
Sulfonic acid functionalized solid acid: an alternative eco-friendly approach for...
7
ORIGINAL PAPER Sulfonic acid functionalized solid acid: an alternative eco-friendly approach for transesterification of non-edible oils with high free fatty acids Deepali A. Kotadia • Saurabh S. Soni Received: 21 May 2013 / Accepted: 22 June 2013 / Published online: 13 August 2013 Ó Springer-Verlag Wien 2013 Abstract A highly efficient procedure has been devel- oped for the synthesis of biodiesel from non-edible oil using a supported acidic ionic liquid catalyst. The effects of reaction time, temperature, and other reaction parameters on the reaction were investigated. The supported ionic liquid catalyst was very efficient and gave an approxi- mately 95 % yield when the reaction was carried out under the optimized conditions. The process represents a simple, ecologically safer route to transesterification with high product quality, as well as product recovery and catalyst recycling. Keywords Supported ionic liquid Á Heterogeneous catalysis Á Biodiesel Á Fatty acids Á Transesterification Introduction With crude fossil fuel prices at nearly an all-time high, biodiesel has emerged as one of the most promising renewable energy sources to replace current petroleum- derived diesel [1, 2]. Biodiesel possesses particular advantages of being a renewable, biodegradable, and non- toxic fuel which can be easily produced through transe- sterification [3]. However, current commercial usages of refined vegetable oils/first-generation alternative biofuels have proven controversial owing to high feedstock cost and their priority use as food resources [4, 5]. The biodiesel producers are now more focused towards so-called second- generation non-food biomass sources like cellulose, algae, or non-edible plant oils from the Euphorbiaceae family, notably castor and jatropha oil [6], which do not compete with the traditional agronomies. The economic evaluation has shown that biodiesel production from non-edible oils is very profitable provided the by-products of biodiesel pro- duction can be sold as valuable products [1, 2]. The transesterification reaction (Scheme 1) is carried out by base (homogeneous or heterogeneous catalysts), acid (homogeneous or heterogeneous catalysts), and enzyme catalysis [1, 2]. The base-catalyzed transesterification reaction is the most used process, but suffers from major drawbacks like sensitivity to moisture and free fatty acids (FFAs). The base catalyst tends to react with the FFAs to form soaps which lowers the biodiesel yield and inhibits the separation of the esters from glycerol [7]. In addition, it binds to the catalyst; thus, more catalyst is required to ensure complete transesterification, and this involves a higher process cost. Usually this problem is overcome through a two-step process; a previous acid-catalyzed esterification of FFA followed by base-catalyzed transe- sterification of triglycerides. Alternatively homogeneous acid catalysts have been proposed to promote simultaneous esterification and transesterification in a single catalytic step, thus avoiding the pre-conditioning step when using low cost feedstock with high FFA content. However, inorganic acids used are corrosive in nature and the reac- tion requires use of high alcohol to oil ratios and high reaction times [8]. The use of heterogeneous catalysts could be an attractive solution [9, 10], as they have the potential to replace liquid acids, eliminating separation, corrosion, and environmental problems. Heterogeneous Electronic supplementary material The online version of this article (doi:10.1007/s00706-013-1041-4) contains supplementary material, which is available to authorized users. D. A. Kotadia Á S. S. Soni (&) Department of Chemistry, Sardar Patel University, Vallabh Vidyanagar, Gujarat 388120, India e-mail: [email protected] 123 Monatsh Chem (2013) 144:1735–1741 DOI 10.1007/s00706-013-1041-4
Transcript of Sulfonic acid functionalized solid acid: an alternative eco-friendly approach for...

ORIGINAL PAPER
Sulfonic acid functionalized solid acid: an alternative eco-friendlyapproach for transesterification of non-edible oils with high freefatty acids
Deepali A. Kotadia • Saurabh S. Soni
Received: 21 May 2013 / Accepted: 22 June 2013 / Published online: 13 August 2013
� Springer-Verlag Wien 2013
Abstract A highly efficient procedure has been devel-
oped for the synthesis of biodiesel from non-edible oil
using a supported acidic ionic liquid catalyst. The effects of
reaction time, temperature, and other reaction parameters
on the reaction were investigated. The supported ionic
liquid catalyst was very efficient and gave an approxi-
mately 95 % yield when the reaction was carried out under
the optimized conditions. The process represents a simple,
ecologically safer route to transesterification with high
product quality, as well as product recovery and catalyst
recycling.
