
ANNEXURES Sr. Content...
30
ANNEXURES Sr. No. Content 1 List of products with production capacity and raw materials 2 Plot layout 3 Brief manufacturing process, chemical reaction and mass balance 4 Details of water consumption and waste water generation 5 Details of effluent treatment plant 6 Details of hazardous/solid waste generation, management and disposal mode 7 Details of air pollution sources and control measures 8 Details hazardous chemical storage facility 9 Socio - Economic impacts 10 Proposed Terms of References 11 GIDC Plot Allotment Letter 12 GIDC Water Supply Letter 13 Toposheet
Transcript of ANNEXURES Sr. Content...

ANNEXURES
Sr.
No.
Content
1 List of products with production capacity and raw materials
2 Plot layout
3 Brief manufacturing process, chemical reaction and mass balance
4 Details of water consumption and waste water generation
5 Details of effluent treatment plant
6 Details of hazardous/solid waste generation, management and disposal mode
7 Details of air pollution sources and control measures
8 Details hazardous chemical storage facility
9 Socio - Economic impacts
10 Proposed Terms of References
11 GIDC Plot Allotment Letter
12 GIDC Water Supply Letter
13 Toposheet

ANNEXURE-I
LIST OF PRODUCTS WITH THEIR PRODUCTION CAPACITY
Sr.
No.
Name of the
Products CAS no. /CI no.
Quantity
MT/Month End-use of products
1 Acid Green-16 12768-78-4
15
Textile Industries &
Lather Industries, Ink
Industries, etc.
2 Acid Red-52 3520-42-1
3 Acid Blue-1 116-95-0
4 Acid Blue-7 3486-30-4
5 Acid Blue-9 2650-18-2
50 6 Acid Blue-15 5863-46-7
7 Acid Violet-17 4129-84-4
8 Acid Violet-49 1694-09-3
TOTAL 65

RAW MATERIAL CONSUMPTION:
Sr.
no.
Name of the
Products
Name of the Raw
Materials CAS no. /CI no.
Quantity
MT/Month
1 Acid Green-16
Naphthalene 91-20-3 4.17
Sulfuric acid 7664-93-9 10.94
Soda 1310-73-2 10.8
DEA 127-19-5 6.25
Formaldehyde (37%) 50-00-0 2.3
sulphanilic acid 121-57-3 0.1
MnSO2 7785-87-7 4.17
Sodium Dichromate 7789-12-0 1.15
Oxalic Acid 6153-56-6 1.7
Salt 7647-14-5 5.21
2 Acid Red-52
Benzaldehyde
disulfonic acid 88-39-1 0.7
Diethyl meta
aminophenol 91-68-9 0.9
H2SO4 98% 7664-93-9 3.8
Salt 7647-14-5 4.4
Soda 1310-73-2 0.07
Sodium Dichromate 7789-12-0 0.2
HCl 30 % 7647-01-0 1
3 Acid Blue-1
Benzaldehyde
disulfonic acid 1008-72-6 4.8
Diethyl aniline 91-66-7 5.3
H2SO4 98% 7664-93-9 7.15
Soda ash 1310-73-2 1
Sodium Sulfate 7757-82-6 11
Dichromate 7778-50-9 1
4 Acid Blue-7
Benzaldehyde
disulfonic acid 1008-72-6 4
Ethyl benzyl aniline 92-59-1 6.4
H2SO4 98 % 7664-93-9 6.8
C.Lye 1310-73-2 4.44
Sodium Sulfate 7757-82-6 2.12
Acetic Acid 64-19-7 2.84

