
Presentazione finale
18
Elevator chain wheel shaft break analysis Università del Salento FACOLTÀ DI INGEGNERIA CORSO DI LAUREA MAGISTRALE IN MATERIALS ENGINEERING AND NANOTECHNOLOGY 7 Aprile 2014 Mechanical Metallurgy Studente:Nicola Dibattista Matricola:#20016744
-
Upload
nicola-dibattista -
Category
Engineering
-
view
175 -
download
1
Transcript of Presentazione finale

Elevator chain wheel shaft break analysis
Università del Salento
FACOLTÀ DI INGEGNERIACORSO DI LAUREA MAGISTRALE IN
MATERIALS ENGINEERING AND NANOTECHNOLOGY
7 Aprile 2014
Mechanical Metallurgy
Studente:Nicola DibattistaMatricola:#20016744

2
Index
1.Introduction:The Shaft 3 1.1.Geometrical Behaviour of a Shaft 42.Study Case: Elevator Chain Wheel Shaft 53.Evaluation of Failure 6 3.1.Macroscopic Analysis 6 3.2.Mechanical Proprieties 11 3.3.Chemical Analysis 12 3.4.Micro-structure Analysis 134.Discussion 14 4.1 Ferrite surface grains 155.Potential Solution 166.Conclusion 18

3
1.Introduction:The Shaft
Shafts are rotating rods intended to transfer power of a driving device to a desired element. The shaft, on the mechanical point of view, is always made of different diameters, depending on their rounding-up, then the geometry powerfully influences the distribution of the local stress concentrators.
Fig.1/2. Several type of generic shaft.

4
1.1.Geometrical Behaviour of a generic Shaft
Fig.3.Composition of dynamical stresses applied to a shaft during operation.
The shaft is subjected to both torsional and tensile-compressive stresses in the surface layer.

5
2.Study Case:Elevator Chain Wheel Shaft
The elevator buyer delivered into analysis a broken shaft(fig.5) of a diameter D=135 mm where to a chain wheel was fixed by a wedge.Even though the warranty period has already expired, the buyer wanted to verify the shaft material conformity with technical data and identify the cause of failure.
Fig.4.Elevator Typical Model.
Fig.5.Shaft Fracture Surface

6
3.Evaluation of Failure
Fig.5.Shaft Fracture Surface
An ispection of both pieces of the broken shaft analyzed in detail in this paper at first sight
seems to show all the characteristics of a FATIGUE FAILURE.
Only 20% of the final broken surface show a behavior of catastrophic breaking.
3.1. Macroscopic Analysis
It's intuitive that nearly all of the fracture occurs in the brittle regime.

7
3.Evaluation of failure
Fig.6.Shaft Fracture Surface
Another clear signal of typical fatique fracture is the presence of
ARREST LINES(also called sand lines).
By the direction of arrest lines, it's possible to detect the area of break initiation, which is located in the right edge of keyway.
In this particular case, the shaft was rotating in the counter-clockwise direction and therefore the crack first propagated trasversely through the shaft and only there re-directed perpendicularly to the direction of operating tensile stresses.

8
3.Evaluation of failure
In peripheral areas, the sand lines are more visible. In central zone, the surface seems smoother.
All of this depends on the microcrystalline structure
The size of the crystalline grains can differ widely depending on
the rate of cooling during manufacturing.

9
3.Evaluation of failure
Fig.7A.Detail A of figure 5. After removal gear-wheel,
A 3 mm long line-shaped notch damage, parallel to the edge of the keyway was established on the shaft surface(fig.7A).
Indentation on the shaft surface by the edge of gear-wheel hub keyway

