Pruebas de Fuga
21
Pruebas de fuga Languages: English • Italian • French • Spanish • German Contents [hide ] 1 Ensayo industrial 2 Tipos de pruebas de fuga 3 Principios generales de la instrumentación automática de prueba de fuga 4 Elección del tipo de rellenado y de la presión de prueba 5 Modalidad de gestión de la fase de rellenado o 5.1 Rellenado a nivel o 5.2 Rellenado a tiempo 6 Fase de ajuste 7 Medición de pérdida a través de la medida del flujo del particular presurizado 8 Medición a través de la caída diferencial de presión entre particular para probar y referencia muestra 9 Medición a través de la caída de presión del particular presurizado 10 Medición “en campana” de aumento de presión 11 Medición de pérdida: unidades de medida 12 Determinación del valor de pérdida 13 Instalación práctica de los parámetros de prueba en la instrumentación 14 Calibraciones y verificas 15 Tabla de conversión de unidades de medida 16 Link utili Ensayo industrial Este documento describe conocimientos técnicos en nuestro poseso, referentes a procedimientos industriales necesarios para conrtolar la estanqueidad neumática de los componentes producidos. Se dirige especialmente a técnicos encargados de ensayos que se realizan al final de línea de productos .
-
Upload
ibarra-aaron -
Category
Documents
-
view
18 -
download
0
description
p´ruebas de fugas
Transcript of Pruebas de Fuga
Pruebas de fugaLanguages:EnglishItalianFrenchSpanishGermanContents[hide] 1Ensayo industrial 2Tipos de pruebas de fuga 3Principios generales de la instrumentacin automtica de prueba de fuga 4Eleccin del tipo de rellenado y de la presin de prueba 5Modalidad de gestin de la fase de rellenado 5.1Rellenado a nivel 5.2Rellenado a tiempo 6Fase de ajuste 7Medicin de prdida a travs de la medida del flujo del particular presurizado 8Medicin a travs de la cada diferencial de presin entre particular para probar y referencia muestra 9Medicin a travs de la cada de presin del particular presurizado 10Medicin en campana de aumento de presin 11Medicin de prdida: unidades de medida 12Determinacin del valor de prdida 13Instalacin prctica de los parmetros de prueba en la instrumentacin 14Calibraciones y verificas 15Tabla de conversin de unidades de medida 16Link utili
Ensayo industrialEste documento describe conocimientos tcnicos en nuestro poseso, referentes a procedimientos industriales necesarios para conrtolar laestanqueidadneumtica de los componentes producidos.Se dirige especialmente a tcnicos encargados de ensayos que se realizan al final de lnea de productos .Histricamente las industrias ms equipadas en esta fase productiva han sido aquellas productoras de artculos peligrosos, o con alto valor tecnolgico.Por tanto podemos citar una primera generacin de tipologas productivas donde la sensibilidad de ste procedimientos ha sido cuidada desde su origenes: Aeroespacial Biomedical Marina Militar Farmacutico Tratamiento y distrubucin gas / quemadores Componentes para carburantes lquidosYa desde los aos 80 y 90 se comenzaban a extender stos ensayos hacia una gama mayor de productos. Este tipo de ensayo poda ser extendido tambin a productos no peligrosos en caso de prdida, con innumerables beneficios.Por ejemplo, si, en los aos 70 y 80, las prdidas pequeas de aceite en los motores o en transmisiones mecnicas eran consideradas aceptables, desde los aos 90 un pequeo defecto de este tipo ya habra significado una no conformidad por parte del cliente final.Aplicando este principio de4 caracter tcnico a tiempos y costes relativamente contenidos, esta metodologa de prueba continua a expandirse. Por lo tanto hoy en da no es posible redactar una lista completa de las industrias donde estas pruebas sean consideradas necesarias, y se puede generalizar diciendo que a cada producto que est capacitado para contener gas o lquidos se podra aplicar estas verificaciones.Tipos de pruebas de fugaLa expresin prueba de fuga se refiere a un procedimiento capaz de verificar el hermetismo de un particular.Pasamos a distinguir, ante todo, dos tipologas de sistemas para pruebas de fuga: A) sistemas de verificacin, generalmente dirigidos por el operador, con localizacin del punto de prdida: Verificacin en agua con particular en presion (control visual) Verificacin con jabn con particular en presion (control visual) Verificacin con reactivos en presion y lmparas ultravioletas (control visual) Verificacin con gas (Helio) en presion (control con spetrometer de masa) Verificacin con aire caliente (control visual a infrarrojo) Verificacin de variacin de dielctrico en particulares de plstico (sistema inico de alta tensin) Consulte con el gas de hidrgeno(a travs de la sonda de control) B) sistemas automticos con indicaciones de aceptacin/rechazo y valor de prdida: Medicin por medio demedida del flujodel particular en presion Medicin por medio decada diferencialde presin entre particular en prueba y referencia muestra Medicin por medio decada de presindel particular en presion Medicin de aumento de presin encampanaSi por un lado, la primera clase de empleo (A) representa una rea insustituible de prueba de control estadstico y fuera de lnea que permite de localizar prdidas pequeas y analizar el defecto de manera visual, por otro, la instrumentacin de tipo (B) representa la barrera efectiva o el filtro de final de lnea en lo concerniente a la produccin no conforme.Adems la instrumentacin de tipo (B), si se aplica a toda la produccin, consiente de visualizar a lo largo del tiempo las posibles derivas de calidad.Analizada la evidencia de los principios de funcionamiento de los sistemas de medicin de tipo (A), no nos explayaremos en una descripcin tcnica detallada. Se considere nicamente que los sistemas basados sobre spetrometer de masa (oledores de helio), a pesar de que sean costosos tanto en trminos de instalacin como de gestin, se posicionan al top de la sensibilidad en trminos de escape determinable en cualquier otro sistema describido . En cambio, los sistemas con agua, jabn o reactores, aunque, por un lado, permitan la localizacin de perdidas muy pequeos tienen costes de realizacin irrisorios, no son automatizables y por tanto necesitan a la fuerza un control visual y por consiguiente un juicio de parte del operador.Este papel quiere tambin profundizar en los detalles tcnicos los principios de funcionamiento y las consideraciones inherentes los instrumentos en presin de tipo aceptable/rechazable.Principios generales de la instrumentacin automtica de prueba de fuga
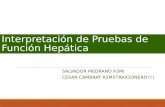
Grfico1: ejemplo que muestra las diferentes etapas de la prueba.
