REMOVAL OF TEXTILE DYES FROM AQUEOUS SOLUTION USING …
95
REMOVAL OF TEXTILE DYES FROM AQUEOUS SOLUTION USING FRUIT PEELS AND SUGARCANE BAGASSE AS ADSORBENT by ARIF EFTEKHAR AHMED DEPARTMENT OF CIVIL ENGINEERING DHAKA UNIVERSITY OF ENGINEERING & TECHNOLOGY, GAZIPUR BANGLADESH APRIL 2017
Transcript of REMOVAL OF TEXTILE DYES FROM AQUEOUS SOLUTION USING …

REMOVAL OF TEXTILE DYES FROM AQUEOUS SOLUTION
USING FRUIT PEELS AND SUGARCANE BAGASSE AS
ADSORBENT
by
ARIF EFTEKHAR AHMED
DEPARTMENT OF CIVIL ENGINEERING
DHAKA UNIVERSITY OF ENGINEERING & TECHNOLOGY, GAZIPUR
BANGLADESH
APRIL 2017
i
REMOVAL OF TEXTILE DYES FROM AQUEOUS SOLUTION
USING FRUIT PEELS AND SUGARCANE BAGASSE AS
ADSORBENT
by
ARIF EFTEKHAR AHMED
A thesis submitted to the Department of Civil Engineering of
Dhaka University of Engineering &Technology, Gazipur
in partial fulfillment of the requirements for the degree
of
MASTER OF SCIENCE IN ENVIRONMENTAL ENGINEERING
APRIL 2017

ii
CERTIFICATION OF APPROVAL
The thesis titled “REMOVAL OF TEXTILE DYES FROM AQUEOUS
SOLUTION USING FRUIT PEELS AND SUGARCANE BAGASSE AS
ADSORBENT” submitted by Arif Eftekhar Ahmed, Student No. 122132-P,
Session: 2012-2013, has been accepted as satisfactory in partial fulfillment of the
requirement for the degree of Master of Science in Environmental Engineering
on April 09, 2017.
BOARD OF EXAMINERS
iii
DECLARATION
This is to certify that the thesis on “REMOVAL OF TEXTILE DYES FROM
AQUEOUS SOLUTION USING FRUIT PEELS AND SUGARCANE
BAGASSE AS ADSORBENT” has been performed by me and neither the thesis
nor any part thereof has been submitted elsewhere for the award of any degree or
diploma.
(Prof. Dr. Md. Akramul Alam) (Arif Eftekhar Ahmed)
Counter signed by supervisor signature of candidate
iv
Dedicated
To
My Mother

v
ACKNOWLEDGEMENT
At first, I would like to acknowledge the blessing as of almighty Allah for enabling
me to carry out the study successfully.
I would like to expresses my sincere deepest gratitude to my supervisor Dr. Md.
Akarmul Alam, Professor, Department of Civil Engineering, DUET for his constant
support and guidance from the beginning of the research proposal to till completing
this report. His careful reading of the draft, valuable comments, technical and
constructive suggestions immensely contributes to the improvement of the thesis
work.
I am also indebted to Dr. Md. Mokhlesur Rahman, Head, Department of Civil
Engineering, DUET, for his valuable suggestion and support regarding this thesis
work.
Furthermore, I am also thankful to Mr. Shibu Banik, Assistant Technical Officer,
DUET and Mr. Firoz Ahmed, Lab Assistant, Environmental Engineering Lab,
DUET for their support during different laboratory work and tests.
Finally, I would like to profound thanks to my family members for supporting and
inspiring to conduct the study. Specially, I would like to thank my mother
Monowara Chowdhury, Professor and Head, Department of Physiology, Govt.
Bagatipara Degree College, Natore, my younger sister Afroz Zerin Mahua for their
support and encouragement to complete this study.
vi
ABSTRACT
There are thousands of textile dyeing industries in different areas of Bangladesh.
Majority of them is knit dyeing. According to BKMEA there are 1900 small and
large knit dyeing industries in our country. Dyeing industries consume huge amount
of water, dyes and chemicals. They also discharge huge volume of wastewater after
finishing dyeing process. Textile dyes like reactive, acid and disperse dyes are
commonly used for dyeing cotton, wool and polyester fiber in those industries.
Colour releases from those dyes are very toxic and harmful for living species and
aquatic life.
The present study was conducted to assess the suitability of removal of commonly
used textile dyes from aqueous dye solution by adsorption process using different
adsorbents. Here the removal of dyes from aqueous solution indicates removal of
their colour that generates after dissolving the dye particles in to aqueous solution.
This research focused on removal of colour of three different textile dyes, Reactive,
Acid and Disperse dyes by four different types of Adsorbents Orange, Lemon,
Banana peels and Sugarcane bagasse.
Textile dyes were collected from Clariant dye manufacturer ltd. located at Tejgoan
industrial area, Dhaka. Orange, lemon and banana peels were collected from a local
fruit store. Removal of colour was tested at different adsorbent dosage and under
different experimental conditions. Suitability of Langmuier and Freundlich
adsorption isotherm in describing the experimental data was tested.
The maximum efficiencies obtained for removal of colour of reactive, acid and
disperse dye are 87, 83, 80 percent respectively for lemon peel and 91, 88, 83
percent respectively for combined dosage of lemon and orange peel under the
experimental condition. Colour removal for individual and combined dosage of
orange, banana peels and sugarcane bagasse also found significant. Maximum
colour removal efficiencies obtained for 1000 mg adsorbent dosage, 0.5 percent
initial dye concentration of solution, 60 minute time of shaking, 160 RPM speed of
shaking, 25-35ºC and pH 7 for all three dyes and all four adsorbents used in this
research work. Further increasing or decreasing of those parameters no significant
change of removal percentages was observed.
Extraction or desorption of dyes from adsorbent surface after adsorption by washing
with distilled water indicates the attraction force between colour particles and
adsorbents will weak Van der Waals force. Surface electron microscopy image and
amount of surface area of orange, lemon, banana peels and sugarcane bagasse
indicates that large surface area of adsorbent indicates more adsorption possibility of
dyes and variation of dye adsorption occurs due to variation of amount of surface

vii
area. Chemical structure analysis of Reactive, Acid and Disperse dyes shows that
colour removal increases when dyes are more anionic in nature.
Adsorption isotherm shows that the removal of reactive, acid and disperse dyes
properly fits with Langmuier and Freundlich adsorption model.
These results shows Colour of Reactive, Acid and Disperse dye from aqueous
solution may be removed effectively using orange, lemon, banana peels and
sugarcane bagasse.
viii
TABLE OF CONTENT
Page
No.
ABSTRACT vi
TABLE OF CONTENTS viii
LIST OF TABLES xii
LIST OF FIGURES xiii
LIST OF ABBREVIATIONS
xv
CHAPTER 1 INTRODUCTION
1.1 Background 1
1.2 Objective of the Study 3
1.3 Scope of the Study 3
1.4 Organization of the Thesis
4
CHAPTER 2 LITERATURE REVIEW
2.1 Introduction 5
2.2 Textile Dyes 6
2.3 Chemical Components of a Textile Dye 6
2.3.1 Chromophore 6
2.3.2 Auxochrome 7
2.3.3 Solubilizing Group 7
2.3.4 Bridging Group 8
2.3.5 Reactive Group 8
2.4 Classification of Textile Dyes According to Ionic Nature and Application on
……Fiber
8
2.5 Classification of Textile Dyes According to Their Origin 9
2.5.1 Natural Dyes 9
2.5.2 Synthetic Dyes 9
2.6 Classification of Synthetic Textile Dyes According to Their Properties and
……Use
9
ix
2.6.1 Reactive Dyes 9
2.6.2 Types of Reactive Group 10
2.6.3 General Classifications of Reactive Dyes 11
2.6.4 Classification of Reactive Dyes According to Application Method 11
2.6.5 Properties of Reactive Dyes 11
2.7 Acid Dyes 12
2.7.1 Classifications of Acid Dyes 12
2.7.2 Properties of Acid Dyes 14
2.8 Disperse Dyes 14
2.8.1 Classification of Disperse Dyes 15
2.8.2 Properties of Disperse Dyes 15
2.9 Impact of Textile Dyes in Open Environment 16
2.10 Different Technologies for Textile Waste Water Treatment 17
2.10.1 Chemical Precipitation 17
2.10.2 Coagulation/Flocculation 17
2.10.3 Membrane Filtration 18
2.10.4 Ion Exchange 18
2.10.5 Oxidation process 18
2.10.6 Activated Carbon Process 19
2.10.7 Adsorption Process 19
2.11 Review of Relevant Works
20
CHAPTER 3 MATERIALS AND MEHODS
3.1 Introduction 24
3.2.1 Selection of Textile Dyes 24
3.2.2 Characteristics of Textile Dyes 24
3.2.3 Dye Sample Preservation 27
3.3 Collection and Preparation of Adsorbents 28
3.3.1 Collection of Adsorbents 28
3.3.2 Specification of Adsorbents 28
3.3.3 Preparation of Adsorbents Powder
28
x
3.4 Laboratory Analysis for Removal of Dyes using Adsorbents from Aqueous
…...Solution
30
3.4.1 Characterization of Adsorbents 30
3.4.2 Preparation of Stock Solution 30
3.4.3 Removal Procedure of Dyes from Aqueous Solution using
……………….Adsorbent Powder
31
3.4.4 Dye Removal Percentages 31
3.5 Determination of the Effects of Different Parameters for Dye removal 32
3.5.1 Effect of Adsorbent Dosages 32
3.5.2 Effect of Initial Dye Concentration 32
3.5.3 Effect of Speed of Shaker 32
3.5.4 Effect of Time of Shaking 32
3.5.5 Effect of Temperature 33
3.5.6 Effect of pH of Solution 33
3.5.7 Effect of Combined Adsorbent Dosage 33
3.5.8 Turbidity Removal 33
3.6 Dye Extraction 33
3.7 Suitability with Adsorption Isotherm 34
3.7.1 Equations to Determine Adsorption Isotherm
34
CHAPTER 4 RESULTS AND DISCUSSIONS
4.1 Introduction 36
4.2 Characterization of Adsorbents 36
4.2.1 Scanning Electron Microscopy 36
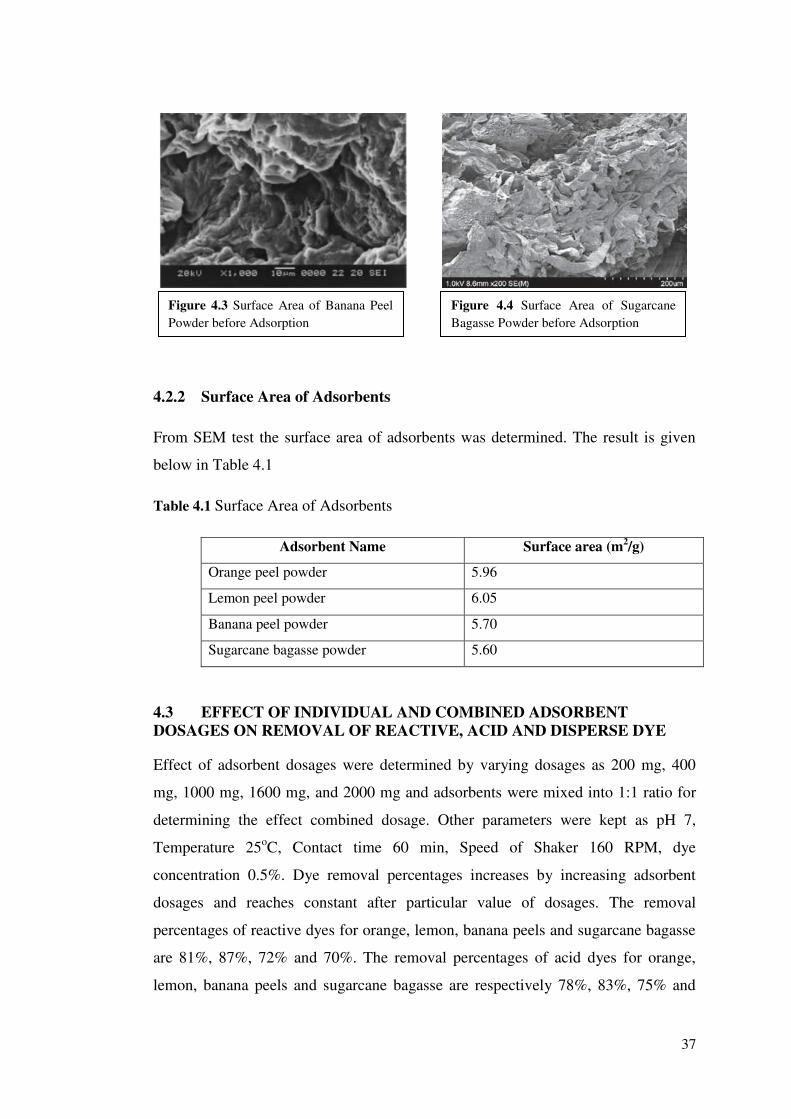
4.2.2 Surface Area of Adsorbents 37
4.3 Effect of Individual and Combined Adsorbent Dosage on Colour Removal of
…....Reactive, Acid and Disperse dye
37
4.4 Effect of Initial Dye Concentration for Removal of Reactive, Acid and
…....Disperse dye
41
4.5 Effect of Time of Shaking on Colour Removal of Reactive, Acid and Disperse
……Dye
42
44
xi
4.6 Effect of Speed of Shaker on Colour Removal of Reactive, Acid and Disperse
……Dye
4.7 Effect of Temperature on Colour Removal of Reactive, Acid and Disperse Dye 46
4.8 Effect of pH of Solution on Colour Removal of Reactive, Acid and Disperse
……Dye
48
4.9 Turbidity Removal 49
4.10 Extraction or Desorption of Reactive, Acid and Disperse Dye 50
4.11 Analysis of Chemical Structure of Reactive, Acid and Disperse Dye 50
4.12 Adsorption Isotherm
51
CHAPTER 5 CONCLUSIONS AND RECOMMENDATIONS
5.1 Introduction 52
5.2 Conclusions 52
5.3 Recommendations for Future Studies 53
REFERENCES
APPENDICES

xii
LIST OF TABLES
Table No. Title Page No.
Table 2.1 Classification of Textile Dyes According To Ionic Nature
and Application on Fiber
8
Table 3.1 Properties of Eurozol Navy Reactive Dye 25
Table 3.2 Properties of Everacid Yellow Acid Dye 26
Table 3.2 Properties of Disperse fluo Red Disperse Dye 27
Table 3.4 Specification of Adsorbents 28
Table 4.1 Surface Area of Adsorbents 37
xiii
LIST OF FIGURES
Figure No. Title Page No.
Figure 3.1 Eurozol Navy Reactive Dye 25
Figure 3.2 Everacid Yellow Acid Dye 26
Figure 3.3 Disperse fluo Red Disperse Dye 27
Figure 4.1 Surface Area of Orange Peel Powder before Adsorption 36
Figure 4.2 Surface Area of Lemon Peel Powder before Adsorption 36
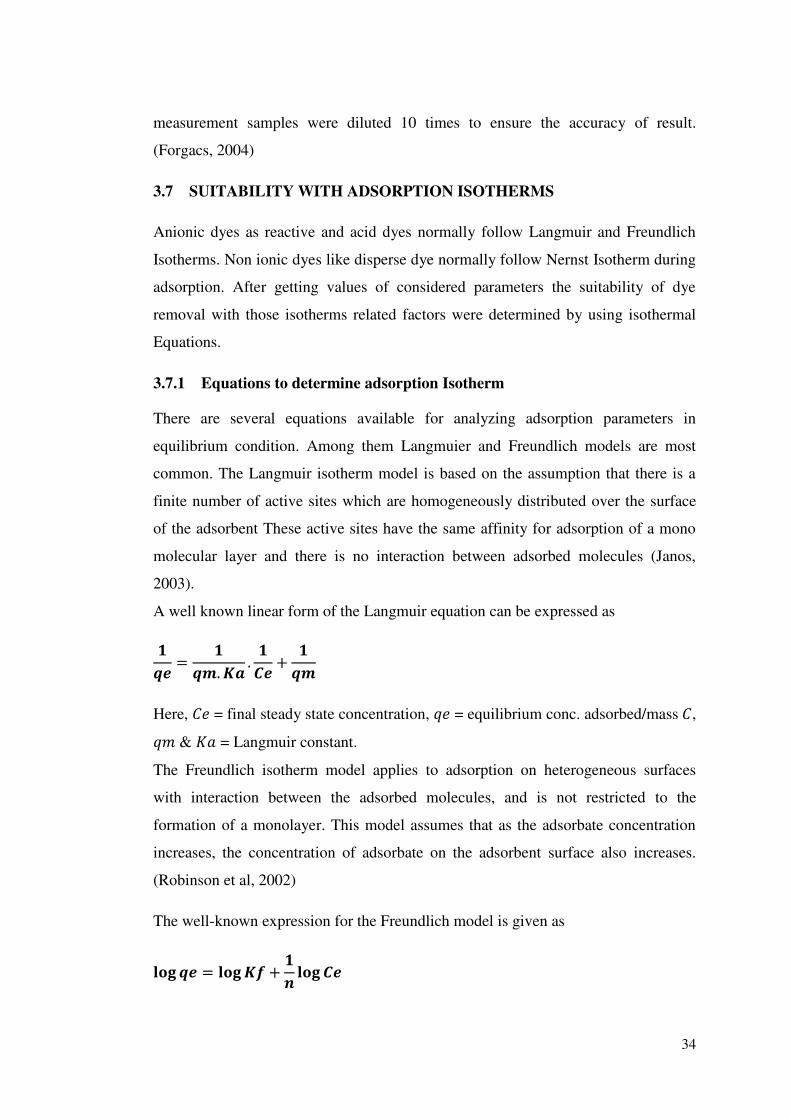
Figure 4.3 Surface Area of Banana Peel Powder before Adsorption 37
Figure 4.4 Surface Area of Sugarcane Bagasse Powder before
Adsorption
37
Figure 4.5 Effect of Individual Adsorbent Dosage for Removal of
Reactive Dye
39
Figure 4.6 Effect of Individual Adsorbent Dosage for Removal of
Acid Dye
39
Figure 4.7 Effect of Individual Adsorbent Dosage for Removal of
Disperse Dye
39
Figure 4.8 Effect of Combined Adsorbent Dosage for Removal of
Reactive Dye
40
Figure 4.9 Effect of Combined Adsorbent Dosage for Removal of
Acid Dye
40
Figure 4.10 Effect of Combined Adsorbent Dosage for Removal of
Disperse Dye
40
Figure 4.11 Effect of Initial Dye Concentration for Removal of
Reactive Dye
41
Figure 4.12 Effect of Initial Dye Concentration for Removal of Acid
Dye
42
Figure 4.13 Effect of Initial Dye Concentration for Removal of
Disperse Dye
42
Figure 4.14 Effect of Time of Shaking for Removal of Reactive Dye 43
Figure 4.15 Effect of Time of Shaking for Removal of Acid Dye 43

xiv
Figure 4.16 Effect of Time of Shaking for Removal of Disperse Dye 44
Figure 4.17 Effect of Speed of Shaker for Removal of Reactive Dye 45
Figure 4.18 Effect of Speed of Shaker for Removal of Acid Dye 45
Figure 4.19 Effect of Speed of Shaker for Removal of Disperse Dye 45
Figure 4.20 Effect of Temperature for Removal of Reactive Dye 47
Figure 4.21 Effect of Temperature for Removal of Acid Dye 47
Figure 4.22 Effect of Temperature for Removal of Disperse Dye 47
Figure 4.23 Effect of pH of Solution for Removal of Reactive Dye 48
Figure 4.24 Effect of pH of Solution for Removal of Acid Dye 49
Figure 4.25 Effect of pH of Solution for Removal of Disperse Dye 49
Figure 4.26 Langmuier and Freundlich Isotherm for Reactive, Acid
and Disperse Dye
51
xv
LIST OF ABBRIVIATIONS
BGMEA - Bangladesh Garments Manufacturing and Export Association
BTMA - Bangladesh Textile Mills Association
DUET - Dhaka University of Engineering and Technology
cm - Centimeter
µm - Micron
Pt-Co - Platinum – Cobalt Unit (for Colour Measurement )
ml - Milliliter
mg/L - Milligram per Liter
min - Minute
°C - Degree Celsius
SEM - Surface Electron Microscopy
NTU - Nephelometric Turbidity Unit
RPM - Revolution per Minute
Chapter 1
INTRODUCTION
1.1 BACKGROUND
Bangladesh is a developing country where industrialization is taking place
gradually. The important industries are textiles, lather tanning, ceramic, chemical,
pharmaceutical etc. Among these textile industries are rapidly expanding. The
majority of those textile industries are knit dyeing and there are 1900 small and large
knit dyeing industries in Bangladesh (BKMEA 2014). There are also many printing
and woven dyeing factories in Bangladesh. Those dyeing industries uses huge
amount of textile dyes and chemicals for dyeing different type fabric. Reactive, acid
and disperse dyes are commonly used for dyeing cotton, wool and polyester fabric in
those industries. From environmental point of view, the textile industry is one of the
most water and chemical intensive industries worldwide (Correia et al.1994).
Textile dyes are very harmful for our natural environment such as plants, aquatic life
and also affect the human life. Removal of textile dyes from aqueous dye solution is
very difficult process. Some industries uses effluent treatment plant (ETP) for textile
wastewater purification but due to higher operating cost small or medium dyeing
industries do not use effluent treatment plant (ETP) properly or sometimes they
directly discharges wastewater trough a bypass line.
Dyeing is the process of adding color to fabrics. Reactive dye is normally used for
dyeing cotton fabric. The color of dyed goods depends according to the hues of
dyes. Acid and disperse dyes are used for dyeing wool and polyester fabrics
respectively. These three different dyes are most commonly used dyes in dyeing
industries. To dye 1 kg of fabric it requires an average 70-120 litter water. In Dyeing
process an aqueous need to make by adding dye powder in to required amount of
water. Fabric need to dissolve within this solution for dyeing purpose. Sometimes
auxiliary chemicals need to add to assist dyeing process. In dyeing wastewater the
major component is dissolved dye particles. A dye or color particle contains

