Pulsed Gas Metal Arc Welding (GMAW-P) for Newer …eprints.qut.edu.au/6137/1/6137.pdf · 3. Newer...
8
Proceedings of the International Manufacturing Leaders Forum on “Global Competitive Manufacturing” 27 th February - 2 nd March 2005, Adelaide, Australia Pulsed Gas Metal Arc Welding (GMAW-P) for Newer Challenges in Welding of Aluminum Alloys Copyright 2005 (please consult author) P. Praveen and P. K. D. V. Yarlagadda Queensland University of Technology 2, George Street, GPO Box 2434 QLD 4001 Email: [email protected] Abstract Driven by the need for the energy conservation and reduce the emission of greenhouse gases by its products, both light metal industry and joining methods (especially welding) is experiencing some exciting developments. One of the most widely used light metal is aluminum. With advancement of technology, aluminum alloys produced by powder metallurgy and combination of different aluminum alloys are finding wider applications owing to better performance than conventional aluminum alloy. This paper explores how GMAW-P can help in meeting newer challenges of welding of aluminum. Keywords: aluminum, aluminum alloys, pulsed gas metal arc welding 1. Introduction Recently conventional materials like steel is being replaced by new set of material called light metal alloys that have high strength to weight. Lighter metals offer other several functional conveniences: good chemical properties (excellent corrosion resistance), low maintenance, greater design flexibility, good recyclability and good conductivity and insulation properties. Adoption of light metal as an alternative material has not been easy. Traditionally welding processes like resistance spot welding are no longer suitable for welding of light metal alloys with ease due to high thermal conductivity of light metals as shown for aluminum in Figure 1. Newer challenges faced by manufacturing processes are to join different varieties of light metal alloys in a single product and to develop joining technologies for newer aluminum alloys developed by powder metallurgy. This paper explores how GMAW-P machines can help aluminum in meeting some of these challenges for future. 2. Developments in Aluminum Alloys Aluminum in its pure form suffers from poor strength, but when alloyed with other metals the unique combination is an attractive element with wide range of attractive properties. Figure 1 Thermal conductivity of aluminum and steel [28]
Transcript of Pulsed Gas Metal Arc Welding (GMAW-P) for Newer …eprints.qut.edu.au/6137/1/6137.pdf · 3. Newer...

Proceedings of the International Manufacturing Leaders Forum
on “Global Competitive Manufacturing” 27th February - 2nd March 2005, Adelaide, Australia
Pulsed Gas Metal Arc Welding (GMAW-P)
for Newer Challenges in Welding of Aluminum AlloysCopyright 2005 (please consult author)
P. Praveen and P. K. D. V. Yarlagadda
Queensland University of Technology 2, George Street, GPO Box 2434
QLD 4001 Email: [email protected]
Abstract Driven by the need for the energy conservation and reduce the emission of greenhouse gases by its products, both light metal industry and joining methods (especially welding) is experiencing some exciting developments. One of the most widely used light metal is aluminum. With advancement of technology, aluminum alloys produced by powder metallurgy and combination of different aluminum alloys are finding wider applications owing to better performance than conventional aluminum alloy. This paper explores how GMAW-P can help in meeting newer challenges of welding of aluminum. Keywords: aluminum, aluminum alloys, pulsed gas metal arc welding 1. Introduction Recently conventional materials like steel is being replaced by new set of material called light metal alloys that have high strength to weight. Lighter metals offer other several functional conveniences: good chemical properties (excellent corrosion resistance), low maintenance, greater design flexibility, good recyclability and good conductivity and insulation properties. Adoption of light metal as an alternative material has not been easy. Traditionally welding processes like resistance spot welding are no longer suitable for welding of light metal alloys with ease due to high thermal conductivity of light metals as shown for aluminum in Figure 1. Newer challenges faced by manufacturing processes are to join different varieties of light metal alloys in a single product and to develop joining technologies for newer aluminum alloys developed by powder metallurgy. This paper explores how GMAW-P machines can help aluminum in meeting some of these challenges for future.
2. Developments in Aluminum Alloys Aluminum in its pure form suffers from poor strength, but when alloyed with other metals the unique combination is an attractive element with wide range of attractive properties.
