THE CAPACITY EXPANSION OF INTEGRATED IRON & STEEL...
50
PRE-FEASIBILITY REPORT ON THE CAPACITY EXPANSION OF INTEGRATED IRON & STEEL PLANT TO 8.0 MTPA CRUDE STEEL IN JAJPUR DISTRICT, ODISHA TO TATA STEEL KALINGANAGAR SEPTEMBER 2016
Transcript of THE CAPACITY EXPANSION OF INTEGRATED IRON & STEEL...

PRE-FEASIBILITY REPORT
ON
THE CAPACITY EXPANSION OF INTEGRATED IRON & STEEL PLANT TO 8.0 MTPA CRUDE
STEEL IN JAJPUR DISTRICT, ODISHA
TO
TATA STEEL KALINGANAGAR
SEPTEMBER 2016

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
TABLE OF CONTENTS
Page
- i -
1 - EXECUTIVE SUMMARY
2 - INTRODUCTION OF THE PROJECT
Identification of the Project & Project Proponent ....................... 2-1 Brief Description of the Nature of the Project ........................ 2-2
Need for the Project and Its Importance to the Country ............. 2-3 Demand-supply Gap, Imports Vs. Indigenous Production,
Export Possibility & Domestic/Export Markets ..................... 2-4 Gap Analysis ....................................................................... 2-5 Import & Export Scenario .................................................... 2-8 Market Areas ...................................................................... 2-9
Employment Generation due to the Project ............................. 2-10
3 - PROJECT DESCRIPTION
Type of Project Including Interlinked Project ............................. 3-1 Location ................................................................................. 3-1 Details of alternate sites considered and the basis of
selecting the proposed site .................................................. 3-1 Size or magnitude of operation................................................. 3-2 Layout .................................................................................... 3-2 Project Description with Process Details ................................... 3-3
Coke Oven and By-Product Plant.......................................... 3-5 Sinter Plant ........................................................................ 3-6 Pellet Plant ......................................................................... 3-6 Blast Furnace ..................................................................... 3-6 Steel Making ....................................................................... 3-7 Lime Calcining Plant ........................................................... 3-8 Mills ................................................................................... 3-8 Captive Power Plant ............................................................. 3-9
Raw Materials ......................................................................... 3-9 Resource Optimization/Recycle & Reuse envisaged in the
project ............................................................................. 3-10 Availability of Water and Power .............................................. 3-11
Water ............................................................................... 3-11 Power ............................................................................... 3-11
Waste Generation and Management ....................................... 3-11 Wastewater generation & Management ............................... 3-11 Solid Waste Management ................................................... 3-12 Air Pollution...................................................................... 3-13 Coke oven ......................................................................... 3-13 Sinter plant ...................................................................... 3-14 Pellet Plant ....................................................................... 3-14
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
TABLE OF CONTENTS (Continued)
Page
- ii -
Blast furnace .................................................................... 3-14 Lime Calcining Plant ......................................................... 3-14 LD converter ..................................................................... 3-15 SMLP ( Secondary Metallurgy and Ladle Preparation ) ......... 3-15 Caster Area ....................................................................... 3-15 Mill ................................................................................... 3-15 Captive Power Plant ........................................................... 3-16
4 - SITE ANALYSIS
Connectivity ........................................................................... 4-1 Road Connectivity ............................................................... 4-1 Rail Linkage ........................................................................ 4-1 Airport ................................................................................ 4-1 Sea Port .............................................................................. 4-1
Land Form, Land Use and Land Ownership .............................. 4-2 Topography ............................................................................. 4-2 Existing Land Use ................................................................... 4-2 Soil ........................................................................................ 4-3 Climatic Conditions ................................................................. 4-3 Social Infrastructure Available ................................................. 4-4
5 - PLANNING BRIEF
Planning Concept .................................................................... 5-1 Population Projection .............................................................. 5-1 Land use planning .................................................................. 5-1 Assessment of Infrastructure Availability ................................. 5-2
6 - PROPOSED INFRASTRUCTURE
Industrial Area ........................................................................ 6-1 Residential Area ...................................................................... 6-1 Greenbelt................................................................................ 6-1 Proposed Social Infrastructure ................................................. 6-2 Connectivity ........................................................................... 6-2 Drinking Water Management & Sewage System ......................... 6-3 Solid Waste Management ......................................................... 6-3 Power Requirement & Supply/Source ....................................... 6-4
7 - REHABILITATION & RESETTLEMENT
8 - IMPLEMENTATION SCHEDULE & COST ESTIMATE
Implementation Schedule ........................................................ 8-1 Capital Cost Estimate .............................................................. 8-1
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
TABLE OF CONTENTS (Continued)
Page
- iii -
9 - ANALYSIS OF PROPOSAL
Financial Benefits of the Project .............................................. 9-1 Social Benefits ........................................................................ 9-1
TABLES
Table 3-1 - Major Plant Units and Facilities .............................. 3-3
FIGURES
Fig. 3-1 - Site Location Map ..................................................... 3-2 Fig. 3-2 - Process Flow Sheet for production of 8.0 MTPA
Crude Steel, 7.0 MTPA of HR coils & 2.0 MTPA LP ................ 3-4 Fig. 4-1 - Topography of the Study Area ................................... 4-3
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
1-1
1 - EXECUTIVE SUMMARY
This Summary presents a brief outline of the Pre-feasibility report for the
proposed plan for expansion of the existing integrated iron and steel
making facilities of Tata Steel Kalinganagar (TSK) at Kalinganagar,
Distict Jajpur, Odisha.
1. TSK had conceived to produce 6.0 MTPA of crude steel in
Kalinganagar Industrial complex, Odisha. Environmental Clearance
for this project was accorded by Ministry of Environment Forest and
Climate Change (MoEFCC) on 7th November 2006. Subsequently, on
10th October 2012, based on proposal by TSK, MoEFCC amended
the above clearance due to reorientation of layout, changes/addition
of units, and value addition by cold rolling of product. Phase-I of the
integrated steel plant for producing 3.0 MTPA crude steel is already
commissioned.
2. TSK is now planning to expand the plant for a total production of
8.0 MTPA crude steel, through increase in capacity of individual
units and optimizing capacities in the existing plant site.
3. The production plan of the proposed expansion is as follows:
Crude Steel .. 8.00 MTPA
Hot Rolled Coils .. 7.00 MTPA
Cold rolled products .. 2.20 MTPA
Long Products .. 2.00 MTPA (Bar, Wire Rod, Medium & Light Structurals etc.)

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 1 - Executive Summary (cont’d)
1-2
4. The proposed production of crude steel and subsequent rolling
would be accomplished via Blast Furnace (BF)-Basic Oxygen
Furnace (BOF)-Caster route, followed by hot and cold rolling to
produce flat as well as long products. The production facilities
would be adequately supported by necessary auxiliary facilities such
as raw materials unloading and storage, proportioning of raw
materials, electric power receiving and distribution stations, various
utility facilities, water treatment and distribution system, etc.
5. The proposed site for the expansion of the steel plant is located
within the Kalinganagar Industrial Complex (KNIC) in Jajpur district
of Odisha and is owned by TSK. The plant site is bounded by the
Daitari-Paradip expressway, also designated as NH-5A, on the west
and NH-215 on the northern side which connects the plant site to
J K Road. Kalinganagar Industrial Complex has received status of
National Investment & Manufacturing Zone (NIMZ) from Ministry of
Commerce & Industry, Department of Industrial Policy & Promotion
(DIPP), Government of India under NIMZ Scheme. As per the Clause
18 of NIMZ guidelines, Environment Clearance for industries within
NIMZ would be given high priority.
6. The total make-up water requirement for the plant, after the
expansion to 8 MTPA crude steel capacity, shall be around
5,500 cu m/hr, i.e. about 29 MGD. The source of water for the
existing steel plant is river Kharsua from where raw water is
pumped and stored in a raw water storage tank. Water for the
proposed plant is considered to be available from existing raw water
reservoir on a continuous basis.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 1 - Executive Summary (cont’d)
1-3
7. The estimated power requirements of various plant units including
CRM as well as utilities and auxiliary facilities for the project would
be about 4,935 Million KWh, which would be sourced from captive
generation and Grid Power supply system.
8. The total area for steel plant provided by Govt. of Odisha as per the
MoU is around 3,472 acre, of which 3,089 acre is available for the
steel plant. This area is adequate to accommodate the expansion
facilities, including process units, water reservoir, solid waste
processing area and 33% greenbelt.
9. The proposed production facilities would generate various pollutants
in form of air emission, wastewater discharge, solid waste, etc,
which would be managed by adopting state-of-art technologies,
installation of control devices and treatment plants and by
maximum recycling/reuse of the wastes, wherever applicable.
10. TSK has established benchmark with regard to its social
responsibility towards the community and has undertaken extensive
range of initiatives in the sphere of (i) livelihood & employability
(ii) education (iii) health (iv) local infrastructure development
(vi) ethnicity. The augmentation and extension of the above
mentioned initiatives would extend to the local people of the study
area. The focus is aimed at the local scheduled tribe and schedule
caste groups.
11. It is envisaged that the project would be completed in a period of
60 months from receiving Environmental Clearance. It is considered
that construction work at site for various plant facilities of the
project would commence after completion of major engineering
works.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 1 - Executive Summary (cont’d)
1-4
12. The order-of- magnitude capital cost of the plant would be about
Rs 21,000 crore. This includes Plant and equipment (as erected)
including civil and structural work, Design, engineering and
administration during construction and contingency costs.
13. It is also expected that the proposed expansion project would
augment the existing social developmental activities and further
promote - i) Improvement in the socio-economic status of the region
by generation of direct and indirect employment opportunities, ii)
Development of ancillary small and medium industries, trade &
commercial establishments and local entrepreneurship.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
2-1
2 - INTRODUCTION OF THE PROJECT
IDENTIFICATION OF THE PROJECT & PROJECT PROPONENT
India is the 3rd largest producer of crude steel globally with a total
Finished Steel Production of around 91 MTPA (Million Tons per Annum)
in the fiscal year 2015-16. With immense encouragement from the
Government and its pro-active approach, steel industry is looking
forward to a better & flourishing future.
With operations in 26 countries, commercial presence in over
50 countries and 80,000 employees across five continents, Tata Steel
Group is one of the leading global manufacturers of steel with annual
crude steel production of nearly 27 MTPA in FY16. It is now the world's
second-most geographically diversified steel producer. The performance
of the company is fortified by the performance culture committed to
aspiration targets, safety and social responsibility, continuous
improvement, openness and transparency.
In India, Tata Steel, with the intent of inclusive growth, has planned
a few Greenfield projects of which the steel plant at Kalinganagar
Industrial complex (KNIC) at Kalinganagar in Jajpur District in Odisha is
a fore-runner. Initially, this steel plant was conceived to produce
6.0 MTPA of crude steel, along with power generation of 175 MW from
by-product fuel gases. Environmental Clearance for this project was
accorded by Ministry of Environment, Forest and Climate Change
(MoEFCC) on 7th November 2006. Subsequently, on 10th October 2012,
based on proposal by Tata Steel Kalinganagar (TSK), MoEFCC amended
the above clearance due to reorientation of layout, changes/addition of
units, and value addition by cold rolling of product. MoEFCC also issued
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-2
the validity extension letter and permission for use of LDO and Wet
Quenching on 13.05.2015. Phase-I of the integrated steel plant for
producing 3.0 MTPA crude steel is already commissioned and currently
under ramp up and stabilization
TSK is now planning to expand the plant for a production of
8.0 MTPA crude steel, through increase in capacity of individual units
and optimizing capacities in the existing plant site.
Brief Description of the Nature of the Project
The brief profile of the expansion project is as follows: Hot Metal .. 8.00 MTPA Crude Steel .. 8.00 MTPA Hot Rolled Coils .. 7.00 MTPA Cold rolled products .. 2.20 MTPA
Long Products .. 2.00 MTPA (Bar, Wire Rod, Heavy, Medium & Light Structural etc.)
The proposed production of crude steel and subsequent rolling
would be accomplished via Blast Furnace (BF)-Basic Oxygen Furnace
(BOF)-Caster route, followed by hot and cold rolling to produce flat as
well as long products.
