Réduction des déchets identifiés par le lean management ...
115
HAL Id: dumas-01879758 https://dumas.ccsd.cnrs.fr/dumas-01879758 Submitted on 24 Sep 2018 HAL is a multi-disciplinary open access archive for the deposit and dissemination of sci- entific research documents, whether they are pub- lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers. L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés. Réduction des déchets identifiés par le lean management : application de méthodes et outils a l’industrie pharmaceutique Romain Perrin To cite this version: Romain Perrin. Réduction des déchets identifiés par le lean management : application de méthodes et outils a l’industrie pharmaceutique. Sciences pharmaceutiques. 2018. dumas-01879758
Transcript of Réduction des déchets identifiés par le lean management ...

HAL Id: dumas-01879758https://dumas.ccsd.cnrs.fr/dumas-01879758
Submitted on 24 Sep 2018
HAL is a multi-disciplinary open accessarchive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come fromteaching and research institutions in France orabroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, estdestinée au dépôt et à la diffusion de documentsscientifiques de niveau recherche, publiés ou non,émanant des établissements d’enseignement et derecherche français ou étrangers, des laboratoirespublics ou privés.
Réduction des déchets identifiés par le leanmanagement : application de méthodes et outils a
l’industrie pharmaceutiqueRomain Perrin
To cite this version:Romain Perrin. Réduction des déchets identifiés par le lean management : application de méthodes etoutils a l’industrie pharmaceutique. Sciences pharmaceutiques. 2018. �dumas-01879758�

AVERTISSEMENT Ce document est le fruit d'un long travail approuvé par le jury de soutenance et mis à disposition de l'ensemble de la communauté universitaire élargie. Il n’a pas été réévalué depuis la date de soutenance. Il est soumis à la propriété intellectuelle de l'auteur. Ceci implique une obligation de citation et de référencement lors de l’utilisation de ce document. D’autre part, toute contrefaçon, plagiat, reproduction illicite encourt une poursuite pénale. Contact au SID de Grenoble : [email protected]
LIENS LIENS Code de la Propriété Intellectuelle. articles L 122. 4 Code de la Propriété Intellectuelle. articles L 335.2- L 335.10 http://www.cfcopies.com/juridique/droit-auteur http://www.culture.gouv.fr/culture/infos-pratiques/droits/protection.htm

1
UNIVERSITÉ GRENOBLE ALPES
UFR DE PHARMACIE DE GRENOBLE
Année : [2018]
REDUCTION DES DECHETS IDENTIFIES PAR LE LEAN MANAGEMENT. APPLICATION DE
METHODES ET OUTILS A L’INDUSTRIE PHARMACEUTIQUE
THÈSE
PRÉSENTÉE POUR L’OBTENTION DU TITRE DE DOCTEUR EN PHARMACIE
DIPLÔME D’ÉTAT
Romain PERRIN
THÈSE SOUTENUE PUBLIQUEMENT À LA FACULTÉ DE PHARMACIE DE GRENOBLE
Le : 12/07/2018
DEVANT LE JURY COMPOSÉ DE
Président du jury :
M. Aziz BAKRI (Professeur Universitaire à l’UFR de Pharmacie)
Membres :
Mme. Nawel KHALEF, directrice de thèse (Maître de Conférences à l’UFR de Pharmacie)
Mme. Alicia MAILHES (Pharmacien Industriel)
L’UFR de Pharmacie de Grenoble n’entend donner aucune approbation ni improbation aux
opinions émises dans les thèses ; ces opinions sont considérées comme propres à leurs auteurs.
[Données à caractère personnel]

2
Liste des enseignants

3

4

5
Réduction des déchets identifiés par le LEAN
Management. Application de méthodes et outils
à l’industrie pharmaceutique

6
Sommaire
Liste des enseignants ............................................................................................................................... 2
Réduction des déchets identifiés par le LEAN Management. Application de méthodes et outils à
l’industrie pharmaceutique ..................................................................................................................... 5
Sommaire ................................................................................................................................................ 6
Remerciements ....................................................................................................................................... 9
Liste des figures ..................................................................................................................................... 10
Liste des tableaux .................................................................................................................................. 11
Liste des abréviations ............................................................................................................................ 12
Définitions ............................................................................................................................................. 13
Introduction ........................................................................................................................................... 15
Chapitre 1 : Surproduction (作り過ぎのムダ) ................................................................................... 23
1.1. OEE ........................................................................................................................................ 23
1.1.1. Théorie ........................................................................................................................... 23
1.1.2. Exemple d’application ................................................................................................... 26
1.2. Schedule adherence .............................................................................................................. 27
1.2.1. Définition ....................................................................................................................... 27
1.2.2. Exemple d’application ................................................................................................... 27
1.3. Boite à moustaches ............................................................................................................... 30
1.2.1. Définition ....................................................................................................................... 30
1.3.2. Exemple d’application ................................................................................................... 31
Chapitre 2 : Temps d’attente (手待ちのムダ) .................................................................................... 34
2.1. SMED ..................................................................................................................................... 34
2.1.1. Historique ...................................................................................................................... 34
2.1.2. Exemples d’applications ................................................................................................ 38
2.2. Pareto .................................................................................................................................... 40
2.2.1. Historique ...................................................................................................................... 40
2.2.2. Exemples d’applications ................................................................................................ 42
Chapitre 3 : Transports et manutention inutile (運搬のムダ) ............................................................ 45
3.1. Simplification du processus, fabrication en continue ........................................................... 45
3.1.1. Théorie ........................................................................................................................... 45
3.1.2. Exemples d’applications ................................................................................................ 48
Chapitre 4 : Usinages inutiles ou incorrects (加工そのもののムダ) ................................................. 52

7
4.1. SPC ......................................................................................................................................... 52
4.1.1. Théorie : 6-sigma ........................................................................................................... 52
4.1.2. Exemple d’application : Capabilité et Carte de Contrôle .............................................. 55
4.1.3. Exemple d’application : Design Space ........................................................................... 57
Chapitre 5 : Stocks Excédentaires (在庫のムダ) ................................................................................. 62
5.1. Kanban ................................................................................................................................... 62
5.1.1. Historique ...................................................................................................................... 62
5.1.2. Mise en application ....................................................................................................... 64
Chapitre 6 : Gestes inutiles (動作のムダ) ........................................................................................... 68
6.1. Schema spaghetti .................................................................................................................. 68
6.1.1. Théorie ........................................................................................................................... 68
6.1.2. Mise en Application ....................................................................................................... 68
6.2. 5S ........................................................................................................................................... 70
6.2.1. Historique ...................................................................................................................... 70
6.2.2. Mise en application ....................................................................................................... 71
Chapitre 7 : Production de pièces défectueuses (不良をつくるムダ) .............................................. 73
7.1. Déviation ............................................................................................................................... 73
7.1.1. Théorie ........................................................................................................................... 73
7.1.2. Mise en application ....................................................................................................... 74
7.2. Actions Correctives et Actions Préventives (CAPA) ............................................................... 77
7.2.1. Théorie ........................................................................................................................... 77
7.2.2. Mise en application ....................................................................................................... 78
Chapitre 8 : Créativité Inexploitée (技能のムダ) ................................................................................ 82
8.1. Théorie de Management ....................................................................................................... 82
8.1.1. Management Libéré ...................................................................................................... 82
8.1.2. Management des Connaissances (Knowledge Management) ...................................... 83
8.2. Mise en application : Management visuel ............................................................................ 85
Conclusion ............................................................................................................................................. 90
Bibliographie.......................................................................................................................................... 93
Annexes ............................................................................................................................................... 101
Liste des figures des annexes .............................................................................................................. 101
Annexe 1 : Résumé des gaspillages définis dans le LEAN Management sous forme de tableau .... 102
Annexe 2 : Fonctionnement plus détaillé du schedule adherence ............................................... 103
Annexe 3 : Fonctionnement du test du χ2 ................................................................................... 104

8
Annexe 4 : Exemple d’adaptation du modèle de fromage suisse ............................................... 106
Annexe 5 : Description brève d’autres outils qualité .................................................................. 108
❖ PDCA – roue de Deming : ............................................................................................ 108
❖ DMAIC .......................................................................................................................... 109
❖ AMDEC ......................................................................................................................... 110
Serment de Galien ............................................................................................................................... 112
RÉSUMÉ : ............................................................................................................................................. 113

9
Remerciements
Je voudrais remercier, par ordre chronologique d’entrée dans ma vie :
Mes parents, qui m’ont toujours soutenu et encouragé dans mes choix.
Mon frère, ma sœur, qui sont mes premiers modèles.
Les amis de maternelle, qui sont toujours là, malgré la distance.
L’ami du collège, qui est venu se rattacher à ceux du primaire, et que on fait plus trop la distinction
maintenant
Les amis du lycée Baudelaire, et les parties de belote indénombrables que l’on a fait.
Les amis d’amis du lycée de Poisy, qui sont devenus des amis finalement.
Les amis de P1, que je ne vois plus, mais avec qui j’ai traversé ces 2 années éprouvantes.
Les amis de pharma, qui ont bien su gratter les ronéos, et faire de belles soirées.
M.Bakri et Mme Khalef, qui m’ont inspiré quand à ma spécialisation dans la suite de mes études, et
me font l’honneur d’être membre de mon jury.
Les amis de Rouen, avec la soirée hebdomadaire au déli, les repas quotidiens ensemble.
L’équipe d’encadrement d’Aspen NdB, qui m’a donnée ma première expérience, et m’a fait grandir.
Les amis du master TMPP, et nos nombreux fous rires en classe, au resto.
M.Roulot et Mme Bochot, qui nous ont parfaitement encadrés durant ce master.
L’entreprise B&D life science, qui m’a donnée beaucoup de temps libre afin de faire ma thèse (même
si c’était pas volontaire)
L’entreprise UCB, qui permet chaque jour d’évoluer dans un environnement de travail agréable.
Les amis de Bruxelles, avec qui on explore cette drôle de ville.
Et la petite citation de papillote qui a longtemps occupé cette page vierge : Le savant est fier d’avoir
tant appris ; le sage est humble d’en savoir si peu. William Cowper.

10
Liste des figures
Figure 1 : Illustration d’un processus selon le Taylorisme
Figure 2 : Les phases historiques dans l’évolution de la démarche LEAN
Figure 3 : Schéma de la répartition des temps du calcul de TRS
Figure 4 : Exemple de schedule adherence
Figure 5 : Représentation d’une boîte à moustache
Figure 6 : Comparatif des performances entre 2 semestres
Figure 7 : Représentation schématique du principe de SMED
Figure 8 : Moyenne mensuelle des temps de changement (heures) Usine A vs Usine B avant/après
Figure 9 : Représentation de la distribution de la répartition selon le principe de Pareto
Figure 10 : Représentation classique d’un diagramme de Pareto
Figure 11 : Diagramme de suivi des pannes
Figure 12 : Evolution des performances selon le type de fabrication
Figure 13 : Illustration de la simplification du processus
Figure 14 : Comparaison de 2 voies de synthèses
Figure 15 : Représentation de la dispersion d’une caractéristique des pièces selon le niveau de Sigma.
Figure 16 : Comparaison d’un Design Space en combinaison linéaire et non linéaire sur le réglage de
2 paramètres permettant une dissolution conforme (<80%)
Figure 17 : Schéma du fonctionnement du Kanban
Figure 18 : Exemple pratique de planning Kanban
Figure 19 : Schéma spaghetti, avant et après amélioration
Figure 20 : Exemple de schéma spaghetti de préparation d’un kit hospitalier.
Figure 21 : Illustration visuelle d’un 5S : rangement de bouchons en caoutchouc
Figure 22 : Illustration du modèle de défaillance illustrée en fromage suisse
Figure 23 : Illustration du diagramme d’Ishikawa associé aux départements inhibiteurs
Figure 24 : Vue globale du tableau de management visuel
Figure 25 : Vue globale du tableau de management visuel, seconde version
Figure 26 : Temps d'attente matériel toutes zones confondues de la semaine 1 à la semaine 32 de
l'année 2016

11
Liste des tableaux
Tableau I : Illustration des différents types de maintenance
Tableau II : Correspondance entre niveau de sigma et nombre de défauts
Tableau III : Synthèse des gains réalisés grâce à l’utilisation d’un outil de façon isolé

12
Liste des abréviations
AFNOR : Agence Française de NORmalisation
AMDEC : Analyse des Modes de Défaillance Et de leur Criticité / traduction de FMECA :
Failure Mode Effects, and Criticality Analysis
AMM : Autorisation de Mise sur le Marché
ANSM : Agence Nationale de Sécurité du Médicament
BPF : Bonnes Pratiques de Fabrication
BI : Bio-Indicateurs
CAPA : Corrective Action Preventive Action / Action Corrective Action Préventive
CTD : Common Technical Document / Document Technique Commun
DMAIC : Define, Measure, Analyze, Improve, and Control / Définir, Mesurer, Analyser,
Innover, Contrôler
EMA : European Medecines Agency // Agence du Médicament Européenne (AME)
FDA : Food and Drug Administration // Equivalent Américain de l’ANSM
ICH : International Council for Harmonisation of Technical Requirements for Pharmaceuticals
for Human Use // Conseil international d'harmonisation des exigences techniques pour
l'enregistrement des médicaments à usage humain (CIH)
IMPV : International Motor Vehicle Program / Programme International des Véhicules à
Moteurs
IPC : In Process Control / Contrôle en cours d’opération

13
MIT : Massachusetts Institute of Technology
MV : Management visuel
NEP : Nettoyage En Place
SEP : Stérilisation En Place
OEE : Overall Equipment Effectiveness / Taux de Rendement Synthétique (TRS)
OAE : Overall Asset Effectiveness / Taux de Rendement d’un Equipement (TRE)
OOS : Out Of Specification / En dehors des Spécifications
OOT : Out of Trend / En dehors de la Tendance.
PAT : Process Analytical Technologies ; Technologie Analytique des Procédés
PDCA : Plan, Do, Check, Act / Prévoir, Faire, Contrôler, Améliorer
QQOQCPC : Qui,Quoi, Où, Qand, Comment, Pourquoi, Combien
RTRT : Real Time Release Testing / Test de Libération en Temps Réel
SMED : Single Minute Exchange of Die / Changement de Matrice en Minutes Unitaires
SPC : Statistical Process Control / Maitrise Statistiques des Procédés (MSP)
TPS : Toyota Production System
TRS : Taux de Rendement synthétique
Définitions
Gemba : Terme Japonais signifiant « Terrain », là où les problèmes surviennent.
Kaizen : Terme Japonais signifiant « amélioration continue »

14
Libération paramétrique : système de libération propre à assurer que le produit est de la qualité
requise, sur la base des informations recueillies en cours de fabrication et de la conformité aux
exigences spécifiques des BPF en matière de libération paramétrique
Norme ISO 9001 :2005 : L’ISO a pour traduction française "Organisation Internationale de
Normalisation". Il s’agit d’une organisation non gouvernementale dont l’objectif principal est
de faciliter la coordination et l’unification internationale des normes industrielles. Les normes
ISO sont élaborées par des comités techniques constitués d’experts appartenant aux secteurs
industriels, techniques et économiques. La norme ISO 9001 :2005 décrit les exigences d’un
système de management de la qualité.
Opérations : Etape unitaire dans la transformation d’un produit ; synonyme : procédés
Processus : Ensemble d’opérations permettant la transformation de matières premières en
produit fini
Takt time : Cadence de fabrication nécessaire pour répondre à temps à une demande

15
Introduction
Dans le cycle de vie du médicament, la fabrication est l’étape centrale. Elle se déroule selon
une logique de système de production. D’un point de vue global, un système de production est
une organisation dont le but est de produire des biens (comme des médicaments dans le cas de
l’industrie pharmaceutique). A cause de l’évolution des marchés et de l’environnement
économique, les entreprises doivent modifier et améliorer leurs systèmes de production pour
optimiser leur performance industrielle, notion multidimensionnelle qui se fait sur des critères
différents : Sociologiques, financiers, opérationnels etc…(1).
L’évolution des systèmes de production a été initiée par l’industrie automobile (2). C’est elle
qui a développé la production de masse dès la fin du XIXème siècle, innovant en regard des
différentes production artisanales séculaires.(1).
La production de masse s’est imposée au travers de 2 courants de pensée : Le Taylorisme et le
Fordisme.
Le Taylorisme, nommé d’après Frederick Winslow Taylor, est décrit dans l’ouvrage « The
Principles of Scientific Management » (ou « La Direction Scientifique des Entreprises » en
version française) sorti en 1911. Il propose une division verticale et horizontale du travail. La
division horizontale consiste à séparer la production d’un objet (processus) en plusieurs
opérations unitaires (procédé). Ainsi, une matière première 1, après un procédé deviendra un
produit semi-fini β, qui deviendra un produit fini C une fois le processus terminé. La seconde
division, dite verticale, consiste à cloisonner socialement les ingénieurs et les ouvriers. Les
premiers, « cols blancs », s’occupent de l’organisation et de l’amélioration des procédés. Les
seconds, « cols bleus », s’occupent uniquement de la réalisation des tâches unitaires. Le travail

16
est ainsi systématisé par des instructions données par les cadres hiérarchiques aux ouvriers
exécutants (1).
Figure 1 : Illustration d’un processus selon le Taylorisme
Inspiré du Taylorisme, Henry Ford mis en place la première ligne d’assemblage en 1913 (3).
Cette ligne d’assemblage fut consacrée à la Ford T, modèle créé en 1908. En 4 ans (de 1912 à
1916), la quantité augmenta de 711% (passant de 82 388 véhicules à 585 388) et le prix de vente
diminua de 60% (passant de 600$ à 360$) (3). L’organisation du travail décidé par Henry Ford
(le Fordisme) repose sur les principes suivants :
• La division du travail et le cloisonnement des tâches, hérités des dogmes de Taylor.
• Les économies d’échelle avec la fabrication d’unité de production de grande taille qui
ont pour résultat de bas coûts de production unitaire, marquant le début de la production
de masse.
• L’utilisation des chaînes de montage permettant la diminution des mouvements des
employés.
• La standardisation des produits, concept mis en valeur par l’aphorisme célèbre d’Henry
Ford “Any customer can have a car painted any color that he wants so long as it is
PROCESSUS
« Col Blanc »
Procédé I
« Col bleu »
Procédé II
« Col bleu » 1 β C

17
black” (4) (Traduction : Les clients peuvent choisir la couleur qu’ils veulent pour leur
voiture tant qu’ils veulent du noir)
Ce modèle de production fut adopté dès les années 1930 aux Etats-Unis puis s’exportera après
la seconde guerre mondiale en Europe et au Japon (5).
La synergie entre le fordisme et le taylorisme a permis l’émergence et le développement du
modèle classique de management. Cette conception du management fut un succès jusque dans
les années 1970 (6). À cause du choc pétrolier de 1973, l’économie globale commence un cycle
de croissance économique ralentie avec une diminution de la consommation. Le modèle du
marché a permuté : la demande est moins importante que l’offre. De plus, le marché mondial
a été influencé par les différents environnements sociaux, économiques, politiques ce qui a eu
pour conséquence une récession économique (7). Le modèle du fordisme étant désormais
associé à la rigidité fut déclaré inapte à répondre aux nouveaux problèmes et défis du marché
(8).
En conséquence des limites montrées par la production de masse, le marché occidental de
l’industrie automobile s’est intéressé au système de production utilisés dans les usines de
Toyota, qui est dénommé TPS (Toyota Production System). Cette appétence s’est accrue à partir
de 1975, lorsque les bénéfices de l’entreprise Toyota ont de nouveau crû ce qui a eu pour
conséquence une accentuation de son avance organisationnelle en regard des autres entreprises
classiques (7).
Dans sa thèse, B.Lyonnet (1) explore les origines du mouvement LEAN, qui est né au Japon
après la seconde guerre mondiale. En développant les principes de la production « Lean (aussi
nommée « au plus juste »,»), les japonais ont élaboré un modèle en parallèle de la production

18
de masse après la seconde guerre mondiale. Ces mutations ont opéré une révolution
intellectuelle sur la façon de produire des biens.
A la suite de la seconde guerre mondiale, le président de la Toyota Motor Company (Kiichiro
Toyoda), a annoncé l’importance capitale pour le Japon de réduire l’écart avec la fabrication
industrielle d’automobile américaine (7). Cette appétence pour la productivité, dans un contexte
de conflit social et de crise financière, a conduit vers la recherche d’un nouveau modèle de
production.
C’est dans cet environnement qu’un ingénieur de chez Toyota, Taichi Ohno, a repensé la
production. Il a mis en place des principes de production « juste-à-temps » et
« d’autonomation » (fusion d’autonomie et d’automation), en application de la théorie de
Kishiro Toyoda (9).
Le « juste à temps » a pour objectif de produire en quantité juste nécessaire, au moment voulu
et disponible à l’endroit voulu (7). Cette méthode s’oppose frontalement au modèle Taylorien,
qui s’appuye sur des productions en très grande série et de stock, ce qui conduit à une
surproduction, et très peu d’agilité industrielle (1).
C’est Krafcik qui a été recensé comme étant le premier à utilier le terme de « production LEAN
» lorsqu’il a décrit le TPS en 1988 (10). Ensuite, ce sont Womack et ses partenaires qui l’ont
popularisé et diffusé dans l’industrie automobile au travers de la publication de résultats issus
de l’International Motor Vehicle Program (IMPV) dans le livre nommé « La production au
plus juste : le système qui va changer le monde » (2).
Les phases historiques dans l’évolution de la démarche LEAN sont résumées sur la figure 2 ci-
dessous (1).