Keywords Supported ionic liquid �Heterogeneous catalysis � Biodiesel � Fatty acids �Transesterification
Introduction
With crude fossil fuel prices at nearly an all-time high,
biodiesel has emerged as one of the most promising
renewable energy sources to replace current petroleum-
derived diesel [1, 2]. Biodiesel possesses particular
advantages of being a renewable, biodegradable, and non-
toxic fuel which can be easily produced through transe-
sterification [3]. However, current commercial usages of
refined vegetable oils/first-generation alternative biofuels
have proven controversial owing to high feedstock cost and
their priority use as food resources [4, 5]. The biodiesel
producers are now more focused towards so-called second-
generation non-food biomass sources like cellulose, algae,
or non-edible plant oils from the Euphorbiaceae family,
notably castor and jatropha oil [6], which do not compete
with the traditional agronomies. The economic evaluation
has shown that biodiesel production from non-edible oils is
very profitable provided the by-products of biodiesel pro-
duction can be sold as valuable products [1, 2]. The
transesterification reaction (Scheme 1) is carried out by
base (homogeneous or heterogeneous catalysts), acid
(homogeneous or heterogeneous catalysts), and enzyme
catalysis [1, 2]. The base-catalyzed transesterification
reaction is the most used process, but suffers from major
drawbacks like sensitivity to moisture and free fatty acids
(FFAs). The base catalyst tends to react with the FFAs to
form soaps which lowers the biodiesel yield and inhibits
the separation of the esters from glycerol [7]. In addition, it
binds to the catalyst; thus, more catalyst is required to
ensure complete transesterification, and this involves a
higher process cost. Usually this problem is overcome
through a two-step process; a previous acid-catalyzed
esterification of FFA followed by base-catalyzed transe-
sterification of triglycerides. Alternatively homogeneous
acid catalysts have been proposed to promote simultaneous
esterification and transesterification in a single catalytic
step, thus avoiding the pre-conditioning step when using
low cost feedstock with high FFA content. However,
inorganic acids used are corrosive in nature and the reac-
tion requires use of high alcohol to oil ratios and high
reaction times [8]. The use of heterogeneous catalysts
could be an attractive solution [9, 10], as they have the
potential to replace liquid acids, eliminating separation,
corrosion, and environmental problems. Heterogeneous
Electronic supplementary material The online version of thisarticle (doi:10.1007/s00706-013-1041-4) contains supplementarymaterial, which is available to authorized users.
D. A. Kotadia � S. S. Soni (&)
Department of Chemistry, Sardar Patel University,
Vallabh Vidyanagar, Gujarat 388120, India
e-mail: [email protected]
123
Monatsh Chem (2013) 144:1735–1741
DOI 10.1007/s00706-013-1041-4

catalysts possess many advantages like insensitivity to
FFA, simultaneous esterification and transesterification,
they eliminate the need for a washing step, and they allow
the easy separation of the catalyst, resulting in lower
product contamination, easy regeneration and recycling of
catalyst, and reduced corrosion problems [11]. The use of
heterogeneous catalysts for biodiesel production from dif-
ferent feedstock has been studied by many researchers
[12–23]. Development of efficient and low cost heteroge-
neous catalysts for transesterification of low cost vegetable
oils can lead to a much lower total production cost of
biodiesel. Heterogeneous catalysts can be grouped as basic,
acidic, or biological (enzymatic) types. Selection of a
catalyst from these groups depends on the type of feedstock,
operating conditions, required catalyst activity, cost, and
availability [24]. Solid acids favor both esterification and
transesterification reactions simultaneously for biodiesel
with high FFA such as non-edible oils. The ideality of het-
erogeneous catalyst lies in the fact that they should have an
interconnected system of large pores, a moderate to high
concentration of strong acid sites, and a compatible surface.
In recent years, ionic liquids (ILs) have become pow-
erful alternatives to conventional molecular organic
solvents owing to their particular properties, such as
undetectable vapor pressure and the ability to dissolve
many organic and inorganic substances [25]. In addition,
ILs are readily recycled and tunable to specific chemical
tasks. One type is Brønsted acidic ILs (BAILs). The acidic
nature of these ILs as catalyst has been exploited for many
other important organic reactions, which proceed with
excellent yields and selectivities and demonstrate the great
potential of these ILs in catalytic technologies for chemical
production [26–28]. Recently, immobilization process
involving acidic ILs on solid supports has been designed.
On the basis of economic criteria, it is desirable to mini-
mize the amount of IL utilized in a process and to make
separation processes easier as most of the acidic ILs are
soluble in methanol making recovery of IL difficult. Sup-
ported acidic ionic liquid catalysis involves immobilization
of functional moieties with IL-like structures onto a surface
of a porous high area support material [29]. The use of
IL-like functionalities as modifiers in support systems is
very interesting because ideally they will tune the nature of
materials by transferring the IL properties at molecular and
nanoscale level [30–32]. A number of major benefits arise
from solid catalysts, e.g., high surface area, availability of
active sites, ease of separation, and recycling reproduc-
ibility. In this context, we have previously synthesized and
characterized benzimidazolium-based Brønsted acidic
supported ionic liquid catalyst (SILC) and used it as a
catalyst for the synthesis of 1-(amidoalkyl)naphthols [33].
The bright prospects of the application of SILC in synthesis
spurred us to investigate their ability to catalyze the
transesterification of non-edible plant oils. To our knowl-
edge, the use of immobilized –SO3H functionalized ionic
liquid as a solid catalyst for the synthesis of biodiesel has
not been reported before. It can be expected that the
immobilization of IL on silica should provide not only
considerable activity towards the transesterification reac-
tion but also improve the stability of the catalyst. In the
present work, the catalytic activity of SILC was evaluated
for the synthesis of biodiesel from castor oil, jatropha oil,
and neem oil with high acid value. The influence of various
reaction parameters such as reaction temperature, time,
methanol to oil ratio, and catalyst loading was also studied.
