POLLUTION PREVENTION FOR THE WINE INDUSTRY
38
POLLUTION PREVENTION FOR THE WINE INDUSTRY
Transcript of POLLUTION PREVENTION FOR THE WINE INDUSTRY

POLLUTION PREVENTION FOR THE WINE INDUSTRY

Disclaimer
This manual contains information about technology, equipment, andoperating practices that are available to the wine industry, and whichhave environmental advantages. However, not every technology isappropriate to every facility. In addition, mention of brand names is not anendorsement of that brand, but is used to provide examples of types oftechnologies or approaches..
Produced by: Research Triangle InstitutePost Office Box 12194
Research Triangle Park, North Carolina 27709-2194http://www.rti.org
Authors:Melissa Malkin Weber
Mark Bahner

1©Research Triangle Institute 1999
Table of Contents
INDUSTRY PROFILE 3
Overview of Current Practices and Technologies .................................... 3 Materials used ..................................................................................... 3 Air Emissions.......................................................................................... 4 Water.................................................................................................... 4
POLLUTION PREVENTION 10
Overview...................................................................................................... 10Pollution Prevention Assessments .............................................................. 11Barriers to and Drivers for Pollution Prevention ........................................ 11Comparison of Pollution Prevention to “End-of-Pipe” Solutions............. 12
STEPS FOR POLLUTION PREVENTION IN WINE PRODUCTION 14
Pollution Prevention in Grape Growing .................................................... 14 General ............................................................................................. 14 Fungal Control.................................................................................. 14
Changes for Pollution Prevention in Wineries ........................................... 16 Energy Conservation ....................................................................... 16 Substitutes for Restricted Ozone Depleting Refrigerants in Chillers ............................................................................................... 17 Reducing Bottling Losses ................................................................. 18 Inventory Control ............................................................................. 19 Reduction of Waste Water.............................................................. 19 Process Efficiency............................................................................. 20
STRATEGIES FOR TREATMENT AND DISPOSAL 22
Management of Wastewater.................................................................... 22Management of Skins and Lees ................................................................ 24Other Solid Waste Management .............................................................. 25
ENVIRONMENTAL MANAGEMENT SYSTEMS (EMS) 27
EMS for Improved Data Collection, Evaluation, Process Operations .... 27EMS Elements Not Required by ISO 14001 ................................................ 32Environmental Accounting Concepts ...................................................... 32Systematic Process Optimization Methods............................................... 32Measure Pollution Prevention .................................................................... 32Life-cycle concepts .................................................................................... 32
APPENDIX A: RESOURCES, INCLUDING USEFUL INTERNET SITES................................... A-1

2©Research Triangle Institute 1999
EPA and Other Documents .................................................................... A-1 Technical Journal Articles Abstracts ...................................................... A-1 Identification and Contracts for U.S. Trade Organizations .................. A-1 Useful Internet Sites .................................................................................. A-2 Web Sites dealing with Wine Industry Air Pollution ...................... A-2 Web Sites Dealing With Beverage Industry Solid Waste Reduction ........................................................................................ A-3 Web Sites Dealing With New Wine Industry Technologies .......... A-3 Web Sites Dealing With Ecolabeling and Efficiency ................... A-5 Web Sites Dealing With Energy ..................................................... A-6 Web Sites Dealing With Grape Growing and Good Agricultural Practices ........................................................................................ A-7

3©Research Triangle Institute 1999
INDUSTRY PROFILE
Overview of CurrentPractices And Technologies
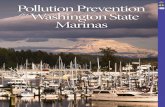
Wine production is commonlyregarded as much as an art as ascience. Typical steps forwinemakeing are shown inFigure 1. Steps marked with anasterisk are those for whichpollution prevention options are
provided in this manual orreferred to in Appendix A.
Materials Used
Sumac Ridge Winery in California, reports that there are between200 and 300 grapes in a bottle ofwine. From one ton of grapes,approximately 720 bottles of wine
Shipping
Grape growing*
Cellar preparation and cleaning*
Grape stemming and crushing
Grape, juice and must analysis & processing
Amelioration (as needed)
SO2 or ultrafiltration
Must fermentation
Blending
Clarification
Primary Filtration
Aging
Bottling*/corking
Labeling
Casing
chill
ing*
& h
eatin
g
Ove
rall
env
iron
men
tal m
ana
gem
ent
*
Harvest
wastewaters*
solid wastes*
agricultural chemicals*
Figure 1: Typical Steps for Winemaking.

4©Research Triangle Institute 1999
can be made. A 225 L woodenbarrel will hold enough wine to fill300 750ml bottles of wine, which isequivalent to 25 cases of wine.1
It takes an average of 30 to 150 Lof water to vinify 100 L of must(unfermented grape juice).
Winemaking requires a variety ofadditional materials beyond thegrapes. Sulfur dioxide is oftenadded to grape must to inhibitwild yeast and controlmicroorganisms such as bacteriaand mold. Sumac Ridge reports,however, that they use almost noadditional chemicals. They addcultured yeast to startfermentation and just beforebottling and they adjust the freesulfur-to-molecular-weight toreduce oxidation.
Air Emissions
Fermentation of the grape juiceproduces a host of atmosphericemissions, aside from carbondioxide, including amyl alcohol,n-propanol, iso-butanol and avariety of esters. Wine tanks canbe open or closed, and in bothcases, must is protected fromatmospheric oxygen by a CO2
blanket.
Water
Water is used to clean andsterilize winery equipment(washdown water) and
1http://www.sumacridge.com/
sometimes as a coolant. A closedsystem is desirable when possible.2
Sumac Ridge Winery says that allwine tanks and barrels must bethoroughly cleaned after holdingeach vintage. Hot water and/orsteam cleaning helps preventfuture spoilage.3
Champagne makers havecalculated that the vinification of1 liter of white wine mustgenerates the same amount ofdaily water pollution as 3 people.4
2http://www.latinsynergy.org/environmental-impact.htm3http://www.sumacridge.com/
4http://www.burgundy-today.com/october-november/pollution.htm

5©Research Triangle Institute 1999
POLLUTION PREVENTION
Overview
Pollution prevention (P2) refers tothe systematic use of productsand industrial processes designedfrom their inception to preventthe pollution of air, water, andland, and to reduce wastes, tominimize risks to the environmentand to humans, and to make anefficient use of raw materials,such as energy and water. P2means the continuousapplication of an integratedpreventive environmentalstrategy to processes andproducts to reduce risks tohumans and the environment
P2 looks at the following options,with the first being the mostpreferred5:
• Identify less polluting materialsthat can be substituted in theprocess
• Use the existing materials inways that create lesswaste/emissions
• Recycle or reuse thewaste/emissions on-site
• Recycle or reuse thewaste/emissions offsite
5 These follow the "waste reduction hierarchy"established by the U.S. Environmental ProtectionAgency. For more details see the U.S. EPA's1997 Pollution Prevention Report athttp://www.epa.gov/opptintr/p2_97/.
• Safely dispose of unavoidablewastes
P2 includes process modification,raw material substitution, productand administrative development,in order to minimize the resourceuse, the quantity of wastesgenerated, and their content ofenvironmentally harmfulsubstances, as well as to adaptthe products and the wastes forincreased re-circulation.
Examples of typical P2 activitiesand goals are provided by theState of California in the US. TheCalifornia Bay Area GreenBusiness Program has establisheda set of goals for "greenbusinesses". Businesses arecertified as "green" if they do thefollowing:
• Monitor, record, and post ratesof water and energy usageand hazardous and solidwaste generation.
• Provide ongoing incentivesand training for managementand employees to participatein the Green Business program
• Inform customers aboutenvironmental efforts
• Introduce other businesses tothe importance of the GreenBusiness program
• Demonstrate a 25% reductionin hazardous materials usage.

