THE PUREX PROCESS - IPEN · THE PUREX PROCESS - ... BASIC PROCESS PRINCIPLES ... separation of...
25
UNCLASSIFIED AEC RESEARCH AND DEVELOPMENT REPORT COPY No. CPD - HLO THE PUREX PROCESS - A SOLVENT EXTRACTION REPROCESSING METHOD FOR IRRADIATED URANIUM E. R. IRISH and W. H. REAS APRIL 8, 1957 HANFORD ATOMIC PRODUCTS OPERATION RICHLAND, WASHINGTON GENERAL^ELECTRIC UNCLASSIFIED
Transcript of THE PUREX PROCESS - IPEN · THE PUREX PROCESS - ... BASIC PROCESS PRINCIPLES ... separation of...

UNCLASSIFIED AEC RESEARCH AND DEVELOPMENT REPORT COPY No.
CPD - HLO
THE PUREX PROCESS -A SOLVENT EXTRACTION REPROCESSING
METHOD FOR IRRADIATED URANIUM
E. R. IRISH and W. H. REAS
APRIL 8, 1957
HANFORD ATOMIC PRODUCTS OPERATION
RICHLAND, WASHINGTON
GENERAL^ELECTRIC
UNCLASSIFIED

DISCLAIMER Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.

LEGAL N O T I C E
This report was prepared as an account of Government sponsored work. Neither the United States, nor the Commission, nor any person acting on behalf of the Commission:
A. Makes any warranty or representation, express or implied, with respect to the accuracy, com
pleteness, or usefulness of the information contained in this report, or that the use of any information,
apparatus, method, or process disclosed in this report may not infringe privately owned rights; or
B. Assumes any liabilities with respect to the use of, or for damages resulting from the use of any information, apparatus, method, or process disclosed in this report.
As used in the above, "person acting on behalf of the Commission" includes any employee or
contractor of the Commission to the extent that such employee or contractor prepares, handles or distrib
utes, or provides access to, any information pursuant to his employment or contract with the Commission.
AEC GE niCHLAND, WASH.

UNCLASSIFIED HW-49483 A. I Chemis t ry-Separa t ion P r o c e s s e s ' _ for Plutonium and Uranium
(TID-4500, 13th Ed. )
THE PUREX PROCESS - A SOLVENT EXTRACTION
REPROCESSING METHOD FOR IRRADIATED URANIUM *
By
E. R. I r i sh
R e s e a r c h and Engineer ing Operation Chemical P r o c e s s i n g Departnaent
and
W. H. Reas
Chemical R e s e a r c h and Development Operation Hanford Labora to r i e s
Apri l 8, 1957
HANFORD ATOMIC PRODUCTS OPERATION RICHLAND, WASHINGTON
Work per formed under Contract No. W-31-109-Eng-52 between the Atomic Energy Commiss ion and Genera l E lec t r i c Company
Pr in ted by/for the U .S . Atomic Energy Commission
Pr in ted in USA. P r i c e 60 cents . Available from the
Office of Technical Serv ices U. S. Depar tment of C o m m e r c e Washington 25, D. C.
• P r e s e n t e d at the Aqueous Reprocess ing Symposium in B r u s s e l s , Belgium, May, 1957.
UNCLASSIFIED
UNCLASSIFIED - 2 - HW-49483 A
Chemis t ry-Separa t ion P r o c e s s e s for Plutonium and Uranium
(TID-4500, 13th Ed. )
INTERNAL DISTRIBUTION
Copy Number
1 2 3 4 5 6 7 8 9
10 U 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
F . W. Albaugh G. J . Alkire E . A. B e r r e t h R. J . Brouns R. E, Burns E, W. Chr is topherson V. T, Cooper J . Dunn P . F , Gast R. G. Geier L. L. German O. H. Greage r A. B, Greninger K. G. G r i m m C. T. Groswith K, M. Harmon M. K. Harmon O. F . Hill Ho H. Hopkins E. R. I r i sh W. E. Johnson H. M. Jones B. F , Judson E. F . Kurtz T. G. LaFol le t te W. K. MacCready M. G. Mass W. N. Mobley R. L. Moore J . M. Nielsen H, M. P a r k e r D. W. P e a r c e A. M. Pia t t W. H. Reas P . H. Reinker R. B. Richards D. S. Rober ts C, A. Rohrmann W. C. Schmidt O. C. Schroeder
UNCLASSIFIED

UNCLASSIFIED - 3 - HW-49483 A
Chemis t ry-Separa t ion P r o c e s s e s for Plutonium and Uranium
(TID-4500, 13th Ed. )
INTERNAL DISTRIBUTION (Contd. )
Copy Nuirber
41 H. P . Shaw 42 R. J . Sloat 43 A. E. Smith 44 R. E. Smith 45 R. E . Toczek 46 R. E, Tomlinson 47 E. E, Voiland 48 M. T, Walling 49 J . H. War ren 50 - 99 Ex t ra
100 300 F i l e s 101 Record Center
EXTERNAL DISTRIBUTION
Copy Number
102 Aberdeen Proving Ground 103 Alco P roduc t s , Inc. 104 - 113 Argonne National Labora tory 114 - 118 Armed Serv ices Technical Information Agency,
Dayton 119 Atlantic F lee t 120 Atomic Energy Commiss ion, Patent Branch 121 - 123 Atomic Energy Commiss ion, Technical L ib ra ry 124 - 125 Atomics Internat ional 126 - 127 Battel le Memoria l Insti tute 128 Bett is Plant 129 Brookhaven National Labora tory 130 Chicago Patent Group 131 Columbia Univers i ty (Dr. Hass ia l i s ) 132 - 133 Consolidated Vultee Aircraf t Corporat ion 134 Convia r -Genera l Dynamics 135 Defence R e s e a r c h Member 136 - 137 Depar tment of the Army, G-2 138 - 139 Division of Raw Mate r ia l s , Denver 140 Dow Chemical Company, P i t t sburg 141 Dow Chemical Company, (Rocky F la t s ) 142 - 145 Du Pont de Nemours and Company, Aiken 146 Du Pont de Nemours and Company, Wilmington 147 Frankford Arsena l
UNCLASSIFIED

