UAB - ECTC 2014 PROCEEDINGS - Section 2 Page...thick) and Polyurethane (60 mm long x 10 mm wide x...
36
SECTION 2 MATERIALS UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 11
Transcript of UAB - ECTC 2014 PROCEEDINGS - Section 2 Page...thick) and Polyurethane (60 mm long x 10 mm wide x...

SECTION 2
MATERIALS
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 11

UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 12

UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 13

Proceedings of the Fourteenth Annual Early Career Technical Conference The University of Alabama, Birmingham ECTC 2014 November 1 – 2, 2014 - Birmingham, Alabama USA
DYNAMIC MECHANICAL ANALYSIS OF WOVEN FIBER-GLASS COMPOSITES WITH EMBEDDED VERTICALLY ALIGNED CARBON NANO TUBES (VACNT)
Kiyun Kim, P. Raju Mantena Department of Mechanical Engineering
The University of Mississippi University, MS, USA
Veera M. Boddu ERDC-Construction Engineering Research Laboratory
Champaign, IL, USA
ABSTRACT The dynamic mechanical behavior of woven fiber-glass
fabric layers with different Orthophilic polyester, polyurethane and epoxy based resin systems was initially characterized for obtaining their storage modulus (flexural stiffness), Tan δ (energy dissipation) and glass transition temperatures. Vertically Aligned Carbon Nano Tubes (VACNT) grown on some of the woven fiber-glass fabric layers were embedded in samples with polyester and polyurethane matrix, and the dynamic properties compared. It was found that Polyester with VACNT embedded layers exhibited lower flexural stiffness along with higher damping loss factor over the investigated temperature range. In contrast, the Polyurethane with VACNT embedded layers showed significantly higher flexural stiffness along with a lower damping loss factor.
INTRODUCTION Functionally graded materials (FGMs) are the integration
of two or multiple different materials’ ideal properties which are characterized by the variation of composition over volume. The advantages of FGMs are superior elevated-temperature properties, prevention of delamination tendencies in sandwich structures and a reduction of in-plane and transverse through the thickness stresses [1]. Due to these advantages, FGMs have experienced rapid investigations and development in engineering applications for blast, ballistic protection of building structures and other armor applications. In previous research, it was found that the VACNT forest grown on Silicon wafer exhibited significantly higher damping loss factor (tan δ), without the stiffness being affected [2]. Zeng et al. [3] observed an improvement in the flexural rigidity and damping by inserting VACNTs in between two layers of woven carbon-fiber fabrics. The resin system used in fiber reinforced composites is important for improving mechanical properties due to its inherent characteristics such as adhesion, viscosity, and interaction with fiber. Epoxy is one of the widely used resin system for fiber reinforced composites (FRC). In addition to its mechanical properties, epoxy resins have low viscosity which
facilitates easy infusion, and higher fiber interactions. The epoxy resin system is also a relatively low cost material, however, it shows poor impact properties. Some of the newly developed resin systems, such as polyurethane, offer improved mechanical properties. The objective of this study is to compare a few commercially available resin systems for fabrication of GFRPs for improved adhesion and other mechanical properties. In the current study, woven fiber-glass layers with Orthophilic polyester (PE), polyurethane (PU), and epoxy based resin systems were initially investigated for finding suitable candidate base materials for embedding with VACNT forest layers. Dynamic properties of the VACNT reinforced polyester (PE+VACNT) and polyurethane (PU+VACNT) composites are compared with the previously analyzed base samples of Orthophilic polyester (PE) and polyurethane (PU).
MATERIALS PE and PU specimen preparation: 10 layered woven glass
composites with Orthophilic polyester and Polyurethane specimens (60 mm long x 10 mm wide x 6 mm thick rectangular beam) were prepared [Figure 1] by the autoclave process at ERDC-CERL.
FG/SC epoxy specimen preparation: Epoxy based woven fiber -glass fabric reinforced composites (60 mm long x 10 mm wide x 6 mm thick rectangular beam) were similarly prepared by the autoclave process. The epoxy resin is a low viscosity two-
Figure 1. 10 layer woven fiber-glass with Orthophilic polyester (PE) sample for DMA tests
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 14

phased toughened di-glycidyl-ether of bisphenol-A (DGEBA). Four different composite samples with the following combinations were evaluated. FG1 – Glass fabric of 0.72 mm thick and 5x4 threads/inch warp-weft density FG2 – Glass fabric of 0.36 mm thick and 16x14 threads/inch warp-weft density SC15 - Cyclo-aliphatic epoxy resins SC780 –Linear-aliphatic epoxy resins
PE+VACNT and PU+VACNT specimen preparation: Orthophilic polyester (75 mm long x 13 mm wide x 6 mm thick) and Polyurethane (60 mm long x 10 mm wide x 5.5 mm thick) specimens having 3 layers of CNT grown/embedded along with 10 layers of woven fiber glass fabric [Figure 2] were fabricated by hand lay-up and compression.
Carbon nanotubes were grown on 12" by 12" sheet of desized glass fabric. Three sheets of the fabric were arranged on each of three racks in a steel chamber (~18”x18”x9”) which was heated to about 650 °C. A solution of 4% by wt. ferrocene in m-xylene was prepared to implement the floating catalyst fabrication of CNTs and fed through three inlet manifolds, each of which was externally heated to about 350 °C to vaporize the solution. Nitrogen and hydrogen, at a flow rate of 2000 and 300 cubic cm/min, respectively, carried the vapor into the reaction chamber containing the glass fabrics. The fabrics were processed for 60 min. The temperature in the reaction chamber, however, fluctuated (±50°C) significantly around 600 °C during the CNT growth process. A total ferrocene/catalyst solution of about 300-400 mL was used.
DYNAMIC MECHANICAL ANALYSIS The TA Instruments Model Q800 DMA has been used to
analyze the dynamic mechanical behavior of the rectangular cross section composite specimens made of woven glass fabric and orthophilic polyester (PE), polyurethane (PU), epoxy based composites (FG/SC), PE+VACNT and PU+VACNT. The TA Instruments Model Q800 DMA is a controlled stress with a combined motor and transducer (CMT) machine, and the displacement sensors measure strain when a force is applied by a motor. A sinusoidal stress is applied to a material and a sinusoidal strain is measured, and the phase difference, δ, is measured between the two sine waves. Several mechanical properties such as the storage modulus, the loss modulus and the tangent of phase difference (Tan δ) can be calculated from experimental raw signal: force and amplitude. Figure 3 illustrates the relationships among the mechanical properties using trigonometrical functions to calculate actual mechanical properties; the complex modulus, E*, can be calculated since modulus is stress/strain, and by knowing E* and measuring δ, the storage modulus (E’) and the loss modulus (E’’) can be determined [4]. The storage modulus (E’) relates the elastic behavior of the material and indicates the material stiffness. The loss modulus (E’’) is a representation of material’s mechanical energy dissipation through molecular motion and viscous behavior. The tangent of phase difference (Tan δ) provides information of the elastic and inelastic components since the elastic and viscous behavior can be obtained by the phase difference between stress and strain sinusoidal curve.
E* = complex modulus
E’ = E*cosδ = storage modulus E” = E*sinδ = loss modulus
Tan δ = E”/E’ = damping loss factor
For these sample materials, the three-point oscillatory bending mode was chosen as it is considered a ‘pure’ mode of flexural deformation due to the elimination of clamping effects. The specimens were simply supported at both ends which consist of a roller pin on each side with a span of 50 mm (1.97 inches), and force is applied in the middle of the span. All the specimens were subjected to 1 Hz single frequency with 10 µm mid-span displacement amplitude. A temperature ramp from ambient (30°C) to 200 °C was implemented, and the temperature was elevated with 2 °C/min steps up to the final
Figure 3. Relationships of E’, E’’ and tan δ [4]
Figure 2. PE and PU samples with 10 layers of woven fiber-glass + 3 layers of embedded VACNT
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 15

temperature. Poisson’s ratio of 0.3 is input as a constant parameter for all samples.
The DMA stiffness model for a rectangular cross-section specimen under three-point bending load condition is given [5] by Equation 1:
𝐸 = 𝐾 ∙ 𝐺
𝐾 = 𝐹𝑑
𝐺 = �𝐿3
6𝐼��1 +
610 (1 + ν) �
𝑡𝐿�
2�
𝐸′ = 𝐸𝑐𝑜𝑠δ
(1)
where E = elastic modulus, K = estimated stiffness, G = geometry factor, F = measured force, d = pre-specified amplitude, L = length (half span), I = bt3 / 12 (area moment of inertia of beam cross-section), b = beam width, t = thickness, and ν = specimen Poisson’s ratio.
RESULTS AND DISCUSSION Base line PE, PU and FG/SC epoxy based woven fiber-
glass composites were first characterized using the DMA under a three-point oscillatory flexural load over a temperature range from ambient (30°C) to 200 °C to find suitable candidate material for embedding with CNT forests. Then, the PE+VACNT and PU+VACNT composites were tested in the DMA under the same experimental conditions, and the data compared. The output data graphs, the storage modulus (E’, Figure 3), and the damping loss factor (tan δ, ratio of dissipated energy to stored energy, Figure 3) are evaluated. Along with this data, the characteristics of the specimen material’s flexural rigidity, damping, and glass transition temperature were investigated.
The dynamic mechanical behavior of 10 layer woven fiber-glass with PE and PU resin systems is shown in Figure 4. PE exhibited higher flexural stiffness (storage modulus) with respect to PU, whereas the damping loss factor (tan δ) for PE was much lower than PU. Also, the Tg for PE is much higher than PU, with not much variation in density.
Figure 5 shows the dynamic mechanical behavior of 10 layer woven fiber-glass with epoxy resin composites; consisting of two different glass fabrics having thickness variation (FG1 is 0.72 mm and FG2 is 0.36 mm) and two different (SC15 is Cyclo-aliphatic and SC780 is Linear-aliphatic) epoxy resin systems. For the FG1 composites; FG1/SC780 exhibited higher storage modulus along with lower damping compared to FG1/SC15. In the case of FG2 composites, FG2/SC780 showed higher storage modulus and lower damping than FG2/SC15.
Figure 5. DMA response of 10 layer woven fiber-glass with different epoxy (FG/SC) resin systems
Figure 4. DMA response of 10 layer woven fiber-glass with Orthophilic polyester (PE) and Polyurethane (PU)
resin systems
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 16

The dynamic mechanical behavior of Orthophilic polyester with 10 layers of woven fiber-glass and 3 embedded layers of VACNT (PE+VACNT) is compared with the previously analyzed Orthophilic polyester having 10 layers of woven fiber-glass (PE) only (Figure 6). It was found that the PE+VACNT exhibited a 40% drop in flexural stiffness (storage modulus), from about 24 GPa to 14 GPa at room temperature. The damping loss factor (tan δ) for PE+VACNT specimens appeared to be consistently higher (by about 60%) over the test temperature range (or frequency, by the time-temperature correspondence principle for visco-elastic materials) from 32° C to 200° C; although it was found to be similar as PE at the 120° C glass transition temperature. Density of PE+VACNT was slightly lower than PE specimens, and the glass transition temperature (Tg) of 120° C was almost same for both composites.
The dynamic mechanical behavior of PU+VACNT and PU are plotted together for comparison (Figure 7). It was found that the storage modulus of PU+VACNT increased significantly (by 70%) with respect to PU, from about 18 GPa to 31 GPa at room temperature. A large decrement in damping was observed with the addition of VACNTs. Also, the glass transition temperature increased (20%) along with density (12%).
A significant increase of the damping loss factor (tan δ) due to the presence of VACNTs was not observed for these PE+VACNT and PU+VACNT samples, as found in previous investigations [2] performed on VACNT forests grown on silicon wafers (by approximately 1800%). However, a significant drop in damping has been observed in PU+VACNT samples. The hand layer approach, and subsequent pressurization of the green samples may be major factors in reduced damping. Increased binding of the polymers with the CNT surface under pressure may be contributing to the reduced damping.
CONCLUSION The dynamic mechanical behavior of woven fiber glass
with PE, PU, PE+VACNT, PU+VACNT and epoxy based composites has been investigated. For the woven fiber-glass composites without VACNT, it was observed that PE showed highest storage modulus, and the epoxy (FG/SC) composites had the lowest storage modulus.
The PE+VACNT exhibited a significantly lower flexural stiffness at ambient temperature along with higher damping loss factor over the investigated temperature range. The PU+VACNT showed a significantly higher flexural stiffness at ambient temperature along with a lower damping loss factor. For further investigations, FG2/SC15 and FG1/SC780 epoxy
Figure 7. DMA response of polyurethane woven fiber-glass (PU), and polyurethane woven fiber-glass with 3 layers of embedded VACNT (PU+VACNT)
Figure 6. DMA response of Orthophilic polyester woven fiber-glass (PE), and Orthophilic polyester woven fiber-glass with 3 layers of embedded VACNT (PE+VACNT)
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 17