6©Research Triangle Institute 1999
• Demonstrate a 15% annualreduction in water usage
• Demonstrate a 25% reductionin solid waste
• Reduce energy usage by 15%annually.
Pollution PreventionAssessments
Facilities that are investigatingpollution prevention oftenconduct systematic pollutionprevention assessments. Theseassessments have the principalobjective of improving theenvironmental performance of afacility by identifying points whereemissions are being generated,including solid waste, hazardouswaste, liquid waste, water, airemissions, and hazardous airemissions, and finding ways toreduce those emissions. Each ofthese waste streams representspoints of inefficiency in theprocess.
In addition, the pollutionprevention assessment considersimprovements in energyefficiency. Energy efficiency canbe a strong cost driver for afacility. Where fossil fuels are used,energy is associated withemissions. Where hydroelectricpower is used, energy usage canbe associated with disruption ofnatural rivers and ecosystems.
By finding ways to decreaseemissions, pollution, and waste,the P2 assessment can help afacility save money and be moreefficient.
Worker protection is also ofconcern in a P2 assessment, sinceworker safety is often affected byplant emissions. Worker safety is afinancial concern to companiesas well as a social concern, sincean injured or disabled worker istemporarily or permanently non-productive and therefore areplacement will need to betrained. In addition, there may bemedical bills incurred. Finally, it isour experience that there is loweremployee turnover in facilitiesthat are safer.
The issue of accident protection isalso considered in a P2assessment, since accidents likeexplosions and fires are a serious,although infrequent,environmental performanceproblem in industrial facilities.
Barriers to and Drivers forPollution Prevention6
P2 barriers that are internal to afacility include:
• A lack of information andexpertise
• A low awareness ofenvironmental issues
• Financial obstacles.
6 Barriers and Motivators to the Adoption ofCleaner Production Practices, by NeilCunningham, Darren Sinclair, and PatriciaBurritt, Australian Centre for EnvironmentalLaw, Australian National University, 1997.http://www.erin.gov.au/portfolio/epg/environet/ncpd/pubs/ncpcsd_reports.html

7©Research Triangle Institute 1999
• Lack of communication infirms
• Management inertia• Labor force obstacles• Difficulty in implementing
cleaner technology.
Barriers external to a facilityinclude:
• Difficulty in accessing externalfinance for pollutionprevention projects
• Improper economic incentives• An absence of markets for
recycled goods• Economic cycles.
Internal drivers (motives) forpollution prevention include:
• Environmental managementsystems and continuousimprovement
• Voluntary initiatives• Environmental leadership• Corporate environmental
reports• Environmental accounting• Improvements in productivity.
External drivers for pollutionprevention include:
• Innovative regulation andpollution prevention
• Negotiated self-regulation• Economic incentives• Industry codes of practice (like
the Chemical Manufacturers’Association Responsible Careprogram)
• Education and training• Industry networking
• Buyer supplier relations• Financial institutions• Community perceptions and
involvement• Environmental auditors• Green consumers• Increased access to
international markets
Comparison of PollutionPrevention to Conventional"End-of-Pipe" EnvironmentalSolutions
End-of-pipe treatment andcontrol solutions are curative:
• They apply changes in theindustrial process just before apollutant would have enteredthe environment.
• They include such activities aswater treatment plants andwaste facilities.
• Pollutants and wastes maythus simply be collected,stored, or disposed ofelsewhere.
• They involve technologicalresponse to environmentalpollution, requiring littlechange in management,direction, or the actualmanufacturing process.
• To date, end-of-pipe methodshave been the predominantindustry response toenvironmental improvement.
Pollution prevention is apreventative approach: It is amanagement process that seeksout and eliminates the causes ofpollution, waste generation and

8©Research Triangle Institute 1999
resource consumption at theirsource. P2 uses materials inputreduction or substitution, pollutionprevention, internal recycling andmore efficient productiontechnology and processes. P2requires shift in managementculture, from the board room tothe shop floor, away fromreactive solutions towards anintegrated approach whereenvironmental considerationsform a central component of thedecision making process. Finally,P2 emphasizes a systems basedapproach to environmentalmanagement in addition to thepurchase of new technologies.
Environmental benefits of P2include:
• Avoidance or reduction of theamount of waste produced;
• A reduction in the use andproduction of toxic materials;
• A more efficient use of energyand resources;
• The prevention of pollution atits source; and
• The production ofenvironmentally soundproducts and services.
Competitiveness benefits thatmay accrue to industry include:
• Improvements in productivity• Savings on energy and raw
materials;• Decreased storage
requirements for waste andtoxic materials;
• Decreased liability andaccident potential
• Savings on pollution controlexpenditure;
• A focus on continuousimprovement;
• An improved public profile.

9©Research Triangle Institute 1999
STEPS FOR POLLUTION PREVENTION IN WINEPRODUCTION
Pollution Prevention in GrapeGrowing
General
Grape growing issues include soilmanagement, water use inirrigation, and use of pesticides,herbicides and fertilizers.
The two main issues of concernrelating to soil care are erosionprevention measures (cultivationof cover crops, plantation ofvegetation along the roadside),and soil management (mulchingand composting) to conserve soilfertility.
P2 measures for grape growingcan involve substituting less-harmful pesticides, herbicidesand fungicides for more toxic orenvironmentally persistent ones.Specific alternatives for vineyardfungicides are discussed in thenext section of this manual.Organic farming eliminates theuse of these chemicals entirelyand promotes healthy cropsthrough healthy soils, conservingthe soils for future uses. The FetzerVineyards in California has apublic goal of using 100%organically grown grapes in itswines by 2000.
A good source of P2 for grapegrowing is the Northwest Berryand Grape Information Net athttp://osu.orst.edu/dept/infonet/.This site has useful links, factsheets,and online information related tocrop management, pestmanagement, irrigation, soils andplant nutrition, and other relatedtopics.
Fungal Control
Fungal diseases have been aparticular problem for the wineindustry, Most fungal pests canbuild up a resistance to chemicaltreatments within a few years.Resistance requires growers toalternate attack strategiesregularly. Many of attackstrategies are environmentallysuspect and have been known tointerfere with yeast activity. Thefollowing is a review of some ofenvironmental sound products forfungal control:
• AQ10: This product,developed by Ecogen Inc., ispromoted as the first-everbio-fungicide. The activeingredient, Ampelomycesquisqualis (AQ) in heavyconcentration, is itself afungus. Live AQ spores existnaturally in vineyards and feed

