
Semi Solid Metal Casting
33
Semi-solid metal Casting (SSM )
-
Upload
amruta-rane -
Category
Engineering
-
view
2.886 -
download
2
Transcript of Semi Solid Metal Casting

Semi-solid metal Casting (SSM)

Casting and Semisolid Casting
• The conventional casting often contains internal structural defects that lead to poor
mechanical properties.
• The dendritic morphology in conventional casting is also responsible for low
mechanical properties and fracture toughness. The tips of the dendrites act as a stress
raiser.
• Thus, to improve the mechanical properties it is required to modify the dendritic
microstructure of the alloys.
• The dendritic morphology can be altered by grain refinement, rapid solidification, etc.
• Dendritic morphology can also be broken during its initial growth by some means in
the agitation of melt itself. That means the alloys are processed in the partially solid
and partially liquid state, which is known as semi-solid processing.
• Different semi-solid processing routes are rheocasting, thixocasting, strain induced
melt activation (SIMA), spray deposition technique and squeeze casting.
Compiled by Prof Amruta A. Rane 2
Semi-solid metal casting (SSM)
• SSM is done at a temperature that puts the metal between its liquidus and solidus
temperature. Ideally, the metal should be 30 to 65% solid.
• Semi-solid metal casting (SSM) is a near net shape variant of die casting.
• The process is used with non-ferrous metals, such as aluminium, copper and
magnesium.
• The process combines the advantages of casting and forging.
• Semi-solid casting is typically used for high-end castings. For aluminum alloys
typical parts include engine suspension mounts, engine blocks and oil pump filter
housing, etc.
Compiled by Prof Amruta A. Rane 3

(a) Dendrite structure (b) Globular structure
Typical microstructure of an Al-7%Si alloy after:
(a) liquid casting and (b) semi-solid casting
Compiled by Prof Amruta A. Rane 4