UNCLASSIFIED - 4 - HW-49483 A
Chemis t ry-Separa t ion P r o c e s s e s for Plutonium and Uranium
(TID-4500, 13th Ed. )
EXTERNAL DISTRIBUTION (Contd. )
Copy Number
148 - 150 Goodyear Atomic Corporation 151 - 152 Iowa State College 153 Kirt land Air F o r c e Base 154 Knolls Atomic Power Labora tory 155 - 156 Los Alamos Scientific Labora tory 157 Mallinckrodt Chemical Works 158 Mound Labora to ry 159 National Bureau of Standards (Library) 160 National Lead Company, I n c . , Winchester 161 National Lead Company of Ohio 162 - 164 Naval R e s e a r c h Labora to ry 165 New Brunswick Area Office 166 - 167 New York Operat ions Office 168 Nuclear Development Corporat ion of Amer ica 169 Nuclear Meta ls , Inc. 170 Oak Ridge Inst i tute of Nuclear Studies 171 - 174 Oak Ridge National Labora tory 175 - 184 Office of Naval R e s e a r c h 185 - 190 Phi l l ips Pe t ro l eum Company 191 - 192 Public Health Service 193 Signal Corps Center 194 Sylvania E lec t r i c P roduc t s , Inc. 195 Technical Operat ions , Incorporated 196 Union Carbide Nuclear Company (C-31 Plant) 197 - 199 Union Carbide Nuclear Company (K-25 Plant) 200 - 201 United Aircraf t Corporat ion 202 U. S. Geological Survey, Denver 203 U, S. Geological Survey, Washington 204 U. S. Naval Ordnance Labora tory 205 U. S. Naval Pos tgradua te School 206 U. S. Patent Office 207 - 208 Univers i ty of California Radiation Laboratory ,
Berkeley 209 - 210 Univers i ty of California Radiation Laboratory ,
L i v e r m o r e 211 Univers i ty of Utah 212 Vitro Engineer ing Division 213 Weil, Dr . George L. 214 Westinghouse E lec t r i c Corporat ion 215 - 514 Technical Information Service Extension, Oak Ridge 515 - 614 Office of Technical Se rv ices , Washington
UNCLASSIFIED

UNCLASSIFIED - 5 - HW-49483 A
ABSTRACT
This paper describes the Purex Process , which enaploys solvent extraction to separate and purify uranium and plutonium from each other and from, fission products contained in irradiated uranium fuel elements. A description of the over-all process, utilizing tri-butyl phosphate solvent (in a kerosene-type diluent) and nitric acid salting agent, is provided along with chemical process flowsheets. The process chemistry of uranium, plutonium, and fission products is discussed as affected by process variables. Methods of recovery of spent solvent and acid are briefly discussed. Alternate process arrangements are suggested.
UNCLASSIFIED

UNCLASSIFIED - 6 - HW-49483 A
THE PUREX PROCESS - A SOLVENT EXTRACTION
REPROCESSING METHOD FOR IRRADIATED URANIUM
I. INTRODUCTION
The Purex Process is another continuous solvent extraction process which has been developed and demonstrated through laboratory and pilot plant work to recover and purify uranium and plutonium from irradiated uranium fuel. This process performs the same functions and has the same products as the Redox Process , but it differs in the use of solvent and salting agent. Whereas the Redox Process utilizes hexone, methyl isobutyl ketone, for a solvent and aluminum nitrate for a salting agent. The Purex Process utilizes tri-butyl phosphate as the solvent and nitric acid as the salting agent. Advantages of the Purex Process stem primarily from the following points: (1) the tri-butyl phosphate solvent system is safer as a result of the higher flash point and lower volatility of the solvent, and (2) the nitric acid salting agent is readily recoverable (by distillation), permitting much lower requirements for both waste storage and essential materials. Aside from these two differences, the two processes parallel each other considerably.
The tri-butyl phosphate, solvent extraction, fuel-processing system involves a maximum of six major steps:
1. Extraction of uranium and plutonium from aqueous solutions into the organic TBP-diluent phase.
2. Partitioning of the uranium and plutonium.
3. Decontamination and recovery of the uranium. 4. Decontamination and recovery of the plutonium.
5. Solvent recovery. 6. Nitric acid recovery (including waste concentration).
All six of these steps will be briefly discussed in this paper, along
with an over-all chemical flowsheet, one of several which are feasible.
UNCLASSIFIED