Lead peroxide 1309-60-0 2.52
MnSO4 10034-96-5
Salt 7647-14-5 12.4
5 Acid Blue-9
Ethyl Benzyl Aniline
Sulfonic Acid 101-11-1 11.10
Ortho Benzaldehyde
sulfonic acid 1008-72-6 3.99
Soda ash 1310-73-2 2.40
H2SO4 98% 7664-93-9 4.79
Oxalic Acid 6153-56-6 2.60
Sodium Dichromate 7789-12-0 2.04
Salt 7647-14-5 21.88
6 Acid Blue-15
Ethyl benzyl aniline
sulfonic acid 101-11-1 55
Di ethyl meta toluene 91-67-8 10.42
C.Lye 1310-73-2 5.6
Copper sulphate 7758-99-8 0.9
Sodium thiosulphate 7772-98-7 6.25
7 Acid Violet-17
Ethyl benzyl aniline
sulfonic acid 101-11-1 75
C.Lye 1310-73-2 7.7
Formaldehyde 50-00-0 7
Copper sulphate 7758-99-8 1.2
Di ethyl Aniline 91-66-7 12.7
hydrogen peroxide 7722-84-1 8.7
8 Acid Violet 49
Ethyl benzyl aniline
sulfonic acid 101-11-1 76.5
C.Lye 1310-73-2 8
Formaldehyde 50-00-0 7
Copper sulphate 7758-99-8 1.2
Di methyl Aniline 91-66-7 11.8
hydrogen peroxide 7722-84-1 9
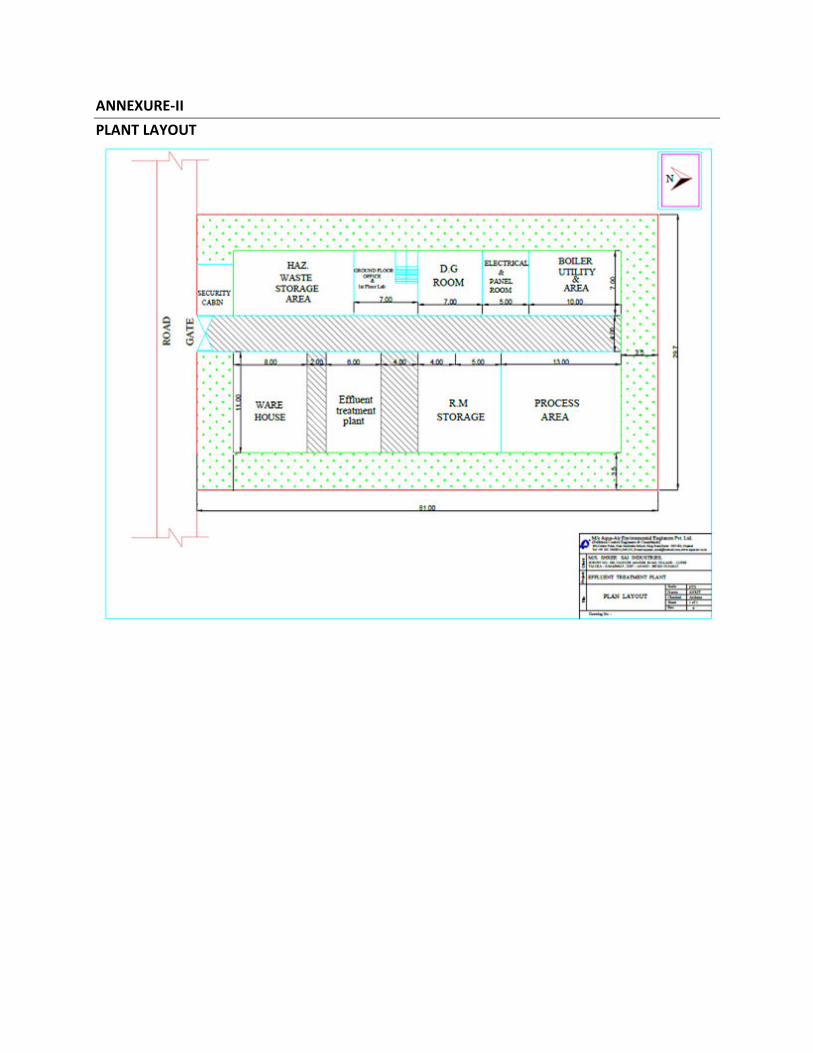
ANNEXURE-II
PLANT LAYOUT

