
TRANSBIO. Procesamiento y recuperación de compuestos de valora añadido.
23
BioTRANSformation of by-products from fruit and vegetable processing industry into valuable BIOproducts 03.11.2015: Vitoria-Gasteiz, Spain Downstream processing and recovery of value added compounds Jessica Wildner - [email protected] The research leading to these results has received funding from the European Union's Seventh Framework Programme (FP7/2007-2013) under grant agreement n° 289603
-
Upload
tecnalia-research-innovation -
Category
Food
-
view
239 -
download
0
Transcript of TRANSBIO. Procesamiento y recuperación de compuestos de valora añadido.

BioTRANSformation of by-products from fruit and vegetable processing industry into valuable
BIOproducts
03.11.2015: Vitoria-Gasteiz, Spain
Downstream processing and recovery of value added compounds
Jessica Wildner - [email protected]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
• About ttz Bremerhaven
• Recall recovery procedures from fermentation broth
• Factors influencing the decision of recovery procedures
• Case studies: Bio‐based succinic acid Polyhydroxybutyrate
• Assessment of recovery and concepts of biorefinery
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
OutlineÍndice

ABOUT TTZ BREMERHAVEN
Private non-profit organisation founded 1987 in Bremerhaven (northGermany)
Nature of business: applied market-driven R&D-services in the fields of food, environment, health
International team of experts ~120 employees
Direct contracts and bilateral cooperation with industry and small-to-medium enterprises
Partner/ coordinator of third-party funded projects on national, European and international level

Project Management
Sustainable Land Use and Resource Management
Integrated Water Treatment Technologies
Sustainable Energy Management
Analytics Molecular Analytics
Sensory Analytics
Baking and Cereal Technology
Food Technology & Bio-Process Engineering
FIELDS OF EXPERTISE

BioTRANSformation of by-products from fruit and vegetable processing industry into valuable
BIOproducts
Jessica Wildner - [email protected]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Recall and factors influencing the recovery procedure
Recordatorio y factores influyentes del proceso de recuperación
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
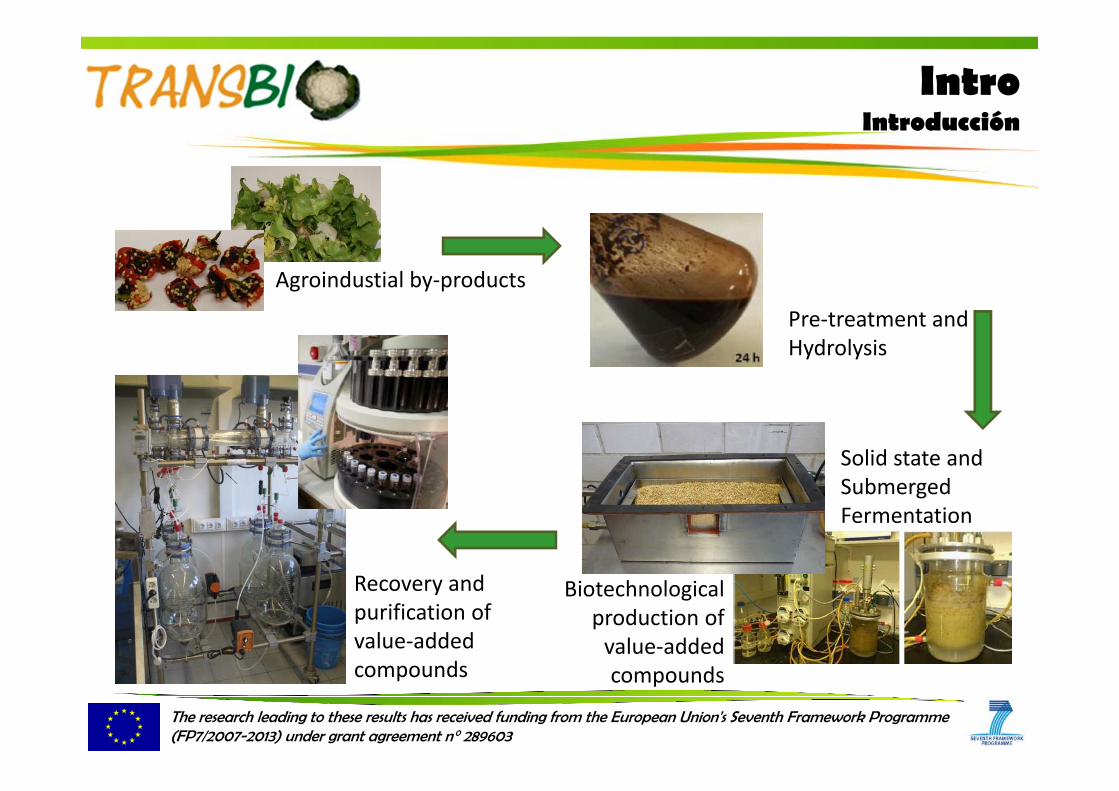