UNCLASSIFIED - 7 - HW-49483 A
Preparation of the feed solution to the Purex Process was discussed in the previous paper. Solvent extraction contacters for carrying out the process will be discussed in the subsequent paper. Auxiliary processes (such as head-end treatnaent of feeds and tail-end treatments on product solutions) will be discussed in another session.
n . BASIC PROCESS PRINCIPLES
It is not within the scope of this paper to discuss comprehensively all the process chemistry of the Purex Process, Rather, it is the intent to present somie highlights which will lend understanding of the process. Detailed comprehensive data must be derived from the development l i terature.
A. Solvent Action of TBP
The solvent action of tri-butyl phosphate depends on its complexing action. For example: uranyl nitrate reacts with TBP according to the reactions
U02''"^(aq)+2 NC53(aq)+2 TBP(org)£=; U02(N03)2 . 2 TBP(org).
If we define K,̂ as equal to the equilibrium constant for this reaction, we can write the useful relationship defining the distribution coefficient (i, e, , the ratio of the concentration of uranium in the organic phase to that in the aqueous phase),
E°/^U = K^ (N03"(aq)) ^ ( T B P (org))^
where the (NOo ) concentration is the aqueous phase concentration and the TBP concentration is the uncomplexed TBP concentration in the organic phase. Since uranyl nitrate does not form a perfect solution in water under process conditions, K is not constant for the equilibrium expressed but varies somewhat with the concentration of the various solution components.
UNCLASSIFIED

UNCLASSIFIED - 8 - HW-49483 A
However, inspection of the equation provides a general ly co r r ec t explana
tion of the na ture and magnitude of the effects of the concentrat ions of uranyl
n i t r a t e , n i t r i c acid, and TBP on the dis tr ibut ion ra t io of uranyl n i t ra te .
A s i m i l a r analys is to that for uranyl n i t ra te may be applied for the solvent
extract ion of plutonium IV. However, the concentrat ion of the plutonium
itself may usually be neglected in the analys is s ince the plutonium concen
t r a t ion i s a lmos t invar iably low enough for i ts se l f -sa l t ing and solvent-
sa tu ra t ing effects to be insignificant. Thus , for plutonium IV:
E ° / ^ P u = Kp^ (N03"(aqi)^ (TBP(orgj)2,
Again the T B P concentrat ion in the organic phase is the uncomplexed TBP
concentrat ion, and if u ran ium is a l so p resen t , this fact must a lso be taken
into account. These re la t ionships show the effect of the n i t ra te ion concen
t ra t ion in the aqueous phase on the distr ibution coefficients. This effect is
defined as the "sa l t ing" effect. For tunate ly , the degree of TBP complexing
of fission products is much l e s s than that of uranium and plutonium; thus,
a high degree of separa t ion is poss ib le .
B, Typical Distr ibution Coefficients
In Table I the re la t ive o rde r and magnitude of TBP extract ion of
uranium,plutonium,ni t r ic acid, and the pr inc ipa l t roublesome fission products
contained in "aged" i r r ad ia t ed uran ium a r e indicated:
TABLE I
Distr ibution Coefficients for Uranium, Plutonium and Fiss ion Produc t s for Extract ion f rom Feed , 25 C,
ION E ° / ^ U(VI) 8,1
Pu(IV) 1. 55
Pu(VI) 0, 62
HNO3 0. 07
UNCLASSIFIED

UNCLASSIFIED - 9 - HW-49483 A
TABLE I (Contd. )
ION E ° / ^
Z r 0. 02
Ru 0. 01
Pu m 0, 008
Nb 0. 005
R a r e E a r t h s 0. 002
Aqueous phase before equi l ibrat ion: 3M HNOo
200 g r a m s U per l i t e r t r a c e r level
Organic phase (30% TBP) after equil ibrat ion: 60% saturat ion
It is evident f rom this tabulation that uranium and plutonium IV
a r e ve ry ex t rac tab le and that the fission products (z i rconium, ruthenium,
niobium, and r a r e ea r ths ) and plutonium lU a r e quite inextractable .
This cha rac t e r i s t i c difference between uranium and plutonium IV and the
f ission products p e r m i t s the decontamination of uranium and plutonium.
The ex t r eme difference between the distr ibution coefficients for uranium
and plutonium IV and that of plutonium III is the proper ty which pe rmi t s
separa t ion of uranium and plutonium from each other , and this will be
d i scussed la te r .
Two t e r m s in Table I need explanation. The TBP is diluted with
a hydrocarbon diluent to 30 volume per cent in the Purex P r o c e s s . This
is done in o rde r to give the solvent phase a low enough specific gravity
(i. e. specific gravity of 0. 841 at 25 C, which i n c r e a s e s to 0. 975 when the
T B P is 85 per cent sa tura ted) so that it can flow by gravity up through the
contacting aqueous phase . (In the Halex P r o c e s s , the TBP is diluted with
carbon t e t r ach lo r ide , and the aqueous phase flows upwards through the
organic phase) . The second t e r m needing definition is "sa tura t ion" as
applied to TBP. The T B P is cons idered to be 100 per cent sa tura ted when
UNCLASSIFIED

