Pretreatment of lignocellulosic materials using wet explosionPretreatment of lignocellulosic...
26
Birgitte K. Ahring, Diwarkar Rana, Vandana Rana, Philip Teller Bioproducts, Sciences & Engineering Laboratory Pretreatment of lignocellulosic materials using wet explosion
Transcript of Pretreatment of lignocellulosic materials using wet explosionPretreatment of lignocellulosic...

Birgitte K. Ahring,
Diwarkar Rana, Vandana Rana, Philip Teller
Bioproducts, Sciences & Engineering Laboratory
Pretreatment of lignocellulosic materials using wet explosion

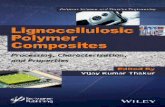
Lignin
Hemicellulose
Cellulose
53-73 psi
175-195 C
O2
O2
O2
O2
C5 – C6 Sugars
O2
O2
O2
O2
O2
O2
O2
O2
O2
O2
O2
O2
Glucose Oligomeric
and Polymeric
Chains
Lignin Products
Xylooligosaccharides
Oxygen under
pressure cleaves with
substitution positions
in lignin chains
The lignin and
hemicellulose chains
disintegrates within
seconds of flashing
the WetOx reactor
Lignocellulosic
biomass can consist of
three main
components
Wet Oxidation
Woody
Biomass

Wet OxidationBiomass
Process Parameters
Temp: 170 – 185 deg C
Time: 20-30 min
Oxygen < 10 bar
Pretreated Biomass
Flash
valve
Flash Tank
Oxygen
WET EXPLOSION PRETREATMENT
3

Wet oxidation pretreatment
Wet oxidation conditions:
@ 180ºC, 15 bar, addition of O2
Increasing the bioavailability + convertibility
to
Breaking the
lignocellulosic
structure of straw,
manure fibers etc.

MaxiFuels biorefinery concept
MaxiFuels = Biorefinery for bioethanol production
from lignocellulosic biomass with conversion of
residuals into biogas, hydrogen, and solid lignin
Xylose
Fermentation
LIGNIN
BY-PRODUCTS

Xylose
Fermentation
LIGNIN
BY-PRODUCTS
MAXIFuels pilot plant – started September 2006
Pretreatment
Enzymatic hydrolysis
+ C6 fermentation
C5 fermentationDistillation
Anaerobic
digestion
MaxiFuels biorefinery concept

Optimized use of the biomass
Oxidized in the pre-
treatment
Ethanol from glucose
Ethanol from xylose
Lignin for combustion
Biogas
Organic material in
the process water
Mass balance based on COD
3% 4%
19%
20%19% 35%

1
2
3
Pretreated
slurry
WEx
PretreatmentEnzymatic
Hydrolysis
Milled corn
stover
HPLC: Free sugars
in liquid fraction
Selection of WEx conditions
4
WEx at platform
conditions
5
Enzymatic
Hydrolysis
Optimization
Selection of EH
conditions
Hydrolyzate
7
6
HPLC: Free sugars
in liquid fraction
EH at optimum conditions
8
9
Scale Up
SEM: Changes in
ultrastructure
10
Process Economics
study
Hydrolyzate
Schematic of the study

CS-8 WEx sample hydrolyzed @ 15 and 40 mg/g glucan
0
20
40
60
80
100
PT 24 48 72
Su
ga
r co
nce
ntr
ati
on
, g
/L
Time, hours
Glucose-40 mg
Glucose-15 mg
Xylose-40 mg
Xylose-15 mg

Wet oxidation process – pilot-scale
Wet oxidation
reactor
Flash tank

Batch experiments – wet oxidation
Wet oxidation of whole manure Wet oxidation of manure fibers
0
50
100
150
200
0 10 20 30 40 50
Time (days)
Me
tha
ne
yie
ld (
L/k
g-V
S)
Wet ox fibers
Untreated fibers
0
100
200
300
400
0 10 20 30 40 50 60
Time (days)
Meth
an
e y
ield
(L
/kg
-VS
)
wetoxidized cattle manure
raw cattle manure

Reactor experiment – wet oxidized manure
0
100
200
300
400
500
600
700
0 10 20 30 40 50 60 70
Time (days)
Bio
gas
yie
ld (
L/k
g-V
S)
R1 biogas yield R1 biogas yield avg
R2 biogas yield R2 biogas yield avg
Wet oxidized manure feed to R1

Wet oxidation of manure fibers
0
20
40
60
80
100
120
140
160
180
20% 30% 40% 50% 60% 100%
% Fiber- VS of total VS in mixture with manure
Bio
ga
s y
ield
of
fib
ers
(m
3/t
-fib
ers
)
Wox fibers Raw fibers

Biogas yield from manure
66 kgTS/tDry matter
Water
>90%
< 25 m3biogas/t
Solid phase:
15 m3
biogas/t
Liquid phase:
10 m3
biogas/t

Increase of biogas yield per ton manure
Wet oxidation of fibers:
66 kgTS/tDry matter
Water
>90%
40 m3biogas/t Solid phase:
30 m3
biogas/t
Liquid phase:
10 m3
biogas/t

BIOGAS
PLANT
Biogas
Separation
Electricity
Heat
Fibers
Manure CHP
Electricity
to grid
District
HeatingGas
motor
Fibers
P-Fertilizer
Liquid
N-Fertilizer
FARM
Fibers
FARM
FIELD
Liquid
N-FertilizerO2
Wet
oxidation
Wetox Fibers
Separation of fibers + wet oxidation of recycled fibers
ManureFARM
Heat

BIOGAS
PLANT
Biogas
Electricity
Heat
CHP
Electricity
to grid
District
HeatingGas
motor
Fibers
FARM
FIELD
Liquid
N-Fertilizer
O2
Wet
oxidation
P-Fertilizer
Separation + wet oxidation of fibers
FibersFARM
FARM
Heat

18

RAW COMPOSITION
44.68%
2.49%2%2.09%
11.82%
29.58%
Douglas Fir
Glucan Xylan Galactan
Arabinan Mannan Lignin

Pretreatment ReactorFlash Tank
Washington State University – Pretreatment Pilot Plant
PILOT PLANT
20

Softwood to hydrolysate and sugars
Raw Softwood
Milling
Pretreatment
Enzymatic
Hydrolysis


Sugars Yields from Softwood
Type of BiomassType of
Pretreatment
Pretreatment
Temperature (0C)-Time (min)
Enzymatic
Hydrolysis
Theoretical
Yield
(Total Sugars)
Reference
SoftwoodTwo- step Steam
Pretreatment
Stage 1: 190-2, 3% SO2
Stage 2: 220-5, 3% SO22% DM 80%
Söderström J. et al.
(2002)
Pinus rigida Organosolv 210-10, 1% MgCl2 1% DM 75.88% Park N. et al. (2010)
Bettle Killed LodgepoleOne step Steam
Pretreatment200-5, 4% SO2 2% DM 75% Ewanick S. et al. (2007)
Loblolly pine Wet Explosion180-20, 6 bar O2
25% DM 96.00% Rana D. et al. (2012)


Conclusion
• Wet explosion was found to be well suited as a pretreatment method for production of ethanol and biogas from agricultural residues
• Wet explosion was further found to produce high sugar yields (both C6 and C5) from softwood
• Enzyme cost demands that hydrolysis of pretreated materials has to be optimized
• Economics might be more favorable for non-maximum sugar production from biomass materials
• Pretreatment of forest slash needs upfront processing before pretreatment

Thank you and Questions
?????????????
Washington State University
Center for Bioproducts and Bioenergy
Phone: 509.372.7683
Email: [email protected]
Web: www.tricity.wsu.edu/bsel