19
Figure 2 : Les phases historiques dans l’évolution de la démarche LEAN (1)

20
Le système LEAN est une méthode de management visant l’amélioration de la performance
autour de 6 concepts : Elimination des gaspillages, Juste à temps, Amélioration continue,
Qualité parfaite, Management visuel, Management des hommes (1). Dans l’industrie
pharmaceutique, la qualité du produit est réglementée ; la législation définit que « le système
de management de la qualité doit maitriser le processus » (11). Cette définition laisse croire que
la production de pièces non conformes est maitrisé, qu’il y a peu de gaspillage de produits finis,
rendant un management LEAN inefficient. Mais ce serait ignorer que certains gaspillages sont
invisibles, qu’ils ne concernent pas ces produits finis mais d’autres ressources comme les
hommes et le temps.
Textuellement, le terme anglais LEAN signifie mince, maigre voire agile, car une entreprise
LEAN est avant tout une entreprise qui a décidé de s’alléger du superflu pour devenir réactive
(12). L’objectif du LEAN est d’éliminer le gaspillage sous toute ces formes, de se consacrer à
la production de plus-value afin d’obtenir un processus plus vif capable de répondre
précisément aux demandes du client. Les différents types d’activités d’un système de
production sont décrits ci-dessous :
• Activités à valeur ajoutée : Travaux qui contribuent à procurer au produit ce que les
client désire, ce sont les caractéristiques pour lesquels ils dépensent de l’argent.
• Activités à non-valeur ajoutée nécessaire : Travaux consommant des ressources. Les
clients ne sont pas prêt à les supporter financièrement car ces activités n’ajoutent pas
de valeur au produit tel qu’ils l’entendent mais elles sont exigées au niveau juridique
ou comptable par exemple
• Activités à valeur non ajoutée : Travaux consommant des ressources et ne créent pas
de valeur. Elles correspondent aux gaspillages (13).
Le LEAN décrit classiquement 7 types de gaspillage appelés « MUDAs » :

21
• Production excessive : produire trop, ou trop tôt.
• Attentes : attendre des pièces ou une machine qui finit son cycle, etc.
• Transport et manutention inutiles : tout transport est essentiellement un gaspillage et
doit être minimisé.
• Usinages inutiles et incorrects : toutes opérations non strictement nécessaires
contribuant à dépasser les attentes du client et mobilisant des ressources.
• Stocks excessifs : tous les stocks générant une utilisation d’espace ainsi qu’une gestion
financière futiles en regard de leur utilisation.
• Mouvements inutiles : tous les déplacements inutiles de personnel et actions superflus
qui ne contribuent pas directement à l'ajout de valeur.
• Défauts et rebuts : fabriquer des produits non conformes entraînant la destruction ou le
retraitement de ces produits, gaspillant temps, main d’œuvre et matière première.
(14,15).
Cette liste a été émise par Jeffrey Liker dans le livre The Toyota Way édité en 2004 par
McGraw-Hill (16). J.Liker complète les sept types classiques par un huitième, le gâchis de
créativité des employés (unused employee creativity) (17). Ce gaspillage des talents correspond
à la mauvaise utilisation ou sous-utilisation des compétences et du potentiel des salariés. Il
s’agit là encore d’une rigidité, chacun restant dans son rôle ; le col bleu obéit, le col blanc
réfléchit. Cette non utilisation du personnel du terrain, pourtant au cœur de la démarche
d’amélioration continue, peut entraîner la perte des compétences et des idées. La culture
organisationnelle, l’absence de formation, un turn-over trop important peuvent être à l’origine
de ce gaspillage.(18–20).
Le LEAN manufacturing est utilisé dans certaines industries (automobile particulièrement)
depuis plusieurs décennies dans d’autres industries, il est toujours en voie d’implémentation

22
(21). C’est le cas de l’industrie pharmaceutique et des industries de transformation en général
(22).
Ce retard n’a pourtant pas empêché la croissance de l’industrie pharmaceutique : le taux moyen
de croissance du chiffre d’affaires de celle-ci était de 9.5% entre 2002 et 2011 (23) contre 4.0%
pour l’industrie automobile dans la même période (24). Depuis 2011, le taux de croissance du
chiffres d’affaire l’industrie pharmaceutique est revenu au niveau de l’industrie automobile :
2.7% Vs 3.0%. Ce retard peut donc être considéré comme une chance pour l’industrie
pharmaceutique, puisque les méthodes et outils ont déjà été éprouvés par d’autres industries
(21).
Certaines de ces méthodes et outils seront présentés dans cette thèse. Chaque chapitre traitera
d’un MUDA et verra la présentation d’outils et de méthodes ainsi que leur application, ayant
permis de réduire ce type de MUDA et d’améliorer les performances de production.

23
Chapitre 1 : Surproduction (作り過ぎのムダ)
La surproduction a pour définition : produire trop, ou trop tôt. Cette production trop tôt peut
être dû à un mauvais planning. Dans ce chapitre, la première étape sera d’établir un outil de
mesure (OEE) permettant l’organisation des activités. Comme l’a établie Lord Kelvin en 1883,
dans toute science physique, la première étape essentielle dans le but d’approfondir un sujet est
de trouver un principe de comptage numérique pour en avoir une mesure pratique. Quand on
ne peut mesurer quelque chose, quand on ne peut l’exprimer en chiffres, notre connaissance est
plutôt maigre et insatisfaisante (25).
Cet outil de mesure peut devenir un indicateur, à la condition d’être techniquement et
conceptuellement apte à mesurer, avec une précision acceptable, le phénomène qu’il est censé
mesurer et demeurer pertinent dans le cadre du déploiement actuel de la politique qualité (26).
Une fois la mesure de performance de l’équipement établie, il devient alors plus aisé d’établir
un agenda de production afin de produire au plus juste.
Ce chapitre est découpé en 3 parties avec une explication de l’indicateur OEE/TRS (Overall
Equipement Effectiveness/Taux de Rendement Synthétique), puis une utilisation de cet
indicateur (schedule adherence) et une présentation des résultats obtenus (boites à moustache).
1.1. OEE
1.1.1. Théorie
L’OEE ou TRS en français est une mesure de la performance des équipements de production
exprimée en pourcentage.
Il correspond à : 𝑛𝑜𝑚𝑏𝑟𝑒 𝑑′𝑢𝑛𝑖𝑡é𝑠 𝑐𝑜𝑟𝑟𝑒𝑐𝑡𝑒𝑠 𝑝𝑟𝑜𝑑𝑢𝑖𝑡𝑒𝑠 𝑝𝑒𝑛𝑑𝑎𝑛𝑡 𝑢𝑛 𝑡𝑒𝑚𝑝𝑠 𝑋
𝐶𝑎𝑑𝑒𝑛𝑐𝑒 ∗ 𝑇𝑒𝑚𝑝𝑠 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑝𝑙𝑎𝑛𝑖𝑓𝑖é𝑒 𝑝𝑒𝑛𝑑𝑎𝑛𝑡 𝑢𝑛 𝑡𝑒𝑚𝑝𝑠 𝑋

24
Il permet de classer les différentes pertes de temps afin de voir quelles opérations sont à
l’origine de mauvaises performances.
D’après S.Nakajima (27), un score minimale de 84.6% d’OEE est un objectif à atteindre pour
être dans des conditions optimales de travail. Ce score provient de la combinaison de 3 indices
(expliqué ci-après). Cette valeur non absolue est celle régulièrement citée dans les littératures
dans le cas des systèmes manufacturiers. Elle n’est donc pas standard, tout dépend des objectifs
fixés par chaque système d’exploitation. Ce ne sont que des indications dont l’avantage est de
caractériser globalement une efficience de production (28).
Par exemple, les valeurs moyennes de l’OEE dans les secteurs de l’industrie mécanique et de
l’électronique sont de l’ordre de 45% à 70%. (29)
Cet objectif de 84.6% parait difficilement applicable à l’industrie pharmaceutique puisqu’il y a
des contraintes réglementaires qui impactent principalement le temps de changement de lot.
Le schéma général de répartition des temps de l’OEE est représenté sur la figure 3 ci-dessous.
Figure 3 : Schéma de la répartition des temps du calcul de l’OEE
Temps équipe
Temps deproductiondisponible
Temps deproduction
planifié
Tempsopérationnel
Tempsopérationnel
net
Temps utile
Jours non travaillés
Arrêt planifié
Pas deproductiondemandée
Arrêt routinePerte
performancePerte qualité

25
Le temps total correspond à une semaine entière (7*24h). Les différentes pertes de temps sont
définies ci-dessous :
Jours non travaillés : On retire du temps total les périodes non travaillées (week-end, nuits,
vacances etc…) pour obtenir le temps équipe.
Arrêt planifié : Les arrêts planifiés correspondent aux temps consacrés à la maintenance
préventive du système. On retire ce temps au temps équipe pour obtenir le temps de production
disponible.
Pas de production demandée : Lorsque l’équipement est disponible mais il n’est pas utilisé
faute de commande. On le retire du temps de production disponible pour obtenir le temps de
production planifiée.
Arrêt routine : Dans cette catégorie, sont comptabilisés les heures d’arrêts de la machine non
consacrées à la maintenance préventive : panne, maintenance corrective, réunion etc… Lorsque
ces heures d’arrêt sont retirée du temps de production planifié, on obtient le temps opérationnel.
Perte performance : Cette catégorie permet de capturer les pertes non capturables ailleurs ;
micro-arrêts, perte de cadence etc… elle permet de calculer le temps opérationnel net.
Perte qualité : Cette catégorie sert à comptabiliser le temps consacré à la production de produits
non conformes. On obtient finalement le temps utile (temps réel de l’équipement consacré à la
production)
3 sous-indices peuvent être utilisés pour évaluer plus finement le rendement de l’outil de
production : la qualité, la performance et la disponibilité.
• L’indice de qualité correspond au Temps utile
Temps opérationnel net . Il est considéré comme
excellent lorsqu’il dépasse les 99%.

26
• L’indice de performance correspond au Temps opérationnel net
Temps de production planifiée . Il est considéré
comme excellent lorsqu’il dépasse les 95%.
• L’indice de disponibilité correspond au rapport Temps de production planifiée
Temps de production disponible . Il est
considéré comme excellent lorsqu’il dépasse les 90%.
Lorsque l’on combine les seuils de ces 3 indices, on obtient le seuil d’excellence industrielle
(84.6%) évoqué précédemment : 99%*95%*90% = 84.6% (27).
1.1.2. Exemple d’application
Dans l’entreprise Aspen Pharmacare® de Notre-Dame-de-Bondeville, les objectifs variaient
entre 28% et 49% selon les lignes. La ligne 12-3, sur laquelle j’ai effectué mon expérience
professionnelle, avait un objectif d’OEE fixé à 28% en septembre 2015. Les temps de calcul,
et les exemples d’arrêts utilisés dans cette entreprise sont présentés ci-dessous (30).
Jour non travaillé : La ligne 12-3 dispose de 3 équipes pour la journée, mais pas d’équipes pour
le week-end. La ligne s’arrête du samedi 05h00 au lundi 05h00.
Arrêt planifié : Les arrêts planifiés correspondent aux standards des ouvertures planifiées
consacrés à la maintenance préventive et au changement de campagne (24h) ainsi que la durée
des NEP/SEP (Nettoyage En Place, Stérilisation En Place) entre chaque changement de lot (un
6h).
Pas de production demandée : Non applicable dans ce cas ; chaque temps de production
disponible est planifié avec de l’activité.

27
Arrêt routine : Dans cette catégorie, sont comptabilisées les heures consacrées aux réunions
(1h hebdomadaire par équipe), les pauses (45 minutes quotidienne par équipe), les pannes
supérieures à 10mn, les dépassements de standards pour les changements de lot/ouverture.
Perte performance : Cette catégorie permet de capturer les pertes non capturables ailleurs ;
micro-arrêts, perte de cadence etc…
Perte qualité : Cette catégorie sert à comptabiliser le temps consacré à la production de produit
non conformes destinés à la destruction.
1.2. Schedule adherence
1.2.1. Définition
Le schedule adherence est un document qui permet un suivi précis de la production réelle en
comparaison des objectifs planifiés. Ce terme peut se traduire par « adhésion au planning ».Les
objectifs de production correspondent à la cadence définit par l’OEE cible. L’objectif de ce
document est de vérifier que la planification est respectée au niveau de la production, et de
visualiser si la production est en avance ou en retard. Cette information sur les délais permet de
mettre en place des actions pour tenir l’objectif.
1.2.2. Exemple d’application
Le document d’adhésion au planning peut avoir plusieurs niveaux de détails. Dans une version
que j’ai expérimentée dans l’entreprise Aspen Pharmacare®, il était éditée sous un format
hebdomadaire, et publiée en fin de ligne. L’avancement de la production devait être rempli
chaque heure.

28
Figure 4 : Exemple de document schedule adherence
La figure 4 représente un exemple du document schedule adherence (un format plus grand,
utilisé dans l’entreprise Aspen Pharmacare® est disponible en Annexe 2). L’objectif de la
journée correspond à l’OEE cible. A partir de cela, on calcule la cadence à avoir sur le temps
de production disponible, qui prend en compte les arrêts typiques d’une fin de lot pour éviter
l’incidence d’une contamination croisée. L’utilisation de systèmes de nettoyage automatique
comme le NEP/SEP (Nettoyage En Place / Stérilisation En Place) induit une durée fixe non
réductible. Cette durée est indiquée par les cases en orange dans la figure 4 qui correspondent
aux temps séparant la dernière seringue du lot précèdent de la première du lot suivant. Ces
heures ne sont pas comptabilisées comme un temps de production planifiée, elles n’ont pas
d’impact sur l’OEE tant qu’elles sont respectés. Le temps de 2h correspond au cumul des heures
du nettoyage automatique et des opérations « manuelles » de fin et début de lot. L’utilisation
de systèmes de nettoyage automatique est la recommandation xii du paragraphe 5.21 des BPF
(11).
Le schedule adherence est affiché en sortie de ligne et est rempli chaque heure par les
opérateurs. Il est remis à zéro entre chaque lot. Ce tableau permet de calculer d’une manière
simple le temps d’avance ou de retard de la ligne sur les objectifs.

29
Ce calcul du temps d’avance/retard est une information très importante pour les prises de
décisions, notamment sur les opérations de maintenance.
On distingue principalement 2 grands types de maintenance : maintenance corrective et
maintenance préventive (31).
Tableau I : Illustration des différents types de maintenance(32)
Type de maintenance Evènement déclencheur (Quand ?)
Opération de maintenance (Quoi ?)
Maintenance préventive
Systématique
Seuil d’un compteur d’usage d’équipement ou d’un module / Calendrier pré-défini
Procédure de maintenance définie par les experts
Conditionnelle Seuil limite d’un indicateur de dégradation
Prédictive
Prédiction du moment de défaillance et de dégradation des performances du composant ou système
Procédure de maintenance ciblée par une procédure d’aide à la décision
Maintenance corrective
Palliative Constat d’une panne/défaillance
Dépannage
Curative Réparation
La maintenance préventive peut être incluse dans le schedule adherence, à l’inverse des
opérations maintenances correctives, dont les occurrences ne peuvent être planifiées.
Une meilleure utilisation de l’outil schedule adherence serait de planifier une plage horaire
dédiée aux opérations de maintenance préventive. En rajoutant, à côté du tableau principal, des
cases représentant les opérations de maintenance préventives et leurs temps respectifs, on peut
profiter d’une durée connue d’avance de la production pour effectuer ces arrêts de maintenance
préventive.
De plus, en cas de survenue d’une panne, les opérations de maintenance corrective à déployer
peuvent utiliser ce temps le maintenance préventive prévue et ne pas impacter les objectifs de
production hebdomadaires.

30
1.3. Boite à moustaches
1.2.1. Définition
La boite à moustaches est avant tout un outil de visualisation d’une répartition statistique d’une
mesure.
Figure 5 : Représentation d’une boîte à moustache
La boîte à moustache permet de représenter une distribution. Elle permet de visualiser
facilement la répartition de données. 7 points sont nécessaires pour construire ce graphique.
• Minimum : il s’agit de la donnée la plus faible disponible. Dans le cadre des résultats
rapportés, il s’agit très souvent de semaine sans production suite à des pannes et donc
des scores d’OEE de 0%
• Q10 : Il s’agit du 10ème centile, c’est-à-dire la donnée pour laquelle 10% des autres
données sont inférieures.
Maximum
Q90
Q75
Q50
Q25
Q10
Minimum
31
• Q25 : Il s’agit du 25ème centile, c’est-à-dire la donnée pour laquelle 25% des autres
données sont inférieures.
• Q50 : Il s’agit de la médiane (ou 50ème centile), c’est-à-dire la donnée pour laquelle
50% des autres données sont inférieures.
• Q75 : Il s’agit du 75ème centile, c’est-à-dire la donnée pour laquelle 75% des autres
données sont inférieures.
• Q90 : Il s’agit du 90ème centile, c’est-à-dire la donnée pour laquelle 90% des autres
données sont inférieures.
• Maximum : Il s’agit de la donnée la plus élevée.
Cette distribution permet de comparer les performances sans être influencée par les valeurs
extrêmes.
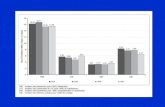
1.3.2. Exemple d’application
A partir du mois de Janvier 2016, une communication axée sur la performance des moyens de
production pour l’ensemble du personnel a été mise en place dans l’entreprise Aspen
Pharmacare®. Cette communication comprenait plusieurs affichages accessibles à tous,
permettant de voir l’avance ou le retard de la production en fonction des objectifs. Cette
affichage, couplée avec une maintenance préventive efficace a permis d’augmenter les
performances de production (cf figure 6 ci-dessus). En conséquence, les objectifs planifiées de
l’OEE sont passés de 28 à 40%.