The project falls under category A, Section 3 (a) of EIA Notification
September 2006 and amendment thereof vide Notification No. S.O 3067
(E) dated 1st December 2009.
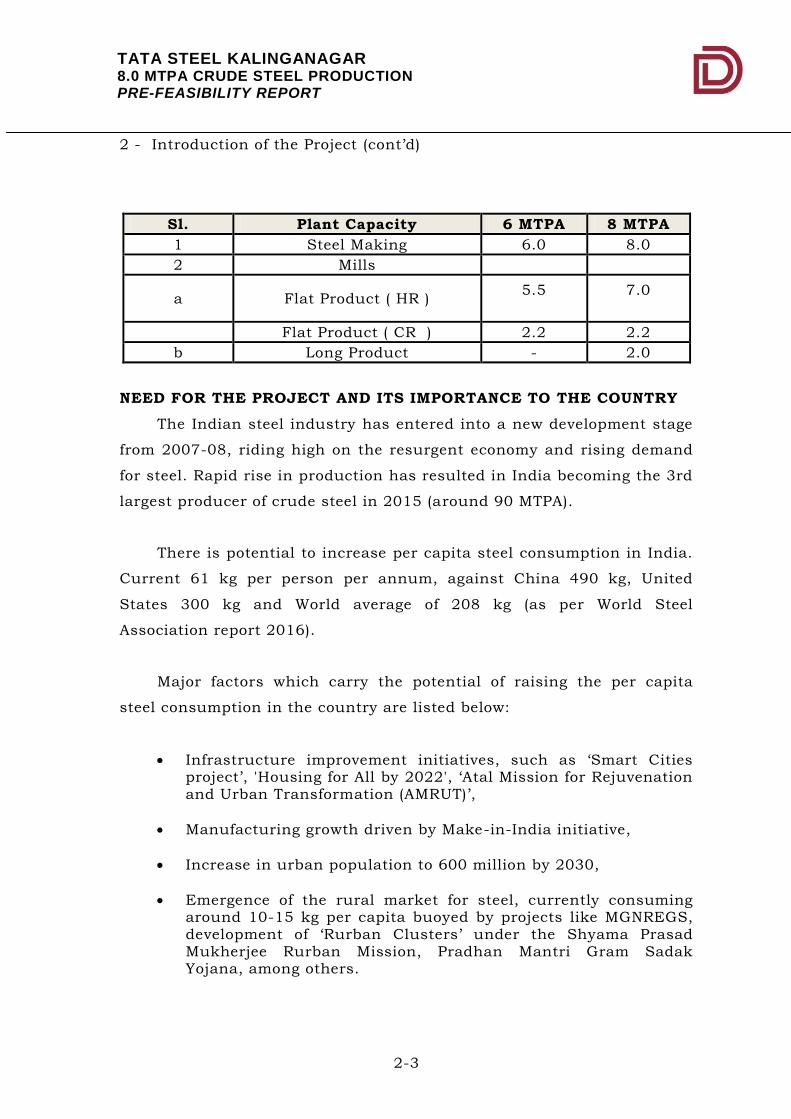
The following table depicts the comparison between the production
figures as per existing EC for 6.00 MTPA crude steel against the
proposed 8.00 MTPA crude steel production stage.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-3
Sl. Plant Capacity 6 MTPA 8 MTPA
1 Steel Making 6.0 8.0
2 Mills
a Flat Product ( HR ) 5.5
7.0
Flat Product ( CR ) 2.2 2.2
b Long Product - 2.0
NEED FOR THE PROJECT AND ITS IMPORTANCE TO THE COUNTRY
The Indian steel industry has entered into a new development stage
from 2007-08, riding high on the resurgent economy and rising demand
for steel. Rapid rise in production has resulted in India becoming the 3rd
largest producer of crude steel in 2015 (around 90 MTPA).
There is potential to increase per capita steel consumption in India.
Current 61 kg per person per annum, against China 490 kg, United
States 300 kg and World average of 208 kg (as per World Steel
Association report 2016).
Major factors which carry the potential of raising the per capita
steel consumption in the country are listed below:
Infrastructure improvement initiatives, such as ‘Smart Cities project’, 'Housing for All by 2022', ‘Atal Mission for Rejuvenation and Urban Transformation (AMRUT)’,
Manufacturing growth driven by Make-in-India initiative,
Increase in urban population to 600 million by 2030,
Emergence of the rural market for steel, currently consuming around 10-15 kg per capita buoyed by projects like MGNREGS, development of ‘Rurban Clusters’ under the Shyama Prasad Mukherjee Rurban Mission, Pradhan Mantri Gram Sadak Yojana, among others.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-4
As per Joint Plant Committee (JPC), the current steel capacity in
India is about 122 MTPA, catering to demand of about 81.5 MT in FY16.
The crude steel capacity will need to go up to 180 MTPA by FY21 to cater
to the projected demand growth. This would mean that capacity
additions planned by most of the major steel players need to come on
stream in next 5 years.
DEMAND-SUPPLY GAP, IMPORTS VS. INDIGENOUS PRODUCTION, EXPORT POSSIBILITY & DOMESTIC/EXPORT MARKETS
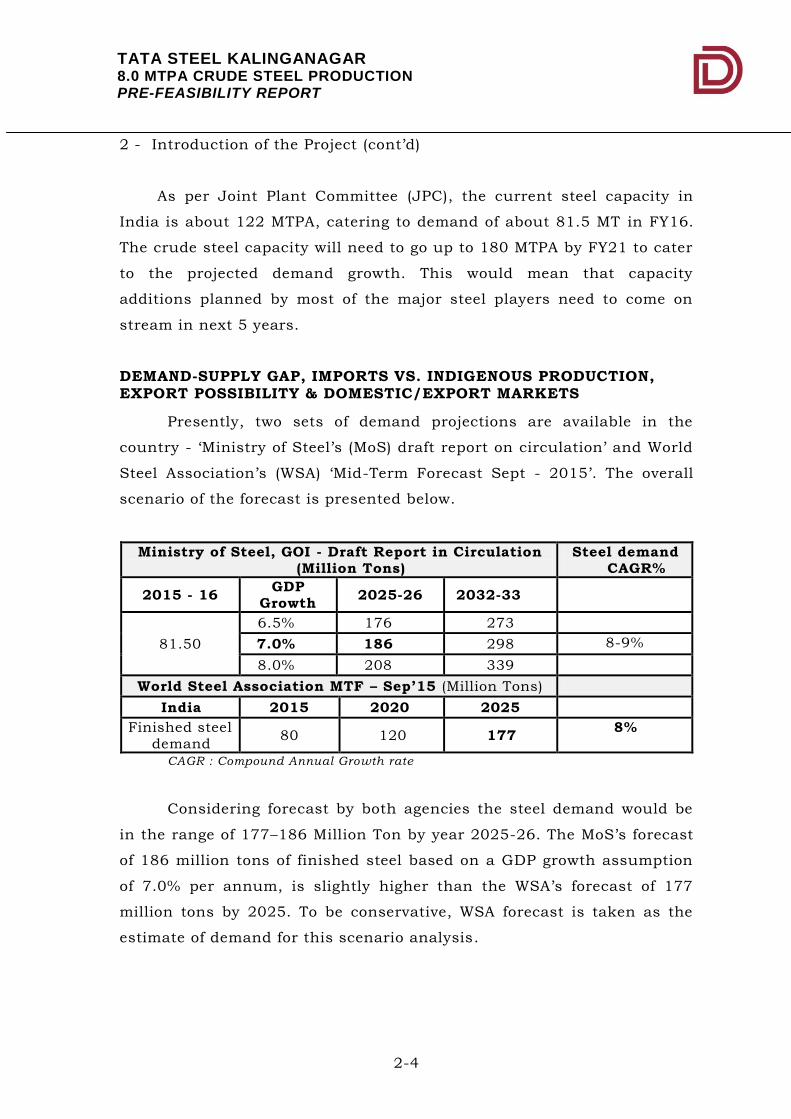
Presently, two sets of demand projections are available in the
country - ‘Ministry of Steel’s (MoS) draft report on circulation’ and World
Steel Association’s (WSA) ‘Mid-Term Forecast Sept - 2015’. The overall
scenario of the forecast is presented below.
Ministry of Steel, GOI - Draft Report in Circulation (Million Tons)
Steel demand CAGR%
2015 - 16 GDP
Growth 2025-26 2032-33
81.50
6.5% 176 273
7.0% 186 298 8-9%
8.0% 208 339
World Steel Association MTF – Sep’15 (Million Tons)
India 2015 2020 2025
Finished steel demand
80 120 177 8%
CAGR : Compound Annual Growth rate
Considering forecast by both agencies the steel demand would be
in the range of 177–186 Million Ton by year 2025-26. The MoS’s forecast
of 186 million tons of finished steel based on a GDP growth assumption
of 7.0% per annum, is slightly higher than the WSA’s forecast of 177
million tons by 2025. To be conservative, WSA forecast is taken as the
estimate of demand for this scenario analysis.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-5
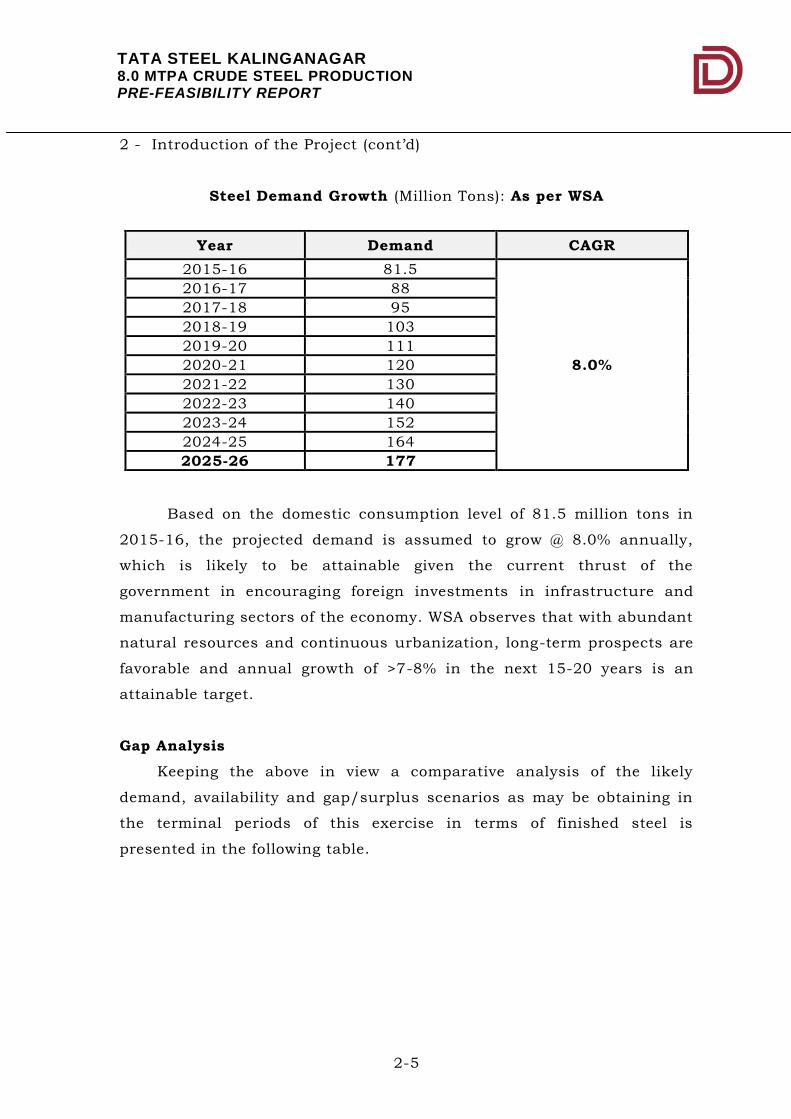
Steel Demand Growth (Million Tons): As per WSA
Year Demand CAGR
2015-16 81.5
8.0%
2016-17 88
2017-18 95
2018-19 103
2019-20 111
2020-21 120
2021-22 130
2022-23 140
2023-24 152
2024-25 164
2025-26 177
Based on the domestic consumption level of 81.5 million tons in
2015-16, the projected demand is assumed to grow @ 8.0% annually,
which is likely to be attainable given the current thrust of the
government in encouraging foreign investments in infrastructure and
manufacturing sectors of the economy. WSA observes that with abundant
natural resources and continuous urbanization, long-term prospects are
favorable and annual growth of >7-8% in the next 15-20 years is an
attainable target.
