = (m1+m2+m3) /3 1340.37
7 Masa del material (g) = (6) - (1) 710.67
8 Gravedad específica (Determinada en el numeral 3.5.4) 1.30
9 Peso volumétrico suelto (kg/m3) = (8) / (2) 710.67
10 Porcentaje de vacíos (%) 45.2

171
D.2 INFORME DE DENSIDAD APARENTE SUELTA Y COMPACTADA DEL
POLIALUMINIO (PEAL)
NORMA ASTM C 29
NORMA INEN 858:83
Datos Generales
Material: Polialuminio (PEAL)
Origen: Ecuaplastic
Ubicación: Alangasí - Pichincha
Fecha de Muestreo: 03 de julio del 2017
Fecha de Ensayo: 04 de julio del 2017
Resultados del ensayo
DENSIDAD APARENTE SUELTA
1 Recipiente vacío (g) 629.7
2 Volumen del Molde (cm3) 1000
3 Recipiente + Polialuminio (m1) (g) 1095.2
4 Recipiente + Polialuminio (m2) (g) 1095.5
5 Recipiente + Polialuminio (m3) (g) 1101.9
6 Promedio Recipiente + Polialuminio (g) = (m1+m2+m3)/3 1097.53
7 Masa del material (g) = (6) - (1) 467.83
8 Gravedad específica (Determinada en el numeral 3.5.4) 0.84
9 Peso volumétrico suelto (kg/m3) = (8) / (2) 467.83
10 Porcentaje de vacíos (%) 44.2
DENSIDAD APARENTE COMPACTADA
1 Recipiente vacío (g) 629.7
2 Volumen del Molde (cm3) 1000
3 Recipiente + Polialuminio (m1) (g) 1149.3
4 Recipiente + Polialuminio (m2) (g) 1143.3
5 Recipiente + Polialuminio (m3) (g) 1148.1
6 Promedio Recipiente + Polialuminio (g) = (m1+m2+m3)/3 1146.90
7 Masa del material (g) = (6) - (1) 517.20
8 Gravedad específica (Determinada en el numeral 3.5.4) 0.84
9 Peso volumétrico suelto (kg/m3) = (8) / (2) 517.20
10 Porcentaje de vacíos (%) 38.3
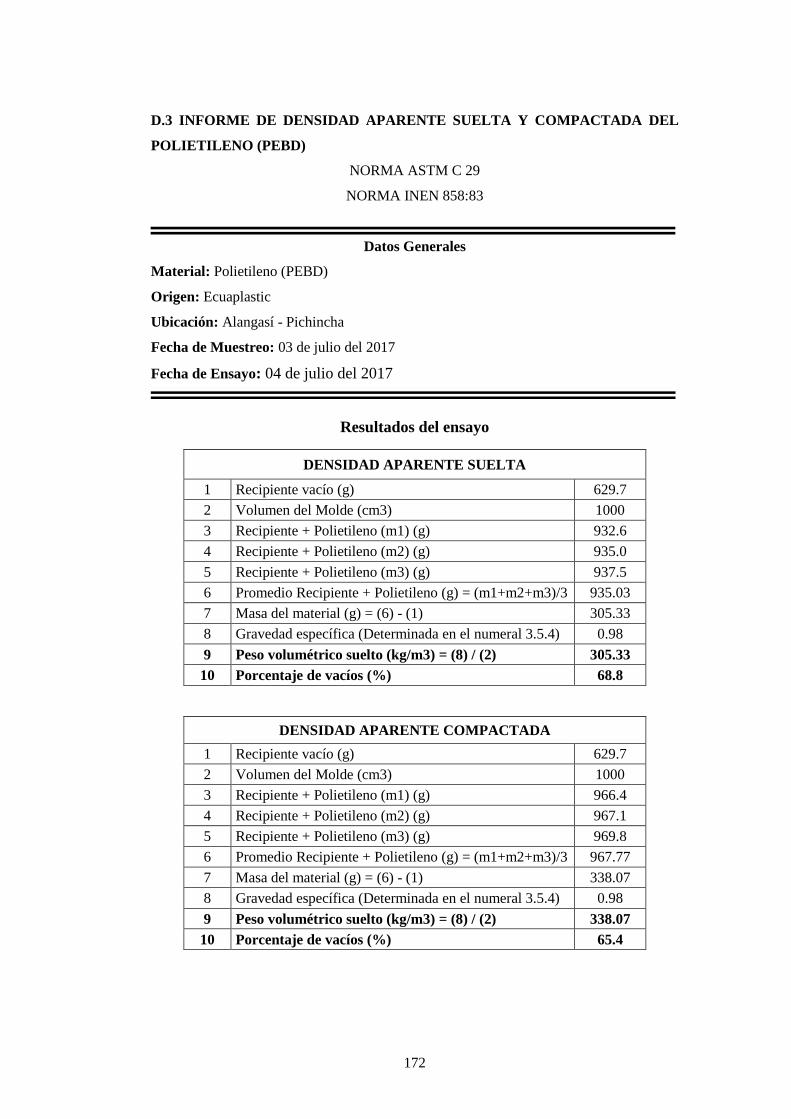
172
D.3 INFORME DE DENSIDAD APARENTE SUELTA Y COMPACTADA DEL
POLIETILENO (PEBD)
NORMA ASTM C 29
NORMA INEN 858:83
Datos Generales
Material: Polietileno (PEBD)
Origen: Ecuaplastic
Ubicación: Alangasí - Pichincha
Fecha de Muestreo: 03 de julio del 2017
Fecha de Ensayo: 04 de julio del 2017
Resultados del ensayo
DENSIDAD APARENTE SUELTA
1 Recipiente vacío (g) 629.7
2 Volumen del Molde (cm3) 1000
3 Recipiente + Polietileno (m1) (g) 932.6
4 Recipiente + Polietileno (m2) (g) 935.0
5 Recipiente + Polietileno (m3) (g) 937.5
6 Promedio Recipiente + Polietileno (g) = (m1+m2+m3)/3 935.03
7 Masa del material (g) = (6) - (1) 305.33
8 Gravedad específica (Determinada en el numeral 3.5.4) 0.98
9 Peso volumétrico suelto (kg/m3) = (8) / (2) 305.33
10 Porcentaje de vacíos (%) 68.8
DENSIDAD APARENTE COMPACTADA
1 Recipiente vacío (g) 629.7
2 Volumen del Molde (cm3) 1000
3 Recipiente + Polietileno (m1) (g) 966.4
4 Recipiente + Polietileno (m2) (g) 967.1
5 Recipiente + Polietileno (m3) (g) 969.8
6 Promedio Recipiente + Polietileno (g) = (m1+m2+m3)/3 967.77
7 Masa del material (g) = (6) - (1) 338.07
8 Gravedad específica (Determinada en el numeral 3.5.4) 0.98
9 Peso volumétrico suelto (kg/m3) = (8) / (2) 338.07
10 Porcentaje de vacíos (%) 65.4