Results and discussion
The SILC was prepared by a process reported earlier by us
[33] (Fig. 1). Sulfonic acid functionalized SILC was syn-
thesized via a two-step procedure; the first step involves the
covalent attachment between silica gel and 3-chloro-
propyltriethoxysilane which is treated with benzimidazole
salt to give 3-(1-benzimidazolyl)propyl silica. The second
step involves condensation of 3-(1-benzimidazolyl)propyl
silica with 1,3-propanesultone, which is further treated
with one equivalent of HCl to give sulfonic acid func-
tionalized SILC. The resulting material is a white-colored
free-flowing powder and its acidic site loading was found
to be 0.588 mmol/g [33].
We opted to use SILC as a catalyst for transesterification
owing to its stability, excellent catalytic activity, and
importantly the presence of the hydrophilic functional
group –SO3H. The incorporation of –SO3H groups on the
silica surface results in the increased hydrophilicity of the
CH2
CH
CH2
O
O
O
C
C
C
O
O
O
R1
R2
R3
3 CH3OH
CH2
CH
CH2
OH
OH
OH
CH3O
CH3O
CH3O
C
C
C
O
O
O
R1
R2
R3
Triglyceride Methanol Methyl Ester Glycerol
Scheme 1
O
O
O
SiN N
SO3H
Cl
SILC =
Fig. 1 Sulfonic acid functionalized benzimidazolium-based sup-
ported ionic liquid catalyst (SILC)
1736 D. A. Kotadia, S. S. Soni
123
silica material, and therefore hydrophilic molecules (such
as methanol) can more easily get into the interior of the
silica bulk and react more easily with the hydrophobic
reactants (triglyceride and FFAs). Furthermore, upon
addition of sultone, larger numbers of sulfonic acid sites
are introduced and these interior acid sites are generally
adopted as catalytically active sites which can catalyze the
transesterification of triglycerides and the esterification of
FFAs [13].
The activity of SILC was tested for the transesterifica-
tion of castor oil with high acid value. In a typical reaction,
castor oil (10 mmol), methanol (120 mmol), and SILC
(3 wt%) were taken in the reaction vessel and allowed to
react for 6–8 h at 70 �C. The catalyst shows good to
excellent activity towards biodiesel synthesis. The pre-
liminary optimization was achieved by studying the
influence of various reaction parameters like reaction
temperature, time, methanol to oil molar ratio, and amount
of catalyst loading. To study the influence of reaction
temperature on the yield of FAME, experiments using
SILC were conducted at various temperatures from 50 to
90 �C. As shown in Fig. 2, with the increase in reaction
temperature from 50 to 70 �C, there is an increase in
FAME yield; however, further increasing the reaction
temperature has no particular effect on FAME yield. In
general, higher temperature usually can lead to a higher
yield as it makes molecules move more actively, which
increases the collision probability of molecules of oil and
methanol, thus accelerating the reaction more easily.
Therefore, yield of FAMEs increases with temperature