Gap Analysis
Keeping the above in view a comparative analysis of the likely
demand, availability and gap/surplus scenarios as may be obtaining in
the terminal periods of this exercise in terms of finished steel is
presented in the following table.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-6
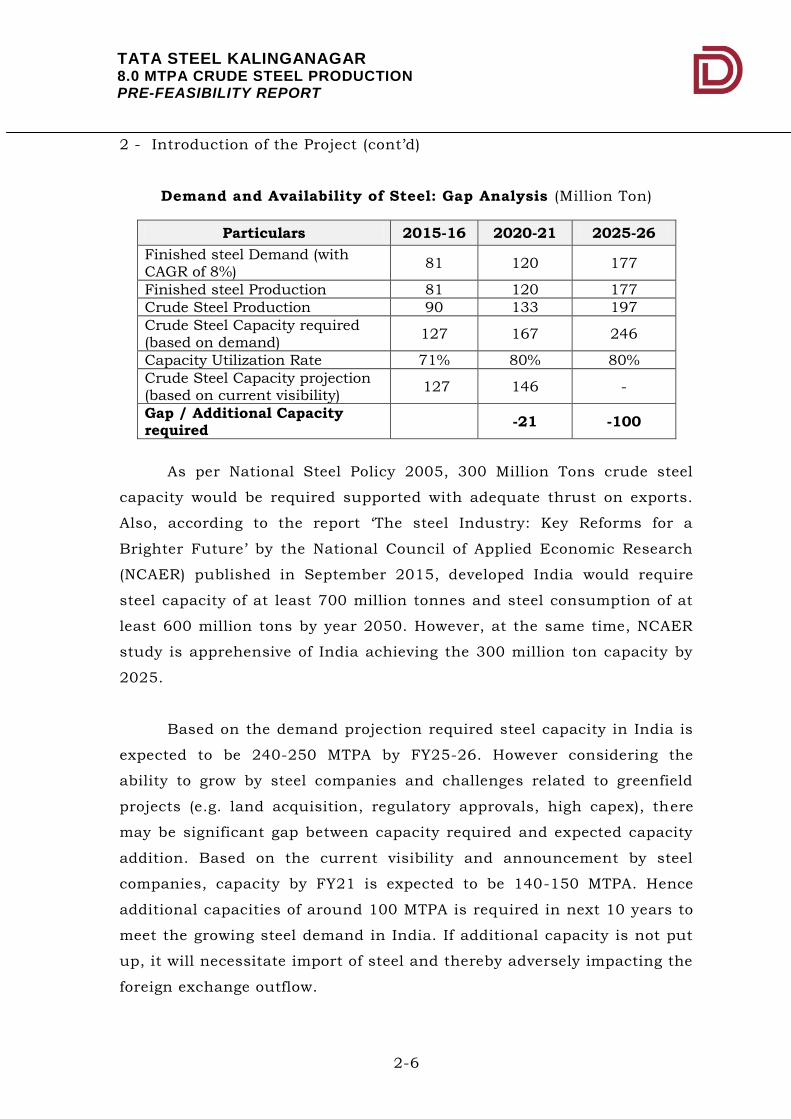
Demand and Availability of Steel: Gap Analysis (Million Ton)
Particulars 2015-16 2020-21 2025-26
Finished steel Demand (with CAGR of 8%)
81 120 177
Finished steel Production 81 120 177
Crude Steel Production 90 133 197
Crude Steel Capacity required (based on demand)
127 167 246
Capacity Utilization Rate 71% 80% 80%
Crude Steel Capacity projection (based on current visibility)
127 146 -
Gap / Additional Capacity required
-21 -100
As per National Steel Policy 2005, 300 Million Tons crude steel
capacity would be required supported with adequate thrust on exports.
Also, according to the report ‘The steel Industry: Key Reforms for a
Brighter Future’ by the National Council of Applied Economic Research
(NCAER) published in September 2015, developed India would require
steel capacity of at least 700 million tonnes and steel consumption of at
least 600 million tons by year 2050. However, at the same time, NCAER
study is apprehensive of India achieving the 300 million ton capacity by
2025.
Based on the demand projection required steel capacity in India is
expected to be 240-250 MTPA by FY25-26. However considering the
ability to grow by steel companies and challenges related to greenfield
projects (e.g. land acquisition, regulatory approvals, high capex), there
may be significant gap between capacity required and expected capacity
addition. Based on the current visibility and announcement by steel
companies, capacity by FY21 is expected to be 140-150 MTPA. Hence
additional capacities of around 100 MTPA is required in next 10 years to
meet the growing steel demand in India. If additional capacity is not put
up, it will necessitate import of steel and thereby adversely impacting the
foreign exchange outflow.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-7
The overall demand of steel is further split-up into two broad
groups of steel products - long or shaped products comprising of Bars
and Rods, Structural & Rails and flat products comprising of Plates,
Coils, Sheets including Pipes & Tubes.
While splitting the overall demand of finished steel, especially over
a long time horizon, allowances have been made for the expected changes
in composition of the country’s economy. It is well known that as
constructional activities precede manufacturing operations, the share of
long products dominates during the developing phase of an economy.
Once developed, with gradual expansion of the manufacturing base, the
share of flat products catches-up and eventually matches with that of
the long or shaped products. For some highly advanced economies, the
share of flat products may exceed that of long products as well.
Keeping a tab on the projected growth path of Indian economy, a
set of progressively altered ratios between the consumption of long and
flat products has been considered while determining the expected
demand of these two groups of products for the future period.
Relative Shares of Long & Flat Products
Periods Long Flat
2015 - 16 58% 42%
2015-2020 56% 44%
2021-2025 54% 46%
Adopting these progressively altered shares of the long and flat
products consistent with the changing character of the domestic
economy, the future demand estimates of the two groups of products for
the terminal years work out as under.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-8
Demand of Long & Flat Products (Million Tons)
Periods Long Flat Total steel
2015-16 48 34 81
2020-21 67 53 120
2025-26 96 81 177
Import & Export Scenario
Global steel trade would continue be a natural phenomenon offering
opportunities as well as inviting competition, especially in the WTO
regime of the global economy. The current measure of protectionism by
economies will not likely to be there as China within 10years of time is
likely to address the overcapacity it has currently. Product
competitiveness in terms of price and profile is the key to survive and
overcome the ‘threats’ from imports and add revenues through exports.
Domestic Consumption of Steel & Share of Imports (Million Ton)
Year Domestic Finished
production
Domestic
Consumption
Imports Exports
Quantity % of
consumption Quantity
% of Production
2009-10 56.3 59.3 7.4 12% 3.3 6%
2010-11 63.3 66.4 6.8 10% 3.5 6%
2011-12 69.3 71.0 6.9 10% 4.6 7%
2012-13 69.9 73.5 7.9 11% 5.4 8%
2013-14 74.2 74.1 5.4 7% 5.6 8%
2014-15 76.3 76.9 9.3 12% 5.6 7%
2015-16 75.2 81.5 11.7 14% 4.1 5%
The share of imported materials has been of the order of 10-12%
of the domestic consumption. The share has remained by and large
steady fluctuating between a narrow band of 9-12% except in 2015–16
when imports surged as Chinese economy slowed down and Chinese steel
producers resorted to steel exports to prop up their capacity utilizations.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-9
However, in the context of long term projections, the current
market noises would not have much impact, adverse or otherwise
whatsoever. The country’s economy has immense potential to grow
pivoting on a rising spiral of increased availability of steel.
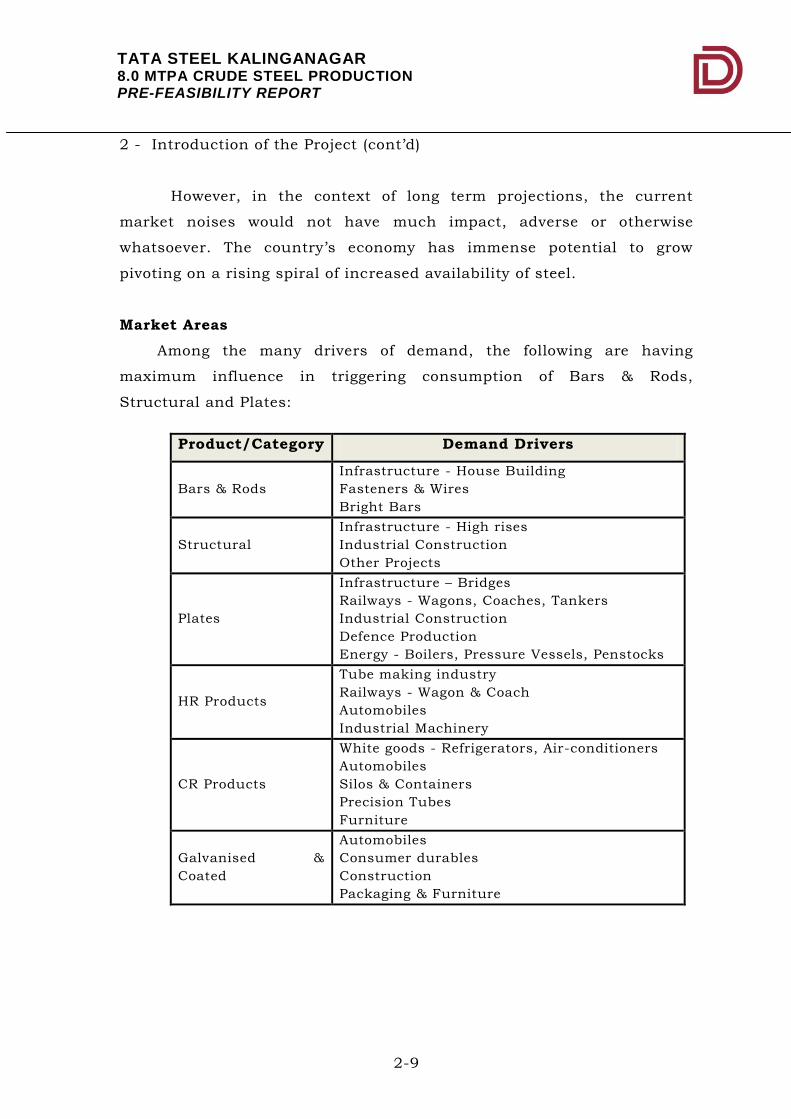
Market Areas
Among the many drivers of demand, the following are having
maximum influence in triggering consumption of Bars & Rods,
Structural and Plates:
Product/Category Demand Drivers
Bars & Rods
Infrastructure - House Building
Fasteners & Wires
Bright Bars
Structural
Infrastructure - High rises
Industrial Construction
Other Projects
Plates
Infrastructure – Bridges
Railways - Wagons, Coaches, Tankers
Industrial Construction
Defence Production
Energy - Boilers, Pressure Vessels, Penstocks
HR Products
Tube making industry
Railways - Wagon & Coach
Automobiles
Industrial Machinery
CR Products
White goods - Refrigerators, Air-conditioners
Automobiles
Silos & Containers
Precision Tubes
Furniture
Galvanised &
Coated
Automobiles
Consumer durables
Construction
Packaging & Furniture
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 2 - Introduction of the Project (cont’d)
2-10
From the foregoing assessment, it would be seen that there is good
market potential for long products as well as flat products in the
immediate future. Hence, Tata Steel Kalinganagar has conceived
augmentation of the capacity of the steel plant as well as installation of
new long product mills for production of long products.
EMPLOYMENT GENERATION DUE TO THE PROJECT
In the construction phase of the proposed project both direct and
indirect deployment of local manpower would be facilitated. The nature
of the employment opportunities would involve contractual & casual
labour work for semi skilled & unskilled labourers and regular
employment for skilled locals. The proposed expansion would indirectly
promote the development of ancillary industries and allied indirect
employment opportunities. As a whole, the project would generate
income, contribute to the local economy and lead to diversification of
skills.