Agroindustial by‐products
Pre‐treatment and Hydrolysis
Solid state and Submerged Fermentation
Biotechnological production of value‐added compounds
Recovery and purification of value‐added compounds
IntroIntroducción
The research leading to these results has received funding from the European Union's Seventh Framework Programme (FP7/2007-2013) under grant agreement n° 289603
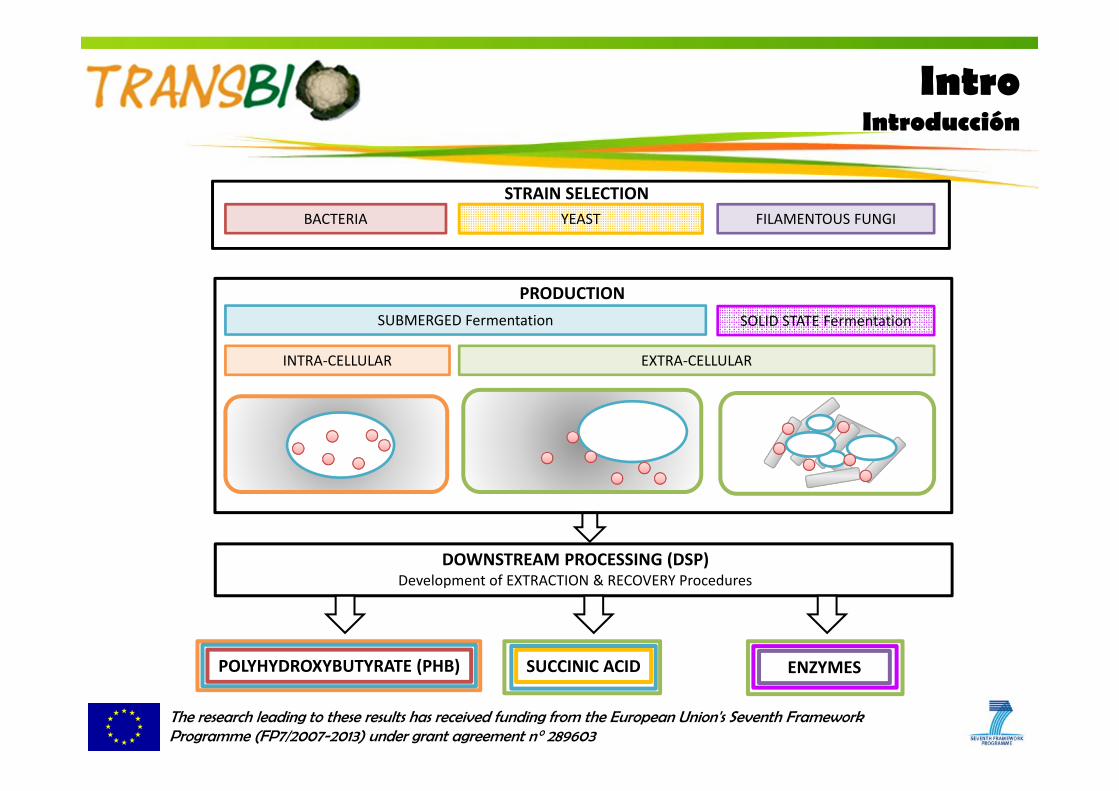
STRAIN SELECTIONBACTERIA YEAST FILAMENTOUS FUNGI
Development of EXTRACTION & RECOVERY ProceduresDOWNSTREAM PROCESSING (DSP)
IntroIntroducción
POLYHYDROXYBUTYRATE (PHB) SUCCINIC ACID ENZYMES
SUBMERGED Fermentation SOLID STATE Fermentation
INTRA‐CELLULAR EXTRA‐CELLULAR
PRODUCTION
DSP
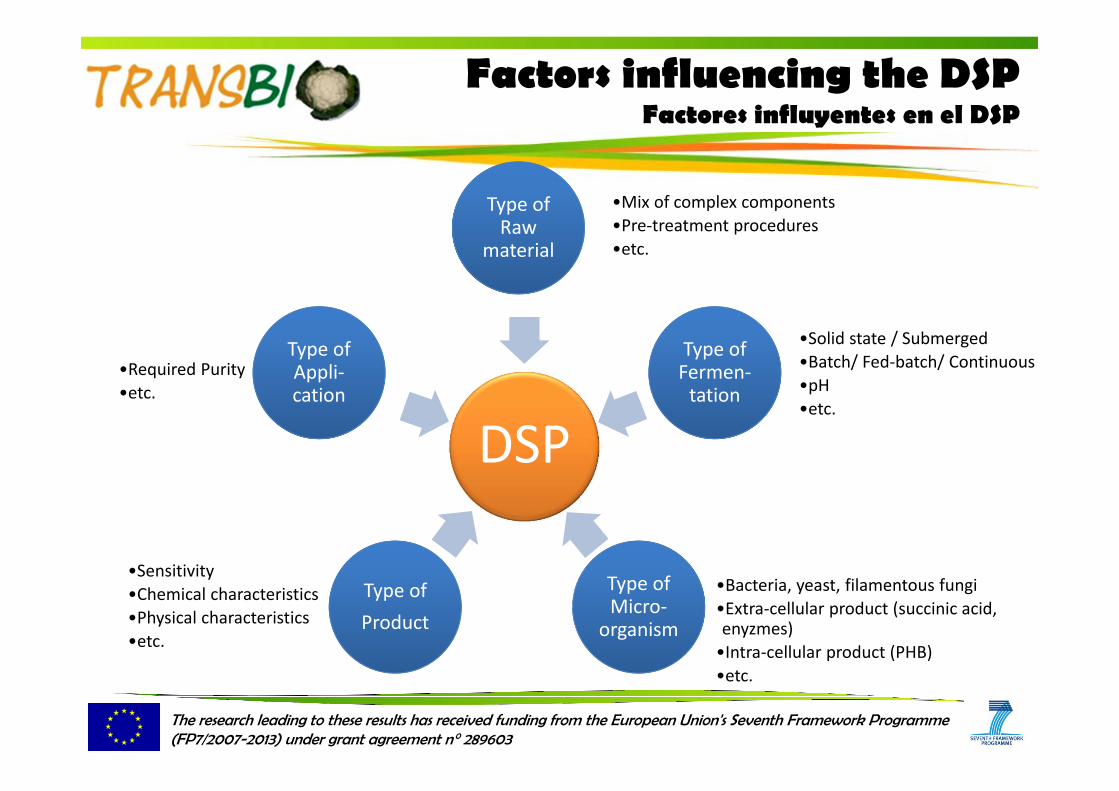
Type ofFermen‐tation
•Solid state / Submerged•Batch/ Fed‐batch/ Continuous•pH •etc.
Type ofMicro‐
organism
•Bacteria, yeast, filamentous fungi•Extra‐cellular product (succinic acid, enyzmes)•Intra‐cellular product (PHB)•etc.
•Mix of complex components•Pre‐treatment procedures•etc.
Type ofRaw
material
•Required Purity•etc.
Type ofAppli‐cation
Type ofProduct
•Sensitivity•Chemical characteristics•Physical characteristics•etc.
