Binary Phase Shift Keying (BPSK) & Quadri Phase Shift Keying (QPSK)
Upload
brandon-w-douglasCategory
view
112download
0
Kaizen* Events, often called Rapid Improvement Events, are implemented to quickly eliminate waste
and non-value-added activities.
January 26-30th 2015
* Japanese for "change for better"
Keying Center

Step 1: Group products
Step 2: Measure demands – establish Takt time
Step 3: Review work sequence
Step 4: Combine work in balance process
Step 5: Design cell layout
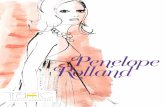
Five Step Cell Design Process

Computer Engrave Cut Pin Press Prep
Products with similar processing requirements are grouped into product families
Projects X X X X X X
Daily X X X X X X
Processing Steps
Product
Step 1: Group Products

Takt Time = Demand Rate
Takt Time =Work Time Available
Number of Units Sold
GOAL: Produce to Demand
Minutes
Keys=Takt Time =
Exercise:
Cycle time
Takt time= Minimum # of People
Step 2: Establish Takt Time
420
805.2 Mins
22.5
5.23=

Observe sequence of tasks each worker performs
Break operations into observable elements
Identify value added versus non-value added
(NVA) elements and minimize NVA
Study machine capacity, cycle times and change over times
Step 3: Review Work Sequence

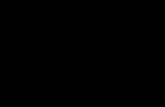
Cycle and TAKT Time
Step 4: Combine work in balance processPrinter to Help Decrease process time to seconds.
0
5
10
15
20
25
30
35
Computer Engrave Key Cut Pin Press Prep TAKT
Projects
Daily

Efficiency

Design Goals
– Flexible layout, lot size = 1, point of use storage,
visual management
– Mixed models
Simplify Flows
– Integrate process operations, materials flow one way
Minimize Materials Handling
– Concentrate on value-added motions
– Establish material replenishment procedure
Make Use of People 100 Percent
– Promote visibility and flexibility
– Operators stand for flexibility
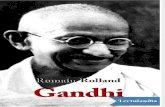
Step 5: Design and Construct Cell

Start Here1.
End Here6.
2. 5.
4.
3.
Before

Start Here1.
End Here5.
After
2. 3.
4.

Before

After

Before

After

Before

After

An agreed-upon set of work procedures that establishes
the best method and sequence for each manufacturing
or assembly process.
Standardized work is implemented to maximize human
and machine efficiency while simultaneously ensuring
safe conditions.
Operations safely carried out using the most effective
combination of these resources:
People Materials
Methods Machines
Standardized Work

Kaizen* Events, often called Rapid Improvement Events, are implemented to quickly eliminate waste
and non-value-added activities.
January 26-30th 2015
* Japanese for "change for better"
Keying Center