The manpower considered for 6MTPA existing manpower is
sufficient for operation and maintenance of the plant at 8MTPA stage
with minor addition for LP Mills. However, there would be requirement of
around 5,000 contract labourers. During construction phase, around
8,000-10,000 labourers would be employed.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
3-1
3 - PROJECT DESCRIPTION
TYPE OF PROJECT INCLUDING INTERLINKED PROJECT
The proposed expansion project includes higher production of crude
steel by 2.0 MTPA (Production of 6.0 MTPA crude steel was the actual
proposal, for which EC is already obtained) by increase as well as
optimization of capacities of individual units, to be sited within the
existing premises of the plant at Jajpur, Odisha.
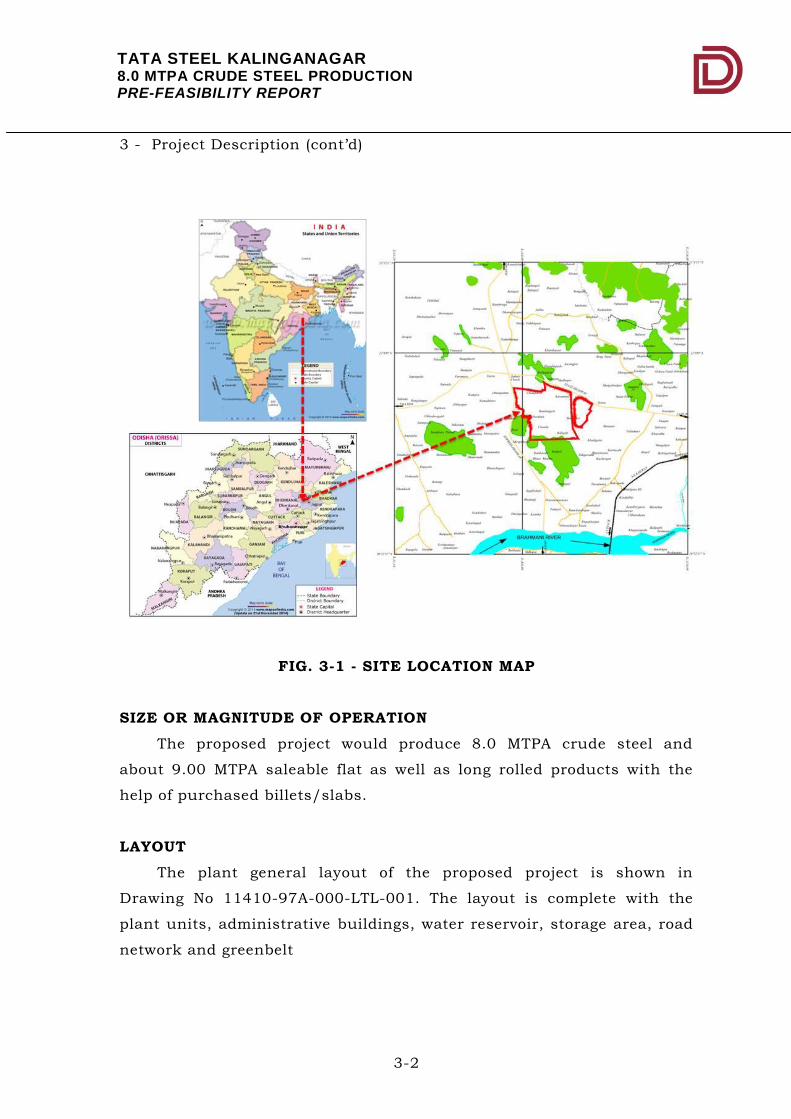
LOCATION
The plant site is located within the Kalinganagar Industrial Complex
near Duburi in Jajpur district of Odisha. The study area is surrounded
by the geographical grids approximately ranging from 85º55’00” to
86º06’31” E longitude and 20º52’31” to 21º03’21” N latitude. A glimpse
of the project site is shown in Fig. 3-1.
DETAILS OF ALTERNATE SITES CONSIDERED AND THE BASIS OF SELECTING THE PROPOSED SITE
The augmentation of the capacity would mainly occur by installation
of units of higher capacities as well as installation of new Calcining
plant, caster and long product mills namely Bar & Wire Rod mill etc. The
area within the premises of the acquired land of TSK would be able to
house the additional units. Hence, more land would not be acquired. The
existing site has also the following adequacies:
i) Availability of adequate land for installation of additional units
ii) Availability of suitable infrastructure in terms of connectivity, availability of water & power
iii) Suitability of the land from topographical and geological considerations.
iv) Location away from forests, national park/sanctuaries, sea coast and ecologically sensitive elements
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-2
FIG. 3-1 - SITE LOCATION MAP
SIZE OR MAGNITUDE OF OPERATION
The proposed project would produce 8.0 MTPA crude steel and
about 9.00 MTPA saleable flat as well as long rolled products with the
help of purchased billets/slabs.
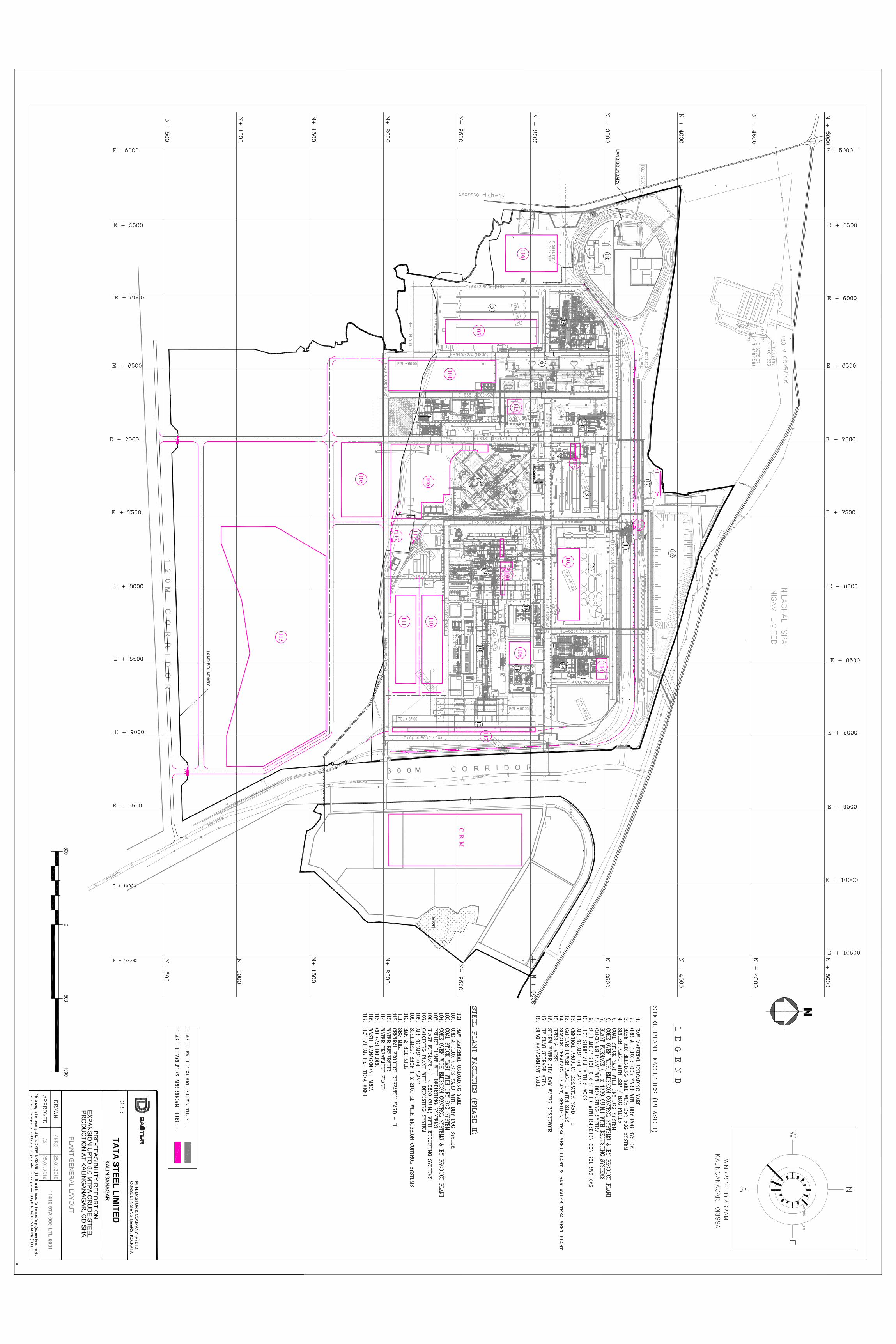
LAYOUT
The plant general layout of the proposed project is shown in
Drawing No 11410-97A-000-LTL-001. The layout is complete with the
plant units, administrative buildings, water reservoir, storage area, road
network and greenbelt

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-3
PROJECT DESCRIPTION WITH PROCESS DETAILS
The plant would be designed for a capacity of 8.0 MTPA crude steel,
which, along with additional purchased billets/slabs, would be cast into
both flat products namely coils and long products namely rebars , wire
rods, structurals etc. for sale.
The proposed production of liquid steel and subsequent rolling
would be accomplished via Blast Furnace (BF)-Basic Oxygen Furnace
(BOF)-Caster route, followed by hot & cold rolling for production of flat &
long products.
The facilities at the production stage of 8.0 MTPA crude steel are
shown in Table 3-1.
TABLE 3-1 - MAJOR PLANT UNITS AND FACILITIES
Sl. No Unit Facility
1 Coke oven
2 x 88 ovens block, 5 m tall stamp charged, 3 x 62 ovens block, 6.25 m tall stamp charged
2 Sinter plant 496 m sq.
3 Pellet plant 744 m sq
4 Blast furnace
1 x 4330 cum
1 x 5870 cum
5 LD shop 3 x 310 t converter
6 Secondary
refining
1 x 310 t CASOB
1 x 310 t twin RH
2 x 310 t LF
7
Caster Shop 2 nos. twin - Strand slab caster
8 1 no. Multi strand Billet caster
9 LCP 4 x 600 tpd
10 HSM 7.0 MTPA
11 Long Product
Mill 2 MTPA Mill
12
13 CRM 2.2 MTPA Mill
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-4
The production facilities would be adequately supported by
necessary auxiliary facilities such as raw materials unloading and
storage, proportioning of raw materials, electric power receiving and
distribution stations, various utility facilities, water treatment and
distribution system, etc.