UNCLASSIFIED -10- HW-49483 A
all of it is complexed with uranium; for a 30 volume per cent TBP solution, a concentration of 124 grams uranium per liter represents complete saturation.
C. Variation of Distribution Coefficients with Nitric Acid
In Table U. are tabulated some distribution coefficients for uranium, plutoniuna and fission products at varying nitric acid concentrations in order to illustrate the effect of variations in the nitrate salting strength on the distribution coefficients.
HNO3 M
0 . 5 2 3 4 5 6
Variat
U
1.18 2.84 3, 28 4. 28 4.16 3.61
TABLE II
ions in Distr ibution Coefficients as a of Aqueous
Pu IV 0.10 0.46 0.59 1,11 1.55 2.62
HNOo Concentration
Ru
0.0073 0, 0031 0. 0009 0. 0005 0.0002 0. 0002
Z r
0.0007 0. 0031 0.001 0.024
-0.089
Function
Nb Rare Ea r th s 0, 0001 0.0003 0. 0004 0. 0012 0, 0018 0.0032
0, 0004 0.0005 0, 0004 0. 0004 0. 0002 0,0001
Aqueous phase before equilibration: tracer level 200 grams U per liter
Organic phase (30% TBP) after equilibration: 80% saturation
It is evident from the data presented in this table that the uranium and plutonium distribution coefficients increase markedly as the nitrate salting effect increases, and zirconium and niobium follow in a similar manner, still sufficiently lower, however, to permit decontamination of the uranium and plutonium. However, the ruthenium distribution coefficients follow an inverse pattern. Thus, for optimum separation of the troublesome fission products from uranium and plutonium, a nitric acid concentration in the medium range (e. g,, 2 to 3 M HNOo) must be selected.
UNCLASSIFIED
UNCLASSIFIED -11- HW-49483 A
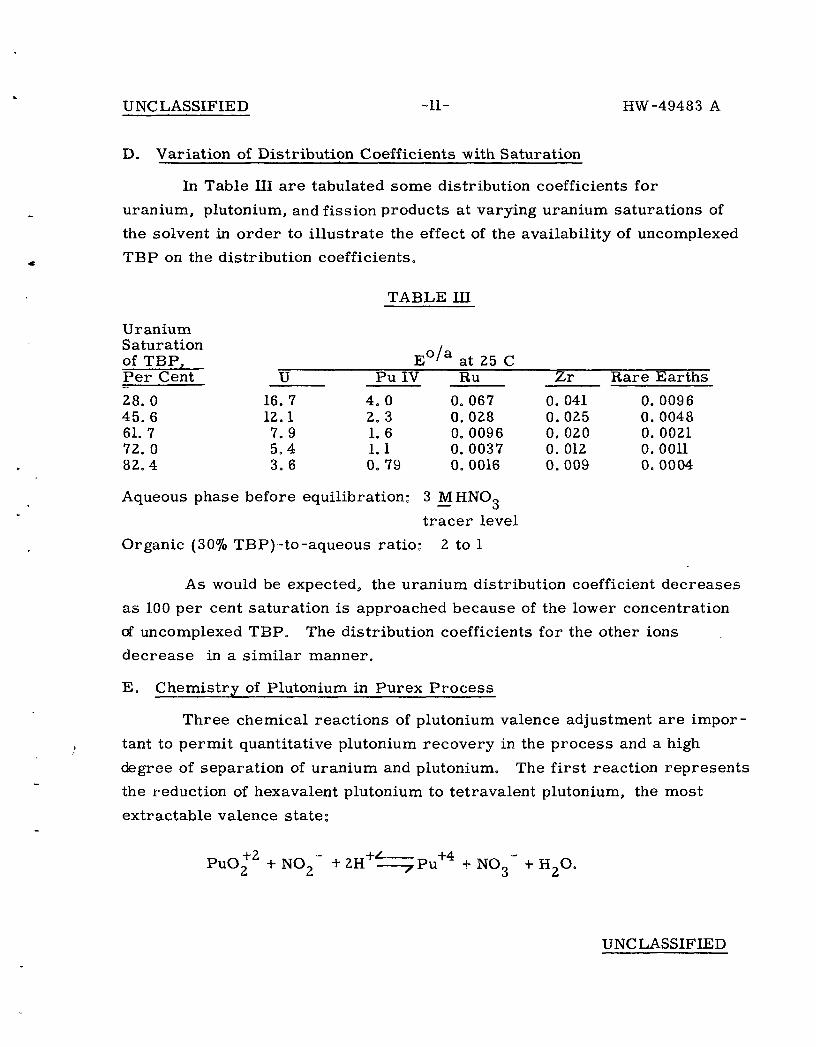
D, Variat ion of Distr ibution Coefficients with Saturation
In Table III a r e tabulated some distribution coefficients for
uranium, plutonium, and fission products at varying uranium satura t ions of
the solvent in o rde r to i l lus t r a t e the effect of the availabil i ty of uncomplexed
T B P on the dis tr ibut ion coefficients,
TABLE III
E o / a at 25 C
u 16.7 12.1 7 . 9 5 . 4 3 . 6
P u I V 4 . 0 2 . 3 1.6 L I 0, 79
Ru
0,067 0.028 0.0096 0,0037 0. 0016
Z r
0.041 0.025 0.020 0,012 0.009
R a r e Ea r th s
0, 0096 0, 0048 0, 0021 0, 0011 0. 0004
Uranium Saturation of TBP , P e r Cent
28, 0 45. 6 61, 7 72. 0 82,4
Aqueous phase before equil ibrat ion: 3 MHNOo
t r a c e r level
Organic (30% TBP)- to-aqueous r a t io : 2 to 1
As would be expected, the uran ium distr ibution coefficient dec rease s
a s 100 p e r cent sa tura t ion is approached because of the lower concentration
of uncomplexed TBP. The distr ibution coefficients for the other ions
d e c r e a s e in a s imi l a r manner ,
E, Chemis t ry of Plutonium in Pu rex P r o c e s s
Three chemical reac t ions of plutonium valence adjustment a r e impor
tant to pe rmi t quantitative plutonium recove ry in the p r o c e s s and a high
degree of separa t ion of u ran ium and plutonium. The f i rs t react ion r e p r e s e n t s
the reduction of hexavalent plutonium to te t ravalent plutonium, the most
ex t rac tab le valence s t a t e :
P u O ^ ^ +NO^' + 2H +^- I^Pu"*"^ + NO, + H2O.
UNCLASSIFIED