Semi-solid metal casting (SSM)
• There are four different processes: thixocasting, rheocasting, thixomolding, and
SIMA.
• There are a number of different techniques to produce semisolid castings. For
aluminum alloys the more common processes are thixocasting and rheocasting.
• With magnesium alloys, the most common process is thixomolding.
• Discovered at MIT in 1971
• During study of hot tearing of steel during solidification
• Modeled by Sn-15Pb alloy using Coeutte Rheometer
Compiled by Prof Amruta A. Rane 5
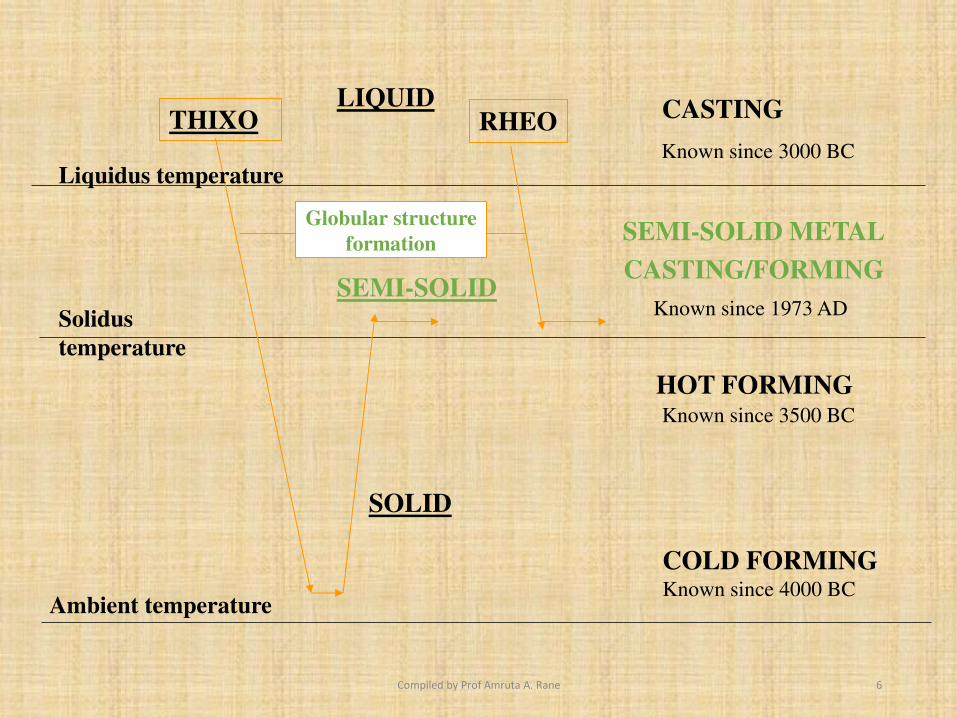
LIQUID
SEMI-SOLID
SOLID
HOT FORMING
SEMI-SOLID METAL
CASTING/FORMING
Known since 3000 BC
Known since 3500 BC
Ambient temperature
COLD FORMING Known since 4000 BC
Known since 1973 AD
THIXO RHEO
Globular structure
formation
Liquidus temperature
Solidus
temperature
CASTING
Compiled by Prof Amruta A. Rane 6
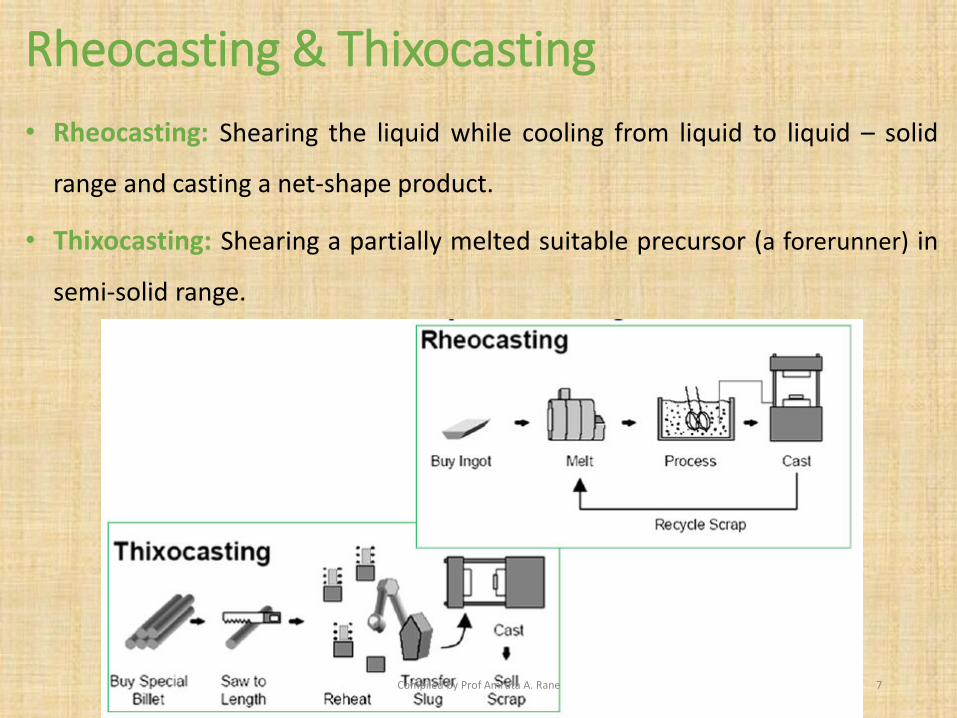
Rheocasting & Thixocasting
• Rheocasting: Shearing the liquid while cooling from liquid to liquid – solid
range and casting a net-shape product.
• Thixocasting: Shearing a partially melted suitable precursor (a forerunner) in
semi-solid range.
Compiled by Prof Amruta A. Rane 7