Figure 1 Thermal conductivity of aluminum and steel [28]

2.1. Conventional Ingot Metallurgy based Aluminum Alloys Conventional metallurgical aluminum alloys are of two types: wrought and cast aluminum. These alloys are classified in to different groups based upon the composition of constituent element that results in different properties and application range. Digit system based nomenclature has been developed by Aluminum Association Inc. to classify various aluminum alloys as shown in Table 1 & 2. Wrought aluminum alloys are designated by four-digit as Xxxx (like 1xxx, 2xxx, etc.). On the other hand cast aluminum alloys are designated by as Xxx.x (like 1xx.x, 2xx.x, etc.) where last digit corresponds to casting alloy limits.
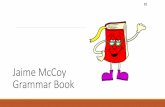
2.2. New Powder Metallurgy based Aluminum Alloys Conventional ingot metallurgy suffers from range of allowable alloy compositions [1]. Creative synthesis techniques through aluminum powder metallurgy are needed to further improve mechanical properties [2, 3]. Powder metallurgy has allowed newer aluminum alloys to be produced having better chemical and physical properties than conventional alloys. Progress of powder metallurgy has resulted in development of new techniques in powder metallurgy and formation of metal matrix composites and foams to improve chemical and physical properties [4]. 2.2.1. New Techniques in Powder Metallurgy Intense pressure from industry and limitations of conventional ingot metallurgy led to development of newer aluminum alloys through newer techniques in aluminum powder technology. Some of the significant developments in aluminum powder metallurgy techniques are: atomisation, mechanical alloying, vapor deposition and rapid solidification. Schematic illustration and working principles of these new techniques are shown in Figure 2.
(a) (b) (c) (d) 2.
First Digit
All Possible Alloying Elements
Working Method
1xx.x Al Cold Worked 2xx.x Al-Cu-Si-Ni-Mg Heat Treated 3xx.x Al-Si-Cu-Mg Heat Treated 4xx.x Al-Si Cold Worked 5xx.x Al-Mg Cold Worked 6xx.x Unused Cold Worked 7xx.x Al-Zn Heat Treated 8xx.x Al-Sn Cold Worked 9xx.x Unused Future
First Digit All Possible Alloying Elements
Working Method
1xxx Al Cold Worked 2xxx Al-Cu-Mg-Si Heat Treated 3xxx Al- Mn-Mg Cold Worked 4xxx Al-Si Cold Worked 5xxx Al-Mg-Mn Cold Worked 6xxx Al-Mg-Si Heat Treated 7xxx Al-Zn-Mg-Cu Heat Treated 8xxx Al-Li-Cu-Mg Heat Treated 9xxx Unused Future
Table 1 Classification of wrought aluminum alloys
Table 2 Classification of cast aluminum alloys
Figure 2 Schematic of various techniques in powder metallurgy (a) Atomisation: Disintegration of Stream of liquid in to fine droplets, (b) Mechanical alloying: Fusion of particles by high working [5], (c) Physical vapor deposition: Vaporisation and deposition of powder [6], and (d) Rapid solidification: Quenching at very high rate [7]

2.2. Metal Matrix Composite Metal matrix composite refers to addition of small fibres to metal to improve strength and stiffness of aluminum. These fibres are also referred to as reinforcements and metal matrix as reinforced metal. Reinforcements are present in two forms as explained in figure 3. Due to their better performance when compared to conventional alloys as shown in figure 4, they are finding wide range of application especially in automotive and aerospace industry. Aluminum matrix composites reinforced with silicon carbide possesses excellent physical and chemical properties such as high specific strength, high elastic modulus, high corrosion resistance and thermal stability [10, 11]. There are now range of fibers available which are candidates of reinforcements
(a) (b) 2.2.3. Foams Foams are ultralight weight structure having excellent combination of mechanical, electrical, thermal properties. Production of metallic foam from powder is depicted in figure 5. Aluminum foams have a characteristic porous nature (structure can be seen in figure 6) and possesses excellent properties like good machinability, high energy absorption and high specific stiffness as show in figure 7 [12].
