Troubleshooting Hydraulic System

of 9
-
Upload
catoeraleif -
Category
Documents
-
view
215 -
download
0
Transcript of Troubleshooting Hydraulic System
-
8/18/2019 Troubleshooting Hydraulic System
1/9
Troubleshooting Hydraulic System Problems
Hydraulic System Maintenance
Once correctly selected, hydraulic fluids and the systems in which they are used must be adequatelymaintained, in order to ensure their long life and reliability. The most important maintenancerecommendations include:
1. Keep hydraulic fluids cool. The bulk oil temperature at the exterior of the reservoir should not exceed140ºF (60ºC) and the exterior of all components must be kept scrupulously clean to ensure that no hotspots develop as a result of accumulated dust and dirt. Remember, mineral base oils begin to oxidize ataround 160ºF (71ºC). Where water base fire resistant fluids are used, it is recommended that operatingtemperatures be maintained at not more than 122ºF (50ºC) to minimize the loss of water throughevaporation.
2. Keep hydraulic fluids dry. Water content generally should never exceed 1000 ppm (.1%) in hydraulic
systems using mineral base or synthetic fluids. Biodegradable hydraulic fluids with vegetable or canolaoil base are extremely susceptible to degradation caused by water. Water content should not exceed 500ppm (.05%) if long service life is to be achieved.
3. Repair fluid leaks immediately. If oil can escape, dirt, dust and air can re-enter the system. Inspectthe system periodically for the causes of leaks, such as scored cylinder rods or pump vibrations causingseal wear or damage.Pump vibration is frequently caused by unbalanced pumps or misaligned shafts. Hot spots at seals or
valves can reduce oil viscosity causing leaks. Inspect pipe joints and fittings for looseness causing leaks.Ensure that pump inlets are located below the reservoir outlet to ensure that the pump is continually “flooded” with fluid. This will reduce cavitation and the possibility of air being drawn into the system bythe action of the pump. When any entrained air bubbles become compressed, they dramatically increase
in temperature, causing the oil surrounding the bubbles to also increase in temperature.In addition, air bubbles trapped in the fluid may vaporize and implode at valve or pump surfaces causingcavitation erosion, which in turn causes internal leaks resulting in hot spots near the damaged surfaceand the conditions worsen.Finally, keep in mind that an external leak of one drop of oil per second is equal to 400 gallons in a 12month period. If an operator wants to know how much more the re-supply of oil costs, he only needs tocount the plant’s oil leaks.
Severe scoring, evidence of rust and a circumferential seal lip wear pattern are clear indications of waterand hard particle contamination on this cylinder rod. External fluid leaks past the seal were continuousduring operation.
4. Keep hydraulic fluid clean. There is general agreement among hydraulic system experts that 75 –80%of hydraulic component failures are caused by fluid contamination with dirt, water, wear particles andother foreign material. In today’s systems, frequently with pressures exceeding 5000 psi, clearancesbetween lubricated surfaces are very small, making contamination control critical.The critical clearances shown clearly illustrate the importance of maintaining clean fluid in all hydraulicand recirculating systems. For instance, the piston to cylinder bore clearances of 5 –40 microns inhydrostatic transmission systems are highly susceptible to abrasive wear caused by silt sized particles.These particles cannot be effectively monitored using wear metals analysis alone, nor will they be
-
8/18/2019 Troubleshooting Hydraulic System
2/9
effectively removed by applying standard full flow filtration systems.
4. Scored piston pump barrel assembly. The standard clearance between the barrel assembly and valve
port plate is .5 –5 microns.
A piston pump assembly illustrating the severe scoring visible on the piston slipper faces. Note themushroomed edges of some of the slipper faces. This is indicative of a lack of sufficient lubricant filmbetween the slipper face and swash plate and suggests that the drilled lubricant passage in the pistonwas plugged with contaminants.
5. Establish an effective oil analysis program. The fluid used in a hydraulic system is a critical componentof that system and its condition should be monitored as part of an effective maintenance and reliabilityprogram.