2
different chemical groups, chromophoric groups and auxochromes in its chemical
structure. Dyeing water contains different color ranges from 200 to 400 Hazen units.
These colors cause several diseases like cancer, brain damage, skin corrosion, and
kidney and longue damage to human and living organism due chemical groups,
chromophoric groups and auxochromes. Aquatic life will also come in danger due to
direct discharge of dye containing wastewater.
Removal of Textile dyes from dyeing water after completion of dying process is not
an easy process. There are several processes developed as coagulation, flocculation,
bio degradation etc. but these all are very conventional process. Some problems like
excess sludge production, lower efficiency, ineffectively against some dyes like
disperse and vat. Modern technique like using Activated carbon, membrane
separation, biomass, Ion exchange, oxidation etc. are also available but due to some
shortcomings like incapable of treating large volumes, Economic constraints, not
effective for disperse dyes, high energy cost, chemicals required, formation of by
products.
Recently removal of textile dyes using adsorbents becomes a very popular method.
It is a cheap and effective process. Fruit peels, seeds, saw dust, coconut husk have
been suggested as cheap and effective adsorbents for removal of textile dyes. These
components have some chemical and nutrient content that they may adsorb dye
particle from aqueous solution and they may work as a proper agent for dye
removal. The functional ability of these adsorbents depends on several factors like
adsorbents dosages, pH, temperature, nature of the dye to be treated etc. It has been
seen that several studies were done where one or two adsorbents were used to
removal similar type of dyes but a detail study about removal of different types of
textile dyes using different adsorbents on basis of several considered parameters
have not been found. Bangladesh is an agricultural country and different types of
adsorbents are available here. Removal of textile dyes from aqueous solution using
adsorbents will be a low cost and effective method for our country on basis our
economic condition. So there is a scope to use adsorbents as orange, lemon, banana
peels and sugarcane bagasse which are available in our country for removal reactive,
acid, disperse dyes that commonly used in textile industries for dyeing cotton, wool
3
and polyester respectively except simply dispose those adsorbents in to open
environment.
1.2 OBJECTIVE OF THE STUDY
The overall objective of this study is to assess whether three commonly used and
different textile dyes reactive, acid and disperse can be adsorbed and removed from
aqueous solution using orange, lemon, banana peels and sugarcane bagasse which
are available adsorbents in our country. Specific objectives of this research work
were as follows:
i) To evaluate the removal percentages of reactive, acid and disperse dyes from
aqueous solution using orange peels, lemon peels, banana peels and sugarcane
bagasse individually and combinedly.
ii) To explore the effects of several parameters viz. adsorbent dosage, pH,
temperature, time of shaking, speed of shaker.
iii) To evaluate the optimum value of different parameters of those adsorbents for
removal of dye and isotherms to ensure the suitability of this process.
1.3 SCOPE OF THE STUDY
Textile dyes are very harmful for our natural environment such as plants, aquatic life
and also affect the human life. Several techniques have been used for removal of
textile dyes and adsorption process is one of them. It was the scope of that study is
to compare the removal of commonly used textile dyes as reactive, acid and disperse
from aqueous solution using orange, lemon, banana peels and sugarcane bagasse as
adsorbent. Here the removal of dyes from aqueous solution indicates removal of
their colour that generates after dissolving the dye particles in to aqueous solution.
Characterization of adsorbents have been done and important parameters as
adsorbent dosage, pH of solution, temperature, time of shaking, speed of shaker was
considered during laboratory test and optimum values of those parameters was
determined. Maximum removal percentage of all dyes and adsorption capacity of
4
orange, lemon, banana peels and sugarcane bagasse was determined during lab test.
Suitability of this process with adsorption isotherms also checked during this study.
1.4 ORGANIZATION OF THE THESIS
In pursuit of fulfilling of the objectives of the study, five chapters are required to
present and comprehend all the research writing and ultimate results.
CHAPTER ONE appears with background and present status of the problem,
objectives, scope and outcomes of work and finishes with the organization of thesis.
CHAPTER TWO deals with the literature review, textile industries in Bangladesh
and its economic value, detail discussion about different types of dyes, their
characteristics and other important parameters, different types of adsorbents and
their characteristics, different adsorption techniques etc.
CHAPTER THREE illustrates the methodology of adsorbent collection, preparation,
dye solution preparation, experiment detail, analysis of considered parameters and
removal of reactive, acid and disperse dyes using orange peels, lemon peels, banana
peels and sugarcane bagasse as adsorbents.
CHAPTER FOUR titled “result and discussion” shows the comparison of the values
of several considered parameters with suitable table, graphs and also discuss about
adsorption isotherms by using isothermal equations. The optimum value of all
considered parameters, suitability of this research work, effectiveness, efficiencies
are discussed in this chapter in detail. This chapter contains the summery of total
findings.
CHAPTER FIVE draws the conclusion on the basis of the findings of this study and
also recommendations for future study and research work.
Chapter 2
LITERATURE REVIEW
2.1 INTRODUCTION
Textile is one of the most important and largest sectors of Bangladesh in term of
earning foreign currency and labor force employment. There are different types of
Textile factories in Bangladesh such as spinning, weaving, knitting, yarn dyeing,
knit and woven dyeing, denim and garments. Textile industry has a big pollution
problem. The World Bank estimates that 17 to 20 percent of industrial water
pollution comes from textile dyeing and treatment in Bangladesh as a result it
creates negative impact on leaving and aquatic life of environment.
Textile sector is also known as economic backbone of Bangladesh. Millions of
people are directly or indirectly involved with this sector for their livelihood. During
first three decades textile emerged as the biggest manufacturing sub-sector and
achieved remarkable growth. According to the annual report of BTMA, (2011) the
contributions of textile sector in Bangladesh are mentioned below:
40% vat (value addition tax) comes from textile sector.
Provide over 5.0 million jobs of which 80% are woman.
Export earnings from textile clothing and apparels in 2010-2011 are over
17.9 billion US dollar which is total export earnings of the country.
Contributes 13% of GDP.
Moreover this sector generates huge cliental base for banking, insurance, shipping,
transport, hotel, packing and related economic activities. For our social stability,
socio-economic improvement and sustainable development textile sector playing a
vital role.
6
2.2 TEXTILE DYES
Textile dyes are colored substance that has an affinity to the substrate to which it is
being applied. The dye is generally applied in an aqueous solution, and may require
a mordant to improve the fastness of the dye on the fiber. Textile dyes contains
chromophore, auxochrome, solubilizing, groups in their chemical structure. Other
chemical groups like benzene, hydroxyl, carboxylic, kito etc. may also present in
their chemical structure to make it stable in open environment and also during
dyeing process. Some dyes contain bridging groups in their chemical structure to
bridge the functional group with main dye structure.
Example: C.I Acid red, Remazol yellow R.R etc.
Unlike most organic compounds, dyes possess color because,
They absorb light in the visible spectrum (400–700 nm).
They have at least one chromophore (colour-bearing group).
They have a conjugated system, i.e. a structure with alternating double and
single bonds.
They exhibit resonance of electrons, which is a stabilizing force in organic
compounds (Asfour, 1985).
When any one of these features is lacking from the molecular structure the color is
lost. In addition to chromophores, most dyes also contain groups known as
auxochromes (color helpers), examples of which are carboxylic acid, sulfonic acid,
amino, and hydroxyl groups. While these are not responsible for colour, their
presence can shift the colour of a colourant and they are most often used to influence
dye solubility.
2.3 CHEMICAL COMPONENTS OF A TEXTILE DYE
2.3.1 Chromophore
A chromophore is the part of a dye molecule responsible for its color. The color
arises when a molecule absorbs certain wavelengths of visible light and transmits or
reflects others. The chromophore is a region in the molecule where the energy
7
difference between two different molecular orbitals falls within the range of the
visible spectrum. Visible light that hits the chromophore can thus be absorbed by
exciting an electron from its ground state into an excited state.The hue of a dye
particle depends on chromophore and without having chromophore dye particle will
lose its coloring ability. (Chowdhury. A, 2006)
Example:
2.3.2 Auxochrome
An auxochrome is a functional group of atoms attached to the chromophore which
modifies the ability of the chromophore to absorb light, altering the wavelength or
intensity of the absorption. Auxochrome is color helping group. It doesnot produces
color itself but it inhabits color producing ability of chromophore so that the shade
after dyeing comes better. Ionic nature of chromphore may be acedic or basic.
Example:
2.3.3 Solubilizing Group
Solubilizing group is also an important part of a dye structure. It helps a dye particle
to dissolve in water so that an aqueous solution of dye particles can be prepared with
addition of required water. Without having solubilizing group dye particle will not
be able to dissolve in water. The amount of dissolution of dye particle in water
depends on the function ability of solubilizing group. (Chowdhury. A, 2006)
Example: -OH (Hydroxyl group), -SO3(Sulphonate group), -COOH(Carboxyl
group) etc.
8
2.3.4 Bridging Group
Some dyes have functional group that react with suitable reacting group of fiber
and attach with it. Functional group means the group which reacts with suitable
group of fiber to bind the dye particle with it. Bridging groups helps to attach the
functional group with the chromophoric and other group in dye structure. Without
bridging group these types of dyes will not be able to attach with fiber and they will
lose coloring ability to fiber. (Broadbent . A, 2001)
Example: Ethyl group, methyl group, imino group, oxide group etc.
2.3.5 Reactive Group
Some dye particle reacts with fiber and they become a part of fiber so that those
dyes cannot be detached from fiber easily after attachment and fastness properties of
dyed fabric will be better. The functional group in a dye particle that react with
suitable reacting group of fiber and attach with it is known as reactive group.
Example: Chlorine (-Cl), Bromine (-Br), Chlorotriazine, Vinyl sulphone etc. These
reactive groups are normally present in reactive dyes.
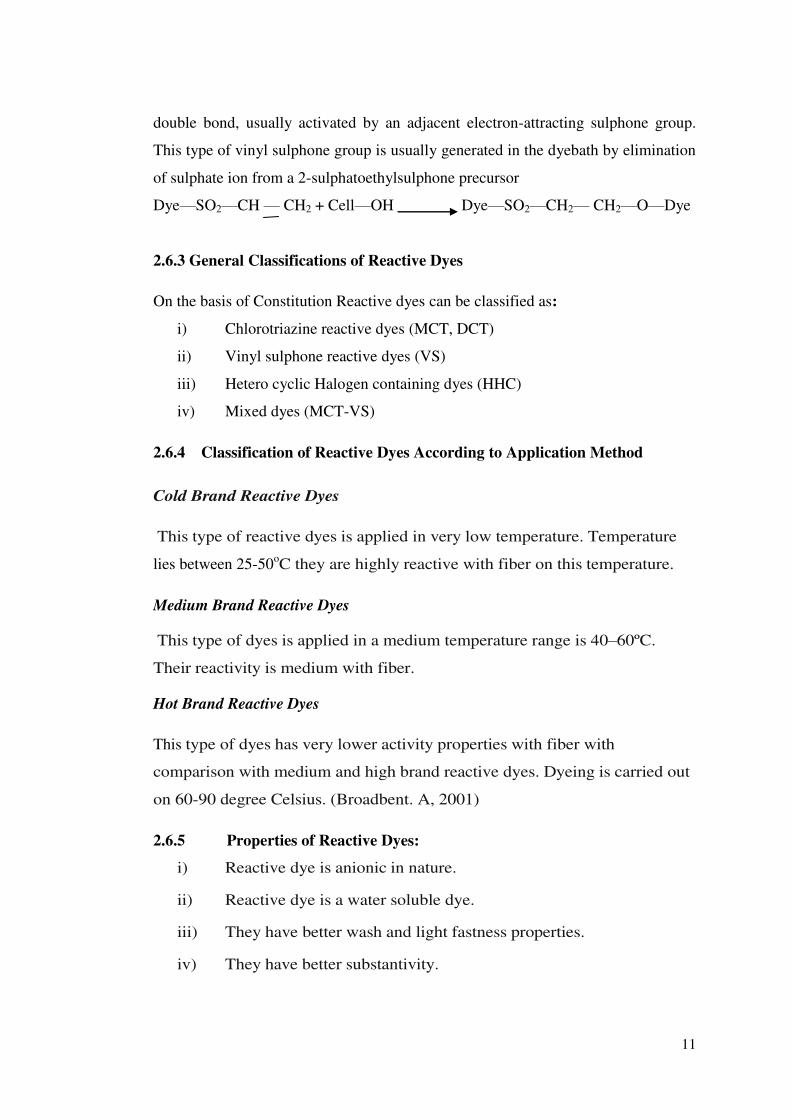
2.4 CLASSIFICATION OF TEXTILE DYES ACCORDING TO IONIC
NATURE AND APPLICATION ON FIBER
Classification of textile dyes according to ionic nature and application on fiber is
shown in table 2.1
Table 2.1 Classification of Textile Dyes According To Ionic Nature and Application
on Fiber
Name of Dyes Ionic Nature Application on fibers
Reactive dyes Anionic Cellulosic fibers and fabric
Acid dyes Anionic Wool, Silk, leather
Disperse dyes Non-ionic Synthetic fibers, polyester
Sulphur dyes Anionic Cotton, Cellulosic fibers
Vat dyes Anionic Cotton, Cellulosic and Blends
9
(Source: Cohen et.al , 1978)
2.5 CLASSIFICATION OF TEXTILE DYES ACCORDING TO THEIR
ORIGIN
2.5.1 Natural Dyes
Natural dyes are the dyes which produced naturally from different plant source like
roots, leaves, bark, berries and wood etc. Very beginning of the dyeing history man
started dyeing their materials by natural dyes. Indigo, woad, saffron and madder are
the plant based dyes which is much popular for dyeing cotton and silk.
2.5.2 Synthetic Dyes
Dyes derived from organic or inorganic compound are known as synthetic dyes.
Examples of this class of dyes are Direct, Acid, Basic, Reactive, Mordant, Metal
complex, Vat, Sulphure, Disperse dye etc. These dyes are manmade and produced
by chemical modification of organic or inorganic compounds. In present synthetic
dyes are more popular than natural dyes due to their good dyeing ability, better
shade and durable fastness properties (Broadbent . A, 2001).
2.6 CLASSIFICATION OF SYNTHETIC TEXTILE DYES ACCORDING
TO THEIR PROPERTIES AND USE
Synthetic dyes can be classified in to fourteen classes among them reactive, acid and
disperse dyes are most commonly used for coloration of cotton, wool and polyester
fabric in Bangladesh.
2.6.1 Reactive Dyes
Reactive dyes are anionic soluble dyes. These dyes are applied by chemical
reaction. They react with suitable reacting group of fiber by their functional group
Direct dyes Anionic Cotton, Cellulosic and Blends
Azoic color or Azoic
dyes
Anionic Cellulosic fibers and fabric
Mordant dyes Anionic Cellulosic fibers and, silk
Basic dyes Cationic Silk, wool, acrylic fiber

10
and form covalent bond. Finally they become a part of that fiber. The color and
wash fastness of reactive dyes is very good and today it is one of the most usable
dyes for dyeing cellulosic fiber. This dye was first developed in 1955, by Rattee and
Stephen, working for ICI in England, developed a procedure for dyeing cotton with
fibre-reactive dyes containing dichlorotriazine groups. They established that dyeing
cotton with these dyes under mild alkaline conditions resulted in a reactive chlorine
atom on the triazine ring being substituted by an oxygen atom from a cellulose
hydroxyl group where Cell–OH is the cellulose with a reactive hydroxyl group,
Dye–Cl is the dye with its reactive chlorine atom, and Cell–O–Dye the dye linked to
the cellulose by a covalent bond. The role of the alkali is to cause acidic dissociation
of some of the hydroxyl groups in the cellulose, and it is the cellulosate ion (Cell–
O–) that reacts with the dye. (Broadbent . A, 2001)
Fixation reaction of Reactive dyes,
Cell—OH + OH- Cell—O
- + H2O
Cell—O- + Dye — X
- Cell—O—Dye + X
-
HOOC—Nylon—NH2 + H+X
- HOOC—Nylon—NH3 + X
-
2.6.2 Types of Reactive Group
Reactive groups in reactive dyes are mainly two types as:
(i) Those groups that are reacting with cellulose by nucleophilic substitution of a
labile chlorine, fluorine, methyl sulphone or nicotinyl leaving group activated by an
adjacent nitrogen atom in a heterocyclic ring
Cell—O- + Dye — X
- Cell—O—Dye + X
-
(ii) Those groups that are reacting with cellulose by nucleophilic addition to a
carbon–carbon
11
double bond, usually activated by an adjacent electron-attracting sulphone group.
This type of vinyl sulphone group is usually generated in the dyebath by elimination
of sulphate ion from a 2-sulphatoethylsulphone precursor
Dye—SO2—CH — CH2 + Cell—OH Dye—SO2—CH2— CH2—O—Dye
2.6.3 General Classifications of Reactive Dyes
On the basis of Constitution Reactive dyes can be classified as:
i) Chlorotriazine reactive dyes (MCT, DCT)
ii) Vinyl sulphone reactive dyes (VS)
iii) Hetero cyclic Halogen containing dyes (HHC)
iv) Mixed dyes (MCT-VS)
2.6.4 Classification of Reactive Dyes According to Application Method
Cold Brand Reactive Dyes
This type of reactive dyes is applied in very low temperature. Temperature
lies between 25-50oC they are highly reactive with fiber on this temperature.
Medium Brand Reactive Dyes
This type of dyes is applied in a medium temperature range is 40–60ºC.
Their reactivity is medium with fiber.
Hot Brand Reactive Dyes
This type of dyes has very lower activity properties with fiber with
comparison with medium and high brand reactive dyes. Dyeing is carried out
on 60-90 degree Celsius. (Broadbent. A, 2001)
2.6.5 Properties of Reactive Dyes:
i) Reactive dye is anionic in nature.
ii) Reactive dye is a water soluble dye.
iii) They have better wash and light fastness properties.
iv) They have better substantivity.
12
v) They form strong co-valent bond with the cellulosic fiber.
vi) Alkaline condition is must required for dyeing.
vii) Electrolyte is must for exhaustion of dyes in the fiber.
viii) A certain amount of dyes are hydrolyzed during application.
ix) Wide range of color can be produced with reactive dyes.
x) Comparatively cheap in price.
2.7 ACID DYES
Acid dyes are highly water soluble, and have better light fastness than other dyes.
They contain sulphonic acid groups, which are usually present as sodium sulphonate
salts. These increase solubility in water, and give the dye molecules a negative
charge. In an acidic solution, the -NH2 functionalities of the fibres are protonated to
give a positive charge: -NH3+. This charge interacts with the negative dye charge,
allowing the formation of ionic interactions. As well as this, Van-der-Waals bonds,
dipolar bonds and hydrogen bonds are formed between dye and fibre. As a group,
acid dyes can be divided into two sub-groups: acid-leveling or acid-milling
(Broadbent . A, 2001)
Fixation reaction of acid dyes,
Fibre —NH2(s) + H+ (aq) + HSO4
- (aq) Fibre —NH3 HSO4
- (s)
Fibre — H3+ HSO4 (s) + Dye —SO3 (aq) Fibre —NH3
+ Dye— SO3
- (s) +
HSO4- (aq)
2.7.1 Classifications of Acid Dyes
Acid dyes can be classified in four types according to their chemical characteristics
such as
Acid-leveling dyes
These planar dyes tend to be small or medium sized, and show moderate inter-
molecular attractions for wool fibres. This means that the dye molecules can move

13
fairly easily through the fibres and achieve an even colour. This is somewhat similar
to the process that occurs during chromatography- the molecules with the strongest
affinity for the substrate move the least distance from the point of origin whereas
molecules with less affinity move much further. However, the low affinity means
that these dyes are not always very resistant to washing. (Gunz, 2004)
Acid-Milling Dyes
Acid-milling dyes are larger in structure than acid-leveling dyes, and show a much
stronger affinity for wool fibres. Because of this, the resultant colour may be less
even (see explanation above), but they are much more resistant to washing. As well
as intermolecular interactions, intramolecular interactions play an important part in
the properties of the dye. Compare the two molecules shown below. They are
isomers, but the one on the right (with hydrogen bonding) shows a much greater
resistance to washing in alkali, and much increased light fastness.
Acid-Supper Milling Dyes
Super Milling Acid dyes have average molecular structure abd higher neutral dyeing
affinity, better coverage of dye uptake differences in the substrate. Protein fibers like
wool, Silk Latte, Soya Protein etc., can be used for dyeing through these super
milling acid dyes. These dyes are least toxic among all others Acid Dyes and
extremely versatile. Fastness properties of these dyes are better. (Broadbent, 2001)
Fast Acid Dyes
These are usually mono sulphonate acid dyes of somewhat higher molecular weight
than typical leveling dyes. These dyes are known as fast acid dyes. They have the
best substantive of all the acid dyes, but have relatively moderate leveling
characteristics. These dyes are used where level dyeing is necessary but when the
washing and perspiration fastness of leveling acid dyes are inadequate. Unless care
is taken, their relatively good substantive for the fibre may result in too rapid uptake
and consequently unleveled dyeing. Fast acid dyes are cheap in price so they are
suitable for huge industrial dyeing. (Chowdhury. A, 2006)
14
2.7.2 Properties of Acid Dyes
i) Acid dyes are soluble in water.
ii) These dyes are easily applied on wool, silk and nylon fibres.
iii) These dyes are generally applied in the presence of acids like sulphuric,
acetic or formic acid.
iv) They are in much case soluble in alcohol.
v) When acid dyestuffs are treated with a reducing agent they are generally
decolorized.
vi) They are usually used for bled of wool and silk also.
vii) The dyed acid colors have good light fastness and moderate washing
fastness. And leveling characteristics.
viii) Other fastness properties of dyed acid color like perspiration, rubbing
and water are moderate to good.
2.8 DISPERSE DYES
Disperse dyes have low solubility in water, but they can interact with the polyester
chains by forming dispersed particles. Their main use is the dyeing of polyesters,
and they find minor use dyeing cellulose acetates and polyamides. The general
structure of disperse dyes is small, planar and non-ionic, with attached polar
functional groups like -NO2 and -CN. The shape makes it easier for the dye to slide
between the tightly-packed polymer chains, and the polar groups improve the water
solubility, improve the dipolar bonding between dye and polymer and affect the
color of the dye. However, their small size means that disperse dyes are quite
volatile, and tend to sublime out of the polymer at sufficiently high temperatures.
The dye is generally applied under pressure, at temperatures of about 130°C. At this
temperature, thermal agitation causes the polymer’s structure to become looser and
less crystalline, opening gaps for the dye molecules to enter. Disperse dye particles
are normally attached with fiber by mechanically trapping at high temperature. In
high temp the polymer chain of fiber become loose and disperse dye particles
diffused and mechanically trapped within fiber due to their sublimation property.
The interactions between dye and polymer are thought to be Van-der-Waals and
dipole forces. The volatility of the dye can cause loss of colour density, and staining

15
of other materials at high temperatures. This can be counteracted by using larger
molecules or making the dye more polar (or both). This has a drawback, however, in
that this new larger, more polar molecule will need more extreme forcing conditions
to dye the polymer. (Kyzar, 2008)
2.8.1 Classification of Disperse Dyes
High Energy Disperse Dyes
High energy disperse dyes are intended for polyester fiber. They applied at high
temperature ranges normally from 120 – 140 degree Celsius by using pressure
dyeing equipment. Thermo-sol or thermo-fix method also used where temperature
used from 180 – 220 degree Celsius. These dyes show good sublimation and good
fastness properties.
Medium Energy Disperse Dyes
These dyes are widely used for dyeing polyester fiber. They are usually applied in
atmospheric condition with the help of carrier that reduces the glass transition
temperature at low level and dyeing becomes easier. They usually shows fair
sublimation and fastness property.
Low Energy Disperse Dyes
These dyes are applied in same process of high and moderate energy disperse dyes.
They are normally used for dyeing acetate, try acetate and nylon fiber. (Broadbent,
2001)
2.8.2 Properties of Disperse Dyes
i) Disperse Dyes are non-ionic organic compound of relatively
low molecular weight.
ii) These are insoluble in water at low or room temperature and have only
limited solubility at higher temperatures.
iii) They have substantivity for hydrophobic fibers such as nylon and polyester,
in which they are quite soluble.
16
iv) These dyes are present in the dye bath as a fine aqueous suspension in the
presence of a dispersing agent.
v) Many of these dyes 130°c sublime on heating and dyeing.
vi) Disperse dyes have slight water solubility because of the presence of polar
substituent in their molecular structure.
vii) Disperse dyes has sublimation properties that helps to dye nylon, polyester
type strong molecular structure fiber at high temperature. (Chowdhury. A,
2006)
2.9 IMPACT OF TEXTILE DYES IN OPEN ENVIRONMENT
Synthetic Dyes find use in a wide range of industries but are of primary importance
to textile manufacturing. Wastewater from the textile industry can contain a variety
of polluting substances including dyes. The environmental and subsequent health
effects of dyes released in textile industry wastewater are becoming subject to
scientific scrutiny. Environmental legislations are being imposed to control the
release of dyes, in particular azo-based compounds, into the environment.
Wastewater from the textile industry is a complex mixture of many polluting
substances ranging from organochlorine-based pesticides to heavy metals associated
with dyes and the dyeing process. During textile processing, inefficiencies in dyeing
result in large amounts of the dyestuff being directly lost to the wastewater; which
ultimately finds its way into the environment. (Arhan and Bulycrids, 1994).
The chemical groups present in textile dyes like Chromophores ( colour producing
group), Solubilizing groups, Auxochromes, Ions etc. reacts with environmental
elements when they discharged in open environment without treating or removal and
causes several pollution for human and aquatic life and the result of these pollutions
are skin cancer, trauma, physical disability, water and air quality deterioration etc
(Khare et.al, 1987).
17
2.10 DIFFERENT TECHNOLOGIES FOR TEXTILE
WASTEWATER TREATMENT
2.10.1 Chemical Precipitation
Chemical precipitation involves the addition of chemicals to alter the physical state
of dissolved and suspended solids and to facilitate their removal by sedimentation.
The chemicals used in wastewater treatment include alum, ferric chloride, ferric
sulphate, ferrous sulphate and lime. The inherent disadvantage associated with most
chemical processes is that they are additive processes (Eckenfelder, 2000).
2.10.2 Coagulation/Flocculation
Coagulation-flocculation is a chemical water treatment technique typically applied
prior to sedimentation and filtration (e.g. rapid sand filtration) to enhance the ability
of a treatment process to remove particles. Coagulation is a process used to
neutralize charges and form a gelatinous mass to trap (or bridge) particles thus
forming a mass large enough to settle or be trapped in the filter. Flocculation is
gentle stirring or agitation to encourage the particles thus formed to agglomerate into
masses large enough to settle or be filtered from solution. Coagulation destabilises
the particles’ charges. Coagulants with charges opposite to those of the suspended
solids are added to the water to neutralise the negative charges on dispersed non-
settable solids such as clay and organic substances. Once the charge is neutralized,
the small-suspended particles are capable of sticking together. Following
coagulation, flocculation, a gentle mixing stage, increases the particle size from
submicroscopic microfloc to visible suspended particles. The microflocs are brought
into contact with each other through the process of slow mixing. Collisions of the
microfloc particles cause them to bond to produce larger, visible flocs. The floc size
continues to build through additional collisions and interaction with inorganic
polymers formed by the coagulant or with organic polymers added. Macroflocs are
formed. High molecular weight polymers, called coagulant aids, may be added
during this step to help bridge, bind, and strengthen the floc, add weight, and
increase settling rate. Once the floc has reached its optimum size and strength, the