Figure 3 Optical micrograph of aluminum metal matrix composite (a) Discontinuous SiC fibre reinforced in form of particulates (left) and whiskers (right) (b) Continuos alumina fibre reinforced [8]
Figure 4 Tensile strength comparison between unreinforced and metal matrix composites [9]
Figure 6 Cellular structure of aluminum foam [12]
Figure 7 Compression stress and energy absorption of aluminum foam [12]
Figure 5 Schematic diagram of preparation of metal foam using axial compactor or extrusion [14]
3. Newer Challenges in Welding of Aluminum Alloyed aluminum is useful product for versatile jobs from inconsequential wrapping foil to most demanding engineering application as a material for trusses of international space station. Aluminum alloys are fast gaining popularity as choice of material for structural applications because of the high strength to weight ratio and it can be readily welded with inert gas shielding process. This has led to challenges in application for welding of aluminum alloys that are:
Joining of different grades of aluminum alloys Joining of reinforced and unreinforced aluminum alloys
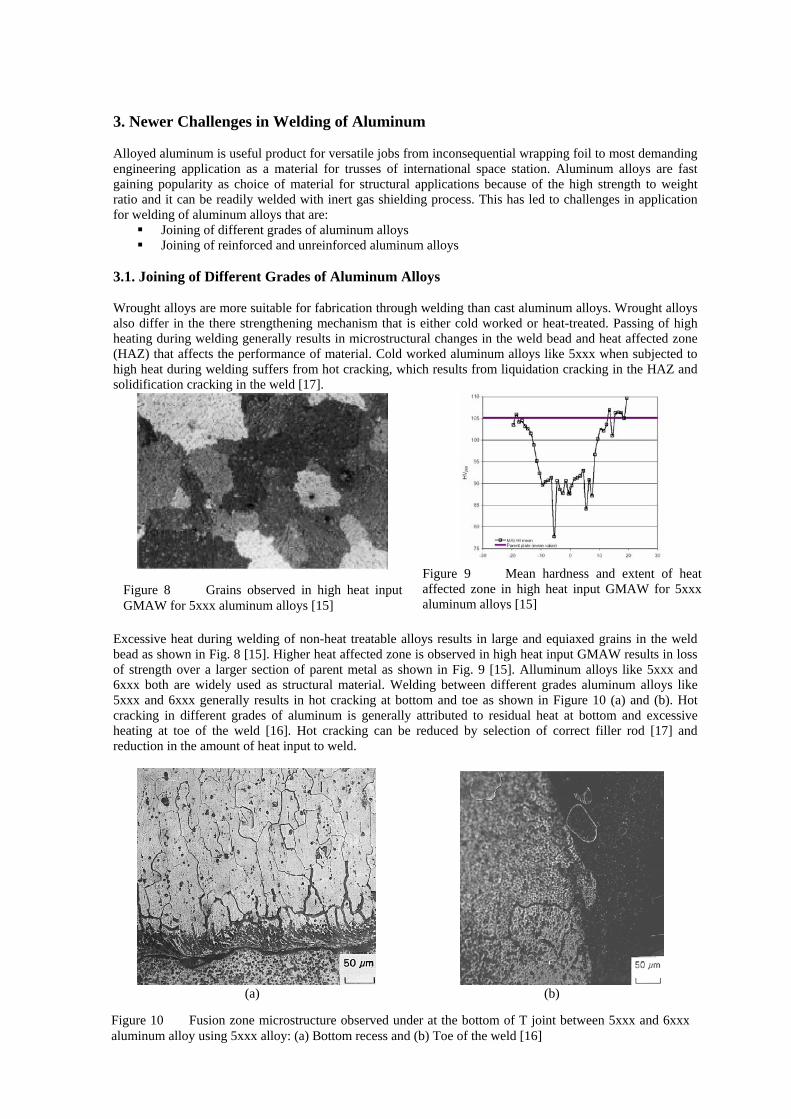
3.1. Joining of Different Grades of Aluminum Alloys Wrought alloys are more suitable for fabrication through welding than cast aluminum alloys. Wrought alloys also differ in the there strengthening mechanism that is either cold worked or heat-treated. Passing of high heating during welding generally results in microstructural changes in the weld bead and heat affected zone (HAZ) that affects the performance of material. Cold worked aluminum alloys like 5xxx when subjected to high heat during welding suffers from hot cracking, which results from liquidation cracking in the HAZ and solidification cracking in the weld [17].