Para introducir una descripcin detallada de los varios tipos de instrumentos automticos para laspruebas de fugaen presin, es necesario definir algunas caractersticas en comn a los diferentes principios de funcionamiento. Cada sistema describido tiene en comn la necesidad de crear una oscilacin de presin entre la zona considerada hermtica y el exterior del cuerpo. Esta fase se llamafase de rellenado. Por regla general el rellenado puede ser cumplido tanto con presiones positivas como con negativas, tanto con presiones (odepresiones) aplicadas desde el interior como desde el exterior de la pieza en prueba. Despus de esta fase tendr lugar unafase de ajuste, necesaria para estabilizar los valores de presin o flujo de la medida de escape.Slo al final de estas dos fases tendremos la realizacin efectiva de la medicin de la prdida, en las diferentes estrategias que analizaremos detalladamente. Aducimos a ttulo de clarificacin un grfico que ilustra el curso tpico de la presin mientras que se cumple una prueba de fuga de tipo manomtrico (cada de presin).Eleccin del tipo de rellenado y de la presin de prueba
Grfico 2: ejemplo de grfico que destaca el relleno entre las distintas etapas de la prueba.La estrategia de rellenado (desde el interior de la pieza como se hace generalmente, o desde el exterior por medio de lacampana); el tipo de rellenado (presin o depresin); el valor de esta presurizacin, tienen que ser escogidos caso por caso despus de una analisis del particular para probar. Para escoger, el primer parmetro para considerar es el valor de presin que se quiere utilizar para cumplir el rellenado, o bien la prueba. Si se considera la utilizacin de aire comprimido industrial este valor puede oscilar, en los casos ms comunes, entre 1 Bar y 10 Bar, pero, en caso de pruebas de fuga juntas con pruebas de rotura o explosin este valor puede superar tambin los 40 Bar.Al contrario de lo que se podra suponer intuitivamente, la utilizacin de valores de presin muy altos hace peorar las performance globales de las pruebas, en cuanto si por un lado se hace subir el valor de prdida medido, que de todas formas es proporcional a la escala de medida de presin o de flujo, por otro lado la utilizacin de presines altas complica el curso de lafase de rellenadoy de las fases siguientes de ajuste o estabilizacin.Por tanto, por regla general, se prefieren pruebas y rellenados realizados a presin baja (menos de 1 Bar).La eleccin de un rellenado en depresin puede, por ejemplo, mejorar la resistencia de la pieza durante las fases de prueba. En el caso de botes o de otros particulares de seccin abierta muy ancha, por ejemplo crter o semicocque de crter, un simple basamento en goma mullida es suficiente para volver hermtico el particular, sin necesariamente ejercer fuerzas de contraste excesivas. No obstante, el rellenado en depresin puede falsear los resultados en caso de pruebas con particulares plsticos soldados, porque la depresin hace adherir las dos partes y por tanto pega la soldadura cuando sea defectuosa.