(Fig. 2). However, much higher temperature is not advised,
because the boiling point of methanol is 64 �C; thus,
methanol volatilized and became less available to react
when the temperature was greater than 70 �C. Thus, 70 �C
was chosen as the optimum reaction temperature for the
synthesis of biodiesel from castor oil.
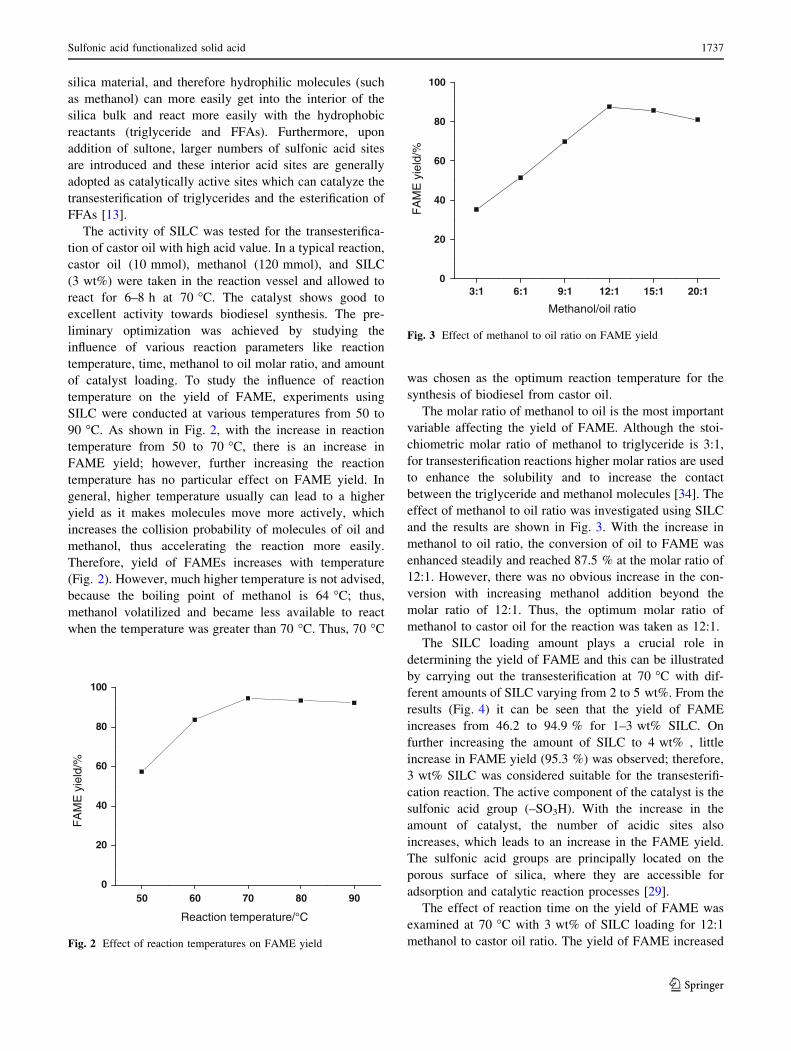
The molar ratio of methanol to oil is the most important
variable affecting the yield of FAME. Although the stoi-
chiometric molar ratio of methanol to triglyceride is 3:1,
for transesterification reactions higher molar ratios are used
to enhance the solubility and to increase the contact
between the triglyceride and methanol molecules [34]. The
effect of methanol to oil ratio was investigated using SILC
and the results are shown in Fig. 3. With the increase in
methanol to oil ratio, the conversion of oil to FAME was
enhanced steadily and reached 87.5 % at the molar ratio of
12:1. However, there was no obvious increase in the con-
version with increasing methanol addition beyond the
molar ratio of 12:1. Thus, the optimum molar ratio of
methanol to castor oil for the reaction was taken as 12:1.
The SILC loading amount plays a crucial role in
determining the yield of FAME and this can be illustrated
by carrying out the transesterification at 70 �C with dif-
ferent amounts of SILC varying from 2 to 5 wt%. From the
results (Fig. 4) it can be seen that the yield of FAME
increases from 46.2 to 94.9 % for 1–3 wt% SILC. On
further increasing the amount of SILC to 4 wt% , little
increase in FAME yield (95.3 %) was observed; therefore,
3 wt% SILC was considered suitable for the transesterifi-
cation reaction. The active component of the catalyst is the
sulfonic acid group (–SO3H). With the increase in the
amount of catalyst, the number of acidic sites also
increases, which leads to an increase in the FAME yield.
The sulfonic acid groups are principally located on the
porous surface of silica, where they are accessible for
adsorption and catalytic reaction processes [29].
The effect of reaction time on the yield of FAME was
examined at 70 �C with 3 wt% of SILC loading for 12:1
methanol to castor oil ratio. The yield of FAME increased
50 60 70 80 900
20
40
60
80
100
Reaction temperature/°C
FA
ME
yie
ld/%
Fig. 2 Effect of reaction temperatures on FAME yield
3:1 6:1 9:1 12:1 15:1 20:10
20
40
60
80
100
FA
ME
yie
ld/%
Methanol/oil ratio
Fig. 3 Effect of methanol to oil ratio on FAME yield
Sulfonic acid functionalized solid acid 1737
123
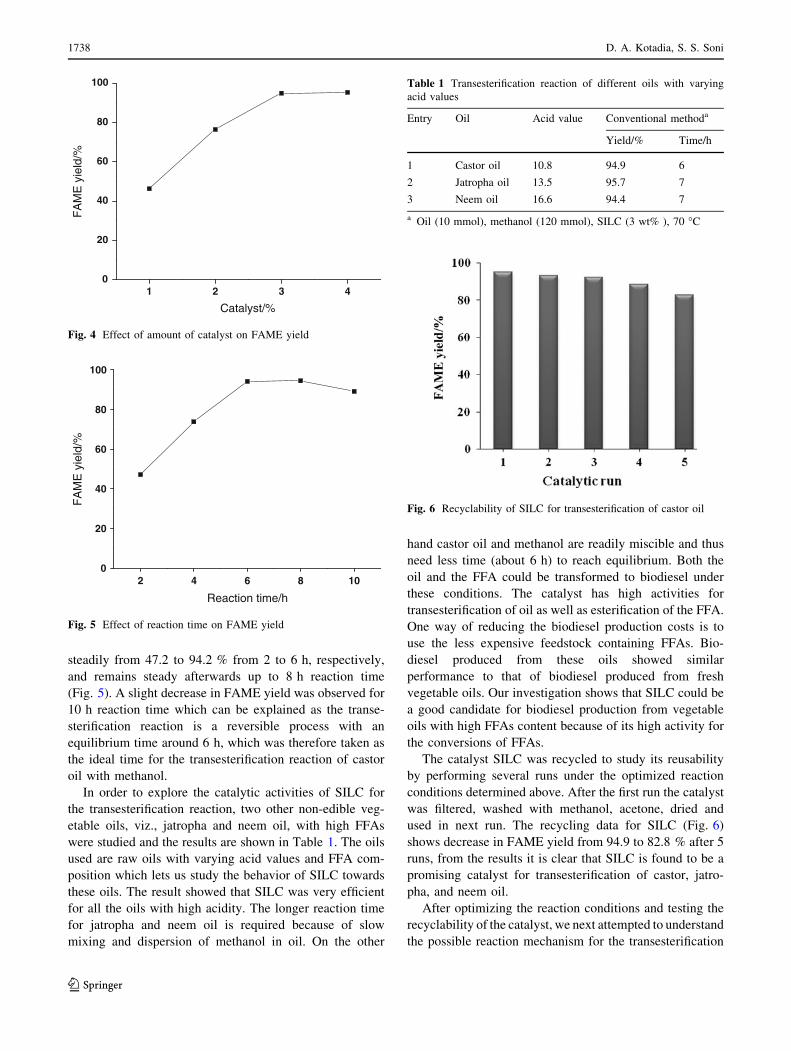
steadily from 47.2 to 94.2 % from 2 to 6 h, respectively,
and remains steady afterwards up to 8 h reaction time
(Fig. 5). A slight decrease in FAME yield was observed for
10 h reaction time which can be explained as the transe-
sterification reaction is a reversible process with an
equilibrium time around 6 h, which was therefore taken as
the ideal time for the transesterification reaction of castor
oil with methanol.