10
3.Evaluation of failure
Fig.7B.Detail B of figure 5. Magnified section of triple point contacts of elements
The shaft fracture plane is accordant with the edge of gear-wheel hub only at right tip by the wedge(fig.7B).In a magnified section, we can see that two edge of the keyways in the shaft and in the gear-wheel hub don't overlap.
A mismatch between the wedge and the keyway shaft can be observed.
The shaft keyway sides were not parallel each other, then a sharp transition between vertical and orizontal side was observed(fig.8)(radius approssimately 0.1mm),however the crack don't start in this position.
Fig.8.Detail of figure 6.
11
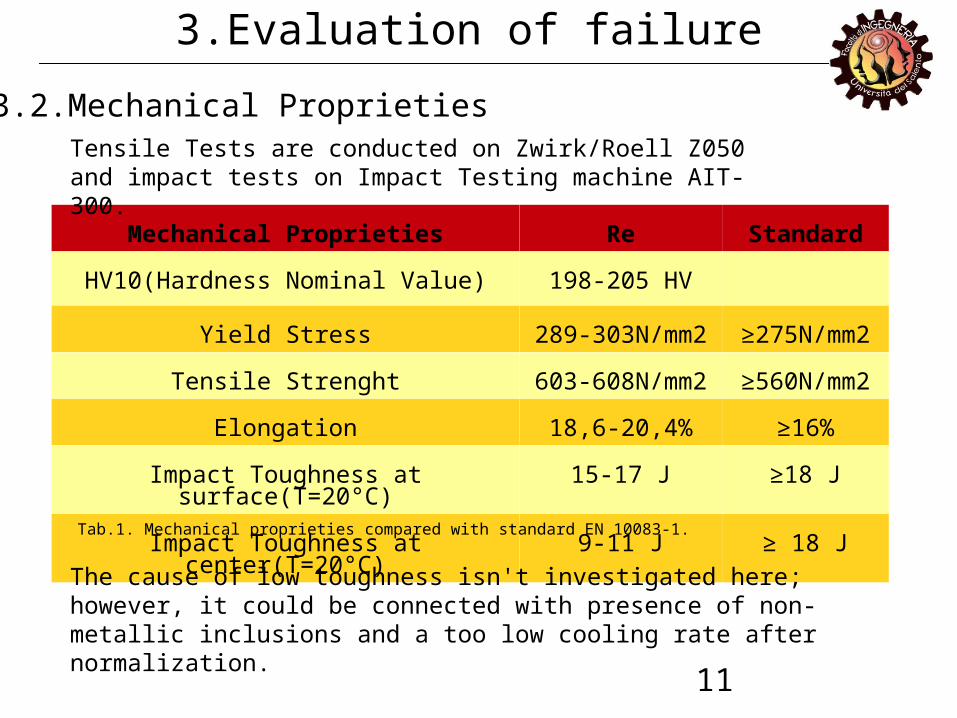
3.2.Mechanical Proprieties
Mechanical Proprieties Re Standard
HV10(Hardness Nominal Value) 198-205 HV
Yield Stress 289-303N/mm2 ≥275N/mm2
Tensile Strenght 603-608N/mm2 ≥560N/mm2
Elongation 18,6-20,4% ≥16%
Impact Toughness at surface(T=20°C) 15-17 J ≥18 J
Impact Toughness at center(T=20°C) 9-11 J ≥ 18 J
The cause of low toughness isn't investigated here; however, it could be connected with presence of non-metallic inclusions and a too low cooling rate after normalization.
Tensile Tests are conducted on Zwirk/Roell Z050 and impact tests on Impact Testing machine AIT-300.
Tab.1. Mechanical proprieties compared with standard EN 10083-1.
3.Evaluation of failure