The first consideration that must be implemented is the process for obtaining fluid samples, which isfrequently neglected or misunderstood. In order to obtain repeatable and accurate data from oilsamples, the following process must be implemented.
6. Apply the Fluid Cleanliness Code Standard ISO 11171 to all hydraulic equipment. After a particle
counting procedure is carried out by an oil analysis laboratory, the results are most often converted tothe ISO fluid cleanliness code.7. Implement the following preventive maintenance and condition monitoring techniques for hydraulicmachinery.
a) Minimum oil analyses testing should include; spectroscopic elemental analysis to monitor wear ratesand measure viscosity at 40ºC and 100ºC to determine thickening, thinning or shearing of the fluid,particularly when using multigrade fluids. Water content should be measured using an accurate test,such as the Karl Fischer analysis, which reports water content in ppm or percentage. Measure ISOcleanliness levels and the acid number, which will provide a guide to the remaining life of the hydraulic
fluid. In all cases, AN will increase as weak acids accumulate or oxidation occurs in the fluid. Comparethese test results with new oil test results for comparison purposes and always act on the oil analysislaboratory’s recommendations.
b) Whenever an oil analysis report indicates high levels of contamination or wear rates, consider carryingout a ferrographic analysis of the hydraulic fluid. This test will provide additional and very usefulinformation on the type of wear or contaminant and its probable or possible source.
c) If contamination by dirt, water or wear metals remains a problem, consider the installation ofadditional side stream, absorbent filtration systems capable of removing solids and water. These filters
should be rated in absolute terms at a micron rating lower than the smallest clearance in the system. Forexample, if the system uses servo valves with clearances of 2 microns, the side stream or kidney filtersshould be rated at a minimum of 2 microns or lower and always pre-filter new oil prior to topping up orfilling the reservoir.
Tips For Troubleshooting Hydraulic Systems
When hydraulic system degradation is obvious or suspected, there are many cost effective inspectionmethods and testing techniques to aid the troubleshooter in locating the cause or causes of the problem.
Generally, improper hydraulic system operation can be traced to one of the following deficiencies:
a) Insufficient fluid level.
-
8/18/2019 Troubleshooting Hydraulic System
3/9
b) The presence of air in the system.c) Contamination by foreign material.d) Incorrect adjustment of components.e) Internal or external fluid leakage.f) Mechanical damage to components.g) Wrong fluid type or viscosity.
h) Excessive temperatures.
The following tips, tools and techniques should be considered for appropriate use whenever any of theseoperating conditions develop.
1. The contaminant test; obtain an oil sample in a clean, clear jar and let it sit overnight. Anycontamination will settle to the bottom of the container and will remain attracted to the bottom surface
for viewing even when the container is turned over.
2. The crackle test; If water is suspected but not obvious, obtain an oil sample and place two or threedrops of the oil on a hot plate. The drops will crackle, pop or sizzle if any water is present. Rememberthat any water may be harmful depending upon the equipment type or process.
3. The “poor man’s” particle count; is a simple inspection of the machine’s filter. Cut the filter open,spread the media out on a bench and view any contaminant with a magnifying glass or microscope. Runa magnet under the filter media. Any ferrous material will move with the magnet. This shouldimmediately call for a ferrographic analysis of an oil sample.
4. The color test; Any brownish or darkening discoloration of the oil which is an obvious change,suggests that oxidation has begun. Any discoloration should be immediately investigated by sending anoil sample for a minimum of viscosity and acid number analysis. If the viscosity has increased by 10% ormore of new oil and the acid number has increased substantially, the fluid may have reached the end of
its service life.
5. The high temperature test; Dark discoloration of the hydraulic fluid suggests that oxidation isoccurring. If high temperatures are suspected, they could be caused by external leaks which create hotspots at valves or cylinders, plugged coolers or kinked or damaged hoses, relief valve pressure settingstoo high, or oil of too high viscosity. In all cases, the use of predictive maintenance tools such as infraredthermography or an infrared thermometer using laser beams to instantly locate hot spots will locate thehigh temperature areas.