ANNEXURE-III
MANUFACTURING PROCESS DESCRIPTION
1. Acid Green 16:
Manufacturing Process:
In M.S. reactor Naphthalene and Sulphuric Acid is mixed for reaction. Then add soda ash and
filter it. Wet cake formed is Naphthalene Disulfonic Acid will be used for further procedure and
effluent goes to ETP. Now in another M.S lead bonded jacketed vessel take Diethyl aniline,
formaldehyde and sulphanilic acid. Add Soda ash to this mass and filter it. Effluent goes to ETP.
Now mix this wet cake with previously prepared wet cake of Naphthalene Disulfonic Acid, also
add water and sulphuric acid. Once this mass is oxidized using water, Sodium dichromate, oxalic
acid, sulfuric acid and soda ash; it is salted with common salt and filtered. Wet cake obtained
now is dried in dryer, pulverized in ball mill as per required standard and packed for sale.
Chemical Reaction:

Mass Balance:
Stage-1
Input Qty (kg) Output Qty (kg)
Naphthalene 40 Naphthalene di Sulphuric acid 44
Sulfuric acid 50 Effluent 109
Soda 63
Total 153 Total 153
Stage-2
Input Qty (kg) Output Qty (kg)
DEA 60 Filtrate 198
Formaldehyde (37%) 22 Effluent 200
sulphanilic acid 1
Water 250
MnSO4 40
Soda 25
Total 398 Total 398

Stage-3
Input Qty (kg) Output Qty (kg)
Naphthalene di Sulphuric
acid
44 Stage-3 542
Filtrate 198
Sulfuric Acid 50
Water 250
Total 542 Total 542
Stage-4
Input Qty (kg) Output Qty (kg)
Stage-3 542 Product 96
Water 100 Effluent 577
Sodium Dichromate 11 Losses 66
Oxalic Acid 16
Sulfuric Acid 5
Soda 15
Salt 50
Total 739 Total 739

2. Acid Red 52
Manufacturing Process:
Benzaldehyde-1, 3-disulfonic acid and diethyl Meta Amino phenol condensation, the products
with sulfuric acid dehydration, and sodium dichromate oxidation, and finally isolated as sodium
salt. Filter it and make slurry and spry dried it.
Chemical Reaction:
Mass Balance:
Stage:1
Input Qty (kg) Output Qty (kg)
Water 4000 Stage-1 1500
Benzaldehyde disulfonic
acid
500 Effluent 3830
Diethyl meta aminophenol 650
H2SO4 98% 180
Total : 5330 5330
Stage:2
Input Qty (kg) Output Qty (kg)
Water 3000 Stage-2 730
Stage-1 1500 Effluent 3600
Evaporate 170
Total : 4500 4500

Stage:3
Input Qty (kg) Output Qty (kg)
Water 5000 Stage-3 7545
Stage-2 730 Effluent 1650
H2SO4 2665
Salt 800
Total : 9195 9195
Stage:4
Input Qty (kg) Output Qty (kg)
Water 3200 Acid Red 52 7480
Stage-3 1650 Effluent 800
Soda 50
Sodium Dichromate 150
HCl 30 % 730
Salt 2500
Total : 8280 8280

3. ACID BLUE 1
Manufacturing Process:
Benzaldehyde-1, 3-disulfonic acid and N,N-diethyl Aniline (2 More) condensation and oxidation
with dichromate, and then turn it into sodium sal. And spray dry it.
Chemical Reaction:
Mass Balance:
Input Qty (kg) Output Qty (kg)
Water 6000 Acid Blue 1 1050
Benzaldehyde disulfonic
acid
500 Effluent 6015
Diethyl aniline 555 Evaporate 2100
H2SO4 98% 750
Soda ash 100
Sodium Sulfate 1155
Dichromate 105
Total : 9165 9165