12
3.3.Chemical AnalysisThe shaft has a polygonal ferrite-pearlite micro-structure(fig.7). The ferrite-pearlite ratio is conformant with established chemical composition(tab.2), confirming that the shaft was made of normalized middle-carbon steel C45(EN 10027-1) for quenching and tempering.
Chemical Elements %m/m
C(carbon) 0.450
Si(silicon) 0.240
Mn(magnesium) 0.640
P(phosphorus) 0.027
S(sulphur) 0.010
Al(aluminum) 0.025Tab.2. Chemical Composition analyzed by quantometer Thermoelectron ARL 3460.
3.Evaluation of failure
13
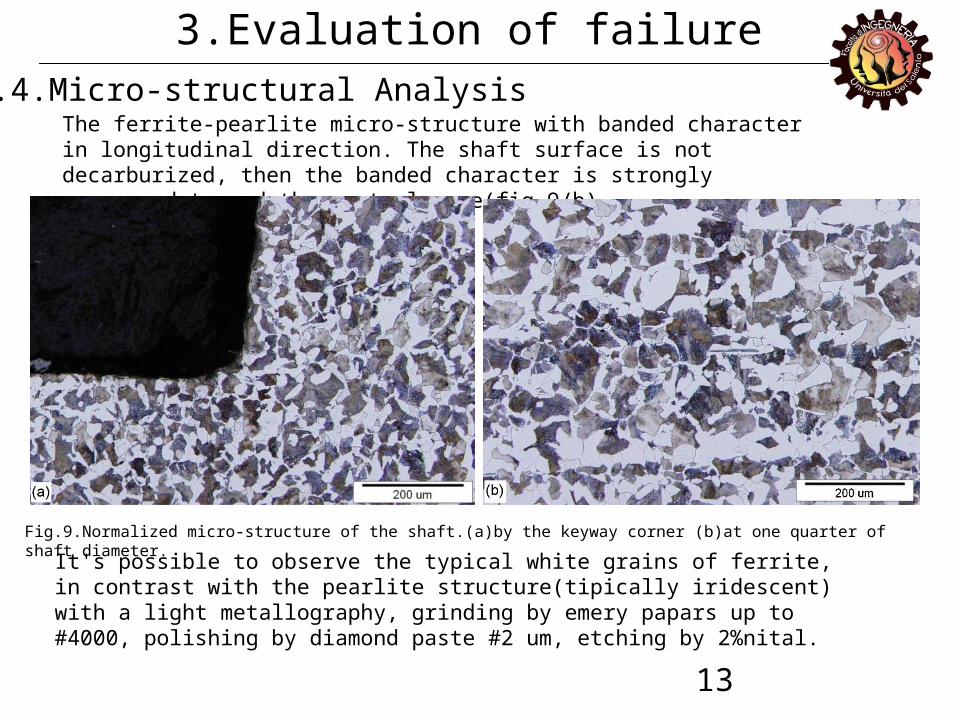
3.4.Micro-structural AnalysisThe ferrite-pearlite micro-structure with banded character in longitudinal direction. The shaft surface is not decarburized, then the banded character is strongly expressed toward the central zone(fig.9/b).
Fig.9.Normalized micro-structure of the shaft.(a)by the keyway corner (b)at one quarter of shaft diameter.
It's possible to observe the typical white grains of ferrite, in contrast with the pearlite structure(tipically iridescent) with a light metallography, grinding by emery papars up to #4000, polishing by diamond paste #2 um, etching by 2%nital.
3.Evaluation of failure

14
4.Discussion
The state of surface is very important (roughness, micro-structure, residual
surface stresses).
Normalized ferrite-pearlite isn't the most appropriate one becouse of overall low hardness (surface damages can occur also during assembly).
The soft ferrite is more sensible to external stresses then pearlite.

15
4.1.Ferrite surface grains
Some unfavorable oriented surface ferrite grains have possibility of exceeding the critical shear stress of dislocation slips at condition of extrenal stress lower then yield limit of steel. This phenomenon is characteristic for cristal planes(1 1 0).
4.Discussion
The crack in the surface ferrite crystal grains can start also without surface notch effects!!!
Fig.10. Slip plane (1 1 0) of a generic bcc crystal.

16
Due to the low hardness of shaft surface (connected to the microstructural behaviour of normalized ferrite-pearlite steel), the indentation of the surface occurred, which led to the concentration of tensile stress and the subsequent crack propagation.
A first option could be material change, but.......
Surface hardening
5.Potential Solution
is one of the heat treatment procedure which providing high surface hardness and preserving a ductile behavior of the core of the shaft.
Fig.11.Surface hardening.

17
5.Potential Solution
High hardness induced by heat treatment
A field of surface residual compressive stresses occurs in the process, which results in significantly increased dynamic streigth of the surface.
Steel C45 is ideal for the heat treatment of surface.
Increased resistence to occurrence of fatigue crack.
It's a very old technique, but refined over the centuries with the aid of technology.
Several Advantage in Surface Hardening of C45
Fig.12.Different Grade of Carburizing.
Fig.13.Schematic representation of a process of surface hardening aided by laser beam.

18
6.Conclusion
The elevator chain wheel shaft of 135mm diameter is made of normalized C45 steel.
It corresponds with request material by the technical documentation: Chemical Composition Analysis(EN10027-1) Mechanical Proprieties(EN10083-1)
The shaft break occured due to the combined simultaneous torsional load.
The fracture surface shows all the characteristics of fatigue break.
The damage starts with indentation of surface and then the fracture propagated into the bulk due to:
Inaccurate manifacture of composing elements(main cause) Soft normalized shaft surface(collateral cause) Low toughness(not play a key role)
Neglecting the innaccurate manifacture, to eliminate the causes of the fracture is necessary to subject the shaft to a heat treatment of surface hardening.


