32
Figure 6 : Comparatif des performances entre 2 semestres
L’objectif initiale de la ligne en terme d’OEE est de 28%. Sur la figure 6, on compare la
situation initiale à la situation avec un management plus axé sur la performance sur une période
comparable (2ème semestre 2015 vs 1er semestre 2016). Les données correspondent au score
d’’OEE hebdomadaire (un semestre possèdent donc une vingtaine de données) L’axe des
ordonnées correspond au score d’OEE. La distribution des performances montre que la
production a été améliorée puisqu’au moins la moitié (Q50) des performances est supérieure à
l’objectif, contrairement à la situation initiale. De plus, le Q10 et Q25 ont fortement augmentés,
ce qui démontre une augmentation de la fiabilité de la ligne, même si le minimum est toujours
à 0% (ce qui correspond à une semaine entière d’arrêt machine). Durant le 1er semestre 2016, il
est à noter que le cap symbolique des 50% de TRS a été franchi. Devant les bonnes
performances de la ligne, il a été décidé pendant le semestre d’augmenter l’objectif de 28 à 40%
de TRS. L’augmentation de cet objectif avait pour but d’adapter la logistique afin de permettre
0%
10%
20%
30%
40%
50%
60%
2eme semestre 2015 1er semestre 2016
Sco
re d
'OEE

33
un taux d’occupation de l’équipement à 100% (et donc un temps de production planifiée égale
au temps de production planifiée) (30)

34
Chapitre 2 : Temps d’attente (手待ちのムダ)
Ce second MUDA représente la perte de temps due à une attente non justifiée. Il peut avoir pour
origine une attente de renseignements, d'outils, d'approbations, de contrôle qualité, de reprise
etc…
Le constat suivant a été fait par les industriels : la diversité grandissante de la production,
notamment des petites séries, engendre un nombre élevé de changements de séries, ainsi que
des temps parfois non productifs. L’obstacle principal à la flexibilité de la production est la
durée des temps de changements de série. Ceux-ci sont généralement longs et compliqués et
nécessitent des ouvriers hautement qualifiés (33).
2.1. SMED
2.1.1. Historique
SMED est l’abréviation de l’anglais Single Minute Exchange of Die, qui signifie changement
de matrice en minutes unitaires. Le terme « Single Minute » ne correspond pas à une minute
comme on pourrait le croire mais est la contraction de Single Digit Minutes Numbers, donc un
temps ayant un seul chiffre, ce qui correspond à un temps inférieur à 10 minutes (34). La norme
AFNOR NF X 50-310 (concepts fondamentaux de la gestion de production) définit le SMED
comme une «méthode d’organisation qui cherche à réduire de façon systématique le temps de
changement de série, avec un objectif quantifié».
L’organisation qui entreprend à diminuer ses temps de changement de série vise deux objectif
simultanément :
• Augmentation des mouvements de ses stocks : plus petite production mais production
plus fréquente

35
• Augmenter le temps de production disponible de ses équipements en diminuant le temps
d’arrêt des machines. (35)
L’opération de changement de roues sur une voiture est l’exemple classique d’application du
SMED. La situation initiale, avant SMED, est comparé à un changement de pneus (été vers
hiver et vice versa), du particulier. La situation finale, après SMED correspond au changement
de pneu d’une formule 1 lors de son arrêt au stand. La différence d’exécution (plusieurs
dizaines de minutes comparé à moins de 10 secondes, avec des opérations annexes) est le gain
de temps promis par la méthode SMED. La liste ci-dessous résume les éléments clefs qui
caractérisent cet exemple :
• Maîtriser le temps d’arrêt au stand est stratégique pour gagner la compétition.
• Tous les éléments ont été préparés et mis en position avant l’arrivée de la voiture.
• Le mode de fixation des roues a été optimisé avec une seule vis centrale.
• Les opérations sont effectuées simultanément et de façon coordonnée.
• Chaque acteur est parfaitement entraîné à la tâche qu’il doit accomplir (35).
La méthode SMED, d’origine japonaise, a été élaborée par Shigeo Shingo, au cours de la
période allant de 1950 à 1969. Shingo révèle les étapes marquantes du dévellopement de la
méthode dans son ouvrage, « Le système SMED, une révolution en gestion de
production » (15) :
• Pendant la période 1951-1955, il analyse une presse industrielle. Il constate alors que
lors d’un changement d’outillage, il existe deux types d’opérations : les opérations
internes et les opérations externes ; c’est la genèse du SMED.
• Pendant la période 1956-1960, il travaille à améliorer l’efficacité d’une machine aux
chantiers navals Mitsubishi à Hiroshima. En fabriquant une table dont les réglages ont

36
été effectué au préalable, il émet le principe de transformation des opérations internes
en opérations externes.
• Lors de la période 1961-1965, il travaille à l’usine Toyota de Motomachi. La moyenne
de changement de matrice chute évoluant d’une heure à quinze minutes en 1962.
• Lors de la période 1966-1970, il parvient à réduire le délai de montage d’une presse de
1000 tonnes chez Toyota. Les chiffres autour de ce projet diffère selon les sources
(34,35) mais selon la page 237 de son ouvrage (15) ainsi que Smalley (36), le projet fut
en 2 temps. Dans un premier temps, le temps de montage fut réduit 4h à 1h30 (34) puis,
suite à une demande du management de Toyota, le nouvel objectif de temps de montage
fut de 3 minutes (35). Il conceptualise alors une analyse systématique pour réaliser le
changement rapide d’outillage à laquelle il donnera le nom de SMED (35).
Donc, comme vu dans le paragraphe précèdent, lors d’un changement de série, on peut
différencier deux types d’opérations (représentés sous la figure 7 ci-dessous) :
• Les opérations internes sont obligatoirement faites avec la machine à l’arrêt (monter
et démonter les outillages, par exemple ; en bleu ci-dessous).
• Les opérations externes peuvent être faites pendant que la machine fonctionne (par
exemple, sortir les outillages et les réintégrer au magasin ; en gris ci-dessous) (35).

37
Figure 7 : Représentation schématique du principe de SMED
Sur la figure 7 ci-dessus, on peut voir les principes du SMED schématisés en 2 grandes étapes.
Les temps d’arrêts sont représentés par une flèche commençant au début de la première
opération interne et se terminant à la fin dernière opération interne.
Dans la littérature, le SMED est découpé en 4 stades.
• Stade préliminaire (0) : Distinction des réglages internes et externes.
• Stade 1 : Séparation des réglages internes et externes.
• Stade 2 : Transformation de réglages internes en réglages externes.
• Stade 3 : Rationalisation de tous les aspects de l’opération de réglage (37).
Le premier schéma de la figure 7 se situe après le stade 0 et 1 puisque la séparation entre
réglages internes et externes est déjà faite.
Le second schéma correspond au processus après le stade 2 du SMED. A ce stade, il n’y a pas
eu, à proprement parler, d’amélioration des opérations unitaires. Mais, par une simple
réorganisation des opérations unitaires, on peut déjà constater un important gain de temps.
A B C D E F G
C E G B D A F
Temps d’arrêt avant SMED
Temps d’arrêt après étape 1 SMED
C E G B D A F
Temps d’arrêt après étape 2 SMED

38
Le troisième schéma de la figure 7 correspond au stade 3 du SMED, dont le but est de diminuer
si possible le temps pour les opérations internes. Sur la deuxième partie de la figure 7, on peut
voir que les opérations C & G sont les plus longues. Une diminution drastique de celles-ci
permet d’améliorer encore plus le temps de changement
2.1.2. Exemples d’applications
On retrouve de nombreux exemples d’application du SMED dans la bibliographie, en plus de
ceux développés par Shigeo Shingo et cités dans le paragraphe précèdent.
Une des applications concrètes du SMED dans l’industrie occidentale est décrite dans la thèse
de B.Michels (38) et a permis les résultats suivants : le temps de changement de série pour la
presse à poinçons est passée de 30.40 minutes à 9.68 minutes. De plus, le nombre d’opérateurs
nécessaires pour effectuer le changement fût réduit de 3 à 1. Bien que démontré dans un
environnement non pharmaceutique, ce résultat peut-être extrapolé à l’industrie
pharmaceutique qui utilise le même type de machine pour la fabrication de comprimés.
Un autre exemple est le travail réalisé par M.Aguilar dans sa thèse (39) où l’utilisation, du
SMED se fait dans une entreprise fabriquant les milieux de culture destinés à l’industrie
pharmaceutique. Ce changement de lot se fait dans une zone propre et a donc des contraintes
réglementaires de propreté similaires à ce que l’on retrouve dans l’industrie pharmaceutique.
Avec des changements à court et à long terme, l’auteur de cette thèse rapporte une amélioration
36.1% (le temps total initial étant de 147 minutes, le temps total après changement à court terme
de 110.5 minutes et un temps total final de 94 minutes).
Ensuite, il faut remarquer l’importance de l’implication du management, puisque dans les
travaux de J.Unterborn (40), les résultats diffèrent selon cette caractéristique. Dans cette thèse,
il compare le temps gagné par la méthodologie SMED sur la même machine (Nilpeter M3300S)

39
dans 2 usines différentes. Ces 2 usines sont issues de la même maison mère, ont la même
structure managériale, les mêmes clients. Cependant, une usine est localisée aux Etats-Unis et
a un management impliqué dans les pratiques LEAN (usine A) tandis que l’usine B est situé en
Angleterre et forme uniquement les opérateurs aux principes du LEAN Management. Une année
entière de temps de changement de lot sur chaque usine a été collecté et sert de données
contrôles (1923 changements pour l’usine A, 3246 pour l’usine B). Ces données contrôles ont
ensuite été comparées aux données collectées pendant une année après mise en place du SMED.
(591 et 856 changements pour l’usine A et B, respectivement). Les données indiquent que
l’usine A a gagné environ 1.68 heure (soit 38%) par réglage tandis que l’usine B a gagné
seulement 0.43 heure ( soit 13%).
De plus, sur la figure 8 ci-dessus, on peut voir que la tendance des derniers mois est meilleure
pour l’usine A que pour l’usine B car elle subit moins de variations.
Figure 8 : Moyenne mensuelle des temps de changement (heures) Usine A vs Usine B avant/après
SMED
0
1
2
3
4
5
6
7
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Moyenne mensuelle des temps de changement (heures) Usine A vs Usine B avant/après SMED
Usine A Usine B

40
Enfin, d’après les résultats de l’enquête menée dans la thèse de I.Alhuraish en 2017 (41), il y a
une relation significative entre l’implantation du SMED et l’augmentation des performances
financières.
Ce résultat a été obtenu en comparant le degré d’adhésion des entreprises à l’affirmation
suivante « le SMED permet d’améliorer les performances financières ». Chaque entreprise
déclare son niveau d’implémentation du SMED (Absent, faible, moyen, fort, totale) ainsi que
l’adhésion à l’affirmation (désaccord total, désaccord, neutre, accord, accord total). Le test
statistique utilisé (χ2) montre que plus l’implémentation du SMED est importante dans une
entreprise, plus son impact économique est remarqué (avec un risque α <0.2%). Le détail du
fonctionnement d’un test du χ2 est expliqué dans l’annexe 3.
2.2. Pareto
2.2.1. Historique
Vilfredo Pareto était un économiste et sociologue Italien. Il analysait les problèmes
économiques en utilisant les mathématiques. A la fin du XIXème siècle, il observa que 80% des
terrains étaient détenus par 20% de la population. En jardinant, il remarqua également que 20%
de ses plants de petits pois constituaient 80% de la récolte totale (42).
Et c’est ainsi que naquit le concept du 80/20, qui veut que 80% des conséquences quantitatives
d’un problème soient dues à 20% des causes qualitatives. En terme mathématique, cela
correspond à l’équation 𝑦 = 100 ∗ (4
5)
𝑙𝑜𝑔100−𝑙𝑜𝑔𝑥
𝑙𝑜𝑔5 ce qui correspond à l’équation 𝑦 =
52.809 𝑥0.1386. On peut voir sa distribution continue dans la figure 9 ci-dessous

41
Figure 9 : Représentation de la distribution de la répartition selon le principe de Pareto
Il est généralement représenté sous la forme d’histogramme représentant les causes avec une
courbe de fréquence cumulé comme sur la figure 10 (43).
Figure 10 : Représentation classique d’un diagramme de Pareto (43)
y = 52,809x0,1386
R² = 1
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Co
nsé
qu
ence
Qu
anti
tati
ve
Cause Qualitative
Distribution Pareto

42
Sur la figure 10, 9 types d’erreurs sont enregistrés. L’axe des ordonnées droit représentent la
fréquence de chacune des erreurs. La courbe rouge représente la fréquence cumulée des erreur,
sa valeur peut être lu grâce à l’échelle des ordonnées gauche. Ainsi, les 3 premières causes
représentent plus de 80% des problèmes. Le temps passé à résoudre ces 3 problèmes aura plus
d’impact que le temps passé à résoudre les autres problèmes.
2.2.2. Exemples d’applications
Le grand principe du 80/20 peut librement s’appliquer à de nombreuses choses. Ainsi, il est
possible d’utiliser un diagramme de type Pareto pour faire une cartographie des défauts sur les
pièces si on veut améliorer l’indicateur qualité, ou de l’utiliser sur les arrêts si on veut plutôt
améliorer l’indicateur production ; cette cartographie peut être fait en utilisant le diagramme de
suivi des pannes illustré par la figure 11. Ce diagramme a été créé et utilisé chez Aspen
Pharmacare® (30)
Figure 11 : Diagramme de suivi des pannes (30)

43
Cette version est séparée en 3 parties, de gauche à droite : Les pannes exceptionnelles, les arrêts
routiniers (démarrage, changement de lot etc…) et les micro-arrêts.
La partie consacré aux pannes exceptionnelles alimente la partie « arrêt routine » du calcul
d’OEE. Dans son utilisation, cette partie est subdivisé en 2 sous-parties. La localisation de la
panne d’une part et la description de la durée de la panne en 4 critères d’autre part : Attente
personnel qualifié, investigation, intervention, et redémarrage.
La partie gauche permet de voir quelles opérations unitaires ralentit l’ensemble du processus.
Si la loi de distribution de Pareto est respectée (sachant que le processus est composé de 5
opérations unitaires), un poste devrait être à l’origine de 80% des ralentissements. On peut alors
penser à des actions de présence terrain renforcé de personnes qualifiés (comme un technicien
de maintenance) sur le processus unitaire afin de prévenir l’apparition de pannes et de mettre
en place une amélioration sur le taux d’occupation du poste.
La description de la panne permet d’établir un second Pareto et de voir sur quels critères on
peut s’améliorer. Par exemple, si on voit que le temps d’attente du personnel qualifié est
systématiquement le critère le plus élevé, on peut agir sur la disponibilité de ce personnel en le
libérant de certaines tâches de travail pour qu’il puisse intervenir à temps sur celle ralentissant
la production.
La partie centrale correspond à la collecte de données des arrêts routiniers. Selon les choix, une
partie de ce temps de panne peut être planifiée et n’affectera pas l’OEE. Par exemple, pour les
changements de lots, on doit légalement faire un nettoyage de type NEP/SEP, qui oblige à faire
un nouveau montage. L’ensemble dure 6h dont 4h de NEP/SEP. En cas de changement de lot,
4h du temps de production planifiée comptant pour le calcul de l’OEE (figure 3) sont retirées.
Les 2h de montage étant du temps humain, ils sont comptabilisés en tant qu’arrêt routine. Cette
partie du graphique est également très utile pour voir les dépassements de standards. Il est

44
intéressant de comparer les temps moyens de chaque équipe, afin d’envisager des améliorations
de ce standard.
Enfin, la dernière partie concerne les micro-arrêts et alimente la partie « perte de performance »
de l’OEE. Etant donné la durée brève des arrêts, il a fallu penser cette partie comme très rapide
à renseigner. La solution choisie fut de pré-remplir la dénomination de la panne et de recourir
au bâtonnage pour visualiser la récurrence de celle-ci.
Malgré ce suivi, la perte d’OEE du aux pertes de performance reste importante, puisque l’OEE
moyen calculé sur le temps opérationnel est d’environ 70%. Il y a donc 30% de perte dûes à
des micro-arrêts ou des baisses de cadence non capturés. (30)

45
Chapitre 3 : Transports et manutention inutile (運搬
のムダ)
Ce gaspillage a pour origine la mauvaise optimisation des flux de matières ou les longues
distances entre les étapes d'un processus. Ce gaspillage peut aussi être accompagné d’un risque
qualité (contamination croisée notamment), c’est pourquoi le paragraphe 3.7 du guide des
Bonnes Pratiques de Fabrication (11) répond en partie à ce problèmes : « Les locaux doivent,
de préférence, être disposés selon l'ordre logique des opérations de fabrication effectuées et
selon les niveaux de propreté requise. »
3.1. Simplification du processus, fabrication en continue
3.1.1. Théorie
Une réorganisation simple du flux est une manière rapide de gagner en efficacité. On retrouve
cet exemple dans un témoignage exprimé dans la préface de Talent Toyota (44) :
« Olivier Bessin, responsable TPS (Toyota Production System) sur le site, explique qu’au cours
de l’année passée, le Japon a demandé au site de préparer un changement de takt time
correspondant à une augmentation de capacité de 16 % sans agrandir la ligne. Cela paraissait
difficilement réalisable car les postes de travail avaient déjà été optimisés au cours des années.
Toutefois, en se repenchant sur les standards de travail, il est apparu que les opérateurs perdaient
beaucoup de temps de leur cycle en déplacements (« MUDA de mouvement ») pour aller
prendre des pièces dans les étagères disposées en bord de ligne. Cette réflexion a conduit
finalement à une modification complète de l’organisation matérielle de la ligne par du matériel
amené sur la ligne grâce à un petit train qui dépose des servantes de pièces et de sous-
assemblages au fur et à mesure que les opérateurs en ont besoin. En éliminant les gaspillages

46
de déplacements, cette nouvelle organisation a permis d’absorber l’augmentation de volume
sans augmenter l’espace de la ligne ou le nombre d’opérateurs. Bien entendu, cette nouvelle
organisation est bien plus exigeante et demande un respect pointilleux des standards de travail
tant en production qu’en logistique pour amener les bonnes pièces au bon poste – en juste-à-
temps. »
Pour comprendre la suite du témoignage, la définition du concept Kaizen est nécessaire au
préalable. Le terme Kaizen correspond à l'association de deux termes Japonais, « Kai »
signifiant Changement et « Zen » signifiant Bien (au sens de Mieux). Le Kaizen se traduit par
« amélioration continue ». C’est une démarche graduelle et douce qui s’oppose aux réformes
brutales.(1)
« Le travail standardisé, explique ce spécialiste, est le point de départ du kaizen. Sans standard,
pas de kaizen possible. Mais inversement, il est également difficile de maintenir les standards
au poste si on n’améliore pas les postes et les conditions de travail en continu – donc sans
kaizen, les standards ne tiennent pas. »
Cette réorganisation de l’espace de travail sans agrandissement a donc permis un gain de 16%.
Mais il est possible de faire mieux.
L’évolution de cette réduction de la longueur du flux est la suppression du fonctionnement en
lot et le passage en fabrication continue. Cette approche a été initiée par un partenariat entre le
prestigieux Massachusetts Institute of Technology (MIT) et Novartis en 2007. Ce changement
de paradigme promet des améliorations. Ainsi, dans une conférence tenu en 2009 au MIT, B.
Trout (Professeur d’ingénierie chimique au MIT) et W. Bisson (Program Manager chez
Novartis®), affirment que l’on peut réduire le temps moyen de la délivrance au patient depuis
la fabrication de 100 jours à une dizaine de jours (45).

47
Figure 12 : Evolution des performances selon le type de fabrication (46)
Sur la figure 12, on peut voir les évolutions de 3 indicateurs selon le type de fabrication.
• Le 1er indicateur (courbe rouge), le TPT (Throughput time), correspond au temps pour
un processus de transformer une matière première brute en produit fini (47). On peut
voir qu’il est environ divisé par 2 entre la fabrication traditionnelle et le LEAN mais
avec la fabrication en continue, celui-ci est réduit très fortement et est divisé par 10 pour
arriver à un temps inférieur à 10 jours, comme énoncé plus haut.
• Le 2nd indicateur (courbe bleu), l’OAE, est un dérivé de l’OEE qui permet de retirer des
pertes de temps lors du calcul. Cet ajustement diffère selon les entreprises où il est
utilisé. Pour la compréhension du graphique, il est plus simple de l’assimiler à l’OEE,
d’autant que les scores correspondent avec ceux énoncés dans le chapitre 1 (48). Cet
indicateur représentant la performance industrielle est également en augmentation, et
semble permettre à l’industrie pharmaceutique de viser l’excellence industrielle (OEE
>84%).
• Le dernier indicateur (en marron) représente l’évolution de la qualité. Cet indicateur ne
possède pas de données chiffrées sur le schéma. Il est donc subjectif mais ne semble pas
être affecté par les changements de méthode.