173
ANEXO E: INFORME DEL ENSAYO DE FLUJO EN MORTEROS
NORMA ASTM C 1437
NORMA INEN 2502
Datos Generales
Temperatura del laboratorio: 25 ℃ Humedad: 65%
Fecha de Elaboración: 24 de julio del 2017
Resultados del ensayo
FLUJO Y RELACIÓN W/C DEL MORTERO CON CHASQUI
1 Medida 1 (mm) 220
2 Medida 2 (mm) 219
3 Medida 3 (mm) 220
4 Medida 4 (mm) 218
5 Promedio de las 4 medidas (mm) 219
6 Flujo del mortero (%) 119.3
7 Relación w/c 0.70
FLUJO Y RELACIÓN W/C DEL MORTERO CON POLIALIMUNIO (PEAL)
1 Medida 1 (mm) 218
2 Medida 2 (mm) 220
3 Medida 3 (mm) 219
4 Medida 4 (mm) 217
5 Promedio de las 4 medidas (mm) 219
6 Flujo del mortero (%) 118.5
7 Relación w/c 0.90
FLUJO Y RELACIÓN W/C DEL MORTERO CON POLIETILENO (PEBD)
1 Medida 1 (mm) 220
2 Medida 2 (mm) 221
3 Medida 3 (mm) 224
4 Medida 4 (mm) 221
5 Promedio de las 4 medidas (mm) 222
6 Flujo del mortero (%) 121.5
7 Relación w/c 0.80

174
ANEXO F: INFORMES DE LOS ENSAYO DE RESISTENCIA A
LACOMPRESIÓN CUBOS DE MORTEROS
F.1 INFORME DEL ENSAYO DE RESISTENCIA A LA COMPRESIÓN DE
CUBOS DE MORTERO CON CHASQUI
NORMA ASTM C 109M -07
NORMA INEN 488
Datos Generales
Material: Mortero con Chasqui
Fecha de Elaboración: 26 de julio del 2017
Resultados del ensayo
RESISTENCIA A LA COMPRESIÓN DE CUBOS DE MORTERO CON
CHASQUI
Nº
Código
de la
muestra
Edad
(días)
Dimensiones (mm) Sección
(mm²)
Carga
(KN)
Esfuerzo
(MPa)
Lado 1 Lado 2 Lado 3 Parcial Prom.
1 1C 1 50.0 51.4 50.8 2570.0 15.3 5.95 5.75
2 2C 1 49.4 50.7 49.8 2504.6 13.9 5.55
3 3C 3 50.4 50.0 50.2 2520.0 32.4 12.86 12.82
4 4C 3 50.8 49.6 50.0 2519.7 32.2 12.78
5 5C 7 51.3 51.4 51.0 2636.8 49.3 18.70 18.38
6 6C 7 49.5 50.9 51.1 2519.6 45.5 18.10
Observación: Este material tiende a grueso y fino, por lo
que aporta más resistencia al cubo.

175
F.2 INFORME DEL ENSAYO DE RESISTENCIA A LA COMPRESIÓN DE
CUBOS DE MORTERO CON POLIALUMINIO (PEAL)
NORMA ASTM C 109M -07
NORMA INEN 488
Datos Generales
Material: Mortero con Polialuminio
Fecha de Elaboración: 24 de julio del 2017
Resultados del ensayo
RESISTENCIA A LA COMPRESIÓN DE CUBOS DE MORTERO CON
POLIALUMINIO (PEAL)
Nº
Código
de la
muestra
Edad
(días)
Dimensiones (mm) Sección
(mm²)
Carga
(KN)
Esfuerzo
(MPa)
Lado 1 Lado 2 Lado 3 Parcial Prom.
1 1P 1 50,3 50,3 50,5 2530,1 0,7 0,28 0,26
2 2P 1 50,4 50,2 50,1 2530,1 0,6 0,24
3 3P 3 49,0 50,2 50,7 2459,8 0,7 0,28 0,33
4 4P 3 50,0 49,1 50,2 2455,0 0,9 0,37
5 5P 7 50,4 50,1 50,1 2525,0 1,1 0,40 0,47
6 6P 7 51,3 49,5 50,2 2539,4 1,3 0,50
Observación: Se observó una reacción entre el cemento
y el PEAL, sufriendo una expansión considerable del
mortero antes del fraguado. La reacción produjo un
escape de burbujas de gas, dándole una consistencia
porosa al cubo.