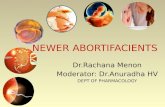
Excessive heat during welding of non-heat treatable alloys results in large and equiaxed grains in the weld bead as shown in Fig. 8 [15]. Higher heat affected zone is observed in high heat input GMAW results in loss of strength over a larger section of parent metal as shown in Fig. 9 [15]. Alluminum alloys like 5xxx and 6xxx both are widely used as structural material. Welding between different grades aluminum alloys like 5xxx and 6xxx generally results in hot cracking at bottom and toe as shown in Figure 10 (a) and (b). Hot cracking in different grades of aluminum is generally attributed to residual heat at bottom and excessive heating at toe of the weld [16]. Hot cracking can be reduced by selection of correct filler rod [17] and reduction in the amount of heat input to weld.
(a) (b)
Figure 8 Grains observed in high heat input GMAW for 5xxx aluminum alloys [15]
Figure 9 Mean hardness and extent of heat affected zone in high heat input GMAW for 5xxxaluminum alloys [15]
Figure 10 Fusion zone microstructure observed under at the bottom of T joint between 5xxx and 6xxx aluminum alloy using 5xxx alloy: (a) Bottom recess and (b) Toe of the weld [16]

3.2. Joining of Reinforced and Unreinforced Aluminum Alloys Reinforced or aluminum alloy based metal matrix composites are widely used in industries for its superior performance to aluminum alloys. But processing of metal matrix composites is complicated by two factors: (1) Distribution of the reinforcement and (2) Interface relationship between the matrix and the reinforcement [18]. Various problems produced are explained in the table 3.
Distribution of Reinforcement Interface Relationship between the Matrix and Reinforcement
Mechanical properties and defects of composite materials depend on the homogenous reinforcement distribution. Weld pool of composite generally has good viscosity with poor flowability which results in reinforcement denuded zones [19, 20]
Different melting point and thermal conductivity of reinforcement and matrix alloy results in fusion defects as shown in figure 11 [17,20]
During welding, interfacial reaction given below produces products which have detrimental effects [19,20,21]
SiCAlSiCAl 334 34 +→+
High thermal expansion coefficients can lead to thermal stresses [20]