48
3.1.2. Exemples d’applications
Dans le cadre des travaux entre le MIT et Novartis®, évoqué dans le paragraphe précèdent, un
exemple est présenté sur la figure 13 ci-dessous
Figure 13 : Illustration de la simplification du processus (46)
La figure 13 permet de visualiser l’origine des améliorations. Sur les différentes opérations
unitaires servant à la fabrication d’un comprimé classique, 6 ont disparues et sont réalisés de
manière continue dans une même opération. Sur les 2 schémas plus détaillés du processus
(figure 14), on comprend encore mieux l’origine du gain.

49
Figure 14 : Comparaison de 2 voies de synthèses (46)
Ainsi, sur la première voie présenté par cette figure, on dénombre 19 opérations entre
l’introduction du premier réactif et l’obtention des comprimés. Parmi ces 19 opérations, on
dénombre notamment 3 opérations de séchage, 4 opérations de filtration, 2 opérations de
distillation. Par comparaison, sur la nouvelle voie de production, il y a 14 opérations mais avec
une seule opération de séchage, 2 opérations de filtration et aucune opération de distillation.

50
Un exemple concret de synthèse de principe actif est d’ailleurs présenté dans les travaux de
W.Bisson (46). Pour la synthèse du Metoprolol, la fabrication par lot a un rendement de 65-
70% pour une synthèse par reflux durant plusieurs heures. Avec la fabrication continue, les
rendements atteignent 91% pour une durée de synthèse de 15 secondes.
Actuellement, les pratiques de fabrication consistent en des lots pour chaque étape (synthèse,
purification, contrôle, stockage, transport etc…) fabriqués sur des sites différents réparties
autour du monde, constituant autant d’intermédiaires pour les excipients et substances actives.
La substance active est ensuite transportée ailleurs pour être formulé sous la forme produit fini,
emballée et distribuée aux répartiteurs. A cause de ces écarts entre la substance active et le
médicament fini, il manque souvent des informations sur les propriétés physico-chimiques des
ingrédients pour faciliter les opérations de transformation/fabrication suivantes. Ce manque
d’informations mène à des étapes de correction nécessaires pour formuler correctement la
substance active en médicament fini. Il y a de nombreux exemples sur les substances actives
cristallisées sous des formes à l’écoulement limité qui rajoute une étape de micronisation et/ou
granulation avant l’étape de compression (49). La suppression de ces étapes est un bel exemple
d’élimination de gaspillages de transport de matières.
Cette technique a récemment été utilisée dans une manufacture française pour la production de
capsule contenant des acides gras polyinsaturés. Le nouveau processus est destiné à fabriquer
les produits à destination des essais cliniques de phase 3 ainsi que les premiers lots
commerciaux (50). De même, pour la production de Prezista® sur le site de Janssen à Porto
Rico, la production en continue a été approuvée par l’EMA (European Medicines Agency) et
la FDA. Cette production permet de fusionner les étapes de pesage, concassage, mélange,

51
compression et d’enrobage en une seule ligne. Ainsi, le temps de production est passé de 2
semaines à 1 jour (51).

52
Chapitre 4 : Usinages inutiles ou incorrects (加工その
もののムダ)
Ce gaspillage correspond à la fabrication de produits qui ne répondent pas aux caractéristiques
exigées par la clientèle. Il peut avoir pour origine des actions inutilement nombreuses pour
parvenir au résultat souhaité, ou encore une finition au-delà de la spécification. Ces actions
représentent des opérations inutiles que l’on peut donc supprimer.
4.1. SPC
4.1.1. Théorie : 6-sigma
Le SPC (Statistical Process Control) ou MSP (Maitrise Statistique des Procédés) s’inscrit dans
une démarche globale de recherche de la qualité des produits fabriqués par une entreprise. Le
SPC fourni des outils et des méthodes de contrôle en complément des normes ISO 9000, qui
elles couvrent principalement les aspects stratégie qualité et système qualité.
Tous les procédés, quels qu’ils soient, sont incapables de produire toujours les mêmes pièces.
Il y a toujours une dispersion dans la répartition des caractéristiques. Ces variations proviennent
de l’ensemble du procédé dont sont distinguées 5 causes fondamentales, les 5M : Machine,
Main d’œuvre, Matière, Méthodes, Milieu (52). Une sixième origine peut être prise en compte,
il s’agit de la précision de la Mesure. On parle alors des 6M.
Lorsque les 6M sont sous contrôle, la répartition de la caractéristique du produit suit une courbe
en cloche selon la loi de Gauss ou loi normale (52).
Les mesures sont groupés autour d’une moyenne, et se distribuent symétriquement de part et
d’autre de celle-ci. La lettre grecque σ (sigma) représente l’écart type, soit la distance moyenne
entre la valeur centrale et les autres valeurs. Graphiquement, il représente le degré d’inflexion
de la courbe. En pratique, σ représente la dispersion du processus, c’est à dire sa variabilité. Un

53
processus est dit fiable lorsqu’il présente une faible dispersion (il a donc une courbe resserré et
un sigma peu élevé), ce qui assure la qualité. Une dispersion importante témoigne d’un
processus non assuré : la caractéristique mesurée peut prendre de nombreuses valeurs, certaines
pouvant être éloignées de la moyenne. A cause de cette variabilité, on ne peut pas prédire les
mesures ni maintenir la valeur de la caractéristique dans les limites définies.
Figure 15 : Représentation de la dispersion d’une caractéristique des pièces selon le niveau de Sigma.
Sur la figure 15, on voit la répartition d’une caractéristique selon le niveau de maitrise du
processus. Les exigences client sont matérialisées par des limites de tolérances supérieure
(LTS ; USL « Up Specification Limit ») et inférieure (LTI ; LSL « Lower Specification Limit
»). Lorsqu’un produit se situe hors de ces limites, il est rejeté car il est considéré comme non
compliant (rebut). En se plaçant au niveau 6, la variabilité du processus est considérée comme
maitrisée puisque la courbe dispose d’une faible dispersion, ; en conséquence, peu de pièces
défectueuses sont produites (inférieur à 3,4 DPMO (Défaut Par Million d’Opportunité) (13).
L’important est d’avoir un sigma faible en regard des limites que l’on se fixe.

54
Dans l’industrie pharmaceutique, les limites pour établir ces tolérances sont définies
réglementairement. Par exemple selon la pharmacopée européenne 9.0, le test d’uniformité de
masse (§2.9.5) pour les comprimés supérieurs à 250mg définit comme conforme tous
comprimés étant dans l’intervalle de la moyenne plus ou moins 5% (53). De même, sur 20
comprimés, l’erreur peut être de 10% pour 2 d’entre eux (soit 10% de pièces « non-conformes »
acceptées).
En regard des prédictions du 6 sigma, le taux de défauts est souvent exprimé en DPMO dans le
milieu industriel. La terminologie Six-Sigma trouve son origine dans la relation qui existe entre
la variation d’un processus et les exigences du client vis-à-vis de celui-ci.
Tableau II : Correspondance entre niveau de sigma et nombre de défauts (13)
Niveau Sigma Pourcentage de pièces conformes Défauts par millions d’opportunités
1 31% 690 000
2 69.2% 308 537
3 93.32% 66 807
4 99.379% 6210
5 99.977% 233
6 99.9997% 3,4
Une performance de qualité Six Sigma possède un taux de pièces défectueuses de 3,4 DPMO,
comme on peut le voir sur le tableau II. Dans l’environnement industriel, on considère la
maitrise d’un processus satisfaisante lorsque le niveau 4σ est atteint (13), et que l’on possède
ainsi un indice de qualité supérieur à 99% . En comparaison, le test d’uniformité de masse de
la pharmacopée européenne se situerait entre les niveaux 2 et 3 puisque 10% des pièces non
conformes peuvent être acceptés.

55
4.1.2. Exemple d’application : Capabilité et Carte de Contrôle
Le SPC s’appuie sur deux concepts pimordiaux : l’analyse de capabilité et le pilotage par carte
de contrôle. Une étude de capabilité permet de définir si le procédé de fabrication est capable
de fabriquer le produit avec le degré de qualité requis. Les indices de capabilité ont pour nature
de comparer la qualité d’une production sur une période établise, par rapport à un objectif
établis. Les cartes de contrôle, elles, permettent de diriger un procédé, afin de conserver voir
même d’augmenter sa capabilité (52). La création d’une carte de contrôle est donc précédée
d’une étude de capabilité.
La capabilité est la mesure établissant le rapport entre la performance réelle d’une machine (ou
procédé) et la performance demandée. Une étude de capabilité est une étude ponctuelle sur une
production dont le but est de vérifier que l’entreprise est capable de fabriquer des pièces
conformes au cahier des charges du client.
La capabilité d’une opération se calcule par un ratio entre l’intervalle de tolérance et la
dispersion de l’opération.
Le meilleur moyen de calculer la capabilité est de prélever un maximum de pièces en un
minimum de temps par la même personne. Ainsi, les variations dues aux causes racines Main
d’œuvre, Matière, Méthodes, Milieu sont supprimées. La dispersion des résultats résulte donc
uniquement de la capabilité, dont la cause racine Machine, avec une marge d’erreur dépendant
de la précision de la Mesure.
La dispersion dû à la machine est quasi incompressible, et il est très compliqué d’agir dessus, à
moins de gros investissements. Cette dispersion restante, que l’on nomme aussi « résiduelle »
ou « dispersion naturelle » correspond à la capabilité maximum que l’on peut accomplir : c’est
la capabilité machine (52).
Après confirmation de la normalité et de la capabilité de l’opération, une gamme comprenant
des informations sur la moyenne, les limites supérieures et inférieures critiques ainsi que les

56
valeurs aberrantes est défini. Cette gamme sert à élaborer la carte de contrôle qui est l’outil
essentiel du SPC. Pour définir la gamme, un nombre réduit de produits consécutifs sont pesés
à un intervalle de temps régulier. La gamme permet de caractériser la capabilité du processus
qui correspond à une capabilité réelle, sur plusieurs périodes durant lesquels tous les facteurs
(6M) varient. Une fois que la gamme est prête, le SPC peut commencer à être utilisé en routine
pour la prise de décisions via la création d’une carte de contrôle.
Cette carte de contrôle permet de vérifier la tendance et comporte plusieurs limites définies lors
de la gamme.
• La valeur cible : déposée dans le dossier d’AMM (Autorisation de Mise sur le Marché).
• La capabilité : obtenue lors des essais, représente la moyenne obtenue par le processus
lorsque les variations dues aux 6M sont minimales.
• Les valeurs OOS : Out of Specification : En dehors de la spécification ; correspond aux
limites réglementaires, calculé à partir de la valeur cible. Un produit OOS est un produit
non conforme.
• Les valeurs OOT : Out of Trend : En dehors de la tendance; correspond aux limites du
procédé normal. Au-delà de ces limites, on considère que le processus a dérivé, et donc
des actions sont à prendre pour arrêter cette dérive puisque les probabilités de produire
des produits non conformes ont augmenté.
Les cartes de contrôles doivent mesurer des caractéristiques intermédiaires puisque le
contrôle final, qu’il soit statistique ou à 100%, est très critiquable puisqu’il mobilise du
personnel qui n’apporte aucune valeur ajoutée au produit. Il garantit plus ou moins un
niveau de qualité pour le client mais n’empêche pas la fabrication de produits non
conformes qui finissent par s’avérer très couteux pour les entreprises. Ces constats ont donc
motivé les entreprises à évoluer vers un contrôle, plus réactif, en amont du produit fini. Il
s’agit de l’autocontrôle (52). Dans l’industrie pharmaceutique, ces contrôles intermédiaires

57
correspondent aux IPC (In Process Controls, Contrôles en Cours d’Opérations). Les
caractéristiques intermédiaires à mesurer sont les caractéristiques qualifiées de critiques
pendant le développement du produit.
La mesure de ces caractéristiques intermédiaire permet la visualisation précoce des dérives
de l’opération ou du processus en amont. Il est alors possible de corriger cette dérive avant
de produire des pièces hors spécifications, qui sont des déchets, qui n’ont aucune valeur
ajoutée et ont souvent un coût de destruction.
4.1.3. Exemple d’application : Design Space
Dans la norme Q8-R2 défini par l’ICH (International Council for Harmonisation), on définit
le « Quality by Design » (Qualité de Conception), et la création d’un « Design Space ». Ce
concept d’espace correspond à des variations de paramètres du procédé (caractéristiques
critiques) testées et validées lors de la phase de développement. Ces paramètres peuvent donc
varier dans le « Design Space » pendant la phase de production sans remettre en cause la qualité
du produit final.
En conséquence pratique, la maitrise des caractéristiques critiques intermédiaires permet de
garantir les caractéristiques du produit final sans avoir à contrôler celui-ci. Ainsi, par une
validation poussée du processus et de ses tests de contrôle, on peut théoriquement supprimer
les tests sur le produit fini, et avoir une approche real time release testing (RTRT).
Cette approche a été validée par l’ANSM (11) : « Il est reconnu qu’un ensemble exhaustif
d’essais et de contrôles en cours de fabrication peut constituer un moyen plus efficace de
garantir le respect des spécifications du produit fini que les tests pratiqués sur le seul produit
fini. »

58
En prenant en compte les recommandations des ICH Q8-R2, Q9, Q10, la FDA (Food and Drug
Administration) a établi des directives qui ne prônent plus la fabrication de 3 lots de validation
mais décrivent plutôt la validation en 3 étapes (54), englobant tout le cycle de vie du produit :
1. Création du procédé : Définition du procédé standard selon l’expérience obtenue
pendant les différentes phases de développement, et élaboration de stratégie pour le
contrôle du procédé ;
2. Qualification du procédé : Confirmation de la capabilité du procédé à obtenir une
fabrication de routine reproductible (avec le design des locaux, la qualification des
équipements et la qualification de performance) ;
3. Vérification continue du procédé : Assurance continue que le procédé est sous
contrôle pendant la production de routine par le maintien et le respect des procédures
qualité ainsi que la recherche permanente d’amélioration.
Les attributs dans ce nouveau paradigme qu’est le cycle de vie du produit sont :
• un niveau de confiance conséquent dans l’efficacité du processus de fabrication avant
la mise sur le marché du produit
• la connaissance des sources de fluctuation, la détection de leur présence ainsi que
l’amplitude de leurs variations, la compréhension des impacts des fluctuations sur le
processus, le produit et les risques associés
• une méthode de contrôle conforme pour obtenir un processus de fabrication basé sur
la compréhension et la connaissance
• une assurance scientifique à tous les niveaux
• la surveillance du bon fonctionnement du processus pendant toute sa période
d’utilisation
• une vérification continue du processus (55).

59
La libération paramétrique existe déjà pour le test de stérilité. En effet, ce test est limité car il
est destructif, donc on ne peut contrôler tous les produits (56).
Les produits non contrôlés sont supposés bon, cependant, il existe toujours un risque d’erreurs.
Par exemple, sur un lot de 1000 produits, si une seringue est contaminée, un contrôle de 20
produits aura une probabilité de 2% de la détecter (57).
La validation des méthodes de stérilisation permet d’assurer un niveau de réduction biologique
adapté au processus. Cette validation ainsi que le contrôle continu associé est cruciale pour la
libération paramétrique (11). Cette validation doit s’assurer d’un niveau de réduction suffisant
pour atteindre une probabilité de non stérilité (B) équivalent à 10-6. Cette probabilité se calcule
selon la formule suivante :
𝐵 = 10(log 𝐴−
𝐹𝑇𝐷𝑇
)
Dans la formule ci-dessus, A correspond au nombre de microorganismes présent avant
l’opération de stérilisation, FT correspond au nombre de minutes équivalents d’exposition à
121°C et DT correspond au taux de mortalité de l’espèce bactérienne. L’espèce bactérienne la
plus résistante à la chaleur humide correspond est le geobacillus stearothermophilus, (retrouvé
aussi sous le terme B. stearothermophilus dans la littérature). Elle sert de référence, est utilisée
comme Bio-Indicateurs (BI) lors des essais de validation. Sa valeur de DT est donnée par le
fabricant du BI, ou doit être calculé pour être connue avant la validation (56). Selon le chapitre
général 1035 de la U.S. pharmacopeia (Biological Indicator for sterilization), pour être assuré
d’atteindre la probabilité B à 10-6, il faut atteindre une réduction de 12 log, ce qui se correspond
à un temps d’exposition à la vapeur d’eau à 121°C de FT =12* DT. En reprenant l’équation ci-
dessus, on obtient
10−6 ≥ 10(log 𝐴−12)
↔ 𝐴 ≤ 106

60
Ainsi, tant que la contamination initiale n’excède pas une population de 106 micro-organismes
de l’espèce la plus résistante, la stérilité des produits finaux sera considéré comme acquise.
La maitrise des paramètres critiques (leur maintien dans le Design Space) permet de réduire le
risque d’erreur. En effet, pour qu’un produit défectueux arrive sur le marché, il faut que le
produit fini défectueux soit isolé et que le défaut n’ait pas pour origine un paramètre critique.
La validation de ce Design Space et la stratégie de contrôle associée sont décrites dans le
Common Technical Document (CTD). Ces caractéristiques sont donc approuvées par l’autorité
compétente avant leur utilisation en production de lots commerciaux.
Dans l’ICH Q8 (58), un exemple d’illustration pour la soumission est fourni et reproduit dans
la figure 16 ci-dessous.
Figure 16 : Comparaison d’un Design Space en combinaison linéaire et non linéaire sur le réglage de
2 paramètres permettant une dissolution conforme (<80%)(58)
Sur la figure 16, on peut voir que le Design Space peut occuper une surface plus ou moins
grande selon sa définition. Ainsi, en utilisant une combinaison linéaire classique, ne tenant pas
compte de la synergie entre les 2 paramètres on obtient une aire de compliance d’environ 27
carreaux. En utilisant la combinaison non linéaire, on arrive à une aire d’environ 42 carreaux,
soit une augmentation de 55% en rapport de la combinaison linéaire. De plus, dans cet exemple,
il ne s’agit que de 2 paramètres. Sur une opération de fabrication normale, plusieurs paramètres
Design Space (combinaison non linéaire)
Design Space (combinaison linéaire)

61
peuvent influencer une caractéristique critique. De même, un paramètre peut influencer
plusieurs caractéristiques critiques. En prenant en compte ces informations, la validation non
linéaire, permet plus de choix dans le réglage sans remettre en cause la conformité finale des
produits. Cet élargissement du choix se traduit en pratique par une « autorisation »de la dérive
de l’opération plus importante.
L’objectif de supprimer le contrôle qualité de dissolution par la création d’un Design Space a
été visé par Yekpe (59). Son modèle de calcul selon le réglage de 3 paramètres (pH, taille du
principe actif, dureté du comprimé) permet de prévoir le résultat de dissolution au bout de 10
minutes. Cependant, il n’a pas été possible de modéliser les pourcentages de dissolution du
principe actif à 60 minutes. Dans un autre chapitre de cette même thèse, il a été démontré que
la quantité de désintégrant est primordiale afin de s’assurer d’une dissolution du principe actif
adéquate. Un outil efficace et puissant permettant de déterminer la quantité de désintégrant dans
la formule est l’imagerie chimique proche infrarouge. Il peut être utilisé en zone de production
pharmaceutique directement, pour prédire, grâce à l’utilisation de l’analyse multivariée, le
pourcentage de dissolution de comprimés. La mise en place d’un tel système présenterait
plusieurs avantages, notamment un contrôle en continu de la qualité des comprimés et la
réduction des analyses a posteriori, actuellement nécessaires pour permettre la libération des
lots fabriqués. Cette méthodologie permettant de suivre en continue/ sur la ligne de production
les caractéristiques est nommée PAT (Process Analytical Technologies / Technologie
d’Analyse des Procédés) dans la littérature.