Liquidus and Solidus Temperature • In chemistry, materials science and physics, the solidus is the locus of temperatures (a curve on a phase diagram) below which a given
substance is completely solid (crystallized).
• The solidus quantifies the temperature at which melting of a substance begins, but the substance is not necessarily melted completely,
i.e., the solidus is not necessarily a melting point.
• The solidus is always less than or equal to the liquidus.
• If a gap exists between the solidus and liquidus, it is called the freezing range, and within that gap, the substance consists of a mixture of
solid and liquid phases (like a slurry).
• The liquidus temperature, TL or Tliq specifies the temperature above which a material is completely liquid and the maximum temperature
at which crystals can co-exist with the melt in thermodynamic equilibrium.
• It is mostly used for impure substances (mixtures) such as glasses, alloys and rocks.
• Above the liquidus temperature the material is homogeneous and liquid at equilibrium.
• Below the liquidus temperature, more and more crystals will form in the melt if one waits a sufficiently long time, depending on the
material.
• For pure substances, e.g. pure metal, pure water, etc. the liquidus and solidus are at the same temperature and the term "melting point"
may be used.
Compiled by Prof Amruta A. Rane 8

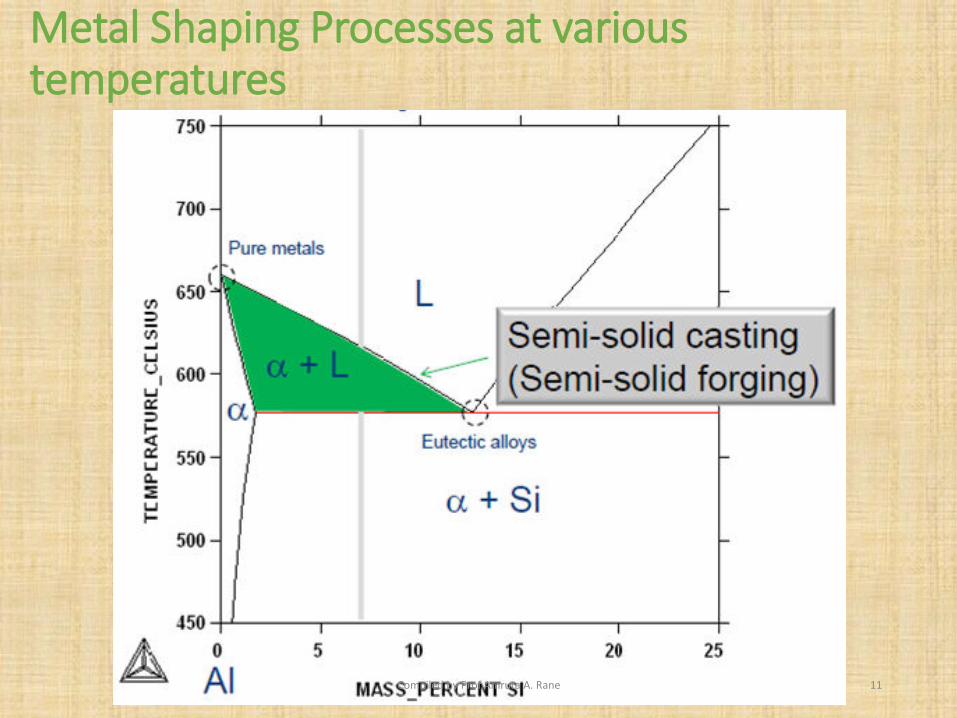
Metal Shaping Processes at various temperatures
Sand Casting,
Die Casting, etc.
L
α + L
α + Si
α
Compiled by Prof Amruta A. Rane 9

Metal Shaping Processes at various temperatures
Compiled by Prof Amruta A. Rane 10
Metal Shaping Processes at various temperatures
Compiled by Prof Amruta A. Rane 11