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Factors influencing the DSPFactores influyentes en el DSP

BioTRANSformation of by-products from fruit and vegetable processing industry into valuable
BIOproducts
Jessica Wildner - [email protected]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Bio-based succinic acid as a case studyBio- Ácido Succínico como caso de estudio

The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
• Among the 12 top value‐added chemicals from biomass (U.S. Department of Energy[1])
Succinic acidÁcido succínico
Figure: Succinic acid chemistry to derivates [1]http://www.myriant.com/applications/index.cfm
• Potential to be an important C4 building block and substitute many currentpetrochemical products with multiple practical applications

Succinic acidÁcido succínico
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
• TRANSBIO approach of yeast fermentation at low pH is an advantage fordownstream processing„... pH Considerations: In an ideal situation the fermentation would be run at low pH, most preferably without requiring any neutralization. The cost of neutralization is not necessarily cost prohibitive, but the conversion of the salt to the free acid does add significant costs. If derivatives such as BDO, THF and GBL are going to be competitive from a cost perspective then low pH fermentation will be essential….” [1]
• Challenge to efficiently separate succinic acid from a mix of multiple components: residual sugar, by‐products (e.g. ethanol, lactate, other carboxylic acids),
biomacromolecules (e.g. proteins, nucleic acids, polysaccharides) and salts
• Di‐carboxylic acid: pKa1 4.2 & pKa2 5.6
• Excreted by yeast and bacteria (extra‐cellular)
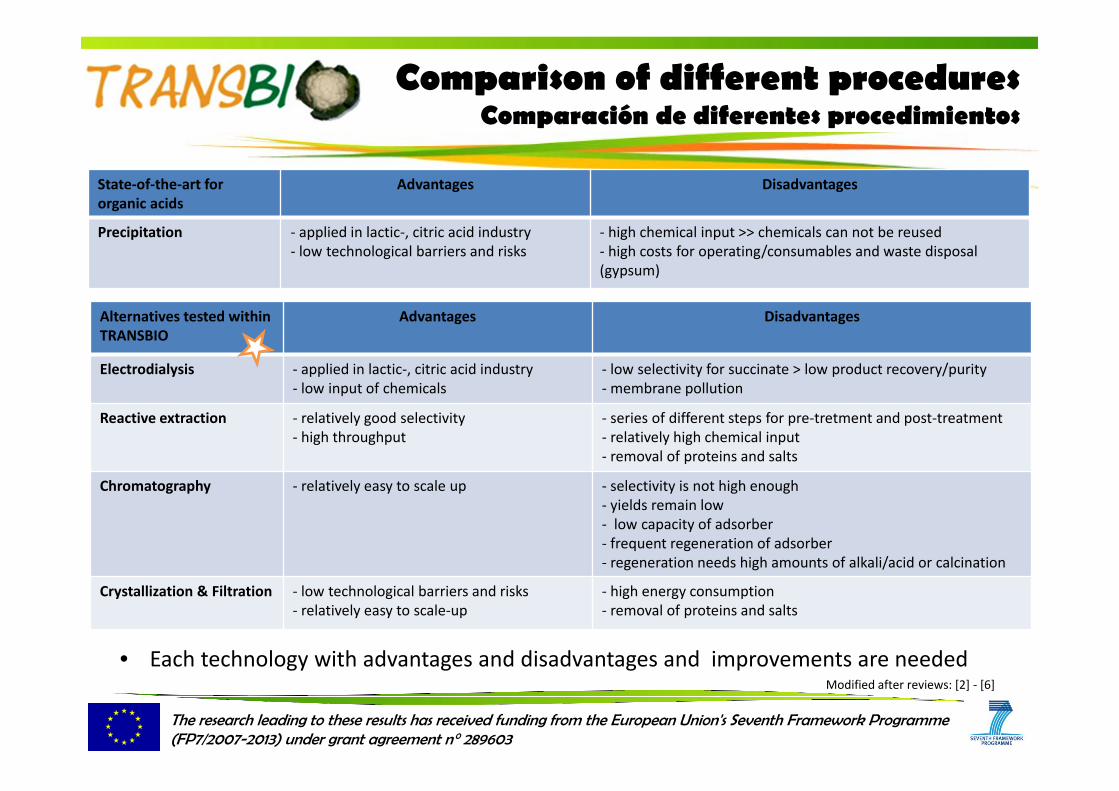
Alternatives tested withinTRANSBIO
Advantages Disadvantages
Electrodialysis ‐ applied in lactic‐, citric acid industry‐ low input of chemicals
‐ low selectivity for succinate > low product recovery/purity‐membrane pollution
Reactive extraction ‐ relatively good selectivity‐ high throughput
‐ series of different steps for pre‐tretment and post‐treatment‐ relatively high chemical input‐ removal of proteins and salts