10©Research Triangle Institute 1999
on Oidium tuckerii, the fungusresponsible for powderymildew. Thorough applicationsof AQ10 by itself have proveneffective, it may also be usedin conjunction with thetraditional standby of sulfur aswell as chemical sterolinhibitors (products whichaffect fungus cell membranes)developed in the 1980s. AQ10is the only California CertifiedOrganic Farmer (CCOF)approved fungicide currentlyon the market and is regardedas a worthwhile component ofa vineyard Integrated PestManagement (IPM) program.Tests have shown no adverseeffects on grapes orfermentation, and the productcan be applied up to andincluding the day of harvest.
• Abound: The active ingredientin this Zeneca Inc. fungicide isazoxystrobin, a chemicalderived from naturallyoccurring fungicides found incertain mushrooms. Theproduct was granted U.S. EPAapproval for use againstpowdery mildew, downymildew, black rot andphomopsis in grapes. The EPAregistered Abound as areduced-risk pesticidebecause of its favorabletoxicological andenvironmental profiles. Itproved extremely effective atcontrolling powdery mildewwhen used in conjunction withthe sterol inhibitor Rubigan.Abound has been
commercially available inEurope since the spring of1996. Studies conducted inEuropean vineyards over atwo-year period showed thateven a late-seasonapplication is no threat tofermentation. Aboundchemically breaks down intolow levels of carbon dioxide.
• Vigor-Cal: This CCOF-certifiedproduct, developed Agro-K, isnot a fungicide but a nutritivecalcium supplement whichhelps vines build up a systemicresistance to fungal infection.It is easily absorbed throughthe leaves of the vine helpingto maintain beneficialcalcium. Studies conductedusing Vigor-Cal in conjunctionwith sterol inhibiting fungicideshave shown the combinationto reduce the incidence offungal infection by as much as50 percent over fungicidealone.
• Elexa: This product, developedby IGG International Inc.(IGGI), is not a fungicide, butworks on the principle ofsystemic activated resistanceto boost a plant’s naturalfungus defense system. Theactive ingredient in Elexa is acarbohydrate molecule whichcreates a seal at the receptorsite of fungal infection.Carbohydrate chemistry isregarded as biologically safe,and Elexa has already beenrecognized by the U.S. EPA asa safe compound. IGGIexpects EPA approval by late

11©Research Triangle Institute 1999
September and plans to haveElexa on the market within ayear.
• Adcon weather networkdisease forecasting system,which constantly monitorsdisease factors in the vineyardand transmits information viaradio telemetry and modemto provide growers with anupdated disease index. Thesystem, now in place in over300 vineyards, allows growersto time treatments so thatfungicides are as effective aspossible.
Manufacturer contactinformation for these fungicidesystems is available through theCalifornia EnvironmentalProtection Agency Departmentof Pesticide Regulation web site,located at http://www.cdpr.ca.gov/docs/label/prodnam.htm
Changes for PollutionPrevention in Wineries
Energy Conservation
There are many opportunities forenergy efficiency in thewinemaking process. Winemakingcan require significant energyinputs from crushing the grapes,pressing the must and filtering thejuice, to the cooling/heating offermentation tanks, and thebottling of the wine. Typicalenergy costs for US wineries are
about $0.50 per case of wineproduced.7
The Bay Area (California) GreenBusiness Program recommendsthat wineries assess their energyusage by tracking usage, andposting energy usage rates foremployees to see. Resultingreductions in energy usage areexpected to result from changesin employee behavior.
The Beaulieu Vineyard re-scheduled the use of its processcooling equipment so that it isused in the evenings, whenambient temperatures are cooler.In cooler ambient temperatures,the cooling equipment does notneed to run as long to achievethe same cooling effect. Thefacility reports that this shift hasresulted in a 20% reduction inenergy use.
Hot water used for sterilization inbottling can be used again forother activities that require hotwater, like cleaning operations.This saves energy, as the seconduse of water does not need to beindependently heated. It alsooffers savings on water usage,and reduces the quantity ofwastewater generated.
Cline Cellars, a US winery, is tryinga geothermal heat pump, acost-effective way to keep wineat a constant temperature. The
7Winery Eco-Efficiency AssessmentGuide, Business for Social ResponsibilityEducation Fund, 1998.http://www.bsr.org

12©Research Triangle Institute 1999
heating cycle starts as the coldrefrigerant passes through a heatexchanger and absorbs heatfrom the low-temperature source.In the cooling cycle, the cool fluidfrom the earth absorbs heat fromthe building and transfers it to theground. The winery has statedthat it would make sense for awinery to use the system becauseit can reduce power usage by 50to 60 percent. What makes thesystem so efficient is that it movesheat, as opposed to generating itby burning fossil fuels or burningenergy. Most wineries haveexisting ponds or a reservoirsystem to process waste water, soinstallation of the system is lesscostly because ponds can bemodified into the “heat sink;” thissubtracts the step of digging intothe earth to establish the heatsink. Also, additional service andmaintenance costs associatedwith using a traditional airconditioning system may beeliminated. This system may be aneffective way to heat and coolbuildings more economically andadd more sustainability.
The Fetzer wine company haspublished its goal to reducepower usage 50% by 2005, andbecome 100% solar powered by2015. They have incorporatedthese goals in their administrativeoperations; their administrativebuilding uses passive and activesolar heating and is designed tomaximize natural lighting.
Office operations are an often-overlooked source of energy
savings, particularly if theoperations are occurring in olderbuildings that were not designedwith energy efficiency in mind.Simple measures include addingbuilding insulation, reducing airleaks through window and doorframes, employees’ awareness ofenergy costs and having themshut off lights and officeequipment when not in use.
Substitutes for Restricted OzoneDepleting Refrigerants in Chillers
Conventional chillers for wineriesoften use Freon (an ozone-depleting chlorofluorocarbon or“CFC”) in their refrigerationsystem. Since the phaseout ofFreon production under theMontreal Protocol8, prices for thecoolant have risen sharply.
Alternatives for freon refrigerantsare hydrochlorofluorocarbons(HCFC/HFC) and hydrocarbon(HC) refrigerants. Each of thesetechnologies can be relativelyeasily installed in existing systems.Overall, it seems thathydrocarbon refrigerants may bea more favorable option thanHCFCs because 1) production ofHCFCs are also scheduled forproduction phase-out under theinternational ozone protectiontreaty. In addition, HFCs, like theDuPont product HFC-134a, has aglobal warming potential (GWP)
8Montreal Protocol. Text ofagreement availableelectronically athttp://www.unep.ch/ozone/