62
Chapitre 5 : Stocks Excédentaires (在庫のムダ)
Un non-flux correspond à une situation de non déplacement dans l’espace, alors que le temps
continue à s’écouler. Le non-flux est, donc, une “retenue” de flux, un “réservoir”. En
production, les “non-flux” s’appellent les stocks (60). Ces stocks ont un coût total qui peut être
divisé en 4 catégories :
• Le coût d’acquisition, qui correspond aux montants des factures d’achats, aux frais de
transport, de manutention etc…
• Le coût de passation d’une commande, qui correspond à la préparation du bon de
commande, les frais de poste, la réception et contrôle des produits, l’entreposage etc…
• Le coût de possession qui regroupe le coût du capital investi dans les stocks (trésorerie
immobilisée, non rémunération des capitaux immobilisés etc…) ainsi que le coût direct
du stockage
o charges liées au stockage physique des articles (Location/Achat des surfaces
d’entreposage, des machines de manutention, d’assurance, de gardiennage
etc…)
o Charges liées aux salaires des magasiniers et manutentionnaires etc…
o Charge liées à l’obsolescence des composés, leur détérioration etc…
• Le coût de rupture qui correspond aux coûts induits par l’absence de l’article demandé
par le client dans les stocks, qu’il soit direct comme des pénalités de retard, ou indirect
avec une perte de confiance du client et la perte de futures commandes (61).
Ces coûts sont autant de richesses immobilisées n’apportant aucune plus-value à l’entreprise et
sont donc de bons candidats pour les actions d’améliorations car ils apportent un gain immédiat.
5.1. Kanban
5.1.1. Historique

63
Tout système industriel peut être considéré comme une succession de tâches (autrement appelés
postes de travail) qui s’enchainent de façon à élaborer progressivement un produit ou un service.
Chaque poste fabrique un composant, ou une partie, qui sera utilisé ultérieurement par un poste
suivant. Chaque poste joue donc simultanément un rôle de fournisseur pour le, ou les, poste(s)
suivant(s) et un rôle de client pour le, ou les poste(s) précèdent(s). Le client passe commande à
un fournisseur par l’intermédiaire d’un bon de commande et le fournisseur livre le client en
joignant à la marchandise un bon de livraison (33).
Kanban signifie étiquette en japonais. Le système Kanban a été développé par Toyota dans les
années 50. Dans cette approche, le Kanban est le système qui permet de piloter les flux
physiques par la consommation aval. Il se met en œuvre par des cartes et des tableaux visuels,
qui permettent aux personnes de terrain, de gérer eux-mêmes les flux. Cependant, il fonctionne
avec des règles claires, définies et suivies par une personne nommé responsable qui a pour souci
d’optimiser le stock et de synchroniser les « intrants » et « sortants » de son poste (62).
En gestion de production traditionnel, les productions sont lancés selon des prévisions. Selon
les extrapolation et la disponibilité des machines, la production commence en avance, et les
produits sont stockés en attendant leurs achats par un client potentiel. Le système se base donc
sur des prévisions, est poussé par l’amont, et ne tiens pas compte du besoin réel du client : on
l’appelle donc mode de gestion en « flux poussé » (63).
Cette gestion prévisionelles génère des stocks, et, si le modèle est imprécis, les quantités
manufacturées peuvent être trop importantes (surproduction), ou trop faibles, auquel cas la
demande du client risque de ne pas être satisfaite en termes de quantité et/ou délai (63).
Dans le système Kanban, c’est le client qui impose le rythme. Ce rythme est donné à l’opération
la plus en aval, qui elle-même, par le jeu des boucles Kanban, le transmet aux opérations amont
et ce, lorsque cela est possible, jusqu’au fournisseur. C’est l’objet même de la synchronisation,

64
qu’il s’agisse de synchroniser deux postes de travail ou deux lignes de production utilisant la
même ressource (62).
5.1.2. Mise en application
Dans le système Kanban, le client passe une commande au fournisseur grâce à un Kanban
(fonction ≪ bon de commande ≫) et le fournisseur livre les produits avec un Kanban (fonction
≪ bon de livraison ≫).
Figure 17 : Schéma du fonctionnement du Kanban (63)
Le Kanban est une simple étiquette, fiche ou carte qui sert à matérialiser la commande que
passe un poste client à un poste fournisseur. Celle-ci est fixée sur les bacs ou conteneurs de

65
pièces d’une ligne d’assemblage ou une zone de stockage. Sur la figure 17, on peut voir que la
consommation d’un élément du stock par le client déclenche la commande auprès du
fournisseur. Le nombre d’étiquettes permet de fixer le stock. Ainsi, le but principal de la
méthode Kanban est d’éliminer le gaspillage par le maintien de la taille des stocks
intermédiaires à un niveau raisonnable (33).
Figure 18 : Exemple pratique de planning Kanban (63)
Sur la figure 18, on voit une application concrète du système Kanban. Il correspond à 5 produits,
chaque produit ayant sa « colonne » sur lequel les étiquettes Kanban sont rangées. Chaque
colonne est divisée en 3 catégories. Dans la partie verte, le niveau de produits en stock et
disponibles pour le poste aval est suffisant. En jaune, on peut relancer la production et en rouge,
la production de ce produit devient prioritaire. Ainsi sur la figure 18, les produits correspondants
aux colonnes 3 et 4 sont prioritaires mais les produits 2 et 5 sont en quantités suffisantes et il
est inutile de les produire.
66
Ainsi, à la fin des années 1970, chez Toyota où le système de Kanban est né et s’est développé,
le niveau de stock correspondait à 3 jours de production, alors qu’il correspondait à 20 jours
chez les concurrents (64).
La tendance de la valeur stockée est souvent utilisée comme indicateur clefs pour le suivi de la
performance dans les processus de fabrication suivant le LEAN Management. Cependant, dans
la dernière décennie, il n’y a pas eu de changement significatif dans la valeur du stock parmi
les grandes compagnies pharmaceutiques (49). Ceci peut s’expliquer par le fait que le Kanban
est quelque chose de très simple à mettre en place, avec des résultats immédiats et conséquents ;
d’autres méthodes pour optimiser le stock existent comme le Base Stock et le Conwip. Ces
méthodes diffèrent par le partage de l’information sur la consommation des stocks qui
remontent plus en aval en comparaison de la méthode Kanban (65). Les méthodes les plus
performantes sont hybrides, et reprennent des éléments de la méthode Kanban (66). Les gains
promis ne représentent pas une amélioration majeure par rapport au Kanban seul, et se
concentrent au travers de l’amélioration des temps de cycle de production. Dans les conclusions
de K. Boonlertvanich (66), il obtient suite à des simulations, un inventaire moyen de 38.6081
unités avec la méthode Kanban et 31.0956 avec une méthode hybride nommée ECK (Extended
Conwip Kanban), soit une réduction de 19.5%. En regard de la réduction de 85% effectuée par
Toyota dans les années 70 (64), ces méthodes hybrides ne représentent pas une amélioration
majeure pour la réduction de valeur des stocks. Mais le grand avantage est qu’elles sont plus
flexibles et performantes lorsque des variations subviennent (66).
Une autre méthode pour supprimer ces stocks excédentaires est une conséquence de la solution
énoncée dans le chapitre 3 ; La fabrication en continue. La fabrication en continue, au-delà de
la réduction de stock, permet véritablement la suppression des stocks d’en cours, qui correspond
aux pièces en attente au pied des machines et les pièces en transport d’une machine à l’autre.

67
Plus la fabrication en continue « fusionne » d’opérations, plus ces stocks intermédiaires seront
supprimés et plus le gain sera important.

68
Chapitre 6 : Gestes inutiles (動作のムダ)
Ces gestes et mouvements inutiles sont à différencier des transports inutiles. Les transports
correspondent aux produits, les mouvements et gestes correspondent aux personnes. Ces
mouvements sont dus à une mauvaise organisation de l’espace de travail et peuvent être variés :
faire des allers retours entre 2 postes, rechercher un outil spécifique etc…
Ces pertes sont souvent invisibles et il faut d’abord les mettre en évidence avant d’essayer de
les réduire.
6.1. Schema spaghetti
6.1.1. Théorie
Le schéma spaghetti est un outil permettant d’avoir une vision claire du flux des pièces ou
individus. Il est principalement utilisé pour identifier les flux redondants et les croisements
récurrents. Une fois établi, il est très utile pour la réorganisation de l’espace de travail afin de
diminuer les déplacements du personnel (67).
6.1.2. Mise en Application
Pour faire un schéma spaghetti, il faut commencer par avoir un plan de l’espace que l’on veut
étudier. Puis, un observateur reporte les déplacements d’un opérateur sur le schéma avec des
traits ou des courbes. Il faut reporter tous les déplacements, et si des déplacements sont répétés,
le trait existant est épaissi. L’épaisseur du trait permettra d’identifier rapidement une connexion
importante entre 2 parties de l’espace de travail (68). On peut reporter des manières différentes
de procéder selon le produit ou l’opérateur en utilisant une couleur différente. Une fois
superposés, ces traits se recoupent, et le schéma commence à se rapprocher visuellement d’un
plat de spaghetti, d’où son nom.

69
Figure 19 : Schéma spaghetti, avant et après amélioration (68)
Sur la figure 19, on voit un exemple de processus impliquant de la glace (ice), des cartes
matérielles (C’board) et du plastique (plastic). On peut voir que les opérateurs gaspillent du
mouvement à aller à la poubelle en plastique (Bin plastics) en bas à droite et que le poste sur le
côté droit implique plus de mouvements que les 2 autres postes (courbes vertes vs courbes
rouges et bleues). L’ensemble des déplacements est complexe et ressemblent effectivement à
un plat de spaghettis.
La partie droite du schéma présente le même atelier après réorganisation. On peut voir que les
déplacements sont beaucoup mieux ordonnés (on distingue très clairement un losange pour le
poste rouge) et surtout, ont subi une grande diminution. Pour obtenir ces résultats, les
responsables de l’amélioration ont supprimés le poste vert, et ont placés des boites vides pour
récupérer le plastique partant au déchet. On peut également voir que les opérateurs ne se
croisent plus et donc, ne se gênent plus lorsqu’ils vont chercher les composants pour leurs
opérations. Cela limite le risque d’accidents qui peuvent entrainer une contamination croisée
entre les produits fabriqués par l’opérateur rouge et l’opérateur bleu.
Même lorsque l’opération parait claire, il est toujours possible d’améliorer. Ainsi, dans les
travaux de D.Adrianzen (69), on retrouve un schéma spaghetti représentant la préparation d’un

70
kit dans un laboratoire du département d’opérations stériles du Worcester Academic Medical
Center.
Figure 20 : Exemple de schéma spaghetti de préparation d’un kit hospitalier
Avec le processus illustré sur la partie droite, l’opérateur parcoure environ 20m (65 pieds) pour
préparer un kit alors qu’il ne lui faut que 12m (40 pieds) une fois le processus optimisé. Cette
amélioration a l’air peu en quantité absolue (8m/25 pieds) mais cela représente une réduction
de 40% de la distance à parcourir lors de la préparation des kits.
6.2. 5S
6.2.1. Historique
Le 5S est une technique de management japonaise développé par Takashi OSADA en 1991.
Elle vise à l’amélioration constante des tâches effectuées dans les systèmes de production. Le
5S est un sigle de 5 mots japonais : Seiri (Débarras), Seiton (Rangement), Seiso (Nettoyage),
Seiketsu (Ordre), Shitsuke (Rigueur) (70). On peut traduire ces termes par les verbes d’actions
suivants : Trier, Ranger, Nettoyer, Standardiser, Progresser (71). Cette traduction est proche de
la bibliographie anglophone. Dans celle-ci, l’acronyme japonais est respecté et la traduction
correspond à : Sort, Set, Shine, Standardize, Sustain. (41,72).
Chaque tâche a un domaine d’action :

71
• Seiri : Les objets sont triés, et les objets inutilisés sont identifiés et éliminés du
poste/circuit de l’opération.
• Seiton : Les objets retenus après l’étape 1 sont rangés dans des espaces adaptés à l’objet
en lui-même et à l’opération pour laquelle il est utilisé. Chaque chose à sa place, chaque
place à sa chose.
• Seiso : Un nettoyage régulier est mis en place afin de garder le poste propre.
• Seiketsu : L’opération la plus visible du 5S. Les étapes précédentes sont standardisées :
ainsi, les rangements adaptés pour chaque objet sont souvent entourés de scotch afin de
marquer leur emplacement. Des procédures de rangement/nettoyage sont affichées au
poste.
• Shitsuke : Pour consolider et conserver les 4 étapes précédentes, des procédures sont
éditées, et des audits de vérification de la tenue du poste sont effectués. Ces audits courts
sont intégrés dans la présence terrain (Gemba) effectuée par l’équipe managériale
(18,41,73).
Ainsi, seules les 3 premières tâches sont réellement des actions, les étapes 4 et 5S permettent
plus de maintenir les améliorations apportées par les étapes précédentes.
6.2.2. Mise en application
Le 5S a une portée très large et on peut retrouver son application dans des environnements très
différents. Ainsi, l’étude de S.Venkateswaran (74) est menée dans un entrepôt où une action
d’amélioration inspiré du 5S a permis d’augmenter le taux de renouvellement de l’inventaire
59.5% tout en utilisant 15.7% moins d’espace. Dans un autre domaine, les données obtenues

72
par A.Ginbey (75) sont issues d’un laboratoire génomique et concluent à une réduction de 33%
du taux d’erreur d’origine humaine dans le lancement de séquençage génétique.
Figure 21 : Illustration visuelle d’un 5S : rangement de bouchons en caoutchouc (76)
La figure 21 est une illustration visuelle d’une amélioration 5S : Chaque objet est rangé dans
un contenant, qui est étiqueté pour savoir son contenu. Cette organisation supprime la perte de
temps à chercher le rangement d’un objet, qui semblait être aléatoire dans la situation pré-5S
(partie gauche de la figure 21).
Enfin, S.Srinivasan (77) a pu montrer qu’une organisation 5S a pu diminuer le temps de cycle
de fabrication de 16.6%.
D’un point de vue plus étendue, d’après les résultats de l’enquête menée dans la thèse de
I.Alhuraish (41), il y a une relation significative entre l’implantation du 5S et l’augmentation
des performances financières (risque α <0.2%) Ce résultat a été obtenu par la même
méthodologie que celle décrite pour le SMED dans le chapitre 2.1 (corrélation entre le niveau
d’implémentation de la méthodologie et l’adhésion à l’idée que cette méthodologie permet
d’améliorer les performances financières par un test du χ2).

73
Chapitre 7 : Production de pièces défectueuses (不良
をつくるムダ)
Le système qualité doit prévoir sa propre défaillance et établir les actions à effectuer en cas
d’écart au processus décrit dans le dossier d’AMM. Une investigation permet de statuer sur les
produits affectés par la défaillance et de mettre en place des actions pour supprimer l’origine
de ces erreurs afin de réduire le déchet de production de pièces défectueuses. Ces 2 étapes sont
détaillées dans les sous chapitres « Déviation » et « Actions Correctives et Actions
Préventives » (CAPA).
7.1. Déviation
7.1.1. Théorie
Une déviation est une non-satisfaction d’une exigence ou un non-respect d’une procédure
pouvant affecter la qualité du produit. Les termes anomalies ou écarts peuvent être utilisé sur
certains documents francophones (78), ces termes étant une traduction plus juste du terme
anglais deviation.
La déviation comprend un processus d’investigation qualité. Ces investigations permettent de
prendre une décision qualité quant au devenir du lot, d’apporter des solutions efficaces afin de
supprimer les récurrences des anomalies et ainsi sécuriser le processus et le produit (79).
L’investigation se documente sous la forme d’un rapport. Ce rapport se doit d’être le plus clair
et le plus complet possible car il s’agit d’un document auditable par les autorités compétentes
(ANSM (Agence Nationale de Sécurité du Médicament), FDA etc…).
Un niveau approprié d’analyse des causes principales doit être appliqué pendant l’investigation
des déviations, des défauts potentiels de produit et autres problèmes. Ceci peut être déterminé

74
en utilisant les principes de la gestion du risque qualité. Dans les cas où la véritable cause
principale (ou les) du problème ne peut être trouvée, l’attention doit être portée sur
l’identification de la (les) cause(s) la (les) plus probable(s) en vue de la (les) traiter (11).
L’investigation permet de justifier que les produits suspectés d’être non conformes suite à
l’incident aient un statut conforme (donc utilisable sans danger par le patient) ou un statut non
conforme (impliquant un danger pour le patient, ils doivent donc être détruits).
7.1.2. Mise en application
Le processus d’investigation des déviations est généralement interne à chaque entreprise. Le
but est de décrire la situation de plus en plus précisément afin d’identifier le problème et toutes
ses conséquences possibles. L’investigation permet d’apporter un rationnel logique ou
scientifique, documenté qui couvre obligatoirement l’impact potentiel sur la santé, le produit
et/ou le dossier réglementaire (80). Afin d’avoir le rationnel le plus clair complet possible, les
entreprises mettent en place une méthodologie détaillé pour les investigations. La méthodologie
décrite ci-dessous était celle utilisé lors de mon expérience à Aspen Pharmacare® (30). Elle
était séparée en 6 paragraphes distincts.
Le premier correspond à l’utilisation du QQOQCPC (Quoi, Qui, Où, Quand, Comment,
Pourquoi, Combien). Ces questions doivent amener des réponses simples pour définir un
périmètre d’investigation.
Le second paragraphe correspond à l’écart entre l’évènement et la situation décrite dans la
procédure. Une consultation de la documentation (procédure, modes opératoires etc…) est
généralement nécessaire pour décrire la situation procédurée ; une séparation du processus en
actions unitaires permet de voir précisément quelles actions sont en écart lors de l’incident.
Le troisième paragraphe de la déviation consiste à chercher la cause racine de l’incident. Si la
cause racine n’est pas évidente, on utilise alors le 5 pourquoi, qui consiste à poser 5 fois la

75
question pourquoi au problème. Bien que d’apparence très simpliste, cet outil est très puissant
et nécessite beaucoup de réflexion pour le compléter. En effet, à chaque pourquoi, plusieurs
réponses peuvent être apportées révélant ainsi de nombreuses causes racine potentielles à
l’évènement. Chacune doit être statuée ; 3 statuts sont possibles : Retenue, Contributive, Non
Retenue.
Pour apporter des explications détaillées à l’investigation, le 4ème paragraphe est dédiée aux
informations complémentaires. Ces informations sont souvent des résumés d’interviews de
collaborateurs, des avis d’experts ou des photos afin de mieux comprendre l’impact de la
déviation sur le processus. Cette étape est plus rédactionnelle et permet de faire une première
évaluation de l’impact qualité.
Le 5ème paragraphe sert à classer les causes racines retenues selon les 6M : Matières, Machine,
Mesure, Main d’œuvre, Méthode, Milieu. Elles peuvent être représentées sous la forme d’un
diagramme d’Ishikawa (parfois surnommé diagramme « arête de poisson »). Ces causes
permettent d’être utilisées à posteriori pour l’élaboration de statistique (comme par exemple la
répartition d’origine de chaque root cause) et l’élaboration des CAPA.
Pour le paragraphe final, l’Assurance Qualité se base sur l’investigation du service Production
pour statuer sur l’impact qualité. L’investigation doit être la plus complète possible pour que
l’assurance qualité statue. Si celle-ci manque d’informations, le service production doit alors
poursuivre l’investigation, retardant le délai de clôture de cette déviation. Lorsqu’une déviation
est en cours sur un lot, celui-ci ne peut être libéré puisque les médicaments ne sont ni vendus
ni distribués tant qu’une personne qualifiée n’a pas certifié que chaque lot de production a été
produit et contrôlé conformément aux exigences de l’autorisation de mise sur le marché et de
toute autre réglementation portant sur la production, le contrôle et la libération des médicaments
(11). Ce manque de qualité a donc un impact sur le stock et le temps moyen de fabrication,
conséquences que l’on cherche à réduire dans le cas d’un management LEAN.