Chromatography ‐ relatively easy to scale up ‐ selectivity is not high enough‐ yields remain low‐ low capacity of adsorber‐ frequent regeneration of adsorber‐ regeneration needs high amounts of alkali/acid or calcination
Crystallization & Filtration ‐ low technological barriers and risks‐ relatively easy to scale‐up
‐ high energy consumption‐ removal of proteins and salts
State‐of‐the‐art fororganic acids
Advantages Disadvantages
Precipitation ‐ applied in lactic‐, citric acid industry‐ low technological barriers and risks
‐ high chemical input >> chemicals can not be reused‐ high costs for operating/consumables and waste disposal(gypsum)
Modified after reviews: [2] ‐ [6]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
• Each technology with advantages and disadvantages and improvements are needed
Comparison of different proceduresComparación de diferentes procedimientos

The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
• TRANSBIO is testing different procedures/combinations
Reactive extraction
Succinic acidÁcido succínico

BioTRANSformation of by-products from fruit and vegetable processing industry into valuable
BIOproducts
Jessica Wildner - [email protected]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Biopolymer Polyhydroxybutyrate as a case study
Biopolymer PHB como caso de estudio
• Petrolium based plastics are accumulating in the environment >> bio‐degradable plastics are gaining more and more interest
• PHB = Polyhydroxybutyrate is a bio‐based and bio‐degradable polyester withsimilar mechanical properties like polypropylene (PP) or polyethylene (PE)
• Not soluble in water
• Produced by different microorganisms mostly as intracellular storage compound >> cells need to be disrupted
PHB granule in inclusion bodies [14]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Characteristics of PHBCaracterísticas del PHB

Under development in TransBIO Advantages Disadvantages
Combination of mechanical/ physical cell disruption andtreatment with green solventsand enyzmes
‐ harmless to the environment‐ high quality PHB‐ relatively easy to scale‐up