176
F.3 INFORME DEL ENSAYO DE RESISTENCIA A LA COMPRESIÓN DE
CUBOS DE MORTERO CON POLIETILENO (PEBD)
NORMA ASTM C 109M -07
NORMA INEN 488
Datos Generales
Material: Mortero con Polietileno
Fecha de Elaboración: 25 de julio del 2017
Resultados del ensayo
RESISTENCIA A LA COMPRESIÓN DE CUBOS DE MORTERO CON
POLIETILENO (PEBD)
Nº
Código
de la
muestra
Edad
(días)
Dimensiones (mm) Sección
(mm²)
Carga
(KN)
Esfuerzo
(MPa)
Lado 1 Lado 2 Lado 3 Parcial Prom.
1 1L 1 50,0 50,2 50,3 2510,0 1,2 0,48
0,52 2 2L 1 50,1 50,1 50,5 2510,0 1,2 0,48
3 3L 1 50,1 50,0 50,1 2505,0 1,5 0,60
4 4L 3 49,4 50,6 50,9 2499,6 3,7 1,48
1,65 5 5L 3 50,9 50,9 49,8 2590,8 4,4 1,70
6 6L 3 50,9 50,0 51,1 2545,0 4,5 1,77
7 7L 7 49,8 48,7 51,1 2425,3 5,5 2,27
2,23 8 8L 7 50,0 48,3 49,0 2415,0 5,3 2,19
9 9L 7 50,4 48,9 50,1 2464,6 5,5 2,23
Observación: Los cubos de polietileno son muy livianos
y de poca resistencia. Debido a que este material tiende a
grano grueso, y que en los cubos se utilizó material fino
no podría decirse que ésta sea su resistencia real. Se
concluye que sus partículas más finas pasantes del N°30
no aportan con resistencia.

177
ANEXO G: INFORMES DE LOS ENSAYOS CARACTERÍSTICOS DEL
CEMENTO
G.1 INFORME DEL ENSAYO DE DENSIDAD DEL CEMENTO
NORMA ASTM C 188
NORMA INEN 156
Datos Generales
Marca: Selvalegre Plus
Tipo: Puzolánico tipo IP
Fecha de Elaboración: 29 de septiembre del 2017
Resultados del ensayo
DENSIDAD DEL CEMENTO POR EL MÉTODO LE CHATELLIER
Parámetro Medida
1 Lectura inicial del frasco + Gasolina (cm3) 0.4
2 Masa inicial del frasco + Gasolina (g) 324.7
3 Lectura final del frasco + Gasolina (cm3) 22.2
4 Masa final del frasco + Gasolina (g) 388.7
5 Masa del cemento (g) 64.0
6 Volumen (cm3) 21.8
7 Densidad del cemento (g/cm3) 2.94

178
G.2 INFORME DEL ENSAYO DE CONSISTENCIA NORMAL DEL CEMENTO
NORMA ASTM C 187
NORMA INEN 157
Datos Generales
Marca: Selvalegre Plus
Tipo: Puzolánico tipo IP
Temperatura del laboratorio: 22 ℃
Humedad del laboratorio: 60 %
Fecha de Elaboración: 29 de septiembre del 2017
Resultados del ensayo
CONSISTENCIA NORMAL DEL CEMENTO A
UNA PENETRACIÓN DE 10 MM
1 Masa del cemento (g) 650
2 Masa del agua (g) 182
3 Consistencia (%) 28
G.3 INFORME DEL ENSAYO DETIEMPO DE FRAGUADO DEL CEMENTO
NORMA ASTM C 187
NORMA INEN 157
Datos Generales
Marca: Selvalegre Plus
Tipo: Puzolánico tipo IP
Fecha de Elaboración: 29 de septiembre del 2017
Resultados del ensayo
Muestra Fraguado inicial Fraguado final
(Penetración 25 mm) (Penetración 0 mm)
Cemento Selva
Alegre Plus TIPO
IP
8:32 am – 11:00 am 8:32 am – 12:22 pm
148 min 230 min

179
ANEXO H: REGISTRO FOTOGRÁFICO
Materiales y equipos de Ecuaplastic
Almacenamiento de pacas de las
láminas provenientes de los envases
multicapa de Tetrapak.
Máquina trituradora de láminas de
PEAL
Máquina Aglutinadora Vista frontal de la máquina
peletizadora ECUAPLASTIC