based composites would be potential candidates for growing/embedding with VACNT forests; based on the modulus, damping, density and Tg considerations. Split-Hopkinson Pressure Bar (SHPB) compression tests are currently in progress for evaluating this functionally graded material response at high-strain rates.
ACKNOWLEDGEMENT The financial support from ERDC/CERL grant W9132T-
12-P0057 is gratefully acknowledged. The authors would like to thank Dr. Brahma Pramanik for his help in performing the DMA experiments.
DISCLAIMER The names of polymers and manufacturers are provided for
identification purposes only. The comparative results reported herein were derived from a limited set of experimental conditions that may not represent the optimal performance range for the polymer systems. No conclusions are implied about the suitability of these polymers or other materials for specific applications. DISTRIBUTION STATEMENT A: Approved for public release; Distribution is unlimited
REFERENCES [1] Thomopoulos, Stavros, V. Birman, and Guy M. Genin. Structural Interfaces and Attachments in Biology. New York: Springer, 2013. [2] Mantena, P. R., Tadepalli, T., Pramanik, B., Boddu, V. M., Brenner, M. W., L., Stephenson, L. D., and Kumar, A. "Energy Dissipation and the High-Strain Rate Dynamic Response of Vertically Aligned Carbon Nanotube Ensembles Grown on Silicon Wafer Substrate." Journal of Nanomaterials 2013 (2013): 1-7. [3] Y. Zeng, L. Ci, B. J. Carey, R. Vajtai, and P. M. Ajayan, “Design and reinforcement: vertically aligned carbon nanotube-based sandwich composites,” ACS Nano, vol. 4, no. 11, pp. 6798–6804, 2010. [4] TA Instruments. "TA Instruments Thermal Analysis." TA Instruments (2010): 79-95. 2010. Web. 14 June 2014. [5] Dynamic Mechanical Analyzer, Q Series, Calculation Based on Clamp Type, Revision-F, TA Instruments, New Castle, Del, USA, 2004.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 18

Proceedings of the Fourteenth Annual Early Career Technical Conference The University of Alabama, Birmingham ECTC 2014 November 1 – 2, 2014 - Birmingham, Alabama USA
LOW-VELOCITY IMPACT CHARACTERIZATION OF ARMORED GLASS
D. Stoddard, Kiyun Kim, Dr. P. Raju Mantena Department of Mechanical Engineering
University of Mississippi University, MS, USA
ABSTRACT Glass is being used for many applications in armored vehicles. To utilize the full potential of these glasses for military and other applications, testing under various loading conditions should be undertaken. This paper compares the response of four types of glasses (Borosilicate, Fused Silica, Soda Lime, and Starphire) under low-velocity impact loading conditions. These glass specimens were tested using a drop-weight test system with a hemispherical loading tup and 10 Joules of impact energy. Starphire glass exhibited the highest energy to initiate damage and also largest total energy absorption under low-velocity impact.
INTRODUCTION As of now there is no such thing as a “bullet proof” armor, they are just “bullet resistant”. However these armors are still able to stop 0.30 caliber armor-piercing bullets travelling at speeds of up to 868 m/s [1]. Many different factors such as light weight, heat resistance, chemical demands and energy absorption go into making these armors that are able to stop bullets. Penetration resistance behaviors of transparent amorphous brittle materials are extremely complex compared to crystalline ceramics. In the design of transparent armors, one of the key performance criteria is the ability of materials to absorb and dissipate energy in a most efficient manner. This research is focused on investigating the energy absorption capacity of glass materials under low-velocity impact for the development of bullet proof armor. Research on impact on float glass showed that varying types of damage occurred when the impact velocity was varied from 10 m/s – 50 m/s. Types of damage that resulted from impact are Hertzian ring cracks, cones with mist hackle and bifurcation, complete perfect cone, star cracks etc. [2] Previous research on float glass compared theoretical results with experimental results in which a steel ball (5 and 10 mm diameter) was projected at varying impact energies creating varying fracture damage patterns. The results showed that radial cracks and ring cracks become present when impact velocity is increased and the dimensions of the cracks became smaller with increasing impact energy and penetration is present after a specific impact energy is achieved. [3]
The punch-shear response of Borosilicate, Fused silica, Soda lime and Starphire using the Dynatup 8250 drop-
weight impact test instrument according to the ASTM D3763 standard [4] is described in this paper. The mechanical behavior, mainly focusing on the energy absorption of each type glass during the low-velocity impact event, is presented and compared.
MATERIAL DESCRIPTION The 10cm × 10cm x 6mm square plate specimens of
Borosilicate, Fused silica, Soda lime and Starphire were provided by Swift Glass Co, 131 West 22nd Street, Elmira, NY, U.S.A. 14903. All samples were tested in the as received condition.
EXPERIMENTAL Low-velocity punch-shear experiments were
performed using a Dynatup 8250 drop weight impact test system. The 10cm × 10cm x 6mm square plate specimens were tested with fixed circular boundary conditions and were impacted a hemispherical-head plunger with added mass. The specimen is clamped circumferentially in a clamp assembly (with circular opening of 76.2 mm) to prevent slippage during the impact event. The clamp pressure used was 206 kPa.
The drop weight and height need to be within a certain range in accordance with the ASTM D3763 such that velocity slowdown is less than 20% during the impact event, and the applied impact energy should be at least three times the energy absorbed by the specimen at peak load of each test [5,6]. The drop-weight impact test of each glass provided the force required to fail the specimen and energy absorption with respect to time and displacement.
Prior to the test, the applied impact energy was determined considering the criterion and each specimen’s material characteristics. Since the glass samples are brittle, an applied impact energy of 10 J was chosen. The impact mass and height were calculated based on the applied impact energy and weight by using the potential energy relation (P.E. = m x g x h, where m = mass of the falling object, g = acceleration due to gravity and h = drop height of impactor). The calculated mass and height were, 3.3 kg and 30.5 cm, respectively. The drop-weight impact test of each material provided the impact force and energy absorption with respect to time and displacement along with the corresponding plots.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 19

RESULTS AND DISCUSSION For data processing, the Dynatup ImpulseTM data
acquisition software is used to get the instantaneous impact points displacement and applied load data. This software also provides a load versus deflection plot maximizing at failure point. In order to get cumulative energy absorption data, the trapezoidal numerical integration method [7,8] is used (Equation 1)
𝐸 = � 𝑃(𝑥)𝑑𝑥 ≈∆𝑥2
[𝑃(𝑥𝑖−1 + 2𝑃(𝑥) + 𝑃(𝑥𝑖+1]𝑥𝑖+1
𝑥𝑖−1 (1)[7,8]
where P = instantaneous applied load and Δx = increment of material deformation.
The load versus deflection plot [Figure 1-(a)] typically has two distinct phases namely damage initiation phase and puncture propagation phase. The damage initiation phase represents the material resistance to impact before puncture, observed from the moment of impact to the point of peak load. Puncture propagation phase is from the moment when the plunger actually penetrates the specimen, observed at the point of peak load and ending with rapid or progressive load reduction. Similarly, the energy versus deflection plot [Figure 1-(b)] represents how much energy is absorbed during damage initiation and puncture propagation phases.
(a)
(b)
Figure 1. Punch-Shear Failure Phases in Puncture-Deflection Frame [9]
A representative specimen of each glass material was
selected for the load and energy response with respect to deflection, which shows the test result closest to the average value of three tests. Figure 2 and 3 show load versus deflection and energy versus deflection for the four types of glass. Figure 2 shows the failure event of the armored glasses at peak load. A linear load-deflection response at both damage initiation and puncture propagation phases were observed on all the glass materials. Starphire sustained the maximum peak load which was marginally higher than the Borosilicate, and Fused silica which failed at a minimum peak load (Figures 2 and 4). The energy absorbed was similar to the load-deflection response, showing marginally higher energy absorption for Starphire compared to Borosilicate, and the least energy absorption for Fused silica (Figure 3).
Figure 2. Typical Load-Deflection Response of Borosilicate,
Fused silica, Soda lime and Starphire Glass Specimens
Figure 3. Typical Energy-Deflection Response of Borosilicate, Fused silica, Soda lime and Starphire Glass Specimens
0 1000 2000 3000 4000 5000
0 0.2 0.4 0.6 0.8 1 1.2
Load
(N)
Deflection (mm)
Boro Silicate Fused Silica
Soda Lime Starphire
0.0 0.5 1.0 1.5 2.0
0 0.2 0.4 0.6 0.8 1 1.2
Ener
gy (J
)
Deflection (mm)
Boro Silicate Fused Silica
Soda Lime Starphire
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 20

Average responses with scatter bands shown in Figures 4 to 8)
Figure 4. Peak Load during Damage Initiation
It was also observed that more energy was absorbed during damage initiation than the puncture propagation phase due to the brittle failure mechanism and material fragmentation after puncture. During damage initiation phase, Starphire showed the highest energy absorption having a marginal difference with Borosilicate as opposed to the puncture propagation phase. Fused silica and Soda lime, however, maintained the same trend in both phases (Figures 5 and 6).
Figure 5. Energy Absorbed for Damage Initiation
Figure 6. Energy Absorbed During Puncture Propagation
The total energy absorption was determined by the
summation of damage initiation and puncture propagation phases up to complete failure of these materials. A total energy absorption column-chart is provided in Figure 7 for comparing the punch shear response of these glasses. Starphire and Boro silicate absorbed approximately the same amount of energy (the maximum) in total energy absorption, around 2.0 J, and Soda lime absorbed a total of 1.7 J, and Fused silica had the lowest with 0.7 J.
Figure 7. Total Energy Absorption of Glass Specimens
Total deflection of three materials (Borosilicate, Soda
lime and Starphire) at peak load is comparable, but fused silica exhibited the least displacement (figure 8). It is proportional to the energy absorption during damage initiation due to brittle failure mechanism.
Borosilicate Fused Silica Soda Lime Starphire 0
1000
2000
3000
4000
5000
Load
(N)
Borosilicate Fused Silica Soda Lime Starphire 0.0
0.5
1.0
1.5
2.0
Ener
gy (J
)
Borosilicate Fused Silica Soda Lime Starphire 0.0
0.5
1.0
1.5
2.0
Ener
gy (J
)
Borosilicate Fused Silica Soda Lime Starphire 0.0
0.5
1.0
1.5
2.0
Ener
gy (J
)
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 21

Figure 8. Deflection at Peak Load
Figure 9 and 10(A-D) show samples tested under low-
velocity loading condition before and after testing respectively. The images of the sample after testing show that Fused Silica had the largest shard size in comparison to that of Borosilicate, Soda Lime, and Starphire glass. This is likely the reason for Fused Silica yielding the smallest energy absorption. Since the Borosilicate, Soda Lime, and Starphire had smaller shards more crack was initiated causing more fracture surfaces cause more energy to be dissipated when the samples were being loaded causing an increase in energy absorption under low-velocity impact loading.
Figure 9. Photograph of the Different Glass Specimens before Low-Velocity Impact Tests
Borosilicate Fused Silica Soda Lime Starphire 0.0
0.2
0.4
0.6
0.8
1.0
1.2
Disp
lace
men
t (m
m)
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 22