18
water is ready for the separation process. Textile dyes like direct, basic, disperse,
mordant are treated by this method (Robinson & Hans, 2012).
2.10.3 Membrane Filtration
Membrane filtration can be a very efficient and economical way of separating
components that are suspended or dissolved in a liquid. The membrane is a physical
barrier that allows certain compounds to pass through, depending on their physical
and/or chemical properties. Membranes commonly consist of a porous support layer
with a thin dense layer on top that forms the actual membrane. Types of Membrane
filtration based on membrane pore sizes and structure of membrane. Different types
of membrane like, ultra filtration, micro filtration, reverse osmosis are used to treat
textile dyes and heavy metals from dyeing waste water (Gupta et. al, 1989).
2.10.4 Ion Exchange
Ion exchange is an exchange of ions between two electrolytes or between and
electrolyte solution and a complex. In most cases the term is used to denote the
processes of purification, separation, and decontamination of aqueous and other ion-
containing solutions withsolid polymeric or mineralic ion exchangers. Typical ion
exchangers are ion exchange resins (functionalized porous
or gel polymer), zeolites, montmorillonite, clay, and soil humus. Ion exchangers are
either cation exchangers that exchange positively charged ions (cations) or anion
exchangers that exchange negatively charged ions (anions). There are
also amphoteric exchangers that are able to exchange both cations and anions
simultaneously. However, the simultaneous exchange of cations and anions can be
more efficiently performed in mixed beds that contain a mixture of anion and cation
exchange resins, or passing the treated solution through several different ion
exchange materials. Normally salts or electrolytes used in dyeing are separated by
using ion exchange process (Merzouk et. al, 2010).
2.10.5 Oxidation Process
Oxidation is the loss of electrons during a reaction by a molecule, atom or ion. in a
broad sense, are a set of chemical treatment procedures designed to remove organic

19
(and sometimes inorganic) materials in water and waste water by oxidation through
reactions with hydroxyl radicals (·OH). In real-world applications of wastewater
treatment, however, this term usually refers more specifically to a subset of such
chemical processes that employ ozone (O3), hydrogen peroxide (H2O2) and/or UV
light. Oxidation is an effective process to remove textile waste and dye stuff from
aqueous solution ( Bagane and Guiza, 2000).
2.10.6 Activated Carbon Process
Activated carbon, also called activated charcoal, is a form of carbon processed to
have small, low-volume pores that increase the surface area available
for adsorption or chemical reactions.[1]
Activated is sometimes substituted
with active. Due to its high degree of microporosity, just one gram of activated
carbon has a surface area in excess of 3,000 m2 (32,000 sq ft) as determined by
gas adsorption. An activation level sufficient for useful application may be attained
solely from high surface area; however, further chemical treatment often enhances
adsorption properties. Activated carbon is usually derived from charcoal and is
sometimes utilized as bio-char. Those derived from coal and coke are referred
as activated coal and activated coke respectively. Activated carbon is widely used to
remove textile dyes and other waste from aqueous solution due to its high adsorption
capacity (Ksu, 2005).
2.10.7 Adsorption Process
Adsorption is the phenomenon of accumulation of large number of molecular
species at the surface of liquid or solid phase in comparison to the bulk. The process
of adsorption arises due to presence of unbalanced or residual forces at the surface
of liquid or solid phase. These unbalanced residual forces have tendency to attract
and retain the molecular species with which it comes in contact with the surface.
Adsorption is essentially a surface phenomenon.
Adsorption is a term which is completely different from Absorption .While
absorption means uniform distribution of the substance throughout the bulk,
adsorption essentially happens at the surface of the substance. When both

20
Adsorption and Absorption processes take place simultaneously, the process is
called sorption.
Adsorption process involves two components Adsorbent and Adsorbate. Adsorbent
is the substance on the surface of which adsorption takes place. Adsorbate is the
substance which is being adsorbed on the surface of adsorbent. Adsorbate gets
adsorbed.
Adsorbate + Adsorbent gives rise to Adsorption.
Textile dyes can be removed from solution using Adsorbents and these
methods are very effective now a day. Conventional methods for treating dye
containing waste water is coagulation and flocculation the conventional
methods for (Panswed &Wongchaisuwan,1986) reverse osmosis (Cohen,
1978) and activated carbon adsorption (Venkata Rao & Sastry, 1987). These
technologies do not show significant effectiveness or economic advantage.
Low-cost treatment methods have, therefore, been investigated for a long
time.
A number of non-conventional, low-cost adsorbents have been tried for dye
removal. These include peat (Poots et al., 1976), wood (Asfour et al.1985),
china clay (Gupta et al., 1989), ullers earth and fired clay (Mckay et al.,
1985), flyash (Khare et al., 1987), Wollastonite (Singh et al., 1984),
Fe(III)/Cr(III) sludge (Namasivayam and Chandrasekaran, 2006), orange and
lemon peels for removal direct dye (Leanov and Kartika, 2010), Sugarcane
bagasse for removal of sulphur dye (Venkata and sastry, 1987), Banana peels
for removal acid dyes and azoic colour (Mohamed, 2004).This method was
successful for removal some textile dyes from aqueous solution but detail
study of removal of commercial dyes used in current textile wet processing
not done recently.
2.11 Review of relevant works
Much of the works have been done in the field for removal of textile dyes from
aqueous solution using adsorbents. Reviews of some of the recent study related to
this field are performed in this study to adopt some of the useful features.
21
Gilbert and Chung (2012)
In this work, direct dye was removed from aqueous solution using saw dust and
activated charcoal. Several parameters as temperature, adsorbent dosage and pH
were checked for removal of direct dye. The color removal was highest in acidic to
neutral condition pH (5.5 to 7.3) and in normal temperature. Increasing adsorbent
dosage increases color removal but up to equilibrium. A removal percentage was up
to 48%. This study shows textile dyes like direct and other dye with similar nature
can be removed using adsorbent by adsorption process by following those
parameters in future.
Murali and Gonzopera (2011)
In this work, reactive dye (medium brand) was removed from aqueous solution
using African orange from aqueous solution under several parameters as effect of
adsorbent dosage, pH, contact time and temperature. A removal percentage was up
to 53%. The color removal was highest in neutral to alkaline medium at pH (7 to 9)
and 65oC temperature. As the dye was medium brand and so they concluded it as the
reason of higher removal in that temperature. Adsorption increases by increasing
adsorbent dosage and contact time until a point then it becomes equilibrium but
suitability of removal process with adsorption isotherm did not discussed here. This
study shows that reactive dyes of other brands like cold brand and hot brand may
removed using African orange or similar other peel as lemon, pomelo etc. in future.
Gomez and Benchly (2010)
In this work, Acid and basic dye was removed from aqueous solution using
sugarcane bagasse as adsorbent. Several parameters as effect of adsorbent dosage,
pH, contact time, dye concentration, temperature was discussed in this study. It also
shows the suitability of removal process with adsorption isotherms. A removal
percentage was up to 60% for acid dye and 65% for basic dye. The color removal
was highest in acidic to neutral medium at pH (5.5 to 7.5) at 60 to 75oC temperature.
This study shows that acid dyes of other brands like super milling, fast acid dyes
may remove using banana peel or similar other fruit peel in future. This study
suggests checking removal possibility of acid and basic dyes and similar other dyes
22
under similar and other considered parameters as combined adsorbent dosage, initial
dye concentration, turbidity etc.
Namashivayam et al. (2009)
In this work, reactive dye (medium brand) antraquinone structure was removed
from aqueous solution using waste orange peel as adsorbent. Several parameters as
effect of adsorbent dosage, pH, contact time, dye concentration, temperature was
discussed in this study. It also shows the suitability of removal process with
adsorption isotherms. A removal percentage was up to 53%. The color removal was
highest in neutral to alkaline medium at pH (7 to 8.5) and 75oC temperature. As the
dye was medium brand and antraquinone structure so they concluded it as the
reason of higher removal in that temperature. This study shows that reactive dyes of
other brands like cold brand and hot brand may remove using orange peel or similar
other orange or different fruit peel in future. This study suggests checking removal
possibility of different brand of reactive dyes and similar other dyes under similar
and other considered parameters as combined adsorbent dosage, initial dye
concentration, turbidity etc.
Janos et al. (2003)
In this work, disperse of antraquinone structure and metal complex dye was
removed from aqueous solution using fly ash as adsorbent. Several parameters as
effect of adsorbent dosage, pH, speed of shaker, dye concentration, temperature was
discussed in this study. It also shows the suitability of removal process with
adsorption isotherms. A removal percentage was up to 57% for disperse dye and
42% for metal complex dye. The color removal was highest in acidic to neutral
medium at pH (5.0 to 7.5) at 40oC and 110
oC for disperse dye as it has a high
temperature range and 55oC for metal complex dye. This study shows that disperse
dyes of other brands and structures like medium energy disperse dye and other metal
complex dye may remove using fly ash in future. This study suggests checking
removal possibility of disperse dyes and similar other dyes under similar and other
considered parameters as combined adsorbent dosage, initial dye concentration,
turbidity etc. with natural adsorbents.
23
Bagane and Guiza (2000)
In this work, Acid dye (super milling) azo structure was removed from aqueous
solution using banana peel as adsorbents. Several parameters as effect of adsorbent
dosage, pH, contact time, dye concentration, temperature was discussed in this
study. A removal percentages was up to 51%. The color removal was highest in
acidic to neutral medium at pH (7 to 8.5) and 70oC temperature. As the dye was acid
dye and so they concluded it as the reason of higher removal in that pH and
temperature. Adsorption increases by increasing adsorbent dosage and contact time
until a point then it becomes equilibrium but suitability of removal process with
adsorption isotherm did not discussed here. This study shows that acid dyes of other
brands like super milling, fast acid dyes may remove using banana peel or similar
other fruit peel in future.
Chapter 3
MATERIALS AND METHODS
3.1 INTRODUCTION
Removal of textile dyes for aqueous solution using different low cost technique has
become common issue in present time. In this study adsorption technique applied to
remove reactive, acid and disperse dyes from aqueous solution using orange peel,
lemon peel, banana peel and sugarcane bagasse as adsorbent under various
considered parameters as effect of adsorbent dosage, initial dye concentration,
contact time, speed of shaker, temperature, pH, combined adsorbent dosage.
Removal of turbidity also analyzed in this study. Tests related to this study was
carried out using jar test method, digital pH meter, Electric coagulator with heating
system, digital turbidity meter, sieve of referent mesh count, incubator, DR-2800
spectrophotometer. The suitability of dye removal process with adsorption isotherm
as Langmuier and freundlich also analyzed. The total work and test related
methodologies are discussed in this chapter.
3.2.1 Selection of Textile Dyes
Eurozol Navy (reactive dye), Everacid yellow (acid dye), Disperse fluo red
(disperse dye) for thesis work and dye samples were collected from Clariant dye
manufacturing company Ltd. As they produces good quality textile dyes worldwide.
3.2.2 Characteristics of Textile dyes
Eurozol Navy Reactive Dye
Eurozol Navy Reactive Dye contains reactive group (Di chlorotriazin, Mono
chlorotriazine, Di flurotriazine, Vinyl Sulphone etc.) that reacts with hydroxyl group
of cellulosic and amino group of protein fiber such as cotton and wool. These are
water soluble dyes and anionic in nature. Dye molecules reacts with fibers suitable
groups and forms covalent bond. These dyes under mild alkaline conditions results
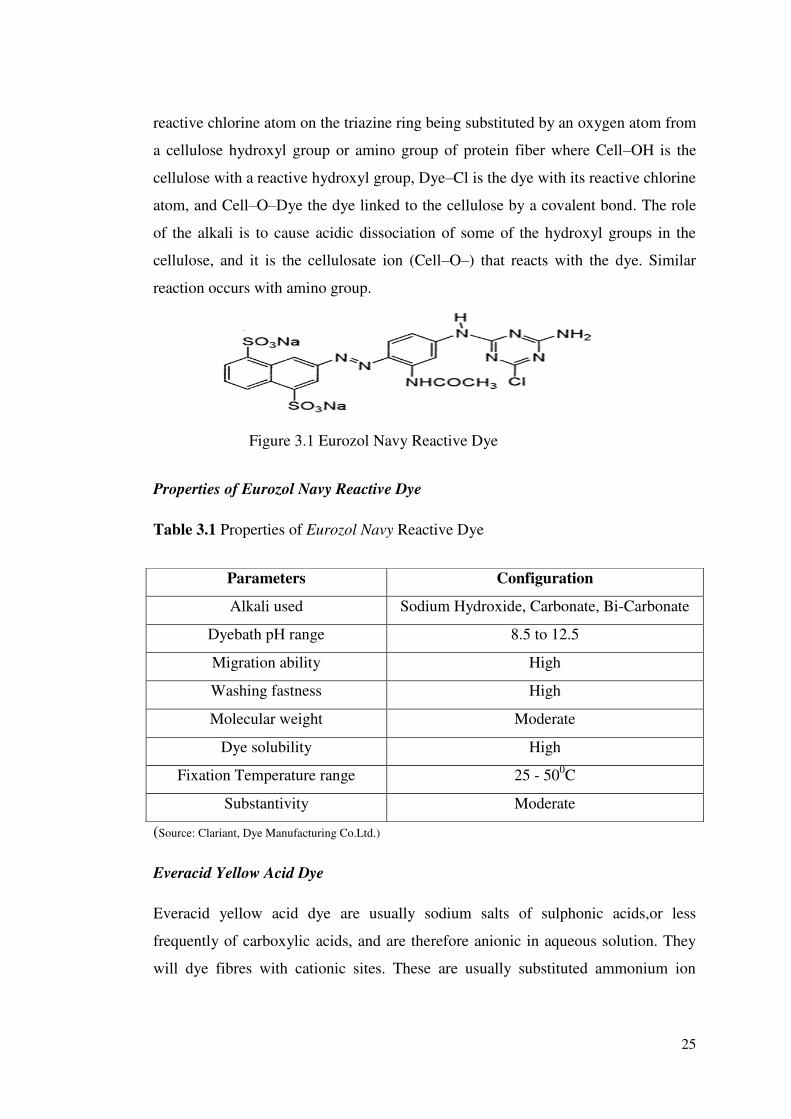
25
reactive chlorine atom on the triazine ring being substituted by an oxygen atom from
a cellulose hydroxyl group or amino group of protein fiber where Cell–OH is the
cellulose with a reactive hydroxyl group, Dye–Cl is the dye with its reactive chlorine
atom, and Cell–O–Dye the dye linked to the cellulose by a covalent bond. The role
of the alkali is to cause acidic dissociation of some of the hydroxyl groups in the
cellulose, and it is the cellulosate ion (Cell–O–) that reacts with the dye. Similar
reaction occurs with amino group.
Figure 3.1 Eurozol Navy Reactive Dye
Properties of Eurozol Navy Reactive Dye
Table 3.1 Properties of Eurozol Navy Reactive Dye
(Source: Clariant, Dye Manufacturing Co.Ltd.)
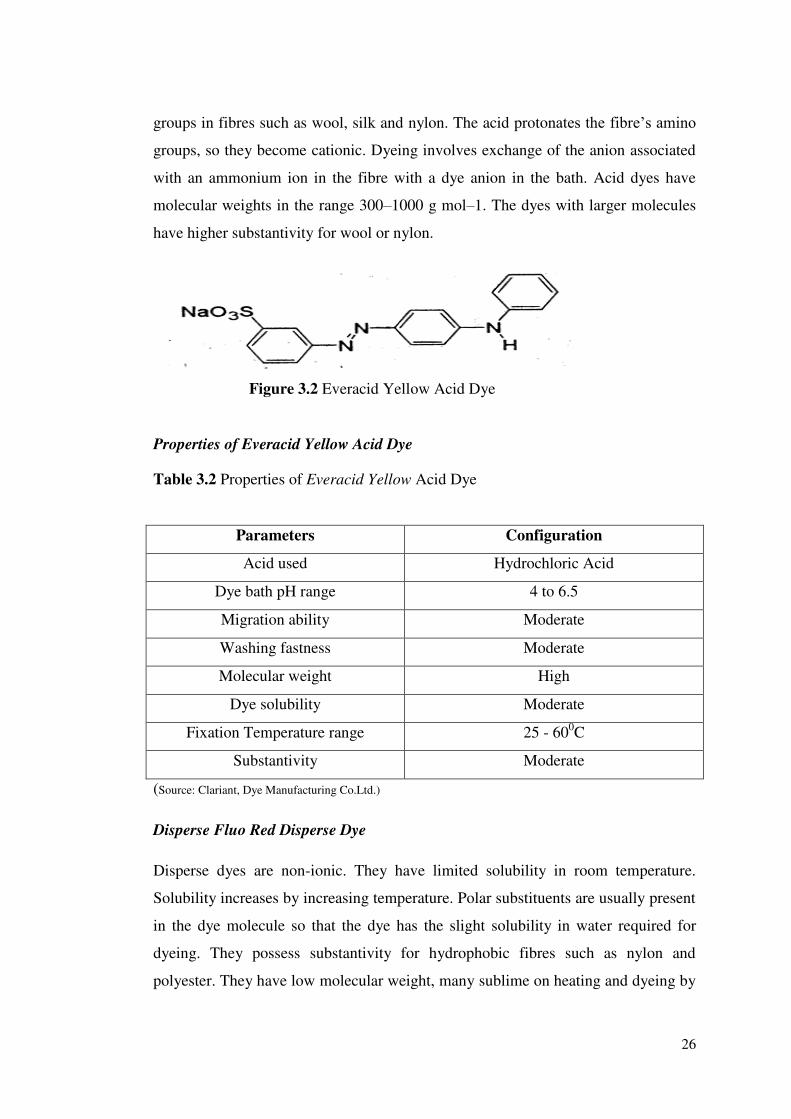
Everacid Yellow Acid Dye
Everacid yellow acid dye are usually sodium salts of sulphonic acids,or less
frequently of carboxylic acids, and are therefore anionic in aqueous solution. They
will dye fibres with cationic sites. These are usually substituted ammonium ion
Parameters Configuration
Alkali used Sodium Hydroxide, Carbonate, Bi-Carbonate
Dyebath pH range 8.5 to 12.5
Migration ability High
Washing fastness High
Molecular weight Moderate
Dye solubility High
Fixation Temperature range 25 - 500C
Substantivity Moderate
26
groups in fibres such as wool, silk and nylon. The acid protonates the fibre’s amino
groups, so they become cationic. Dyeing involves exchange of the anion associated
with an ammonium ion in the fibre with a dye anion in the bath. Acid dyes have
molecular weights in the range 300–1000 g mol–1. The dyes with larger molecules
have higher substantivity for wool or nylon.
Figure 3.2 Everacid Yellow Acid Dye
Properties of Everacid Yellow Acid Dye
Table 3.2 Properties of Everacid Yellow Acid Dye
Parameters Configuration
Acid used Hydrochloric Acid
Dye bath pH range 4 to 6.5
Migration ability Moderate
Washing fastness Moderate
Molecular weight High
Dye solubility Moderate
Fixation Temperature range 25 - 600C
Substantivity Moderate
(Source: Clariant, Dye Manufacturing Co.Ltd.)
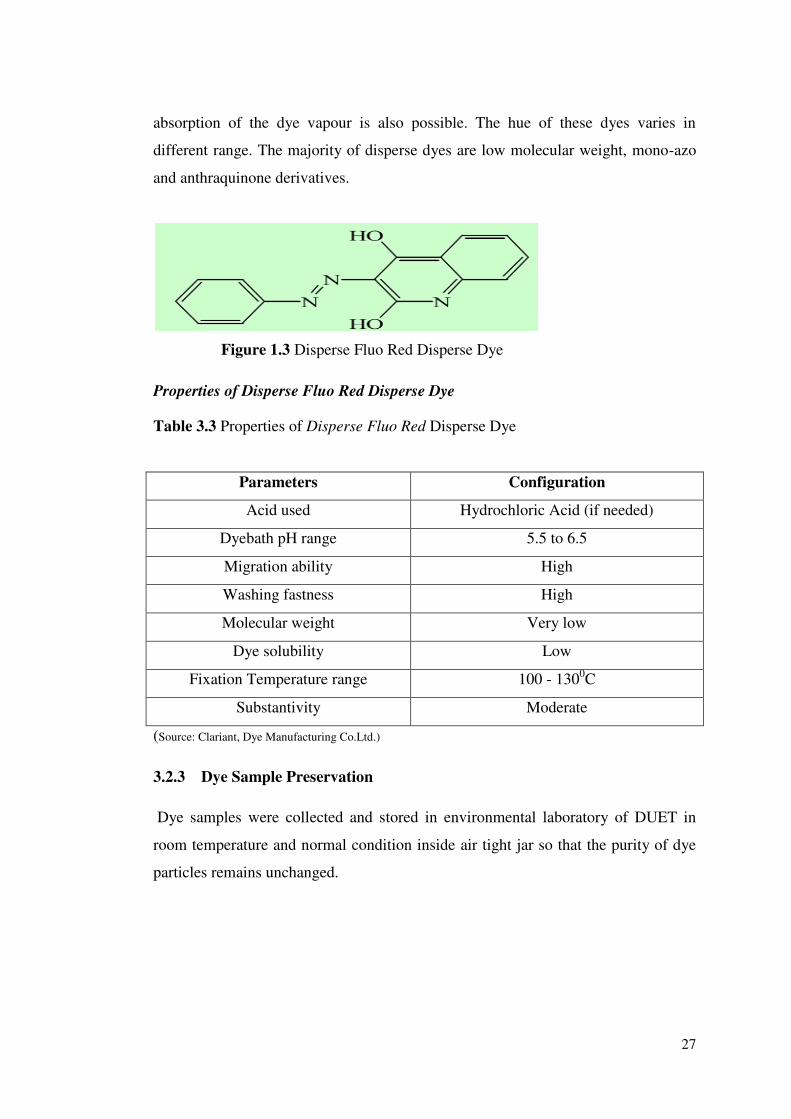
Disperse Fluo Red Disperse Dye
Disperse dyes are non-ionic. They have limited solubility in room temperature.
Solubility increases by increasing temperature. Polar substituents are usually present
in the dye molecule so that the dye has the slight solubility in water required for
dyeing. They possess substantivity for hydrophobic fibres such as nylon and
polyester. They have low molecular weight, many sublime on heating and dyeing by
27
absorption of the dye vapour is also possible. The hue of these dyes varies in
different range. The majority of disperse dyes are low molecular weight, mono-azo
and anthraquinone derivatives.
Figure 1.3 Disperse Fluo Red Disperse Dye
Properties of Disperse Fluo Red Disperse Dye
Table 3.3 Properties of Disperse Fluo Red Disperse Dye
Parameters Configuration
Acid used Hydrochloric Acid (if needed)
Dyebath pH range 5.5 to 6.5
Migration ability High
Washing fastness High
Molecular weight Very low
Dye solubility Low
Fixation Temperature range 100 - 1300C
Substantivity Moderate
(Source: Clariant, Dye Manufacturing Co.Ltd.)
3.2.3 Dye Sample Preservation
Dye samples were collected and stored in environmental laboratory of DUET in
room temperature and normal condition inside air tight jar so that the purity of dye
particles remains unchanged.
28
3.3 COLLECTION AND PREPARATION OF ADSORBENTS
3.3.1 Collection of Adsorbents
10 kg Orange, 10 kg lemon and 85 pieces of banana fruits were collected from a
well known fruit store. 4 kg of Sugarcane bagasse was collected from sugar mill of
Natore Distict for this research purpose. Before collecting it was ensured that no
degradation or change was present in their physical condition.
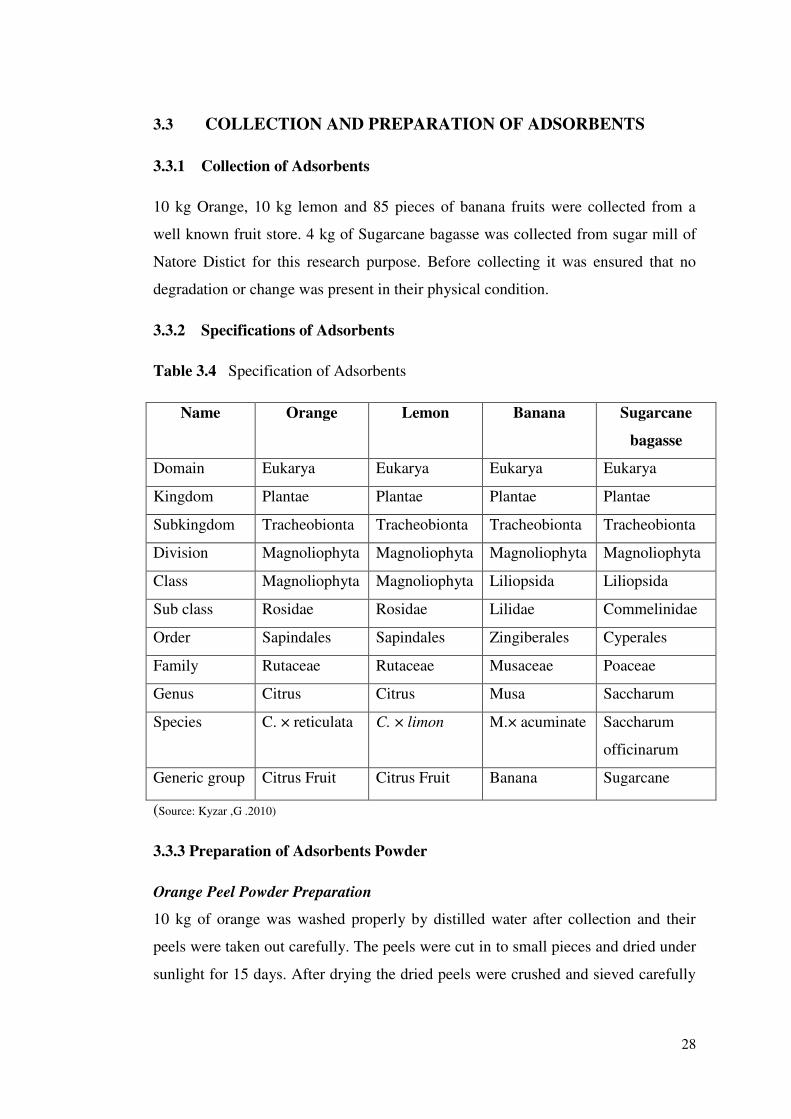
3.3.2 Specifications of Adsorbents
Table 3.4 Specification of Adsorbents
Name Orange Lemon Banana Sugarcane
bagasse
Domain Eukarya Eukarya Eukarya Eukarya
Kingdom Plantae Plantae Plantae Plantae
Subkingdom Tracheobionta Tracheobionta Tracheobionta Tracheobionta
Division Magnoliophyta Magnoliophyta Magnoliophyta Magnoliophyta
Class Magnoliophyta Magnoliophyta Liliopsida Liliopsida
Sub class Rosidae Rosidae Lilidae Commelinidae
Order Sapindales Sapindales Zingiberales Cyperales
Family Rutaceae Rutaceae Musaceae Poaceae
Genus Citrus Citrus Musa Saccharum
Species C. × reticulata C. × limon M.× acuminate Saccharum
officinarum
Generic group Citrus Fruit Citrus Fruit Banana Sugarcane
(Source: Kyzar ,G .2010)
3.3.3 Preparation of Adsorbents Powder
Orange Peel Powder Preparation
10 kg of orange was washed properly by distilled water after collection and their
peels were taken out carefully. The peels were cut in to small pieces and dried under
sunlight for 15 days. After drying the dried peels were crushed and sieved carefully
29
by sieve no. 100 which has size 150 µm so that the surface area of peel particles
become 150 µm. After making orange peel powder the weight of the powder was
250 gm. Finally the powder was collected and kept inside an air tight jar
(Namashivaya .C, 2005).
Lemon Peel Powder Preparation
10 kg of lemon was washed properly by distilled water after collection and their
peels were taken out carefully. The peels were cut in to small pieces and dried under
sunlight for 22 days as lemon peels are very thick. After drying the dried peels were
crushed and sieved carefully by sieve no. 100 which has size 150 µm so that the
surface area of peel particles become 150 µm. After making orange peel powder the
weight of the powder was 250 gm. Finally the powder was collected and kept inside
an air tight jar.
Banana Peel Powder Preparation
85 pieces of banana were washed properly by distilled water after collection and
their peels were taken out carefully. The peels were cut in to small pieces and dried
under sunlight for 15 days. After drying the dried peels were crushed and sieved
carefully by sieve no. 100 which has size 150 µm so that the surface area of peel
particles become 150 µm. After making orange peel powder the weight of the
powder was 250 gm. Finally the powder was collected and kept inside an air tight
jar.
Sugarcane Bagasse Powder Preparation
4 kg of sugarcane bagasse was washed properly by distilled water after collection it
was cut in to small pieces and dried under sunlight for 15 days. After drying the
bagasse was crushed and sieved carefully by sieve no. 60 which has size 250 µm so
that the surface area of peel particles become 250 µm. After making orange peel
powder the weight of the powder was 250 gm. Finally the powder was collected and
kept inside an air tight jar. (Gilbert and Chung, 2012).