76
Après l’évaluation, si la qualité des produits finis est remise en cause, il faut alors appliquer une
action immédiate et curative pour remettre en statut conforme les produits destinés au marché
(exemple ; tri des produits, renouvellement d’étapes de fabrication etc..) et suivre une procédure
de destruction pour les produits non conformes ; un suivi strict et procéduré est nécessaire pour
ces actions afin d’être sûr de la sureté des médicaments délivrés aux patients.
Si un écart signifie qu’une « barrière » est tombée, la déviation n’est pas synonyme de
destruction puisque plusieurs « barrières » sont mises en place (81).
Figure 22 :Illustration du modèle de défaillance illustrée en fromage suisse (81)
La destruction n’est vraiment utilisé qu’en ultime recours, quand un événement a traversé les
différentes barrières. Elle correspond aux pertes indiqués sur la figure 22.
Sur cette figure, chaque trou correspond à une potentielle déviation ; un évènement pourrait
passer une barrière mais « s'écraser » sur la suivante. A partir de ce modèle, il est possible
d'élaborer des modèles plus spécifiques (cf Annexe 3).
En exemple d’application de la méthodologie décrite ci-dessus, j’ai pu mener une investigation
sur une déviation ayant pour origine un non dégagement de la ligne malgré une alarme

77
particulaire sur l’isolateur (30). Le QQOQCPC nous a permis de savoir quelle équipe devait
être interviewée pour avoir plus d’informations. La description de la situation procédurée nous
a indiqué que 2 écarts devaient être renseignés sur la déviation : le non asservissement de
l’isolateur lors de la survenue d’une alarme et le non-respect de la procédure pour la conduite à
tenir en cas d’alarme. Ces 2 écarts ont fait l’objet d’une analyse par le 5 pourquoi qui a permis
de dégager 1 cause contributive pour chaque écart. Le problème d’asservissement est une
contributive au non-respect de la procédure. Pour l’évaluation de l’impact qualité, le système
d’automatisme régissant l’asservissement de l’isolateur a été décrit, et la date de l’occurrence
du défaut a été déterminée. Lors de la dernière mise à jour du programme d’automatisme
(passage en version 3), le code d’automatisme a été mis à jour à partir de la version 1, et n’a
donc pas conservé le passage en version 2. Cette erreur est favorisée par un type spécifique de
support physique de sauvegarde (de format EPROM). Le défaut étant présent depuis 5 mois, il
a fallu s’assurer que ce système de sécurité n’a pas été nécessaire en production pour que
l’ensemble des seringues produites en dehors de l’incident soit conforme. Dans le cas de
fonctionnement de cette ligne, un signal visuel et sonore est présent en cas d’alarmes. Ce
système a été efficace puisque les rares fois où une alarme particulaire est survenue (alarmes
tracées via un logiciel reliés aux capteurs particulaires), la ligne a été dégagée (évènement
signalé dans le dossier de lot). De plus, l’investigation a permis d’isoler temporellement et
physiquement l’incident ; les seringues défectueuses étaient stockées sur un seul chariot, qui
représente une heure de fonctionnement de la ligne, à opposer aux 24h que prenne la fabrication
d’un lot.
7.2. Actions Correctives et Actions Préventives (CAPA)
7.2.1. Théorie
Comme vu dans le chapitre 3.1, les incidents peuvent avoir un coût en pièces non conformes
mais également en stock et en temps moyen de production.

78
Ainsi, des actions correctives et / ou actions préventives (CAPA) appropriées doivent être
identifiées et décidées en réponse aux investigations. L’efficacité de ces actions doit être
surveillée et évaluée, conformément aux principes de gestion du risque qualité (11).
Les actions curatives et immédiates servent à corriger un problème tandis que les actions
correctives empêchent la récurrence du problème dans le futur. Les actions préventives
permettent d’identifier des causes potentielles de non-conformité et de les éliminer avant
l’occurrence d’un problème. Cette distinction entre occurrence et récurrence est mise en avant
dans la norme ISO 9001:2005.
La phase de mise en place en place de ces actions fait suite à une phase de description ou
d’analyse de la situation. Cette phase « description » peut avoir des origines variées ; il peut
s’agir d’une déviation comme vu précédemment ou alors d’autres outils qualités définis dans
l’annexe 4, notamment PDCA (Plan/Do/Check/Act ou roue de Deming) (31,82), DMAIC
(Define, Measure, Analyse, Improve, Control) (79,83), AMDEC (Analyse des Modes de
Défaillances et de leur Criticité) (84) ou encore à la suite d’un audit (82).
7.2.2. Mise en application
Pour chaque type de root causes, il y a un département spécialisé dans le domaine qui participe
à l’élaboration de l’action et l’exécute, comme illustré sur la figure 22.

79
Figure 2223 : Illustration du diagramme d’Ishikawa associé aux départements inhibiteurs
Ces exécutions des actions inhibent la récurrence d’erreurs, et participent à l’amélioration
continue du processus.
Par exemple, à la suite de la déviation chez Aspen Pharmacare évoqué en 3.2.1, les root causes
identifiées étaient d’origine « Main d’œuvre » et « Machine » selon le diagramme d’Ishikawa.
Ainsi, dans cet exemple, l’action curative a consisté à remettre à jour le programme
d’automatisme sur la machine défectueuse, l’action corrective a consisté à changer le support
de la mémoire physique (afin d’éviter une récurrence) et l’action préventive a consisté à vérifier
si ce type de support (EPROM) était en place sur d’autres machines sur le site, et effectuer leur
remplacement si besoin. Cette analyse du disfonctionnement et l’élaboration des actions
n’auraient pas pu être effectué sans l’implication du département d’automatisme.
Conformément à la figure 22, l’opératrice impliqué a suivi une reformation encadrée à la
procédure.

80
Les CAPA permettent une amélioration continue. Ainsi, dans l’amélioration sur les processus
de nettoyage décrit par C.Bourdois (82), les erreurs générées par la nouvelle procédure sont
évaluées et suivies sur plusieurs mois. Sur la période courte de relevés (4 mois), les erreurs
majeures nécessitant une action immédiate étaient initialement de 2 (pendant le mois de mise
en place), la fréquence a été réduite à 1 erreur mensuelle les 2 mois suivants pour ne plus avoir
d’occurrence pendant le 4ème mois. Cette disparition s’explique par un suivi et une adaptation
des machines si besoin ; ainsi, un dosage manuel pour adapter la quantité d’eau se faisant en
plusieurs étapes était générateur d’erreur. Pour diminuer le risque d’erreur en maintenant la
méthodologie dans le temps, des chariots de lavage avec un double système de pompes doseuses
ont été mises à disposition des opérateurs.
Une approche détaillée d’une action d’amélioration sur un processus entier est décrit dans le
mémoire de C.Assent (83). L’étude est faite sur le remplissage de bouteilles de bières. Même
si le produit fini n’est pas un médicament, le processus est proche d’un remplissage
pharmaceutique. Ainsi, la ligne a une cadence de 17 000 bouteilles/heures et produit environ
25 millions de bouteilles par an. La cadence et le volume total sont comparable au médicament
Arixtra® tel que fabriqué en 2015 (2 machines à 12 000 seringues heures pour une production
annuelle de 30 millions d’unités) (30).
Son objectif est de mesurer le taux de rejet et de le diminuer à 1% de produits rejetés sur
l’ensemble du processus. Après plusieurs Pareto effectué, il identifie un problème majeur. Dans
une démarche qualité, les contenants sous-remplis de 1.6% (738mL) par rapport à la valeur
cible (750 mL) sont rejetés. Ce défaut représente à lui seul 0.32% de rejet. Après une analyse
statistique basé sur une répartition normale des volumes, il a été prouvé qu’en augmentant la
valeur cible de 3mL pour la passer à 754mL (soit 0.3%), le taux de rejet devrait diminuer à

81
0.11%. Le coût de la bouteille vide en verre étant 3 fois plus élevé que le liquide la remplissant,
le gain économique est conséquent pour un « simple » réglage.

82
Chapitre 8 : Créativité Inexploitée (技能のムダ)
Identifié par Liker, ce MUDA correspond aux pertes induites par la mauvaise utilisation ou
sous-utilisation des compétences et du potentiel des salariés (16). Cette définition est
suffisamment large pour inclure les pertes suite aux erreurs d’origine « main d’œuvre » selon
la classification 6M. Cette cause racine est majoritaire dans l’industrie pharmaceutique (85). En
se reportant à la figure 22, les actions de management permettent de réduire ce type d’erreur.
Dans le but de mettre en lumière l’importance du management humain, ce qui a tout d’abord
été nommée LEAN Production devient progressivement LEAN Management. Womack, dans
l’ouvrage « Moving beyond the tool age » publié en 2007 (86), incite les entreprises à passer de
l’âge des outils à celui du management (87). Ce chapitre présente donc des modes de
« management » pour augmenter la productivité et réduire les pertes.
8.1. Théorie de Management
8.1.1. Management Libéré
Le management libéré est un type de management pratiqué dans les entreprises dites
« libérées ». Ce management a pour but le développement de l’employé et sa grande satisfaction
dans les conditions de travail afin qu’il devienne un employé « engagé », ce qui entraîne une
meilleure autonomie de l’employé dans le but de prévenir l’apparition d’incapacité de travail
(partielle ou totale) liée au stress.
Selon S.Lambrechts, directeur d’une compagnie d’assurance, un tiers des demandes d’invalidité
de travail sont liés au stress, à la dépression et à l’épuisement professionnel. Selon son étude
menée en 2012 dans la Région flamande en Belgique, c’est la première cause de demande
d’invalidité au travail (88).

83
Pour atteindre ses objectifs, le management libéré applique des principes propres à chaque
situation. Cependant il est possible de faire une liste non exhaustive des principaux et
emblématiques (89) :
• Supprimer toute la hiérarchie intermédiaire
• Prendre toutes les décisions en petits groupes de personnes représentatifs de toute
l’entreprise
• Suppression des organigrammes, des titres
• Créer un/des postes dédiés à la bonne ambiance de travail
• Former également sur le « Pourquoi » plutôt qu’uniquement sur le « Comment »
Ces principes permettent de « fidéliser » les employés ; ainsi, dans le domaine de la publicité,
où le turn-over est de 30%, la société libérée Richards Group a un score bien plus bas (7%)
(89). Ce taux bas de changement de personnel permet de conserver les connaissances
qu’acquièrent les individus au fur et à mesure de leur évolution dans une organisation.
8.1.2. Management des Connaissances (Knowledge Management)
Cette connaissance ancrée dans les individus et sa transmission est au cœur des démarches du
Knowledge Management (90). Ce type de management s’intéresse en effet à la transmission des
connaissances individuelles aux connaissances organisationnelles/collectives. 2 approches sont
décrites dans la littérature :
• L’approche personnel, pour qui le savoir individuel est difficile à « extraire ». Ce type
d’approche transfère les individus pour transférer les connaissances. La formation
(acquisition de connaissances) se fera au contact de personnes possédant les
connaissances.
Par exemple, Toyota, lors de la fabrication d’une usine, envoie plusieurs mois à l’avance
200 à 300 employés de la future usine auprès d’une usine expérimentée afin qu’ils

84
acquièrent les connaissances nécessaires pour exploiter la nouvelle ligne. Et lorsque
que l’usine ouvre, les ouvriers nouvellement formés sont également accompagnés par
200 à 300 ouvriers expérimentés pour s’assurer que la connaissance complète des
processus de production Toyota est présente dans la nouvelle usine.
• L’approche organisationnelle pour qui le savoir peut-être codifié. Ce type d’approche
transfère les connaissances sous forme de documents, procédures etc… La formation
est organisée au travers de processus structuré.
Ainsi, Motorola à l’ouverture d’une nouvelle ligne de production pour un produit déjà
fabriqué réunissait une nouvelle équipe et leur fournissait le manuel de développement
écrit par l’équipe de l’ancienne ligne. La nouvelle équipe avait pour instructions
d’améliorer le produit, mais également la ligne de production et le manuel de
développement.
L’avantage principal de la méthode personnel est qu’elle est simple à mettre en place mais elle
est cependant fragile face aux départs d’individus. L’approche organisationnelle permet de
pallier ce problème mais est plus coûteuse financièrement et temporellement à mettre en place.
Il est cependant possible de combiner ces 2 approches afin de limiter les inconvénients tout en
conservant les avantages. Le mélange idéal est propre à chaque organisation ; les facteurs sont
trop nombreux et spécifiques, l’important est de conserver un bon équilibre qui permet de une
transmission efficace et rapide des connaissances.

85
8.2. Mise en application : Management visuel
Le management visuel est plus qu’une simple communication visuelle. Il est composé d’un
groupes de techniques et de pratiques qui ont pour but de créer des routines d’organisation du
lieu de travail, à certifier le respect des normes, et à promouvoir l’esprit d’amélioration
continue. Cette démarche permet de révéler les écarts par rapport à un standard ou à une
situation procédurée, et d’enclencher des pratiques ou réflexes pour revenir à une situation «
procédurée »(63). Ainsi, le management visuel facilite la réactivité et la prise de décision (18).
Le management visuel se construit comme un environnement de travail qui permet à chacun
de comprendre, intuitivement, d’un seul coup d’œil :
1. Ce qu’on essaye de réussir ensemble : la mission, le challenge, l’objectif du
département ou de la société.
2. En quoi le travail d’aujourd’hui est réussi : fait-on avancer les choses ou faisons-
nous face à trop de problèmes et d’obstacles qui nous empêchent de progresser ?
3. Comment réfléchir à ces problèmes, y faire face et les résoudre : est-on d’accord sur
les problèmes ? Explorons-nous les causes ? Le management visuel nous aide-t-il à
débloquer les situations et nous donner les moyens de réussir la journée pour atteindre
les objectifs collectifs ? (91)
In fine, la prise de décision est la plus-value du management visuel par rapport à la
communication visuelle.
Cette approche peut être combiné à d’autres outils déjà évoqués dans les paragraphes précédents
comme le schedule adherence (chapitre 1.2), le Kanban (chapitre 5.1), le 5S (chapitre 6.2) etc…
Le point commun est que ces outils sont visibles et intelligibles par tous. La formation sur les
décisions liées à ces outils est donc rapide et permet une autonomie des opérateurs.

86
Une mise en place d’un outil de management visuel dans l’industrie est décrite dans la thèse
d’A.Pillot (20). Cette mise en place a lieu dans l’atelier « laverie » servant à préparer le matériel
pour la fabrication de médicaments injectables en zone propre. Les problématiques ayant
amenées la création de l’outil sont des résultats non satisfaisants quant à la disposition du
matériel ainsi qu’une mauvaise répartition des tâches entre les différentes équipes. Ainsi, l’outil
mis en place correspond à un tableau de bord assurant l’organisation des activités. Ce tableau
de bord a pour objectif d’assurer une fonction de planning, d’aplanir la charge de travail sur
24h, de libérer du temps pour assurer de nouvelles tâches, et possède enfin une fonction d’aide
à la formation des nouveaux collaborateurs.
La première étape de préparation a consisté à observer les opérateurs à leur poste de travail pour
déterminer le temps dédié à chaque opération. Puis, en réunion avec les futurs utilisateurs, ces
temps sont définis, approuvés. Une simulation de l’outil a eu lieu qui a validé l’utilisation du
tableau en routine.
L’outil a été placé dans le bureau commun des opérateurs, pour leur permettre de s’approprier
celui-ci. Il présente les activités de la journée en cours ainsi que celle du lendemain. Une partie
du tableau est réservée à la mise en évidence des problèmes ayant perturbés ou empêchés le
déroulement d’une activité planifiée. Chaque activité est représentée par un magnet dont la
taille est proportionnelle au temps nécessaire pour la réalisation de l’activité. Lors du passage
de consignes, chaque opérateur qui finit son poste doit mettre à jour le tableau. Si une tâche n’a
pas été réalisée, il doit noter dans la partie « problème rencontré » la raison de ce retard. Ensuite,
avec l’aide de l’opérateur qui prend son poste, il ajuste le planning de celui-ci.

87
Figure 24 : Vue globale du tableau de management visuel (20)
La figure 24 ci-dessus est une photographie du tableau de bord. A l’extrême gauche, on retrouve
les plannings de fabrication et de remplissage. La partie gauche représente la journée en cours,
la partie droite la prochaine journée. La partie centrale est dévolue à l’affichage des arrêtes
planifiés, des consignes ainsi que les problèmes rencontrés. Tout en bas, se trouve le parking
des tâches où se trouve les différentes tâches à effectuer, classés selon un code couleur.

88
Figure 25 : Vue globale du tableau de management visuel, seconde version (20)
Après une utilisation en routine d’un mois, des corrections ont été effectuées pour que
l’utilisation du tableau corresponde plus aux besoins des opérateurs et gagne en efficacité. Dans
cette seconde version, les plannings ont été mis à disposition dans une bannette, ce qui a permis
de libérer de la place. Les journées sont superposées ; on retrouve le lendemain au-dessus de la
journée en cours. Le code couleur ainsi que le parking des tâches ont été revues, ce qui rend
l’ensemble plus clair et moins fouillis que la version précédente. Enfin, la nouvelle
configuration du tableau permet d’avoir plus d’espace pour noter les consignes, les arrêts
spécifiques. Ainsi, les problématiques rencontrées sont mis en évidence.
Malgré quelques réserves lors de l’introduction du tableau de management visuel, les opérateurs
de l’atelier laverie ont bien saisi le fonctionnement de l’outil et l’utilisent quotidiennement.

89
Figure 26 : Temps d'attente matériel toutes zones confondues de la semaine 1 à la semaine 32 de
l'année 2016 (20)
Après 8 semaines d’utilisation, on note une amélioration de la performance de la laverie. En
effet, de la semaine 25 à la semaine 32, 205 minutes d’attente du matériel en zone ont été
comptabilisées contre 504 les 8 semaines précédentes (de la semaine 17 à la semaine 24) ;
59.3% du temps d’attente a donc été supprimé.
Le tableau, en plus d’être très efficace pour une utilisation lors d’une activité de production
normale, s’est avéré très performant lors de la planification de situation de production plus
critique. Par exemple lorsque la production est arrêtée plusieurs jours (arrêt technique pour
maintenance) et que l’activité doit redémarrer, il y a un ordre prioritaire pour préparer le
matériel à stériliser. Le tableau permet alors de répartir les activités et de suivre au plus près
leur avancement afin d’optimiser le redémarrage de la production.