10.A Borosilicate
10.B Fused Silica
10.C Soda Lime
10.D Starphire
Figure 10 (A-D). Failure Event of Glass Specimens at Peak Load during the Low-Velocity Impact Tests
CONCLUSION Borosilicate, Fused silica, Soda lime and Starphire
were tested under low-velocity punch-shear using a Dynatup 8250 drop weight test system. The mechanical behavior of the four materials showed similar trends in total energy absorption, peak load to failure and the deflection at peak load. Starphire, Soda lime and Borosilicate demonstrated almost similar behavior while the fused silica was always significantly lower than the other three glass samples.
ACKNOWLEDGMENTS This research was funded by US Army Tank-
Automotive Research, Development and Engineering Center (TARDEC), under prime contract SP0700-99-D-0301 and sub-contract 4014-54155 with Purdue University. The authors would like to thank our colleagues Dr. Brahma Pramanik, and Mr. Soheil Daryadel for their help performing the low-velocity impact tests. We would also like to appreciate the technical guidance from Dr. Douglas Templeton and Mr. Timothy Talladay during the project execution.
REFERENCES [1] "NJLawman.com - Police and Law Enforcement Magazine." NJLawman.com - Police and Law Enforcement Magazine. Law Enforcement Magazine, 22 Dec. 2013. Web. 19 Aug. 2014. [2] Ball, A., McKenzie, H. W., “On the low velocity impact behavior of glass plates”, Journal De Physique IV, 4, pp. C8-783-C8-788. [3] Im, K., Kim, J., Yang, I., “A Study on Penetration Fracture Characteristics of Glass Plates Subjected to Impact Loadings”, KSME International Journal, 11, pp.639-649. [4] ASTM Standard: D3763-06 Standard test method for high speed puncture properties of plastics using load and displacement sensors, ASTM International, D20 Plastics D20.10 Mechanical Properties, September 2006. [5] Gama, B. A., Gillespie Jr., J. W., 2008, “Punch shear based penetration model of ballistic impact of thick section composites”, Composite Structures, 86, pp.356-369. [6] Pramanik, B.; Mantena, P.R. Punch-shear characteristics of nanoclay and graphite platelet reinforced vinyl ester plates, laminated face sheets and sandwich composites under low-velocity impact. ASME Early Career Tech. J. 2009, 8, 56–63. [7] Pramanik, B. "Energy Absorption of Nano-Reinforced and Sandwich Composites in Ballistic and Low-Velocity Punch-Shear." Open Journal of Composite Materials 02.03 (2012): 87-96. Web. [8] D. Hyde, “Dplot User Manual,” HydeSoft Computing, LLC, Vicksburg, 2008. [9] Gama, B. A., Waliul Islam, S. M., Rahman, M., Gillespie Jr., J. W., Bogetti, T. A., Cheeseman, B. A., Yen, C., Hoppel, C. P. R., 2005, “Punch shear behavior of Thick-section Composites under Quasi-static, Low Velocity, and Ballistic Impact Loading”, SAMPE Journal, Vol. 41, No. 4, pp. 6-13.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 23

Proceedings of the Fourteenth Annual Early Career Technical ConferenceThe University of Alabama, Birmingham ECTC 2014November 1 – 2, 2014 - Birmingham, Alabama USA
A COUPLE-STRESS FORMULATION FOR SMOOTHLY HETEROGENEOUS MEDIA
R. C. Salter, J. D. Richardson†
Department of Mechanical EngineeringUniversity of South Alabama
Mobile, Alabama 36688
ABSTRACTFor more than a century, there has been interest to describe
materials in which internal distributed couples exist. Much of thecurrent and recent research has used the so-called couple-stresstheories of material behavior to describe human bone and nano-materials for which surface effects are significant. The presentwork extends a recent theory which resolves the indeterminacyin much of the classic theories to the particular case of materialswhich show spatial variation in elastic constants.
NOMENCLATUREAi jk`(x) Elasticity tensorBi j(x) First couple-stress elasticity tensorCi jk(x) Second couple-stress elasticity tensoruk Displacement vectorωk Infinitesimal rotation vectorεi j Infinitesimal strain tensorκk Curvature vectorεi jk Levi-Civita densityηk(x, t) Comparison functionε Parameter associated with comparison functionsH Hamilton’s integralT Total kinetic energyV Total potential energyW External worktk Traction vectormk Moment-traction vectorfk Body force vector
†Corresponding author. Email: [email protected]
σi j Stress tensorµi j Couple-stress tensor
INTRODUCTIONThe existence of couple-stresses in materials was originally
postulated by Voigt [1] in the late nineteenth century. These ma-terials were said to exhibit traditional stress, force per unit area,as well as moments per unit volume, or couple-stress. In the earlytwentieth century, the Cosserats [2] formulated a mathematicalmodel for couple-stress media in terms of micropolar theory.
Several decades later in the 1960s, couple-stress theorieswere again investigated by a number of researchers. For exam-ple, notable contributions in this area include the following ref-erences [3–7]. These theories introduced notions of macrorota-tions, microrotations, and strain gradients in their developments.These classical formulations were recognized to suffer from anindeterminacy in terms of the couple-stress.
More recent contributions have involved experimental work,often involving heterogeneous materials. Lakes [8–10] inves-tigated the mechanical behavior of human bone in terms of acouple-stress description.
Couple-stress formulations involving length scales havebeen widely investigated in recent years. These theories havebeen used to analyze micro plates [11], plates [12], and beams[13, 14].
Hadjesfandiari and Dargush [15] have contributed to couple-stress theory in the classical sense by developing a new theorywhich resolves the indeterminacy of previous theories. This workwas a cornerstone for the current research.
In this paper, a couple-stress formulation for spatially-
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 24

varying media will be developed using the extended Hamilton’sprinciple. This approach is well known to produce a govern-ing equation and natural and essential boundary conditions. Thework begins by outlining the variational approach, which is fol-lowed by the presentation and discussion of the governing equa-tion and a set of boundary conditions. Equations for the stresstensor and couple-stress tensor are also developed.
GOVERNING EQUATIONThis section outlines the development of the governing
equations through the extended Hamilton’s principle. The workof Hadjesfandiari and Dargush is extended to the case of materi-als with spatially-varying elastic constants.
Variational FormulationIt is well known that the extended Hamilton’s principle is
developed through the use of Hamilton’s integral shown below,
H =∫∆t
(T −V +W )dt, (1)
where T is the total kinetic energy, V is the total potential en-ergy, and W is the external work. The present case will be re-stricted to static systems, and hence, no kinetic energy terms willbe present. Potential energy terms are expressed through the in-tegral
V =∫V
U dV, (2)
where U is the strain energy density. Following Hadjesfandiariand Dargush [15], the strain energy for couple-stress materialswill be written as
U =12
Ai jk`(x)εi jεk`+12
Bi j(x)κiκ j +Ci jk(x)εi jκk, (3)
where Ai jk`(x), Bi j(x), and Ci jk(x) are tensors describing ma-terial elasticity, εi j is the strain tensor, and κi is the curvaturevector. Materials with spatially-varying elastic properties willbe considered in this development as shown by the indication ofspatial dependence in terms of the reference coordinates x.
Traditional Cauchy elasticity utilizes a tensor Ai jk` to de-scribe material elasticity. The tensors Bi j(x) and Ci jk(x) are in-troduced for the contribution of curvature in the strain energydensity. From Eqn. (3), it is seen that the tensor Bi j(x) relatesthe contribution from the quadratic terms in curvature while the
tensor Ci jk(x) relates the cross contribution between strain andcurvature.
The two kinematic quantities used in the strain energy,which are the infinitesimal strain tensor and the curvature vec-tor, are written in terms of displacement as shown below,
εi j =12(ui, j +u j,i), (4)
κi =12
(u j,i−ui, j
2
), j=
14(u j,i j−ui, j j). (5)
The curvature vector, as seen in [15], can also be given as thedivergence of the anti-symmetric part of the displacment gradientω ji,
κi =12
ω ji, j. (6)
Thus, the total potential energy associated with the currentcase can be written as
V =∫V
12
Ai jk`(x)(
ui, j +u j,i
2
)(uk,`+u`,k
2
)
+12
Bi j(x)(
um,im−ui,mm
4
)(un, jn−u j,nn
4
)+ Ci jk(x)
(ui, j +u j,i
2
)(um,km−ui,mm
4
)dV. (7)
The external work in this development is expressed as
W =∫S
tiui dS+∫S
miωi dS+∫V
fiui dV, (8)
where ti is the traction vector, mi is the moment-traction vector,and fi is the body force vector. The rotation vector associatedwith the moment-traction vector can be expressed in terms ofdisplacement resulting in the following external work relation,
W =∫S
tiui dS+14
∫S
miεi jk(uk, j−u j,k)dS+∫V
fiui dV. (9)
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 25

With that, Hamilton’s integral is written as
H =∫∆t
∫V
− 12
Ai jk`(x)(
ui, j +u j,i
2
)(uk,`+u`,k
2
)
− 12
Bi j(x)(
u`,i`−ui,``
4
)(um, jm−u j,mm
4
)−Ci jk(x)
(ui, j +u j,i
2
)(u`,`k−uk,``
4
)dV dt
+∫∆t
∫S
tiui dSdt +14
∫∆t
∫S
miεi jk(uk, j−u j,k)dSdt
+∫∆t
∫V
fiui dV dt. (10)
The present work will follow the notation of Weinstock [16].With this, the one-parameter family of comparison functions isintroduced according to,
ui = ui + εηi(x, t), (11)
where ε is a parameter and ηi(x, t) is a continuously differen-tiable function in space and time. Inserting this comparison func-tion into Eqn. (10) yields the result
H =−18
∫∆t
∫V
Ai jk`(x)[(ui, j + εηi, j)+(u j,i + εη j,i)
](12)
[(uk,`+ εηk,`)+(u`,k + εη`,k)
]dV dt
− 132
∫∆t
∫V
Bi j(x)[(u`,i`+ εη`,i`)− (ui,``+ εηi,``)
][(um, jm + εηm, jm)− (u j,mm + εη j,mm)
]dV dt
−18
∫∆t
∫V
Ci jk(x)[(ui, j + εηi, j)+(u j,i + εη j,i)
][(u`,`k + εη`,`k)− (uk,``+ εηk,``)
]dV dt
+∫∆t
∫S
ti(ui + εηi)dSdt +14
∫∆t
∫S
miεi jk[(uk, j + εηk, j)
− (u j,k + εη j,k)]
dSdt +∫∆t
∫V
fi(ui + εηi)dV dt.
The previous expression is minimized by differentiating eachintegral with respect to the parameter ε as the parameter ap-
proaches zero. Thus, the minimized functional is
dH
dε
∣∣∣∣ε→0
= 0 =−18
∫∆t
∫V
Ai jk`(x)[(ηi, j +η j,i)(uk,`+u`,k)
+(ui, j +u j,i)(ηk,`+η`,k)]dV dt
− 132
∫∆t
∫V
Bi j(x)[(η`,i`−ηi,``)(um, jm−u j,mm)
+(u`,i`−ui,``)(ηm, jm−η j,mm)]dV dt
−18
∫∆t
∫V
Ci jk(x)[(ηi, j +η j,i)(u`,`k−uk,``)
+(ui, j +u j,i)(η`,`k−ηk,``)]
dV dt
+∫∆t
∫S
tiηi dSdt +14
∫∆t
∫S
miεi jk(ηk, j−η j,k)dSdt
+∫∆t
∫V
fiηi dV dt. (13)
From the strain energy density function in Eqn. (3), it canbe seen that the tensors Ai jk`(x), Bi j(x), and Ci jk(x) obey certainsymmetry relations. The tensor Ai jk`(x) has the usual symmetriesassociated with ordinary linear elasticity and shows, at most, 21constants. The tensor Bi j(x) is symmetric, and the tensor Ci jk(x)is symmetric in its first two indices. These symmetry relations al-low for mathematical simplification of the minimized functional,
0 =−∫∆t
∫V
Ai jk`(x)ηi, juk,` dV dt
− 116
∫∆t
∫V
Bi j(x)(η`,i`−ηi,``)(um, jm−u j,mm)dV dt
− 14
∫∆t
∫V
Ci jk(x)[ηi, j(u`,`k−uk,``)
+ui, j(η`,`k−ηk,``)]
dV dt
+∫∆t
∫S
tiηi dSdt +12
∫∆t
∫S
miεi jkη[k, j] dSdt
+∫∆t
∫V
fiηi dV dt. (14)
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 26