6. The internal leakage test; When a hot spot is located, such as at a cylinder barrel or servo valve, the
use of a hand held ultrasonic tester will locate the leak. (During a leak, a liquid moves away from highpressure. As it passes through the leak site, a turbulent flow is generated that has strong ultrasonicsound waves that can be monitored.
7. The excessive noise test; An ultrasonic tester can also be used to monitor conditions such ascavitation or aeration at hydraulic pump inlets or other components, as well as locating electrostaticdischarge noise at filters or reservoirs. (Electrostatic charges may be generated in hydraulic fluids byturbulence, high fluid velocities, internal fluid friction, fluids flowing in ungrounded piping or when fluiddischarges on to any free surface of the reservoir, particularly if there is free air present in the fluid).
8. The foam and air entrainment inspection; As noted earlier, a darkening color of hydraulic fluidsuggests that oxidation is occurring. Oxidation rates are related directly to high temperatures and
-
8/18/2019 Troubleshooting Hydraulic System
4/9
excessive air entrainment combined with high pressure. At atmospheric pressure and correspondingtemperature, oils contain about 10% by volume of dissolved air. At 200 psi (1400 kPa), oils can absorbabout 140% by volume.
The dissolved air provides the oxygen that is necessary to promote oxidation and oxidation rates rapidlyincrease as temperatures rise above 140ºF (60ºC) and hydraulic pressures increase to their normal
operating ranges.Dissolved air in oil under pressure will tend to produce foam as pressure is released and the air comesout of solution. This free air is now trapped inside operating cylinders and other components, which willcause erratic and spongy operation and increased temperatures.If hydraulic systems begin to display erratic, spongy operational behavior or cylinder extension andretraction speeds are slower than normal or erratic in nature, there is a good possibility that there isexcessive air entrainment in the hydraulic system. The presence of entrained air is readily apparent bythe bubbly, opaque appearance of the fluid in the reservoir.
When excessive levels of entrained air are suspected, inspect all system connections where air may bedrawn into the system.
Suction leaks (where air is being drawn into a component or circuit) can easily be located by applying
hydraulic oil to the connection. If the oil disappears, the troubleshooter has located the air leak!
9. Concluding recommendations; As systems improve and operating pressures increase, much moreattention to predictive maintenance and reliability will be required. Two areas of concern will be arequirement for improved filter design, selection and installation and hydraulic system flushing techniquesafter a component failure has occurred.
-
8/18/2019 Troubleshooting Hydraulic System
5/9
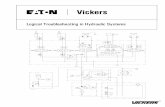
Troubleshooting Guide for Hydraulic Systems
Diagnostic Hints:
- Hydraulic systems do not normally fail overnight. There are usually symptoms of an approachingproblem. If the “Suggested Remedies” do not correct the trouble and you need to refer to Oiltech’s
hydraulic specialists, always give as much background to the trouble as possible.- Get to know the operation of the equipment you’re maintaining. Read manufacturers’ instructions and
study circuit diagrams carefully, particularly recommended start-up procedures.- Use the right tools – some hydraulic components are delicate and it can take just the right touch tomake them tick.
- Don’t take shortcuts – it rarely works- Play it safe. Most modern hydraulic equipment works in the range of 1 Mpa to over 100 Mpa (150 –
15000 psi) and high pressures can be dangerous. The safest way to work on any machine is to shut itdown first.- Analyse the system and develop a logical sequence for setting valves, mechanical stops, interlocks andelectrical controls.- Don’t experiment unless it’s your last resort. Manufacturers spend experienced time designing, buildingand testing equipment. Take it easy when making any improvements.
CONTENTS: - Excessive Noise- Overheating- Incorrect Flow- Incorrect Pressure- Erratic Action- Leakage Around Pump
Excessive Noise
Symptoms Remedy
Air in fluid
Be sure the fluid reservoir is filled to normal level and that fluid intake is belowsurface of the fluid. (With rare exception, all return lines should be below fluidlevel in the reservoir.) Check pump packing, pipe and tubing connections, and allother points where air might leak into system. One way to check a point on theintake sidesuspected of leakage is to pour hydraulic fluid over it. If the pumpnoise stops, you’ve found the leak.