‐ specific enzymes are relatively expensive‐ combination with chemicals might be necessary but reduced
State of the Art Advantages Disadvantages
(A) Digestion of non‐PHB material with chemicals ‐ high recovery &
purity rates
‐ halogenated solvents (e.g. chloroforme) are toxic for humans and theenvironment‐ significant reduction of molecular weight of PHB by treatment withchemicals‐ some chemicals are corrosive and relatively expensive
(B) Solvent extraction of PHB
Modified after: [7] – [12]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Comparison of different proceduresComparación de diferentes procedimientos
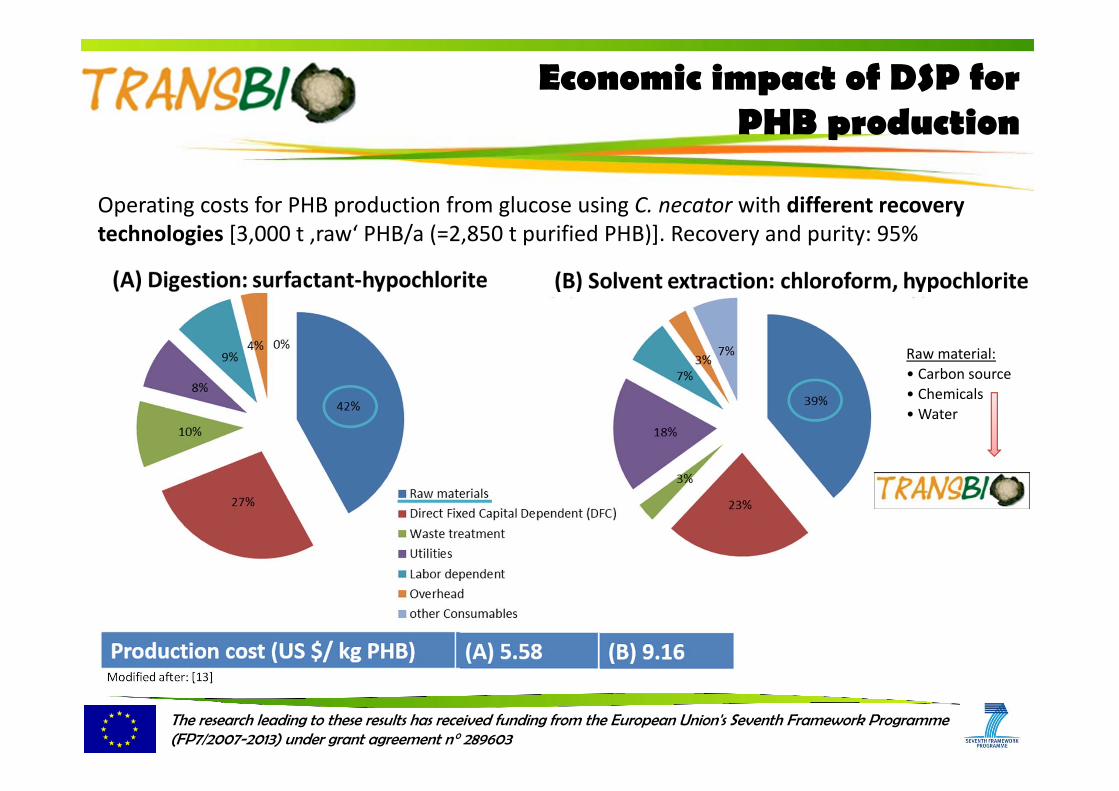
Economic impact of DSP for PHB production
Operating costs for PHB production from glucose using C. necator with different recoverytechnologies [3,000 t ‚raw‘ PHB/a (=2,850 t purified PHB)]. Recovery and purity: 95%
Modified after: [13]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Raw material:• Carbon source• Chemicals• Water
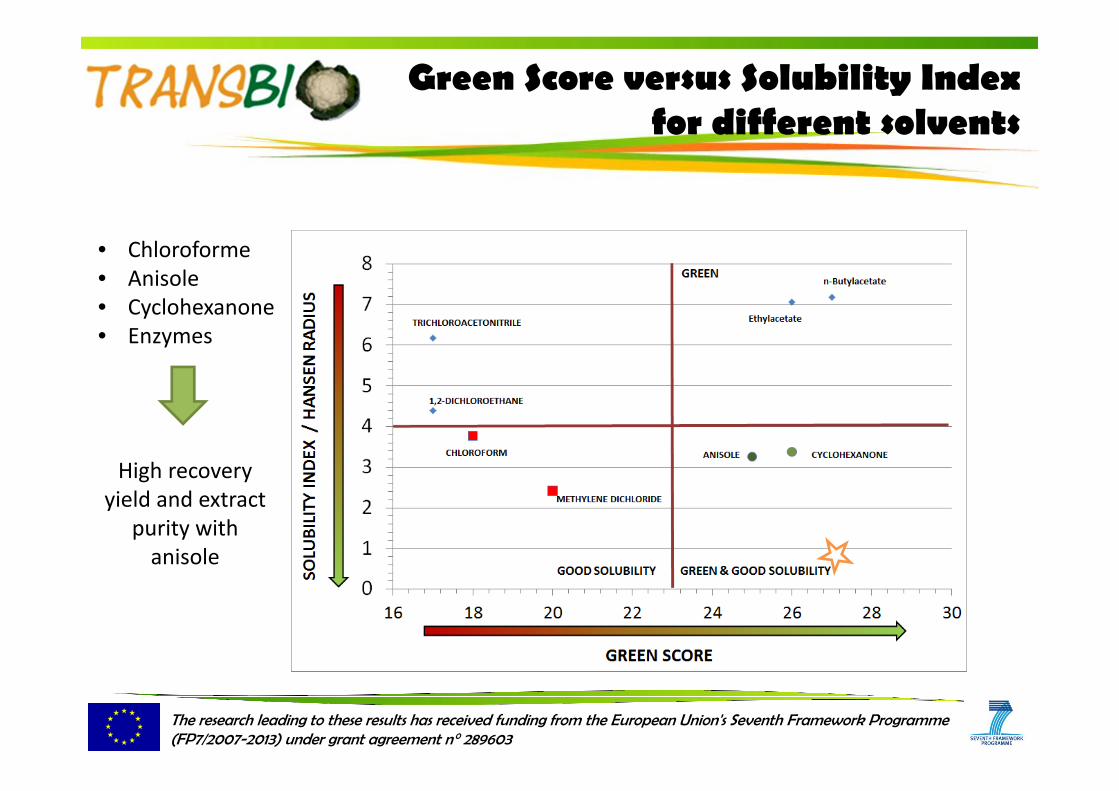
Green Score versus Solubility Index for different solvents
• Chloroforme• Anisole• Cyclohexanone• Enzymes
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
High recoveryyield and extract
purity withanisole

BioTRANSformation of by-products from fruit and vegetable processing industry into valuable
BIOproducts
Jessica Wildner - [email protected]
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Assessment of recovery and concept ofbiorefinery
Valoración de la recuperación y concepto de biorefinería
• Selectivity of downstream processing for succinic acid• Maintaining of molecular weight/quality of PHB• Replace/reduce chemicals/energy needed during downstream processing
• The cost of downstream processing can make up 50–70 % of total production cost• No single method has proved to be simple and efficient and improvements are
needed to yield, purity, consumables, chemicals and energy consumption
An integrated biorefinery concept for entire production chain
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
General hurdles in DSP Obstáculos en el DSP