90
Conclusion
Comme décrit tout au long de cette thèse, les outils de la méthode LEAN permettent des
améliorations. Un récapitulatif non-exhaustif des résultats est présenté dans le tableau III ci-
dessous.
Tableau III : Synthèse des gains réalisés grâce à l’utilisation d’un outil de façon isolé.
MUDA Application Outils Résultat
Surproduction
作り過ぎのムダ
Ligne de remplissage
aseptique
OEE / Schedule
adherence / Boite
à moustaches
Augmentation 12 points d’OEE en
objectif de production
Temps d’attentes
手待ちのムダ
Fabrication en zone
propre
SMED Changement de lot réduit de
36.1% (passage de 147 minutes à
94 minutes)
Transports et
manutentions inutiles
運搬のムダ
Production de substance
active
Fabrication
continue
Augmentation des taux de
rendement de 20% et réduction
du temps de synthèse par 2 log.
Usinages inutiles ou
mal faits
加工そのもののムダ
Conformité du test de
contrôle de dissolution
Design Space Gain de 55% dans le réglage des
paramètres.
Stocks excédentaires
在庫のムダ
Stock Kanban hybride Réduction de 19.5% de
l’inventaire.
Gestes inutiles
動作のムダ
Laboratoire Schéma spaghetti Réduction de 40% de la distance
de déplacement lors de la
fabrication de kits.
Production de pièces
défectueuses
不良をつくるムダ
Ligne de remplissage DMAIC/CAPA Réduction de 66% des déchets
d’un produit sur une ligne
Créativité inexploitée
技能のムダ
Laverie-Préparation
de matériel
Management
visuel
Réduction de 59% du temps
d’attente de matériel
Cette amélioration de la productivité grâce au LEAN management permettrait de répondre à
plusieurs problématiques actuelles de l’industrie pharmaceutique : la rupture de stock est un
bon exemple.
Selon un rapport de l’ANSM (92), elles ont été multipliées par 9 entre 2008 et 2013, et 44% de
ces ruptures de stock de médicaments sont liées à l’outil de production. Une rupture

91
d'approvisionnement se définit comme l'incapacité pour une pharmacie d'officine ou une
pharmacie à usage intérieur définie à l'article L. 5126-1 de dispenser un médicament à un
patient dans un délai de 72 heures (93,94). De par l’élimination des gaspillages, la production
est plus réactive et peut fabriquer des lots plus petits pour limiter la rupture et permettre la
délivrance de médicaments pour les patients dont la substitution n’est pas possible.
Un autre enjeu auquel permettrait de répondre la souplesse du LEAN Management est la
médecine personnalisée. Le leitmotiv de la médecine personnalisée est “the right dose of the
right drug for the right indication for the right patient at the right time and at the right
price”(95). La partie industrielle correspond aux critères de doses, de précision et de prix.
Par exemple, la prise en charge médicamenteuse de référence pour un patient après un infarctus
est de 5 classes thérapeutiques différentes (96). L’entreprise Mylan, un des leaders sur le marché
des médicaments génériques fournit la quantité suivante d’options thérapeutiques :
• 20 types de beta bloquants ou vérapamil
• 42 types d’IEC ou ARA II
• 13 types de statines
Sur les autres classes thérapeutiques, le choix est de :
• 2 types d’aspirines
• 3 types d’anti-agrégants plaquettaires
Proposer un seul médicament sur mesure nous parait impossible car le choix de combinaisons
est trop élevé (65 520 combinaisons). Il parait plus simple de proposer une combinaison avec 5
traitements différents. Mais ne serait-il pas plus simple, pour le patient, d’avoir un seul
comprimé à prendre ? En 2016, certains modèles de voitures sont disponibles sous 3 millions
de combinaisons différentes (97). Un siècle plus tard, les idéaux de la standardisation de la Ford
T sont bien enterrés pour l’industrie automobile, mais l’industrie pharmaceutique ne semble pas

92

93
Bibliographie
1. Lyonnet B. Amélioration de la performance industrielle : vers un systême de production Lean adaptée aux entreprises du pôle de compétitivité Arve Industries Haute-Savoie Mont-Blanc. [Internet]. Ecole polytechnique de l’université de Savoie; 2012. Disponible sur: https://tel.archives-ouvertes.fr/tel-00655808
2. Womack JP, Jones DT, Roos D. The machine that changed the world: based on the Massachusetts Institute of Technology 5-million dollar 5-year study on the future of the automobile. New York: Rawson Associates; 1990. 323 p.
3. Ford. Innovation: 100 Years of the Moving Assembly Line | Ford Motor Company [Internet]. Ford Corporate. [cité 13 avr 2017]. Disponible sur: http://corporate.ford.com/innovation/100-years-moving-assembly-line.html
4. Ford H, Crowther S. My Life and Work. Doubleday, Page; 1922. 314 p.
5. CAIROLA E, REVELLI M. TRAINING MANUAL ON FORDISM AND POST FORDISM ORGANISING WORKERS IN THE WORKPLACE.doc [Internet]. ILO International Training Centre; 2004 [cité 25 avr 2017]. Disponible sur: http://actrav-courses.itcilo.org/library/social-dialogue/fordism/C_TextVersione-finale-ok.doc/view
6. De Souza WJ. Fordism and Its Multiple Sequels: the Re-organisation of Work in Britain, France, Germany and Japan [Internet]. 1999 [cité 25 avr 2017]. Disponible sur: http://www.cddc.vt.edu/digitalfordism/fordism_materials/souza.pdf
7. Ōno T. Toyota production system: beyond large-scale production. Cambridge, Mass: Productivity Press; 1988. 143 p.
8. Lane C. Industry and society in Europe: stability and change in Britain, Germany, and France. Aldershot, UK ; Brookfield, Vt., US: E. Elgar; 1995. 236 p.
9. Shimizu K. Le toyotisme. Paris: La découverte; 1999.
10. Krafcik JF. Triumph of the lean production system. MIT SLoan Manag Rev. 1988;30(1):41.
11. AGENCE NATIONALE DE SÉCURITÉ DU MÉDICAMENT ET DES PRODUITS DE SANTÉ. Guide des Bonnes Pratiques de Fabrication. MINISTÈRE DES AFFAIRES SOCIALES ET DE LA SANTÉ; 2016. (Bulletin Officiel; vol. Version consolidée).
12. Bacoup P. Mise en oeuvre d’un système normalisé optimisé par les démarches du Lean Management [Internet]. Université Grenoble Alpes; 2016 [cité 1 avr 2017]. Disponible sur: https://tel.archives-ouvertes.fr/tel-01413469/
13. BELGRAND M. Application de la méthode DMAIC à l’amélioration du rendement de fabrcation d’un comprimé bicouche [Pharmacie]. UFR sciences pharmaceutiques Nantes; 2013.
14. Lamrani ML. MESURE DE LA PRODUCTIVITÉ DANS UNE USINE DE RABOTAGE DE BOIS D’OEUVRE. Québec, Canada: Université de Laval; 2014 p. 107.
15. Shingō S, Dillon AP. A study of the Toyota production system from an industrial engineering viewpoint. Rev. ed. Cambridge, Mass: Productivity Press; 1989. 257 p.

94
16. Liker JK. The Toyota way: 14 management principles from the world’s greatest manufacturer. New York: McGraw-Hill; 2004. 330 p.
17. CHABIRON C, BEAUVALLET G. Le Muda sous la moquette. Comment démarrer une démarche de Lean Office ? Proj Lean Entrep [Internet]. févr 2005;Working paper n°3. Disponible sur: http://www.lean.enst.fr/wiki/pub/Lean/LesPublications/Lemudasouslamoquette.pdf
18. Flauder J. Déploiement du Lean Management dans un atelier de conditionnement et conduite du changement. UFR sciences pharmaceutiques Bordeaux; 2015.
19. VALANCE T. Le lean : principes, outils, application en industrie pharmaceutique et limites d’une démarche d’amélioration continue issue de l’automobile [Internet] [Pharmacie]. Aix Marseille Université; 2012. Disponible sur: http://www.worldcat.org/search?q=no%3A800998253
20. PILLOT A. AMELIORATION DE LA GESTION DE L’ACTIVITE D’UNE UNITE DE PRODUCTION PHARMACEUTIQUE GRACE AU MANAGEMENT VISUEL. Université de Bourgogne UFR des Sciences de Santé Circonscription Pharmacie; 2016.
21. Gütter SP. Lean Practices in Pharmaceutical Manufacturing - An empirical investigation [Doctor of Philosophy in Management]. University of St.Gallen, School of Management, Economics, Law, Social Sciences and International Affairs; 2014.
22. Melton T. The Benefits of Lean Manufacturing. Chem Eng Res Des. juin 2005;83(6):662‑73.
23. Statista. Revenue of the worldwide pharmaceutical market from 2001 to 2015 (in billion U.S. dollars) [Internet]. [cité 5 nov 2017]. Disponible sur: https://www.statista.com/statistics/263102/pharmaceutical-market-worldwide-revenue-since-2001/
24. OICA. Production Statistics | OICA [Internet]. [cité 11 mai 2017]. Disponible sur: http://www.oica.net/category/production-statistics/
25. Baron Kelvin WT. Popular lectures and addresses [Internet]. Vol. 1. London Macmillan; 1889. 490 p. Disponible sur: http://www/archive/org/details/popularlecturesa01kelvuoft
26. BOUTRY M. Gest qual construction-indicateurs [Internet]. Formation présenté à; 2013 [cité 1 déc 2016]. Disponible sur: https://fr.slideshare.net/vicks70/gest-qual-constructionindicateurs
27. Jonsson P, Lesshammar M. Evaluation and improvement of manufacturing performance measurement systems ‐ the role of OEE. Int J Oper Prod Manag. janv 1999;19(1):55‑78.
28. Kombé T. Modélisation de la propagation des fautes dans les systèmes de production [Internet]. Lyon, INSA; 2011 [cité 19 déc 2016]. Disponible sur: http://www.theses.fr/2011ISAL0057
29. Essaid M. Modélisation et simulation de la connectivité des flux logistiques dans les réseaux manufacturiers [Internet]. Ecole Nationale Supérieure des Mines de Saint-Etienne; 2008 [cité 11 avr 2017]. Disponible sur: https://hal.archives-ouvertes.fr/tel-00783593/
30. PERRIN R. Le pilotage de la production et le maintien des standards qualités dans le cadre d’une fermeture de bloc [Master]. Chatenay Malabry; 2016.

95
31. BEN SAID A. Gestion dynamique des connaissances de maintenance pour des environnements de production de haute technologie à fort mix produit [Génie Industriel]. Université Grenoble Alpes; 2016.
32. Cocheteux P. Contribution à la maintenance proactive par la formalisation du processus de pronostic des performances de systèmes industriels [Internet] [phdthesis]. Université Henri Poincaré - Nancy I; 2010 [cité 25 avr 2017]. Disponible sur: https://tel.archives-ouvertes.fr/tel-00545249/document
33. Bouchet J. Amélioration de la performance industrielle et mise en application du sujet en milieu pharmaceutique au travers d’une analyse de risque des contaminants physiques en fabrication et d’une optimisation des temps de maintenance sur lignes de conditionnement [Pharmacie]. [Nantes]: UNIVERSITÉ DE NANTES FACULTÉ DE PHARMACIE; 2014.
34. Dave Y, Sohani N. Single Minute Exchange of Dies: Literature Review. Int J Lean Think. 2012;3(2):27–37.
35. Leconte T. La pratique du SMED: obtenir des gains importants avec le changement d’outillage rapide. Boulogne-Billancourt]; Éditions d’Organisation: Paris : Renault Consulting ; 2008.
36. Smalley A. A Brief History of Set-Up Reduction. Art of Lean; 2006.
37. PESSAN C. Optimisation de changements de séries par ordonnancement des tâches de réglage [Informatique]. UNIVERSITÉ FRANÇOIS RABELAIS TOURS; 2008.
38. Michels BT. Application of Shingo’s Single Minute xchange of Dies (SMED) Methodology to Reduce Punch Press Changeover Times at Krueger International [MS Technology Management]. The Graduate School University of Wisconsin-Stout Menomonie, WI; 2007.
39. AGUILAR MA. SETUP REDUCTION TIME AT A BATCH MANUFACTURING PLANT [Bachelor of Science in Industrial Engineering]. California Polytechnic State University San Luis Obispo; 2011.
40. Unterborn J. A Study of a management supported single minute exchange of die (SMED) program for the flexible packaging industry. 2011 [cité 7 mai 2017]; Disponible sur: http://scholarworks.rit.edu/theses/7345/
41. Alhuraish I. Evaluation of the performance of organizations that implemented Lean Manufacturing and Six Sigma methods : application to French industries [Sciences de l’ingénieur]. [Angers]: Laboratoire Angevin de Recherche en Ingénierie des Systèmes; 2017.
42. Narula A. What is 80/20 rule? [Internet]. 2005 [cité 29 mai 2017]. Disponible sur: https://web.archive.org/web/20130128204020/http://www.80-20presentationrule.com/whatisrule.html
43. Wittwer JW. Pareto Analysis in Excel [Internet]. https://www.vertex42.com/ExcelTemplates/pareto-chart.html. 2009 [cité 30 mai 2017]. Disponible sur: https://www.vertex42.com/ExcelTemplates/Images/pareto-chart_large.gif
44. BALLE M, BEAUVALLET G. Talent Toyota Préface à l’édition française. Proj Lean Entrep [Internet]. sept 2008;Working Paper n°16. Disponible sur: http://www.lean.enst.fr/wiki/pub/Lean/LesPublications/LWP16.pdf

96
45. Correll EO. Design of a rapid, continuous, small-scale device ... dry powders from concentrated suspensions containing ..pdf [Bachelor of Science in Mechanical engineering]. Massachusetts Institute of Technology; 2011.
46. Bisson W. Novartis Approach to Continuous Manufacturing (API and Drug Product) [Internet]. Manufacturing présenté à: IFPAC Cortona; 2010 sept [cité 23 mai 2017]; Cortona. Disponible sur: http://www.ifpac.com/cortona/Cortona10-Presentations/Bisson.pdf
47. Bragg S. Manufacturing throughput time [Internet]. AccountingTools. 2017 [cité 23 mai 2017]. Disponible sur: https://www.accountingtools.com/articles/what-is-manufacturing-throughput-time.html
48. Pintelon LM-YA, Nganga Muchiri P. Performance measurement using overall equipment effectiveness (OEE): Literature review and practical application discussion. Int J Publ Res. 15 avr 2008;46(13):3517‑35.
49. Mascia S, Trout B. Integrated Continuous Manufacturing [Internet]. Pharma Manufacturing. 2015 [cité 23 mai 2017]. Disponible sur: http://www.pharmamanufacturing.com/articles/2014/integrated-continuous-manufacturing/
50. Acasti Pharma Inc. Acasti Pharma and CordenPharma Announce Large Scale Production of CaPre with New Continuous Manufacturing Process [Internet]. 2017 mai 31 [cité 6 juin 2017]; Laval, Québec, CANADA. Disponible sur: http://cordenpharma.com/press-release/acasti-pharma-and-cordenpharma-announce-large-scale-production-of-capre-with-new-continuous-manufacturing-process/
51. Keenan J. EMA gives nod to Janssen for continuous manufacturing of HIV drug | FiercePharma [Internet]. Fierce pharma/ manufacturing. 2017 [cité 28 juin 2017]. Disponible sur: /manufacturing/ema-gives-nod-to-janssen-for-continuous-manufacturing-hiv-drug
52. Duclos E. Contribution à la Maîtrise Statistique des Procédés Cas des procédés non normaux [Electronique - Electrotechnique - Automatique]. Université de Savoie; 1997.
53. EDQM. European Pharmacopeia 9th edition. EDQM; 2016.
54. Calnan N, Redmond A, O’Neill S. The FDA’s Draft Process Validation Guidance–A Perspective from Industry. Pharm Eng. 2009;29(3):8–16.
55. RAYNAUD M. VALIDATION DU PROCEDE DE FABRICATION DANS L’INDUSTRIE PHARMACEUTIQUE, APPLIQUEE AUX FORMES SOLIDES ORALES [Internet] [Pharmacie]. UNIVERSITE DE LIMOGES; 2011 [cité 31 mai 2017]. Disponible sur: http://aurore.unilim.fr/theses/nxfile/default/8cacd753-6679-4a0c-be88-162fae204432/blobholder:0/P20113317.pdf
56. Berry IR, Nash RA, éditeurs. Pharmaceutical process validation. International 3rd ed., rev. and expanded. New York: Marcel Dekker; 2003. 860 p. (Drugs and the pharmaceutical sciences).
57. Reddish GF, Brewer. Antiseptics, Disinfectants, Fungicides, and Chemical and Physical Sterilization. Philadelphia: Lea and Fabiger; 1957. 841 p.
58. ICH. ICH guideline Q8 (R2) on pharmaceutical development [Internet]. 2009. Disponible sur: http://www.ich.org/fileadmin/Public_Web_Site/ICH_Products/Guidelines/Quality/Q8_R1/Step4/Q8_R2_Guideline.pdf
97
59. Yekpe K. UNE APPLICATION DU CONCEPT DU QUALITY BY DESIGN [Internet] [Génie des Procédés, Génie Chimique]. [Montpellier]: ÉCOLE DOCTORALE SCIENCE DES PROCEDES – SCIENCE DES ALIMENTS UNITE DE RECHERCHE INSTITUT CHARLES GERHARDT DE MONTPELLIER ; Pfizer; 2014 [cité 3 juill 2017]. Disponible sur: http://savoirs.usherbrooke.ca/bitstream/handle/11143/5397/Yekpe_Ketsia_PhD_2014.pdf?sequence=1
60. Biteau R, Biteau S. La maîtrise des flux industriels. Paris: Éditions d’Organisation; 2003.
61. Perrony L. Gestion des approvisionnements et des stocks. Logistique présenté à; 2016 janv; Faculté de pharmacie de Chatenay Malabry.
62. EL HAOUZI H. Approche méthodologique pour l’intégration des systèmes contrôlés par le produit dans un environnement de juste-à-temps: Application à l’entreprise TRANE [Automatique, génie informatique]. Henri poincaré, Nancy I; 2008.
63. GASSMANN M. LA PLACE DU MANAGEMENT VISUEL DANS LE PILOTAGE DE LA PERFORMANCE GLOBALE D’UNE UNITE DE PRODUCTION PHARMACEUTIQUE [Internet] [Pharmacy]. [Faculté de pharmacie de Nancy]: Université de Lorraine; 2012 [cité 21 juin 2017]. Disponible sur: http://docnum.univ-lorraine.fr/public/BUPHA_T_2012_GASSMANN_MARION.pdf
64. Soulard N. LA METHODE KANBAN DANS L’INDUSTRIE AUTOMOBILE ACTUELLE [Internet] [Ingénieur]. CONSERVATOIRE NATIONAL DES ARTS ET METIERS CENTRE REGIONAL ASSOCIE DE VERSAILLES; 2002 [cité 22 juin 2017]. Disponible sur: http://www.plusconseil.net/content/wp-content/uploads/2010/04/Methode_Kanban.pdf
65. Ramírez Restrepo LM. Optimisation basée sur l’étude des trajectoires dans un environnement aléatoire: application au pilotage de systèmes de production [Internet] [Automatique, génie informatique]. Université de Lorraine; 2016 [cité 27 juin 2017]. Disponible sur: https://tel.archives-ouvertes.fr/tel-01495288/
66. Boonlertvanich K. Extended-CONWIP-Kanban system: control and performance analysis [Internet]. Georgia Institute of Technology; 2005 [cité 22 juin 2017]. Disponible sur: https://smartech.gatech.edu/handle/1853/6906
67. O.Richard. Le LEAN: Un outil d’optimisation pour les laboratoires [Internet]. Laboratoire hopital présenté à: Xeme journée professionelle de l’aftlm (association française des techniciens de laboratoires médicales); 2013 juin 12 [cité 26 juin 2017]; http://antab.com/spip/spip.php?article294. Disponible sur: http://www.antab.com/spip/IMG/pdf/05-_Le_LEAN_un_outil_d_optimisation_pour_les_laboratoires.pdf
68. Donelan K, Toner V, Dowling M. LSS Tool : The Spaghetti Diagram [Internet]. American society of Quality présenté à; 2011 janv 20 [cité 26 juin 2017]. Disponible sur: http://www.asqlongisland.org/seminars/2011_01_20_LSS_Tool_The_Spaghetti_Diagram.pdf
69. Adrianzen D, Dombroski Z, Soofi S, Young S. Implementing Lean Process Improvement in the Sterile Processing Department at The Academic Medical Center [Internet] [Fulfillment of The Major Qualifying Project]. [Worcester, Massachusetts]: Worcester Polytechnic Institute; 2014 [cité 26 juin 2017]. Disponible sur: https://web.wpi.edu/Pubs/E-project/Available/E-project-032514-103357/unrestricted/Implementing_Lean_Process_Improvement_in_the_Sterile_Processing_Department_at_The_Academic_Medical_Center.pdf

98
70. LIN K. Le 5S, un outil d’amélioration continue, un tremplin vers la culture qualité [Internet] [MASTER QUALITÉ ET PERFORMANCE DES ORGANISATIONS]. [Compiègne]: UNIVERSITÉ DE TECHNOLOGIE DE COMPIÈGNE; 2016 [cité 26 juin 2017]. Disponible sur: http://www.utc.fr/~mastermq/public/publications/qualite_et_management/MQ_M2/2015-2016/MIM_stages/LIN_Karine/ST02_MIM%20_Karine_LIN_v2.pdf
71. Hohmann C. Guide pratique des 5S: pour les managers et les encadrants. Paris: Éditions d’Organisation; 2006.
72. Omogbai O, Salonitis K. The Implementation of 5S Lean Tool Using System Dynamics Approach. Procedia CIRP. 2017;60:380‑5.
73. Nissinen O. Developing the 5S Implementation Guideline for a Food Production Company. 2017 [cité 4 juill 2017]; Disponible sur: https://www.theseus.fi/handle/10024/129323
74. Venkateswaran S. Implementing Lean in Healthcare Warehouse Operations-Evaluation of 5S Best Practice. 2011 [cité 4 juill 2017]; Disponible sur: http://etd.lsu.edu/docs/available/etd-06082011-094408/
75. Ginbey A. Reducing HiSeq Setup Times in Genomic Services Laboratory with 5S: Implications for Productivity & Quality [Internet]. Biotechnology présenté à: Professional Science Master’s Degree Program; 2013 mai 14 [cité 4 juill 2017]; California State University, San Marcos. Disponible sur: http://csusm-dspace.calstate.edu/bitstream/handle/10211.8/423/GinbeyAshley_Spring2013.pdf?sequence=1
76. Pirttijoki V-P, others. Introduction and implementation of the 5S-operation model for ST-Koneistus Ltd. 2013 [cité 4 juill 2017]; Disponible sur: http://theseus56-kk.lib.helsinki.fi/handle/10024/54701
77. Srinivasan S. The impact of 5S on the safety climate of manufacturing workers. 2012 [cité 4 juill 2017]; Disponible sur: http://etd.lsu.edu/docs/available/etd-11112012-155620/
78. SAIGHI H. Amélioration du processus d’exploitation des Revues Qualité Produits [Internet] [M2 Management de la qualité]. [Compiegne]: Université de Technologie de Compiègne; 2012 [cité 10 juill 2017]. Disponible sur: http://www.utc.fr/master-qualite/public/publications/qualite_et_management/MQ_M2/2011-2012/stages/saighi/Rapport_ST02_saighi.pdf
79. CORMERAIS M. Gestion des anomalies dans l’industrie pharmaceutique [Pharmacie]. [Nantes]: UNIVERSITÉ DE NANTES UFR SCIENCES PHARMACEUTIQUES ET BIOLOGIQUES; 2014.
80. GHOUT T. MAITRISE DE LA LIBERATION PHARMACEUTIQUE DES LOTS DE PRODUCTION INDUSTRIELLE [2015]. [Toulouse]: UNIVERSITE TOULOUSE III PAUL SABATIER FACULTE DES SCIENCES PHARMACEUTIQUES; 2015.
81. Reason J. The Contribution of Latent Human Failures to the Breakdown of Complex Systems. Philos Trans R Soc B Biol Sci. 12 avr 1990;327(1241):475‑84.
82. Bourdois C. Management de la qualité et amélioration continue : application à l’augmentation de la robustesse des nettoyages manuels [Pharmacie]. [Angers]: Université d’Angers, UFR Sciences pharmaceutiques et ingénierie de la santé; 2014.