UNCLASSIFIED -12- HW-49483 A
The n i t r i t e ion can be added to the solution ei ther as a salt (e, g. , NaNO^)
or as a gas (e. g. , NO^), and the react ion is rapid, being essent ia l ly
complete in a few minutes at 50 C.
The second reac t ion indicating the reduction of plutonium IV to
plutonium III by f e r rous ion is l ikewise a lmos t ins tantaneous:
Pu"*"̂ + Fe"*"^ + (NH-^SOg")^ Pu"*"̂ + Fe"*"^ + (NH^SOg"),
F e r r o u s ion (added as f e r rous sulfamate) i s used as the reductant,
with the sulfamate ion act ing as a n i t r i t e supp re s so r . If the sulfamate ion
were not p r e sen t , low concentra t ions of n i t r i t e ion (always found in n i t ra te
s y s t e m s in the absence of sulfamate or some s imi l a r ion) would init iate
the autocatalyt ic oxidation of the f e r rous ion, thus prevent ing plutonium
reduction, A severa l - fo ld excess of f e r rous sulfamate is used to a s s u r e
a reducing solution. When reoxidation of the plutonium is again des i red ,
the reac t ion indicated by the th i rd equation is init iated, again using the
n i t r i t e ion but this t ime as an oxidant:
2NH2SO3" + 2N02~ 7 2N2 + 2SO^°^ + 2H2O followed by
6Pu"^^ + 2NO2" + 8H''" yr 6 Pu^^ + ^ 2 + 4H2O.
The n i t r i t e ion is an ideal oxidizing agent because of i ts ability
to oxidize plutonium only to the te t ravalent s ta te , the most ext ractable
form for fur ther p rocess ing . You will note that sulfate ion is formed, and
if excess ive amounts of sulfate ion a r e formed, plutonium sulfate is formed
which is inext rac tab le during subsequent solvent extract ion process ing .
Thus , the chemical flowsheet must be defined to minimize formation of
this complex.
One other c h a r a c t e r i s t i c of te t ravalent plutonium should be mentioned.
In low ac id i t i es , dependent upon the plutonium concentrat ion and total n i t ra te
concent ra t ions , an inext rac tab le po lymer ic spec ies of plutonium may form.
UNCLASSIFIED

UNCLASSIFIED -14- HW-49483 A
A, Co-Decontamination Cycle Flowsheet, HA Column
In Figure 1 the HA Column accomplishes the primary separation of the highly radioactive feed solution into an organic product stream and a first-cycle aqueous waste stream containing greater than 99, 9 per cent of the fission products. The feed solution (HAF) from the dissolvers and feed preparation equipment is fed continuously to the midpoint of the HA Column and flows downward into the extraction section countercurrent to an upward flow of organic extractant (HAX). Conditions of flow and salting strength are regulated in such a manner that the uranium VI and the plutonium IV are coextracted almost quantitatively into the organic phase, leaving most of the fission products and other impurities in the aqueous phase. Some fission products are extracted, however, by the solvent at the feed point and in the lower portion of the column, but these are partially backwashed or "scrubbed' into an aqueous nitric acid scrub s tream (HAS) flowing countercurrent to the product-bearing solvent s tream in the upper (scrub) section of the compound column. The bulk of the impurities and nitric acid leave the bottom of the column in the aqueous effluent s tream (HAW) which is sent to acid recovery. The acid recovery flowsheet will be discussed later. The product bearing stream (HAP) is cascaded from the top of the HA Column to the bottom of the HC Column.
HC Column
The HAP enters the bottom of the HC Column and is contacted by a countercurrent flow of aqueous strip solution (HCX). The uranium and plutonium are stripped back into the aqueous phase, A trace of nitric acid is added to the HCX stream to decrease the susceptibility of the HC system to emulsification. The product-free organic (HCW) is sent to solvent treatment (also to be described later), and the aqueous-effluent (HCP) containing the uranium and plutonium is steam-stripped of residual dissolved and entrained organic phase, then concentrated to meet Partition Cycle feed specifications. After one complete cycle the products are generally decon-
3 4 taminated from the gross fission products by a factor of 10 to 10 , and
UNCLASSIFIED

UNCLASSIFIED -15- HW-49483 A
additional decontamination may be needed to meet the product-purity
requirements. Product recoveries may approximate 99. 9 per cent,
B. Partition Cycle (Figure 2) lA Column
The product-bearing s t ream overflows from the Co-Decontamination Cycle concentrator into the lA Column feed preparation section where any plutonium (VI) formed within the concentrator is stabilized as plutonium (IV) by reduction with sodium nitrite. Ruthenium and zirconium-niobium are the principal remaining fission products in the lA Column feed (1 AF), The 1 AF is pumped continuously to the mid-point of the lA Column. The lA Column is operated as a decontamination column in a manner analogous to that described previously for the HA Column. The organic-product stream (lAP) overflows the lA Column and is combined with the organic effluent of the IB Scrub Column (to be described later) to form IBXF.
IBX Column
The combined organic effluent of the lA and IBS Columns (IBXF) is pumped to the bottom of the IB Extraction (IBX) Column, As the organic r i ses through the IBX Column, it is contacted with a countercurrent flow of slightly acidified ferrous sulfamate solution (IBX), Ferrous iron in the aqueous phase reduces the plutonium from valence IV to valence III, which is only weakly complexed by the solvent, thus permitting the plutonium (III) to be extracted into the aqueous phase. Some uranium also tends to strip out of the solvent into the aqueous phase, but the majority is held in the organic by the high salting strength of nitric acid refluxed within the column. The aqueous effluent from the IBX Column (IBXP) containing the plutonium and approximately one per cent of the uranium is fed to the top of the IBS Column, The organic effluent (IBU containing the uranium cascades to the IC Column).
IBS Column
The uranium present in the IBXP is stripped by contacting with fresh 30 per cent TBP (IBS) in the IBS Column. The uranium-bearing organic
UNCLASSIFIED