180
Vista Lateral de la Máquina
Peletizadora ECUAPLASTIC
Polietileno de baja densidad (PEBD)
Aglutinado
Polialuminio (PEAL) Peletizado Visita técnica a la fábrica de
ECUAPLASTIC
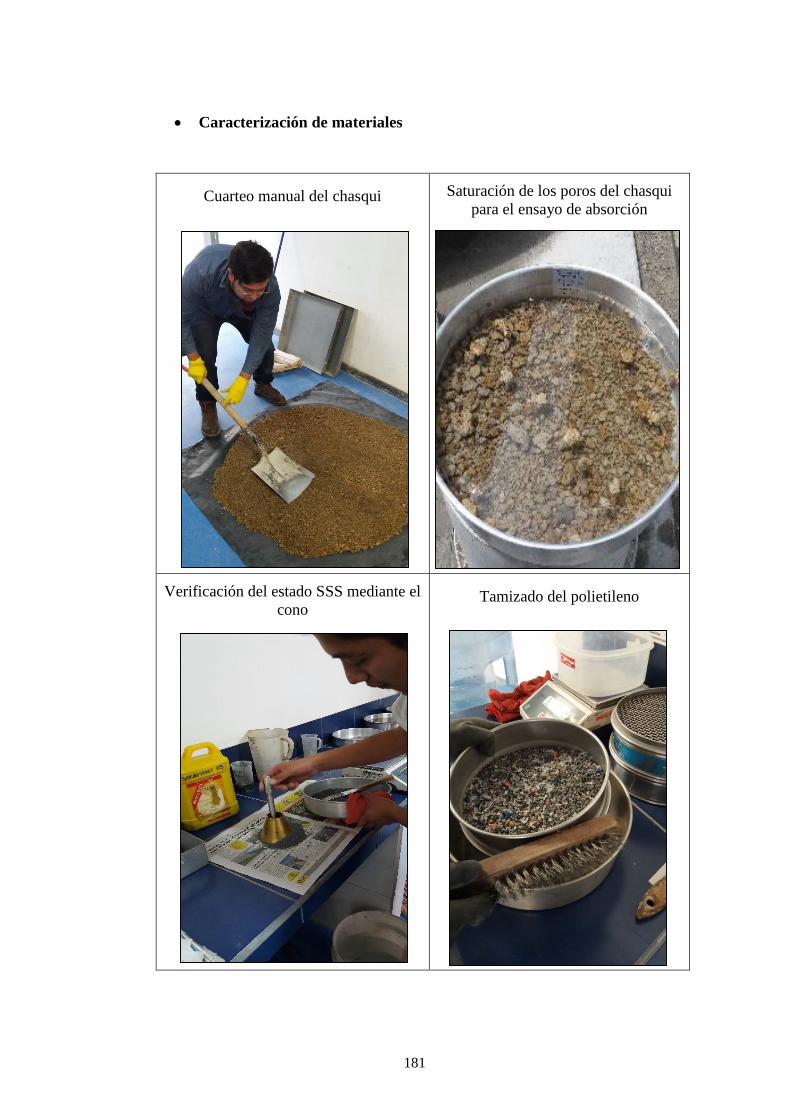
181
Caracterización de materiales
Cuarteo manual del chasqui Saturación de los poros del chasqui
para el ensayo de absorción
Verificación del estado SSS mediante el
cono Tamizado del polietileno