• Low cost but efficient feedstock (inexpensive carbon source) e.g. by‐products from agroindustrial sector
• Low organic and inorganic impurities e.g. coming from unclean feedstock or pre‐treatment of raw material
• Optimized fermentation and in‐situ product recovery e.g. decision of strains, less by‐product production, increased productivity, reduced neutralization agent, etc.
• Multiproduct biorefinery: Co‐production of other high‐added value products e.g. ethanol for biofuels
• Energy and mass integration strategies: e.g. residual biomass, water/media reuse, separation and reuse of chemicals
• Cascading concept: Use the residual biomass and by‐products for biogas production>> energy
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
Concepts of biorefinery... how to overcome general hurdles
Conceptos de biorefinería…como superar los obstáculos
Thank you verymuch for your attention !
ttz BremerhavenJessica WildnerFood Biotechnology andvalorisation of by-products
[email protected]+49 471/ 80934 211www.ttz-bremerhaven.de
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603
References/Referencias
[1] U.S. Department of Energy (2004) Top value added chemicals from biomass; volume 1: results of screening for potential candidates from sugars and synthesis gas.[2] Song & Lee (2006) Enzyme and Microbial Technology 39:352–361.[3] Orjuela (2011) Separation and Purification Technology 83:31‐37.[4] Kurzrock & Weuster‐Botz (2009). Biotechnology Letter 32:331–339.[5] Cheng et al. (2012). Applied Microbiology and Biotechnology 95:841–850[6] Kurzrock (2010) Dissertation, TU München.[7] Managan et al. (2010). Science Asia 36:199‐203.[8] US Patent 2008/0193987[9] EU Patent 2004/1,688,450[10] Yu & Chen (2006). Biotech Prog. 22:547:553[11] Kim et al (2003). Biotech letters. 25:55‐59.[12] Zhaolin & Sun Xuean (2000). Chinese Science Bulletin. 45:252‐256.[13] Choi & Lee (1997). Bioprocess Engineering 17:335‐342.[14] http://www.ecobiomaterial.com
The research leading to these results has received funding from the European Union's Seventh Framework Programme(FP7/2007-2013) under grant agreement n° 289603


