Hot cracking can be reduced by selection of correct filler rod and reduction in the amount of heat input to weld [20, 22]. As stated above, interfacial chemical reactions tend to have detrimental effect. Hence amount of melted material and contact time and temperature between the reinforced particles and aluminum matrix needs to be reduced. This can be achieved through reduction of heat input to the weld materials [20, 22]. Selection of filler rod also influences the microstructure along fusion line in two ways: (1) complete inhibition of reactivity at fusion line as shown in figure 12(a), or (2) permissible levels of wetability of SiC as shown in figure 12(b) [22].
(a) (b)
Table 3 Difficulties in processing of aluminum metal matrix composites
Figure 11 Fusion defect observed in the welding of aluminum metal matrix and 6xxx aluminum alloy [22]
Figure 12 Observations at fusion line using different electrodes at reduced heat input to aluminummetal matrix composite (a) Complete inhibition of reactivity at fusion line (b) Permissible level of wetability between SiC and molten pool [22]
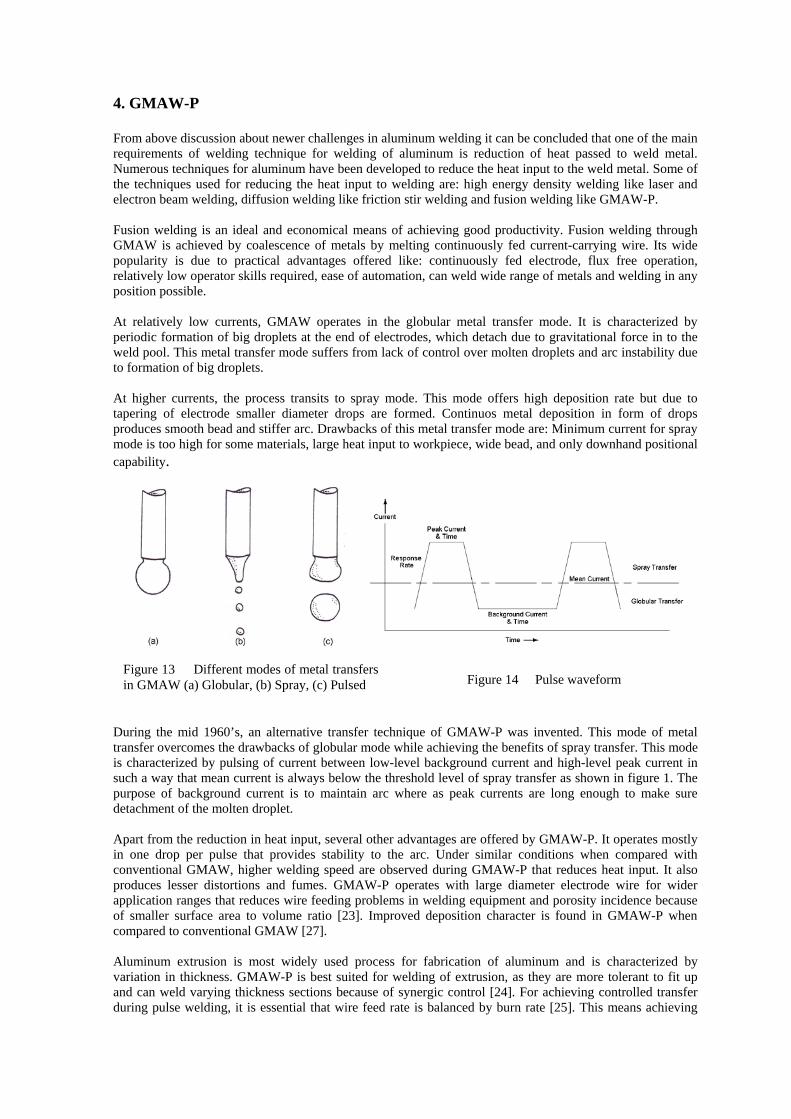
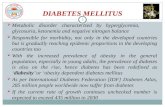
4. GMAW-P From above discussion about newer challenges in aluminum welding it can be concluded that one of the main requirements of welding technique for welding of aluminum is reduction of heat passed to weld metal. Numerous techniques for aluminum have been developed to reduce the heat input to the weld metal. Some of the techniques used for reducing the heat input to welding are: high energy density welding like laser and electron beam welding, diffusion welding like friction stir welding and fusion welding like GMAW-P. Fusion welding is an ideal and economical means of achieving good productivity. Fusion welding through GMAW is achieved by coalescence of metals by melting continuously fed current-carrying wire. Its wide popularity is due to practical advantages offered like: continuously fed electrode, flux free operation, relatively low operator skills required, ease of automation, can weld wide range of metals and welding in any position possible. At relatively low currents, GMAW operates in the globular metal transfer mode. It is characterized by periodic formation of big droplets at the end of electrodes, which detach due to gravitational force in to the weld pool. This metal transfer mode suffers from lack of control over molten droplets and arc instability due to formation of big droplets. At higher currents, the process transits to spray mode. This mode offers high deposition rate but due to tapering of electrode smaller diameter drops are formed. Continuos metal deposition in form of drops produces smooth bead and stiffer arc. Drawbacks of this metal transfer mode are: Minimum current for spray mode is too high for some materials, large heat input to workpiece, wide bead, and only downhand positional capability.