4. ACID BLUE 7
Manufacturing Process:
Benzaldehyde-1, 3-disulfonic acid and N-benzyl-N-Ethyl Aniline (2 more) condensation and
oxidation with lead peroxide in presence of acetic acid, convert into sodium salt and spry dry it.
Chemical Reaction:
Mass Balance:
Input Qty (kg) Output Qty (kg)
Water 4000 Acid Blue 7 1250
Benzaldehyde disulfonic
acid
500 Effluent 5840
Ethyl benzyl aniline 800 Evaporate 2100
H2SO4 98 % 850
C.Lye 555
Sodium Sulfate 265
Acetic Acid 355
Lead peroxide 315
Salt 1550
Total : 9190 9190

5. ACID BLUE 9
Manufacturing Process:
Ortho-Benzaldehyde sulfonic acid and ethyl benzyl aniline sulfonic acid (EBASA) condensation,
oxidation with sodium dichromate in presence of oxalic acid, and then the product into the
ammonium salt or sodium salt and spray dry it.
Chemical Reaction:
Mass Balance:
Input Qty (kg) Output Qty (kg)
Water+ ICE 2000 Acid Blue 9 6260
Ethyl Benzyl Aniline
Sulfonic Acid
1390 Evaporation loss 1850
Ortho Benzaldehyde
sulfonic acid
500
Soda ash 300
H2SO4 98% 600
Oxalic Acid 325
Sodium Dichromate 255
Salt 2740
Total : 8110 8110

6. ACID BLUE 15
Manufacturing Process:
Ethyl benzyl aniline sulfonic acid (EBASA) condensation, and then (a) oxidation as dimer water
molecules (hydrol), again with N-N-diethylmeta toludine condensation, oxidation with
hydrogen peroxide in presence of copper sulphate and translated into sodium salt, spray dry it.
Chemical Reaction:
Mass Balance:
Input Qty (kg) Output Qty (kg)
Water 5200 Acid Blue 15 3600
Ethyl benzyl aniline
sulfonic acid
3900 Evaporation loss 8360
Di ethyl meta toluene 750
C.Lye 400
Ice 1200
Copper sulphate 60
Sodium thiosulphate 450
Total : 11960 11960

7. ACID VIOLET 17
Manufacturing Process:
Ethyl benzyl aniline sulfonic acid (EBASA) condensation, and then (a) oxidation as dimer water
molecules (hydrol), again with N-N-diethyl Aniline condensation, oxidation with hydrogen
peroxide in presence of copper sulphate and translated into sodium salt, spray dry it.
Chemical Reaction:
Mass Balance:
Input Qty (kg) Output Qty (kg)
Water 4950 Acid Violet 17 2600
Ethyl benzyl aniline
sulfonic acid
3900 Evaporate 9380
C.Lye 400
Formaldehyde 360
Ice 1200
Copper sulphate 60
Di ethyl Aniline 660
hydrogen peroxide 450
Total : 11980 11980

8. ACID VIOLET 49
Manufacturing Process:
Ethyl benzyl aniline sulfonic acid (EBASA) condensation, and then (a) oxidation as dimer water
molecules (hydrol), again with N-N-dimethyl Aniline condensation, oxidation with hydrogen
peroxide in presence of copper sulphate and translated into sodium salt, spray dry it.
Chemical Reaction:
Mass Balance:
Input Qty (kg) Output Qty (kg)
Water 4840 Acid Violet 49 2550
Ethyl benzyl aniline
sulfonic acid
3900 Evaporate 9260
C.Lye 400
Formaldehyde 360
Ice 1200
Copper sulphate 60
Di methyl Aniline 600
hydrogen peroxide 450
Total : 11810 11810

ANNEXURE-4
DETAILS OF WATER CONSUMPTION & WASTE WATER GENERATION
SR.
NO.
DESCRIPTION EXISTING
WATER CONSUMPTION
(KL/Day)
WASTE WATER
GENERATION (KL/Day)
1 Process 7.1 4.7
2 Boiler 1 0.1
3 Cooling 1 0.3
4 Washing 0.5 0.5
Total Industrial 9.6 5.6
5 Domestic* 2 1.6
6 Gardening 1 --
Grand Total 12.6 7.2
* Domestic waste water will be disposed through septic tank & soak pit.