13©Research Triangle Institute 1999
150 times that of HCs. For anexample of the HC product, seeOz Technologyhttp://www.dmi.net/ozone-safe/index.htm. A second HCproduct is Duracool, andinformation is available from BobSmall, General Manager,Duracool Limited [email protected].
Reducing Bottling Losses
Minimizing rejects from thebottling line is an important partof pollution prevention for thewine industry. For instance, abottling plant in Australia foundthat it was generating a greatdeal of waste and losing moneybecause of 4 problems withbeverage bottling9:
• Faulty materials were enteringthe plant and being used;
• Damaged materials werepassing down the line to thenext operation;
• There were design problemswith some conveyor systems;
• Staff did not know what levelsof wastage were occurringand what levels wereacceptable.
The waste problem wassignificantly reduced by thefollowing steps:
9 Profile of DB Breweries, available on theEnviro$ense web sitehttp://es.epa.gov/techinfo/facts/newz-cs3.html.
• Damaged raw materials arenow rejected. Problems arediscussed with suppliers,leading to better relationshipsand less damaged material.Lines are shut downimmediately to fix a problemrather than allowing faultyproduction to continue.
• Information about damage ispassed back to the previousstep in the operation so thatthe problem can be avoidedin the future.
• Changes have been made topackaging lines includingrerouting conveyors andaltering platform access.
• Progress is graphed anddisplayed on notice boardsaround the plant, as shown inthe following figure. This givesstaff an incentive to maintainimprovements and gives them"ownership" of theachievements.
The Napa Valley, California,winery, Domaine Chandon, ismaking efforts to re-use excesswine bottles from its bottlingoperations, rather than justrecycling them. The companyhas received a Waste ReductionAward from the State ofCalifornia for its efforts in this andits efforts to redesign packagingto reduce use of non-renewableresources. Domaine Chandonhelped design and is now usingnew individual bottle shippingcartons featuring a custom-

14©Research Triangle Institute 1999
formed starch based cushioningmaterial. This material is madefrom corn and is reusable andbiodegradable, as opposed tothe petroleum-based plasticcushioning which it replaced.
Inventory Control
An investigation into eco-efficiency at the Sutter Homewinery found that an investmentof $43,000 in a computer-managed inventory controlsystem could yield annual savingsof $76,000.10 The savings resultedfrom using the system to reducethe need for chillers during peakelectrical times, improving use ofstorage facilities, and reducingthe number of cold-storage tanksthat are needed. An example ofcomputer managed inventorycontrol systems provided by L & JEngineering can be found athttp://ljtechnologies.com/ljcomp.htm
Reduction of Wastewater
Wastewater is an important P2opportunity for wineries.Production rates vary based onindividual conditions: for instanceone large US winery predictedthat it would generate 5.328 literswastewater per liter ofproduction, while a similarly largewinery claimed to produce only1.868 liters wastewater per literproduction. Regardless of current
10 Reference to this evaluation is found inthe Winery Eco Efficiency Guide. Thewinery ultimately chose not toimplement the inventory control option..
rates of wastewater, all wineriesshould review this area forpotential reductions.
For the wine industry,maintenance to prevent waterlosses is of particularenvironmental importance. Aschedule of preventativemaintenance for hoses, tanks,and bottle washing apparatus isa low-cost way to prevent waterwaste. Even small leaks canwaste large quantities of water.This is of particular concern intimes when there are potentialwater shortages due toinadequate precipitation. TheBay Area California GreenBusiness Wineries programrecommends the following simpleconservation measures:
• Regularly check for and repairall leaks.
• Monitor water usage monthly:unusual water usage can bean early indicator ofmaintenance needs.
• Properly maintain irrigationsystems, including repairing allbroken/defective lines,emitters or sprinkler heads;adjusting sprinklers for propercoverage; adjusting irrigationtimes and durations accordingto seasons.
• Save the rinse water from thefinal rinse of tanks for reuse;use recycled water for the firstrinse of tanks.

15©Research Triangle Institute 1999
• Use high-pressure, low volumecleaning equipment for watercleaning.
• Use mops and buckets ratherthan hoses for cleaning floors.
• Document all clean-uppolicies, including waterconservation cleaningmeasures.
Process Efficiency
Improved process efficiency,including efficient use ofmaterials, is part of P2considerations for any facility. Thereported grape consumption atfour US wineries, shown in Table 1,can provide a general indicationof ranges of grape consumption:
Preventative maintenance oftanks and other equipment is alsoan important P2 strategy.Equipment failure often producesexcess waste and off-specification product as well ashaving negative effects onproduction and efficiency.11
Innovations in process equipmentmay also provide P2opportunities, if they are moreefficient in materials use, energyuse, or if they reduce emissions tothe environment. The followingweb sites provide information onwinemaking equipment.
11For an excellent discussion ofpreventative maintenance, seeIndustrial Pollution Prevention Handbook,Harry M. Freeman, editor. McGraw-Hill,Inc. 1995.
http://smartwine.com/wbm/1996/1912/BM129652.html Reviews information on newproducts, including:
• Tank top plate assembliesproduced by G&H thatcombine all tank topequipment, including pressureand level transmitters, anti-vacuum and pressure reliefvalves, gas or CIP valves andsight units into one customfabricated unit. With the topplate, only one cut for thecounterflange need be made,eliminating the increased cost,time and sanitation threatsseparate cutouts introducedfor individual fittings.
• Lightweight Linerboard byInternational Paper.Lightweight linerboard offershigher brightness, uniformcoverage, and consistent inkholdout.
http://smartwine.com/wbm/1997/9701/bma9714.html Sitevinitechoffers descriptions and contactinformation for the following wineproduction tools:
• Software package designedto manage wine growing andwinemaking operations
• Automated system forcleaning grape harvesters

16©Research Triangle Institute 1999
• Combined high temperatureand vacuum unit to increasecolor extraction.
http://smartwine.com/wbm/1997/9704/bmd 9745.html Lists tipfrom the seminar “InnovativeTechniques in Red WineFermentation.” The seminar wastaught by wine makers who
addressed practices like rack andreturn, maceration, rotaryfermenters vs. static fermenters,oak vs. stainless steel tanks andeffects on temperature and winequality, and philosophy of redwine fermentation in terms ofextraction.
Table 1: Grape Usage Reported by California Wineries12
12 Winery Eco-Efficiency Assessment Guide, Business for Social Responsibility EducationFund, 1998. http://www.bsr.org.
Name Production(liters/year)
Grapes used(kg/year)
kg grapes/liter
Beaulieu Vineyard ~5,400,000 ~9,091,000 ~1.68
Frog’s Leap 405,000 727,000 1.80
Korbel 14,850,000 ~9,091,000 ~0.61
Sutter Home 63,000,000 ~96,364,000 ~1.53