In order to explore the catalytic activities of SILC for
the transesterification reaction, two other non-edible veg-
etable oils, viz., jatropha and neem oil, with high FFAs
were studied and the results are shown in Table 1. The oils
used are raw oils with varying acid values and FFA com-
position which lets us study the behavior of SILC towards
these oils. The result showed that SILC was very efficient
for all the oils with high acidity. The longer reaction time
for jatropha and neem oil is required because of slow
mixing and dispersion of methanol in oil. On the other
hand castor oil and methanol are readily miscible and thus
need less time (about 6 h) to reach equilibrium. Both the
oil and the FFA could be transformed to biodiesel under
these conditions. The catalyst has high activities for
transesterification of oil as well as esterification of the FFA.
One way of reducing the biodiesel production costs is to
use the less expensive feedstock containing FFAs. Bio-
diesel produced from these oils showed similar
performance to that of biodiesel produced from fresh
vegetable oils. Our investigation shows that SILC could be
a good candidate for biodiesel production from vegetable
oils with high FFAs content because of its high activity for
the conversions of FFAs.
The catalyst SILC was recycled to study its reusability
by performing several runs under the optimized reaction
conditions determined above. After the first run the catalyst
was filtered, washed with methanol, acetone, dried and
used in next run. The recycling data for SILC (Fig. 6)
shows decrease in FAME yield from 94.9 to 82.8 % after 5
runs, from the results it is clear that SILC is found to be a
promising catalyst for transesterification of castor, jatro-
pha, and neem oil.
After optimizing the reaction conditions and testing the
recyclability of the catalyst, we next attempted to understand
the possible reaction mechanism for the transesterification
1 2 3 40
20
40
60
80
100F
AM
E y
ield
/%
Catalyst/%
Fig. 4 Effect of amount of catalyst on FAME yield
2 4 6 8 100
20
40
60
80
100
FA
ME
yie
ld/%
Reaction time/h
Fig. 5 Effect of reaction time on FAME yield
Table 1 Transesterification reaction of different oils with varying
acid values
Entry Oil Acid value Conventional methoda
Yield/% Time/h
1 Castor oil 10.8 94.9 6
2 Jatropha oil 13.5 95.7 7
3 Neem oil 16.6 94.4 7
a Oil (10 mmol), methanol (120 mmol), SILC (3 wt% ), 70 �C
Fig. 6 Recyclability of SILC for transesterification of castor oil
1738 D. A. Kotadia, S. S. Soni
123
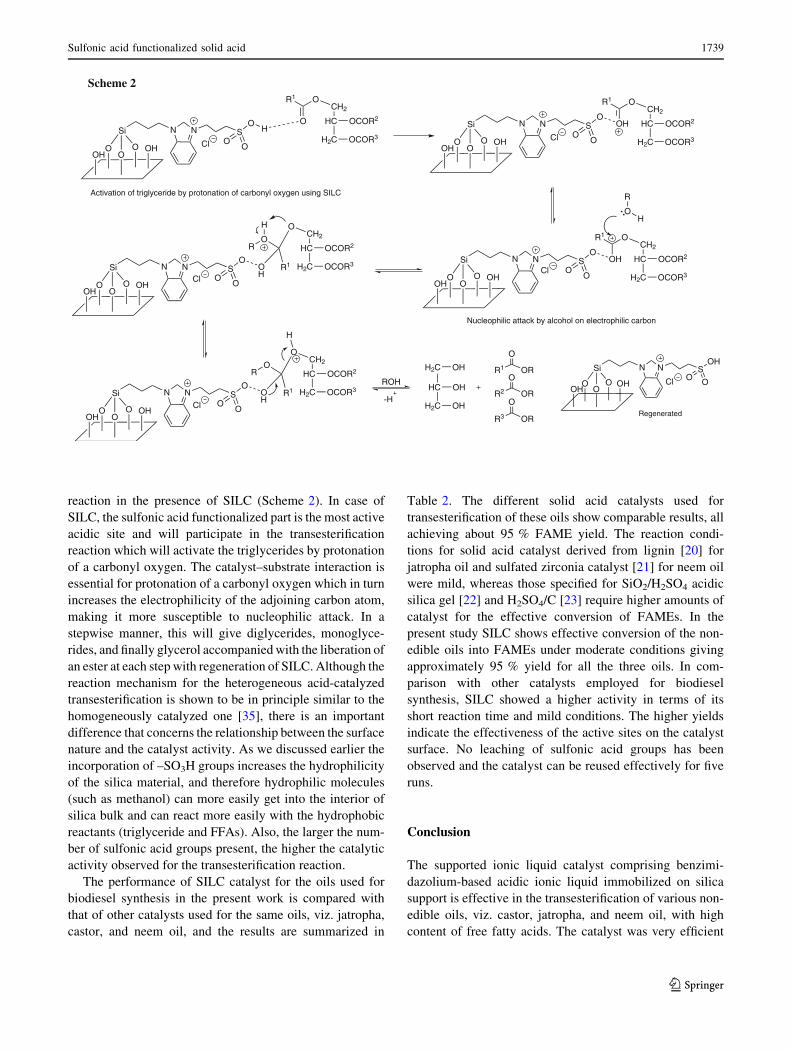
reaction in the presence of SILC (Scheme 2). In case of
SILC, the sulfonic acid functionalized part is the most active
acidic site and will participate in the transesterification
reaction which will activate the triglycerides by protonation
of a carbonyl oxygen. The catalyst–substrate interaction is
essential for protonation of a carbonyl oxygen which in turn
increases the electrophilicity of the adjoining carbon atom,
making it more susceptible to nucleophilic attack. In a
stepwise manner, this will give diglycerides, monoglyce-
rides, and finally glycerol accompanied with the liberation of