During the mid 1960’s, an alternative transfer technique of GMAW-P was invented. This mode of metal transfer overcomes the drawbacks of globular mode while achieving the benefits of spray transfer. This mode is characterized by pulsing of current between low-level background current and high-level peak current in such a way that mean current is always below the threshold level of spray transfer as shown in figure 1. The purpose of background current is to maintain arc where as peak currents are long enough to make sure detachment of the molten droplet. Apart from the reduction in heat input, several other advantages are offered by GMAW-P. It operates mostly in one drop per pulse that provides stability to the arc. Under similar conditions when compared with conventional GMAW, higher welding speed are observed during GMAW-P that reduces heat input. It also produces lesser distortions and fumes. GMAW-P operates with large diameter electrode wire for wider application ranges that reduces wire feeding problems in welding equipment and porosity incidence because of smaller surface area to volume ratio [23]. Improved deposition character is found in GMAW-P when compared to conventional GMAW [27]. Aluminum extrusion is most widely used process for fabrication of aluminum and is characterized by variation in thickness. GMAW-P is best suited for welding of extrusion, as they are more tolerant to fit up and can weld varying thickness sections because of synergic control [24]. For achieving controlled transfer during pulse welding, it is essential that wire feed rate is balanced by burn rate [25]. This means achieving
Figure 13 Different modes of metal transfers in GMAW (a) Globular, (b) Spray, (c) Pulsed Figure 14 Pulse waveform

one drop per pulse condition all the time, which involves complex control strategies based on number of pulse parameters. Synergic control is defined as [26] – ‘any system (open or closed loop) by which a significant pulse parameter (or the corresponding wire feed speed) is amended such that an equilibrium condition is maintained over a range of wire feed speeds (or average current levels)’. Digital GAMW-P requires minimum number of inputs at the start from user and automatically preset conditions based on input by the user. This eliminates the need for calibration at the start that may consume large time. They are user friendly and constantly display system parameters. By using digital technology, system response time for changing the welding parameters is almost instantaneous. 5. Challenges in GMAW-P
GMAW is widely used as industry because of high metal deposition rate and ease of automation [29]. The quality of weld obtained from GMAW is dependent on the various welding parameters like voltage, current etc. Various welding parameters influences transfer mode in GMAW that in turn influences weld quality. Hence, In a welding system, principal sources of disturbances are welding parameters, which need constant control and adjustment to achieve best quality. For GMAW-P, generally it is not easy and time consuming to establish usable working pulse condition by trial and error when adjusting pulse parameters [25, 30].
For achieving controlled transfer during pulse welding, it is essential that wire feed rate is balanced by burn rate [25]. This means achieving one drop per pulse condition all the time, which involves constant control of all the pulse parameters. Synergic control [26] is defined as – ‘any system by which pulse parameters (or wire feed speed) can be manipulated to achieve equilibrium over a wide range of wire feed speeds (or mean current levels)’.
Welding power sources with synergic control are available since early eighties. Difference in the output
performance has been observed for welds made with nominally identical pulse parameters using different welding equipments. Several reasons are attributed for this observation like linear relationship is assumed between wire feed speed and mean current, output electrical signal format is assumed as perfectly rectangular, setting up of only one control variable which is wire feed speed [27]. Several limitations in existing power sources are also observed like limited to a small range of pulse parameters, mostly applicable to steel and limited flexibility for special applications such as very thin sections or high speed [30]. Hence there is a need to design an algorithm for synergic control of aluminium pulsed GMAW, which is capable of overcoming the specified limitations.
6. Conclusion The newer challenges in welding of aluminum alloys require selection of correct filler rod and reduction in the amount of heat input to weld. GMAW-P is one of the means achieving reduced heat input in the weld. GMAW-P is relatively old technology. Its application for solving newer challenges in welding of aluminum is relatively new. With advancement of electronics, application of digital GMAW-P with programmable feature and precise control will continue to grow for solving newer challenges of aluminum alloys. Research in the area of application of digital GMAW-P in newer challenges of aluminum alloy is scant. Future research should concentrate on development of control strategies to solve the problems of newer challenges of aluminum alloys. References 1. Anand, S., Wu, Y., Srivatsan, T. S. & Lavernia, E. J., 1998, “Proceedings of Symposium on Processing
and Fabrication of Advanced Materials VI, Singapore, pp 113. 2. Froes, F.H. & Ward-Close, C. M., 1993, Journal of Advanced Materials, Vol 25, Iss 1, pp 20. 3. Ward-Close, C. M. & Froes, F.H., 1994, JOM, Vol 46, Iss 1, pp 28. 4. Bose, A., 1985, “Proceedings of an International Symposium on Light Metals: Science and
Technology”, Switzerland, pp 53. 5. Froes, F. H. & Ward-Close, C. M., 1995, “Journal of Materials Processing Technology”, Vol 48, pp
667. 6. Henderson, D., Brodsky, M. H. & Chaudharu, P., 1974, “Applied Physics Letters,” Vol 25, pp 641. 7. Shingu, P.H., 1985, “Proceedings of an International Symposium on Light Metals: Science and
Technology, Switzerland, pp 77.

8. Degischer, H. P., 1997,”Innovative Light Metals: Metal Matrix Composites and Foamed Aluminium”, Materials & Design, Vol 18, Iss 4/6, pp 221-226.