Squeeze Casting
Compiled by Prof Amruta A. Rane 12

Squeeze Casting
Compiled by Prof Amruta A. Rane 13

Squeeze Casting
Compiled by Prof Amruta A. Rane 14

Squeeze Casting
• Combination of casting and forging.
• Also known as liquid-metal forging.
• Near net shape process - the initial production of the item is very close to the final (net)
shape, reducing the need for surface finishing.
• Squeeze casting is simple and economical, efficient in its use of raw material.
• The process generates the highest mechanical properties attainable in a cast product.
• Casting has been around for approximately 6000 years, but squeeze casting is a relatively
new development; being introduced along with other pressurized casting techniques
during the mid 1800's.
• The process was introduced in the United States in 1960 and has since gained widespread
acceptance.
Compiled by Prof Amruta A. Rane 15
Squeeze Casting: Process
• The squeeze casting process uses an accurately measured or metered quantity of molten metal
which is poured into a heated mold via a launder.
• The mold is closed to produce an internal cavity in the shape of the required component.
• The molten metal is forced/displaced into the available space of the die cavity. As with most
casting processes, using a permanent pattern.
• The mold is coated with a suitable release agent and for squeeze casting it is usually in the form
of a graphite coating.
• Pressure continues to be applied to the molten metal until it has solidified and forms the
required component. The press is then withdrawn and the component is ejected.
• Squeeze casting is most suited to the production of light alloy components in large production
quantities.
• Retractable and disposable cores can be used to create complex internal features.
Compiled by Prof Amruta A. Rane 16

Squeeze Casting: Process
• Squeeze casting consists of
pouring of liquid metal into a
preheated, lubricated die and
forging the metal while it
solidifies.
• The load is applied shortly after the
metal begins to freeze and is
maintained until the entire casting
has solidified.
Compiled by Prof Amruta A. Rane 17

Squeeze Casting: Process
• Casting temperatures depend on the alloy and the part geometry. The starting
point is normally 6°C to 55°C above the liquidus temperature.
• Tooling temperatures ranging from 190°C to 315°C are normally used.
• Pressure levels: 50 to 140 Mpa.
• Lubrication: For aluminum, magnesium and copper alloys, a good grade of
graphite spray lubricant has proved satisfactory when sprayed on the warm dies
prior to casting
Compiled by Prof Amruta A. Rane 18

Squeeze Casting
• Non ferrous alloys like aluminum, magnesium and copper alloy components are
readily manufactured using this process.
• The squeeze casting process, combining the advantages of the casting and forging
processes, has been widely used to produce quality castings.
• The cooling rate of the casting can be increased by applying high pressure during
solidification.
• Contact between the casting and the die is improved by pressurization which
also results in the foundation of fine-grained structures.
Compiled by Prof Amruta A. Rane 19

Squeeze Casting: Advantages
• Offers a broader range of shapes and components than other manufacturing
methods.
• Little or no machining required post casting process.
• Because of the high pressure applied during solidification, porosities caused by
both gas and shrinkage can be prevented or eliminated.
• Good surface texture.
• Fine micro-structures with higher strength components.
• No waste material, 100% utilization.
Compiled by Prof Amruta A. Rane 20
Squeeze Casting: Limitations
• Costs are very high due to complex tooling.
• No flexibility as tooling is dedicated to specific components.
• Process needs to be accurately controlled which slows the cycle time down and
increases process costs.
• High costs mean high production volumes are necessary to justify equipment
investment.
• The casting can be affected by premature chemical reaction, air entrapment
and failure to fill the cavity resulting in rejection of components.
Compiled by Prof Amruta A. Rane 21

• Squeeze casting is most suited to the production of light alloy components in
large production quantities.
• Both ferrous and non-ferrous materials can be produced using this method.
• It has found extensive application in automotive industry in producing aluminium
front steering knuckles, chassis frames, etc.
• Making of High capacity propellers for boat-engine.
Piston, made by
squeeze casting
Applications
Car rim
Thixocasting
Compiled by Prof Amruta A. Rane 23