The preceding equation is integrated by parts to give the fol-lowing,
0 =∫∆t
∫V
{− (ηiAi jk`(x)uk,`), j +ηi(Ai jk`(x)uk,`), j
+116
([−η`,iBi j(x)(um, jm−u j,mm)
],`
+ η`,i[Bi j(x)(um, jm−u j,mm)
],`+[ηi,`Bi j(x)(um, jm−u j,mm)
],`
− ηi,`[Bi j(x)(um, jm−u j,mm)
],`
)+
14
([−ηiCi jk(x)(u`,`k−uk,``)
], j +ηi
[Ci jk(x)(u`,`k−uk,``)
], j
−[Ci jk(x)ui, j(η`,k−ηk,`)
],`+[Ci jk(x)ui, j
],`(η`,k−ηk,`)
)+ fiηi
}dV dt +
∫∆t
∫S
{tiηi +
12
miεi jkη[k, j]
}dSdt, (15)
which can be further simplified using the divergence theorem,
0 =∫∆t
∫V
{ηi(Ai jk`(x)uk,`), j +
116
(η`,i[Bi j(x)(um, jm−u j,mm)
],`
− ηi,`[Bi j(x)(um, jm−u j,mm)
],`
)+
14
(ηi[Ci jk(x)(u`,`k−uk,``)
], j +
[Ci jk(x)ui, j
],`(η`,k−ηk,`)
)+ fiηi
}dV dt +
∫∆t
∫S
{− (ηiAi jk`(x)uk,`)n j
+1
16
([−η`,iBi j(x)(um, jm−u j,mm)
]n`
+[ηi,`Bi j(x)(um, jm−u j,mm)
]n`)− 1
4
([ηiCi jk(x)(u`,`k−uk,``)
]n j
+[Ci jk(x)ui, j(η`,k−ηk,`)
]n`)+ tiηi +
12
miεi jkη[k, j]
}dSdt. (16)
A second integration by parts within volume integrals gives the
following,
0 =∫∆t
∫V
{ηi(Ai jk`(x)uk,`), j
+1
16
({η`
[Bi j(x)(um, jm−u j,mm)
],`
},i
−η`
[Bi j(x)(um, jm−u j,mm)
],`i−
{ηi[Bi j(x)(um, jm−u j,mm)
],`
},`
+ηi[Bi j(x)(um, jm−u j,mm)
],``
)+
14
(ηi[Ci jk(x)(u`,`k−uk,``)
], j
+[η`(Ci jk(x)ui, j),`
],k−η`(Ci jk(x)ui, j),`k
−[ηk(Ci jk(x)ui, j),`
],`+ηk(Ci jk(x)ui, j),``
)+ fiηi
}dV dt
+∫∆t
∫S
{− (ηiAi jk`(x)uk,`)n j
+1
16
([−η`,iBi j(x)(um, jm−u j,mm)
]n`
+[ηi,`Bi j(x)(um, jm−u j,mm)
]n`)
+14
([−ηiCi jk(x)(u`,`k−uk,``)
]n j−
[Ci jk(x)ui, j(η`,k−ηk,`)
]n`)
+ tiηi +12
miεi jkη[k, j]
}dSdt. (17)
A final use of the divergence theorem gives the following form,
0 =∫∆t
∫V
{ηi(Ai jk`(x)uk,`), j +
116
(−η`
[Bi j(x)(um, jm−u j,mm)
],`i
+ηi[Bi j(x)(um, jm−u j,mm)
],``
)+
14
(ηi[Ci jk(x)(u`,`k−uk,``)
], j
− η`(Ci jk(x)ui, j),`k +ηk(Ci jk(x)ui, j),``
)+ fiηi
}dV dt
+∫∆t
∫S
{− (ηiAi jk`(x)uk,`)n j
+1
16
([−η`,iBi j(x)(um, jm−u j,mm)
]n`+{
η`
[Bi j(x)(um, jm−u j,mm)
],
}ni +
[ηi,`Bi j(x)(um, jm−u j,mm)
]n`
−{
ηi[Bi j(x)(um, jm−u j,mm)
],`
}n`)
+14
([−ηiCi jk(x)(u`,`k−uk,``)
]n j−
[Ci jk(x)ui, j(η`,k−ηk,`)
]n`
+[η`(Ci jk(x)ui, j),`
]nk−
[ηk(Ci jk(x)ui, j),`
]n`)
+ tiηi +12
miεi jkη[k, j]
}dSdt. (18)
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 27

The variational formulation concludes with the grouping of coef-ficients of two terms involving η , η` and η[`,k], where the squarebraces indicate the anti-symmetric part of the gradient of the vec-tor η`. This rearrangement in conjunction with the kinematicdefinitions in Eqns. (4) and (5) give the following,
0 =∫∆t
∫V
{η`(A` jki(x)εki), j−
14
η`
[Bi j(x)κ j
],`i
+14
η`
[B` j(x)κ j
],mm +η`
[C` jk(x)κk
], j
−14
η`(Ci jk(x)εi j),`k
+14
η`(Ci j`(x)ui, j),mm + f`η`
}dV dt
+∫∆t
∫S
{−η`A` jki(x)εkin j−
12
η[`,k]Bk j(x)κ jn`
+14
η`ni[Bi j(x)κ j
],`− 1
4η`ni
[B` j(x)κ j
],i
−η`C` jk(x)κkn j−12
η[`,k]Ci jk(x)εi jn`
+14
η`
[Ci jk(x)εi j
],`
nk−14
η`
[Ci j`(x)εi j
],mnm
+t`η`+12
η[`,k]miεik`
}dSdt. (19)
Governing Equation and Boundary Conditions
The governing equation and boundary conditions for thecase at hand can be obtained from Eqn. (19) by collecting thevolume integrals and surface integrals, respectively, and notingthat each must be zero for arbitrary η`. Collection of the volumeintegrals gives the relation,
0 =∫∆t
∫V
{η`
[A` jki(x)εki
], j−
14
η`
[Bi j(x)κ j
],`i
+14
η`
[B` j(x)κ j
],mm +η`
[C` jk(x)κk
], j
− 14
η`
[Ci jk(x)εi j
],`k +
14
η`
[Ci j`(x)εi j
],mm
+η` f`
}dV dt. (20)
For the expression above to be zero for arbitrary η , the integrandmust be identically zero. From this, the governing equation is
written as shown below,
0 =[A` jki(x)εki
], j−
14[Bi j(x)κ j
],`i
+14[B` j(x)κ j
],mm +
[C` jk(x)κk
], j
− 14[Ci jk(x)εi j
],`k +
14[Ci j`(x)εi j
],mm + f`. (21)
Similarly, collection of the surface integral terms in Eqn. (19)yields the equation,
0 =∫∆t
∫S
{−η`A` jki(x)εkin j−
12
η[`,k]Bk j(x)κ jn`
+14
η`ni[Bi j(x)κ j
],`− 1
4η`ni
[B` j(x)κ j
],i
−η`C` jk(x)κkn j−12
η[`,k]Ci jk(x)εi jn`
+14
η`
[Ci jk(x)εi j
],`
nk−14
η`
[Ci j`(x)εi j
],mnm
+η`t`+12
η[`,k]miεik`
}dSdt. (22)
Unlike the governing equation, the boundary conditions containtwo different forms involving η`, which are η` and η[`,k]. Be-cause of this, two expressions describing the boundary condi-tions will be present. To satisfy Eqn. (22), these two expressionswill independently be equal to zero, resulting in the relationsshown below,
0 =−η`A` jki(x)εkin j +14
η`ni[Bi j(x)κ j
],`
− 14
η`ni[B` j(x)κ j
],i−η`C` jk(x)κkn j
+14
η`
[Ci jk(x)εi j
],`
nk−14
η`
[Ci j`(x)εi j
],mnm
+η`t`, (23)
0 =− 12
η[`,k]Bk j(x)κ jn`−12
η[`,k]Ci jk(x)εi jn`
+12
η[`,k]miεik`. (24)
For the case of essential boundary conditions, η` is zerowhen the displacement u` is zero, and η[`,k] is restricted to bezero when the components of the infinitesimal rotation ω`k arezero.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 28

Alternatively, the natural boundary conditions occur whereη and its derivatives are arbitrary on the boundary. From this, thefollowing relation must hold,
t` ={
A` jki(x)εki−14[B ji(x)κi
],`+
14[B`i(x)κi
], j (25)
+C` jk(x)κk−14[Cik j(x)εik
],`+
14[Cim`(x)εim
], j
}n j,
where an intermediate form of σ j` is given by,
σ j` = A` jki(x)εki−14[B ji(x)κi
],`+
14[B`i(x)κi
], j
+C` jk(x)κk−14[Cik j(x)εik
],`+
14[Cim`(x)εim
], j. (26)
In terms of the moment equation, the natural boundary conditionis expressed as,
miεik` = Bk j(x)κ jn`+Ci jk(x)εi jn`. (27)
In the preceding, both sides may be multiplied by the Levi-Civitadensity, εrk`, resulting in the following,
miεik`εrk` = εrk`[Bk j(x)κ jn`+Ci jk(x)εi jn`
]. (28)
Using the relation between the moment-traction vector and thecouple-stress tensor,
mi = µ jin j, (29)
along with some simplification, gives the following,
2mr = 2µ`rn` = εrk`[Bk j(x)κ jn`+Ci jk(x)εi jn`
]. (30)
Without loss of generality, a local coordinate system may betaken at each point such that the normal vector is locally alignedwith the ‘3’-axis. With this, the moment boundary condition be-comes
µ3r =12
ε3rk[Bk j(x)κ j +Ci jk(x)εi j
]. (31)
Noting that the couple-stress is anti-symmetric [15], the pre-vious expression only involves two possible indices for the freeindex, namely r = 1,2. Thus, the total number of natural bound-ary conditions is five, where three are given from Eqn. (25), and
two are taken from Eqn. (31). This total of five boundary con-ditions is in agreement with [15]. However, the developmentpresented here is different in that it only relied on the formalismof the variational approach.
Finally, while Eqn. (31) is the surface form of the constitu-tive law for couple-stress, the general constitutive law for couple-stress is given by,
µmr =12
εrkm(Bk j(x)κ j +Ci jk(x)εi j
). (32)
CONCLUSIONIn this paper, the governing equations for the equilibrium
for a smoothly heterogeneous material were obtained using theextended Hamilton’s principle. The development provided anequilibrium condition along with the five required boundary con-ditions.
REFERENCES[1] Voigt, W. “Theoretische studien fiber die elastizitatsver-
hiltnisse der kristalle (theoretical studies on the elasticityrelationships of crystals)”. Abh. Gesch. Wissenschaften.
[2] Cosserat, E., and Cosserat, F., 1909. Theorie des CorpsDeformables. Hermann et Fils, Paris.
[3] Mindlin, R., and Tiersten, H., 1962. “Effects of couple-stresses in linear elasticity”. Archive for Rational Mechan-ics and Analysis, 11(1), pp. 415–448.
[4] Mindlin, R., 1965. “Second gradient of strain and surface-tension in linear elasticity”. International Journal of Solidsand Structures, 1(4), pp. 417 – 438.
[5] Mindlin, R., and Eshel, N., 1968. “On first strain-gradienttheories in linear elasticity”. International Journal of Solidsand Structures, 4(1), pp. 109 – 124.
[6] Toupin, R., 1962. “Elastic materials with couple-stresses”.Archive for Rational Mechanics and Analysis, 11(1),pp. 385–414.
[7] Koiter, W., 1963. “Couple-stresses in the theory of elastic-ity”.
[8] Yang, J. F. C., and Lakes, R. S., 1981. “Transient study ofcouple stess in compact bone: torsion”. Journal of Biome-chanical Engineering, 103, pp. 275–279.
[9] Yang, J. F. C., and Lakes, R., 1982. “Experimental study ofmicropolar and couple stress elasticity in compact bone inbending”. Journal of Biomechanics, 15(2), pp. 91 – 98.
[10] Lakes, R. S., 1982. “Dynamical study of couple stress ef-fects in human compact bone”. Journal of BiomechanicalEngineering, 104, pp. 6–11.
[11] Roque, C., Ferreira, A., and Reddy, J., 2013. “Analysis ofMindlin micro plates with a modified couple stress theory
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 29

and a meshless method”. Applied Mathematical Modelling,37(7), pp. 4626 – 4633.
[12] Gao, X.-L., Huang, J., and Reddy, J., 2013. “A non-classical third-order shear deformation plate model basedon a modified couple stress theory”. Acta Mechanica,224(11), pp. 2699–2718.
[13] Roque, C., Fidalgo, D., Ferreira, A., and Reddy, J., 2013.“A study of a microstructure-dependent composite lami-nated timoshenko beam using a modified couple stress the-ory and a meshless method”. Composite Structures, 96,pp. 532 – 537.
[14] Simsek, M., and Reddy, J., 2013. “A unified higher or-der beam theory for buckling of a functionally graded mi-crobeam embedded in elastic medium using modified cou-ple stress theory”. Composite Structures, 101, pp. 47 –58.
[15] Hadjesfandiari, A., and Dargush, G., 2011. “Couple stresstheory for solids”. International Journal of Solids andStructures, 48(18), pp. 2496 – 2510.
[16] Weinstock, R., 1974. Calculus of Variations: With Applica-tions to Physics and Engineering. Dover Publications, NewYork.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 30