an ester at each step with regeneration of SILC. Although the
reaction mechanism for the heterogeneous acid-catalyzed
transesterification is shown to be in principle similar to the
homogeneously catalyzed one [35], there is an important
difference that concerns the relationship between the surface
nature and the catalyst activity. As we discussed earlier the
incorporation of –SO3H groups increases the hydrophilicity
of the silica material, and therefore hydrophilic molecules
(such as methanol) can more easily get into the interior of
silica bulk and can react more easily with the hydrophobic
reactants (triglyceride and FFAs). Also, the larger the num-
ber of sulfonic acid groups present, the higher the catalytic
activity observed for the transesterification reaction.
The performance of SILC catalyst for the oils used for
biodiesel synthesis in the present work is compared with
that of other catalysts used for the same oils, viz. jatropha,
castor, and neem oil, and the results are summarized in
Table 2. The different solid acid catalysts used for
transesterification of these oils show comparable results, all
achieving about 95 % FAME yield. The reaction condi-
tions for solid acid catalyst derived from lignin [20] for
jatropha oil and sulfated zirconia catalyst [21] for neem oil
were mild, whereas those specified for SiO2/H2SO4 acidic
silica gel [22] and H2SO4/C [23] require higher amounts of
catalyst for the effective conversion of FAMEs. In the
present study SILC shows effective conversion of the non-
edible oils into FAMEs under moderate conditions giving
approximately 95 % yield for all the three oils. In com-
parison with other catalysts employed for biodiesel
synthesis, SILC showed a higher activity in terms of its
short reaction time and mild conditions. The higher yields
indicate the effectiveness of the active sites on the catalyst
surface. No leaching of sulfonic acid groups has been
observed and the catalyst can be reused effectively for five
runs.
Conclusion
The supported ionic liquid catalyst comprising benzimi-
dazolium-based acidic ionic liquid immobilized on silica
support is effective in the transesterification of various non-
edible oils, viz. castor, jatropha, and neem oil, with high
content of free fatty acids. The catalyst was very efficient
OO
OOH
OH
Si N N S
O
OH
O
CH2
HC
OR1
H2C
OCOR2
OCOR3
O
Cl OO
OOH
OH
Si N N S
O
O
O
CH2
HC
OR1
H2C
OCOR2
OCOR3
OH
Cl
OO
OOH
OH
Si N N S
O
O
O
CH2
HC
OR1
H2C
OCOR2
OCOR3
OH
HO
R
OO
OOH
OH
Si N N S
O
O
O
CH2
HC
O
O
H2C
OCOR2
OCOR3OH
R1
R
H
HC
H2C
OH
OH
H2C OH R1
O
OR
R2
O
OR
R3
O
OR
ROH
-H
Activation of triglyceride by protonation of carbonyl oxygen using SILC
Nucleophilic attack by alcohol on electrophilic carbon
OO
OOH
OH
Si N N S
O
OH
OCl
RegeneratedOO
OOH
OH
Si N N S
O
O
O
CH2
HC
O
O
H2C
OCOR2
OCOR3OH
R1
R
H
ClCl
Cl
Scheme 2
Sulfonic acid functionalized solid acid 1739
123

for the reaction giving approximately 95 % yield under the
optimum reaction conditions. This process has many
advantages, such as operational simplicity, no saponifica-
tion, high yields, and reusability, which make it a potential
promising green process.