182
Ensayo de Densidad con el Metodo del
picnometro del polialuminio (PEAL) Masa seco al horno del polvo azul
Saturación de poros con gasolina en los materiales de polialuminio (PEAL) y
Polietileno (PEBD) para el ensayo de absorción
Obtención de las dimensiones planas en los cubos de mortero
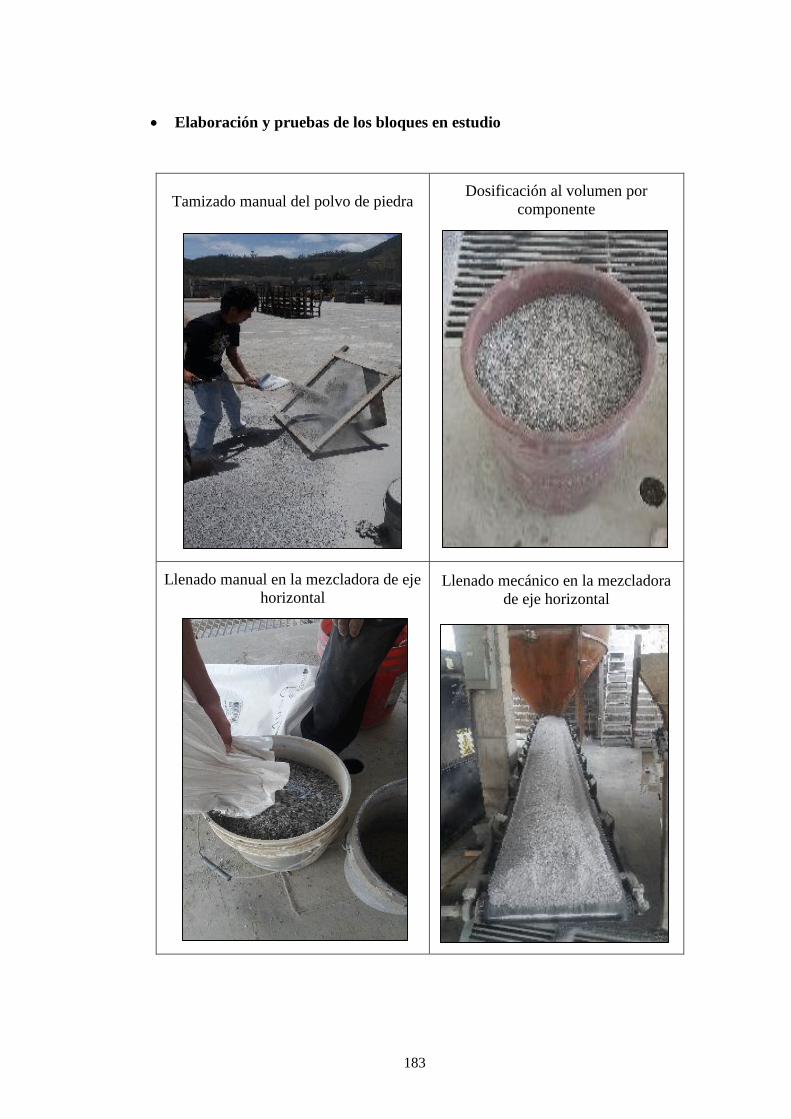
183
Elaboración y pruebas de los bloques en estudio
Tamizado manual del polvo de piedra Dosificación al volumen por
componente
Llenado manual en la mezcladora de eje
horizontal Llenado mecánico en la mezcladora
de eje horizontal
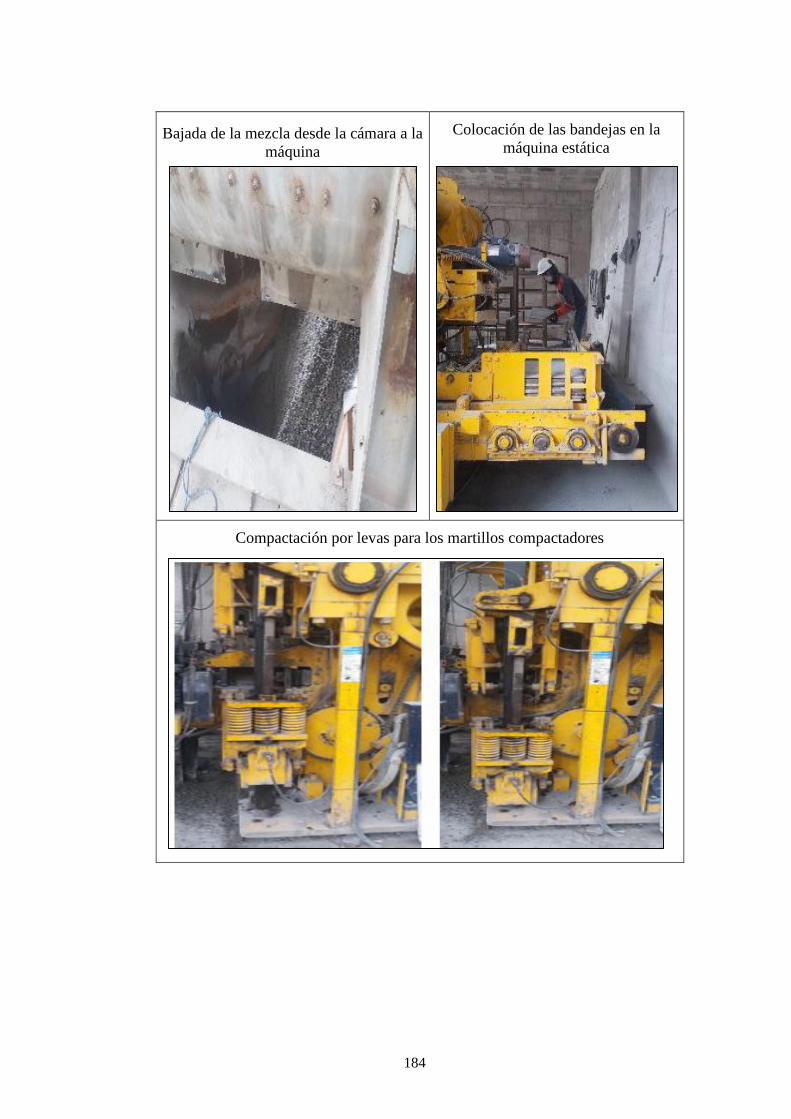
184
Bajada de la mezcla desde la cámara a la
máquina
Colocación de las bandejas en la
máquina estática
Compactación por levas para los martillos compactadores
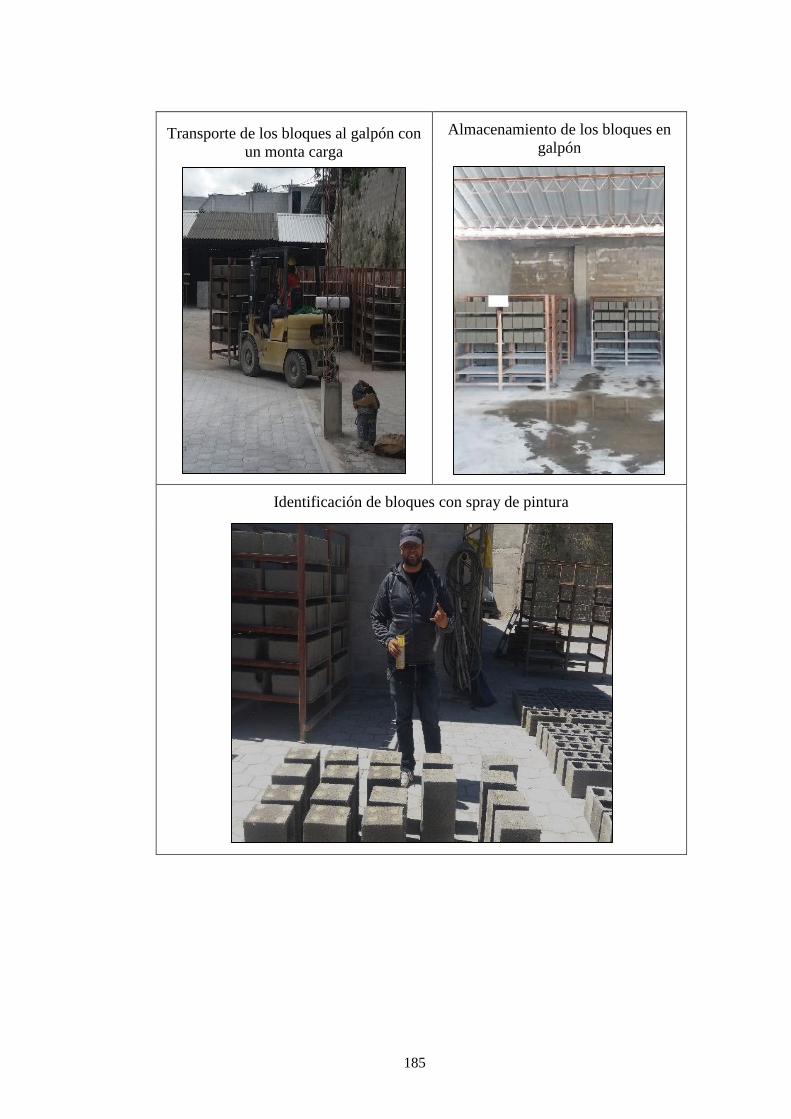
185
Transporte de los bloques al galpón con
un monta carga
Almacenamiento de los bloques en
galpón
Identificación de bloques con spray de pintura