Proceedings of the Fourteenth Annual Early Career Technical Conference The University of Alabama, Birmingham ECTC 2014 November 1 – 2, 2014 - Birmingham, Alabama USA
HIGH TEMPERATURE DURABILITY OF METALS FOR USE IN A PARTICLE HEATING RECEIVER FOR CONCENTRATING SOLAR POWER
Ryan C. Knott Georgia Institute of Technology
Atlanta, Georgia, USA
Sheldon M. Jeter Georgia Institute of Technology
Atlanta, Georgia, USA
Said I. Abdel-Khalik Georgia Institute of Technology
Atlanta, Georgia, USA
Dennis L. Sadowski Georgia Institute of Technology
Atlanta, Georgia, USA
ABSTRACT Concentrating Solar Power (CSP) is a method of
concentrating solar radiation for useful work or processes. The solar radiation is focused to the desired area in a receiver and the heat is absorbed by a media being circulated through the focused light. These media are usually steam or molten salts. Solid particulates such as silica sand or alumina grains are materials being investigated for use in a CSP plant. These particulates are cost effective and are commercially available. An area of interest for solid particulates in CSP designs is the durability of different materials for use in a discrete structure receiver. The receiver is designed to increase the residence time of particulate in the focused light thus reducing the need for recirculation to achieve the desired temperature rise.
This paper examines the response of different wire mesh materials to high temperature impacts of solid particulates. The particulate is alumina with a sifted size distribution of 0.280mm diameter. The temperature for this experiment is 800°C which is typical for the CSP plant being investigated. Under these conditions, stainless steel 316 (SS316), non-sag tungsten, a nickel chromium alloy, an alumina-steel alloy, and copper wire meshes are tested in an hourglass-like apparatus, which passes 0.150kg of particulate through the meshes four times in one second, for 5760, 11520, 17280, and 23040 cycles total. The materials are weighed before and after to determine if mass is being lost, which would indicate wear. From the experiment, oxidation occurring on the surface of the wire meshes led to a mass increase. This oxidation provides increased resistance to wear. Future work includes determining the amount of oxidation and the rate of wear of the oxidation layer for more extended periods of time.
INTRODUCTION Solar power is a type of renewable energy in which the
sun’s light is converted into useful energy, e.g. electricity. The method in which this is achieved occurs with two major
approaches: concentrating solar power (CSP) and photovoltaic (PV) solar power. CSP is an approach whereby the solar radiation from the sun is focused, i.e. concentrated by large mirrors called heliostats onto a central tower as shown in Figure 1. The focused light impinges on a receiver and the light is absorbed by a heat transfer medium as heat. The heat transfer medium is passed through the receiver and then through a heat exchanger. After the heat is exchanged to a working fluid such as CO2, the working fluid is then used to drive a power generation cycle. Then the heat transfer medium is either stored in a large reservoir or recirculated through the receiver as necessary. An area of CSP which has gained interest in research includes an alternative heat transfer medium [1, 2]. Typical mediums in use today include nitrate salts and steam. Nitrate salts are expensive, and both the salts and steam require expensive recirculation and piping systems. A different type of heat transfer medium includes using solid particulates, such as silica sand or alumina casting sand in conjunction with a particle heating receiver (PHR).
CSP systems utilizing solid particulates will require less expensive recirculation systems and can achieve greater temperatures than steam or nitrate salts. Both of these traits would be advantageous for the further commercialization of solar power. Several challenges exist for CSP using solid particulates, including particle durability, storing the hot particles for later use, and the design of the PHR [3]. The first two issues have been explored by research [4. 5]. A wire mesh receiver design consisting of a high temperature metal alloy has been proposed in order to increase the residence time of the particles in the focused light and thereby decrease the need for particle recirculation. However, the durability of various wire meshes (made from metals) under repeated impact from high temperature particles for the purpose of a wire mesh PHR has yet to be explored. This paper is focused on the durability of these wire meshes for use in a CSP receiver.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 31

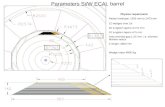
Figure 1. CSP Tower with Particle Heating Receiver
PROCEDURE The apparatus is designed to pass the solid particulate
through the wire meshes for extended periods of time. First the apparatus rotates about a central axis simulating an hourglass. The particulate then falls through the expansion rings and impacts against the wire mesh. Expansion rings help prevent the particulate from impacting the mesh all at once. The heating cartridges warm the solid particulate to 800°C. When the temperature is achieved it is then monitored and kept at that temperature. A diagram of the apparatus is shown in Figure 2.
Once the apparatus is set up, 150 grams of CarboCeramic ACCUCAST ID50-K alumina [6] is placed into the stainless steel tube. The 25.4mm diameter wire mesh circle samples are weighed 10 times on a balance and then fixed inside the hourglass apparatus 31.75 mm apart. Once the last heating cartridge is secured, the hourglass is placed inside insulation and fixed to a rotating motor. The motor is timed to rotate once every 15 seconds, producing 5760 cycles of alumina passing through the wire mesh samples every 24 hours. The heating cartridges are activated and the temperature inside the stainless steel tube reaches 800°C. After the predetermined number of cycles has passed, the mesh samples are removed, cleaned and inspected, and weighed 10 times on the balance previously used to measure the mass of the samples. Figure 3 shows the apparatus in use.
The different types of metal meshes tested include stainless steel 316 (SS316), “no-sag” tungsten, and a nickel-chromium alloy (Chromel C).
Figure 2. Experimental Apparatus for Abrasion Tests
Electric Heating Cartridge (x2)
Free Expansion Ring (x2)
Wire Mesh (x2)
304 Stainless Steel Pipe
Insulation
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 32

Figure 3. Experimental Apparatus at 800°C
RESULTS The results are shown below in the following tables. Each
experiment has run two samples of meshes which are listed as well.
Table 1. Stainless Steel 316 Durability Results
SS316 Test Run
Duration of Test
(Cycles)
Beginning Mass
of Mesh (g)
Ending Mass of Mesh (g)
Percent Mass
Change
1 11520 Mesh 1: 0.693 Mesh 1: 0.694 +0.1444%
Mesh 2: 0.800 Mesh 2: 0.800 0%
2 11520 Mesh 1: 0.6367 Mesh 1: 0.6375 +0.1256%
Mesh 2: 0.6526 Mesh 2: 0.6533 +0.1073%
3 40320 Mesh 1: 0.6375 Mesh 1: 0.6377 +0.0315%
Mesh 2: 0.6533 Mesh 2: 0.6534 +0.0153%
Table 2. “No-sag” Tungsten Durability Results
Tungsten Test Run
Duration of Test
(Cycles)
Beginning Mass
of Mesh (g)
Ending Mass of Mesh (g)
Percent Mass
Change
1 5760 Mesh 1: 1.487 Mesh 1: 1.489 +0.1345%
Mesh 2: 1.398 Mesh 2: 1.401 +0.2146%
2 11520 Mesh 1: 1.489 Mesh 1: 1.490 +0.0672%
Mesh 2: 1.401 Mesh 2: 1.402 +0.0714%
3 17280 Mesh 1: 1.490 Mesh 1: 1.491 +0.0671%
Mesh 2: 1.402 Mesh 2: 1.402 0%
4 23040 Mesh 1: 1.491 Mesh 1: 1.491 0%
Mesh 2: 1.402 Mesh 2: 1.403 +0.0713%
Table 3. Nickel-Chromium (Chromel C) Durability Results
Tungsten Test Run
Duration of Test
(Cycles)
Beginning Mass
of Mesh (g)
Ending Mass of Mesh (g)
Percent Mass
Change
1 5760 Mesh 1: 0.9768 Mesh 1: 0.9778 +0.1024%
Mesh 2: 0.8540 Mesh 2: 0.8548 +0.0937%
2 11520 Mesh 1: 0.9778 Mesh 1: 0.9781 +0.0307%
Mesh 2: 0.8548 Mesh 2: 0.8552 +0.0468%
3 17280 Mesh 1: 0.9781 Mesh 1: 0.9782 +0.0102%
Mesh 2: 0.8552 Mesh 2: 0.8552 0%
4 23040 Mesh 1: 0.9782 Mesh 1: 0.9783 +0.0102%
Mesh 2: 0.8552 Mesh 2: 0.8552 0%
DISCUSSION The results are plotted in the figures below.
Figure 4. “No-sag” Tungsten Durability Plot
Axis of Rotation
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 33

Figure 5. Nickel-Chromium (Chromel C) Durability Plot
Each metal shows a trend of increasing mass as the number
of cycles increases. This is due to oxidation. The temperature of the experiment is sufficiently high to encourage the rapid formation of oxidized materials within each sample. Figure 6 shows a microphotograph of a typical stainless steel 316 sample after oxidation.
Figure 6. Microphotograph of Stainless Steel 316
Untested (Left) and After 5760 Cycles at 800°C with Impacting Alumina (Right)
The surface of each sample became rough and dull. The
combination of impact by the particulate and oxidation are acting on the surface of the stainless steel. The same process can be seen occurring on the other metals. However, when a copper mesh was tested as a method to check if a weaker material would fail, the mesh was found to be broken into pieces after the first round of cycles. Copper as a material fails and is not a candidate for a receiver. The resulting mass is not shown, because if a mesh fails, then the material that constituted that mesh is not suitable for a PHR. Figure 7 shows the copper mesh before and after testing. The copper mesh shows signs of oxidation and scaling, which is being eroded away. As time progresses, the copper becomes more brittle and material is abrased off by the falling alumina particulate. The copper mesh then fails. Figure 8 shows a failed filament.
Figure 7. Microphotograph of Copper Mesh Untested (Left) and After 5760 Cycles at 800° with Impacting
Alumina
Figure 8. Microphotograph of Failed Copper Mesh After 5760
Cycles at 800°C with Impacting Alumina
The tungsten alloy sample shows some oxidation as the
number of cycles increases. This rate of increase is 1.22 ± 0.30E-7 grams per cycle over the period of testing. However, as evident in Figure 4 and Table 2, the tungsten alloy’s rate of increase is decreasing as the number of cycles passes 15000. This is consistent with oxidation. As the number of cycles increases, the surface area becomes more fully oxidized until saturated. The same is seen for the stainless steel samples.
The experiments have also shown that a nickel-chromium alloy (Chromel C) does not show observable wear as well, similar to the tungsten alloy. The materials of interest for building a discrete porous mesh structure at operational speeds and cycles are durable for use in a particle heating receiver.
Summarizing pertinent error analysis, the average uncertainty due to random error (obtained from regression analysis with the tungsten alloy) is 0.00056 grams, and the estimated uncertainty due to possible measurement bias is only 0.0001 grams, due to uncertainty in the precision balance. Consequently the average combined uncertainty is 0.00058 grams. The average uncertainty is lower for the nickel-chromium alloy because its uncertainty due to data variability is less than that of the tungsten, and the uncertainty due to the measuring instrument i.e. the balance is the same.
The metals that have the most promise for PHR applications are the ones which survive the test and also show no appreciable mass decrease, which is a sign that the material is wearing away. Stainless steel 316, “no-sag” tungsten, and the Chromel C nickel-chromium alloy.
0.635mm
0.635mm
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 34