UNCLASSIFIED -16 = HW-49483 A
stream (IBSU) overflows the IBS Column and is routed to combine with the lAP to form the IBXF stream, previously described. The plutonium bearing s t ream (IBP) leaves the bottona of the IBS Column and passes to the Final Plutonium Cycle,
After two complete cycles the plutonium is decontaminated from 5
gross fission products by a factor up to 5 x 10 , and additional decontamination may be generally required to meet product-purity requirements. Partition Cycle plutonium decontamination factors are typically 20 to 50. Product recoveries in the range of 99, 9 per cent may be accomplished,
IC Column
The uranium bearing s t ream (IBU) overflows the IBX Column and flows into the bottom of the IC Column. The uranium is transferred into the aqueous phase in the IC Column by countercurrent extraction in a manner comparable to that of the HC Column. The product-free solvent (ICW) is sent to solvent recovery. The aqueous effluent (ICU) is s team-stripped of residual organic phase, and concentrated in the ICU concentrator to meet Final Uranium Cycle feed specifications.
After two complete cycles the uranium is decontaminated from gross fission products by a factor up to 1 x 10 , and additional decontamination may be required to meet product purity requirements. Partition Cycle uranium decontamination factors are typically 50 to 100. Uranium recoveries may approximate 99. 9 per cent.
C. Final Uraniuna Cycle (Figure 3) Feed Preparation
The Final Uranium Cycle completes the removal of fission products and plutonium from the uranium to permit direct handling of the uranium product. Of the fission products originally present, on the order of 0. 01 per cent remain in the feed, along with a small amount of plutonium. Zirconium, niobium, and ruthenium remain as the principal fission product contaminants, although the ratio of ruthenium to zirconium-niobium will vary considerably in different flowsheet variations.
UNCLASSIFIED

UNCLASSIFIED - 2 0 - HW-49483 A
of hydrolysis products of TBP, namely dibutyl phosphate (DBP), monobutyl phosphate (MBP), and phosphoric acid, primarily DBP, Both the DBP and MBP have a marked effect on plutonium behavior in the Purex Process, the DBP for its strong complexing of plutonium IV and the MBP for its tendency to form a precipitate with plutonium IV. Both DBP and MBP form weak complexes with plutonium III and neither affects the plutonium HI distribution ratio appreciably. However, owing to the complexing action of DBP on plutonium IV, plutonium IV losses during stripping become excessive unless the DBP concentration of the solvent is kept below 0. 001 per cent. Similar behavior exists with uranium also. Because both MBP and DBP are acidic in nature, they are readily removed from the used solvent with the dilute sodium carbonate wash. Dilute caustic is also satisfactory for DBP and MBP removal, but it will precipitate uranium and plutonium whereas sodiuna carbonate forms soluble complexes of these metallic ions.
The carbonate wash also is used to remove residual uranium, plutonium, cind fission products (primarily ruthenium, zirconium, and niobium) from the solvent before recycle. With this simple washing procedure, solvent quality is maintained at a satisfactory quality for continued recycle.
Process degradation of the diluent, a kerosene-type hydrocarbon, under normal conditions is not a serious problem. However, the hydrocarbon selected should be one of high purity, low in unsaturated compounds and preferably non-cyclic in nature for maximum stability to radiation and chemical degradation. A diluent having a high flash point is desirable to minimize safety hazards. The sodium carbonate wash has essentially no beneficial effect on diluent quality and continued development work is in progress to determine the most satisfactory commercial diluents and to devise chemical means for overcoming process degradation of diluents.
F. Nitric Acid Recovery (Figure 6)
The nitric acid recovery flowsheet illustrated (Figure 9) consists of a two-stage distillation and absorption and fractionation. The economic incentive for acid recovery from extraction wastes is based primarily on
UNCLASSIFIED

UNCLASSIFIED -21- HW-49483 A
savings of waste storage space, with relatively minor savings resulting from the decrease in nitric acid and sodium hydroxide (for neutralization) consumption. In properly sized equipment, the degree of acid recovery is limited only by the maximum allowable concentration factor which is permitted before the formation of excessive solids (from sodium nitrite and ferrous sulfamate). You will note in the flowsheet that the first-cycle waste acid (HAW) is recovered by a double distillation (to permit adequate decontamination of the recovered acid) whereas the other acid waste is only distilled once prior to absorption and fractionation. The degree of acid recovery is controlled by adjusting the feed and concentrate acidities so that the feed acidity is approximately equal to the vapor concentration in equilibrium with the concentrate. In this manner the majority (85-95 per cent) of the acid is distilled and then can be fractionated to 50 to 60 weight per cent nitric acid by conventional means. The high-activity acid concentrate (6 to 10 M HNOo) is neutralized and sent to underground storage where further self-concentration (from the heat of fission product decay) can be achieved. This concept will be discussed in more detail in a later session.
Decontamination factors across a double-distillation system (gross R 7
gamma DF on the order of 1 x 10 to 10 ) are sufficient to allow use of the recovered nitric acid in all process s t reams except the final-cycle scrub s t reams. Ruthenium volatilization may become excessive at high (8 to 10 M) nitric acid concentrations, but this volatilization may be suppressed by the presence of low concentrations (ca 0. 03 M) of nitrite ion, either added directly or formed by the reaction of entrained diluent with nitric acid.
An alternate to the flowsheet shown would be to route the 2WW acid concentrate to the HAF rather than to the IWF for disposal. By utilizing this alternate, the small quantities of uranium and plutonium contained therein can be recovered instead of discarded. If this alternate is used, TBP must be prevented from entering the waste system, since excessive hydrolysis products of TBP (DBP and MBP) could be recycled and result in high plutonium and uranium losses from the HC Column in addition to lowering the decontamination factor obtained in the HA Column,
UNCLASSIFIED