Water Balance Diagram:
Source: Water Tanker
Water Requirement: 12.6 KLD
Domestic
2 KLD
Process
7.1 KLD
Cooling
Tower
1 KLD
Gardening
1 KLD
4.7 KLD 0.3 KLD
ETP: 5.6 KLD
Washing
0.5 KLD
0.5 KLD 1.6 KLD
Septic
tank & Soak
Pit
Boiler
1 KLD
0.1 KLD
Spray Dryer: 5.6 KLD
ETP Sludge and Spray
Dryer Sludge to TSDF site

ANNEXURE-5
DETAILS OF ETP, SPRAY DRYER
EFFLUENT TREATMENT PLANT (ETP).
First all wastewater streams of wastewater shall be collected in Collection Cum
Neutralization Tank-01 (CNT-01). where the continuous addition and stirring of Lime
solution is done to maintain neutral pH of wastewater from Lime Dosing Tank (LDT-01) as
per requirement by gravity. Mixer (M-01) is provided at bottom of the CNT-01 to keep all
suspended solids in suspension and to provide proper mixing.
Then after, neutralized wastewater shall be pumped to Filter Press-01 (FP-01) where, Poly
shall be added from Ploy Dosing Tank (PDT-01) with help of Poly Dosing Pump to increase
efficiency of Sludge dewatering. Dewatering of sludge shall be carried out in FP-01 before
storage in HWSA and ultimate disposal to TSDF. Clear effluent from FP-01 shall be collected
in Primary Treated Effluent Sump-01 (PTES-01). Then it will be pumped to Spray Dryer for
further treatment. Solids from SD-01 shall be storage in HWSA and ultimate disposal to
TSDF.
SIZE OF TANKS
S.N
. Name of unit
Size (m x m x
m) No. MOC/ Remark
Flow = 5.6 KLD(Proposed)
1 Collection cum Neutralization Tank-
01 (CNT-01) 10 KL 1 RCC M25
2 Filter Press-01 (FP-01) 5 KL/D 1 MS+PP
3 Treated Effluent Sump-01 (TES-01) 15 KL 1 RCC M25
4 Lime Dosing Tank (LDT-01) 500 lit 1 HDPE
5 Poly dosing Tank (PDT-01) 100 Lit 1 HDPE
6 Spray Dryer (SD-01) 10 KL/D 1 SS316

Process Flow Diagram:

ANNEXURE-6
DETAILS OF HAZARDOUS/SOLID WASTES GENERATION AND DISPOSAL MODE
SR.
NO.
TYPE OF WASTE CATEGOR
Y NO.
QUANTITY
(MT/MONTH)
DISPOSAL MODE
1 ETP Sludge 34.3
15 Collection, Storage, Transportation and sent
to common TSDF site for disposal.
2 Used Oil 5.1 0.1 Collection, Storage, Transportation and sell to
GPCB registered reprocess or/refiner.
3 Discarded
Drums/Container
s /Bags
33.1 10 Collection, Storage, Decontamination,
Transportation & sell to GPCB authorized
Vendor.
4 Spray Dryer Salt 34.3 18 Collection, Storage and sent to common TSDF
site for disposal.
5 Sodium Sulphate
Solution from
Scrubber
26.1 30 Collection, Storage and sell to end users
having Rule 9 Permission.
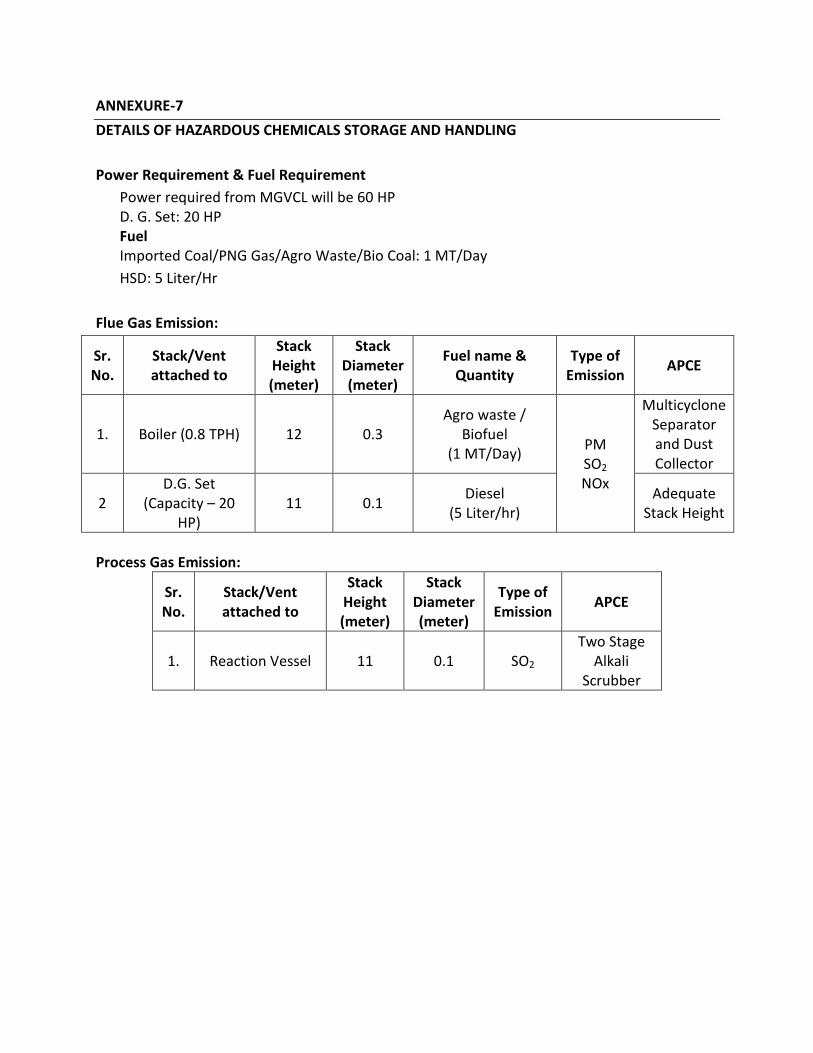
ANNEXURE-7
DETAILS OF HAZARDOUS CHEMICALS STORAGE AND HANDLING
Power Requirement & Fuel Requirement
Power required from MGVCL will be 60 HP
D. G. Set: 20 HP
Fuel
Imported Coal/PNG Gas/Agro Waste/Bio Coal: 1 MT/Day
HSD: 5 Liter/Hr
Flue Gas Emission:
Sr.
No.
Stack/Vent
attached to
Stack
Height
(meter)
Stack
Diameter
(meter)
Fuel name &
Quantity
Type of
Emission APCE
1. Boiler (0.8 TPH) 12 0.3
Agro waste /
Biofuel
(1 MT/Day) PM
SO2
NOx
Multicyclone
Separator
and Dust
Collector
2
D.G. Set
(Capacity – 20
HP)
11 0.1 Diesel
(5 Liter/hr)
Adequate
Stack Height
Process Gas Emission:
Sr.
No.
Stack/Vent
attached to
Stack
Height
(meter)
Stack
Diameter
(meter)
Type of
Emission APCE
1. Reaction Vessel 11 0.1 SO2
Two Stage
Alkali
Scrubber

ANNEXURE-8
DETAILS OF HAZARDOUS CHEMICALS STORAGE AND HANDLING
Sr.
No.
Name of the material Type of
hazard
Kind of
Storage
Max. Quantity to be
stored (MT)
No. of Tanks drums
or carboys
1 Sulfuric Acid Toxic Drum 5 25
2 Caustic Soda Toxic Drum 3 15
3 Sodium Sulfate Toxic Drum 3 15
4 Caustic Lye Toxic Drum 5 25
5 Di ethyl meta toluene Toxic Drum 4 20
6 Diethyl Aniline Toxic Drum 4 20
7 Hydrogen Peroxide Toxic Drum 3 15