99
83. Assent clément. Suivi des rejets d’une ligne de soutirage de bouteilles : Etude et réduction de ces pertes pour améliorer la rentabilité financière de la ligne [Internet] [Master Ingénieur Civil en mécanique]. [Liège]: Université de Liège; 2016. Disponible sur: http://hdl.handle.net/2268.2/1388
84. Traoré MA. Supervision adaptative et pronostic de d´efaillance pour la maintenance pr´evisionnelle de syst`emes ´evolutifs complexes [Spécialité Automatique et Informatique Industrielle]. [Lille]: Université de Lille 1; 2010.
85. Friedman RL. Current Expectations for Pharmaceutical Quality Systems. FDA workshop présenté à: PDA/FDA Executive Management Workshop; 2012 sept; Baltimore, MD.
86. Womack JP. Moving beyond the tool age [lean management]. Manuf Eng. 1 févr 2007;86(1):4‑5.
87. Dubouloz S. L’innovation organisationnelle: antécédents et complémentarité: une approche intégrative appliquée au Lean Management [Internet]. Université Grenoble Alpes; 2013 [cité 1 avr 2017]. Disponible sur: https://tel.archives-ouvertes.fr/tel-00944182/
88. AG Insurance. Nieuwe Werken als preventiemiddel tegen invaliditeit. HET NIEUWE WERKEN. 18 sept 2012;
89. Moussamih I. L’évolution du management: de nouvelles perspectives pour l’industrie pharmaceutique. Université de Bourgogne; 2016.
90. Sanchez R. Knowledge Management and Organizational Learning: Fundamental Concepts for Theory and Practice. Lund Inst Econ Res. 2005;2005/3:33.
91. Ballé M. Arrêtons de transformer les outils de management visuel du Lean en tableaux de gestion de tickets ! Inst Lean Fr [Internet]. oct 2016; Disponible sur: https://www.institut-lean-france.fr/medias/2016/10/newsletter-10-Outils-de-management-visuel.pdf
92. ANSM. Gestion des ruptures de stock de médicaments d’intérêt thérapeutique majeur par l’ANSM [Internet]. 2015 mars 12. Disponible sur: http://ansm.sante.fr/var/ansm_site/storage/original/application/5019db965cb96c1257478a583278eab8.pdf
93. République Française. Code de la santé publique - Article L5126-1. Code de la santé publique.
94. République Française. Code de la santé publique - Article R5124-49-1. Code de la santé publique.
95. MARTINI L. Personalised medicines — creating ‘polypills’ in the local pharmacy [Internet]. Pharmacy practice and profession blog. 2015. Disponible sur: http://www.pharmaceutical-journal.com/opinion/blogs/personalised-medicines-creating-polypills-in-the-local-pharmacy/20068447.blog
96. VIDAL. Prise en charge post-infarctus [Internet]. Vidal.fr. 2017. Disponible sur: https://www.vidal.fr/recommandations/4028/post_infarctus/prise_en_charge/
97. THUOT A. Des DS3 virtuelles sur le stand DS à Genève [Internet]. http://auto-infos.fr. 2016. Disponible sur: http://auto-infos.fr/Des-DS3-virtuelles-sur-le-stand-DS,7861

100
98. LABARERE J. Chapitre 6 Test de comparaison de pourcentages – χ2. Grenoble: Université Joseph Fourier de Grenoble; 2011. (PACES Grenoble; vol. UE 4 : Biostatistiques).

101
Annexes Annexes ............................................................................................................................................... 101
Annexe 1 : Résumé des gaspillages définis dans le LEAN Management sous forme de table ........ 102
Annexe 2 : Fonctionnement plus détaillé du schedule adherence ................................................. 103
Annexe 3 : Fonctionnement du test du χ2 ................................................................................... 104
Annexe 4 : Exemple d’adaptation du modèle de fromage suisse ............................................... 106
Annexe 5 : Description brève d’autres outils qualité .................................................................. 108
❖ PDCA – roue de Deming : ............................................................................................ 108
❖ DMAIC .......................................................................................................................... 109
❖ AMDEC ......................................................................................................................... 110
Liste des figures des annexes
Figure A : Modèle plus grand du schedule adherence
Figure B : Représentation du risque de première erreur α du test du χ2
Figure C : Adaptation du modèle de défaillance aux 6M
Figure D : Le Cycle PDCA du processus d’amélioration continue
Figure E : Représentation de la méthode DMAIC
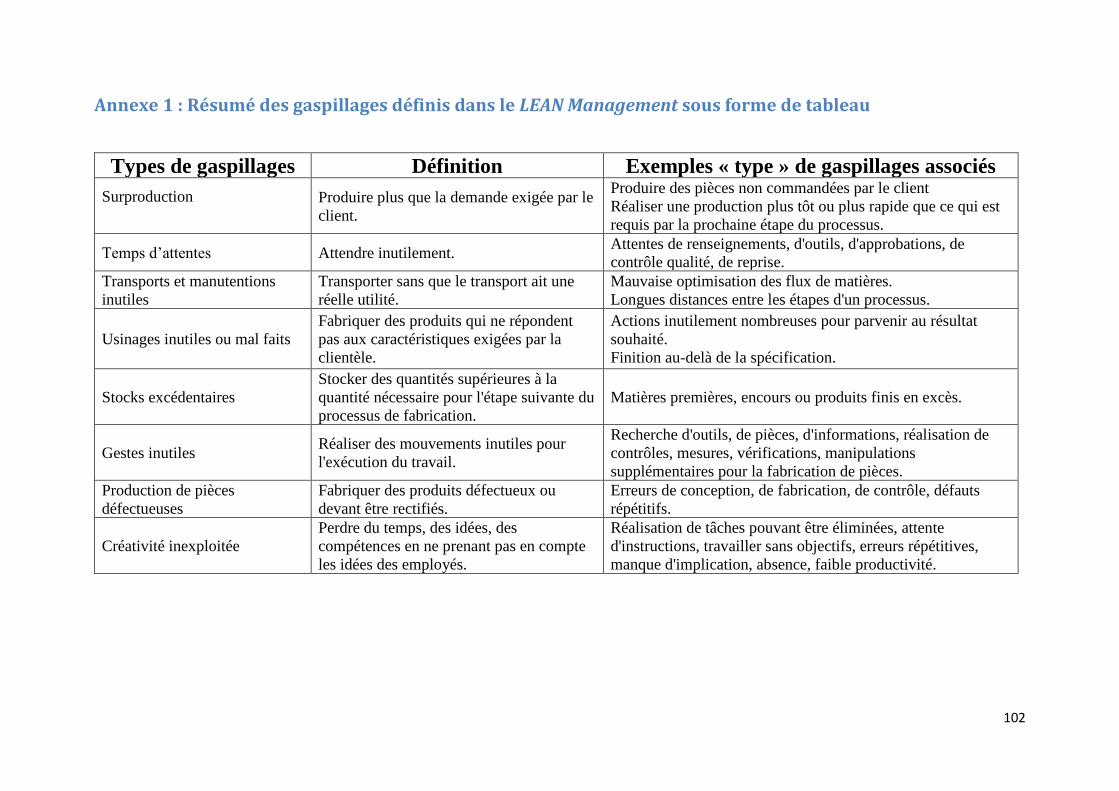
102
Annexe 1 : Résumé des gaspillages définis dans le LEAN Management sous forme de tableau
Types de gaspillages Définition Exemples « type » de gaspillages associés
Surproduction
Produire plus que la demande exigée par le
client.
Produire des pièces non commandées par le client
Réaliser une production plus tôt ou plus rapide que ce qui est
requis par la prochaine étape du processus.
Temps d’attentes Attendre inutilement. Attentes de renseignements, d'outils, d'approbations, de
contrôle qualité, de reprise. Transports et manutentions
inutiles
Transporter sans que le transport ait une
réelle utilité. Mauvaise optimisation des flux de matières.
Longues distances entre les étapes d'un processus.
Usinages inutiles ou mal faits
Fabriquer des produits qui ne répondent
pas aux caractéristiques exigées par la
clientèle.
Actions inutilement nombreuses pour parvenir au résultat
souhaité.
Finition au-delà de la spécification.
Stocks excédentaires Stocker des quantités supérieures à la
quantité nécessaire pour l'étape suivante du
processus de fabrication. Matières premières, encours ou produits finis en excès.
Gestes inutiles Réaliser des mouvements inutiles pour
l'exécution du travail.
Recherche d'outils, de pièces, d'informations, réalisation de
contrôles, mesures, vérifications, manipulations
supplémentaires pour la fabrication de pièces. Production de pièces
défectueuses Fabriquer des produits défectueux ou
devant être rectifiés. Erreurs de conception, de fabrication, de contrôle, défauts
répétitifs.
Créativité inexploitée
Perdre du temps, des idées, des
compétences en ne prenant pas en compte
les idées des employés.
Réalisation de tâches pouvant être éliminées, attente
d'instructions, travailler sans objectifs, erreurs répétitives,
manque d'implication, absence, faible productivité.

103
Annexe 2 : Fonctionnement plus détaillé du schedule adherence
Figure A : Modèle plus grand du schedule adherence

104
Annexe 3 : Fonctionnement du test du χ2
Le test du χ2 (se prononce Khi carré ou Khi deux) est un test statistique qui permet de savoir
si 2 variables qualitatives sont liées ou non (comme par exemple « associer retombée
financière à une méthode SMED » et « implantation de la méthode en question")
L’hypothèse nulle H0 est que les 2 variables sont indépendantes. L’hypothèse alternative H1
est que ces 2 variables sont liés.
La valeur Xo calculée correspond à une différence entre les effectifs observés d’une classe et
les effectifs théoriques sous l’hypothèse H0. Le Xα correspond au résultat du calcul pour un
risque de première erreur α.
Figure B : Représentation du risque de première erreur α du test du χ2 (98)

105
La figure ci-dessus représente le risque de rejeter à tort l’hypothèse nulle H0 selon un risque
de première erreur α. Plus le Xo calculé est grand, plus l’hypothèse alternative H1 a de
chances d’être vrai.

106
Annexe 4 : Exemple d’adaptation du modèle de fromage suisse
Comme dit dans le chapitre 7, il est possible d’adapter le modèle général du fromage
suisse en un modèle plus spécifique
Figure C : Adaptation du modèle de défaillance aux 6M
Ainsi, plutôt que d'utiliser un fromage suisse, on peut imaginer les barrières comme des filtres
de lumière. Chaque filtre laisse passer sa lumière correspondante (produit compliant) et bloque
les produits repérés comme défectueux. Dans la figure C ci-dessus, les filtres, au nombre de 6,
représente les 6 roots causes possibles (matières, main d'œuvre, milieu, machine, méthode,
mesure). Le filtre représentant la mesure (noté ① sur la figure 2) est au-dessus des autres
puisque c'est à travers la mesure que l'on voit. Chaque filtre peut générer des produits conformes
via un trou. Si il est bloqué suffisamment tôt, on pourra parler d’erreur acceptable puisqu’il
n’intervient pas dans la suite du processus.
Les flèches correspondent aux produits (verts pour les produits conformes, rouges pour les
défectueux). Lorsqu'une flèche rouge est bloqué au-delà du premier filtre, on peut assimiler ceci
à une erreur acceptable (noté ② sur la figure 2).
Au contraire des autres, le filtre de la mesure est supposé être transparent. Cependant, il est
possible d'imaginer des défauts, qui entraîne une détection faussée. Ce défaut est illustré par
l’évènement ③ qui apparaît défectueux mais n'est issue d'aucun trou ; il est fortement probable

107
qu’il soit conforme en réalité. Enfin, l’évènement ④ correspond à une déviation puisqu'il a
passé tous les filtres de détection et peut passer à l’opération suivante.
Sur chaque opération unitaire, ce schéma se répète. Si un produit défectueux est constaté après
la libération du lot, cela enclenche une procédure de destruction.

108
Annexe 5 : Description brève d’autres outils qualité
❖ PDCA – roue de Deming :
Ce processus sous forme de cycle est constitué de quatre étapes successives : Plan (Prévoir),
Do (Faire), Check (Controler), Act (Améliorer)
Figure D : Le Cycle PDCA du processus d’amélioration continue (31)
Dans la norme internationale ISO 9000, le cycle PDCA est décrit comme un processus qualité
qui permet de répondre, entre autres, à la problématique de gestion de l’évolution continue des
connaissances et savoir-faire au niveau managérial, technique ou organisationnel.

109
❖ DMAIC
Figure E : Représentation de la méthode DMAIC (79)
Phase D : Définir. La phase D concerne la rédaction de la charte du projet, comprenant la
description du travail, la problématique principale et les objectifs. Il s’agit également de se fixer
des limites et de définir sur quels éléments on peut agir. Cette phase permet aussi de définir la
liste des personnes avec qui travailler, leur apport et responsabilité.
Phase M : Mesurer. La phase M consiste dans un premier temps à analyser le processus actuel.
Ensuite, il faut mettre en place un système de mesure de données afin de les interpréter tout en
s’assurant de leur fiabilité. Il convient de caractériser le plan de collecte des données, la collecte
elle-même et la première analyse statistique. La mesure se fait via l’analyse de la capacité et de
la performance, le plan de collecte des données (quantitatives, qualitatives, gains attendus, coûts
associés), la validation de ces données et l’utilisation de logiciels statistiques.
Phase A : Analyser. Cette phase est essentielle. Elle a pour objectif d’augmenter la
connaissance du processus afin de découvrir les causes « racines » de la variabilité ainsi que de

110
la performance insuffisante. La recherche de solutions est souvent accompagnée par des
Brainstorming réalisés avec des personnes compétentes, ou encore l’utilisation de l’AMDEC
(Analyse des Modes de Défaillances, de leurs Effets et de leur Criticité). À la fin de cette étape,
il faut avoir une idée très précise des sources d’insatisfaction et des paramètres qui devront être
modifiés pour atteindre la performance attendue. C’est le moment d’approfondir les résultats
statistiques obtenus dans la phase précédente afin d’analyser les causes influant sur la précision.
Le diagnostic peut être réalisé à l’aide d’outils comme le diagramme d’Ishikawa ou de travaux
statistiques.
Phase I : Innover. Le diagnostic ayant été établi, il faut maintenant réfléchir à des solutions
pertinentes, sélectionner les pistes de progrès les plus prometteuses. Il peut être utile, voire
même recommandé, de réaliser un modèle intermédiaire pour valider les pistes de propositions.
Les solutions choisies incluent le détail des livrables, le choix de la voie du projet, l’agenda
prioritisé, une fiche simplifiée par piste, les gains attendus et un logigramme globalisé.
Phase C : Contrôler. La phase C consiste au déploiement, au suivi du déploiement, à l’analyse
des points bloquants, en la surveillance du processus et à l’évaluation des résultats. En fonction
des résultats, la charte peut (ou doit) être actualisée. Elle se termine par la clôture effective des
travaux.(83)
❖ AMDEC
L'AMDEC est l’acronyme d’Analyse des Modes de Défaillances de leurs Effets et de leur
Criticité. Pour effectuer une AMDEC, il faut lister tous les modes de défaillances potentielles
des procédés. Puis, pour chacun de ces modes, il faut noter le degré de gravité des
conséquences, leurs probabilités respectives de survenue et leur détectabilité. On combine

111
généralement ces 3 notes sous la forme d’un score d’AMDEC calculé selon la formule
suivante :
𝐶𝑟𝑖𝑡𝑖𝑐𝑖𝑡é =𝐺𝑟𝑎𝑣𝑖𝑡é ∗ 𝐹𝑟é𝑞𝑢𝑒𝑛𝑐𝑒
𝐷é𝑡𝑒𝑐𝑡𝑎𝑏𝑖𝑙𝑖𝑡é
Ce score de criticité permet de classer les modes de défaillance des plus importants au
moins importants. Souvent, des paliers sont associés aux scores d’AMDEC afin d’avoir
une liste de défaillance potentielle sur lesquelles agir.

112
Serment de Galien

113
Auteur : Romain PERRIN
Titre : Réduction des déchets identifiés par le LEAN Management.
Application de méthodes et outils à l’industrie pharmaceutique
RÉSUMÉ : Le LEAN Manufacturing est une méthode de management apparut au Japon après la seconde
guerre mondiale. D’abord cantonnée à l’industrie automobile nippone, ses méthodes
s’exporteront peu à peu à l’étranger et dans d’autres domaines industrielles.
Devenant une référence pour son efficacité dans l’industrie automobile, le LEAN
Manufacturing cible notamment les gaspillages (Mudas) qui sont définis sous 8 formes
différentes : Surproduction, Temps d’attente, Transport et Manutention, Usinages inutiles ou
incorrects, Stocks Excédentaires, Gestes Inutiles, Production de pièces défectueuses et la
Créativité Inexploitée. Pour répondre à ces problématiques, des outils spécifiques existent et
ont fait leur preuve pour réduire la quantité de chaque gaspillage.
Cette thèse a pour objectif de voir dans quelle mesure sont utilisés ces outils dans l’industrie
pharmaceutique, ainsi que leur efficacité. Au cours de cette revue, chaque chapitre est consacré
à un type de gaspillage. Les exemples évoqués, issus de la littérature, permettent de définir ces
gaspillages, d’illustrer les problématiques associées, de visualiser les solutions amenées par ces
outils, et de quantifier les résultats associés en comparant les performances avant et après mise
en place d’un outil.
Mots clés : LEAN, MANAGEMENT, GASPILLAGE, PERFORMANCE, OUTILS,
MUDAS, PRODUCTION
Filière : Industrie