17©Research Triangle Institute 1999
STRATEGIES FOR TREATMENT AND DISPOSAL
Reduction of waste is the mostenvironmentally preferable andefficient option, followed by reuseand then recycling. But for thewastes that are unavoidable, orthat the facility has not yetaddressed, good disposal is veryimportant to protect theenvironment. Wineries andagricultural industries have along-term interest in the health ofthe environment because theydirectly rely on using theenvironment.
Management of Wastewater
One of the major problems in theoperation of wineries is disposingof large quantities ofcomparatively low solidswastewater containing a mediumto high content of biochemicaloxygen demand (BOD).Researchers at University ofCalifornia, Davis, noted problemswith winery wastewater includingacidity (pH levels from about 3.5to 6.5, compared to pH levels of5-7 in municipal waste waters),high levels of organic materialsand nutrients (at least 17,000 PPMBOD5 compared to 900 PPM BODfor municipal wastes), and theflows being seasonal, whichcreate problems for conventionalmethods of treatment. 13
13The Hydrologic Sciences GraduateGroup at the University of California at
According to the State WaterQuality Board in California thegeneral objectives forwastewater management are:
1. prevent odors
2. avoid nutrient runoff intosurrounding waters
3. prevent nitrates from enteringgroundwater
Water discharge requirementsfrom California provide anindication of basic targets forwater quality. The CaliforniaWater Quality Control Boardsissue permits that dictate themanner in which wastewatermust be managed by individualwineries. Direct wastewaterdischarge to rivers, streams orlakes is not allowed. Wastewaterthat has been treated may beused in irrigation systems whenthe limits prescribed in theirpermits are met. Typical permitlimits are as follows:
• Average biological oxygendemand over 30 days ≤ 50mg/L
• Maximum biological oxygendemand in any single day ≤ 80mg/L
Davis . http://wineserver.ucdavis.edu/av/AV9504.html

18©Research Triangle Institute 1999
• Average total suspendedsolids over 30 days ≤ 50 mg/L
• Maximum total suspendedsolids in any single day ≤ 80 mg
Wastewater treatment permits forwineries do not specify chemicaloxygen demand, nitrates, nitrites,nitrogen (including ammonia) orphosphorus limits. However, theU.S. Safe Drinking Water Actspecifies limits for nitrates ingroundwater at ≤10 mg/L, andnitrate limits of 1 mg/L.
The majority of California wineriescollect their wastewater inprimary aeration ponds and thenpump to a secondary settlingpond to remove solids. The winerysamples the wastewater,identifies its nutrient contents, andpumps the water from the settlingpond to their irrigation system. Thewinery then matches the irrigationrate with the rate at which thevines can uptake that water: theycalculate the nitrogen and wateruptake of the plants, and ensurethat all the organic material thatis applied to the fields is taken upby plants rather than running offor seeping into groundwater. Thisis known as the agronomic rates,The calculations that are requiredfor application rate come fromstandard civil engineering texts,like Metcalf and Eddy.14
14Metcalf & Eddy. Wastewaterengineering : treatment disposal reuse /Metcalf & Eddy, Inc.; revised by GeorgeTchobanoglous. New York : McGraw-Hill,c1979.
Direct discharge of untreatedwastewater to irrigation systems,or natural waters is strictlyprohibited. In addition, irrigationwith treated wastewater disposalis prohibited for 48 hours prior topredicted storms and must notresume until the soil conditionsare no longer saturated. Surfacerunoff from fields is prohibited.Wineries are asked to monitortheir irrigation/wastewaterdisposal systems to ensure thatsurface runoff is not occurring.
Solids are allowed to be tilled(“disked”) into the fields, but thistoo must be done at anagronomic rate, so that theplants can uptake all the nutrientsprovided.
Use of winery wastewater forirrigation has obvious economicadvantages: the AustralianGrape and Wine Research andDevelopment Corporationestimates that for every 10megaliters of wastewater that isrecycled for irrigating vines,between Australian $20,000 toAustralian $50,000 of extra grossincome can be generated foradditional grape production.15
Berri Estates is an Australian winemanufacturer that is alreadyusing the wastewater from itswinery to grow a plantation ofMurray River Redgums. The winerycrushes about 50,000 tons ofgrapes per year to producegrape juice and wine. Thewastewater contains a medium- 15http://www.winetitles.com.au/gwrdc/index3.html

19©Research Triangle Institute 1999
to high-content of biochemicaloxygen demand (BOD). Still washfrom distillation has the highestBOD level. Among their earlierproblems were that thewastewater did not biodegradeeasily and quickly generatedoffensive odors if left to stand inponds. Berri Estates’ wineryproduces around 200 megaliters(ML) per annum of low-levelwastewater with a BOD of about2,500 mg/L. The distillerywastewater is around 10 ML perannum at about 15,000 mg/L. Acomplete case study can befound at their website athttp://www.erin.gov.au/portfolio/epg/environet/ncpd/auscase_studies/berri.html.
Where wastewater irrigation ofcrops is not feasible, constructedwetlands offer an efficient, low-cost, low-maintenance and low-energy alternative for wineriesthat have sufficient land areaavailable for wetland creation.16
A wetlands ecosystem acts as awater “filter”. Water qualityimproves as surface water movesthrough soils, plant stems andplant roots, and is acted on bythe microrganisms living in thesystem. Constructed wetlandsinclude wetland plant speciesand stay wet through applicationof water. In this case, theobjective of a constructedwetland is to mimic the filtering
16The Hydrologic Sciences GraduateGroup at the University of California atDavis . http://wineserver.ucdavis.edu/av/AV9504.html
activity of natural wetlands tomanage wastewaters.
Kenwood Vineyards, in California, gives their equipmentwashdown water to a privatecomposting company at nocharge.17 While they do not makeany money from that, theyundertake the activity as part oftheir goal of being anenvironmentally consciousmanufacturer since the waternow ceases being a wastestream and becomes a usefulbyproduct. They also avoid thecost of treating and managingthe wastewater.
Management of Skins andLees
A common practice of dealingwith waste grape skins and lees isplowing skins back into fields andwith discharging lees to itsirrigation system. The primaryconcern is the high biologicaloxygen demand related to theskins and lees, which could leadto a depletion of dissolvedoxygen in surrounding streams,rivers and other waters.
As with wastewater discharges,California wineries and otheragricultural processors who applysolids and discharge water toirrigation are required to do so atagronomic rates.
17http://smartwine.com/wbm/1996/9603/bm039606.htm