Cavitation
Check for clogged or restricted intake line, plugged air vent in reservoir. Check andwash strainers in a fluid compatible with system fluid and check that the fluidviscosity is not too high. Check for undersized suction line. check proper pumpdrive motor speed plus pulley and gear sizes, particularly if a replacement motor
has been installed.Pump Misaligned withmotor
Align unit and check condition of seals, bearings and coupling. Misalignment maybe caused by temperature distortion.
Loose or Worn;
Pump, Motor, Poppetand Seat
Check manufacturer’s maintenance instructions first. Tightening every nut in sightmay not be the way to stop noise or leakage. Look for worn gaskets and packings;there is usually no way to compensate for wear in a part and it is almost alwaysbetter to replace it. Check the fluid specification and quality.
Stuck Vanes, Valves, Parts may be stuck by metallic chips, bits of lint, etc which need to be cleaned out
-
8/18/2019 Troubleshooting Hydraulic System
6/9
Pistons etc. thoroughly. Avoid the use of emery cloth orsteel hammers etc on machined surfaces. Products of fluid deterioration such asgums, sludges, varnished, and lacquers need to be cleaned from parts with a
solvent then dried thoroughly before reassembling. Be sure new replacement fluidin system provides adequate protection against corrosion and has sufficientresistance to deterioration.
Filter or Strainer dirty
Filter and strainers must be kept clean enough to permit adequate flow. Ensure
that original filter has not been replaced by one ofsmaller capacity or inferior quality. Refill with fluid of quality high
enough to prevent rapid sludge formation.
Valve Setting too Lowor too Close to
another Valve Setting
If the relief valve sounds noisy, check the pressure setting by installing a pressuregauge and adjust to the correct pressure if necessary.
Overheating
Symptoms Remedy
Fluid Overheating
Make sure the fluid supply is up to the correct level so that sufficient fluid is availableto disperse heat in the system. Make sure the fluidin the system is not contaminated. Check fluid recommendationsand viscosity requirements; if in doubt it may be worth your whileto drain the system, change the filter and refill with the correctfluid. Unusually high temperature conditions may cause fluid ofcorrect viscosity for “working temperature” to thicken too much because of oxidation. A possible cure would be to use a fluid of ahigher viscosity index.
Internal Leakagetoo high
Check for wear and loose packing. Fluid viscosity may be too low. Checkrecommendations. Proceed with caution if you a tempted to try a high viscosity fluid.
Relief or Unloading Valve Set too High
Install pressure gauge and adjust to correct pressure. At least 860 Kpa (125psi)difference between valve settings should be kept on most systems, check withmanufacturer’s recommendation. Check that the relief valve is not stuck open. This indicates the system contains dirtyor deteriorated fluid.
Poorly Fitted orWorn Parts
Poorly fitted parts may cause undue friction. Look for signs of excessive friction; besure all parts are aligned correctly.
Oil Cooler Clogged
On any machine equipped with an oil cooler, it is probable that high temperaturesare anticipated. If temperatures run high normally,they’ll go even higher if oil cooler passages are clogged. If you find a clogged cooler,try blowing it out with compressed air. If this does not work, try solvent or OiltechTransclean 801. It may be necessary to replace cooler control valve and/or cooler.
Incorrect Flow
Symptom Remedy
-
8/18/2019 Troubleshooting Hydraulic System
7/9
Pump Shaft Turning inWrong Direction
Shut down immediately. Some types of pumps can turn in either directionwithout causing damage; others are designed to turn in one direction only.
Check belts, pulleys, gears and motor connections. Reversed leads on 3-phasemotors are a common cause of wrong rotation. It may be necessary to replace
pilot pressure pump.