FUTURE WORK Testing will continue in order to determine the durability of
various metals and ceramics considered for future receiver designs. Although the metals described in this experiment have been shown to withstand impacts of alumina particles 800°C for extended periods, further experiments will determine the extended life of other materials, including ceramics which can withstand even higher temperatures.
CONCLUSION CSP is a viable and economical approach to
commercializing solar power. However, common heat transfer mediums such as nitrate salts and steam use expensive recirculation systems and do not have thermal energy storage. Replacing conventional heat transfer mediums with solid particulates is a method to reduce cost, increase the maximum temperature of the system, and have inherent thermal energy storage. The main challenge pursued in this paper is whether or not various metals can withstand the repeated impact by high temperature particles and not undergo significant wear.
This experiment is designed to heat the particles to 800°C and then gravity feed the particles through metal meshes. These meshes are designed to increase the residence time of particles in a CSP receiver while also allowing them to continue passing down to be collected to a heat exchanger. Stainless steel 316, “no-sag” tungsten, and Chromel C nickel-chromium alloys were tested and show no sign of failure. There is oxidation of the surface but the meshes themselves are intact. The mass change of the meshes is positive because of the oxidation. To test the effectiveness of the experiment, copper mesh was inserted into the apparatus and tested. The copper mesh failed. Significant scaling and abrasion caused the copper to weaken and fail under the high temperature impact conditions. Stainless steel 316, “no-sag” tungsten, and Chromel C nickel-chromium are viable candidates for a PHR which will not require replacement of the metal meshes over the effective lifetime of the PHR.
REFERENCES [1] Falcone, P. K., Noring, J. E., Hruby, J. M., 1985, “Assessment of a Solid Particle Receiver for a High Temperature Solar Central Receiver System,” SAND85-8208, Sandia National Laboratories, Albuquerque, NM. [2] Hruby, J. M., 1986, “A Technical Feasibility Study of a Solid Particle Solar Central Receiver for High Temperature Applications,” SAND86-8211, Sandia National Laboratories, Albuquerque, NM. [3] Martín, J., and Vitko, J., 1982, “ASCUAS: A Solar Central Receiver Utilizing a Thermal Carrier,” SAND82-8203, Sandia National Laboratories, Albuquerque, NM. [4] Ho, C. K., et al., 2013, “Technology Advancements for Next Generation Falling Particle Receivers,” SolarPACES, Las Vegas, NV, September 17-20. [5] Knott, R. C., Sadowski, D. L., Jeter, S. M., Abdel-Khalik, S.
I., Al-Ansary, H. A., and El-Leathy, A., 2014, “Sintering of Solid Particulates Under Elevated Temperature and Pressure in Large Storage Bins for Thermal Energy Storage,” 8th International Conference on Energy Sustainability, ES-FuelCell2014-6588, Boston, Massachusetts. [6] 2012, “CARBOACCUCAST Tech Sheet,” CARBO Ceramics Inc., New Iberia, LA.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 35

Proceedings of the Fourteenth Annual Early Career Technical Conference The University of Alabama, Birmingham ECTC 2014 November 1 – 2, 2014 - Birmingham, Alabama USA
DYNAMIC RESPONSE OF GLASS UNDER HIGH-STRAIN RATE COMPRESSION LOADING
Soheil Daryadel, Damian L. Stoddard, Arunachalam M. Rajendran Department of Mechanical Engineering
The University of Mississippi, University, MS, USA
ABSTRACT In this paper, the dynamic response of four different types
of commercially available glass under high-strain rate compression loading has been investigated. Borosilicates, Soda Lime, Starphire and Fused Silica, as potential candidates for developing armor glass, were studied using a modified Split Hopkinson Pressure Bar (SHPB). Borosilicate, Starphire and Fused Silica showed approximately similar behavior at an average strain rate of 60/s, but the compressive strength and specific energy absorption in Soda Lime glass decreased considerably. Moreover, the strain rate effect under dynamic compression test was studied on Borosilicate glass at strain rates of 60/s to 650/s. Results showed that compressive strength is very sensitive to strain rate, while the initial stiffness is almost constant.
INTRODUCTION There has been increasing evidence for the use of
transparent armors in Army and other protective vehicle / structural applications [1]. Shock and penetration resistance behaviors of transparent amorphous brittle materials are extremely complex compared to crystalline ceramics. In the design of transparent armors, one of the key performance criteria is the ability of the materials to absorb and dissipate energy in a most efficient manner. Dealing with low strength and highly brittle glass materials has always been a critical issue in architectural and military applications. For decades, researchers have attempted to develop improved glass material with higher strength and fracture toughness for avoiding structural failure in addition to human injuries that are predominately caused by flying glass debris. Developing a material with optimum transparency, high failure strength and light weight is a challenge.
Extensive experimental and numerical research has been conducted to understand glass performance during dynamic and static tests. Most of these works studied the blast response of various types of glass [1–6], while rest of these focused on fracture mechanisms in different types of impact [7–15]. However, due to the brittleness of glass, which makes it
difficult to reach equilibrium stress state during the dynamic test-event, there are very few previous studies on characterization of glass materials at high strain-rate using SHPB. Xu Nie et al. [16] conducted dynamic compression experiments on borosilicate glass by SHPB and used high-speed photography to record the dynamic crack initiation and propagation. In addition to the high strain-rate compressive response, they studied corresponding shear effects by applying off-axis loading. Peroni et al. [17] studied the influence of two different strain-rates on the compressive and tensile strength of a commercial glass using SHPB and a high-speed camera. They reported non-sensitivity of the ultimate strength and Young’s modulus in compression but an increase in the ultimate tensile strength at higher strain-rate. But a later study [18] revealed the high-strain rate sensitivity of both compressive and tensile strength for annealed float glass.
At present, there is no definite evidence to correlate the ballistic performance of different glasses with their compressive strength or fracture toughness or microstructures. The main objective of this research is to study the dynamic compression behaviour of four different types of commercially available glass that are being considered as potential candidates for developing armor glass in military applications. The goal is to determine the energy dissipation characteristics under a variety of loading conditions as well as the difference in dynamic compressive strengths between the 4 glasses. The tests were conducted on Borosilicate, Soda Lime, Starphire and Fused silica glass at one strain-rate using a modified SHPB test system, and also at four different strain-rates just on Borosilicate. Providing necessary experimental data for developing material models of armor glass is the ultimate objective of this investigation.
MATERIALS The high-strain compression tests were performed on four
types of cylindrical glass; Soda Lime, Starphire and Fused silica with 12.7 mm diameter and length and Borosilicate float glass in four different sizes with 4, 6, 9 and 12.7 mm diameter and length. Two to four specimens from each type of glass and each size were tested as received from Swift Glass, Elmira, NY.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 36

Some of the mechanical properties of glasses, as provided by the manufacturer, are given in Table 1. The specimens are shown in Fig. 1.
Table 1 - Mechanical properties of glass materials
Density (g/cm³)
Modulus of Elasticity (GPa)
Poisson's Ratio
Borosilicate 2.23 63.00 0.20
Soda-Lime 2.53 72.00 0.23
Starphire 2.50 73.11 0.22
Fused Silica 2.20 72.70 0.16
Figure 1 - Glass specimens for SHPB compression tests
EQUIPMENT SHPB, or Kolsky bar, is a well-known technique for
characterizing materials at high strain-rates which was developed first by Kolsky in 1949 [19]. All tests reported in this article were carried out on the modified Split Hopkinson Pressure Bar in the Blast and Impact Dynamics Lab at the University of Mississippi, MS. (Fig. 2). 19.02 mm diameter maraging steel bars were used as striker, incident and
transmission bars. Due to the brittleness of glass specimens, an annealed copper pulse shaper with 1.6 mm in thickness was placed at the incident bar-end (toward striker bar) to provide a triangular shape to the incident pulse with a linear incident ramp. It allows the glass samples to be dynamically loaded at equilibrium stress state [20]. Also to avoid friction and shear effect on the specimens during compression tests, petroleum jelly was applied for mounting the specimen in between incident and transmission bar-ends.
RESULTS High-strain rate compression tests have been performed on
cylindrical Borosilicate, Soda lime, Starphire and Fused Silica glass specimens to compare dynamic mechanical behavior. Fig. 3 shows the typical stress wave pulses (incident, reflected and transmitted) recorded from strain gauges on the incident and transmission bars. Dynamic Equilibrium in all tests has been checked estimating stresses developed at opposite faces of the specimen (Fig. 4). As expected, glass specimens showed very brittle behavior. The initial stiffness (slope of the dynamic stress-strain curve) is marginally lower than the Young’s modulus reported by the manufacturer in quasi-static tests. Stress-strain curves can be seen in Fig. 5. At average strain rate of 60/s, Borosilicate, Starphire and Fused Silica shows almost the same behavior, but the compressive strength and failure strain of Soda Lime is significantly smaller than that of the other glass specimens. Based on the SHPB data for borosilicate at different strain rates, the strain rate sensitivity on strength seems to be insignificant below strain rates around 60/sec. Therefore, a comparison between the Soda Lime glass at a strain rate of 47/sec and strength (stress) data at higher strain rates (>60/sec) for other three glasses is reasonable due to the absence of strain rate sensitivity behaviors at lower strain rates. Also the specific energy absorption (energy absorbed per unit mass under SHPB compression loading) was computed (Fig. 6). There is a considerable drop of specific energy absorption in Soda Lime specimens in comparison with other types of glass. Table 2 summarizes the SHPB compression test responses of glass specimens at strain rate range of 40/s to 70/s. It should be noted that all data are reported up to the compressive strength.
Figure 2 - Schematic of compression SHPB test system
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 37

Figure 3 - Typical incident, reflected and transmitted pulses in SHPB compression tests on glass specimen
Table 2 - SHPB compression test response of glass specimens
Sample Size (mm) Average Strain Rate (/s)
Average Compressive Strength (MPa)
Failure Strain
Specific Energy (kJ/Kg)
Rate of Sp. Energy (GJ/kg-s)
Diameter Length
Borosilicate 12.7 12.7 66 346.8 0.006 513.3 7.8
Soda Lime 12.7 12.7 47 328.1 0.005 286.7 3.9
Starphire 12.7 12.7 61 362.4 0.006 443.3 5.9 FusedSilica 12.7 12.7 66 350.8 0.006 520.0 6.5
Figure 4 – Validation of the equilibrium stress state
obtained in SHPB compression test
Figure 5 - Stress-Strain SHPB compression curves for
glass samples at strain rate of ~60/s
-1
-0.5
0
0.5
1
0 200 400 600 800 1,000 1,200 1,400 1,600 1,800 Pul
se (V
)
Time (micro-second)
Incident Bar
Transmission Bar
Incident pulse Transmitted pulse
Reflected pulse
0
100
200
300
400
500
0 50 100 150
Stre
ss (M
Pa)
Time (micro-second)
Transmission Bar
Incident Bar
0
50
100
150
200
250
300
350
400
450
0.000 0.002 0.004 0.006 0.008
Stre
ss (M
Pa)
Strain
Borosilicate
Soda Lime
Starphire
Fused Silica
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 38

Figure 6 - Specific energy absorption of glass specimens
under SHPB comression loading As mentioned previously, this research aims to study four
different types of glass at different strain rates to study the strain-rate effect on dynamic compression behavior. Four different sizes of specimens have been selected to continue dynamic compression tests. Stress-Strain curves of Borosilicate can be seen in Fig. 7. A significant increase in failure strength and specific energy absorption has been observed at higher strain-rates, while the initial stiffness remains constant. All the significant response parameters regarding Borosilicate glass dynamic compression results are summarized in Table 3.
CONCLUSION In this study, a modified Split Hopkinson Pressure Bar,
SHPB [20], was utilized for studying dynamic response of four different types of cylindrical glass under high-strain rate compression loading. Similar behavior was observed for Borosilicate, Starphire and Fused Silica glass at an average strain rate of 60/s, while the Soda Lime showed lower compressive strength and energy absorption. Furthermore, SHPB compression tests on Borosilicate glass specimens with four different sizes were also conducted to explore the strain- rate effect on the dynamic response. The results indicated high dependency of compressive strength, failure strain and specific
energy to strain rate while the initial stiffness remains approximately constant.
Compression tests at different strain rates on Soda Lime, Starphire and Fused Silica are in progress. In addition, a high-speed camera at rate of one million frames per second will be used to study the crack propagation and failure mechanism in the glass specimens.
Figure 7 - Stress-Strain SHPB compression curves for Borosilicate samples at different strain rate
ACKNOWLEDGMENTS This research was funded by US Army Tank Automotive
Research, Development and Engineering Center (TARDEC), under prime contract SP0700-99-D-0301 and sub-contract 4014-54155 with Purdue University. The use of instrumentation funded by ARO-DURIP grant W911NF-13-1-0248 is acknowledged. The authors would like to thank our colleague Dr. Brahma Pramanik for his help in performing the SHPB tests and Prof. Wayne Chen of Purdue University for discussions on SHPB loading conditions. We also appreciate the technical guidance from Dr. Douglas Templeton and Mr. Timothy Talladay during the project execution.
Table 3 - SHPB compression test response of Borosilicate glass at different strain rates
Sample Size (mm) Average Strain Rate (/s)
Average Compressive Strength (MPa)
Failure Strain
Specific Energy (kJ/Kg)
Rate of Sp. Energy (GJ/kg-s)
Diameter Length
4.0 4.0 640 1123.5 0.026 7260.0 300.6 6.0 6.0 362 660.8 0.022 3941.4 118.6 9.0 9.0 142 500.2 0.012 1475.4 68.0 12.7 12.7 66 346.8 0.006 513.3 7.8
Borosilicate Soda Lime Starphire Fused Silica
0
100
200
300
400
500
600
Spe
cific
Ene
rgy
Abs
orpt
ion
(kJ/
kg)
0
200
400
600
800
1000
1200
0.000 0.005 0.010 0.015 0.020 0.025 S
tress
(MP
a)
Strain
650/s
340/s
125/s
60/s
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 39