ANNEXURE-10
SOCIO - ECONOMIC IMPACTS
1) EMPLOYMENT OPPORTUNITIES
The manpower requirement is expected to generate some permanent jobs and secondary jobs
for the operation and maintenance of plant. This will increase direct/indirect employment
opportunities and ancillary business development to some extent for the local population. This
phase is expected to create a beneficial impact on the local socio-economic environment.
2) INDUSTRIES
Require raw materials and skilled & unskilled laborers will be utilized maximum from local area.
The increasing industrial activity will boost the commercial and economical status of the locality,
to some extent.
3) PUBLIC HEALTH
The company will regularly examine, inspects and tests its emission from sources to make sure
that the emission will keep below the permissible limit. Hence, there will not be any significant
change in the status of sanitation and the community health of the area, as sufficient measures
will be taken under the EMP.
4) TRANSPORTATION AND COMMUNICATION
Since the existing site is having proper linkage for transport and communication, the
development of this project will not cause any additional impact.
In brief, as a result of the proposed expansion project, there will be no adverse impact on
sanitation, communication and community health, as sufficient measures will be proposed to be
taken under the EMP. Hence, proposed expansion project is not expected to make any significant
change in the existing status of the socio - economic environment of this region.

ANNEXURE – 11
PROPOSED DRAFT TERMS OF REFERENCE
1. Project Description
Justification of project.
Promoters and their back ground
Project site location along with site map of 10 km area and site details providing various
industries, surface water bodies, forests etc.
Project cost
Project location and Plant layout.
Infrastructure facilities
Water source and utilization including water balance.
List of Products & their production capacity
Details of manufacturing process of products
List of hazardous chemicals
Storage and Transportation of raw materials and products.
2. Description of the Environment and Baseline Data Collection
Micrometeorological data for wind speed, direction, temperature, humidity and rainfall in 5 km
area.
Other industries in the impact area
Prevailing environment quality standards
Existing environmental status vis a vis air, water, noise, soil in 10 km area from the project site.
Ground water quality at 5-6 locations within 10 km.
Complete water balance
3. Socio Economic Data
Existing socio-economic status, land use pattern and infrastructure facilities available in the study
area were surveyed.
4. Impacts Identification and Mitigatory Measures
• Identification of impacting activities from the proposed expansion project during construction
and operational phase.
• Impact on air and mitigation measures including green belt
• Impact on water environment and mitigation measures
• Soil pollution source and mitigation measures
• Noise generation and control.
• Hazardous/Solid waste quantification and disposal.
• Control of fugitive emissions
5. Environmental Management Plan
• Details of pollution control measures
• Environment management team
• Proposed schedule for environmental monitoring including

6. Risk Assessment
• Objectives, Philosophy and methodology of risk assessment
• Details on storage facilities
• Process safety, transportation, fire fighting systems, safety features and emergency capabilities to
be adopted.
• Identification of hazards
• Consequence analysis
• Recommendations on the basis of risk assessment done
• Disaster Management Plan.
7. Information for Control of Fugitive Emissions
8. Information on Rain Water Harvesting
9. Green Belt Development plan

ANNEXURE – 12
COPY OF LAND POSSESSION / PLOT ALLOTMENT DOCUMENT

CERTIFICATE FOR THE LAND USED FOR INDUSTRIAL PURPOSE.

ANNEXURE – 13
COPY OF COMMON TSDF MEMBERSHIP LETTER

ANNEXURE – 14
GOOGLE MAP











![Chemical Methodologies...metanilic acid [21–25], orthanilic acid [26-28], 2,5-diamino benzene sulfonic acid [29] either by chemically or electrochemically. Aniline sulfonic acid](https://static.fdocuments.us/doc/165x107/610e509c25f94f76a746bb02/chemical-metanilic-acid-21a25-orthanilic-acid-26-28-25-diamino-benzene.jpg)