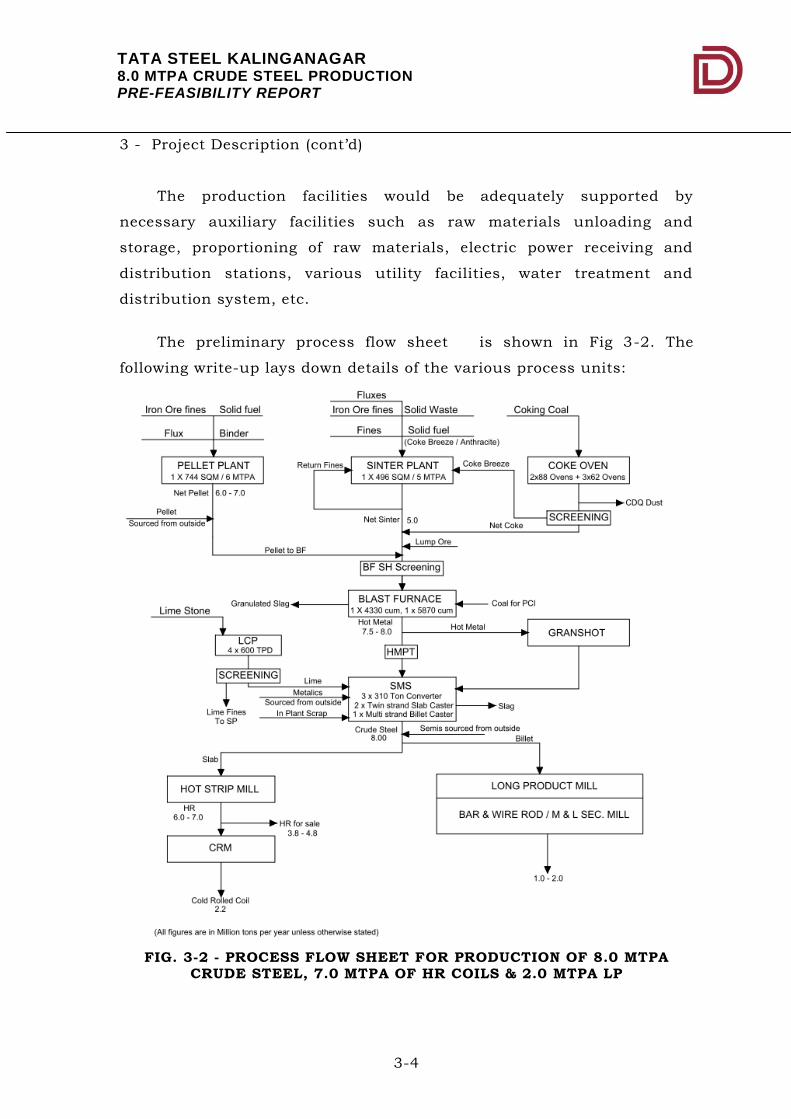
The preliminary process flow sheet is shown in Fig 3-2. The
following write-up lays down details of the various process units:
FIG. 3-2 - PROCESS FLOW SHEET FOR PRODUCTION OF 8.0 MTPA CRUDE STEEL, 7.0 MTPA OF HR COILS & 2.0 MTPA LP

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-5
Coke Oven and By-Product Plant
Stamp charged by-product recovery type coke oven plant has been
envisaged in Phase-II for meeting the charge coke requirement of Blast
furnaces after 8.0 MTPA crude steel expansion. Coke oven gas from the
ovens would be cleaned in by-product recovery unit and would be used
as a fuel in various heating applications inside the plant.
The Gross coke making capacity requiremet for the project after 8.0
MTPA crude steel stage would be :
Gross Coke , MTPA .. 3.5
Major by products from Coke Plant would be Coal Tar, Ammonia
and Sulphur.
Three (3) blocks of by-product recovery type stamp charged batteries
having 62 ovens each have been considered in Phase-II. The typical basic
design parameters of the coke oven battery in Phase-II are given below.
No. of blocks .. 3 No. of ovens in each block .. 62 Oven height, m .. 6.25 The coke oven plant in Phase-II would consist of following major
facilities:
i) Coal blending, crushing and conveying of coal to the coal
towers / conveyor charging, ii) Stamp charged, recovery type coke oven batteries (3 blocks of
62 ovens each), with oven machines and auxiliaries, iii) Coke dry quenching unit, iv) Land based pushing and charging emission control, v) Coke cutting and screening facilities, vi) By-product recovery plant.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-6
Sinter Plant
The existing 496 sq m capacity Sinter Machine of would produce 5
MTPA of net sinter to feed the Blast Furnace sinter requirement.
Pellet Plant
The proposed 744 sq m capacity Pellet plant would produce 6-7 MTPA of
Pellet as per requirement to feed the Blast Furnace. In addition to the above,
TSK would source pellet from outside upto 1.5 MTPA.
The produced pellet would be of size range of 6-16 mm and
compressive strength in the range of 250 kg/pellet.
For Pellet Plant , byproduct fuels of the steel plant ( Gases and Coal
Tar ) shall be used.
The pellet plant would comprise following facilities:
i) Feed Preparation ( Dry Grinding ) ii) Green Ball formation iii) Induration furnace iv) Storage and handling of Raw Material. v) Associated auxiliaries such as HVAC, Fire fighting facilities,
Plant Instrumentation / Automation etc.
Blast Furnace
To meet Crude steel production capacity up to 8.0 MTPA, a new
blast furnace (BF-2) of useful volume 5,870 cu m is proposed, along with
existing BF-1 (4,330 cu m), to cater the hot metal requirement for SMS.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-7
Details of Blast Furnaces are as follows :
Item Quantity
Hot metal production, TPY .. (7.5 – 8.0 ) MTPA No. of furnaces .. 2 Operating days .. 350 Burden: .. - Sinter, % .. ~ (40- 60)
- Pellet, % ..
~ (40-60)
- Lump Ore % .. ~ ( 0-10 ) Blast Furnace would be complete with the following facilities :
i) Gas Cleaning Plant ( Wet / Dry ) ii) Top Gas Recovery Turbine iii) Slag granulation plant iv) Stove Waste Gas Heat Recovery v) Pulverised Coal Injection vi) Stock house and cast-house de-dusting system vii) Hot metal Pre-treatment
viii) Associated auxiliaries such as HVAC, Fire fighting facilities, Plant Instrumentation / Automation etc.
Steel Making
TSK would instal facilities to produce 8 MTPA crude steel from the
Steel-melt shop.
The facilities for 8.0 MTPA stage is shown in the table below:
Item Phase I Phase II
(Additional units)
Major Technological units
Specification Specification for additional units
HMDS 2 X 340 ton 1 X 340 ton
BOF Converter 2 X 310 ton 1 X 310 ton
CAS-OB 1 X 310 ton Nil
Twin RH First unit of 310 T Twin RH Second unit of 310 T Twin RH
LF - 2 x 310 ton
Slab caster 1 X twin-strand 1 X twin -strand
Billet caster - 1 no. multi - strand

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-8
In Phase-II, it has been envisaged to follow the similar plant
configuration as of the existing facilities in Phase I.
SMS would be complete with the following facilities :
i) Gas Cleaning Plant ( Wet / Dry ) ii) Secondary Emission Control System iii) Pollution Control Equipment iv) Associated auxiliaries such as HVAC, Fire fighting facilities,
Plant Instrumentation / Automation etc.
Facilities getting repeated in Phase II would be of similar
specification as of Phase I.
To meet the metallic need of BOF charge, either scrap or DRI/
Granulated Pig Iron or in combination shall be charged along with hot
metal from Blast Furnace. Required quantity of steel scrap / DRI shall
be sourced from outside.
LD Slag would be processed in Metal recovery Plant for further
process use , such as recycling in SMS / Sinter Plant or would be sold.
Lime Calcining Plant
At 8.0 MTPA production stage of crude steel, additional 2 ( two )
more Lime Calcination Plant , similar to existing ones ( 600 TPD ) would
be installed.
Mills
Hot Strip Mill (HSM): The existing hot strip mill would be
augmented to potential capacity of 7.0 MTPA hot rolled coil along with
the required auxiliary facilities.
Hot Rolled Coils would be sent to Cold Rolling Mill (CRM) and rest
would be sold as HR product.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-9
Cold Rolling Mill (CRM): CRM would be having PLTCM (2.2 MTPA)
with further processing in Annealing / Galvanising lines / colour coating
line.
Long Product Mill: Long product mill would constitute of bar and
Wire rod mill / M&LS Mill of total capacity 2.0 MTPA.
Byproduct Gases of the Steel Plant shall be used as fuel in
reheating furnaces.
Captive Power Plant
The EC for 6.0 MTPA crude steel from the MoEFCC already includes
approval for the installation of 3X67.5 MW Power plant based on surplus
by-product gases. For the production of 8.0 MTPA crude steel, excess
energy is available, hence a fourth boiler with TG of capacity 67.5 MW
would be installed within the premises of CPP-1 which would have mixed
firing of by product gases and coal tar.
RAW MATERIALS
Sources of Raw Materials: The probable sources of major raw
materials (indigenous/imported) for meeting the production requirements
are given below.
Major Raw Materials Mode of transport
Iron ore Sea/Rail/Road
Coking coal Sea/Rail/Road
PCI coal Sea/Rail/Road
Limestone(SMS grade) Sea/Rail/Road
Fluxes Sea/Rail/Road
DRI Sea/Rail/Road
Steel Scrap Sea/Rail/Road
Slab / Billet Sea/Rail/Road
Other additives Sea/Rail/Road
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-10
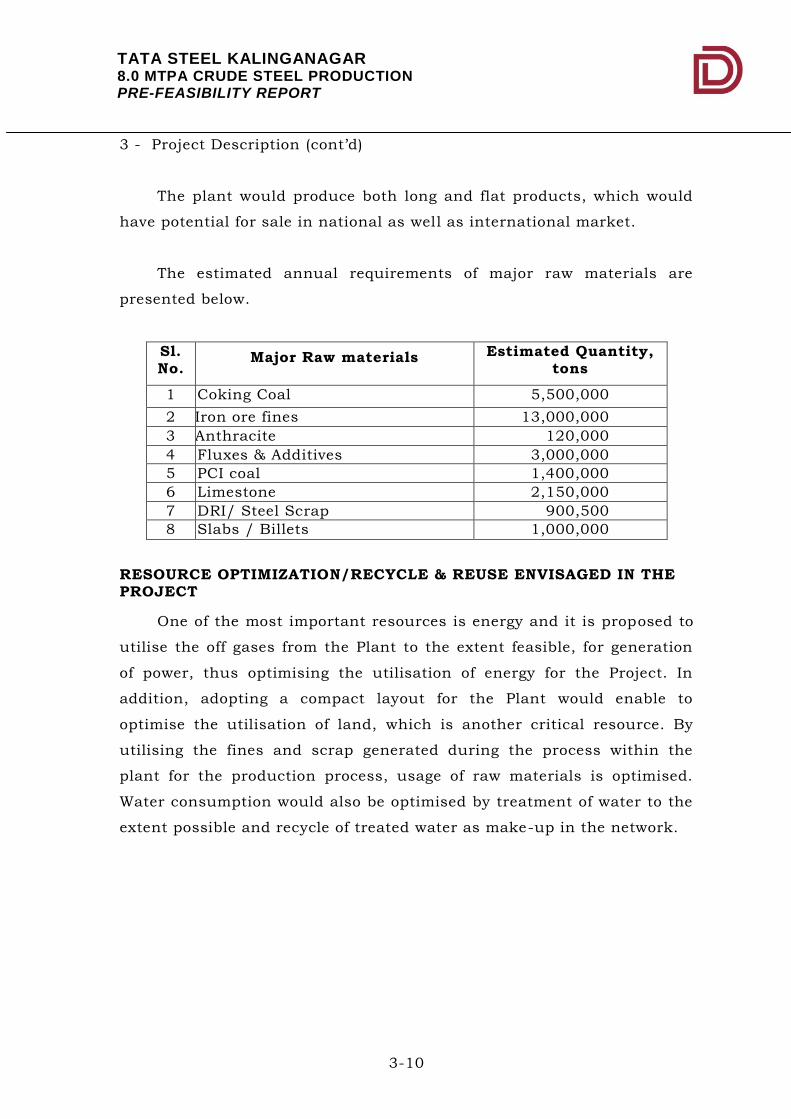
The plant would produce both long and flat products, which would
have potential for sale in national as well as international market.
The estimated annual requirements of major raw materials are
presented below.
Sl. No.
Major Raw materials Estimated Quantity, tons
1 Coking Coal 5,500,000
2 Iron ore fines 13,000,000
3 Anthracite 120,000
4 Fluxes & Additives 3,000,000
5 PCI coal 1,400,000
6 Limestone 2,150,000
7 DRI/ Steel Scrap 900,500
8 Slabs / Billets 1,000,000
RESOURCE OPTIMIZATION/RECYCLE & REUSE ENVISAGED IN THE PROJECT
One of the most important resources is energy and it is proposed to
utilise the off gases from the Plant to the extent feasible, for generation
of power, thus optimising the utilisation of energy for the Project. In
addition, adopting a compact layout for the Plant would enable to
optimise the utilisation of land, which is another critical resource. By
utilising the fines and scrap generated during the process within the
plant for the production process, usage of raw materials is optimised.