Pump Not ReceivingFluid
Replace dirty filters, clean clogged inlet line, clean reservoir breather vent andfill the reservoir to the correct level. Overhaul or Replace supercharge pump.Check the yoke activating device is Operative (variable displacement pumps).
Mechanical Trouble
(broken shaft, drivemotor not operating,loose coupling etc.)
Mechanical trouble is often accompanied by a noise that you can locate very
easily. If you find it necessary to disassemble, follow the manufacturer’srecommendations to the letter. Improperly assembled pumps are often thecause of no flow.
Pump Shaft Speed TooLow
Some pumps will deliver hydraulic fluid over a wide range of speeds, othersmust turn at recommended speed to give appreciable flow. Find out the speedrecommended by the manufacturer, then check the speed of pump with a flowcounter if possible. If the speed is too low, look for trouble with driving motorand check relief or unloading valve.
Excessive Flow
Check that the Yoke actuating device is operative (variable displacement
pumps). The flow control may be set too high or animproper size replacement pump has been used.
Air Leak in System If any air at all id going through the pump, it will probably be quite noisy.
Incorrect Pressure
Symptom Remedy
Pressure ReducingUnloading, or Relief Valve Setting Incorrect
If valve settings are too low, fluid may flow from pump through valves and backto the fluid reservoir without reaching point of use. If valves are set too high,refer to OVERHEATING advice. Check that valves are not damaged, worn or
dirty. To check relief valve setting, block discharge line beyond relief valve andcheck
line pressure with pressure gauge.
-
8/18/2019 Troubleshooting Hydraulic System
8/9
Incorrect Control ValveSetting, Fluid “ShortCircuit” to Reservoir
If open – centre directional control valves are unintentionally set at neutral, fluidwill return to reservoir without meeting any appreciable resistance and very littlepressure will be developed. Scored control valve pistons and cylinders can cause
this trouble Replace worn parts.
Leak in System
Check whole system for leaks. Serious leaks in the open are easyto detect, but leaks often occur in concealed piping. One routine in leak testing isto install pressure gauge in discharge line near pump and then block off circuit
progressively. When gauge pressure drops with gauge installed at a given point,leak is between this point and check point just before it.
Broken, Worn or StuckPump Parts
Install pressure gauge and block system just beyond relief valve. If no
appreciable pressure is developed and relief valve is OK, look for mechanicaltrouble in pump.
Accumulator Defectiveor Lost Charge
Check gas valve for leaks. Charge to correct pressure. Overhaul if defective.
Erratic Action
Symptom Remedy
Valve Pistons etc.Sticking
First check suspected part for mechanical deficiencies such as misalignment ofa shaft, worn bearings etc. Then look for signs of dirt, sludge, varnished andlacquers caused by fluid deterioration. You can make up for mechanicaldeficiencies by replacing worn parts, but remember deficiencies are oftencaused by the fluid level being too low or the use of the wrong fluid.
Lack of MechanicalLubrication
This can cause noisy as well as erratic movement. To avoid wear ensurelinkages and machine ways are correctly lubricated.
Malfunctioning Servo Amplifier, Servo Valve orFeedback Transducer
Clean and adjust or replace. Check the condition of system fluid and filters.
Sluggishness when aMachine is first Started
Sluggishness is often caused by fluid that is too thick at starting temperatures.If you can accept this for a few minutes, fluid may thin out enough to give
satisfactory operation. If fluid does notthin out, or if ambient temperature remains relatively low, youmay have to change to fluid of lower pour point, lighter viscosityand/or higher VI. Under severe conditions immersion heatersare sometimes used to pre-heat oil.
Leakage Around Pump
Symptom Remedy
Worn PackingTighten packing gland or replace packing. Trouble may be causedby abrasives in fluid. A check of points where abrasives mightenter should be made.
Head of Fluid onSuction Line
Usually it is better to have slight pressure on the suction side of the pump,although it may not be necessary. With more than slighthead, leakage may result. If head is not required and componentscan be re-arranged, do so. Leakages should always be fixed because they arepoints which allow suction of air.
-
8/18/2019 Troubleshooting Hydraulic System
9/9