Experimental
Castor oil and neem oil (crude oil) were obtained from Anand
Oil, Anand, Gujarat, India. Jatropha oil was obtained on
request from Anand Agriculture University, Anand, Gujarat,
India. Silica gel 230–440 mesh (0.037–0.063 mm) was
purchased from Spectrochem, India and was used for the
preparation of the support. (3-Chloropropyl)triethoxysilane,
benzimidazole, and 1,3-propanesultone were purchased
from Sigma-Aldrich, India and were used without further
purification. Other chemicals were commercially available
and used without further purification. The transesterified
products obtained were analyzed GC, 1H NMR, and IR (see
Supplementary Material).
Benzimidazolium-based sulfonic acid functionalized
solid support (SILC)
A detailed synthetic procedure for benzimidazole-based
sulfonic acid functionalized solid support (SILC, Fig. 1)
was reported by us earlier [33].
3-Chloropropyl silica
A mixture of 5.0 g silica and 5 cm3 (3-chloropropyl)tri-
ethoxysilane (42.5 mmol) in toluene was stirred at room
temperature and then refluxed for 24 h. After completion of
the reaction, the mixture was cooled, the product was
filtered and repeatedly washed with toluene, and dried
under reduced pressure to produce 3-chloropropyl silica
(4.90 g).
3-(1-Benzimidazolyl)propyl silica
Sodium hydride (0.48 g, 10 mmol, 50 % in mineral oil)
was added to a solution of 1.17 g benzimidazole
(10 mmol) in dry benzene and stirred at room temperature
for 3 h under nitrogen atmosphere to give sodium
benzimidazole. Then 5.00 g 3-chloropropyl silica was
added and refluxed under a nitrogen atmosphere for 24 h.
The resulting product was filtered and washed with ethanol
and dried under vacuum to give 3-(1-benzimidazolyl)pro-
pyl silica (4.89 g).
Sulfonic acid functionalized solid support
3-(1-Benzimidazolyl)propyl silica (4.00 g, 3 mmol of
benzimidazole group) was suspended in toluene and
0.38 g 1,3-propanesultone (3.1 mmol) was added. The
reaction mixture was stirred under reflux for 6 h and then
cooled, filtered, and washed with toluene. Concentrated
hydrochloric acid (3 mmol, 36 % w/w) was added and the
mixture was allowed to stand at room temperature for 24 h.
The obtained material was washed with ether and dried
under vacuum to give sulfonic acid functionalized sup-
ported ionic liquid catalyst (SILC).
Synthesis of fatty acid methyl esters (FAMEs)
A weighed amount of oil (9.32 g, 10 mmol of castor oil),
3.84 g methanol (120 mmol), and 3 wt% SILC were mixed
in a flask equipped with a reflux condenser, thermometer,
and a magnetic stirrer. The mixture was heated at 70 �C for
the time shown in Table 1. The progress of the reaction
was monitored by TLC and on completion the excess
methanol was distilled off under vacuum and the reaction
mixture was transferred to a separating funnel for complete
separation of biodiesel from glycerol and SILC. A three-
phase system was formed comprising the top biodiesel
layer, middle glycerol layer, and SILC settled at the bot-
tom. The top layer was separated and analyzed using a gas
chromatograph equipped with a flame-ionization detector
(FID) detector. The solid catalyst (residue) was washed
with acetone, dried, and reused for the next run. The syn-
thesized biodiesel was characterized by IR, GC, and 1H
NMR (see Supplementary Material). The biodiesel content
was analyzed using a gas chromatograph (Perkin Elmer,
Auto system XL) equipped with a PE-WAX (length 30 m,
inner diameter 250 lm, film thickness 0.25 lm) capillary
column and a FID connected to an Intergraph. Nitrogen
was used as carrier gas. The column temperature was
Table 2 Comparison of different catalysts for the transesterification of jatropha, castor, and neem oils
Entry Catalyst Reaction conditions Yield/% References
1 Solid acid derived from lignin Jatropha oil, 1:12 molar ratio, 5 wt% catalyst, 318 K, 1.5 h 95.2 [20]
2 Sulfated zirconia Neem oil, 1:9 molar ratio, 1 wt% catalyst, 65 �C, 2 h 94 [21]
3 SiO2/H2SO4 acidic silica gel Castor oil, 1:6 molar ratio, 10 wt% catalyst, 60 �C, 3 h [95 [22]
4 H2SO4/C Castor oil, 1:12 molar ratio, 5 wt% catalyst, 338 K, 60 min (MW) 94 [23]
5 SILC Castor oil, 1:12 molar ratio, 3 wt% catalyst, 70 �C, 6 h 94.9 This work
Jatropha oil, 1:12 molar ratio, 3 wt% catalyst, 70 �C, 7 h 95.7
Neem oil, 1:12 molar ratio, 3 wt% catalyst, 70 �C, 7 h 94.4
1740 D. A. Kotadia, S. S. Soni
123

220 �C, the temperatures of the injector and detector were
250 �C, and the oven temperature was kept at 70 �C for
5 min.