20©Research Triangle Institute 1999
Many California wineries arecurrently composting theirpomace, sometimes with theaddition of other organic matter.The resulting compost can beused on growing fields, or can besold to other users as anagricultural additive.
The seeds contained in pomacecan be separated, and thenused for producing grapeseedoil.18 Grapeseed oil is sold as agourmet food item in specialtyshops, used for mild foodflavoring, and also may havehealth benefits.19
Some breweries use the filteredsolids from fermentation asanimal feed20. Although theliterature does not specificallymention this technique forwineries, it may be feasible forwineries to sell skins and lees asanimal feed, or as anamendment to animal feed.
The E&J Gallo Winery mixes winefiltering byproducts with cowmanure and used as a soilenhancement. Four thousandtons of filter cake is producedannually. This is now diverted fromthe waste stream and used for
18http://smartwine.com/wbm/1996/9603/bm039606.htm19For an example of a vendor sellinggrapeseed oil, see http://www.salutesante.com/. The site provides acopy of an article citing studies of healthbenefits of grapeseed oil.20World Bank Pollution Prevention andAbatement Handbook, Part III.http://www-esd.worldbank.org/pph/home.htm
beneficial purposes. Thecompany received a State WasteReduction Award for their efforts,and also reports that the diversionhas generated “substantial”savings.
Other Solid WasteManagement
Packaging materials can be anexpensive disposal problem forwineries. Recycling thesematerials can help reduce thatcost, as well as conserving rawmaterials and energy. Forinstance, waste plastic wrap frompallet wrapping can be packedwith LDPE string that allows foreasy recycling.21 Other examplesfrom the California , State WasteReduction Awards Programinclude the following:
• Buena Vista Winery, Inc. (yearsawarded: 1996, 1995, 1994,1993) produces and bottlespremium wines. In order toreduce the amount ofcardboard sent to berecycled, Buena Vista hasworked closely with theirsuppliers to produce boxesthat can be shipped back tothe supplier for reuse. BuenaVista also has an ongoingemployee education programthat highlights current as wellas new recycling policies,keeping the idea of recycling
21Winery Eco-Efficiency AssessmentGuide, Business for Social ResponsibilityEducation Fund, 1998.http://www.bsr.org

21©Research Triangle Institute 1999
fresh in employees minds.Buena Vista’s waste reductionand recycling program hasdecreased the use ofadditional general wastecontainers from two to one.This factor alone is a significantsource of company savings,given that their waste haulercharges by the ton. (PO Box182 Sonoma, CA 95476)
• Chateau St. Jean Winery(years awarded: 1995) hasbeen crafting fine wines inSonoma Valley since itsfounding in 1974. Thecompany reuses or recyclesvirtually all waste productsfrom the vineyard,winemaking and bottling .
In addition to savings from thereduced number of dumpstersrequired for waste, St. Jean isnow able to realize rebates forscrap tin, cardboard, glassand some plastic packaging.(PO Box 293 Kenwood, CA95452)
• Fetzer Vineyards (yearsawarded: 1995, 1994, 1993).From 1991 through 1997 thecompany reduced its wasteby 94% and saved over$150,000 in disposal fees.
Their business has grown by 20to 30 percent in those years.The company recycles orreuses 13.5 tons of plasticshrink wrap, 70 tons ofcorrugated cardboard, 75cubic yards of paper board,10,000 cases of glass, 740
gallons of oil and 392 cubicyards of wooden pallets. Theyalso compost 12 cubic yardsof corks and 10,000 tons ofgrape seeds.
• Korbel Champagne Cellars(years awarded: 1998)recycles waste oils, solvents,paints, laboratory processingchemicals, and metals(including aerosol cans) Morethan 500 tons per year ofcardboard is baled and sold.All glass, stretch film andshipping plastics are alsorecycled. Over a six yearperiod, Korbel has been ableto reduce refuse to landfillcosts by 50 percent. (13250River Rd Guerneville, CA95446).

22©Research Triangle Institute 1999
ENVIRONMENTAL MANAGEMENT SYSTEMS(EMS)
An EMS involves a structured,systematic way of identifying,addressing, and correctingenvironmental problems. The EMSwould normally involve elementslike assessing environmentalconcerns, establishing targets forenvironmental improvement,training managers and workers inenvironmental issues, andreviewing the facility's progress.Typically, all of these activities willbe guided by an environmentalpolicy statement from thecompany's management, whichprovides "top down" direction forenvironmental protection at thefacility.
ISO 14001 provides widelyrecognized specifications for anEMS. Many companies areadopting ISO 14001 EMSs as away of demonstrating to theircustomers or stakeholders thatthey have an acceptable level ofdealing with environmental issues.A company that hasimplemented an ISO 14001 EMScan hire an outside auditor tocome in and certify complianceto the ISO standard, or they cando their own internal audits andself-certify. Self-certification canbe a good interim option forcompanies that want the benefitsof an EMS, but do not yet have
customer requirements for a full,externally certified EMS.
EMS For Improved DataCollection, Evaluation, ProcessOperations
Implementing a systematicstructured EMS can providebenefits to the company that gobeyond market drivers. A goodEMS, like a good quality system,can be a structure to ensureefficiency and can ensureconsistency of outcomes/products. Table 2 shows howcomponents of an ISO 14001 EMSoverlap with better processoperations.
Additional information about howdeveloping an EMS is availablefrom the following sources:
• http://www.iso14000.com/DNV_Article.htm—Providesoverview of benefits of ISO14001 in business terms,including avoided liability,improved materials usage andbetter supply management.
• http://www.epa.gov/OWM/wm046200.htm--EnvironmentalManagement Systems: AnImplementation Guide for

23©Research Triangle Institute 1999
• Small and Medium-SizedOrganizations
• http://www.epa.gov/opptintr/dfe/pwb/case_studies/case7/--shows example of how onecompany (a printed wiringboard manufacturer)
developed its aspects,objectives, and targets.
Table 3 provides a sample ofsoftware available to assist withISO 14001 implementation.

24©Research Triangle Institute 1999
Table 2. How ISO 14001 Components Relate to Process Operations.
ISO 14001 Component Connection to Better Process Operations
Identify EnvironmentalAspects
Emissions points that are identified often arepoints of inefficient usage or potentialaccidents. Facilities should use their list ofenvironmental aspects to assessopportunities for improved operations andbetter materials use (e.g., find ways torecirculate water, reduce energy usage,reduce bottling losses). They should also lookat environmental aspects to see if there is aneed for better hazardous-materialsaccident prevention.
Identify EnvironmentalTargets
When a facility chooses the targets that theywant to achieve, often they go back andre-analyze their production processes tofigure out how to achieve the targets.Periodic process analysis is beneficial toensure that all systems are optimized.
Evaluate Progresstowards EnvironmentalGoals
When evaluating whether goals have beenmet, facilities often keep closer track of theiremissions than they normally would. Forinstance, they may carefully monitor energyusage. This information can also be used toidentify optimal process conditions. Thepractices that lead to most efficient energyusage can then be implemented on aregular basis.