30
3.4 LABORATORY ANALYSIS FOR REMOVAL OF DYES USING
ADSORBENTS FROM AQUEOUS SOLUTION
3.4.1 Characterization of Adsorbents
Characterization of orange, lemon, banana peel and sugarcane bagasse powder was
done by scanned electron microscopy (SEM) test in Chemistry laboratory at
university of Dhaka to determine the amorphousness, Surface characterstics and
surface area of those adsorbents so the adsorption of textile dyes by those adsorbents
can be analyzed.
3.4.2 Preparation of Stock Solution
The stock solution of reactive, acid and disperse dyes of 0.25%, 0.5%, 1%
concentration was be prepared by dissolving required amount of dyes in to distilled
water.
Preparation of 0.25% Dye Stock Solution
To make 500 ml of 0.25% aqueous stock solution of reactive, acid and disperse dyes
1.25 gm dye particle of each dye was measured by electronic balance and 500 ml of
distilled water was taken in three individual beakers of 1000 ml capacity. Then three
different type of dye particles was mixed in three different beaker individually and
500 ml stock solution of 0.25% concentration of reactive, acid and disperse dyes
were prepared.
Preparation of 0.5% Dye Stock Solution
To make 500 ml of 0.5% aqueous stock solution of reactive, acid and disperse dyes
2.5 gm dye particle of each dye was measured by electronic balance and 500 ml of
distilled water was taken in three individual beakers of 1000 ml capacity. Then three
different type of dye particles was mixed in three different beaker individually and
500 ml stock solution of 0.5% concentration of reactive, acid and disperse dyes
were prepared.
31
Preparation of 1% Dye Stock Solution
1% stock solution of reactive, acid and disperse dyes were prepared following
previously stated way by mixing 5 gm particles of each dye in 500 ml distilled water
individually.
3.4.3 Removal Procedure of Dyes Using Adsorbents Powder from Aqueous
Solution
Adsorption of dye solutions of 0.25%, 0.5%, 1% concentration with the adsorbents
powder was carried out both individually and combinedly in batch adsorption
process. A series of 1000 ml beaker were used. Each beaker was filled with 200 ml
of aqueous dye solution and adjusted to desired pH. After adding adsorbent powders
in aqueous solution it was shaked by electric laboratory shaker. After desired time
period respective beaker was taken out from the shaker, kept for few minutes to
become stable and fresh supernatant sample was taken out by pipette. Then
supernatant sample was filtered by Whatman filter paper and residual of filtered
sample was measured using DR-2800 spectrophotometer to determine color change
of dye solutions. The percentages of dye removal were determined from the
difference of the value obtained from spectrophotometer by measuring initial stock
solution samples and final samples after laboratory tests.
3.4.4 Dye removal Percentage
Dye removal percentages was carried out using the formula,
Dye removal % = 𝐶𝑜 − 𝐶𝑒𝐶𝑜 ×
Here, 𝐶𝑜 = initial colour concentration (Pt-Co), 𝐶𝑒 = final concentration
concentration (Pt-Co)
32
3.5 DETERMINATION OF THE EFFECTS OF DIFFERENT
PARAMETERS FOR DYE REMOVAL
3.5.1 Effect of Adsorbent Dosage
The removal of reactive, acid and disperse dyes was observed using different dosage
of adsorbents (200 mg, 400 mg, 1000 mg, 1600 mg, 2000 mg) and optimum
adsorbent dosage was determined. Each experiment was conducted at 0.5% initial
dye concentration of solution, room temperature, pH 7, 160 RPM speed of shaker,
60 minute time of shaking. For analyzing effect of combined adsorbent dosage peels
powder was mixed in to (1:1) ratio and tested under considered parameters.
3.5.2 Effect of Initial Dye Concentration
The effect of initial dye concentration was observed by different initial dye
concentration (0.25%, 0.5%, 1%) in aqueous solution and optimum dye
concentration was determined. Experiment was conducted at 1000 mg adsorbent
dosages, room temperature, pH 7, 160 RPM speed of shaker, 60 minute time of
shaking.
3.5.3 Effect of Speed of Shaker
The effect of speed of electric laboratory shaker was observed at 140 RPM, 160
RPM, 180 RPM, 200 RPM, and 240 RPM and optimum speed of electric laboratory
shaker was determined. Room temperature, optimum adsorbent dosage, optimum
dye concentration in aqueous solution, pH 7 and 60 minute time of shaking was
maintained during the tests.
3.5.4 Effect of Time of Shaking
The effect of the time of shaking was observed at 45 min, 60 min, 80 min, 110 min
and optimum time of shaking was determined. Room temperature, optimum
adsorbent dosage, optimum dye concentration in aqueous solution, pH 7 and
optimum agitation speed of shaker was maintained during the tests.
33
3.5.5 Effect of Temperature
Temperature has significant process in adsorption process. The effect of temperature
was observed at temperature range from 250C to 130
0C according to dye
characteristics to determine optimum temperature. Optimum adsorbent dosage,
optimum dye concentration in aqueous solution, optimum time of shaking, optimum
agitation speed of shaker, pH 7 was maintained during the tests.
3.5.6 Effect of Combined Adsorbents Dosage
The effect of combined adsorbents dosages was observed by combining adsorbent
powders together in to 1:1 ratio and varying their doses as (200 mg, 600 mg, 1000
mg, 1600 mg and 2000 mg) to determine optimum value of combined adsorbent
dosage. Optimum dye concentration in aqueous solution, optimum temperature,
optimum time of shaking, optimum agitation speed of shaker, pH 7 was maintained
during the tests.
3.5.7 Effect of pH of Solution
The effect of pH was observed by maintaining pH range from (2 to12) using 0.1N
HCL and 0.1N NaOH solution and optimum pH was determined with the help of
digital pH meter. Optimum adsorbent dosage, optimum dye concentration in
aqueous solution, optimum temperature, optimum time of shaking, optimum
agitation speed of shaker was maintained during the tests.
3.5.8 Turbidity Removal
The turbidity of the test sample before and after using natural adsorbents was
determined by using Turbidity meter to analysis the transparency before and after
color removal and presence of adsorbent particles in test sample.
3.6 Dye Extraction from Adsorbents Particles
Extraction means the losses of adsorbed dye from adsorbent. It was determined by
washing the dye loaded adsorbents with distilled water and agitating 50 ml of
washed solution at pH 7 for 30 minute at 140 RPM at room temperature. Finally the
value was measured by spectrophotometer (model DR-2800). Before taking
34
measurement samples were diluted 10 times to ensure the accuracy of result.
(Forgacs, 2004)
3.7 SUITABILITY WITH ADSORPTION ISOTHERMS
Anionic dyes as reactive and acid dyes normally follow Langmuir and Freundlich
Isotherms. Non ionic dyes like disperse dye normally follow Nernst Isotherm during
adsorption. After getting values of considered parameters the suitability of dye
removal with those isotherms related factors were determined by using isothermal
Equations.
3.7.1 Equations to determine adsorption Isotherm
There are several equations available for analyzing adsorption parameters in
equilibrium condition. Among them Langmuier and Freundlich models are most
common. The Langmuir isotherm model is based on the assumption that there is a
finite number of active sites which are homogeneously distributed over the surface
of the adsorbent These active sites have the same affinity for adsorption of a mono
molecular layer and there is no interaction between adsorbed molecules (Janos,
2003).
A well known linear form of the Langmuir equation can be expressed as 𝟏𝒒 = 𝟏𝒒 . 𝑲𝒂 . 𝟏𝑪 + 𝟏𝒒
Here, 𝐶𝑒 = final steady state concentration, 𝑞𝑒 = equilibrium conc. adsorbed/mass 𝐶, 𝑞𝑚 & 𝐾𝑎 = Langmuir constant.
The Freundlich isotherm model applies to adsorption on heterogeneous surfaces
with interaction between the adsorbed molecules, and is not restricted to the
formation of a monolayer. This model assumes that as the adsorbate concentration
increases, the concentration of adsorbate on the adsorbent surface also increases.
(Robinson et al, 2002)
The well-known expression for the Freundlich model is given as
𝐥𝐨𝐠 𝒒 = 𝐥𝐨𝐠 𝑲 + 𝟏 𝐥𝐨𝐠 𝑪

35
Here, 𝐶𝑒 = final steady state concentration, 𝑞𝑒 = equilibrium conc. adsorbed/mass𝐶, 𝐾 = Freundlich Constant, 1/n = heterogeneity factor related to capacity of
adsorption.

Chapter 4
RESULTS AND DISCUSSIONS
4.1 INTRODUCTION
The experimental result of reactive, acid and disperse dyes removal from aqueous
solution using adsorbents are presented in this chapter. Parameters taken under
consideration for tests are Effect of adsorbent dosage, initial dye concentration,
speed of shaker, contact time, temperature, pH, Turbidity and dye extraction from
dye loaded adsorbents. All tests are carried in the laboratory of DUET. Adsorption
isotherm Langmuier and Freundlich are drawn by using formula and the
experimental data.
4.2 CHARACTERIZATION OF ADSORBENTS
4.2.1 Scanning Electron Microscopy
Surface morphology of bio-adsorbents was analyzed by scanning electron
microscopy (SEM) before adsorption. SEM image shows that lemon peel powder
has more porous and amorphous structure than orange, banana and sugarcane
bagasse powder. According to the chronological arrangement on basis of porous and
amorphousness of surface the lemon peel powder comes first, then orange peel
powder comes in second, after that banana peel powder comes in third and finally
sugarcane bagasse powder in forth position which is determined from the SEM
image of those adsorbents. Result shows in (figure 4.1, 4.2, 4.3, 4.4).
Figure 4.2 Surface Area of Lemon Peel
Powder before Adsorption
Figure 4.1 Surface Area of Orange Peel
Powder before Adsorption
37
4.2.2 Surface Area of Adsorbents
From SEM test the surface area of adsorbents was determined. The result is given
below in Table 4.1
Table 4.1 Surface Area of Adsorbents
Adsorbent Name Surface area (m2/g)
Orange peel powder 5.96
Lemon peel powder 6.05
Banana peel powder 5.70
Sugarcane bagasse powder 5.60
4.3 EFFECT OF INDIVIDUAL AND COMBINED ADSORBENT
DOSAGES ON REMOVAL OF REACTIVE, ACID AND DISPERSE DYE
Effect of adsorbent dosages were determined by varying dosages as 200 mg, 400
mg, 1000 mg, 1600 mg, and 2000 mg and adsorbents were mixed into 1:1 ratio for
determining the effect combined dosage. Other parameters were kept as pH 7,
Temperature 25oC, Contact time 60 min, Speed of Shaker 160 RPM, dye
concentration 0.5%. Dye removal percentages increases by increasing adsorbent
dosages and reaches constant after particular value of dosages. The removal
percentages of reactive dyes for orange, lemon, banana peels and sugarcane bagasse
are 81%, 87%, 72% and 70%. The removal percentages of acid dyes for orange,
lemon, banana peels and sugarcane bagasse are respectively 78%, 83%, 75% and
Figure 4.3 Surface Area of Banana Peel
Powder before Adsorption
Figure 4.4 Surface Area of Sugarcane
Bagasse Powder before Adsorption