Acknowledgments The authors thank Anand Agriculture Univer-
sity, Anand, Gujarat, India for providing jatropha oil on request;
SICART, Vallabh Vidyanagar, India for GC analysis; and DAK
thanks UGC-Delhi for financial assistance in terms of a meritorious
fellowship.
References
1. Luque R, Herrero-Davila L, Campelo JM, Clark JH, Hidalgo JM,
Luna D, Marinasa JM, Romero AA (2008) Energy Environ Sci
1:542
2. Lopez DE, Goodwin JG, Bruce DA, Furuta S (2008) Appl Catal
A 339:76
3. Martyanov IN, Sayari A (2008) Appl Catal A 339:45
4. Singh SP, Singh D (2010) Renew Sustain Energy Rev 14:200
5. Balat M, Balat H (2010) Appl Energy 87:1815
6. Pinzi S, Garcia IL, Lopez-Gimenez FJ, Luque de Castro MD,
Dorado G, Dorado MP (2009) Energy Fuels 23:2325
7. Van Gerpen J, Shanks B, Pruszko R, Clements D, Knothe G
(2004) Biodiesel production technology. National Renewable
Energy Laboratory, Golden, CO
8. Lotero E, Liu Y, Lopez DE, Suwannakaran K, Bruce DA,
Goodwin JG Jr (2005) Ind Eng Chem Res 44:5353
9. Serio MD, Tesser R, Pengmei L, Santacesaria E (2008) Energy
Fuels 22:207
10. Melero JA, Iglesias J, Morales G (2009) Green Chem 11:285
11. Lam MK, Lee KT, Mohamed AR (2010) Biotechnol Adv 28:500
12. Kulkarni MG, Gopinath R, Meher LC, Dalai AK (2006) Green
Chem 8:1056
13. Xie W, Yang D (2011) Bioresour Technol 102:9818
14. Karimi B, Mirzaei HM, Mobaraki A (2012) Catal Sci Technol
2:828
15. Xu L, Wang Y, Yang X, Yu X, Guo Y, Clark JH (2008) Green
Chem 10:746
16. Dhainaut J, Dacquin J-P, Lee AF, Wilson K (2010) Green Chem
12:296
17. Thitsartarn W, Kawi S (2011) Ind Eng Chem Res 50:7857
18. Xu L, Li W, Hu J, Li K, Yang X, Ma F, Guo Y, Yu X, Guo Y
(2009) J Mater Chem 19:8571
19. Yan S, Salley SO, Simon Ng KY (2009) Appl Catal A 353:203
20. Pua F-L, Fang Z, Zakaria S, Guo F, Chia C-H (2011) Biotechnol
Biofuels 4:56
21. Muthu H, Sathyaselvabala V, Varathachary TK, Selvaray DK,
Nandagopal J, Subramanian S (2010) Braz J Eng 27:601
22. Pein G, Alvaro G, Wastphal E, Viana LH, Jacob RG, Leonardo
EJ, D’Oca MGM (2008) Fuel 87:2838
23. Yuan H, Yang BL, Zhu GL (2009) Energy Fuels 23:548
24. Helwani Z, Othman MR, Aziz N, Kim J, Fernando WJN (2009)
Appl Catal A 363:1
25. Wasserscheid P, Welton T (2007) Ionic liquids in synthesis, 2nd
edn. Wiley-VCH, Weinheim
26. Kotadia DA, Soni SS (2013) Catal Sci Technol 3:469
27. Hajipour AR, Rajaei A, Ruoho AE (2009) Tetrahedron Lett
50:708
28. Wang W, Cheng W, Shao L, Yang J (2008) Catal Lett 121:77
29. Riisager A, Fehrmann R, Haumann M, Wasserscheid P (2006)
Top Catal 40:91
30. Mehnert CP (2005) Chem Eur J 11:50
31. Riisager A, Fehrmann R, Haumann M, Wassercheid P (2006) Eur
J Inorg Chem 4:695
32. Gu Y, Li G (2009) Adv Synth Catal 351:817
33. Kotadia DA, Soni SS (2012) J Mol Catal A: Chem 353–354:44
34. Noureddin H, Harkey D, Medikonduru VA (1998) J Am Oil
Chem Soc 75:1775
35. Koster R, Van der Linden B, Poels E, Bliek A (2001) J Catal
204:333
Sulfonic acid functionalized solid acid 1741
123

















![Synthesis of magneto-optically active polyanilines · 2017. 4. 26. · sulfonic acid in a polymerization reaction [16]. Optically active camphor sulfonic (CSA) acid is electrostatically](https://static.fdocuments.us/doc/165x107/60b44d78efe5ea264f06dc2a/synthesis-of-magneto-optically-active-polyanilines-2017-4-26-sulfonic-acid.jpg)