186
Resistencia al impacto del bloque con reemplazo de 27% PEAL in situ
Refrentado de 6 mm para bloques con reemplazo de PEAL y PEBD
Fallas Tipica del bloque convencional de la fabrica SERVIBLOCK

187
Fallas Tipica del bloque con reemplazo de 41% de polialuminio (PEAL)
Fallas Tipica del bloque con reemplazo de 27% Polietileno de baja densidad
(PEBD)
Falla Tipica del bloque con reemplazo 34% Polietileno de baja Densidad PEBD

188
ANEXO I: FICHAS Y MANUALES TÉCNICOS
Manual técnico de la Vibro-compactadora Besser Dynapac
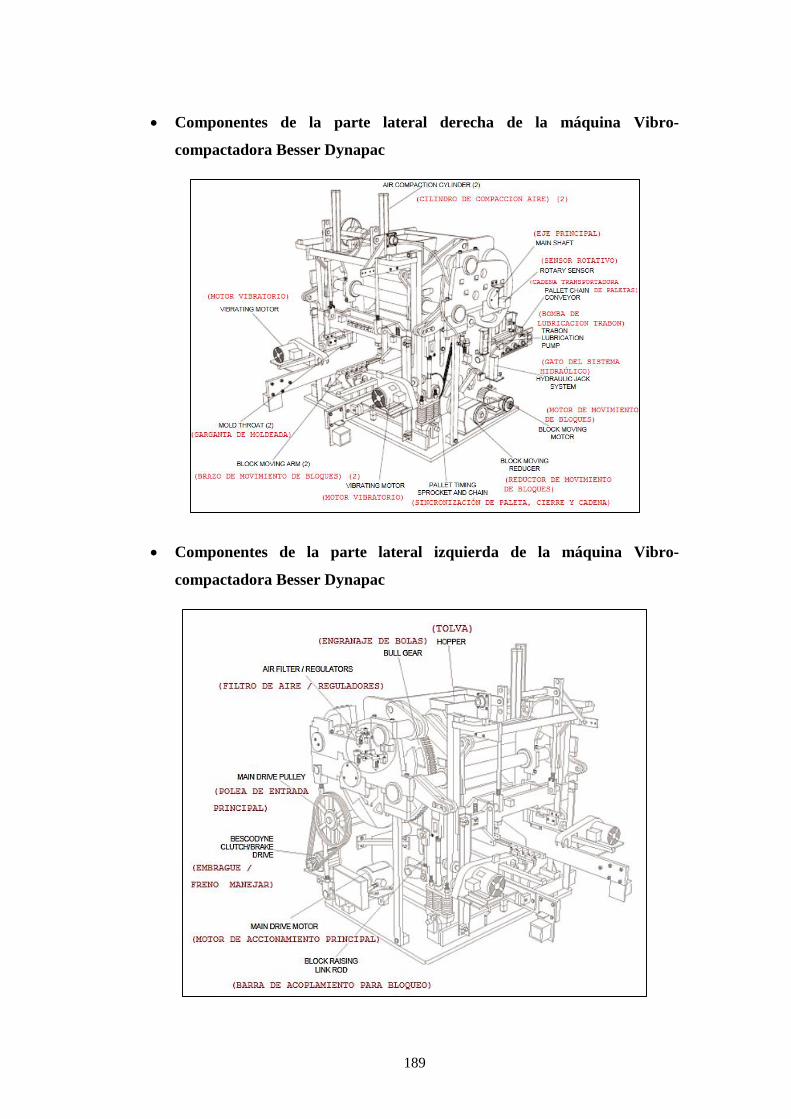
189
Componentes de la parte lateral derecha de la máquina Vibro-
compactadora Besser Dynapac
Componentes de la parte lateral izquierda de la máquina Vibro-
compactadora Besser Dynapac

190
Partes que constituyen la maquina Besser Dynapac MODEL MK.2.02
DETALLE CANTIDAD
Motores Vibradores ( t = 3 seg) 2
Martillos Compactadores ( t = 2 seg ) 1
Motor de movimiento de bloques 1
Reductor de movimiento de bloques 1
Sensor de Rotación 1
Bomba de Lubricación 1
Garganta de Moldeada 2
Brazos de Movimiento de bloques 2
Sincronizador de paletas, cierre y cadena 1
Cilindros de Compactación de Aire 2
N° DE LEVAS
MECÁNICAS DESCRIPCIÓN
1 Para Moldear
1 Para Alimentación de material a la matriz de la maquina
2 Para Desmoldar
1 Para Prensar o Compactar
Sistema de vibración Smart pac
Este sistema consta de dos motores vibradores, los cuales se regula su velocidad de
vibrado en el monitor de la Smart pac, en la cual se ajusta la velocidad de los ejes
que conforman los motores que debe ser de 2900 RPM. El sistema de vibración
Smart pac cuenta con un motor eléctrico que gira todo el tiempo y una leva activada
por la posición de cambio de aire para iniciar y detener la vibración (Manual de
operación y mantenimiento Dynapac , 1999).
Operación del sistema
Las combinaciones de hormigón y molde tienen características vibratorias únicas.
Cada uno tiene una amplitud y una frecuencia óptimas para llenar y consolidar. Las