38
70%. The removal percentages of disperse dyes for orange, lemon, banana peels and
sugarcane bagasse are respectively 69%, 80%, 68% and 73%. Combined adsorbent
dosage of orange and lemon shows 91%, orange and banana shows 75%, orange and
sugarcane bagasse shows 76%, lemon and banana shows 80%, lemon and sugarcane
bagasse shows 73% and banana and sugarcane bagasse shows 68% respectively the
removal of reactive dye. Combined adsorbent dosage of orange and lemon shows
88%, orange and banana shows 82%, orange and sugarcane bagasse shows 76%,
lemon and banana shows 84%, lemon and sugarcane bagasse shows 84% and
banana and sugarcane bagasse shows 74% respectively the removal of acid dye.
Combined adsorbent dosage of orange and lemon shows 83%, orange and banana
shows 77%, orange and sugarcane bagasse shows 80%, lemon and banana shows
76%, lemon and sugarcane bagasse shows 82% and banana and sugarcane bagasse
shows 71% respectively the removal of disperse dye. The optimum value of
adsorbent dosage is 1000 mg for individual and combinedly. Increasing adsorbent
dosage rapidly increases dye adsorption for different adsorbents due to their
different amorphous structure and surface area size according to SEM image and the
data of (Table 4.1). After reaching equilibrium removal percentages becomes almost
constant and further increasing dosages it remains almost unchanged. Higher
amorphous surface and large surface area increases adsorption of dye particle
because dye particle can easily fix on that portion by weak attraction force and
amount of adsorption varies according to their amorphousness of surface and size of
surface area. Similar to the results was reported by (Namasivayam, 2005) during
study on removal of reactive dye by orange peel. Result is shown in (Figure 4.5, 4.6,
4.7, 4.8, 4.9, 4.10) below:
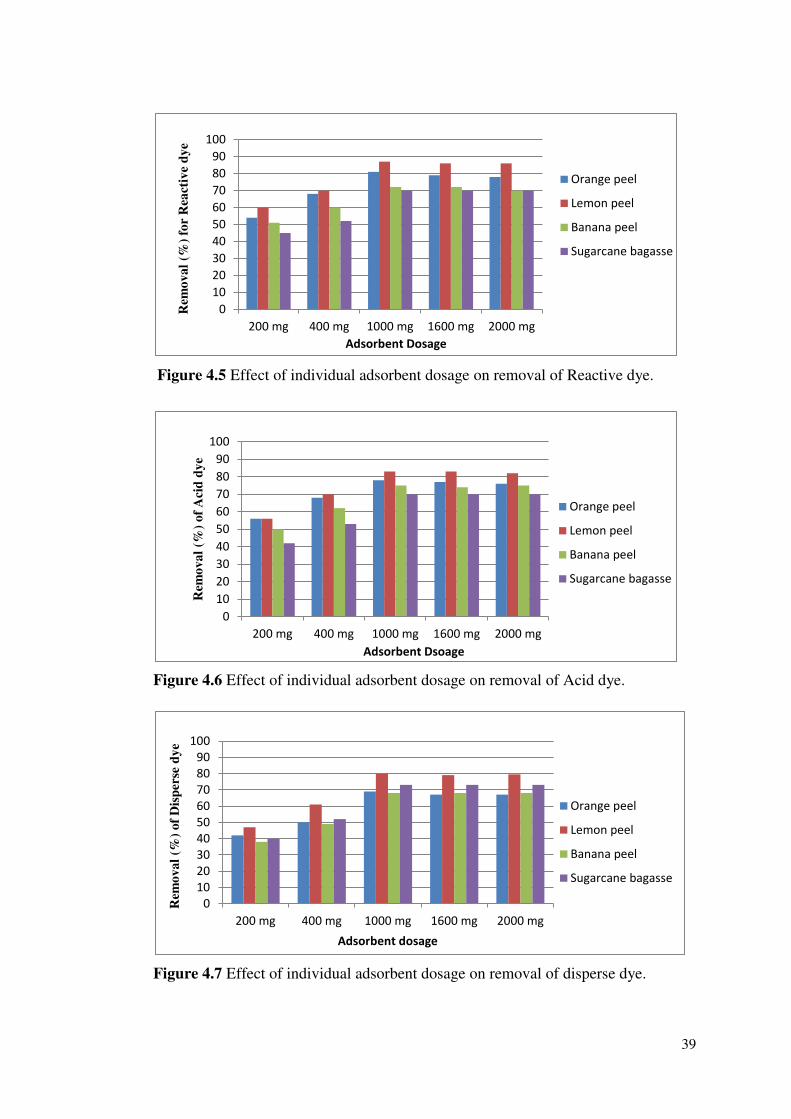
39
Figure 4.5 Effect of individual adsorbent dosage on removal of Reactive dye.
Figure 4.6 Effect of individual adsorbent dosage on removal of Acid dye.
Figure 4.7 Effect of individual adsorbent dosage on removal of disperse dye.
0
10
20
30
40
50
60
70
80
90
100
200 mg 400 mg 1000 mg 1600 mg 2000 mg
Rem
ov
al
(%)
for
Rea
ctiv
e d
ye
Adsorbent Dosage
Orange peel
Lemon peel
Banana peel
Sugarcane bagasse
0
10
20
30
40
50
60
70
80
90
100
200 mg 400 mg 1000 mg 1600 mg 2000 mg
Rem
ov
al
(%)
of
Aci
d d
ye
Adsorbent Dsoage
Orange peel
Lemon peel
Banana peel
Sugarcane bagasse
0
10
20
30
40
50
60
70
80
90
100
200 mg 400 mg 1000 mg 1600 mg 2000 mg
Rem
ov
al
(%)
of
Dis
per
se d
ye
Adsorbent dosage
Orange peel
Lemon peel
Banana peel
Sugarcane bagasse
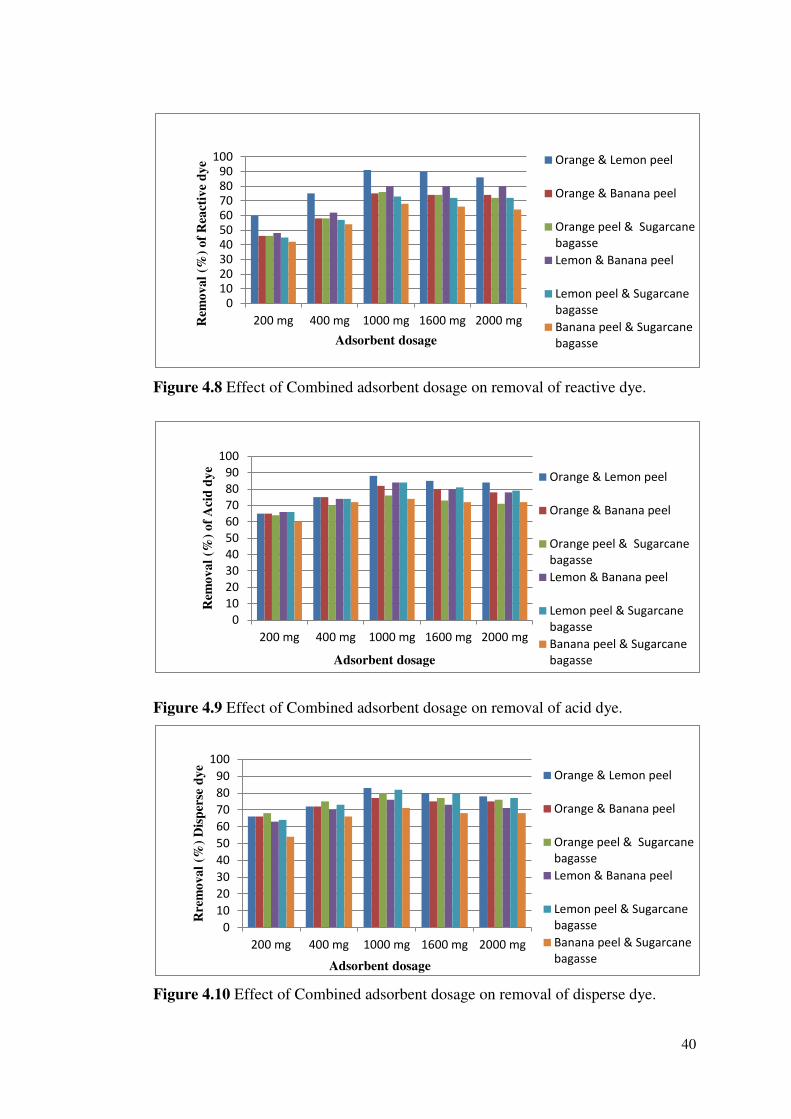
40
Figure 4.8 Effect of Combined adsorbent dosage on removal of reactive dye.
Figure 4.9 Effect of Combined adsorbent dosage on removal of acid dye.
Figure 4.10 Effect of Combined adsorbent dosage on removal of disperse dye.
0
10
20
30
40
50
60
70
80
90
100
200 mg 400 mg 1000 mg 1600 mg 2000 mgRem
ov
al
(%)
of
Rea
ctiv
e d
ye
Adsorbent dosage
Orange & Lemon peel
Orange & Banana peel
Orange peel & Sugarcane
bagasse
Lemon & Banana peel
Lemon peel & Sugarcane
bagasse
Banana peel & Sugarcane
bagasse
0
10
20
30
40
50
60
70
80
90
100
200 mg 400 mg 1000 mg 1600 mg 2000 mg
Rem
ov
al
(%)
of
Aci
d d
ye
Adsorbent dosage
Orange & Lemon peel
Orange & Banana peel
Orange peel & Sugarcane
bagasse
Lemon & Banana peel
Lemon peel & Sugarcane
bagasse
Banana peel & Sugarcane
bagasse
0
10
20
30
40
50
60
70
80
90
100
200 mg 400 mg 1000 mg 1600 mg 2000 mg
Rre
mo
va
l (%
) D
isp
erse
dy
e
Adsorbent dosage
Orange & Lemon peel
Orange & Banana peel
Orange peel & Sugarcane
bagasse
Lemon & Banana peel
Lemon peel & Sugarcane
bagasse
Banana peel & Sugarcane
bagasse
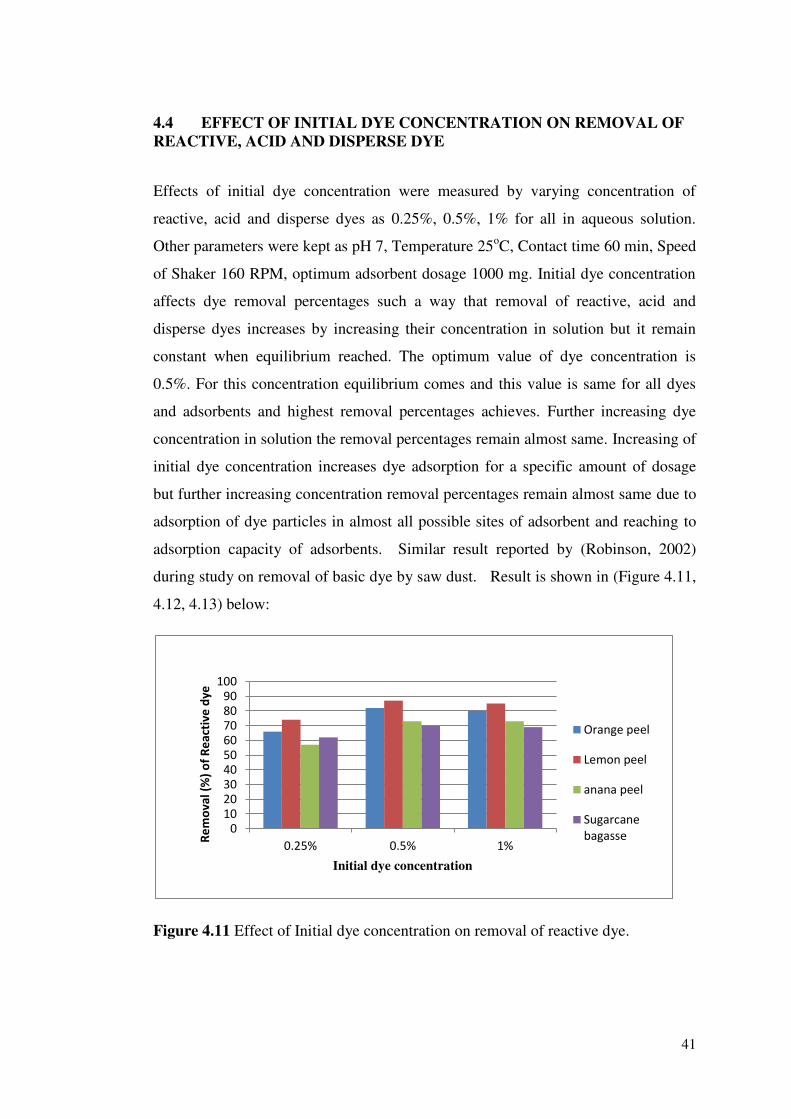
41
4.4 EFFECT OF INITIAL DYE CONCENTRATION ON REMOVAL OF
REACTIVE, ACID AND DISPERSE DYE
Effects of initial dye concentration were measured by varying concentration of
reactive, acid and disperse dyes as 0.25%, 0.5%, 1% for all in aqueous solution.
Other parameters were kept as pH 7, Temperature 25oC, Contact time 60 min, Speed
of Shaker 160 RPM, optimum adsorbent dosage 1000 mg. Initial dye concentration
affects dye removal percentages such a way that removal of reactive, acid and
disperse dyes increases by increasing their concentration in solution but it remain
constant when equilibrium reached. The optimum value of dye concentration is
0.5%. For this concentration equilibrium comes and this value is same for all dyes
and adsorbents and highest removal percentages achieves. Further increasing dye
concentration in solution the removal percentages remain almost same. Increasing of
initial dye concentration increases dye adsorption for a specific amount of dosage
but further increasing concentration removal percentages remain almost same due to
adsorption of dye particles in almost all possible sites of adsorbent and reaching to
adsorption capacity of adsorbents. Similar result reported by (Robinson, 2002)
during study on removal of basic dye by saw dust. Result is shown in (Figure 4.11,
4.12, 4.13) below:
Figure 4.11 Effect of Initial dye concentration on removal of reactive dye.
0
10
20
30
40
50
60
70
80
90
100
0.25% 0.5% 1%
Re
mo
va
l (%
) o
f R
ea
ctiv
e d
ye
Initial dye concentration
Orange peel
Lemon peel
anana peel
Sugarcane
bagasse
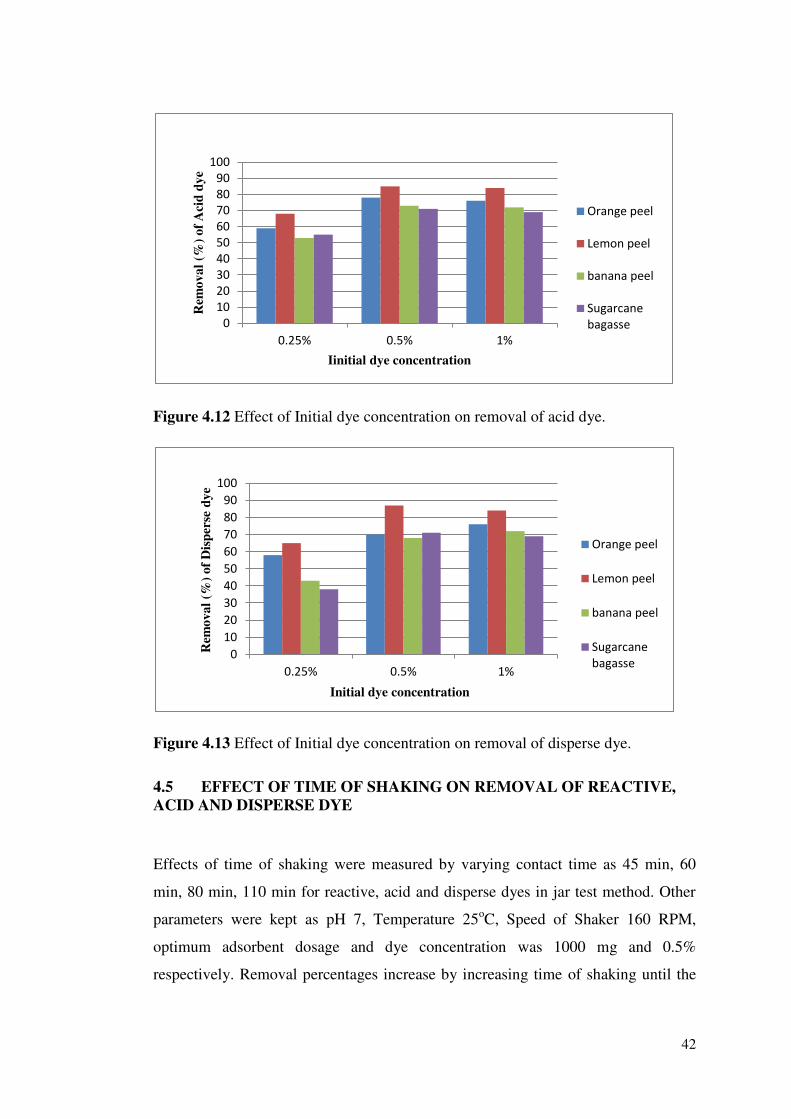
42
Figure 4.12 Effect of Initial dye concentration on removal of acid dye.
Figure 4.13 Effect of Initial dye concentration on removal of disperse dye.
4.5 EFFECT OF TIME OF SHAKING ON REMOVAL OF REACTIVE,
ACID AND DISPERSE DYE
Effects of time of shaking were measured by varying contact time as 45 min, 60
min, 80 min, 110 min for reactive, acid and disperse dyes in jar test method. Other
parameters were kept as pH 7, Temperature 25oC, Speed of Shaker 160 RPM,
optimum adsorbent dosage and dye concentration was 1000 mg and 0.5%
respectively. Removal percentages increase by increasing time of shaking until the
0
10
20
30
40
50
60
70
80
90
100
0.25% 0.5% 1%
Rem
ov
al
(%)
of
Aci
d d
ye
Iinitial dye concentration
Orange peel
Lemon peel
banana peel
Sugarcane
bagasse
0
10
20
30
40
50
60
70
80
90
100
0.25% 0.5% 1%
Rem
ov
al
(%)
of
Dis
per
se d
ye
Initial dye concentration
Orange peel
Lemon peel
banana peel
Sugarcane
bagasse
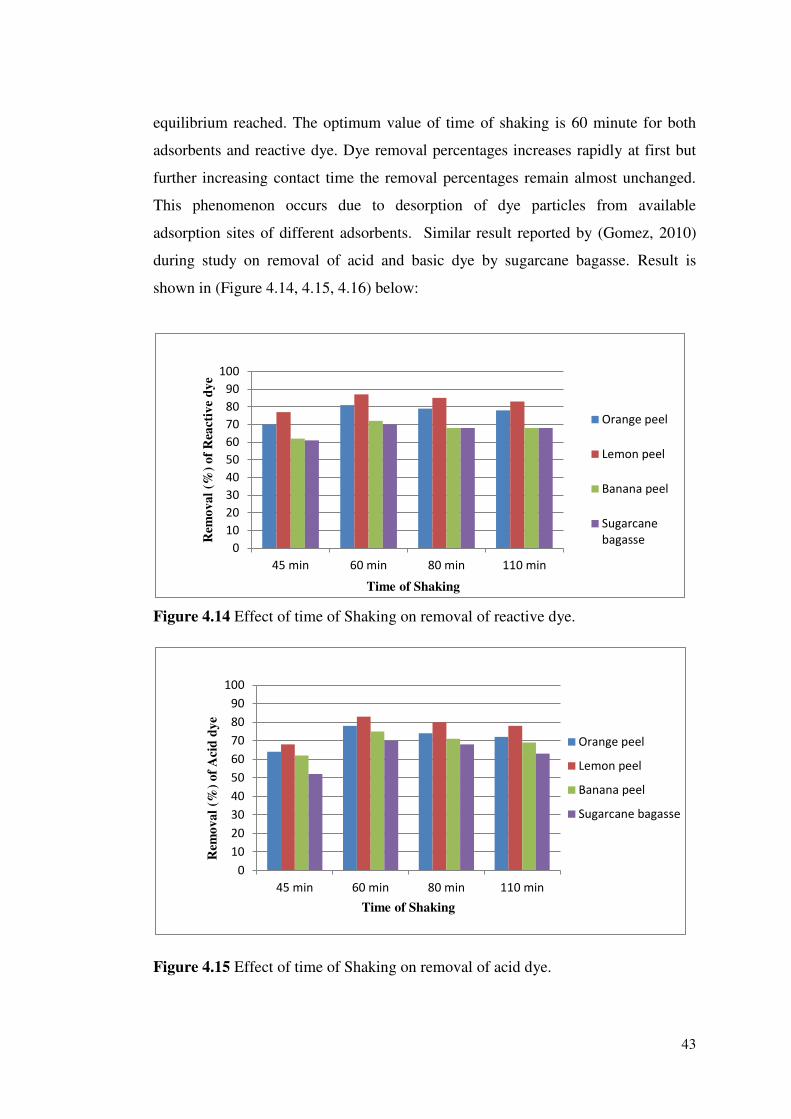
43
equilibrium reached. The optimum value of time of shaking is 60 minute for both
adsorbents and reactive dye. Dye removal percentages increases rapidly at first but
further increasing contact time the removal percentages remain almost unchanged.
This phenomenon occurs due to desorption of dye particles from available
adsorption sites of different adsorbents. Similar result reported by (Gomez, 2010)
during study on removal of acid and basic dye by sugarcane bagasse. Result is
shown in (Figure 4.14, 4.15, 4.16) below:
Figure 4.14 Effect of time of Shaking on removal of reactive dye.
Figure 4.15 Effect of time of Shaking on removal of acid dye.
0
10
20
30
40
50
60
70
80
90
100
45 min 60 min 80 min 110 min
Rem
ov
al
(%)
of
Rea
ctiv
e d
ye
Time of Shaking
Orange peel
Lemon peel
Banana peel
Sugarcane
bagasse
0
10
20
30
40
50
60
70
80
90
100
45 min 60 min 80 min 110 min
Rem
ov
al
(%)
of
Aci
d d
ye
Time of Shaking
Orange peel
Lemon peel
Banana peel
Sugarcane bagasse
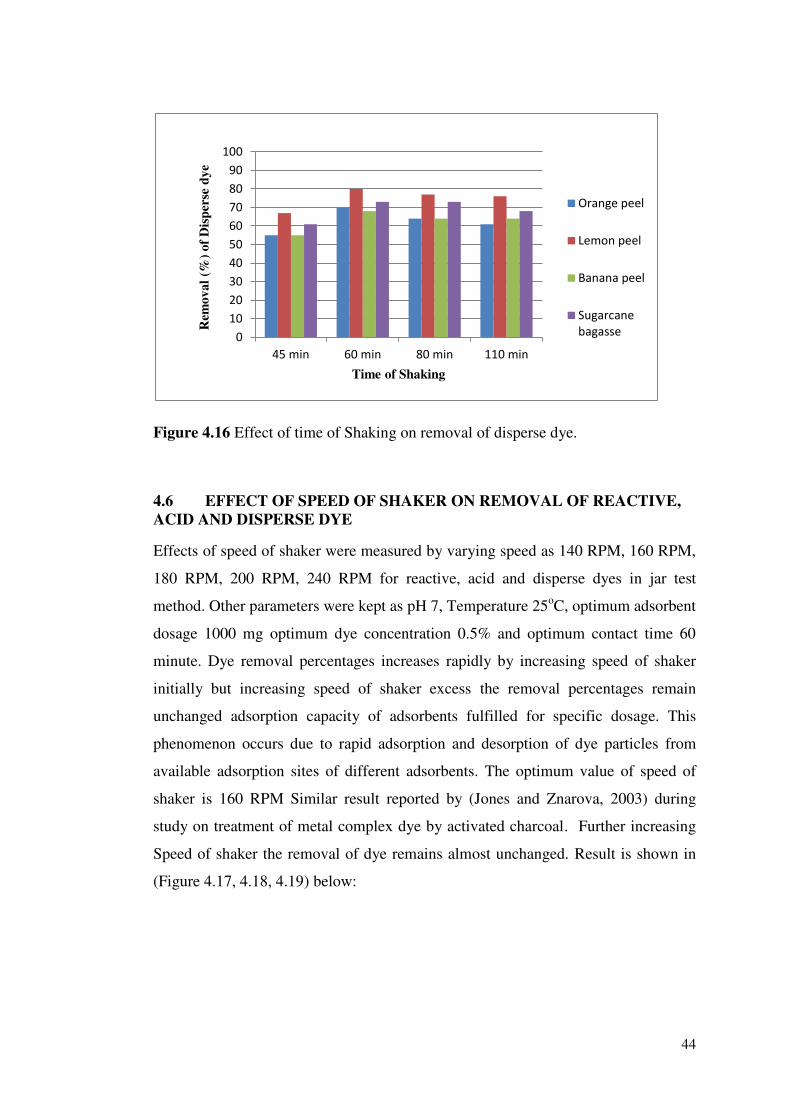
44
Figure 4.16 Effect of time of Shaking on removal of disperse dye.
4.6 EFFECT OF SPEED OF SHAKER ON REMOVAL OF REACTIVE,
ACID AND DISPERSE DYE
Effects of speed of shaker were measured by varying speed as 140 RPM, 160 RPM,
180 RPM, 200 RPM, 240 RPM for reactive, acid and disperse dyes in jar test
method. Other parameters were kept as pH 7, Temperature 25oC, optimum adsorbent
dosage 1000 mg optimum dye concentration 0.5% and optimum contact time 60
minute. Dye removal percentages increases rapidly by increasing speed of shaker
initially but increasing speed of shaker excess the removal percentages remain
unchanged adsorption capacity of adsorbents fulfilled for specific dosage. This
phenomenon occurs due to rapid adsorption and desorption of dye particles from
available adsorption sites of different adsorbents. The optimum value of speed of
shaker is 160 RPM Similar result reported by (Jones and Znarova, 2003) during
study on treatment of metal complex dye by activated charcoal. Further increasing
Speed of shaker the removal of dye remains almost unchanged. Result is shown in
(Figure 4.17, 4.18, 4.19) below:
0
10
20
30
40
50
60
70
80
90
100
45 min 60 min 80 min 110 min
Rem
ov
al
(%)
of
Dis
per
se d
ye
Time of Shaking
Orange peel
Lemon peel
Banana peel
Sugarcane
bagasse
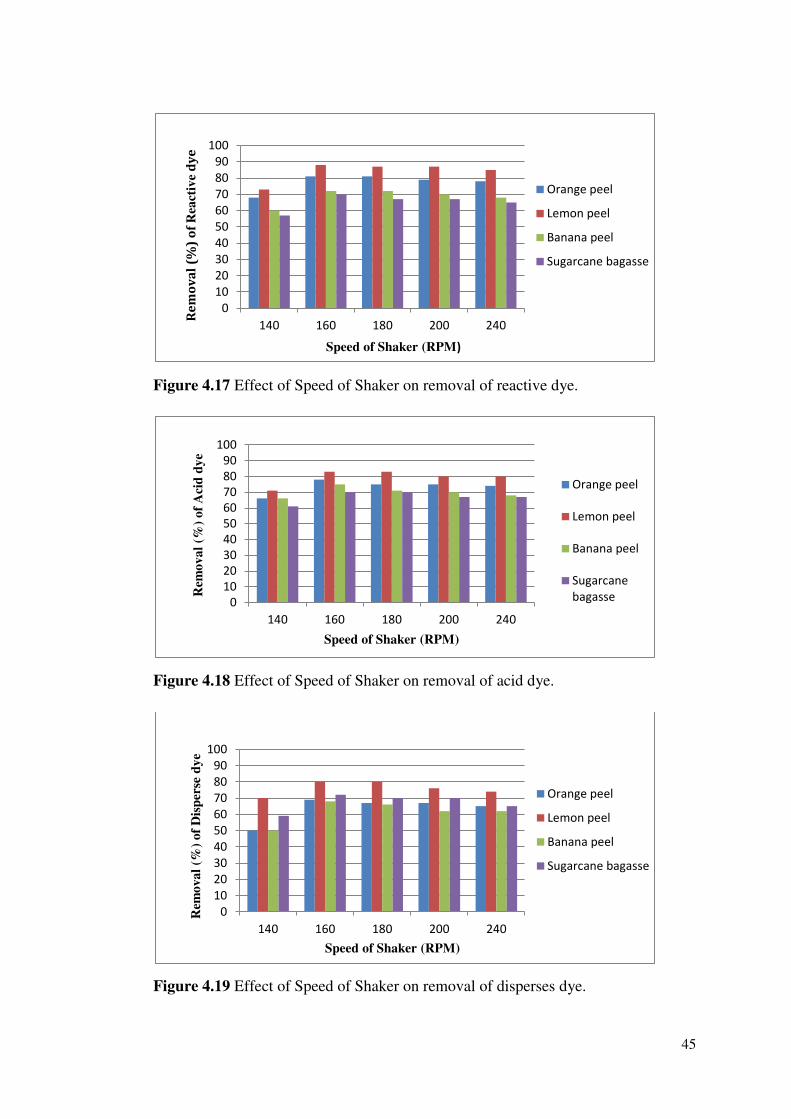
45
Figure 4.17 Effect of Speed of Shaker on removal of reactive dye.
Figure 4.18 Effect of Speed of Shaker on removal of acid dye.
Figure 4.19 Effect of Speed of Shaker on removal of disperses dye.
0
10
20
30
40
50
60
70
80
90
100
140 160 180 200 240
Re
mo
va
l (%
) o
f R
eact
ive
dy
e
Speed of Shaker (RPM)
Orange peel
Lemon peel
Banana peel
Sugarcane bagasse
0
10
20
30
40
50
60
70
80
90
100
140 160 180 200 240
Rem
ov
al
(%)
of
Aci
d d
ye
Speed of Shaker (RPM)
Orange peel
Lemon peel
Banana peel
Sugarcane
bagasse
0
10
20
30
40
50
60
70
80
90
100
140 160 180 200 240
Rem
ov
al
(%)
of
Dis
per
se d
ye
Speed of Shaker (RPM)
Orange peel
Lemon peel
Banana peel
Sugarcane bagasse
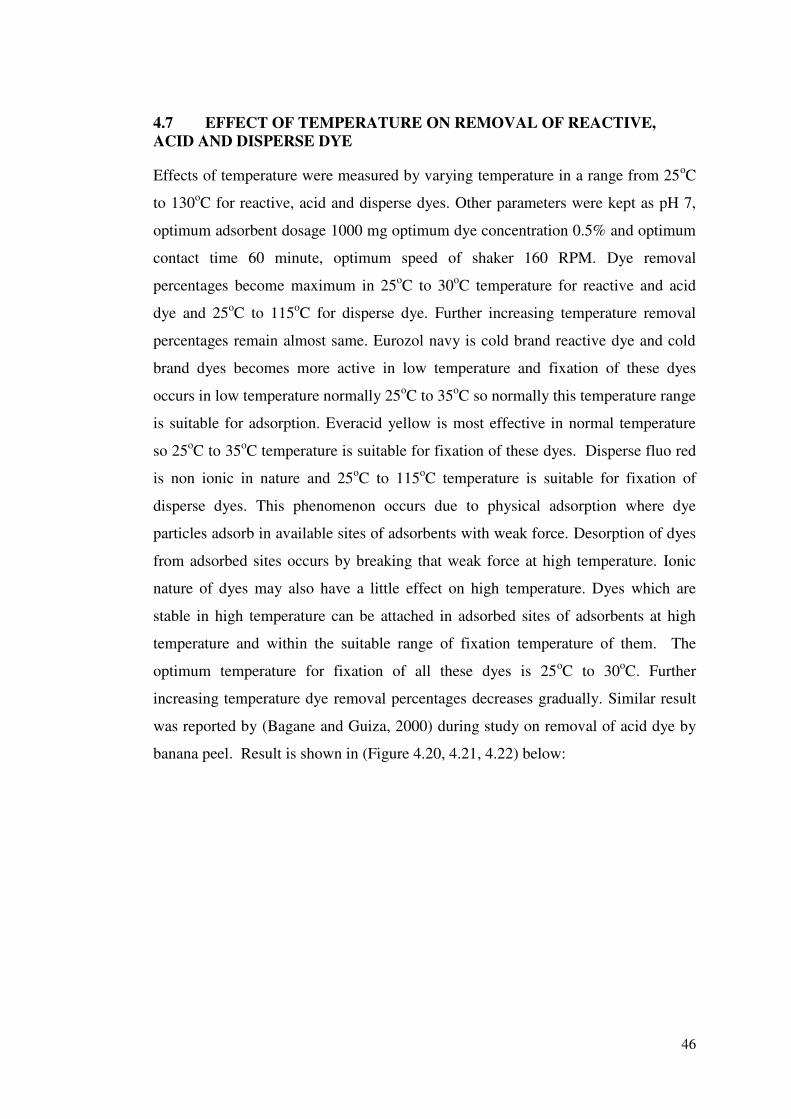
46
4.7 EFFECT OF TEMPERATURE ON REMOVAL OF REACTIVE,
ACID AND DISPERSE DYE
Effects of temperature were measured by varying temperature in a range from 25oC
to 130oC for reactive, acid and disperse dyes. Other parameters were kept as pH 7,
optimum adsorbent dosage 1000 mg optimum dye concentration 0.5% and optimum
contact time 60 minute, optimum speed of shaker 160 RPM. Dye removal
percentages become maximum in 25oC to 30
oC temperature for reactive and acid
dye and 25oC to 115
oC for disperse dye. Further increasing temperature removal
percentages remain almost same. Eurozol navy is cold brand reactive dye and cold
brand dyes becomes more active in low temperature and fixation of these dyes
occurs in low temperature normally 25oC to 35
oC so normally this temperature range
is suitable for adsorption. Everacid yellow is most effective in normal temperature
so 25oC to 35
oC temperature is suitable for fixation of these dyes. Disperse fluo red
is non ionic in nature and 25oC to 115
oC temperature is suitable for fixation of
disperse dyes. This phenomenon occurs due to physical adsorption where dye
particles adsorb in available sites of adsorbents with weak force. Desorption of dyes
from adsorbed sites occurs by breaking that weak force at high temperature. Ionic
nature of dyes may also have a little effect on high temperature. Dyes which are
stable in high temperature can be attached in adsorbed sites of adsorbents at high
temperature and within the suitable range of fixation temperature of them. The
optimum temperature for fixation of all these dyes is 25oC to 30
oC. Further
increasing temperature dye removal percentages decreases gradually. Similar result
was reported by (Bagane and Guiza, 2000) during study on removal of acid dye by
banana peel. Result is shown in (Figure 4.20, 4.21, 4.22) below:
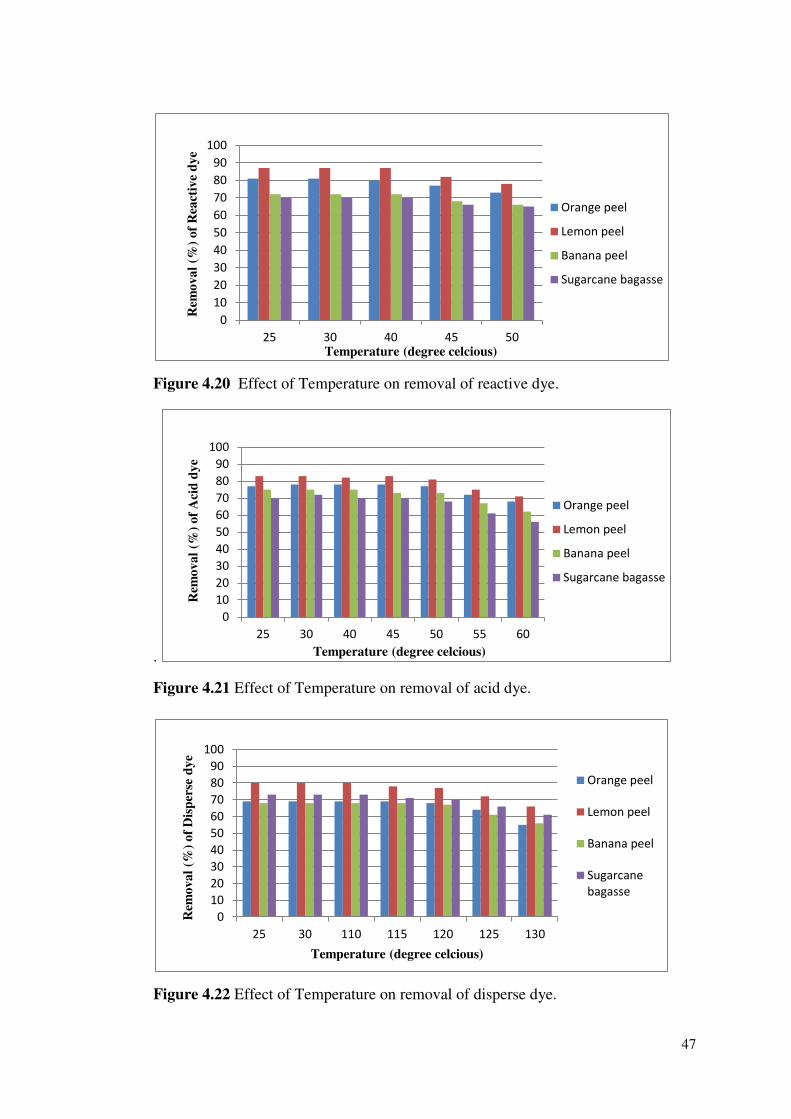
47
Figure 4.20 Effect of Temperature on removal of reactive dye.
.
Figure 4.21 Effect of Temperature on removal of acid dye.
Figure 4.22 Effect of Temperature on removal of disperse dye.
0
10
20
30
40
50
60
70
80
90
100
25 30 40 45 50
Rem
ov
al
(%)
of
Rea
ctiv
e d
ye
Temperature (degree celcious)
Orange peel
Lemon peel
Banana peel
Sugarcane bagasse
0
10
20
30
40
50
60
70
80
90
100
25 30 40 45 50 55 60
Rem
ov
al
(%)
of
Aci
d d
ye
Temperature (degree celcious)
Orange peel
Lemon peel
Banana peel
Sugarcane bagasse
0
10
20
30
40
50
60
70
80
90
100
25 30 110 115 120 125 130
Rem
ov
al
(%)
of
Dis
per
se d
ye
Temperature (degree celcious)
Orange peel
Lemon peel
Banana peel
Sugarcane
bagasse