25©Research Triangle Institute 1999
Table 3: ISO 14001 and EMS Software
Software Title Software Function Cost (if available) Available From
GreenScore Deals with environmentalself- assessment, ISO 14000readiness and evaluatesenvironmental policies andpractices
Program, $300.additional services:customized profile,$50; expert analysis,$150.
National Center forManufacturing Sciences,3025 Boardwalk Drive, AnnArbor, MI 48108-3266.Phone: (800) [email protected]://www.ncms.org
EHS/Life Cycle Facility Management,Environmental Health andSafety; RegulatoryCompliance for US Laws;Environmental planningand management;Incorporatesenvironmental costinformation withenvironmental data
Cost dependentupon system andoptions selected
Essential Technologiesformerly EIS InternationalCorporation, 1401Rockville Pike, Suite 500,Rockville, MD 20852.Phone: (3 01) 738-6900,(800) 999-5009; Fax: (301)738-1026.http://www.eisintl.com ;Email: [email protected]
EnvironmentalManagementSystems
Components includeMaterials (including surplusmanagement), MaterialSafety Data Sheets, Facility,Human Resources, AirManagement, WasteManagement (includingwastewater), Reporting,Bar Coding, and Navigate(Searching).
Cost will depend onoptions—modular/integrated andsingle user/network.e.g., site license (1-4workstations) for anintegrated system is$18,000 (+15%annual systemsupport); single useroption for a WasteMeasurement andReporting Package is$3,800.
Chemical SafetyCorporation; SybilKelly([email protected]), 5901 ChristieAvenue, Suite 208,Emeryville, CA94608-1932. Phone: (510)594-1000, (888) 594-1100;Fax: (510) 594-1100.http://www.chemicalsafety.com,[email protected]
EMS-Plus EMS-Plus helps usersevaluate an EMS based onwhether it incorporatescomponents known topromote environmentalimprovement. The toolleads the users through aseries of questions abouthis or her EMS, and thenprovides a report based onthe key EMS components
Free tool, accessedvia world wide web(used on—line, notdownloaded to userscomputer).
Research Triangle Institute;Melissa Malkin([email protected]), P.O.B.12194, Research TrianglePark, NC 27709. Phone(919) 541 6154. Fax: (919)541 7155.http://ems.rti.org/
(continued)

26©Research Triangle Institute 1999
Table 3: ISO 14001 and EMS Software (continued)
Software Title Software Function Cost (if available) Available From
ICF 14000Workstation
Information managementtool to enable companiesto meet the ISO 14001specification. Lotus-basedapplication. Main modulesinclude assessment,conformance andsupporting documents
1 copy $1,295; 5copies $4,500,Additionalinstallation and usersupport $800,training $1,000.
ICF Kaiser International,Inc., 9300 Lee Highway,Fairfax, VA 22031 [email protected]
ISO 14000 EMSConformanceSeries
Software is designed tohelp the user develop andEMS, prepare for 14000implementation and learnto do internal audits for14000.
Each CD costs $1000for a total of 5 CD’s.Each can bepurchasedseparately or can bepurchased togetherwith a 10% discount.
Reality Interactive, 7500Flying Cloud Drive, fourthfloor, Eden Prairie, MN USA55344, (800) 675-7789
ISOsoft 14001 Contains four sections.Reference containsinformation on ISO 14001and developing an EMS;Assessment analyzes gapsbetween existing and ISO14001 requirement;Management organizesand tracks EMS tasks anddocument control.Manages informationabout EMS activities andprocedures(documentation, training,and inspections). Recordswhether ISO14001nonconformanceoccurred, which staffmanaged thenonconformance, whatsolutions were employed.
$1,495 for singlesite/single user; morefor multiple andnetwork licenses.
Intelex Technologies, Inc.,93 Skyway Ave., Suite 101,Etobicoke, Ontario M9W6C7 Canada, (800)387-4019,http://www.intelex.com/14000.html
ISO 14001ImplementationSoftware
Implementing ISO 14001,tracking documents andcompliance with ISO 14001administrativerequirements. Theimplementation toolprovides worksheets andguidance from ISO 14004.Assessment and auditingsoftware are alsoavailable.
$1,199 Single user,$2,099 for up to 5users.
Greenware EnvironmentalSystems, Inc. 145 KingStreet East, Suite 200,Toronto, Ontario, M5C 2Y8Canada, (416) 363 5577,[email protected]

27©Research Triangle Institute 1999
EMS Elements Not Requiredby ISO 14001
In addition to the requiredidentification of ISO aspects,impacts, and targets, there areelements of a good EMS topromote environmentalimprovement that are notspecifically required for ISO 14001.We refer to these as non-ISO EMSelements. Several of theseconcepts are described below.
Environmental AccountingConcepts
Environmental accountingconcepts suggest that a facilityshould integrate the cost ofwastes into decision- making. Forinstance, if a specific product linegenerates a hazardous wastethat causes fire insurance costs toincrease, then the facility shouldinclude that added cost into theprice they charge for the productline.
For an overview of environmentalaccounting as a businessmanagement tool see:http://www.epa.gov/opptintr/acctg/earesources.htm/ For casestudies and further informationsee: http://www.epa.gov/opptintr/acctg/ The Tellus Institutedescribes the related concept oftotal cost accounting: http://www.tellus.org/r-tca.html
Systematic ProcessOptimization Methods
Systematic process control helpsa facility optimize use of rawmaterials and energy, andreduce emissions and waste.Process optimization can beachieved with a variety ofmethods from simplespreadsheets to computerizedsensing devices and statisticalprocess control methods.
Measure Pollution Prevention
Measurement is important toachieve good environmentalmanagement. In order to trackprogress towards environmentalgoals and objectives facilitiesshould track changes in wasteand raw materials over time.When this data is combined withinformation about production thefacility will have a betterunderstanding of how well theirenvironmental improvements areworking. See http://www.rti.org/units/ese/p2/documents.html formore information.
Life-Cycle Concepts
Life-cycle assessments (LCA) canbe used to provide a verydetailed comparison of theenvironmental impacts of aproduct, including all impactsassociated with its raw materials,usage, and disposal.