REFERENCES [1] Wei, J., Shetty, M. S., and Dharani, L. R., 2006, “Failure analysis of architectural glazing subjected to blast loading,” Eng. Fail. Anal., 13(7), pp. 1029–1043. [2] Kumar, P., and Shukla, A., 2011, “Dynamic response of glass panels subjected to shock loading,” J. Non. Cryst. Solids, 357(24), pp. 3917–3923. [3] Hooper, P. a., Sukhram, R. a. M., Blackman, B. R. K., and Dear, J. P., 2012, “On the blast resistance of laminated glass,” Int. J. Solids Struct., 49(6), pp. 899–918. [4] Larcher, M., Solomos, G., Casadei, F., and Gebbeken, N., 2012, “Experimental and numerical investigations of laminated glass subjected to blast loading,” Int. J. Impact Eng., 39(1), pp. 42–50. [5] Zhang, X., Hao, H., and Ma, G., 2013, “Parametric study of laminated glass window response to blast loads,” Eng. Struct., 56, pp. 1707–1717. [6] Hidallana-Gamage, H. D., Thambiratnam, D. P., and Perera, N. J., 2014, “Failure analysis of laminated glass panels subjected to blast loads,” Eng. Fail. Anal., 36, pp. 14–29. [7] Flocker, F. W., and Dharani, L. R., 1997, “Stresses in laminated glass subject to low velocity impact,” Eng. Struct., 19(10), pp. 851–856. [8] Forde, L. C., Proud, W. G., Walley, S. M., Church, P. D., and Cullis, I. G., 2010, “Ballistic impact studies of a borosilicate glass,” Int. J. Impact Eng., 37(5), pp. 568–578. [9] Bouzid, S., Nyoungue, a., Azari, Z., Bouaouadja, N., and Pluvinage, G., 2001, “Fracture criterion for glass under impact loading,” Int. J. Impact Eng., 25(9), pp. 831–845. [10] Bourne, N. K., Forde, L. C., Millett, J. C. F., Field, J. E., Road, M., and Ohe, C. B., 1997, “Impact and Penetration of a Borosilicate Glass,” 7(1 997), pp. 1–6. [11] Nie, X., and Chen, W. W., 2011, “Dynamic Equibiaxial Flexural Strength of Borosilicate Glass at High Temperatures,” Exp. Mech., 52(2), pp. 135–143. [12] Nie, X., and Chen, W., 2012, “High-Rate Progressive Failure of Borosilicate Glass under Mechanical Confinement at High Temperatures,” Exp. Mech., 53(1), pp. 67–75. [13] Chocron, S., Dannemann, K. a., Walker, J. D., Nicholls, A. E., and Anderson, C. E., 2007, “Constitutive Model for Damaged Borosilicate Glass Under Confinement,” J. Am. Ceram. Soc., 90(8), pp. 2549–2555. [14] Chocron, S., Anderson, C. E., Nicholls, A. E., and Dannemann, K. a., 2010, “Characterization of Confined Intact and Damaged Borosilicate Glass,” J. Am. Ceram. Soc., 93(10),
pp. 3390–3398. [15] Chocron, S., Anderson, C. E., Dannemann, K. a., and Nicholls, a. E., 2012, “Pressure Effects on the Compressive Response of Confined Intact and Damaged Soda-Lime Glass,” Exp. Mech., 53(1), pp. 77–89. [16] Nie, X., Chen, W. W., Sun, X., and Templeton, D. W., 2007, “Dynamic Failure of Borosilicate Glass Under Compression/Shear Loading Experiments,” J. Am. Ceram. Soc., 90(8), pp. 2556–2562. [17] Peroni, M., Solomos, G., Pizzinato, V., Larcher, M., 2011, “Experimental Investigation of High Strain-Rate Behaviour of Glass,” Appl. Mech. Mater., 82, pp. 63–68. [18] Zhang, X., Hao, H., and Ma, G., 2013, “Laboratory test and numerical simulation of laminated glass window vulnerability to debris impact,” Int. J. Impact Eng., 55, pp. 49–62. [19] Kolsky, H., 1949, “An investigation of the mechanical properties of materials at very high rates of loading,” Proc. Phisycal Soc., 62(11), pp. 676–700. [20] Frew, D. J., Forrestal, M. J., and Chen, W. W., 2002, “Pulse shaping techniques for testing brittle materials with a split Hopkinson pressure bar,” Exp. Mech., 42(1), pp. 93–106.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 40

Proceedings of the Fourteenth Annual Early Career Technical Conference The University of Alabama, Birmingham ECTC 2014 November 1 – 2, 2014 - Birmingham, Alabama USA
QUASI-STATIC AND HIGH-STRAIN RATE CHARACTERIZATION OF METAKAOLIN AND FLY ASH BASED GEOPOLYMERS FOR STRUCTURAL APPLICATIONS
D. Stoddard, Dr. P. Raju Matena Department of Mechanical Engineering
University of Mississippi University, MS, USA
Dr. P. G. Allison, Dr. R. D. Moser Engineer Research and Development Center
Vicksburg, Mississippi, USA
ABSTRACT Geopolymeric materials such as metakaolin (Al2Si2O7) and
fly ash based geopolymers are a new family of materials used for structural applications. This article compares the quasi-static and dynamic properties of metakaolin and a fly ash based geopolymer. A Split-Hopkinson Pressure Bar (SHPB) was utilized to determine the high-strain rate compressive properties of both geopolymers. Punch-shear response of the candidate material systems under low-velocity impact was also studied. The results show that ultimate strength of metakaolin and class F fly ash geopolymers increase due to high strain rate loading. A dynamic increase factor of 1.8 for Portland cement based mortar, 3 for Metakaolin geopolymer, and 2.7 for Class F fly ash base mortar was found when comparing quasi-static and SHPB ultimate strength results.
Keywords: Geopolymer, Metakaolin, Fly Ash, Nanoindentation, Punch Shear, Split-Hopkinson Pressure Bar
1. INTRODUCTION Geopolymers are a class of cementing systems that have
been used as mortar systems in concrete mixes to improve properties to cut cost, increase strength, improve chemical resistance, reduce permeability, and enhance the workability. Metakaolin (Al2Si2O7), provides several benefits when used as a cementing system, including durability, high temperature resistance, etc. Class F fly ash geopolymers provide added fire resistance, reduces crack formation, etc. Geopolymer cementing systems depend on the interaction of strong alkali solutions with a variety of finely particulate disordered alumino-silicates; predominantly glassy materials (e.g. slag, fly ash) or clays fired to reduce their crystallinity (metakaolin). Generally, these products are made by reacting a mixture of sodium or potassium hydroxide and sodium silicate with a glass or near amorphous solid that is rich in aluminum and silica.
The reactants can be fine-grained products such as coal-derived fly ash, ground granulated metallurgical slags, or even combusted waste material such as rice hull ash. The reaction can take place at normal laboratory temperature or elevated temperatures (typically in the range of 30 °C to 50 ˚C). Moist curing is typically used to assure adequate early-age strength gain. The reactants form a series of alumino-silicate chains or networks of oxygen, silicon aluminum linked with covalent bonds. The most commonly used geopolymers are complex alumino-silicate gels that consist of silicate and aluminate tetrahedrally bonded in complex networks with oxygen bridges [1].
Despite the vast array of information related to material mixture proportioning, and quasi-static mechanical properties, high strain rate/low impact data has not been reported in open literature. Due to the growing threat of structures being subjected to impact situations a detailed investigation of any material, including geopolymers, used in structural applications is merited. A wide variety of research has been conducted on metakaolin and fly ash based geopolymer including the microstructural, chemical resistance, strength at varying cure times and mix proportions. However, there is very limited information on the high-strain rate and low-velocity impact response of these candidate material systems that are being considered for blast and impact mitigation applications. In this article, the high-strain rate compressive properties and the punch-shear response of both metakaolin and the fly ash based geopolymer material systems are presented.
2. EXPERIMENTAL The experiments performed on the Portland cement based
mortar, metakaolin based geopolymer, and Class F fly ash based geopolymer were quasi-static compression testing using an Enduratec SmarttestSP-AT machine and a nanoindenter, low velocity impact tests were done using a Dynatup macine, and
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 41

SHPB tests were performed using a polyurea pulse shaper and an aluminum bar. 2.1 Preparation
The metakaolin used was manufactured by calcinations of kaolinite at temperatures of approximately 800 °C. The metakaolin has a chemical composition of 96.8% amorphous composition, 2.2% quartz (SiO2), and 1.0% anatase (TiO2). An alkaline activator solution was prepared as a mixture of 15 M Na2SiO3 solution prepared by Sigma-Aldrich, and a 10 M solution of NaOH. The NaOH was prepared by mixing NaOH pellets from Sigma-Aldrich with deionized water until a 10 M solution was formed. The Na2SiO3 and NaOH were then mixed thoroughly with an automated stirring rod for a minimum of 6 hours to ensure consistency. Using a 50:50 mix ratio the metakaolin was combined with the solution. The gel was then placed into 2 inch square cubes and a 6 in. x 6 in. x 12 in. form. The forms were then placed in a moist environment for 24 hours. The forms were removed and placed inside plastic bags with wet paper towels and sealed. The bags were then placed inside an oven and heat cured using a 10 ˚C per 20 minute intervals and then held at 80 C for 24 hours and cooled using the reverse heating cycle. This ramped heating and cooling cycle helped to minimize cracking due to thermal stresses [2]. Samples with a diameter of 0.63 in. and aspect ratio of 0.5, 0.75, 1.0, and 2.0 were cored from the cured metakaolin based geopolymer. 4 in. x 4 in. x 0.5 in. and 4 in. x 4 in. x 0.25 in. plates were cut using a wet saw.
The fly ash-based mortar was prepared from Class F fly ash produced at Tennessee Valley Authority coal-fired power plant at Cumberland City, TN, USA mixed with ASTM C 778 graded quartz sand aggregate (U.S. Silica Ottawa, IL) [3]. The fly ash based geopolymer was prepared by mixing 51.74 wt % fly ash, 30 wt % sand, 13.04 wt % Na2SiO3, and 5.21 % 14 M NaOH [4]. The NaOH and the mixed Na2SIO3 and NaOH solution were prepared in the same manner previously stated. The solid and liquid mixture were mixed in a Hobart mixer and placed in a mold in two lifts and vibrated during both lifts. The fly ash was cured in a moist environment for 24 hours and then placed inside a plastic bag that contained wet paper towels and then placed in an oven set to a temperature of 40 ˚C for 48 hours. Samples were cut with the same dimensions as previously stated.
The Portland cement-based mortar having a water to cement ratio of 0.485 was prepared in accordance with ASTM C109/C109M-12 [5] and was used as a baseline for comparison. The Portland cement was cured inside a fog room for 96 hours before being demolded and cut to the sample sizes previously stated. Table 1-3 show the mix proportions of the 3 mortar systems tested.
X-Ray Diffraction samples were made by taking a small sample of cured material for each mixture and sieving until 90% pass rate was achieved.
SEM, EDS, and nanoindentation samples were prepared by the procedure used previously by Allison et al [6].
Table 1. Metakaolin Based Geopolymer Composition
Metakaolin wt.%
Sodium Silicate, PQ, D-
51, wt.%
Sodium Hydroxide
(14 M), wt.%
50 25 25
Table 2. Fly Ash-Based Mortar Composition [1]
Fly Ash, wt.%
Sodium Silicate, PQ, D-
51, wt.%
Sodium Hydroxide
(14 M), wt.%
Sand, wt.%
Binder: Sand. wt.
ratio
51.74 13.04 5.21 30 2.30
Table 3. Portland Cement-Based Mortar Composition [6]
Cement wt.%
Sand wt.%
Water wt.%
23.62 64.95 11.43
2.2 Test Methods Quasi static compression testing was done on an Enduratec
SmarttestSP-AT machine. Using a curved fixture Brazilian disc indirect tensile tests were conducted at a rate of 0.01 mm/sec. Load data was collected using Bose WinTest 4.1 program, and strain data was collected using Laser Expansion Gage (LEG). The specimen size used had a diameter of 16mm nominal and an aspect ratio (L/D) of 1. 2.2.1 Nanoindentation
Nanoindentation was done using Berkovich tip with a 50x50 grid with 10 μm and 20 μm spacing in the x and y direction respectively. 2.2.2 Low Velocity Impact Test
Low velocity impact test were done on a Dynatup 8250 test machine. Due to the lack of a standard for testing cement materials in low impact situation ASTM D3763-10 [7] was used to guide the formulation of a proper testing setup. A mass of 3.32 Kg was dropped from a height of 22 cm which resulted in a 2 m/s impact velocity. Load and displacement data were collected and processed by Dynatup Impulse Data Acquisition Software [8,9].
2.2.3 Compression Hopkinson Bar Test
Using an aluminum Hopkinson Bar Apparatus high strain rate testing was done for compression, an aspect ratios (L/D) of 1.0. All tests were performed using the same reservoir pressure to launch the striker bar yielding a strain rate of 100/s. A polyurea pulse shaper with a thickness of 3.2 mm was used. Using a Laser Expansion Gage strain data was collected and compiled with stress data obtained from strain gages on the bar.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 42