48
4.8 EFFECT OF pH OF SOLUTION ON REMOVAL OF REACTIVE,
ACID AND DISPERSE DYE
Effects of pH were measured by varying pH in a range from 2 to 12 for reactive,
acid and disperse dyes solutions. Other parameters were kept optimum temperature
25oC, optimum adsorbent dosage 1000mg, optimum dye concentration 0.5% and
optimum contact time 60 minute, optimum speed of shaker 160 RPM. Eurozol Navy
reactive dye is anionic in nature and removal increases from acidic to neutral
condition and in pH 7 to 9 the removal percentages becomes maximum for both
adsorbents but further increasing pH value dye removal percentages decreases
gradually. Everacid yellow is acid dye and anionic in nature it removes better in
acidic condition maximum in pH 7 to 8. Further increasing pH the removal
percentages falls gradually. Disperse fluo red is non ionic in nature but it also
removes better in acidic condition and maximum in pH 7 to 9. Excess variation of
pH from neutral point to acidic and alkaline side decreases the removal of disperse
dye gradually. This phenomenon occurs due to cationic and anionic charge
attraction between adsorbents and dye particles in lower to neutral and slight
alkaline condition. when the pH value of solution is lower the large number of H+
ions is present is solution which creates the surface charge attraction between
adsorbent surface dye particles. The values of pH 7 to 9 is suitable for maximum
removal of reactive, acid and disperse dyes and further excess increasing or
decreasing pH value decreases the removal percentages gradually. Similar result was
reported by (Bagane and Guiza, 2000) during study on removal of acid dye by
banana peel. Result is shown in (Figure 4.23, 4.24, 4.25) below:
Figure 4.23 Effect of pH on removal of reactive dye.
0
20
40
60
80
100
2 3 4 5 6 7 8 9 10 11 12
Rem
ov
al
(%)
of
Rea
ctiv
e
dy
e
pH
Orange
peel
Lemon peel
Banana
peel
Sugarcane
bagasse

49
Figure 4.24 Effect of pH on removal of acid dye.
Figure 4.25 Effect of pH for disperse dye.
4.9 TURBIDITY REMOVAL
Turbidity of initial dye solution reduces due to removal of dye particles. Reactive
dye solution shows initial turbidity 182 NTU and the final turbidity is 35, 24, 51 and
55 NTU after adsorption with orange, lemon, banana peel and sugarcane bagasse.
Acid dye solution shows initial turbidity 158 NTU and the final turbidity is 35, 27,
40 and 47 NTU after adsorption with orange, lemon, banana peel and sugarcane
bagasse. Disperse dye solution shows initial turbidity 206 NTU and the final
turbidity is 64, 44, 66 and 56 NTU after adsorption with orange, lemon, banana peel
and sugarcane bagasse. It is clear that as dye particles adsorbed in to the surface of
the adsorbents and when adsorbents separated from dye solution after completing
the process using whatman filter paper, turbidity reduces proportionally with dye
0
10
20
30
40
50
60
70
80
90
100
2 3 4 5 6 7 8 9 10 11 12
Rem
ov
al
(%)
of
Aci
d d
ye
pH
Orange
peel
Lemon peel
Banana
peel
Sugarcane
bagasse
0
10
20
30
40
50
60
70
80
90
100
2 3 4 5 6 7 8 9 10 11 12
Rem
ov
al
(%)
of
Dis
per
se d
ye
pH
Orange peel
Lemon peel
Banana peel
Sugarcane
bagasse
50
removal and in a constant way. So reduction of turbidity is constantly proportional
with dye removal. Similar result reported by (Chowdhury, 2002) during study on
adsorption of textile waste by activated sludge.
4.10 DYE EXTRACTION
The detachment of dye particles from adsorbent by washing with only distilled water
without using any chemical indicates that the attraction force works between dye
particles and adsorbents is simple weak van der waals force by which dye and
adsorbent are held together as the weak force breaks simply during washing and
extraction occurs. Extractions of dye normally known as desorption also and it is a
reverse process of physical adsorption. Similar to the results was reported by
(Namasivayam, 2005) during observing extraction of reactive dye from orange peel.
4.11 ANALYSIS OF REACTIVE, ACID AND DISPERSE DYE
STRUCTURE
According to (Figure 3.1) the dye structure of Eurozol navy reactive dye shows that
it has five nitrogen atom and three nitrogen atoms attached with double bond in its
dye structure. Reactive dye is strongly anionic in nature for these nitrogen atoms and
so the removal percentages are very high by adsorbents at different pH value.
(Figure 3.2) shows that Everacid yellow acid dye contains three nitrogen atom in its
structure between two of them are attached double bonded. Acid dye is also anionic
in nature but due lower number of nitrogen atom present in its structure the anionic
nature in not so strong as reactive dye. So removal of acid dyes by different
adsorbent is high to moderate at different pH value. (Figure 3.3) shows that disperse
fluo red dye has three nitrogen atoms in its structure but due to hydrophobic and non
ionic nature of disperse dye it does not show much negativity compare to reactive
and acid dye at different pH value. So removal of disperse dyes by different
adsorbents is less than acid and reactive dye. Similar result reported by (Broadbent,
2001) by analyzing atomic structure of different textile dyes.

51
4.12 ADSORPTION ISOTHERM
Adsorption isotherm of reactive, acid and disperse dye removal by orange peel,
lemon peel, banana peel and sugarcane bagasse were plotted by calculating Ce
(mg/l) and qe (mg/g) and a graph (qe Vs. Ce) was drawn by following isotherm
equation. The shape of the graph shows that adsorption of follows both Langmuier
and Freundlich isotherm. Result is shown in (figure 4.32) below:
Figure 4.26: Langmuier and Freundlich Isotherm for Reactive, Acid and Disperse
……………...Dye.
qe
(mg
/l)
ce (mg/l)
Langmuier and Freudlich Isotherm
Reactive
dye
Acid dye
Disperse
dye

Chapter 5
CONCLUSIONS AND RECOMMENDATIONS
5.1 INTRODUCTION
This Chapter summarizes the major conclusions based on the results of this study. It
appears from the study that textile dyes as reactive, acid, disperse can be removed
effectively from aqueous solution using orange peel, lemon peel, banana peel and
sugarcane bagasse as adsorbent.
5.2 CONCLUSIONS
Major conclusions from this study may be summarized as follows:
i) Colour of reactive, acid, disperse dyes could be effectively removed from aqueous
solution by Orange, Lemon, Banana peels and Sugarcane bagasse.
ii) Colour removal is influenced by initial dye concentration and adsorbent dosage.
In this study 1000 mg dosage was found optimum for orange, lemon, banana peel
and sugarcane bagasse both individually and combinedly.
iv) Colour removal was influenced by speed of shaker and time of shaking. In this
study 160 RPM and 60 minute was found optimum Speed of Shaker and time of
shaking for all dyes and adsorbents.
v) Colour removal was temperature and pH dependent. In this study the optimum
temperature and pH was found 25oC and 7 for maximum adsorption of dyes by
adsorbents.
vi) Maximum removal of Colour of reactive dye (up to 91%) was found due to its
strong anionic nature under pH 7.
53
ix) Experimental data of removal of colour of reactive, acid and disperse could be
described by Langmuire and Freundlich adsorption isotherm model.
x) .The attraction forces between colour particles and adsorbents are weak attraction
force as Van der Waals force and adsorption type is physical adsorption.
5.3 RECOMMENDATIONS FOR FUTURE STUDY
Major recommendations for continuation of the present work in the future are given
below.
i) In this study four different types of adsorbent used for dye removal but similar
type adsorbents can also be used for removal of these dyes.
ii) In this study three different dyes used for analyzing dye removal possibility but
other dyes of similar or different groups can be used for further analysis.
iii) This process can be used for analyzing the removal of printing waste material
from aqueous solution.
iv) Natural dyes are now a days using in textile colouration process and those dyes
are also need to be removed from waste water. So, further study using this process
on those dyes can be conducted to remove those dyes.
54
REFERENCES
Arhan, F and Bulycrids, G (2009). “A review on environmental impact of textile raw
waste after discharge” Environment science journal. 21, pp 43-52.
Asfour, H. M., Fadali, O. A., Nassar, M. M. & Ei-Feundi, M. S. (1985).
“Equilibrium studies on adsorption of basic dyes on hard wood”. Journal of
Chem. Technol. Biotechnol., 35A, 21-27.
Azab, M. S. & Peterson, P. J. (1989). “The removal of cadmium from water by the
use of biological sorbents”. Water Sci. Technol. 21, pp 1705-1706.
Bagane, M., Guiza, S., (2000). “Removal of a dye from textile effluents by
adsorption”. Journal of Ann. Chim. Sci. Mater. 25, pp.615–626.
Bangladesh Textile Mills Association (BTMA) annual report (2014). Available at
http://www.btma.com [accessed on 10th
January, 2016]
Bangladesh Knitwear Manufacturing and Export Association (BKMEA), (2014).
“Industrial survey report for Textile Sector”. Available at http://www.bkmea.com
[accessed on 10th
January, 2016]
Broadbent, A. (2001). “Basic Principles of Textile Coloration”. 3rd ed. New York:
Society of Dyers and Colorists.
Chaudhary, A.J., Ganguli, B., Grimes, S.M., (2002). “The use of chromium waste
sludge for the adsorption of colour from dye effluent streams”. Journal of
Chem. Technol. Biotecnol. 77, pp. 767–770.
Chowdhury, A.(2006). “Textile preparation and Dyeing”. 4th ed. India: Oxford and
IBH co.pvt.Ltd.
Cohen, H. (1978). The use of ultrafiltration membranes in treatment of textile dye
house waste. 2nd Nat. Conf. on Complete Water Reuse, Chicago, pp. 992-
995. Amer. Inst. Chem. Engng and US Environmental Protection Agency,
Washington, DC.
55
Corria, VM.(2008). “Sulfonated surfactance and related compounds desulfonation
by aerobic and anaerobicc compound”. Journal of Tenside surfactance and
detergents. 35, pp 55-69
Cristeena,A. and Pervan,A. (2007). “Removal of methylene blue dyes by adsorption
using yellow fruit peel”. Journal of Bioresource Technology.05. pp. 3162–
3166.
Eckenfelder, W.W. (2000), Industrial water Pollution Control, Technology &
Engineering, McGraw-Hill Publishers.
Forgacs, E., Cserha´ti, T., Oros, G., (2004). “Removal of synthetic dyes from
wastewaters” A review on Environ. Int. 30, pp. 953–971.
Garg, V.K., Amita, M., Kumar, R., Gupta, R., ( 2004). “Basic dye (methylene blue)
removal from simulated wastewater by adsorption using Indian rosewood
sawdust”. Journal of Dyes Pigments. 63. pp. 243–250.
Gilbert, A. and Chung,H.(2012). “The removal of textile dyes using modified
adsorbents”. Journal of Environmental Technology. 24. pp. 834-840.
Gomez, R. andBenchly,P.(2010).“Decolorization of dyes by using different seeds
andpeels”, Journal of Hazardous Materials, 12, pp 135– 140.
Gupta, G. S., Prasad, G. & Singh, V. N. (1989). China clay as adsorbent for mordant
blue-13. Journal of Indian Assoc.Environ. Mgmnt.16. 174-179.
Janos, P., Buchtova´, H., Ry ´znarova´, M., (2003). “Sorption of dyes from aqueous
solution onto fly ash”. J. Water Res. 37, pp.4938–4944.
Karaca, S., Gu¨rses, A., Bayrak, R.,(2004). “Effect of some pre-treatments on the
adsorption of methylene blue by Balkaya lignite”. Journal of Energy
Convers. Manage. 45. pp.1693–1704.
Kayzar,G.(2010). “Agricultural peels for adsorption of different types of dyes”,
Journal of Hazardous Materials. 12. pp 118– 127.
Khare, S. K., Panday, K. K., Srivastava, R. M. & Singh, V.M. (1987). Removal of
Victoria blue from aqueous solution by fly ash. Journal of Chem. Technol.
Biotechnol. 38. 99-104.
56
ksu, Z., (2005). “Application of biosorption for the removal of organic pollutants: a
review Journal of Proc. Biochem. 40. pp.997–1026.
KulkarnI, N.and Biswas,G.(2014). “The treatment of reactive dyes using lemon and
banana peels”. Journal of Molecular Liquids. 13. pp. 381–389.
Leanov, C and kartika, D (2010). “Removal of sulphur dye by bacterial cell”
Journal of Textile Science. 12. pp 45-51
Mckay, G., Otterburn, M. S. & Jamal, A. A. (1985). Fuller's earth and fired clay as
adsorbent for dyestuffs: equilibrium and rate studies. Journal of Water Air
and Soil Poll. 24, 307-322.
Merzouk, B., Madanik and Sekki, A. (2010), “Using electrocoagulation-
electroflotation technology to treat synthetic solution and textile wastewater,
two case uridation studies”, Desalination, Vol. 250, pp. 573-577.
Mohamed, M.M.,(2004). “Acid dye removal: comparison of surfactant-modified
mesoporous FSM-16 with activated carbon derived from rice husk”. Journal
of Colloid Int. Sci. 272, pp.28–34.
Murali, B. and Gonzopera,N.(2011). “The use of Natural adsorbents for adsorption
and removal of Textile dyes”. Journal of Environmental Technology. 24. pp.
821-829
Namasivayam, C. and Yamuna, K.(2007). “Removal of dyes from aqueous solution
by cellulosic waste sawdast”, Journal of Bioresource Technology. 05. pp.
125–135.
Namasivayam, C., Sumithra, S., (2005). “Removal of direct red 12B and methylene
blue from water by adsorption onto Fe(III)/Cr(III) hydroxide, an industrial
solid waste”. Journal of Hazard. Mater. B92, pp.263–274.
Namasivayam,C. and Gayatri,K.(2009). “Removal of dyes from aqueous solution by
cellulosic waste orange peel”, Journal of Bioresource Technology. 06. pp.
1128–1135.
57
Panswed, J. & Wongchaisuwan, S. (1986). “Mechanism of dye wastewater colour
removal by magnesium carbonate-hydrated basic”. Journal of Water Sci.
Technol. 18. 139-144.
Poots, V. J. P., Mckay, G. & Healy, J. J. (1976). The removal of acid dyes from
effluents using natural adsorbents.I. Peat. Water Res. 10 1061-1066.
Ramakrishna, K.R., Viraraghavan, T., (1997). “Dye removal using low cost
adsorbents”. Journal of Water Sci. Technol. 36.pp. 189–196.
Ray, P. K. (1986). Environmental pollution and cancer. Journal of Sci. Indust. 45
pp 370-371.
Robinson, T., McMullan, B., Chandran, R., Nigam, P., (2002). “Effect of
pretreatments of three waste residues, wheat straw, corncobs and barley
husks on dye adsorption”.J. Bioresour. Technol. 85, pp.119–124.
Robinson,K.andHans,G. (2012). “Textile dye treatment by natural adsorbents – saw
dust”. Journal of Textile Engineering, 02, pp.120-128.
Singh, V. N., Mishra, G. & Panday, K. K. (1984). Removal of congo red by
wollastonite. Indian Journal of Technol. 22. pp 70-71.
Venkata Rao, B. & Sastry, C. A. (1987). Removal of dyes from water and
wastewater by adsorption. Indian Journal of Environ. Protection. 7. pp. 363-
376.
Waranusantigul, P., Pokethitiyook, P., Kruatrachue, M., Upatham, E.S., (2003).
“Kinetics of basic dye (methylene blue) biosorption by giant duckweed
(Spirodela polyrrhiza)”. Journal of Environ. Pollut. 125, pp.385–392.
APPENDICES

A-1
Appendix-A: Figure of Laboratory Test for removal of reactive, acid,
Disperse dye using orange, lemon, banana and sugarcane
bagasse .