En este caso, cuando se trabaja con particulares plsticos soldados, la presin alta dilata el eventual defecto, por tanto la prueba cumplida a una presin de 3 a 8 Bar une a la prueba de fuga una eventual prueba de robustez de las soldaduras.Es necesario prestar una atencin mayor cuando el particular en prueba est compuesto por mecanismos de flujo no lineal como vlvulas o batientes de muelle: las pruebas deben ser cumplidas con una presin muy inferior o muy superior al punto de intervencin de estas vlvulas.Para los particulares mecnicos como crter de hierro colado de motores o de mototrasmisiones hay que considerar siempre la presencia o menos de paraceite o componentes garantizados slo hasta una cierta presin.Las peticiones de pruebas para los particulares de gas y cocinas indican las prdidas a presiones bajas, generalmente 150 mBar.Hay que poner cuidado con aquellos particulares metlicos que tienen una reaccin de dilatacin despus del rellenado en presin. Estos particulares, como serpentinas, intercambiadores de calor, ecc tenden a dilatarse mecanicamente al final del rellenado de manera progresiva a la presin introducida. Considerando los casos en los que estos elementos tienen que ser probados necesariamente con presiones relativamente altas (4.7 Bar), y donde esta dilatacin no es compensable por la fase de ajuste sino con tiempos prohibitivos porque demasiado largos, la utilizacin de un pre-rellenado con un valor mayor de lo de prueba consiente resultados excelentes de dilatacin/relajamiento, reduciendo notablemente los tiempos de prueba.En sntesis, la eleccin del valor de presin con el que realizar las pruebas tiene que ser escogida en atencin a la presin de funcionamiento real del componente, considerando cada vez los beneficios y las desventajas de los diferentes niveles de presin. A continuacin, en el parrafo indicado, vamos a discutir la eleccin de un rellenado en campana, desde el exterior de la pieza, generalmente en depresin.El gas utilizado es algo comn en cada tipo de rellenado, y en la mayora de los casos es aire comprimido. Este aire debe ser filtrado, obvio sin rastros de aceite, y lo ms posible deshumidificado.Cuando se utilize aire industrial de un circuito de uso genrico la aplicacin al instrumento de prueba de una bombona o vasos de expansin local hace mejorar las caractersticas de variacin de temperatura entre aire y particular.En alternativa al aire se pueden utilizar gas de tomo de dimension ms pequea, como el helio, que aumentan la fluidez de prdida y acentuan la sensibilidad de la prueba.Es necesario tambin considerar la utilizacin de gas inertes como el azoe en el caso de pruebas con componentes ya tratados con elementos explosivos o inflamables, como pruebas sobre brazos gasolina de coche o componentes para carburante en general.Modalidad de gestin de la fase de rellenadoHasta ahora hemos analizado la fase de rellenado sin considerar cmo sta sea administrada por la instrumentacin.Las estrategias conocidas y aplicables son sustancialmente dos: rellenado a nivel y rellenado a tiempo.Rellenado a nivelEsta fase consiste esencialmente en la introduccin de gas por medio de vlvulas dirigidas elctricamente, y por medio de este mtodo la vlvula puede ser pilotada hasta la consecucin de la presin deseada, o hasta un valor apenas mayor para compensar la reduccin de presin de lafase de ajuste. Otra estrategia consiste en pilotar la introduccin de gas durante un espacio de tiempo fijo, controlando slo al final el valor de presin alcanzado para verificar la aceptabilidad. Analizando el curso tpico de un ciclo completo de prueba (Grfico 1) es necesario comprender que la repetibilidad global de las pruebas est subordinada a la constancia de repetibilidad de cada fase del ciclo de prueba. El ciclo tiene siempre que empezar de una pieza estabilizada (tanto termicamente como mecanicamente), y por tanto a partir de presin ambiente; se tiene que cumplir el rellenado con un valor de presin lo ms posible constante a lo largo del tiempo, y, obvio, las duraciones de lasfases de ajustey prueba deben ser rigurosamente constantes. Se considere que la fase de prueba contendr un valor espreo de cada no debido generalmente a las prdidas parastas, sino, sobretodo, a una fase de ajuste todava en curso; por tanto la variacin de duracin de la fase de ajuste mplica grandes errores de repetibilidad global de la prueba. Por consiguiente, el rellenado a nivel es mejor en cuanto, adems de la eliminacin de los inutiles ratos muertos, garantiza la partida del tiempo de ajuste desde un valor de presin conocido: aquello de la presin de rellenado apenas alcanzado.Rellenado a tiempoHay situaciones en las que la estrategia que acabamos de describir no es utilizable: en el caso de las pruebas con particulares elsticos como enlaces de goma, o bolsas alimentarias o mdicas el rellenado a nivel no es utilizable porque produce rellenados equivocados a causa de las dilataciones, y por tanto, de las consiguientes cadas de presin al final del rellenado. En este caso se utiliza la estrategia de rellenado a tiempo constante, pero en atencin a controlar presin y flujo del gas de rellenado para reducir eventuales errores debidos a las variacines de tiempo de ajuste. El mismo procedimiento se puede aplicar a las situaciones de rellenado de particulares complejos (p.ej: motores terminados, engranajes muy complejos) donde el aire que entra en un volumen primario necesita tiempo para rellenar volumenes secundarios conectados entre ellos por medio de intersticios con una luz de pasaje del aire muy inferior de la global de rellenado. Las experiencias prcticas han demonstrado que gestiones diferentes de los rellenados, basadas en reguladores de la presin controlados por el software de gestin de los instrumentos, optimizan el tiempo y la repetibilidad de los rellenados. Estas estrategias preven la utilizacin de rampas de presin para el rellenado.Fase de ajuste
Fase de ajuste