191
unidades de hormigón se pueden fabricar a la más alta calidad en el menor tiempo
mediante la adecuación de la frecuencia y amplitud óptimas para la alimentación y
para el acabado (Manual de operación y mantenimiento Dynapac , 1999).
Amplitud
Se han establecido límites para la velocidad baja y alta de los motores para evitar el
funcionamiento fuera de los parámetros óptimos. La amplitud es ajustable de 0 a
100% de 6500 ó 9000 lb. La amplitud no se debe ajustar por debajo del 30% ya que
la vibración no se sincroniza y será errática (Manual de operación y mantenimiento
Dynapac , 1999).
Carácteristicas Técnicas de la maquina Besser Dynapac MODEL MK.2.02
Peso total 52,000 Lbs [23587 Kg]
Dimensiones de montaje de la línea de aire 3/4 "[19mm] I.D
Presión mínima de aire 80 psi [5.5 bars]
Calificación de Ruido 102 a 114 DBA
Velocidad de la máquina Hasta 10 ciclos / minuto
Capacidad de producción Hasta 1800 bloques / hora
Requerimiento mínimo del tamaño del producto 2 "de altura [51mm]
Requerimiento máximo del tamaño del producto 12 "de altura [304,8 mm]
Sistema de Vibración Smart Pac 2900 RPM/motor
Amplitud ( 6500 ó 9000 lb) Ajustar al 30%
Voltaje 575 voltios
Tablero Eléctrico 50 Herzios
Caja de Alimentación 1 unidad
Tolva de Alimentación 1 unidad
Rejilla de Agitación con un motor 1 unidad
Molde Metálico de Acople 1 unidad
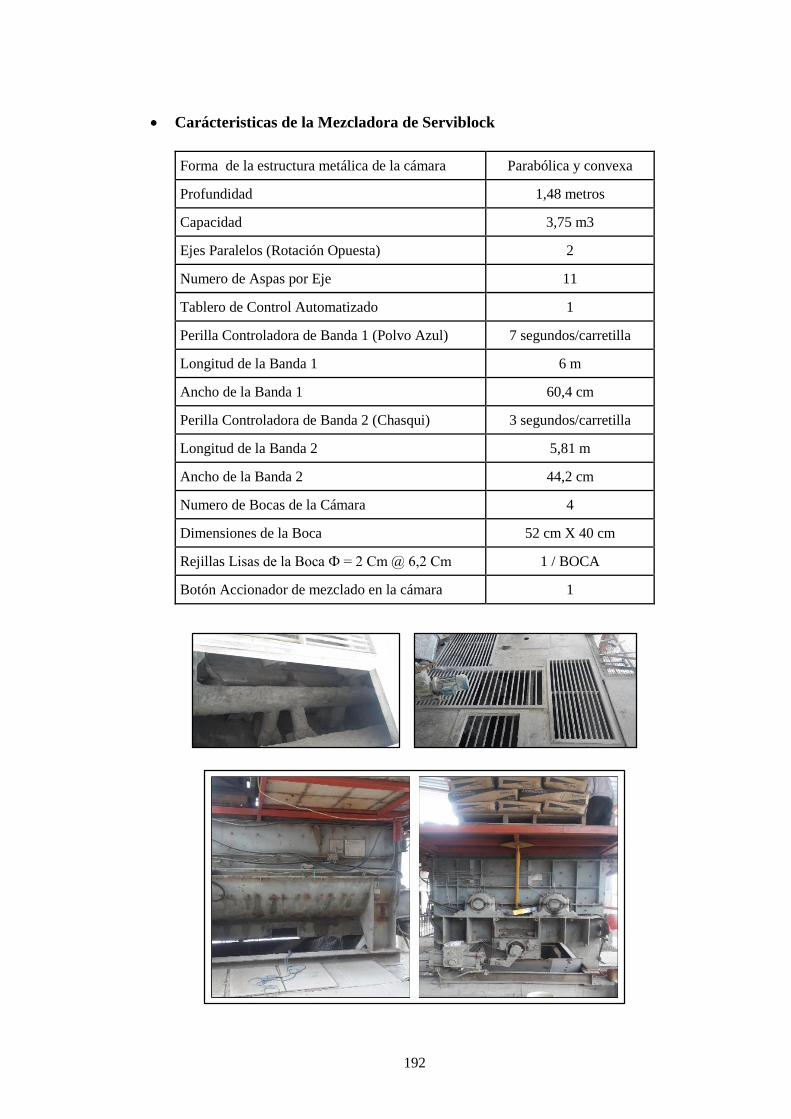
192
Carácteristicas de la Mezcladora de Serviblock
Forma de la estructura metálica de la cámara Parabólica y convexa
Profundidad 1,48 metros
Capacidad 3,75 m3
Ejes Paralelos (Rotación Opuesta) 2
Numero de Aspas por Eje 11
Tablero de Control Automatizado 1
Perilla Controladora de Banda 1 (Polvo Azul) 7 segundos/carretilla
Longitud de la Banda 1 6 m
Ancho de la Banda 1 60,4 cm
Perilla Controladora de Banda 2 (Chasqui) 3 segundos/carretilla
Longitud de la Banda 2 5,81 m
Ancho de la Banda 2 44,2 cm
Numero de Bocas de la Cámara 4
Dimensiones de la Boca 52 cm X 40 cm
Rejillas Lisas de la Boca Ф = 2 Cm @ 6,2 Cm 1 / BOCA
Botón Accionador de mezclado en la cámara 1
193
Manual de prefabricados de elementos de hormigón