A-2
Fig. A-1 Lemon, orange, banana peel powder and sugarcane bagasse
Fig. A-2 Removal of dyes by jar test method

A-3
Fig A-3 Reactive dye sample before and after removal
Fig A-4 Acid dye sample before and after removal
A-4
Fig A-5 Disperse dye sample before and after removal

A-5
Appendix-B: Laboratory test parameters to determine removal of
reactive, acid, Disperse dye using orange, lemon, banana and
sugarcane bagasse.
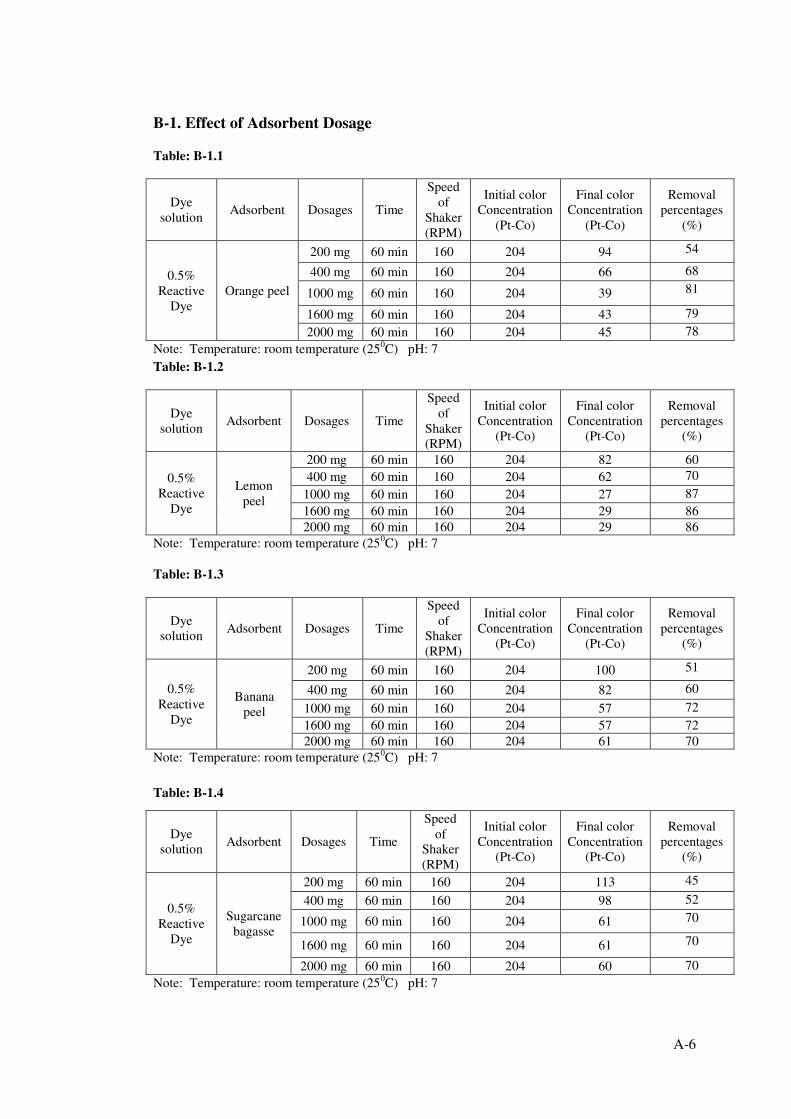
A-6
B-1. Effect of Adsorbent Dosage
Table: B-1.1
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Orange peel
200 mg 60 min 160 204 94 54
400 mg 60 min 160 204 66 68
1000 mg 60 min 160 204 39 81
1600 mg 60 min 160 204 43 79
2000 mg 60 min 160 204 45 78
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.2
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Lemon
peel
200 mg 60 min 160 204 82 60
400 mg 60 min 160 204 62 70
1000 mg 60 min 160 204 27 87
1600 mg 60 min 160 204 29 86
2000 mg 60 min 160 204 29 86
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.3
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Banana
peel
200 mg 60 min 160 204 100 51
400 mg 60 min 160 204 82 60
1000 mg 60 min 160 204 57 72
1600 mg 60 min 160 204 57 72
2000 mg 60 min 160 204 61 70
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.4
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Sugarcane
bagasse
200 mg 60 min 160 204 113 45
400 mg 60 min 160 204 98 52
1000 mg 60 min 160 204 61 70
1600 mg 60 min 160 204 61 70
2000 mg 60 min 160 204 60 70
Note: Temperature: room temperature (250C) pH: 7

A-7
Table: B-1.5
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Orange
peel
200 mg 60 min 160 196 87 56
400 mg 60 min 160 196 63 68
1000 mg 60 min 160 196 44 78
1600 mg 60 min 160 196 45 77
2000 mg 60 min 160 196 47 76
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.6
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Lemon
peel
200 mg 60 min 160 196 87 56
400 mg 60 min 160 196 59 70
1000 mg 60 min 160 196 34 83
1600 mg 60 min 160 196 34 83
2000 mg 60 min 160 196 35 82
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.7
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Banana
peel
200 mg 60 min 160 196 98 50
400 mg 60 min 160 196 75 62
1000 mg 60 min 160 196 50 75
1600 mg 60 min 160 196 51 74
2000 mg 60 min 160 196 50 75
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.8
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Sugarcane
bagasse
200 mg 60 min 160 196 114 42
400 mg 60 min 160 196 93 53
1000 mg 60 min 160 196 59 70
1600 mg 60 min 160 196 59 70
2000 mg 60 min 160 196 59 70
Note: Temperature: room temperature (250C) pH: 7

A-8
Table: B-1.9
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Orange
peel
200 mg 60 min 160 210 122 42
400 mg 60 min 160 210 105 50
1000 mg 60 min 160 210 68 69
1600 mg 60 min 160 210 69 67
2000 mg 60 min 160 210 70 67
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.10
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Lemon
peel
200 mg 60 min 160 210 111 47
400 mg 60 min 160 210 82 61
1000 mg 60 min 160 210 42 80
1600 mg 60 min 160 210 44 79
2000 mg 60 min 160 210 43 79.5
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.11
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Banana
peel
200 mg 60 min 160 210 130 38
400 mg 60 min 160 210 108 49
1000 mg 60 min 160 210 68 68
1600 mg 60 min 160 210 68 68
2000 mg 60 min 160 210 68 68
Note: Temperature: room temperature (250C) pH: 7
Table: B-1.12
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Sugarcane
bagasse
200 mg 60 min 160 210 126 40
400 mg 60 min 160 210 101 52
1000 mg 60 min 160 210 57 73
1600 mg 60 min 160 210 57 73
2000 mg 60 min 160 210 58 73
Note: Temperature: room temperature (250C) pH: 7

A-9
B-2 Effect of Initial Dye Concentration
Table B-2.1
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.25%
Reactive
Dye
Orange 1000 mg 60 min 160 106 36 66
Lemon 1000 mg 60 min 160 106 27 74
Banana 1000 mg 60 min 160 106 46 57
Sugarcane 1000 mg 60 min 160 106 40 62
Note: Temperature: room temperature (250C) pH: 7
Table B-2.2
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Orange 1000 mg 60 min 160 204 37 82
Lemon 1000 mg 60 min 160 204 27 87
Banana 1000 mg 60 min 160 204 55 73
Sugarcane 1000 mg 60 min 160 204 61 70
Note: Temperature: room temperature (250C) pH: 7
Table B-2.3
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
1%
Reactive
Dye
Orange 1000 mg 60 min 160 410 82 80
Lemon 1000 mg 60 min 160 410 62 85
Banana 1000 mg 60 min 160 410 111 73
Sugarcane 1000 mg 60 min 160 410 126 69
Note: Temperature: room temperature (250C) pH: 7
Table B-2.4
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.25%
Acid Dye
Orange 1000 mg 60 min 160 98 40 59
Lemon 1000 mg 60 min 160 98 34 68
Banana 1000 mg 60 min 160 98 50 53
Sugarcane 1000 mg 60 min 160 98 48 55
Note: Temperature: room temperature (250C) pH: 7
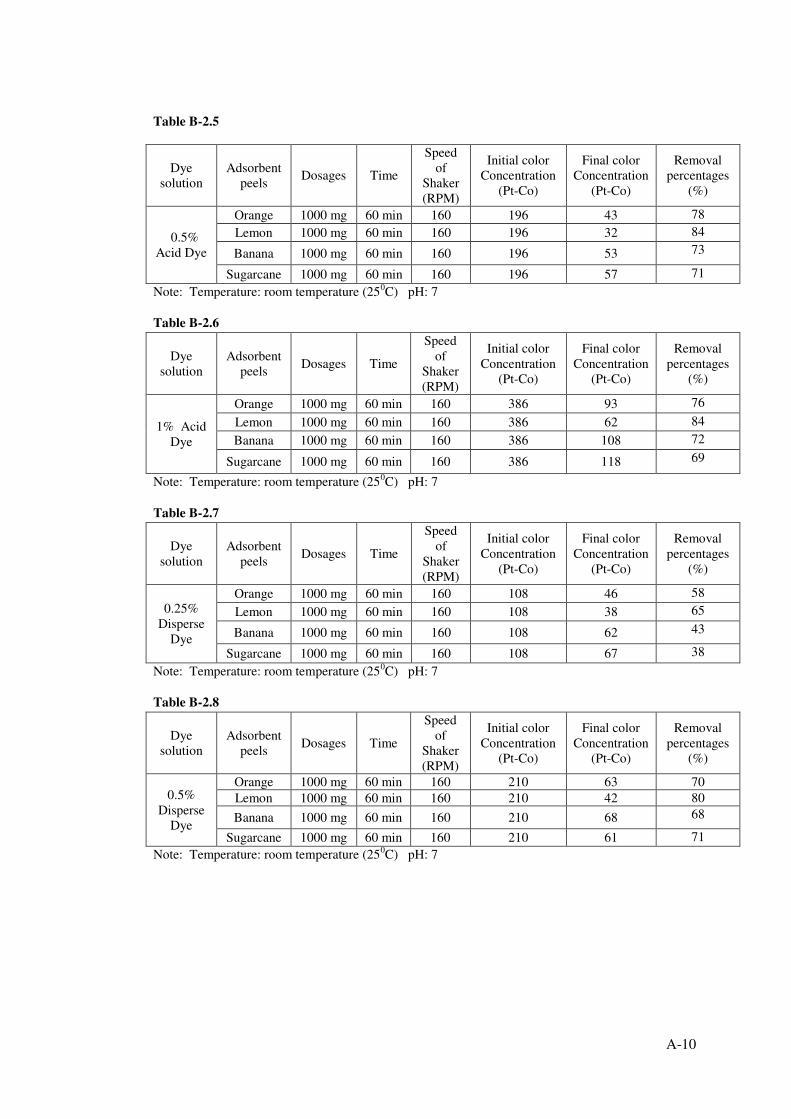
A-10
Table B-2.5
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Orange 1000 mg 60 min 160 196 43 78
Lemon 1000 mg 60 min 160 196 32 84
Banana 1000 mg 60 min 160 196 53 73
Sugarcane 1000 mg 60 min 160 196 57 71
Note: Temperature: room temperature (250C) pH: 7
Table B-2.6
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
1% Acid
Dye
Orange 1000 mg 60 min 160 386 93 76
Lemon 1000 mg 60 min 160 386 62 84
Banana 1000 mg 60 min 160 386 108 72
Sugarcane 1000 mg 60 min 160 386 118 69
Note: Temperature: room temperature (250C) pH: 7
Table B-2.7
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.25%
Disperse
Dye
Orange 1000 mg 60 min 160 108 46 58
Lemon 1000 mg 60 min 160 108 38 65
Banana 1000 mg 60 min 160 108 62 43
Sugarcane 1000 mg 60 min 160 108 67 38
Note: Temperature: room temperature (250C) pH: 7
Table B-2.8
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Orange 1000 mg 60 min 160 210 63 70
Lemon 1000 mg 60 min 160 210 42 80
Banana 1000 mg 60 min 160 210 68 68
Sugarcane 1000 mg 60 min 160 210 61 71
Note: Temperature: room temperature (250C) pH: 7

A-11
Table B-2.9
Dye
solution
Adsorbent
peels Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
1%
Disperse
Dye
Orange 1000 mg 60 min 160 420 131 69
Lemon 1000 mg 60 min 160 420 80 81
Banana 1000 mg 60 min 160 420 147 65
Sugarcane 1000 mg 60 min 160 420 118 72
Note: Temperature: room temperature (250C) pH: 7
B-3 Effect of agitation speed of shaker
Table B-3.1
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Orange
peel
1000 mg 60 min 140 204 66 68
1000 mg 60 min 160 204 39 81
1000 mg 60 min 180 204 39 81
1000 mg 60 min 200 204 43 79
1000 mg 60 min 240 204 45 78
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
Table B-3.2
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Lemon
peel
1000 mg 60 min 140 204 55 73
1000 mg 60 min 160 204 25 88
1000 mg 60 min 180 204 26 87
1000 mg 60 min 200 204 26 87
1000 mg 60 min 240 204 29 85
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
Table B-3.3
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Banana
peel
1000 mg 60 min 140 204 81 60
1000 mg 60 min 160 204 57 72
1000 mg 60 min 180 204 57 72
1000 mg 60 min 200 204 61 70
1000 mg 60 min 240 204 63 68
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
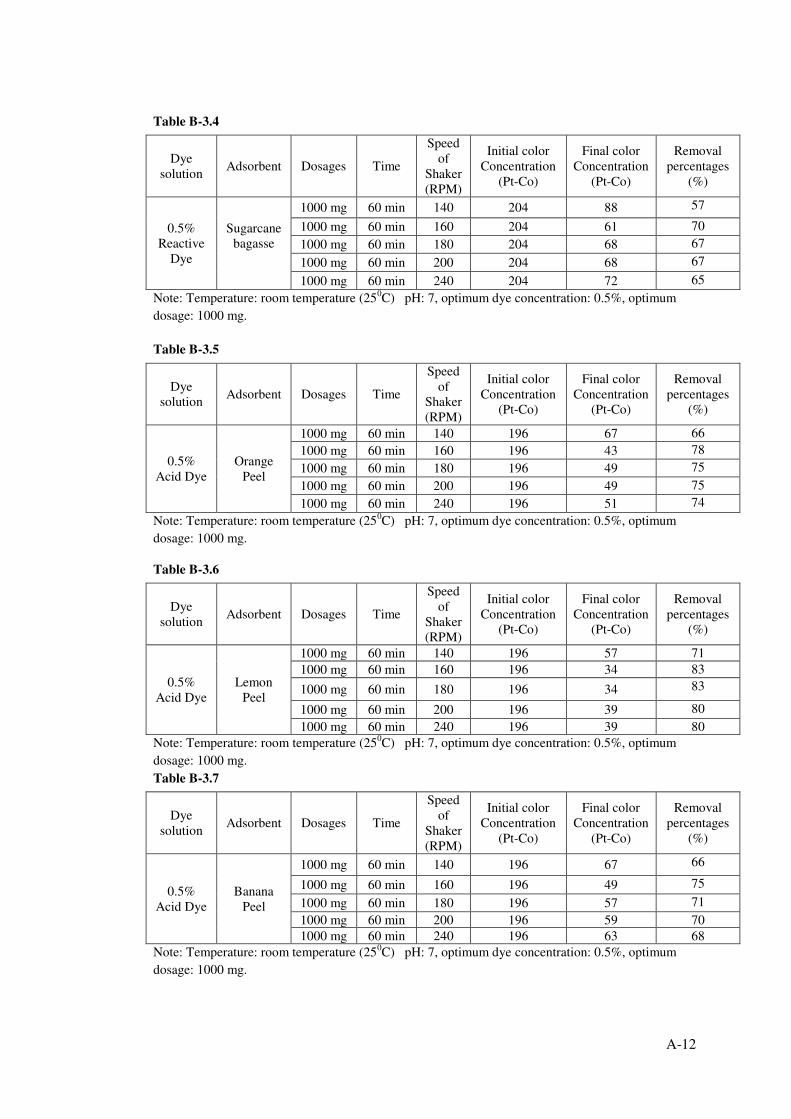
A-12
Table B-3.4
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Sugarcane
bagasse
1000 mg 60 min 140 204 88 57
1000 mg 60 min 160 204 61 70
1000 mg 60 min 180 204 68 67
1000 mg 60 min 200 204 68 67
1000 mg 60 min 240 204 72 65
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
Table B-3.5
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Orange
Peel
1000 mg 60 min 140 196 67 66
1000 mg 60 min 160 196 43 78
1000 mg 60 min 180 196 49 75
1000 mg 60 min 200 196 49 75
1000 mg 60 min 240 196 51 74
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
Table B-3.6
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Lemon
Peel
1000 mg 60 min 140 196 57 71
1000 mg 60 min 160 196 34 83
1000 mg 60 min 180 196 34 83
1000 mg 60 min 200 196 39 80
1000 mg 60 min 240 196 39 80
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
Table B-3.7
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Banana
Peel
1000 mg 60 min 140 196 67 66
1000 mg 60 min 160 196 49 75
1000 mg 60 min 180 196 57 71
1000 mg 60 min 200 196 59 70
1000 mg 60 min 240 196 63 68
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.