Water consumption would also be optimised by treatment of water to the
extent possible and recycle of treated water as make-up in the network.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-11
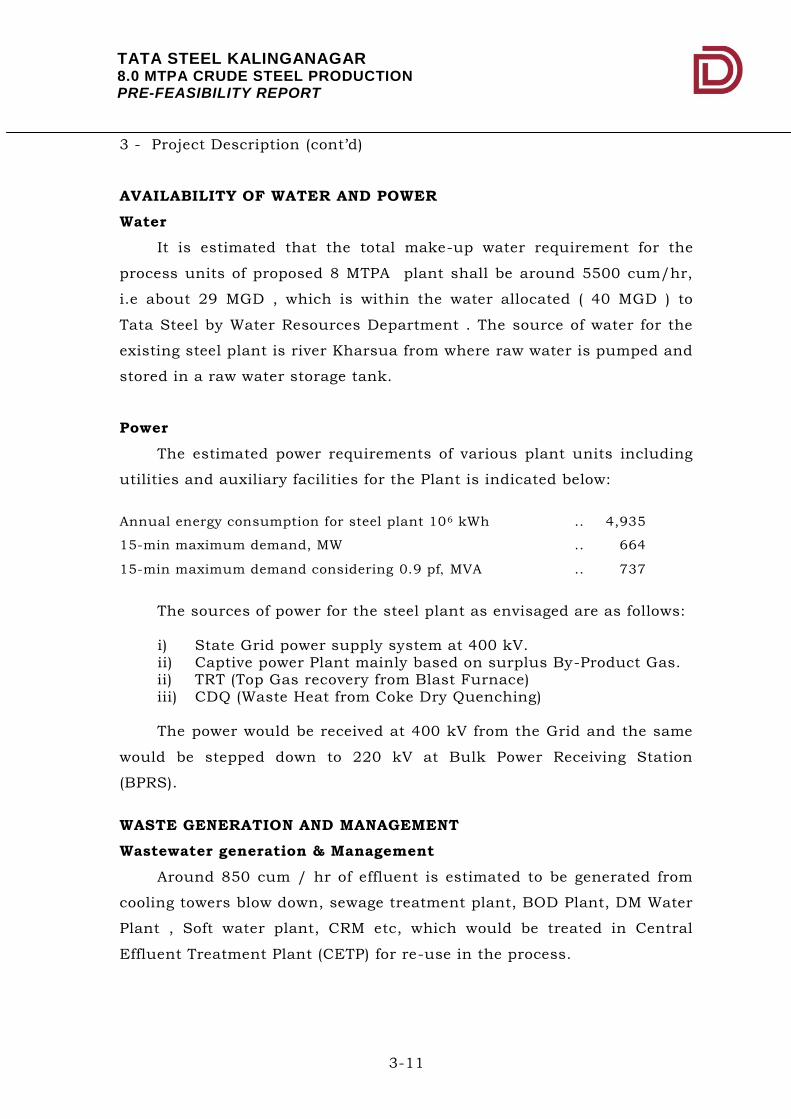
AVAILABILITY OF WATER AND POWER
Water
It is estimated that the total make-up water requirement for the
process units of proposed 8 MTPA plant shall be around 5500 cum/hr,
i.e about 29 MGD , which is within the water allocated ( 40 MGD ) to
Tata Steel by Water Resources Department . The source of water for the
existing steel plant is river Kharsua from where raw water is pumped and
stored in a raw water storage tank.
Power
The estimated power requirements of various plant units including
utilities and auxiliary facilities for the Plant is indicated below:
Annual energy consumption for steel plant 106 kWh .. 4,935
15-min maximum demand, MW .. 664
15-min maximum demand considering 0.9 pf MVA .. 737
The sources of power for the steel plant as envisaged are as follows:
i) State Grid power supply system at 400 kV. ii) Captive power Plant mainly based on surplus By-Product Gas.
ii) TRT (Top Gas recovery from Blast Furnace) iii) CDQ (Waste Heat from Coke Dry Quenching) The power would be received at 400 kV from the Grid and the same
would be stepped down to 220 kV at Bulk Power Receiving Station
(BPRS).
WASTE GENERATION AND MANAGEMENT
Wastewater generation & Management
Around 850 cum / hr of effluent is estimated to be generated from
cooling towers blow down, sewage treatment plant, BOD Plant, DM Water
Plant , Soft water plant, CRM etc, which would be treated in Central
Effluent Treatment Plant (CETP) for re-use in the process.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-12
Water for firefighting system, floor washing, toilet flushing, dust
suppression and horticulture would be provided from effluent treatment
plant after primary treatment. Rest effluent water would be treated to the
desired extent in suitable treatment facilities and recycled back to the
process as make-up, facilitating adequate re-use of water in the
respective re-circulating systems and economizing the make-up water
requirement. Sewage generated from toilet blocks etc would be collected
by means of suitable sewer system for treatment in Sewage Treatment
Plant (STP). Solid waste generated from CETP would be disposed through
secured landfill.
Solid Waste Management
The estimated generation of major solid wastes is tabulated below:
Solid wastes
Expected generation Management Scheme
MTPA
BF Slag 2.5 Granulation in Slag granulation plant and used in cement manufacturing / contruction purposes. Air Cooled slag for land fill , road making and ballast purpose.
Steelmaking Slag
1.30 Recovery of metallics & non-metallics for in-plant use. Balance utilized as railway ballast, in construction aggregrate, after
processing.
Flue Dusts 0.16 Reuse in Agglomeration
Mill Scales/ Sludge
0.10 Reuse in agglomeration
Besides the above, there would be other solid wastes like clarifier
sludges, ESP/ Bag Filter dust, refractory debris etc. generated from the
proposed steel plant. While some of these can be recycled in the process,
others would be disposed off in environmentally friendly manner.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-13
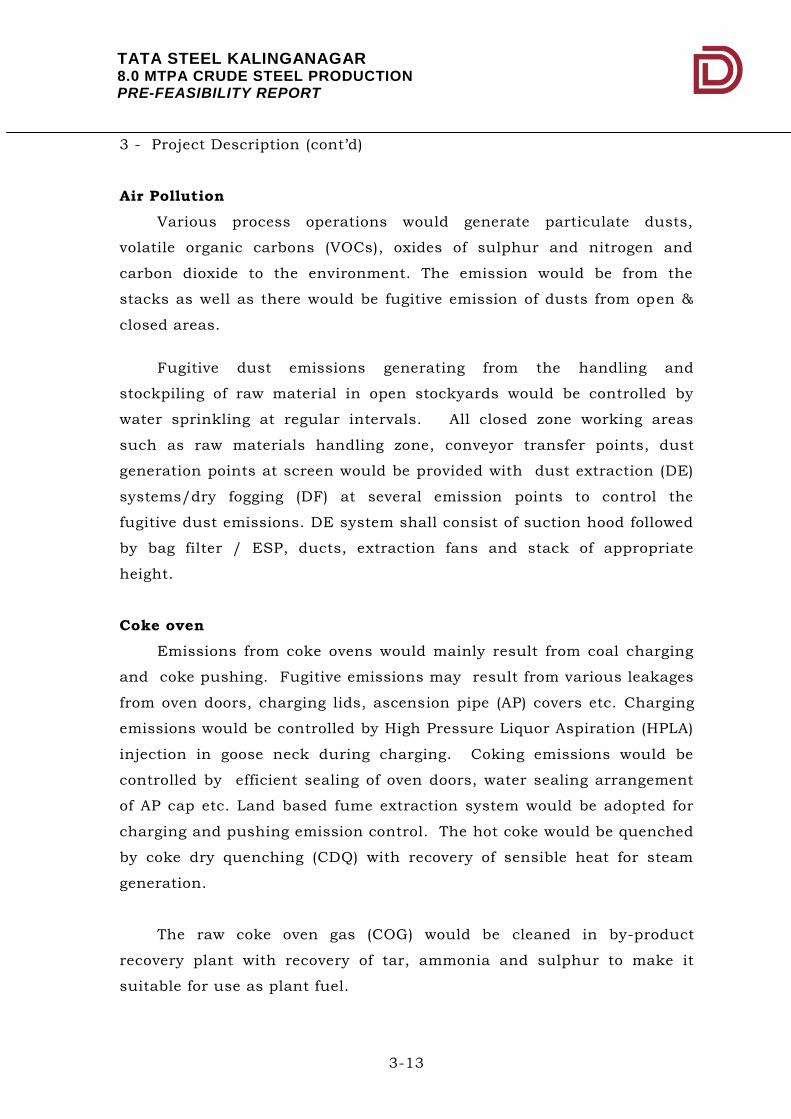
Air Pollution
Various process operations would generate particulate dusts,
volatile organic carbons (VOCs), oxides of sulphur and nitrogen and
carbon dioxide to the environment. The emission would be from the
stacks as well as there would be fugitive emission of dusts from open &
closed areas.
Fugitive dust emissions generating from the handling and
stockpiling of raw material in open stockyards would be controlled by
water sprinkling at regular intervals. All closed zone working areas
such as raw materials handling zone, conveyor transfer points, dust
generation points at screen would be provided with dust extraction (DE)
systems/dry fogging (DF) at several emission points to control the
fugitive dust emissions. DE system shall consist of suction hood followed
by bag filter / ESP, ducts, extraction fans and stack of appropriate
height.
Coke oven
Emissions from coke ovens would mainly result from coal charging
and coke pushing. Fugitive emissions may result from various leakages
from oven doors, charging lids, ascension pipe (AP) covers etc. Charging
emissions would be controlled by High Pressure Liquor Aspiration (HPLA)
injection in goose neck during charging. Coking emissions would be
controlled by efficient sealing of oven doors, water sealing arrangement
of AP cap etc. Land based fume extraction system would be adopted for
charging and pushing emission control. The hot coke would be quenched
by coke dry quenching (CDQ) with recovery of sensible heat for steam
generation.
The raw coke oven gas (COG) would be cleaned in by-product
recovery plant with recovery of tar, ammonia and sulphur to make it
suitable for use as plant fuel.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-14
Sinter plant
Sinter Plant has been in opeartion with all pollution control
measures duly take care.
Pellet Plant
Emissions from Pellet Plant would be from Material handling and
grinding systemsand from Induration Process, which are controlled by
installation of Bag Filter / ESP with adequate height of chimneys.
Blast furnace
In addition to cleaning of BF gas in dry / wet gas cleaning plant
(GCP), which is a process requirement, the main sources of air pollution
would be stock house and cast house. The BF stock house would be
provided with DE systems complete with dust extraction hoods, ESP/
Bag Filter, ID fan and stack of adequate height. Similarly, the cast
house would have separate fume collection system during tapping of hot
metal and slag, would be equipped with FE systems along with bag
filter/ESP for separation of particulates before venting through a stack of
appropriate height. Heat recovery from stove wste gas shall be installed
for preheating of BF Gas and combustion air for stoves.
Lime Calcining Plant
The dust emission arising during calcination process in lime
calcining plant would be collected and taken through a bag filter to
separate out the lime/dolo fines. The lime/dolo fines thus collected
would be recycled to the sinter plant. The kilns in the calcining plant
and other dust generation areas would be provided with separate DE
systems, complete with bag filters / ESP and stack of adequate height to
clean the particulates.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-15
LD converter
Besides BOF gas cleaning, which is basically a process necessity,
secondary emissions would be generated mainly from charging and
tapping operations. The secondary emissions of the steelmelt shop would
be controlled by providing ESP/Bag Filter.
SMLP (Secondary Metallurgy and Ladle Preparation )
The primary emissions of LF would be collected by fume extraction
(FE) devices. Dust laden fumes would be indirectly cooled and cleaned
through an ESP/ BF for separation of particulates and the clean gas
would be vented into the atmosphere through a tall stack of adequate
height. The secondary emissions would be controlled through canopy
hood extraction, which would be integrated with the main system to
clean the fugitive emissions during charging and tapping operations.
The gas cleaning system would be complete with water cooled duct, fume
and gas cooler, bag house, ID fan and stack of appropriate height.
Caster Area
The water required for cooling the hot cast slabs and billets would
generate hot fumes comprising mainly water vapour, hot waste water and
suspended particulates which would be treated in Wastewater treatment
Plant. The slab casting area would be provided with adequate ventilation
in order to have the water vapour properly dispersed.