Thixocasting • Thixo casting utilizes a pre-cast billet that is normally produced by vigorously
stirring the melt as the bar is being cast.
• Induction heating is normally used to re-heat the billets to the semi-solid
temperature range and die casting machines are used to inject the semi-solid
material into hardened steel dies.
• Thixo casting has the ability to produce extremely high quality components due to
the product consistency that results from using pre-cast billet that is manufactured
under continuous processing conditions that are employed to make forging or
rolling stock.
• The main disadvantage is that it is expensive due to the special billets that must be
used. Other disadvantages include a limited number of alloys that can be
manufactured and scrap produced in this process cannot be directly reused. Compiled by Prof Amruta A. Rane 24
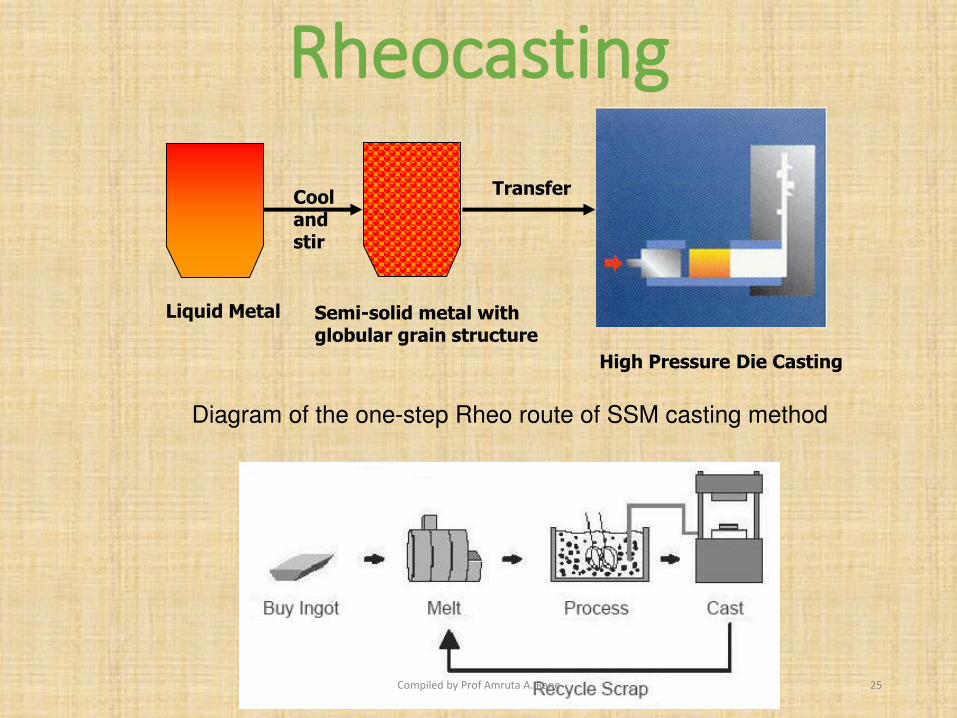
Rheocasting
High Pressure Die Casting
Liquid Metal Semi-solid metal with globular grain structure
Cool and stir
Transfer
Diagram of the one-step Rheo route of SSM casting method
Compiled by Prof Amruta A. Rane 25

Rheocasting – Stepwise Process
Compiled by Prof Amruta A. Rane 26
Rheocasting
• Unlike Thixo casting, which re-heats a billet, Rheocasting develops the semi-solid
slurry from the molten metal produced in a typical die casting furnace.
• This is a big advantage over Thixocasting because it results in less expensive
feedstock, in the form of typical die casting alloys and allows for direct recycling.
Compiled by Prof Amruta A. Rane 27

The advantages of Semisolid Casting
• Due to the lower pressures and temperatures required to die cast semisolid metal
the die material does not need to be exotic. Often graphite or softer stainless
steels may be used.
• Even nonferrous dies can be used for one time shots.
• Because of this the process can be applied to rapid prototyping needs and mass
production.
• This also allows for the casting of high melting point metals, such as tool steel and
Stellite, if a higher temperature die material is used.
• Other advantages include: easily automated, consistent, production rates are
equal to or better than die casting rates, no air entrapment, low shrinkage rates,
and a uniform microstructure
Compiled by Prof Amruta A. Rane 28