3. RESULTS AND DISCUSSION 3.1 Quasi Static Results
Typical nanoindent load versus displacement results are shown for Metakaolin in Figure 1. Figure 2 shows typical indents done on class F fly ash-based mortar.
Figure 1. Load vs. Displacement from Nanoindentations of Various Location of Metakaolin Based Geopolymer
Figure 2. Load vs. Displacement from Nanoindentations of Various Location of Class F Fly Ash-Based Mortar
Three samples were used to collect unconfined
compressive stress data from quasi-static compression test samples. Graphical plots of the data collected show that the Portland cement-based mortar had the highest ultimate strength under quasi-static loading condition. Figure 3 shows stress versus strain data for the 3 cementitious materials analyzed in this report. Figure 4 shows the ultimate strength of each material with appropriate scatter bands for the 3 samples tested for each material.
Figure 3. Quasi-Static Stress versus Strain for the Cementitious Materials Characterized
Figure 4. Quasi-Static Ultimate (Compression) Stress Results
3.2 Hopkinson Bar Results The SHPB Compression analysis shows that the highest
ultimate stress was for class F fly ash-based mortar, this difference in comparison to the highest ultimate stress for quasi-static and low velocity impact testing suggests the possibility of a different type of failure mechanism. The smallest critical strain (strain to failure) value for compression SHPB testing was class F fly ash-based mortar. Compressive SHPB stress versus strain data is shown in Figure 5 for all tested materials. Ultimate strength during SHPB testing and scatter bands for the 3 samples tested are shown in Figure 6. Energy absorption capacity of the 3 cementitious materials is shown in Figure 7.
0
0.5
1
1.5
2
2.5
0 200 400
Load
(mN
)
Indent Displacement (µm)
0
0.5
1
1.5
2
2.5
0 100 200 300
Load
, mN
Displacement, nm
0
10
20
30
40
50
60
0 0.01 0.02 0.03 0.04
Stre
ss (M
Pa)
Strain
Portland Cement-Based Mortar Metakaolin
Class F Fly Ash-Based Mortar
Portland Cement
Based Mortar Metakaolin Based
Geopolymer
Class F Fly Ash Based
Geopolymer
0
20
40
60
80
100
120
140
Stre
ss (M
Pa)
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 43

Figure 5. Split Hopkinson Pressure Bar (Compression) Engineering Stress versus Strain
Figure 6. Split Hopkinson Pressure Bar (Compression) Ultimate Strength
Figure 7. Split Hopkinson Pressure Bar (Compression) Energy Absorption Capacity
The total energy absorption capacity (integral of stress
versus strain curve) shows that metakaolin had the highest energy absorption capacity under compression SHPB testing. This increase in energy absorption could be due to the amount
of energy necessary for pulverizing the metakaolin, as opposed to the incomplete crushing of very hard aggregates or launching of aggregates away from the loading location present in Portland cement based mortar and class F fly ash based geopolymer. 3.3 Low Impact Velocity
The Dynatup impulse data acquisition software provided instantaneous impact point displacement and applied load data. The load versus deflection data were plotted up to failure point for each tested sample. Cummulative energy absorption data shown in equation 1 were generated using approximate integration method (trapezoidal rule) [9]. Load vs. deflection plots show two distinct phases of failure propagation. The first phase is damage initiation which is the phase up until the peak load. The second phase which corresponds to the rapid reduction in load is called puncture propagation [11, 12]. These phases can be observed in figure 8.
Figure 8. Load vs. Deflection Response. This information is relevant when doing dynamic modeling
of these materials in a low velocity impact scenario. The total energy absorption was calculated as the sum of the energy absorbed for damage initiation and puncture propagation phases up to complete failure of specimen. The Portland cement-based mortar and fly ash-based mortar system both exhibited similar slopes of damage initiation however; the fly ash-based mortar exhibited a decrease in energy absorption to damage initiation. The metakaolin based geopolymer showed nearly a 50% decrease in absorbed energy to damage initiation. The Portland cement-based mortar exhibits a steep drop in energy required for puncture propagation, however, puncture propagation proceeds for a longer deflection than that of fly ash-based mortar. The metakaolin based geopolymer exhibited nearly a 50% decrease in energy required for damage initiation. This could be largely due to its brittle nature, the addition of sand in the other mortar systems, or a combination of both. Figure 9 shows the total energy absorption of the cement mortars. The metakaolin based geopolymer required significantly lower amounts of energy for complete failure to occur.
0
20
40
60
80
100
120
0 0.02 0.04 0.06
Stre
ss (M
Pa)
Strain
Portland Cement-Based Mortar (131/s) Metakaolin (120/s)
Class-F Fly Ash (134/s)
Portland Cement Based Mortar
Metakaolin Based
Geopolymer
Class F Fly Ash Based
Geopolymer
0
20
40
60
80
100
120
140
Stre
ngth
(MPa
)
0
1
2
3
4
Ener
gy A
bsor
ptio
n C
apac
ity (M
J/m
3 )
Portland Cement-Based Mortar Metakaolin Class F Fly Ash-Based Mortar
0
500
1000
1500
2000
2500
3000
0 2 4 6 8 10 12
Load
(N)
Deflection (mm)
Class F Fly Ash-Based Mortar Metakaolin
Portland Cement-Based Mortar
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 44

Figure 9. Total Energy Absorption Under Low Velocity Impact
The different in the energy required for complete failure of the Portland cement-based mortar and fly ash based mortar is approximately equivalent. The reason for these two observations could again be due to the presence of aggregates in the Portland cement-based mortar and fly ash-based mortar.
4. CONCLUSIONS 4.1 Quasi Static and SHPB Comparison
Quasi static comparison to SHPB results show that there is an increase of 180% for Portland cement-based mortar, 300% for Metakaolin, and 270% for Class F fly ash-based mortar for ultimate stress. It also shows there is a decrease in strain to failure for the different loading cases. This increase in ultimate stress and decrease in strain to failure may be caused by a different failure mechanism for all materials. 4.2 Low Impact Velocity Test
Low velocity impact test results show a 6% reduction in total energy to complete failure when comparing Portland cement-based mortar and a class F fly ash-based mortar, and a 45% reduction in total energy absorption when comparing to metakaolin. This information provides low velocity impact information relevant for dynamic modeling.
Comparing the energy absorption for SHPB tests and low velocity impact tests it was found that metakaolin had the highest for SHPB testing and the lowest for low velocity impact testing. This may be caused by different failure mechanisms, viscous effects, and the lack of fine aggregate in the metakaolin based geopolymer. 4.3 Future Works Future plans for research include high strain rate SHPB testing for varying mix design of metakaolin, and Class F fly ash based geopolymers with varying aspect ratios. High strain rate SHPB testing on Brazilian disc samples to
experimentally characterize the high strain rate tensile properties.
5. ACKNOWLEDGMENTS This research was supported by US Army Research Office
under the DOD-PIRT sub-contract through North Carolina A & T State University Grant No. 300223243A. The authors would like to thank, Dr. Tezeswi Tadepalli, Kiyun Kim, and Andy Gossett for their assistances in many aspects of this research. The authors would like to thank individuals from ERDC, Mr. Bret Williams, Mrs. E Rae Gore, and Mr. Jedadiah F. Burroughs for their assistance in testing and sample preparation.
6. REFERENCES [1] R. D. Moser, P. G. Allison, B. A. Williams, C. A. Weiss Jr., A. J. Diaz, E. R. Gore, and P. G. Malone, 2011, “Improvement in the Geopolymer-to-Steel Bond Using a Reactive Vitreous Enamel Coating”, Construction and Building Materials, 2013, 49(0), p 62-69. [2] Carsten Kuenzel, Luc J. Vandeperre, Shane Donatello, Aldo R. Boccaccini, and Chris Cheeseman., 2012, “Ambient Temperature Drying Shrinkage and Cracking in Metakaolin-Based Geopolymers,” The American Ceramic Society, 95[10] 3270-3277 (2012). [3] ASTM C 778, “Standard Specification for Standard Sand,” ASTM International, West Conshohocken, 2013. [4] J. Temuujin, A. van Riessen, and K. MacKenzie, “Preparation and Characterization of Fly Ash Based Geopolymer Mortars,” Constr Build Mater, 24 (2010) 1906-1910, 2010. [5] ASTM C109/109M-12, “Standard Test Method for Compressive Hydrualic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens),” ASTM International, West Conshohocken, 2012. [6] P.G. Allison, R.D. Moser, C.A. Weiss Jr, P.G. Malone, S.W. Morefield, “Nanomechanical and chemical characterization of the interface between concrete, glass-ceramic bonding enamel and reinforcing steel”, Construction and Building Materials, 2012, 37(0), p 638-644. [7] ASTM Standard D3763, “Standard Test Method for High speed Puncture Properties of Plastic Using Load and Displacement Sensors,” ATSM International, West Conshohocken, 2006. [8] Pramanik, B. Dissertation Defense, “High-Strain Rate Tensile Characterization of Graphite Platelet Reinforced Vinyl Ester Based Nanocomposites Using Split-Hopkinson Pressure Bar”, Oct. 7, 2013, University of Mississippi. [9] D. Hyde, “DPlot User Manual,” HydeSoft Computing LLC, Vicksburg, 2008. [10] Military Specification (MIL)-Handbook-17 (Vol. 1 – 5), Department of Defense Handbook, Polymers, Polymer Matrix Guidelines for Characterization of Structural Materials, (DOD, 17 June 2002).
0
2
4
6
8
10
Abs
orbe
d En
ergy
(J)
Portland Cement-Based Mortar Metakaolin Class F Fly Ash-Based Mortar
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 45

[11] Gama, B. A., Islam, S. M. W., Rahman, M., Gillespie Jr., J. W., Bogetti, T. A., Cheeseman, B. A., Yen, C. and Hoppel, C. P. R., “ Punch Shear Behavior of Thick-Section Composites Under Quasi-Static, Low Velocity, and Ballistic Impact Loading,” SAMPE Journal, Vol. 41, No. 4, 2005, pp. 6-13. [12] Broek, D., “Elementary Engineering Fracture Mechanics,” Martinus Nijhoff Publishers, Leiden, 1982. Doi: 10.1007/978-94-011-9055-8.
UAB School of Engineering - ECTC 2014 Proceedings - Vol. 13 46