194
Ficha técnica del cemento Selvalegre Plus tipo IP (2015)

195

196
Ficha técnica de cubiertas y tableros ecológicos de Ecuaplastic
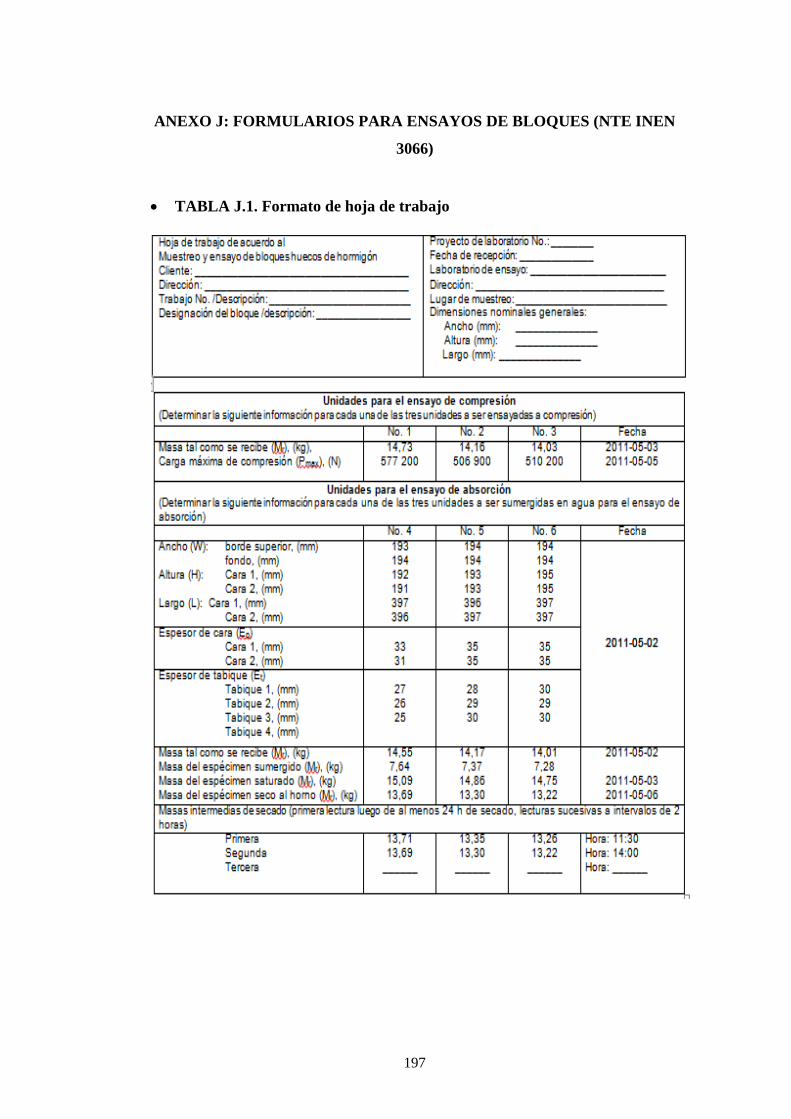
197
ANEXO J: FORMULARIOS PARA ENSAYOS DE BLOQUES (NTE INEN
3066)
TABLA J.1. Formato de hoja de trabajo
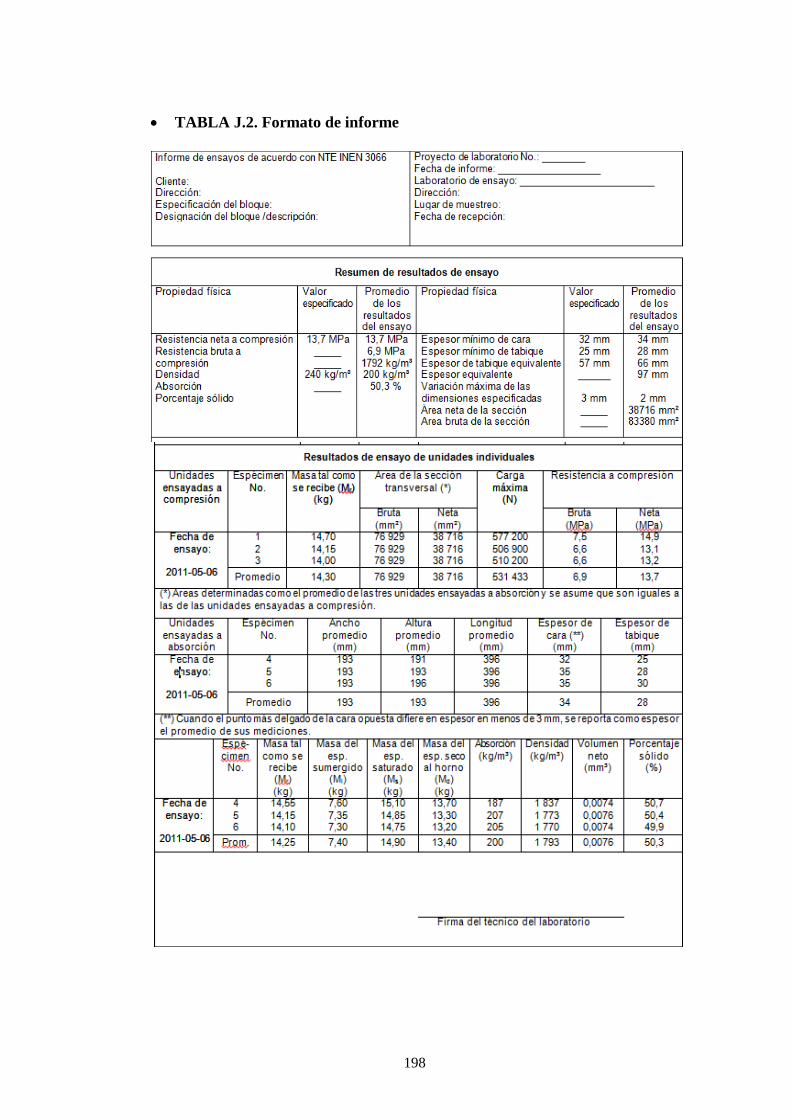
198
TABLA J.2. Formato de informe


