Con la excepcin de las pruabas de tipo en campana y de algunos tipos de pruebas con rellenado a tiempo, todos los sistemas describidos requieren una fase de ajuste que se cumple al final de lafase de rellenado.Este tiempo, rigurosamente constante y repetitivo, es necesario para reducir, si no eliminar los efectos del calentamiento adiabtico y la turbulencia de lafase de rellenado; adems compiensa las dilataciones mecnicas del componente sometido a la fuerza de presin y a la variacin de volumen debida al movimiento del obturador de la vlvula de rellenado en el caso de pruebas con volumenes pequeos.En esta fase la instrumentacin no cumple funciones particulares: los controles necesarios son aquellos inherentes al valor absoluto de la presin introducida, la que no debe bajar antes de los lmites de tolerancia respecto al valor de rellenado.Un umbral de presin mnima puede indicar la presencia de grandes prdidas en el particular, para reducir los tiempos globales de prueba.Las comparaciones con tablas del curso de la presin almacenadas durante pruebas precedentes, o con tablas que predicen el curso de la presin, pueden en cambio mejorar notablemente el control de mxima (grandes prdidas) en esta fase.Anlogamente a lo que acabamos de decir sobre lafase de rellenado, no existe una regla general constante para definir la duracin de la fase de ajuste, porque es necesario determinarla haciendo tentativas en atencin a los posibles casos peores de variacin de temperatura y de diferencia de elasticidad de la pieza para controlar en el curso de los diferentes lotes productivos.Medicin de prdida a travs de la medida del flujo del particular presurizadoEste sistema consiente de medir el flujo de aire generado por la prdida de manera directa. Al cabo de la fase de rellenado y ajuste el tiempo de prueba corresponde altiempo necesario para obtener una medida estable de este flujo. Generalmente este tiempo es muy breve(ej.100300mSegundos)
Figura1: Volumen transductor pieza para probarComo hemos esquematizado en la figura 1, la medida de este flujo est encomendada al transductor diferencial capaz de leer el salto de presin a los cabos de una prdida de carga. Para poder reducir el desarrollo cuadrtico debido a la turbulencia del movimiento de las partculas de gas, se utiliza un elemento laminar capaz de linealizar, en parte, esta funcin. (P/Flujo)Una explicacin detallada de las medidas de flujo para gas est aducida en nuestro fascculo: Las pruebas del flujo de gas en el sector del ensayo. Para otras informaciones es posible tambin hacer referencia a la norma CNR-UNI 10023. Alternativamente a la medida del flujo cumplida de manera volumtrica (precisamente con medida p), durante el ltimo decenio se ha difundido la aplicacin de medidores de masa, por ejemplo los sitemas trmicos o debimeter ( sistemas de hilo caliente), porque son ms precisos, constantes a lo largo del tiempo, facilmente disponibles en diferentes escalas y menos sensibles a las variaciones trmicas del gas en medicin.Este sistema de prueba es considerado histrico, y las mediciones de fuga realizadas segn este principio sobresalen por los beneficios siguientes: A)Medicin Continua de la PrdidaEste aspecto constituye la motivacin real por la que este principio se queda actualmente aplicado en la industria: sin artificios, con este sistema hay la posibilidad de analizar la prdida durante un tiempo determinado, para consentir al operador de buscarla y de repararla en tiempo real durante el procedimiento de medicin. B)Duracin de la fase de Prueba prcticamente NulaAcabamos de decir que la medida de flujo, siendo una medida de tipo continuo, permite la real eliminacin de un tiempo de prueba. Este concepto, como vamos a ver, hay que considerarlo de manera puramente terica, porque, aunque en los sistemas a Cada o en los sistemas p lasfases de ajusteo de prueba pueden ser parcialmente sobrepuestas, con este mtodo la medicin debe cumplirse necesariamente con las mejores condiciones de ajuste. C)Indicacin del Escape en unidades volumtricas (CC/tiempo)Contamos esta caracterstica entre los beneficios, aunque despus analizaremos algunos sistemas capaces de cumplir la misma medicin pero de manera ms precisa y segura.En cambio, si se lo compara con otros sistemas, este principio presenta algunas desventajas: la primera y la ms evidente nace de la complejidad y de la inestabilidad de la medicin del flujo. Adems del coste de una medicin doble (presin y flujo) y por tanto de una verificacin doble para obtener la validez global de la medida, el elemento laminar, comparable a un capilar, est de continuo sujeto a sucio y deformaciones. Por tanto la medicin tiene que ser verificada constantemente por medio de boquillas de referencia que, a sus vez, pueden ser paragonadas a microagujeros sobre una base cermica o metlica, y por eso tenden a deteriorarse y a tener una duracin limitada en el tiempo.Adems, con referencia al bosquejo de figura 1, una posible prdida parsita en el elemento de medida del flujo podra falsear o disimular la eventual prdida de la pieza para probar.Por tanto este circuito neumtico no puede ser considerado globalmente a seguridad positiva, y tiene que ser verificado constantemente.Por ltimo la sensibilidad de la medicin est limitada por la escala del medidor del flujo, mientras que en los sistemas a Cada o en los sistemas a p este lmite es, de todas formas, mediable por medio del prolongamiento del tiempo de prueba.Medicin a travs de la cada diferencial de presin entre particular para probar y referencia muestraLa medicin de las prdidas por medio de un circuito neumtico diferencial, como en la figura 2, represent, hasta los aos ochenta, el artificio neumtico ms ingenioso en este campo para obviar a la precisin escasa de las secciones de medida y adquisicin electrnicas disponibles hasta entonces.El sistema prevea una rama doble: por una parte haba el particular para probar, por otra la pieza idntica pero hermtica. Prcticamente, analizando el esquema, las pruebas se cumplan segn la lgica siguiente:
Figura2: Ejemplo de medicin con cada de presin diferencial.La fase de rellenadose cumpla ordenando la abertura de las dos vlvulas, y la fase de ajuste con vlvula B cerrada y vlvula A abierta para estabilizar y uniformar las condiciones de presin en las dos ramas. Cuando se acababa la fase de ajuste, todas las vlvulas tenan que ser cerradas.Si nos imaginmos el transductor de presin como si fuera una membrana (pero la experiencia se puede efectuar tambin por medio de una simple columna de mercurio con pitorro doble) veremos que, al equilibrio alcanzado, la presin diferencial est nula.La eventual cada en la pieza en prueba desplaza el cero de la medida y consiente una indicacin muy sensible de este desplazamiento.Gracias a este principio hay la posibilidad de efectuar una simple amplificacin elctrica de la seal generada por el transductor, y de visualizarla en un instrumento de aguja con cero central.Por tanto, por medio de este estratagema era posible el anlisis de un valor de cada tpico igual a 1 / 50.000 (cuando el transductor lo permitiera) del valor de presin de rellenado, mientras que la elctronica de entonces, si se la aplicaba a un sistema manomtrico, no consenta de superar la proporcin de 1 / 10.000.Evidentemente, el lmite era nicamente aquello de la medida electrnica en trminos de resolucin y rudo, porque las condiciones de funcionamiento del transductor de medida tenan de todas formas los lmites de un sistema monomtrico. Este transductor tena que ser medido para la presin de rellenado mxima, en cuanto, en el caso de una prdida de la pieza en prueba, la membrana habra sido solicitada por toda la presin.La neumtica realizada de esta menera presentaba diferentes desventajas:La primera, muy evidente, es la comparacin que examina una referencia hermtica: una prdida de la referencia significara un disfrazamiento de la medida de prdida efectiva de la pieza en prueba. Este defecto era parcialmente compensable por medio de una continua verificacin del sistema en uso a travs de una muestra aceptable y de un tarado elctrico del Cero de medida. Este aspecto clasifica la neumtica no de seguridad positiva.Otra desventaja ms evidentes fue la dificultad del tarado de la medida del transductor diferencial, que tena que ser efectuado por medio de un procedimiento de verificacin particular.Pero el verdadero punto dbil del sistema naca de la condicin de partida de la instalacin: la medida de escape efectuada, representa una medida que no indica la prdida efectiva de la pieza probada, sino la diferencia con la pieza muestra.Este concepto no quiere decir necesariamente que la muestra de referencia pueda perder (aunque siempre haya la posibildad).Por ejemplo, consideramos la situacin en la que, durante la utilizacin prctica del sistema, la pieza muestra sea solicitada mecanicamente cada ciclo de prueba, mientras que la pieza para probar lo sea slo durante la fase de su propio ciclo. Obvio se observar un curso de cada medida, que progresa con el avance de las horas de utilizacin del sistema y que, por eso, representa un ndice del progresivo estado de ajuste mecnico de la muestra de referencia; no coincide con el ajuste de las piezas en prueba.Adems, aunque aparentemente podan contarse algunos beneficios en trminos de variacin trmica precisamente debidos a la manera comn, en realidad el volumen global puesto en juego resulta ser doble; y por muy cerca que sean los dos elementos en medida, las corrientes de aire o los rayos del sol pueden amplificar sus diferencia trmica.En sntesis, este principio ha permitido de obtener resultados notables hasta los aos 70 y parte de los aos 80, pero hoy en da no encuentra aplicaciones prcticas, en cuanto ha sido suplantado por los sistemas manomtricos a cada absoluta ms simples y precisos.Medicin a travs de la cada de presin del particular presurizado
Figura3: Ejemplo de una disminucin absoluta en el sistema de medicin de presinEl sistema de medicin de prdidas manomtrico prevee, durante la fase de prueba, la medicin de la cada de presin al interior de la pieza en prueba.Como se ve en la figura 3, la neumtica se reduce esencialmente a una vlvula de rellenado y a un transductor de medida.Si se analiza el bosquejo se comprende que cualquier defecto neumtico se puede reconducir a una prdida y, por consiguiente, a una indicacin de descarte.Esta es la razn por la que el sistema puede ser definido a seguridad positiva.
El nico elemento de riesgo en este circuito neumtico est representado por un eventual filamento de la vlvula de rellenado. Este problema, presente en muchos esquemas neumticos analizados, es de muy simple resolucin gracias a un especial juego de vlvulas que reemplazan la vlvula marcada en el esquema y a particulares diagnosis software.La precisin global de estos tipos de instrumentos est sujeta esencialmente a la precisin de la seccin de medida (transductor) y de la seccin electrnica de adquisicin.Los elementos que intervienen y que limitan la precisin son el rudo elctrico del circuito y el rudo mecnico del transductor, que corresponden a la resolucin o nmero de puntos mximos dentro de los que el fondo escala de medida est descompuesto: un sistema capaz de garantizar 100.000 puntos en un fondo escala de 1Bar coincide con lo de poder garantizar una resolucin de medida de un centesimo de milliBar. Al crecer del parmetro de resolucin, el tiempo necesario para la medicin de la cada disminuye. Esto coincide por un lado con una reduccin del tiempo necesario para cumplir un ciclo de prueba; y por otro con un mayor control de los errores debidos a las variaciones trmicas del gas introducido en la pieza.Las estrategias elctronicas para obtener estos resultados incluyen el pilotaje del transductor por medio de tensiones alternadas, la utilizacin de convertidores AD muy refinados, de adecuados circuitos de seguimiento del cero y de medida en ventanas, pero sobretodo una filtracin elevada de la medida, tanto elctrica como matemtica.Particular atencin se tiene que poner en el procedimiento de determinacin del punto de cero de la cada, y en la medicin de la presin en el momento inicial de la fase de prueba.Medicin en campana de aumento de presinEl sistema de prueba de fuga en campana es un sistema capacitado para interceptar los escapes en el ambiente externo a las cmaras para probar.El ejemplo prctico ms explicativo y conocido es lo de la medicin de la prdida del obturador de vlvulas: se introduce el aire por una parte y se intercepta el escape por el lado opuestoEste concepto es aplicable a cualquier tipologa de componente o pieza para probar que pueda ser contenido dentro de un envase hermtico llamado justo campana.