Mill
Burning of the by-product fuel gases in reheating furnace would
give rise to the emissions of particulates, CO2 and NOx. NOx emissions
would be controlled by optimising the excess air supply and proper
burner design. In addition fume extraction (FE) system would be
installed. The flue gas, which is fairly clean, would be vented through a
stack of adequate height. The acid pickling line of CRM would be
provided with a fume extraction (FE) system.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 3 - Project Description (cont’d)
3-16
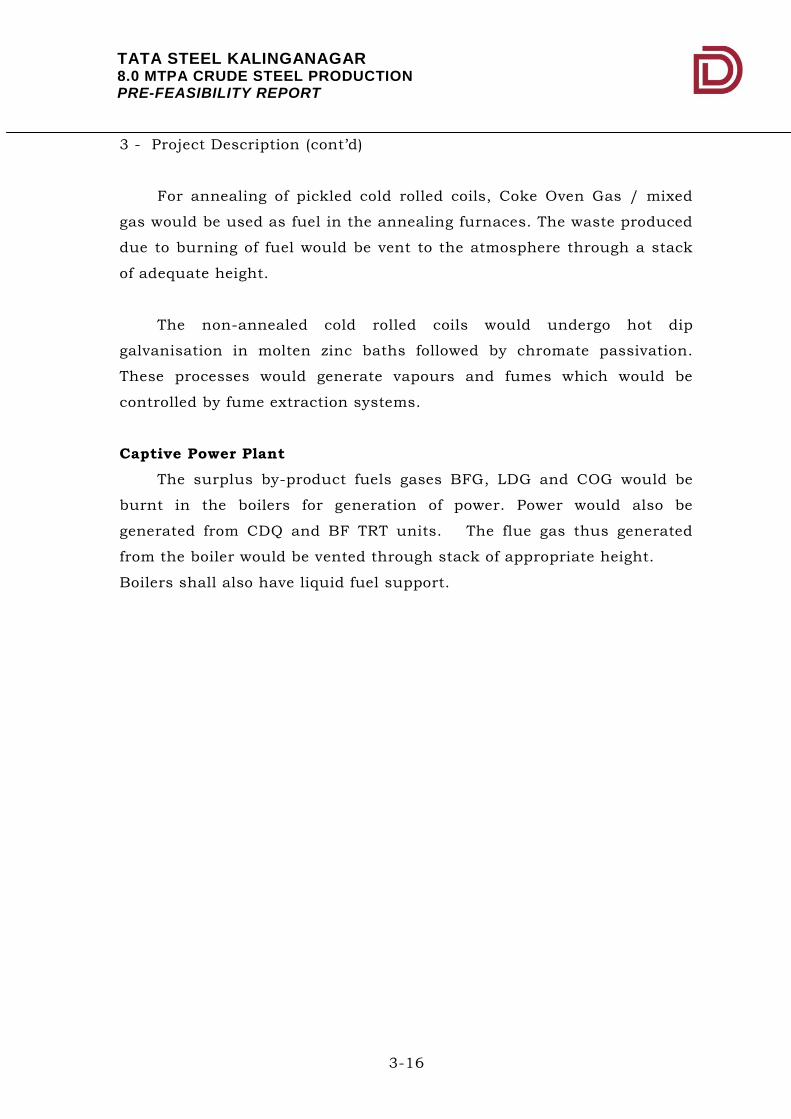
For annealing of pickled cold rolled coils, Coke Oven Gas / mixed
gas would be used as fuel in the annealing furnaces. The waste produced
due to burning of fuel would be vent to the atmosphere through a stack
of adequate height.
The non-annealed cold rolled coils would undergo hot dip
galvanisation in molten zinc baths followed by chromate passivation.
These processes would generate vapours and fumes which would be
controlled by fume extraction systems.
Captive Power Plant
The surplus by-product fuels gases BFG, LDG and COG would be
burnt in the boilers for generation of power. Power would also be
generated from CDQ and BF TRT units. The flue gas thus generated
from the boiler would be vented through stack of appropriate height.
Boilers shall also have liquid fuel support.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
4-1
4 - SITE ANALYSIS
CONNECTIVITY
Road Connectivity
The site is bounded by the Daitari-Paradip expressway, also
designated as NH-5A, on the west and SH-20 on the northern side which
connects the plant site to J. K. Road. The expressway is connected to
NH-5 at Chandikhol. The site is connected by roads, including National
highways, to Bhubaneshwar/Cuttack and Paradip Port.
Rail Linkage
The plant site is located north-west of Jakhapura railway station on
Howrah-Chennai main line. Daitari-Jakhapura railway line runs on the
eastern periphery of the Kalinganagar Industrial Complex area. TSK is
exploring the feasibility of second rail connectivity with Angul – Sukinda
line for flexibility and improved connectivity.
Airport
The nearest international airport is at Bhubaneshwar, about
100 km from site.
Sea Port
Paradeep port and Dhamra Port are about 120 km and 140 km
respectively from the plant site. Proximity of seaports is one of the
distinct advantages for the proposed expansion of the steel plant.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 4 - Site Analysis (cont’d)
4-2
LAND FORM, LAND USE AND LAND OWNERSHIP
The proposed site for the expansion of the steel plant is located
within the Kalinganagar Industrial Complex (KNIC) in Jajpur district of
Odisha and is owned by TSK. Other industries such as NINL, Visa
Industries, Orion Ispat, Jindal Stainless Limited, etc. are also located
within KNIC , in the vicinity.
The present core zone land use is basically built-up area for industrial
purpose with greenbelt, water reservoir and solid waste processing &
storage area.
TOPOGRAPHY
The topography of the study area is generally flat with small hillocks
scattered in the study area. The average elevation of the study area is
51m above msl.
The topographic features of the study area may be seen from Survey
of India Topo Sheet Nos. 73 L1, H13, K/4, G/16, L/2, H/14, K/8, L/5 &
L/6 and as extracted in Fig 3-1 on the next page.
EXISTING LAND USE
The existing land use of the area around the plant site consists of
waste lands, mixed jungle, agricultural land, industrial area, plantation,
human habitations, water bodies and other built-up areas.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 4 - Site Analysis (cont’d)
4-3
FIG. 4-3 - TOPOGRAPHY OF THE STUDY AREA
SOIL
The soil cover of the plant area is mostly of sandy loam in nature,
reddish in colour with grey soil in some places. The soil is reported to be
slightly basic in nature. The hydraulic conductivity of the soil is high
due to higher percentage of sand in the soil.
CLIMATIC CONDITIONS
The regional climate is humid tropical. The day time temperature
during April-May exceeds 44ºC with humidity 69%. The humidity level
rises to a level above 80% in the months of July-August. The winter
season brings down the temperature as low as 8.50C with humidity levels
around 60%. The annual average rainfall is 1530 mm. Wind flow is
generally distributed and wind speed ranges from 8.5 to 20.3 kmph.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 4 - Site Analysis (cont’d)
4-4
SOCIAL INFRASTRUCTURE AVAILABLE
1. The project area falls under ‘Kalinganagar Industrial Complex
(KNIC)’, which as per the notification by Govt. of Odisha is an
Industrial Area. KNIC has received status of National Investment &
Manufacturing Zone (NIMZ) from Ministry of Commerce & Industry,
Department of Industrial Policy & Promotion (DIPP), Government of
India under NIMZ Scheme.
2. With development of several large and medium scale industries, the
study area has witnessed speedy development of infrastructure with
regard to road linkages, black top roads, communication facilities,
trade and commerce. The State Highway No.2 connects Jajpur and
Talcher and the Expressway that runs from Daitari and Paradeep
Port are in the study area.
3. The General Hospital in Jajpur Town is the main health care centre
in the study area, equipped with modern facilities. MEDICA-TS
hospital is also in operation. There are few villages having primary
health centres as well.
4. Socioeconomic infrastructure facilities like that of schools (both
primary & secondary), banks, post office and shopping centres are
available in the study area.
5. With regard to education, the district of Jajpur is characterized by
several educational and professional institutes namely B.B. High
School, Dasarathpur High School, V.N College, N.C College, Biraja
Women’s College, Biraja Law College, B.S.College, Sukinda College
and A.P.College and also further upcoming eductional institutions
(Loyola, Zee Litera etc.)
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
5-1
5 - PLANNING BRIEF
PLANNING CONCEPT
The project would be sited in Kalinganagar, Odisha. TSK has
already commissioned the Phase-1 of the integrated steel plant at
Kalinganagar and the proposed expansion project would be carried out in
the existing premises of TSK. The present infrastructure facilities include
a township.
The major industries in the study area are Neelachal Ispat Nigam
Ltd., Jindal Stainless Steel Ltd., Mid East Integrated Steel Ltd., Visa
Industries Ltd., Orion Ispat Ltd., etc.
POPULATION PROJECTION
The study area of the proposed expansion project comprises of
fourteen (14) villages. The total population of 14 villages as per 2001 &
2011 Census data was 20,659 and 24,606 respectively. The decadal
growth is 9.56%. The population projection of the study area for the year
2016 is estimated at around 26,960.
LAND USE PLANNING
The total area for steel plant provided by Govt. of Odisha as per the
MoU is around 3,472 acre, of which 3,089 acre is available for the steel
plant. This area is adequate to accommodate the expansion. The
following units would be located inside the plant boundary:
i) Raw material yard ii) Sinter plant iii) Blast Furnace iv) SMS (Steel Melt Shop) with Casters v) Oxygen Plant

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 5 - Planning Brief (cont’d)
5-2
vi) Water Facilities vii) Coke Oven viii) Pellet plant ix) Rolling Mills x) Power Distribution System xi) Water reservoir The total greenbelt, comprising of about 33% of total plant area of
about 1,020 acres, would be reserved in the layout. The layout would
also house canteen, administrative buildings, workshop, railway tracks,
stores, in-plant roads, etc.
ASSESSMENT OF INFRASTRUCTURE AVAILABILITY
Required infrastucture for the TSK plant like Rail connectivity,
Power & Water, Road are analysed and found to be meeting the plant
requirements except adjacent NH & SH widening, which is also in the
process of implementation.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
6-1
6 - PROPOSED INFRASTRUCTURE
INDUSTRIAL AREA
The total plant area is about 3,000 acre, within the boundary of
which the proposed expansion project would take place. The process
units, water reservoir, solid waste processing & storage area for the
existing facilities as well as the proposed would be housed within this
area.
RESIDENTIAL AREA
TSK proposed to provide the residential requirement for essential
staffing of the steel plant in the North-East Corner of the lease area. The
residential complex will accommodate about 1000 families in about
50 acres area. The EC for the same is already obtained.
GREENBELT
It is obligatory to develop dense greenbelt area in proposed project
plant as per the Regulations. Green belt is proposed to develop in approx
33% of the total area. This would not only prevent the fugitive dust
emissions but also improve the peripheral appearance of the plant from
aesthetics point of view. Unpaved areas, if any, within the plant
boundary would be provided with grass / tree cover.
Following are the proposed species of trees which may be planned to
be planted as greenbelt:
i) Sal ii) Asan iii) Mahua iv) Palash v) Bamboo vi) Jamun vii) Amaltas viii) Bahera
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 6 - Proposed Infrastructure (cont’d)
6-2
PROPOSED SOCIAL INFRASTRUCTURE
The expansion project entails provision of the following facilities in
the Study Area:
i) Plantations in and around the Study Area
ii) Support and augmentation to existing sanitation and medical facilities amongst the surrounding communities
iii) Develop vocational and employability enhancement training
(computer based functional training) emphasizing specially on tribal women and youth groups
iv) Development of special educational package for tribal children v) Development of programmes and marketing mechanisms
promoting tribal art and culture
CONNECTIVITY
The site is bounded by the Daitari-Paradip expressway, also
designated as NH-5A, on the west and SH-20 on the northern side which
connects the plant site to J. K. Road. The expressway is connected to
NH-5 at Chandikhol. The site is also well connected by roads, including
National highways, to Bhubaneshwar/Cuttack and Paradip Port.