9. Saffil Automotive Ltd., URL: www.saffil.com/pdfs/automotive/data/mmcprop.pdf, [Online, accessed on 5th Januray,2005]
10. Neih, T. G. & Chellman, D. J., 1984, Scripta Metallurgy, Vol 18, pp 925. 11. Misha, R. S. & Mukhrjee, A. K., 1991, Scripta Metallurgy, Vol 25, pp 271. 12. Baumeister, J., Banhart, J. & Weber, M., 1997, “Aluminium Foams for Transport Industry”, Materials &
Design, Vol 18, Iss 4, pp 217-220. 13. Baumeister, J., 1990, German Patent DE, Vol 4, Iss 018, pp 360. 14. Banhart, J., Baurneister, J. & Weber, M., 1996, “Damping Properties of Aluminium Foams”, Material
Science and Engineering-A, Vol A205, pp 221-28. 15. Bradley, G. R. & James, M. N., 2000, “Geometry and Microstructure of Metal Inert Gas and Friction Stir
Welded Aluminium Alloy 5383-H321”, M. S. Thesis, University of Plymouth, UK, Vol 67, pp 70. 16. Menzemer, C., Lam, P. C., Srivatsan, T. S. & Wittel, C. F., 1999, “An Investigation of Fusion Zone
Microstructures of Welded Alluminum Alloy Joints”, Materials Letters, Vol 41, pp 192-97. 17. Luijendijk, T., 2000, “Welding of Dissimilar Aluminium Alloys”, Journal of Materials Processing
Technology, Vol 103, pp. 29-35. 18. Hanada, K., Murakoshi, Y., Takagi. H., Negishi, H. & Sano, T., 1998, “Control of Interface in SiC
Particulates Reinforced Al-Li Composite by Sol-Gel Technique”, Proceedings of Symposium on Processing and Fabrication of Advanced Materials VI, Singapore, pp 487-498.
19. Zhang, X. P., Quan, G. F. & Wei, W., 1999, “Preliminary Investigation on Joining Performance of SiCp-Reinforced Aluminium Metal Matrix Composite (Al/SiCp-MMC) by Vacuum Brazing”, Composites Part A: Applied Science and Manufacturing, Vol 30, pp 823.
20. Gómez de Salazar, J. M. & Barrena, M. I., 2003, “Dissimilar Fusion Welding of AA7020/MMC Reinforced with Al2O3 Particles: Microstructure and Mechanical Properties”, Materials Science & Engineering A, Vol 352, pp 162-168.
21. Urena, A., Escalera, M. D. & Gil, L., 2000, “Influence of Interface Reactions on Fracture Mechanisms in TIG Arc-Welded Aluminium Matrix Composites”, Composites Science and Technology, Vol 60, pp 613-622.
22. Lean, P. P., Gil, L. & Urena, A., 2003, “Dissimilar welds between unreinforced AA6082 and AA6092/SiC/25p composite by pulsed-MIG arc welding using unreinforced filler alloys (Al–5Mg and Al–5Si)”, Journal of Material Processing Technology, Vol. 143-144, pp. 846-850.
23. Murch, M. G., 1984, The Welding Institute Members Report, May, 238/1984. 24. Boughton, P & Matani, T.M., 1967, Welding & Metal Fabrication, Vol 35, Iss 10, pp 410. 25. Amin, M., 1983, “Pulse Current Parameters for Arc Stability and Controlled Metal Transfer in Arc
Welding”, Metal Construction, Vol 15, Iss 5, pp 272-278. 26. Needham, J., 1985, “Synergic Power Supplies – Classification and Questionnaire”, International
Institute of Welding, IIW Doc XII-905-85. 27. Vilarinho, L. O. & Scotti, A., 2000, “An Alternative Algorithm for Synergic Pulsed GMAW of
Aluminium”, Australasian Welding Journal, Vol 45, Iss 2, pp 36-44. 28. Masubuchi, K., 1980, Permagon Press, New York, pp 66. 29. Cary, H. B., 1994, N. J. Regents/Prentice-Hall. 30. Subramaniam, S., White, D. R., Jones, J.E. & Lyons, D. W., 1999, “Experimental Approach to Selection
of Pulsing Parameters in Pulsed GMAW”, Welding Research Supplement, May, 166-s-172-s.