UNCLASSIFIED -22- HW-49483 A
A second reason for preventing the accumulation of TBP in the acid concentrator is related to chemical safety. TBP will form complexes with nitric acid (and also uranyl nitrate) which, if concentrated to a high degree, can resul t in an exothermic decomposition reaction of explosive violence. Purex Process conditions do not approach those required for such reaction. However, for process safety the product and acid concentrators should be protected to prevent such conditions from arising accidentally. Protection is readily possible since the reactions will not take place at atmospheric p re s su re until the mixture reaches 135 C for uranyl ni t ra te-TBP complexes and 150 C for nitric acid-TBP complexes. Limitingthe maximum temperature of the sytem provides an adequate safeguard.
IV. ALTERNATE PROCESS ARRANGEMENTS
As mentioned ear l ier the flowsheet and flow patterns just discussed (Alternate A in Table IV) are only one variation of several satisfactory arrangements of the Purex Process . Other satisfactory chemical flowsheets with alternate A (i. e. , three-cycle decontamination) can also be demonstrated, utilizing variations in the acidities of different feed solutions, different flow rat ios , concentrations of TBP, etc. However, even more versati l i ty of the Purex Process can be achieved by utilizing various head-en
TABLE IV
Alternate Purex Process Arrangements
Head-End Solvent Extraction Treatments Cycles
U Pu
A B X
C D E X
3 2 2 2 1
3 2 2 2 1
Tail-End Treatments
U Pu
X X
X X
X X
UNCLASSIFIED