Figura4: Esquema de ejemplo para que la medida "interceptar"
El sistema en campana puede sostener las aplicaciones de tipo en campana cuando sea posible presurizar la pieza desde el interior y, al mismo tiempo, encerrarla desde el exterior.Cuando eso no sea posible (la presurizacin desde el interior del componente), la utilizacin de las campanas a prueba de fuga es, de todas formas, un excelente estratagema para mejorar las performances de las pruebas con el sistema manomtrico convencional para piezas de grandes volumenes, cuidando de crear un volumen de intersticio entre la pieza en prueba y la campana lo ms reducido posible.En lo concerniente a las pruebas de mximo 1 Bar, la utilizacin de un sistema en depresin en campana une a la funcin de auto-cerradura, y por tanto de hermeticidad del envase, la regeneracin del caso genericamente real de presin positiva dentro de la pieza.
A diferencia de lo que describimos sobre los otros mtodos, el sistema en campana no necesita ni el tiempo de ajuste, ni el tiempo de prueba en cuanto eso est sobrepuesto a lafase de rellenadovolviendo el sistema muy rapido. La prueba empieza con la presurizacin del lado en prueba del componente, y simultneamente, el anlisis del aumento eventual de presin debido a los escapes del otro lado de la cmara.Los instrumentos de este tipo estn generalmente provistos de dos transductores de medida de presin de rellenado: uno para la medida de la presin de rellenado y otro para la interceptacin de la presin de escape.Los dos transductores tienen que estar medidos para la presin mxima de rellenado, para prever la condicin de grande prdida y por consiguiente de un pique de presin desde el lado de interceptacin del escape. El anlisis de la prdida, por tanto, es la proporcin de las dos presiones y puede ser representado como proporcin porcentual de los dos valores (presin de escape / presin de rellenado) o tambin calculado como presin de escape de un valor nominal de rellenado, o, en los casos ms sofisticados, conociendo el volumen exterior o de campana, provisto como indicacin volumtrica (CC/hora).De un punto de vista electrnico es importante lo de dimensionar la adquisicin y de considerar que las pruebas tienen una duracin general de algunos segundos o menos y que el calculo de la proporcin se efectua durante el aumento de la presin de rellenado: por tanto las dos medidas tienen que cumplirse en fase entre ellas y con una frecuencia suficientemente elevada para que no se cometan errores.Medicin de prdida: unidades de medidaEl valor de la prdida puede estr expresado a travs de dos diferentes unidades de medida: de manera volumtrica (por ejemplo CC/Minuto) cuando se conoce el valor de la presin a la que se refiere la prdida; de manera manomtrica (por ejemplo mBar/Segundo) cuando se conoce el valor del volumen de la pieza en prueba.No existe una regla general para escoger una escala o otra.Normalmente, cuando los particulares en prueba son componentes para aire o gas, se puede expresar la prdida en forma volumtrica para evitar ulteriores procedimientos de clculo con relacin a los lmites de prdida establecidos por eventuales captulos o peticiones de suministros.Pero en la mayoria de los casos, cuando el componente en prueba es apto para contener fluidos no gaseosos, la indicacin volumtrica no representa de manera directa la prdida efectiva del fluido.
De todas formas, la equivalencia entre los dos sistemas se obtiene por medio del clculo siguiente:
En la aplicacin de este clculo es necesario considerar el volumen global del particular, incluyendo tambin los volumenes de tubos y empalmes, adems del eventual volumen muerto del utillaje; el flujo del volumen de prdida es proporcional a la presin del gas en la pieza, por tanto es necesario considerar que el error introducido (de otra forma eliminable por medio del clculo diferencial) resulta superfluo para las cadas de presin ms pequeas, como por ejemplo inferiores al 1% del valor de la presin de rellenado.La unidad de tiempo tiene que ser coherente entre las dos caractersticas (ej. segundos o minutos) y la cada calculada de esa manera tendr que ser convertida en la unidad de medida escogida por la medida del instrumento (ej. 1 Atm = 1013.25 milliBar).Gracias a la aplicacin de lgicas de microprocesador, este clculo est cumplido muy a menudo por la instrumentacin para prover al final un resultado de tipo volumtrico.En este caso el valor del volumen de la pieza en prueba ser provisto en forma paramtrica, en los casos mejores ser calculado por un caudalmetro durante lafase de rellenado.Un sistema muy difundido y de fcil aplicacin es lo de efectuar el rellenado de la pieza en prueba a travs de un volumen conocido, visualizando la presin antes y despus esta vaciado parcial.