A-13
Table B-3.8
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid Dye
Sugarcane
bagasse
1000 mg 60 min 140 196 77 61
1000 mg 60 min 160 196 59 70
1000 mg 60 min 180 196 59 70
1000 mg 60 min 200 196 65 67
1000 mg 60 min 240 196 65 67
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
Table B-3.9
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Orange
Peel
1000 mg 60 min 140 210 105 50
1000 mg 60 min 160 210 65 69
1000 mg 60 min 180 210 70 67
1000 mg 60 min 200 210 70 67
1000 mg 60 min 240 210 74 65
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
Table B-3.10
Dye
solution Adsorbent Dosages Time
Speed of
Shaker
(RPM)
Initial
color
Concentrat
ion
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Lemon
Peel
1000 mg 60 min 140 210 63 70
1000 mg 60 min 160 210 42 80
1000 mg 60 min 180 210 42 80
1000 mg 60 min 200 210 51 76
1000 mg 60 min 240 210 55 74
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
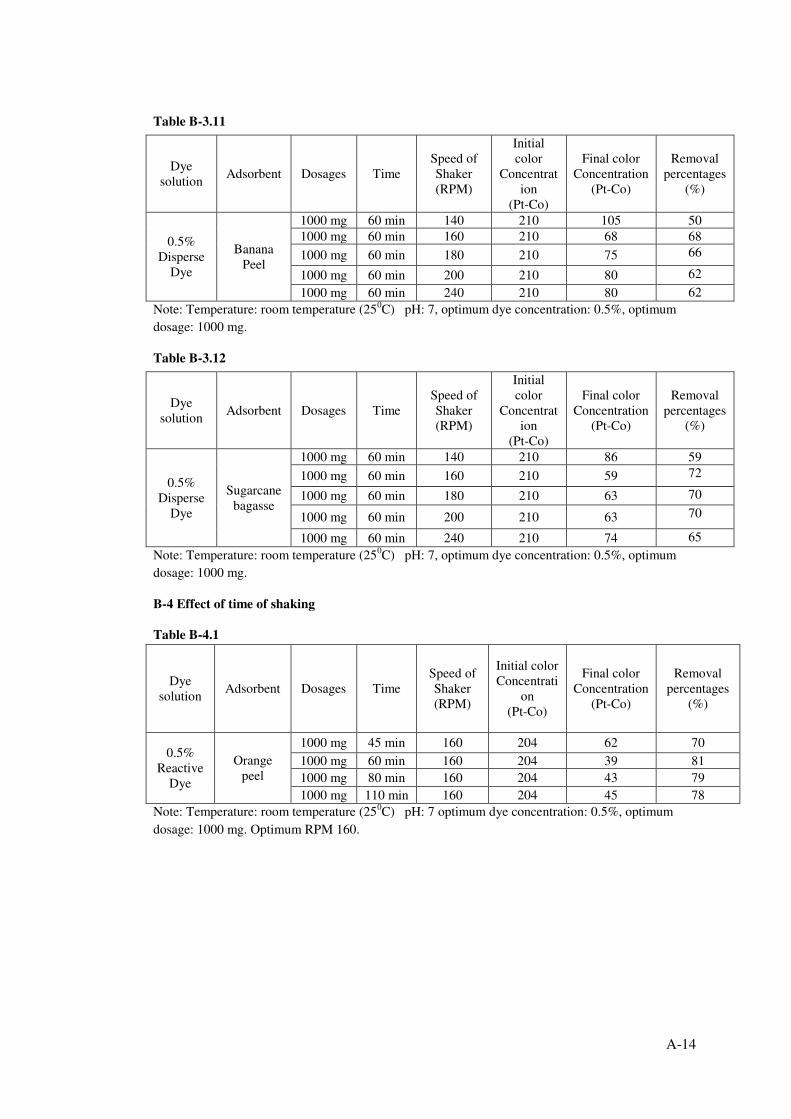
A-14
Table B-3.11
Dye
solution Adsorbent Dosages Time
Speed of
Shaker
(RPM)
Initial
color
Concentrat
ion
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Banana
Peel
1000 mg 60 min 140 210 105 50
1000 mg 60 min 160 210 68 68
1000 mg 60 min 180 210 75 66
1000 mg 60 min 200 210 80 62
1000 mg 60 min 240 210 80 62
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
Table B-3.12
Dye
solution Adsorbent Dosages Time
Speed of
Shaker
(RPM)
Initial
color
Concentrat
ion
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Sugarcane
bagasse
1000 mg 60 min 140 210 86 59
1000 mg 60 min 160 210 59 72
1000 mg 60 min 180 210 63 70
1000 mg 60 min 200 210 63 70
1000 mg 60 min 240 210 74 65
Note: Temperature: room temperature (250C) pH: 7, optimum dye concentration: 0.5%, optimum
dosage: 1000 mg.
B-4 Effect of time of shaking
Table B-4.1
Dye
solution Adsorbent Dosages Time
Speed of
Shaker
(RPM)
Initial color
Concentrati
on
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Orange
peel
1000 mg 45 min 160 204 62 70
1000 mg 60 min 160 204 39 81
1000 mg 80 min 160 204 43 79
1000 mg 110 min 160 204 45 78
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160.
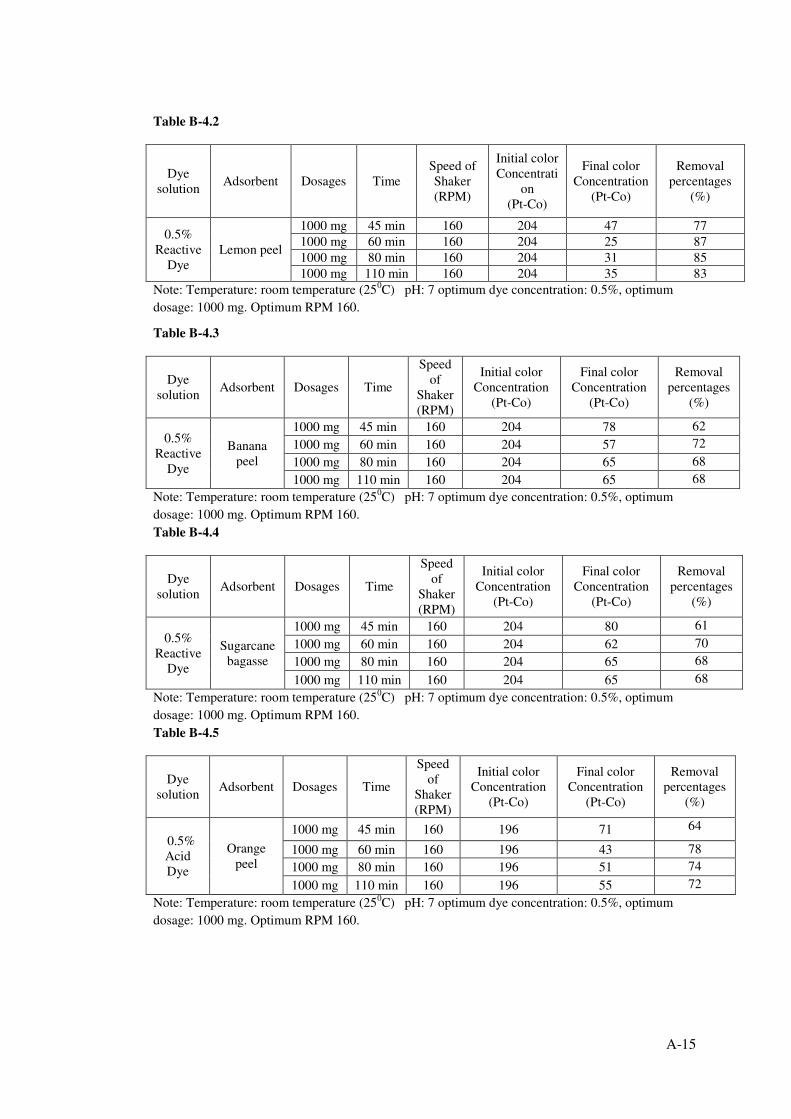
A-15
Table B-4.2
Dye
solution Adsorbent Dosages Time
Speed of
Shaker
(RPM)
Initial color
Concentrati
on
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Lemon peel
1000 mg 45 min 160 204 47 77
1000 mg 60 min 160 204 25 87
1000 mg 80 min 160 204 31 85
1000 mg 110 min 160 204 35 83
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160.
Table B-4.3
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Banana
peel
1000 mg 45 min 160 204 78 62
1000 mg 60 min 160 204 57 72
1000 mg 80 min 160 204 65 68
1000 mg 110 min 160 204 65 68
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160.
Table B-4.4
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Sugarcane
bagasse
1000 mg 45 min 160 204 80 61
1000 mg 60 min 160 204 62 70
1000 mg 80 min 160 204 65 68
1000 mg 110 min 160 204 65 68
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160.
Table B-4.5
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid
Dye
Orange
peel
1000 mg 45 min 160 196 71 64
1000 mg 60 min 160 196 43 78
1000 mg 80 min 160 196 51 74
1000 mg 110 min 160 196 55 72
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160.
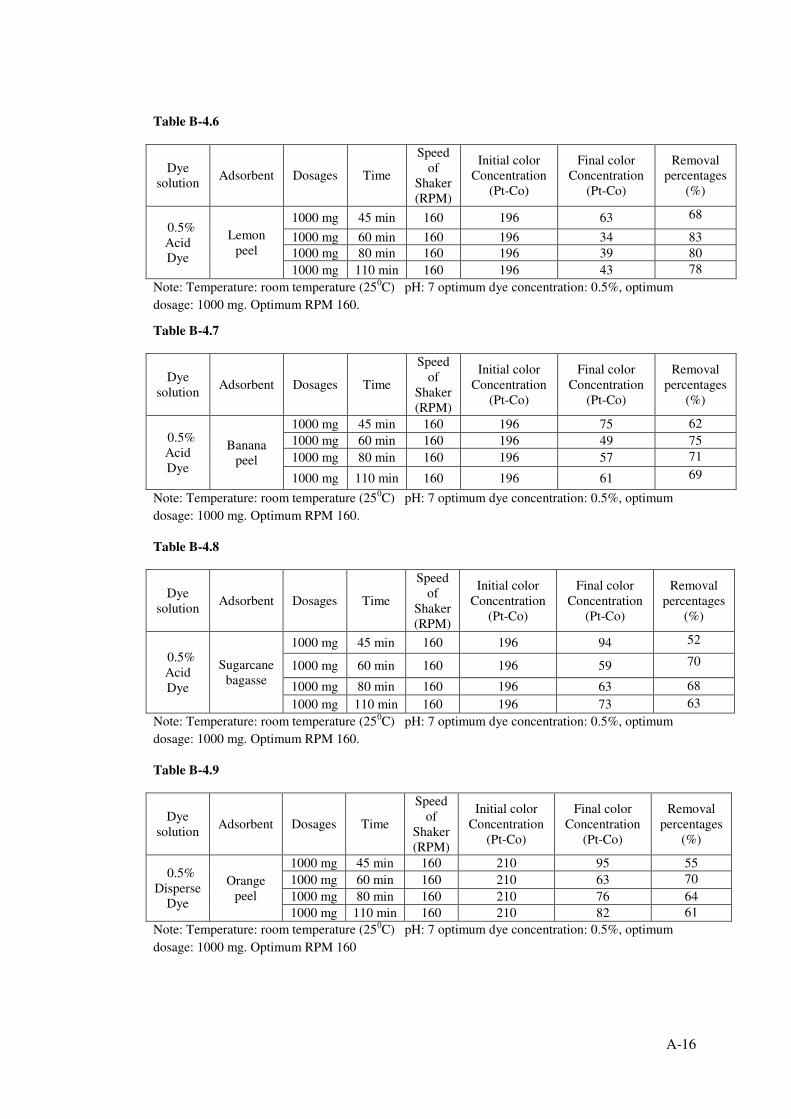
A-16
Table B-4.6
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid
Dye
Lemon
peel
1000 mg 45 min 160 196 63 68
1000 mg 60 min 160 196 34 83
1000 mg 80 min 160 196 39 80
1000 mg 110 min 160 196 43 78
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160.
Table B-4.7
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid
Dye
Banana
peel
1000 mg 45 min 160 196 75 62
1000 mg 60 min 160 196 49 75
1000 mg 80 min 160 196 57 71
1000 mg 110 min 160 196 61 69
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160.
Table B-4.8
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid
Dye
Sugarcane
bagasse
1000 mg 45 min 160 196 94 52
1000 mg 60 min 160 196 59 70
1000 mg 80 min 160 196 63 68
1000 mg 110 min 160 196 73 63
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160.
Table B-4.9
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Orange
peel
1000 mg 45 min 160 210 95 55
1000 mg 60 min 160 210 63 70
1000 mg 80 min 160 210 76 64
1000 mg 110 min 160 210 82 61
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160
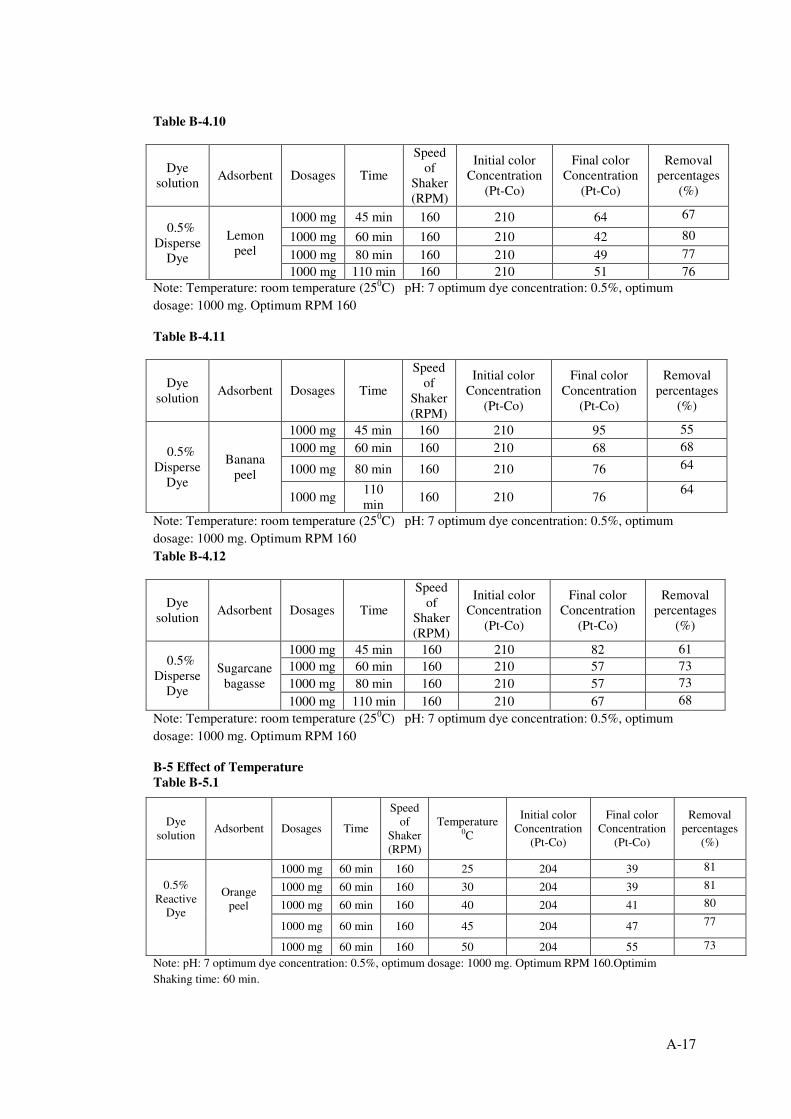
A-17
Table B-4.10
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Lemon
peel
1000 mg 45 min 160 210 64 67
1000 mg 60 min 160 210 42 80
1000 mg 80 min 160 210 49 77
1000 mg 110 min 160 210 51 76
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160
Table B-4.11
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Banana
peel
1000 mg 45 min 160 210 95 55
1000 mg 60 min 160 210 68 68
1000 mg 80 min 160 210 76 64
1000 mg 110
min 160 210 76
64
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160
Table B-4.12
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Sugarcane
bagasse
1000 mg 45 min 160 210 82 61
1000 mg 60 min 160 210 57 73
1000 mg 80 min 160 210 57 73
1000 mg 110 min 160 210 67 68
Note: Temperature: room temperature (250C) pH: 7 optimum dye concentration: 0.5%, optimum
dosage: 1000 mg. Optimum RPM 160
B-5 Effect of Temperature
Table B-5.1
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Orange
peel
1000 mg 60 min 160 25 204 39 81
1000 mg 60 min 160 30 204 39 81
1000 mg 60 min 160 40 204 41 80
1000 mg 60 min 160 45 204 47 77
1000 mg 60 min 160 50 204 55 73
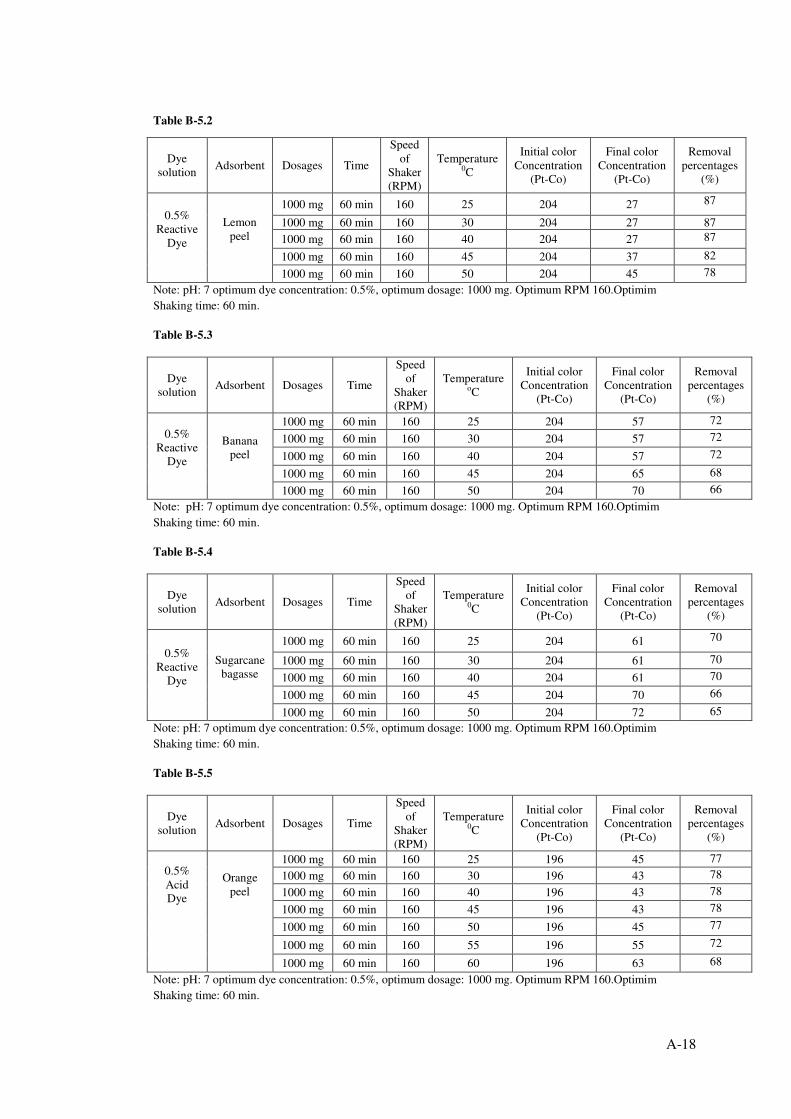
A-18
Table B-5.2
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Lemon
peel
1000 mg 60 min 160 25 204 27 87
1000 mg 60 min 160 30 204 27 87
1000 mg 60 min 160 40 204 27 87
1000 mg 60 min 160 45 204 37 82
1000 mg 60 min 160 50 204 45 78
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
Table B-5.3
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature oC
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Banana
peel
1000 mg 60 min 160 25 204 57 72
1000 mg 60 min 160 30 204 57 72
1000 mg 60 min 160 40 204 57 72
1000 mg 60 min 160 45 204 65 68
1000 mg 60 min 160 50 204 70 66
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
Table B-5.4
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Reactive
Dye
Sugarcane
bagasse
1000 mg 60 min 160 25 204 61 70
1000 mg 60 min 160 30 204 61 70
1000 mg 60 min 160 40 204 61 70
1000 mg 60 min 160 45 204 70 66
1000 mg 60 min 160 50 204 72 65
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
Table B-5.5
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid
Dye
Orange
peel
1000 mg 60 min 160 25 196 45 77
1000 mg 60 min 160 30 196 43 78
1000 mg 60 min 160 40 196 43 78
1000 mg 60 min 160 45 196 43 78
1000 mg 60 min 160 50 196 45 77
1000 mg 60 min 160 55 196 55 72
1000 mg 60 min 160 60 196 63 68
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
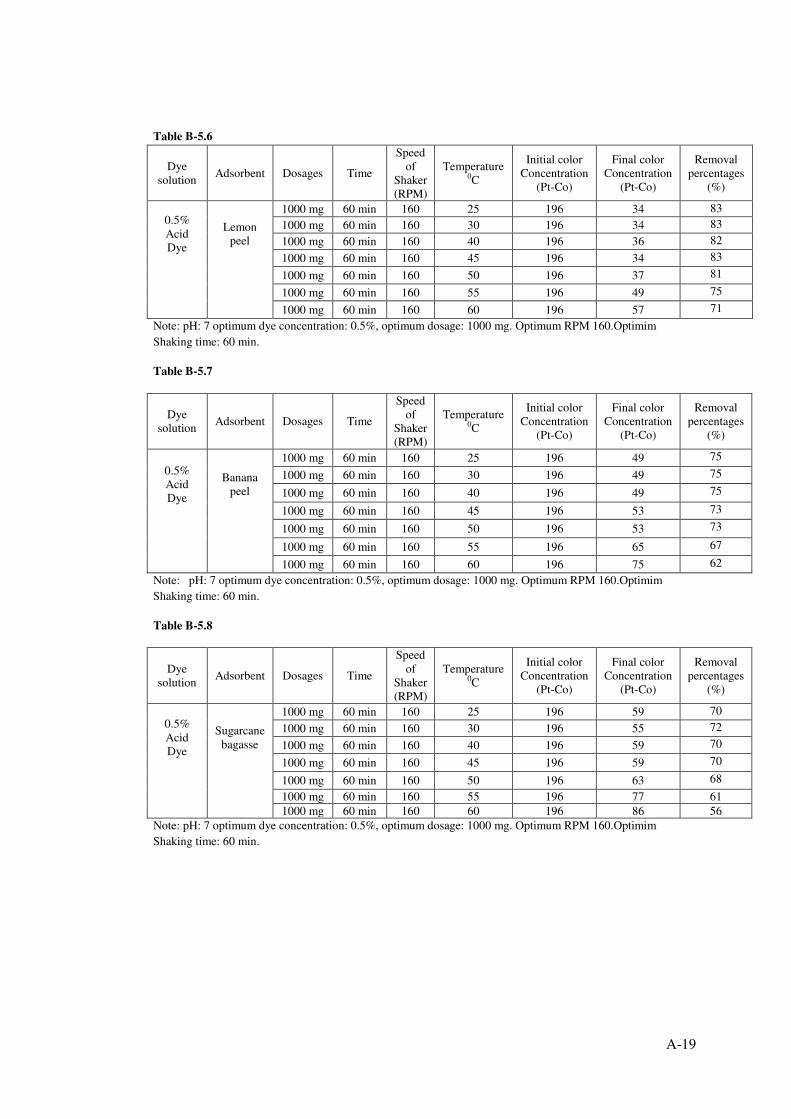
A-19
Table B-5.6
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid
Dye
Lemon
peel
1000 mg 60 min 160 25 196 34 83
1000 mg 60 min 160 30 196 34 83
1000 mg 60 min 160 40 196 36 82
1000 mg 60 min 160 45 196 34 83
1000 mg 60 min 160 50 196 37 81
1000 mg 60 min 160 55 196 49 75
1000 mg 60 min 160 60 196 57 71
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
Table B-5.7
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid
Dye
Banana
peel
1000 mg 60 min 160 25 196 49 75
1000 mg 60 min 160 30 196 49 75
1000 mg 60 min 160 40 196 49 75
1000 mg 60 min 160 45 196 53 73
1000 mg 60 min 160 50 196 53 73
1000 mg 60 min 160 55 196 65 67
1000 mg 60 min 160 60 196 75 62
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
Table B-5.8
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Acid
Dye
Sugarcane
bagasse
1000 mg 60 min 160 25 196 59 70
1000 mg 60 min 160 30 196 55 72
1000 mg 60 min 160 40 196 59 70
1000 mg 60 min 160 45 196 59 70
1000 mg 60 min 160 50 196 63 68
1000 mg 60 min 160 55 196 77 61
1000 mg 60 min 160 60 196 86 56
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
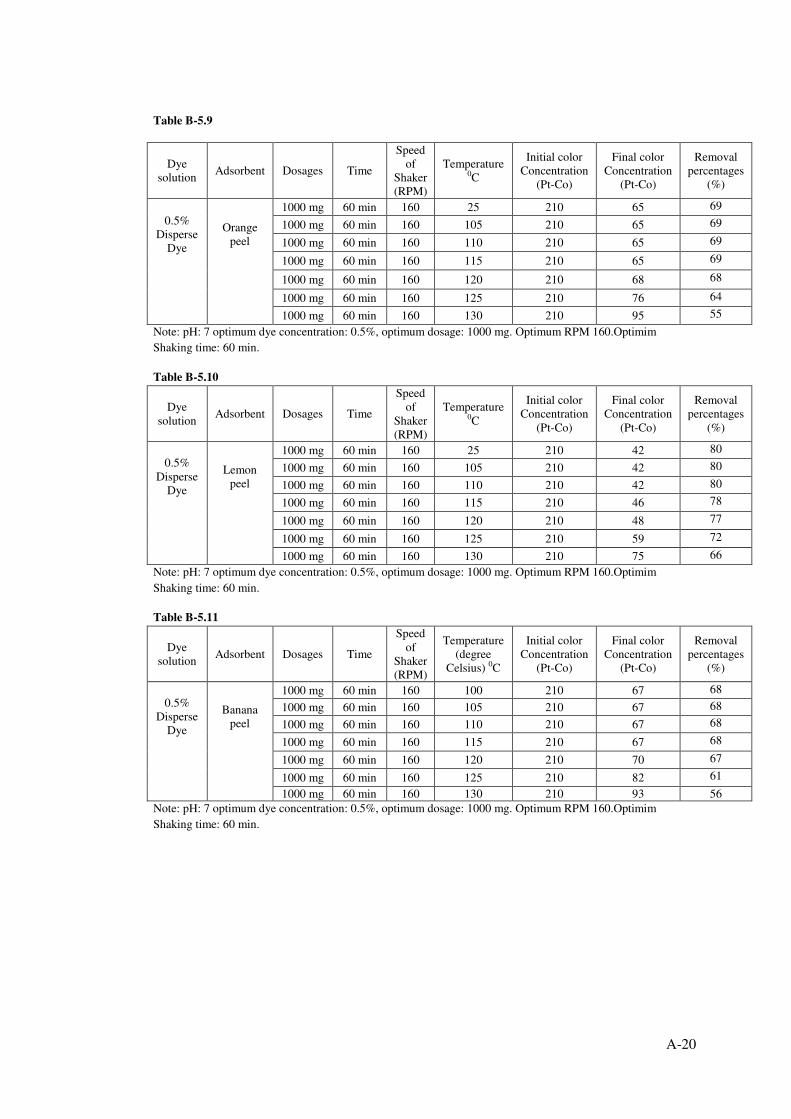
A-20
Table B-5.9
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Orange
peel
1000 mg 60 min 160 25 210 65 69
1000 mg 60 min 160 105 210 65 69
1000 mg 60 min 160 110 210 65 69
1000 mg 60 min 160 115 210 65 69
1000 mg 60 min 160 120 210 68 68
1000 mg 60 min 160 125 210 76 64
1000 mg 60 min 160 130 210 95 55
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
Table B-5.10
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Lemon
peel
1000 mg 60 min 160 25 210 42 80
1000 mg 60 min 160 105 210 42 80
1000 mg 60 min 160 110 210 42 80
1000 mg 60 min 160 115 210 46 78
1000 mg 60 min 160 120 210 48 77
1000 mg 60 min 160 125 210 59 72
1000 mg 60 min 160 130 210 75 66
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
Table B-5.11
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature
(degree
Celsius) 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Banana
peel
1000 mg 60 min 160 100 210 67 68
1000 mg 60 min 160 105 210 67 68
1000 mg 60 min 160 110 210 67 68
1000 mg 60 min 160 115 210 67 68
1000 mg 60 min 160 120 210 70 67
1000 mg 60 min 160 125 210 82 61
1000 mg 60 min 160 130 210 93 56
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.
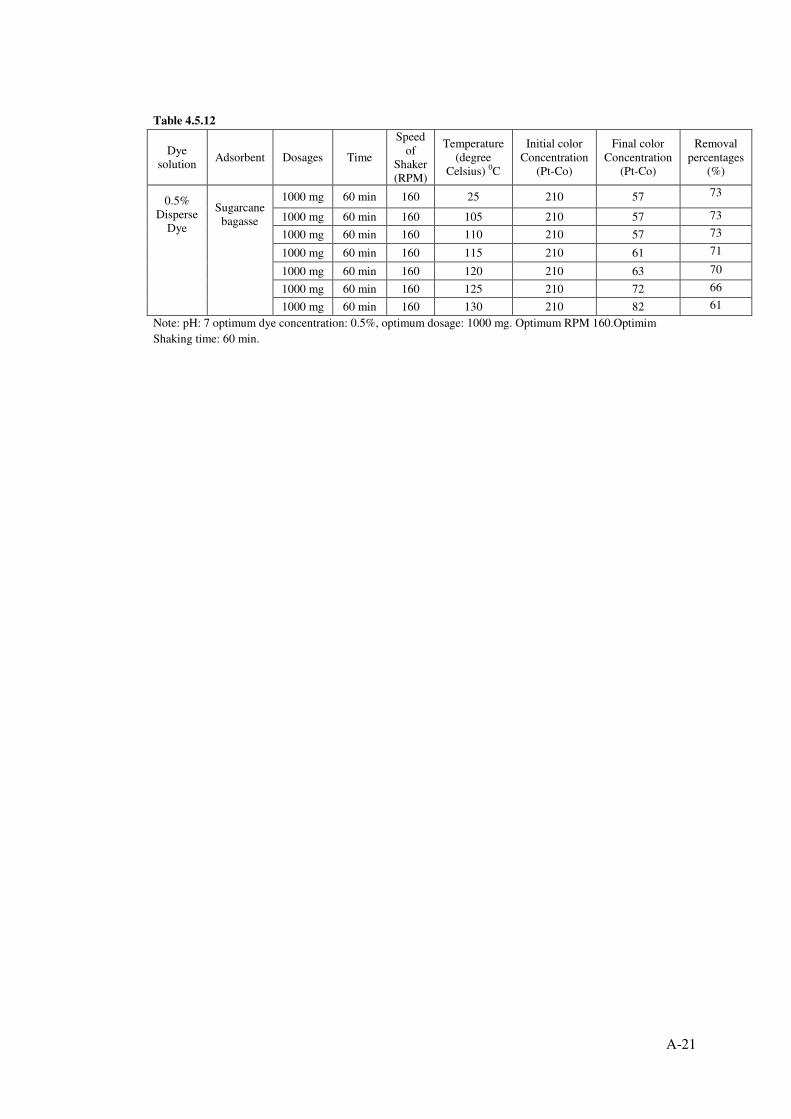
A-21
Table 4.5.12
Dye
solution Adsorbent Dosages Time
Speed
of
Shaker
(RPM)
Temperature
(degree
Celsius) 0C
Initial color
Concentration
(Pt-Co)
Final color
Concentration
(Pt-Co)
Removal
percentages
(%)
0.5%
Disperse
Dye
Sugarcane
bagasse
1000 mg 60 min 160 25 210 57 73
1000 mg 60 min 160 105 210 57 73
1000 mg 60 min 160 110 210 57 73
1000 mg 60 min 160 115 210 61 71
1000 mg 60 min 160 120 210 63 70
1000 mg 60 min 160 125 210 72 66
1000 mg 60 min 160 130 210 82 61
Note: pH: 7 optimum dye concentration: 0.5%, optimum dosage: 1000 mg. Optimum RPM 160.Optimim
Shaking time: 60 min.







![[2008] Textile Dyes](https://static.fdocuments.us/doc/165x107/55cf9cff550346d033abd4fe/2008-textile-dyes.jpg)