I 1 > I I
^ o
WASTE
ACID RECOVERY
NEUTRALIZED WASTE
FIGURE 6

UNCLASSIFIED 31
CO DECONTAMLNATION
H A S
H 2 O
H N O 3
S p . G r
F l o w
M
2 . 0
1 . 0 7
5 6 . 2
H A F
H 2 O U
P u
H N O 3
S p G r
T e m p F l o w
M
I 8 0
0 9 6
1 6 1
5 0 ' ' C 7 5
H C X
H 2 O H N O 3
S p . G r . T e m p .
F l o w
M
0 0 1
1 0
3 0 ° C 4 8 8
HAP M
J 0 352
HNO3 0 2 TBP Di)
Sp Gr
Flow
0 96 383
T B P H N O 3
Sp G F l o w
%U % P u
H C W
Dil
T
r 0
U
race
8 4 3 5 5
< 0
'•Q
2 J H P D
H ^ O H N O 3
S p G r
F l o *
c a 0 0 1
1 0
4 2 3 4
HCP CONCENTRATOR
HCP M H2O
UNH 0 27
Pu
HNO3 0 15
Flow 497
N a N O ,
H 2 O N a N 0 2
S p G r F l o w
A d d
i
1
1
M
6
07
2 5
H F C
U N H
P u
H N O 3 F l o w
M
1 8 3
0 97
73 7
I A S H ^ O
H N O 3
Sp O r
F l o w
l A F
H 2 O U
P u H N O 3
N a N O ^
Sp G r
T e m p F l o w
l A X
T B P D i l
S p G r T e m p F l o w
M
2 0
1 07 56 2
U
1 8 0
0 9 5 0 0 3
1 6 1
5 0 ° C 7 5
M
0 8 4 6
4 5 0 c 3 5 5
•
I
A
C 0
L
U W N
To Acid Recovery
2 E X
HS^OJ
S p G r
T e m p
F l o w
M
0 0 1
1 0
3 0 ° C
4 3 9
2 D U M
U N 0 36 H N O 3 0 01 T B P Di l S p G r 0 9 7 F l o w 3 7 3
2 D W M
H N O 3 0 76
. e ( N H 2 S 0 3 ) 2
0 0 0 4
Sp G r 1 0 2
F l o w 150
2 E W M
T B P Di l
H N Q , T r a c e
S p G r 0 8 5
F l o w 3 4 5
1 l o S o l v e n t T r e a t m e n t
2 U D M H O
H R O 3 c a 0 F l o w 3 7 8
_
01
l A P M
U N 0 351
P u H N O 3 0 16
T B P Di l
S p G r 0 9 5
F l o w 3 8 3
l A W
H N O 3
N a N O , N a N 0 3
S p G r F l o w
M
0 9 3
0 0 1 7
T r a c e
1 0 3
120
2EU CONCLNTRATOR
2 E U
H ^ O
U N H
H N O 3
F l o w
M
0 2 9 8
0 02
4 4 8
U P r o d u
H 2 O
U N H H N O 3
Sp G r
F l o w
c l M
2 1
0 0 8
1 6 2
6 3 8
HNO- ,
H 2 O
H N O 3 Sp G r F l o w
M
10 4
1 31
4 8 2 A X
T B P Dil
Sp G r
T e m p F l o w
M
0 8 4 6
4 0 ' ' C
10 9
FINAL URANIUM
AEC GE RICHLAND WASH
I
S2^ •31- HW-49483 A
PARTITION
I B X
H 2 O H N O ,
M
0
F e { N H 2 S 0 3 J 0
Sp G r F l o w
1
id
57
0 3
03
I B X F U
P u
H N O 3 T B P D i l
T e m p
S p G r
F l o w
• M
0 3 3
0 2
45< 'C
0 9 5 3
4 2 0
I B S L U N
H N O 3 T B P D i
F l o w
o i l 0 16
37
I B S T B P D i l
T e m p
S p G r F l o w
M
4 5 ° C
8 4 6
36
ICX M
H2O
HNO3 0 01
TBP Dil
Sp Gr Temp Flow
30°C 529
I B X P
H 2 O
U
Pi.
H N O ,
M
0 0 3 5
1 8 4
F e ( N H 2 S 0 3 ) 2 0 0 2 8
Sp G r F l o w
1 0 8
32 *.
ICW M
I B P D 1
HNO3 Trace
l U D M
H 2 O
H N O 3 c a 0
S p G r 1 0 F l o w 4 5 0
0 1
r-I C U
CONCENTRATOR
F e ( S A ) H 2 O
F e ( N H 2
S p G r F l o w
A d d
SO3I
2
1
0
M
2 0 0 3 4
6 0
NaN02 Add
Alternate
To solvent t r ea tmen t
2 B X
H j G
H N O 3
S p G r
T e m p F l o w
M
0 01
1 0
3 0 ^ 0 7 0
HNO3 0 13
T B P Di!
Flow 10 9
2 A W H 2 O
H N O 3
Na"^
N a N 0 2 Sp G r F l o w
M
2 49 0 0 6 4
T t a c e
1 09 4 2 3
2 B W M
T B P DU H N O 3 T r a c e F l o w 10 9
2 B P M
H 2 O
P u
H N O 3 0 2 2
S p G r 1 0
F l o w 7 0
i S D
H N C j
Sp G r
T e m p F l o w
M
T r a c e
1 0
^ S O ^ C
' 8
I P O M
H 2 O
H N O j 0 7
S p G r I 02
T e m p < 5 0 ° C H o w 4 2
P U P P O n U C T M 1
" 2 ^ H N O 3
p G r
F l o w
6 0 1 4 0
0 18
FIGURE 7 PUREX
SOLVENT EXTRACTION FLOW SHEET
100 FLOWS EQUALS 747
GALLONS OF SOLUTION PER
TON OF URANIUM PROCESSED
ALL TEMPERATURES ARE
AMBIENT UNLESS OTHERWISE
SPECIFIED
SPECIFIC GRAVITIES OF
ORGANIC SOLUTIONS ARE
BASED ON A HYDROCARBON
DILUENT WITH A SP GR
OF 0 785
FINAL PLUTONIUM
UNCLASSIFIED

UNCLASSIFIED •32- HW-49483 A
3 T~
Waste Solvent
TBP-Diluent Make-Up Flow 2
lOF , ^
Waste Solvent Feed-30% TBP
Flow 350 Sp. Gr. 0.85
lOS
F r e s h Sodium Carbo
Flow NaCO Sp. G
nate
6 3 0. 5M r. 1.05
w
1 1 0
C
o L U M N
lOR X
Sodium Carbonate Recycle
Flow 35.0 Sp. Gr. 1.05
/
1 / \
\
CENTRIFUGE
S o
<
u u
1—*
W to
X) • iH 1—I
0 in
^
100
Recovered Solvent-3 0%TBP
Flow 352 Sp. Gr. 0.85
Solvent for Recycle
r
Carbonate to Waste
F I G U R E 8
P U R E X SOLVENT T R E A T M E N T F L O W S H E E T
(Based on Figure 7 Flowsheet)
AEC-GE RICHLAND. WASH. UNCLASSIFIED

UNCLASSIFIED
3S J5 O •33- HW-49483 A
HAW M HpO HNO3 Sp. Gr Flow
0.93 1.03 120
IWF M H2O HNO3 Na+ Sp. Gr . Flow
1.47 0.034 1.03 135
High -Activity Concentrator
NaOH NaOH Sp. Gr. Flow
M 19 1.53 5
lAW M H2O HNO3 Na+ Sp. Gr . Flow
0.93 0.017 1.03 120
IWW M H2O HNO3 NaN03 Sp, Gr. Flow
5.7 0.31 1.19 15
Neut. Waste M H2O NaNOj NaOH Sp. Gr. Flow
4 .5 0 .5 1.27 20
2AW H2O HNO3 Na+ Sp. Gr . Flow
M
2.49 0.064 1.09 42 .3
Water Add H2O Sp. Gr. 1.0 Flow 64
I 2WF M
H 2 0 HN03 NaNOj Sp. Gr . Flow
0 . 9 0.009 1.03 496
AFF H2O HNO3 Vapor Phase Flow 481
Low-Activity Concentrator
Acid Fract ionator
Crib
Acid for Recycle
• ^ To Waste Storage FIGURE 9
PUREX ACID RECOVERY FLOWSHEET
(Based on Figure 7 Flowsheet)
AEC-GE-RtCHLAND. WASH. UNCLASSIFIED