Como hemos dicho en las descripciones de las instalaciones a medida de flujo, para elegir una unidad de medida es necesario examinar tambin las dificultades por lo que respecta a la validez y al tarado de estas medidas. En el caso de una medida de cada de presin un simple manmetro certificado SIT (ente italiano de validez de medidas fsicas) consiente tal verificacin.En cambio, en la utilizacin de medidas volumtricas de escape, adems de esta verificacin o tarado de presin, se ve necesaria tambin una verificacin de la medida de flujo, efectuada en la manera ms tradicional por medio de boquillas de referencia, que, siendo elementos pasivos, a sus vez tendran que pasar un examen de validez.Determinacin del valor de prdidaLa definicin de umbral de intervencin del descarte, y por tanto del valor de discriminacin de la aceptabilidad de la produccin constituye un parmetro para definir con mucho cuidado.El caso ideal sera la aplicacin de normas, o captulos provistos por el cliente, que indiquen el lmite de aceptabilidad. En este caso, cuando fuera necesario, se procedera con la conversin del valor en la unidad de medida de trabajo de la instrumentacin.Cuando este valor no fuera conocido, el compromiso mejor sera lo de proceder y analizar los particulares que tuvieron defectos ya almacenados como archivo de las casusticas de descarte.Sin embargo, este procedimiento presenta dos desventajas: la primera es que, en algunas circunstancias, por ejemplo cuando se trabaja sobre particulares en plstico mullido, la prdida est sujeta a modificaciones a lo largo del tiempo y segn la cantidad de las pruebas que se cumplen; la segunda, que se encuentra con la aplicacin de este sistema emrico, consiste en la necesidad de definir antes los parmetros de rellenado y ajuste del particular anlogo pero conforme, y slo despus poder analizar el descarte.Un mtodo aconsejado, que, a pesar de que sea muy emrico y bastante impreciso consiente una estimacin prctica y veloz de las prdidas, consiste en el anlisis de los descartes en agua empezando nicamente por la definicin de la presin de rellenado. Luego se busca el particular con el valor de prdida minor, expresado por ejemplo por la proporcin burbujas/minuto. En esta fase es importante curarse de disponer el particular de manera que las burbujas producidas se separen del cuerpo y sean bien visibles a los ojos del operador.Por tanto se intenta determinar el valor global de la prdida, dado por el total del volumen en CC de las burbujas de aire, contadas y medidas visualmente sobre la superficie del agua. Este clculo provee una idea del valor volumtrico (CC/ minuto) y hay que considerarlo como dato de partida para el planteo de la instrumentacin, adems que como valor de confirmacin para el control siguiente de la deformacin eventual de esta prdida. Un sistema anlogo aplicable para particulares pequeos es lo de encerrar el particular presurizado en un recipiente graduado, disponer el recipiente con la parte cerrada arriba y sumergir todo en agua, de manera que quede el aire en la parte alta del recipiente.El aumento del volumen de aire, cuantificable por medio de las mellas grabadas sobre el recipiente, corresponde a la cantidad de aire perdida por el particular. El clculo de las burbujas introduce errores consistentes debidos al error (cbico) de medida del rayo de la burbuja entendido como clculo del volumen de la esfera. En el sistema que utiliza el recipiente es necesario considerar la posibilidad de pequeos aumentos del volumen de prdida para poder mantener constante la presin final al interior del volumen de aire.El caso ms complejo que podra ocurrirse es lo de la prdida definida, de manera volumtrica tambin, pero no concerniente gas o aire comprimido, sino fluidos de utilizacin real del componente.Un caso ejemplificativo podra ser lo de los engranajes o de los motoreductores del sector alimenticio lubrificados por aceite vegetal, sector en el que ocurren las cantidades mximas consentidas de prdida de aceite a lo largo del tiempo.En este caso lmite no es suficiente confiar en la proporcin de fluidez terica que existe entre aire y aceite en cuanto en el caso real de funcionamiento es necesario considerar las diferentes condiciones fsicas de este aceite, es decir, adems de temperatura y presin, la eventual decadencia de fluidez a lo largo del tiempo (ej. morga). Se puede proceder con la aplicacin de boquillas por lo menos a tres particulares de los que se garantize la hermeticidad y con la realizacin de pruebas prcticas para determinar los valores de prdida de aceite en el tiempo.Curandose de utilizar boquillas pre-taradas en aire, con tres valores de flujo diferentes entre ellos, sera posible la determinacin de prdida de aceite a travs del recipiente. Repetiendo y trasladando en grfico mltiples veces los valores obtenidos (cuidandose de sustituir las boquillas cada vez) se puede evidenciar la repetitividad de las medidas y llegar a la conclusin de un valor cercano a lo de la prdida en aire recreada de esa manera.