The advantages of Semisolid Casting
• Complex parts produced net shape
• Porosity free - Smooth die filling with no air entrapment favouring product soundness
• Excellent mechanical performance
• Tight tolerances
• Thin walls
• Energy efficient
• Production rate compete that for pressure die casting
• Lower processing temperature
• Lower Impact to the die
• Reduced solidification shrinkage
Compiled by Prof Amruta A. Rane 29
The disadvantages of Semisolid Casting
• Because thixotropy (semisolid state) is a middle state in physical or rheological
sense process conditions form a band so narrow even environmental
temperature differences have to be considered.
• Thus production facilities need a high level of technology and operators require
similar knowledge and training.
• Relatively higher feedstock material cost
• Precise control of operating condition is required.
• Liquid segregation may occur as a result of non-uniform heating.
Compiled by Prof Amruta A. Rane 30

Applications
• Potential Replacement of permanent mould parts to eliminate machining and
finishing
• Pressure tight parts such as master brake cylinders, fuel rails, air conditioner
compressor housing etc.
• High strength parts such as engine mounts, tie rods etc.
• Wear resistant parts made from hypereutectic alloys such as compressor piston,
brake drums, gear shift levers etc.
Compiled by Prof Amruta A. Rane 31

Current Applications/Products
Hydraulic Brake Valve
Automobile Wheels
Brake master Cylinder Compiled by Prof Amruta A. Rane 32
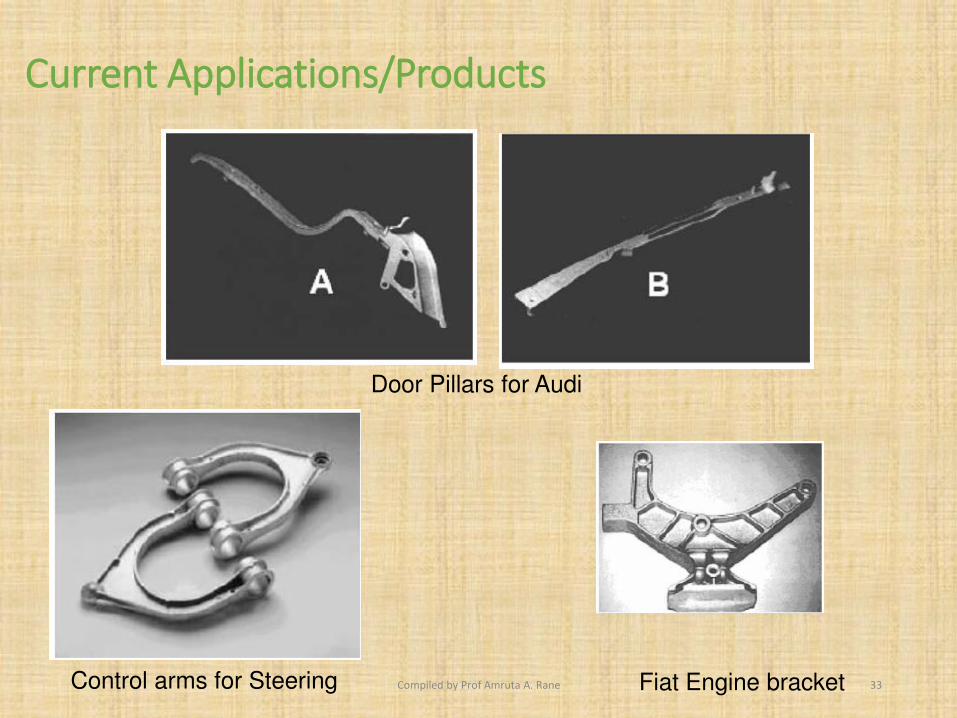
Current Applications/Products
Door Pillars for Audi
Control arms for Steering Fiat Engine bracket Compiled by Prof Amruta A. Rane 33


