The plant site is located north-west of Jakhapura railway station on
Howrah-Chennai main line. Daitari-Jakhapura railway line runs on the
eastern periphery of the Kalinganagar Industrial Complex area. The
nearest international airport is at Bhubaneshwar, about 100 km from
site. Paradeep port is about 120 km and Dhamra Port is 140 km from
the plant site. Proximity of seaports is one of the distinct advantages for
the proposed expansion of the steel plant.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 6 - Proposed Infrastructure (cont’d)
6-3
DRINKING WATER MANAGEMENT & SEWAGE SYSTEM
The drinking water system would cater to the water requirements of
(i) plant personnel for drinking and sanitary purposes, (ii) central and
area laboratories, (iii) canteen and (iv) other miscellaneous users in the
plant. Necessary treatment facility shall be considered to generate
potable grade water from make-up water. A 180 cum overhead tank is
envisaged to meet the drinking water requirements of the plant.
The faecal sewerage network of the plant would receive effluent from
the administrative building complex, canteens, and toilets of various
shops, office buildings, laboratories, etc. located in different areas of the
plant. The sewage water received from the above areas would be fed to a
sewage treatment plant.
SOLID WASTE MANAGEMENT
There would be numerous solid by-products like BF, steelmaking
slags, mill scales, mill sludge, caster and mill scrap, refractory debris,
flue dusts etc. generated from the proposed steel plant. BF slag would
be granulated and sold off to cement manufacturers and construction
industry. The iron scrap generated from the caster lines would be
recycled to LD. Mill scales, flue dusts and part of the LD slag would be
utilized in sinter plant after recovery of the metallic portion in slag. The
balance LD slag would require processing, after which it would be used
for applications such as railway ballast, construction aggregate, etc.
Other solid wastes will be disposed off in environment friendly manner.

TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 6 - Proposed Infrastructure (cont’d)
6-4
POWER REQUIREMENT & SUPPLY/SOURCE
The estimated power requirements of various plant units including
CRM as well as utilities and auxiliary facilities for the project are
indicated below:
Annual energy consumption for steel plant 106 kWh .. 5,000
15-min maximum demand, MW .. 675
15-min maximum demand considering 0.9 pf MVA .. 750
The sources of power for the steel plant as envisaged are as follows:
iii) State Grid power supply system at 400 kV.
iv) Captive power Plant mainly based on surplus By-Product Gas. ii) TRT (Top Gas recovery from Blast Furnace) iii) CDQ (Waste Heat from Coke Dry Quenching) The power would be received at 400 kV from State Grid and the
same would be stepped down to 220 kV at Bulk Power Receiving Station
(BPRS).
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
7-1
7 - REHABILITATION & RESETTLEMENT
The proposed expansion project does not require additional land
and would be housed within the available plant area. Hence, there would
not be displacement of any human settlement. Hence there are no issues
relating to rehabilitation and resettlement.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
8-1
8 - IMPLEMENTATION SCHEDULE & COST ESTIMATE
IMPLEMENTATION SCHEDULE
The preliminary overall implementation schedule for 8 MTPA crude
steel production with commissioning of various plant facilities of the
project is shown in the form of a bar chart in Fig.8-1 which is enclosed
with the Report.
It is envisaged that the project would be completed within a period
of 60 months from “Go-Ahead date”. It is considered that construction
work at site for various plant facilities of the project would commence
after completion of major engineering works.
The schedule has been developed based on the estimated capacity of
various plant facilities and excluded the plant facilities which were
commissioned in Phase-I of the project.
CAPITAL COST ESTIMATE
The order-of-magnitude capital cost comprising as erected
mechanical and electrical equipment including related civil and
structural steelwork and cost towards design, engineering and
consultancy and administration during construction is presented in this
section. Provision has also been made for contingency for arriving at the
capital cost.
The estimate is based on information available with CONSULTING
ENGINEERS for similar facilities. Applicable taxes and duties have been
considered in all of the estimated costs. The capital cost estimate may
undergo changes based on various locational aspects at the site,
finalized plant configuration and plant layout.
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT 8 - Implementation schedule & Cost Estimate (cont’d)
8-2
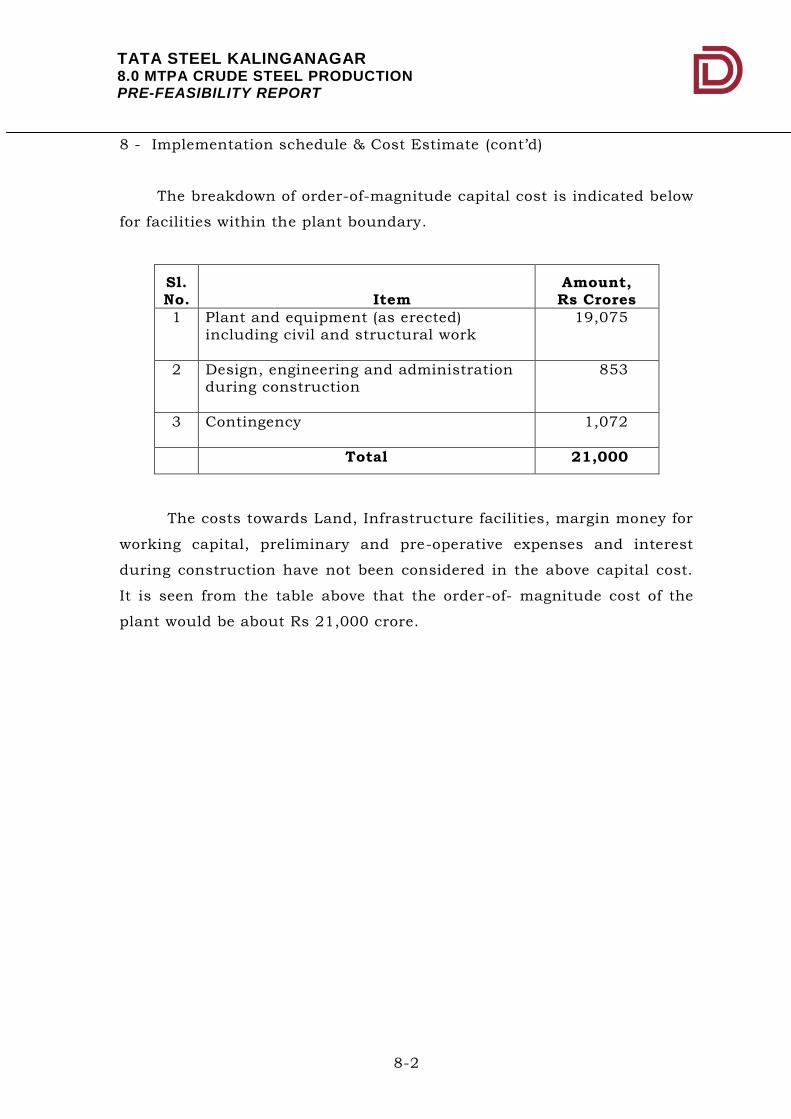
The breakdown of order-of-magnitude capital cost is indicated below
for facilities within the plant boundary.
Sl. No. Item
Amount, Rs Crores
1 Plant and equipment (as erected)
including civil and structural work
19,075
2 Design, engineering and administration during construction
853
3 Contingency 1,072
Total 21,000
The costs towards Land, Infrastructure facilities, margin money for
working capital, preliminary and pre-operative expenses and interest
during construction have not been considered in the above capital cost.
It is seen from the table above that the order-of- magnitude cost of the
plant would be about Rs 21,000 crore.
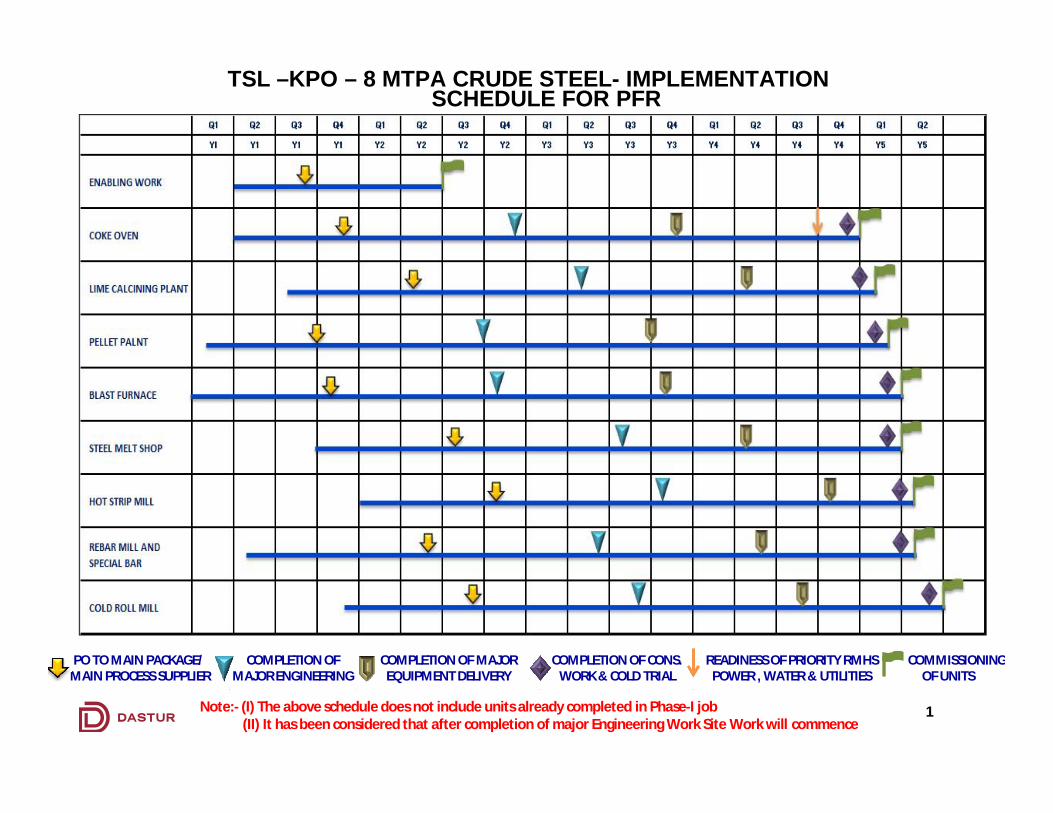
1
TSL –KPO – 8 MTPA CRUDE STEEL- IMPLEMENTATION SCHEDULE FOR PFR
PO TO MAIN PACKAGE/MAIN PROCESS SUPPLIER
COMPLETION OF MAJOR ENGINEERING
COMPLETION OF MAJOR EQUIPMENT DELIVERY
COMPLETION OF CONS. WORK & COLD TRIAL
READINESS OF PRIORITY RMHSPOWER , WATER & UTILITIES
COMMISSIONING OF UNITS
Note:- (I) The above schedule does not include units already completed in Phase-I job(II) It has been considered that after completion of major Engineering Work Site Work will commence
demi_7088
Rectangle
demi_7088
Text Box
Fig. 8-1
TATA STEEL KALINGANAGAR 8.0 MTPA CRUDE STEEL PRODUCTION PRE-FEASIBILITY REPORT
9-1
9 - ANALYSIS OF PROPOSAL
FINANCIAL BENEFITS OF THE PROJECT
The financial benefits accrued from the project would not only
profit the owners but also strengthen the economy of the state due to
earning from taxes and duties from the Plant.
SOCIAL BENEFITS
The Corporate Social Responsibility & Accountability Policy and
vision of the Project Proponent (PP) aims to improve the Human
Development Index through focus on Education, Livelihood & Health.
The PP has established benchmark with regard to its social
responsibility towards the community and has undertaken extensive
range of initiatives in the sphere of (i) livelihood & employability (ii)
education (iii) health (iv) local infrastructure development (vi) ethnicity.
The augmentation and extension of the above mentioned initiatives
would extend to the local people of the study area. The focus is aimed at
the local scheduled tribe and schedule caste groups.
Additionally the proposed expansion project with increased
investment would augment the above mentioned activities and will
promote:
i) Improvement in the socio-economic status of the region by generation of direct and indirect employment opportunities
ii) Development of ancillary small and medium industries, trade &
commercial establishments and local entrepreneurship