Instalacin prctica de los parmetros de prueba en la instrumentacinLa instalacin prctica de la instrumentacin de prueba de fuga requiere el conocimiento del valor de prdida y tambin de la presin con la que efectuar las pruebas.Despus de haber planteado esos datos el primer paso es lo de plantear un tiempo de ajuste que puede tambin ser excesivo para la primera verificacin.Esta verificacin, rigurosamente con muestra buena, lleva el objetivo de controlar que todo funcione correctamente: resistencia de los tampones o empalmes de conexin con la pieza, verificacin de la estaticidad de la mecnica durante la prueba, verificacin del curso de las variaciones trmicas entre pieza en prueba y gas utilizado para el rellenado.Luego es necesario verificar que esta muestra buena determine una cada projima al cero o, a lo sumo, inferior de un tercio de lo planteado. En esta verificacin la cada no debe ser nunca negativa (aumento de presin).Ahora se puede empezar a reducir el tiempo de ajuste, por tentativas.En el caso de instrumentos con medida de flujo ser necesario contentarse de un tiempo de ajuste que permita, en las pruebas prcticas, una medicin de la pieza buena lo ms projimo posible al cero.En el caso de instrumentos con medida de presin diferencial se puede considerar lo que ya hemos dicho en el parrafo adecuado, es decir: la verificacin del tiempo de ajuste en las piezas metlicas de volumen grande y medio tendr que ser efectuada a travs de ciclos diferentes y con tiempos ms largos, cuidandose de mantener la misma pieza como muestra de referencia y cambiar las piezas buenas en prueba para poder analizar la constancia de la fase de ajuste a lo largo del tiempo.En los sistemas manomtricos el tiempo de prueba puede ser sobrepuesto parcialmente al tiempo de ajuste. La reduccin del tiempo de ajuste es aceptable hasta cuando el valor de cada verificado sea inferior al 50% del valor terico.Ahora se puede aumentar el valor de prdida programado calculado como suma entre el valor terico precedente y el resultado de prdida del particular bueno.El valor de prdida terico debe ser considerado como lmite de prdida de un particular bueno del que ya haya sido asegurada la hermeticidad. La cada parsita, en efecto, no debe ser considerada como una prdida, sino una medida de la cada de ajuste.Repetiendo la secuencia y siempre curando de no superar el 50% de la cada en particulares buenos, se obtiene el tarado prctico de los parmetros de prueba del instrumento.
Calibraciones y verificasVamos a distinguir el tarado peridico de las verificaciones habituales con dos procedimientos diferentes:el tarado es un procedimiento apto para verificar el funcionamiento global del instrumento en trminos de correspondencia a los lmites declarados de precisin de la medida electrnica y del funcionamento neumtico;la verificacin habitual se efectua en intervalos predefinitos y lleva el objetivo de controlar la instrumentacin en los lmites de la utilizacin normal, y por tanto comprobar la indicacin de aceptabilidad o rechazo aplicando por un lado una muestra hermtica dirigida a esta prueba y por otro una muestra con prdida conocida.Los dos procedimientos tienen que ser efectuados con intervalos de tiempo predefinitos.Analizando diferentes captulos o normas inherentes estos procedimientos sobresale la falta de datos aplicables universalmente.El intervalo aconsejado para efectuar el tarado puede ser estimado alrededor de 6 o 12 meses, y puede ser determinado con relacin al nmero de piezas producidas y con intervalos iguales al 25% de la produccin diaria.Por consiguiente y con referencia a las verificaciones habituales es necesaria la definicin de una costumbre de mtodos y tiempos para comprobar la validez de las muestras y para cumplr estas verificaciones.No podemos aducir los contenidos de los procedimientos de los que estmos aprovisionados en cuanto constituyen propriedades de organismos particulares y de industrias, pero citamos algunas nuestras opiniones sobre un aspecto que nos parece contradictorio.Este aspecto es inherente la realizacin de un elemento de prdida (boquilla) para conectar como derivacin de una pieza hermtica, para efectuar el procedimiento de verificacin habitual.Por mltiples bsquedas sobresale que hasta ahora el organismo italiano para la validez de las medidas fsicas (SIT, que nosotros contactamos a menudo por medio del instituto politcnico de Torino) no ha redactado todava las normas inherentes la validez de la medida de flujo de prdida en aire o en gas.Por lo tanto, para no propagar datos desviantes o inexactos, limitarmos el desarrollo del argumento a las experiencias directas y personales de validez, omitiendo los instrumentos con medida de flujo y concentrandonos slo en los instrumentos con medida a presin.Para guiar el lector en las medidas de tipo volumtrico aconsejamos de hacer referencia a las normas UNI EN 161.Los sistemas de cada de presin son los ms prcticos para el cumplimiento de estas fases, en cuanto se obtiene el tarado peridico simplemente a travs de la puesta en escala de la medida de presin por medio del manmetro muestra certifcado.Este tarado sirve esencialmente para planear el cero y el fondo escala de la medida absoluta de presin, y, cuando sea necesario pero slo en trminos de verificacin, la medida de cada durante una prueba. El mismo procedimiento se aplica para la realizacin de una muestra con prdida controlada.
Tabla de conversin de unidades de medidaKilo Pascalsmm HgmillibarsInches H20PSI
1 atm101.325760.0001013.25406.79514.6960
1 kiloPascal1.000007.5006210.00004.014750.145038
1 mm Hg0.1333221.000001.333220.5352570.0193368
1 millibar0.1000000.7500621.000000.4014750.0145038
1 inch H200.2490811.868262.490811.000000.0361
1 PSI6.8947351.714868.947327.68071.00000
1 hectoPascal0.1000000.750061.000000.4014750.0145038
1 cm H200.098060.73559.8 x 10^-70.39370.014223