28©Research Triangle Institute 1999
Traditional LCA can be quiteexpensive and data-intensive.However, the concepts of LCAcan be used in a less rigorous wayto help facilities understand thetrue environmental impacts oftheir activities.
For more links and information visitthe following web site:http://www.tiac.net/users/tgloria/LCA/lca.html#Environmental andLCA

A1
APPENDIX A: RESOURCES, INCLUDING USEFULINTERNET SITES
EPA and Other Documents
Wine Industry: EnvironmentalCompliance and PollutionPrevention/ResourceConservation. Self-AssessmentChecklists. Napa and SonomaCounties. Published by the BayArea Green Business Program,North Bay Permit AssistanceCenter, Santa Rosa California .Fax (707) 527 2661, [email protected]. Givesgeneral information aboutrequirements for hazardouswaste, wastewater systems, andwater supply systems.
Integrated Pest Managementand Soil Pest ControlTechnologies In CaliforniaVineyards. U.S.EPA Part of EPA430-R-96-021, 10 Case Studies,Volume 2 December 1996. Large-scale California grape producers,including Fetzer Vineyards,Savage Island Farms,Soghomonian Farms, StevenPavich, and many othervineyards in the Lodi-Woodbridgeregion are successfully usingIntegrated Pest Management(IPM) practices to grow grapesprofitably without methylbromide. Also available athttp://www.epa.gov/docs/ozone/mbr/cavine2.html.
Industrial Heat Pumps ImprovePlant Efficiency and RecoverWasted Energy Resources:Advances in Industrial Energy-Efficiency Technologies, U.S.Department of Energy, February1993. From steel making to milkproduction, virtually all industrialprocesses require both heatingand cooling of the variousprocess streams. One key togood energy efficiency isexchanging heat in the mosteffective way betweencomponents within the system,thereby cutting the need foradditional heating or cooling. Fullabstract available at http://es.epa.gov/techinfo/facts/pumps.html.
Technical Journal ArticlesAbstracts
These are most easily foundthrough The American Journal ofEnology and Viticulture web site,http://www.ajev.com/
Identification and Contactsfor U.S. Trade Organizations
Family Winemakers of California1400 K Street, Suite 304Sacramento, California 95814.Phone (916) 498-7500

A2
Fax (916) 498-7505.http://familywinemakers.org/index.html
Napa Valley Vinters Association(California )(707).942-9783http://www.napavintners.com/index.html
Sonoma County WineriesAssociation (California )(707) [email protected]://www.sonomawine.com/index.html
Club Bonterra, is an organizationof Fetzer grape growers who arededicated to sharing informationabout sustainable farmingpractices. Information availableby email from [email protected]
Organic Trade Association50 Miles StreetPO Box 1078Greenfield, MA. USA 01302Phone: 413- 774 7511Fax: 413 774 6432Email: [email protected]
Useful Internet Sites
The following list of world wideweb resources providesinformation about new winemaking technologies andpractices.
Web Sites Dealing With WineIndustry Air Pollution
1. http://www.smartwine.com/wbi/tbi6n15.htm AIR POLLUTIONOFFICIALS CONSIDER TANKPERMIT . Wine Institute FearsFermentation RestrictionsMonterey County's air pollutioncontrol district is consideringrequiring permits onfermentation tanks that emitmore than 100 tons of ethanola year.
2. http://smartwine.com/wbm/1996/bm019609.htm GRAINRESEARCHERS TEST VOLCANICGAS AS METHYL BROMIDESUBSTITUTE. But QuestionsRemain On How CO2 Can BeEffectively Applied To GroundPests. With all the talk aboutthe impending global ban onmethyl bromide, you'd thinksomeone, somewhere, wouldbe trying to come up with areplacement to fumigatecrops and commodity foodsupplies--and someone is--stretching things about as faras they can go to find asubstitute.
3. http://204.242.24.14/wbm/gc89503.htm VINTNERS, GRAPEGROWERS DO MORE GOODTHAN BAD TO ENVIRONMENT.Vines Suck Up EthanolEmissions; Contribute OxygenTo The Earth. With expensivenew winery anti-pollutionregulations looming on thehorizon, a University ofCalifornia, Davis, plantphysiologist has begunconstructing a statisticaldefense showing that the wineindustry cleans up the

A3
atmosphere as much as, oreven more, than it pollutes it.1995 article.
4. http://www.atinet.org/cati/upda/96/spring/story11.htmlReport focuses on hydrogensulfide in wine
Web Sites Dealing With BeverageIndustry Solid Waste Reduction
5. http://www.epa.gov/wastewise/id-bev.htm Information fromWasteWise, including somebeverage industry goals,Recycling, Buying orManufacturing RecycledProducts, Buy-recycledactivities of WasteWisepartners in the beverageindustry, WasteWise Partners inthe Beverage Industry (As ofJuly 21, 1997), and SamplePartner Achievements.
6. http://smartwine.com/wbm/1997/9708/bmh9740.htm WINEBARREL RE-USE TECHNOLOGYBEING COOKED TOPERFECTION. A Guide toUnderstanding the DifferentApproaches.
7. http://smartwine.com/wbm/1997/9701/bma9766.htmlChardonnay In Recycled WineBottles to Debut At NHL All-StarGame.
8. http://es.epa.gov/techinfo/facts/newz-cs3.html DBBreweries LTD. This brewery hasemployed "goodhousekeeping" methods, thusreducing packaging wastage
from 2.5% in July 1991 to 0.5%in March 1995. These actionshave saved more than$250,000 per year.
Web Sites Dealing With New WineIndustry Technologies
9. http://smartwine.com/wbm/1997/9708/bmh9744.htm NEWYORK WINE, BEEREXPERIMENTAL LAB OPENING.Facility a Proving Ground Fornew Technology andEquipment. The Vinification &Brewing TechnologyLaboratory is being heraldedas the first East Coast facilityfor winemakers looking tomake improvements onwinemaking techniques.
10. http://smartwine.com/wbm/1997/9707/bmg9746.htm Whatif a machine could smell outBrettanomyces or volatileacids before a wine wasbottled, or alert a winemakerto the existence of mold orbacteria in a barrel, sniff outTCA in cork with moreaccuracy and consistencythan even the best noses inthe sensory science business?Scientists at the CaliforniaInstitute of Technology inPasadena predict that it won’tbe long before artificialolfaction technology can doall this and more for the wineindustry.
11. http://smartwine.com/wbm/1997/9704/bmd9745.htmFORTY-ONE TIPS ON RED WINEFERMENTING. Unified

A4
Symposium Seminar Draws aCrowd. This article offershighlights of the most valuabletips from the seminar,Innovative Techniques in RedWine Fermentation. The selectgroup of winemakers gavetheir perspectives on suchpractices as rack and return,maceration, rotary fermentersvs. static fermenters, oak vs.stainless steel tanks and effectson temperature and winequality, and philosophy of redwine fermentation in terms ofextraction. The techniquesvaried with respect to growingareas and size of production.
12. http://smartwine.com/wbm/1997/9703/bmc9746.htm SONOF PRESSURE SENSITIVE? On aClear Label, You Can See theBackside of the Back Label.The explosion in pressuresensitive labeling and itsadaptation to wine bottlingtechnology has spawned asecond wine packagingtrend—clear labeling. Perhapsthe strongest change is in thedirection of clear labels. Self-adhering, pressure-sensitivetechnology has eliminatedvisible strips of glue on labelbacks, making way for see-through labels.
13. http://smartwine.com/wbm/1997/9701/bma9714.htmlSITEVINITECH OFFERS FIRST-LINEGADGETRY TO VINTNER FrenchFlavor Dominates at Productsand Technology Show. Briefdescriptions and contactinformation provided for
technologies such as softwarepackage designed tomanage winegrowing andwinemaking operations,automated system forcleaning grape harvesters,combined high temperatureand vacuum unit to increasecolor extraction, and others.
14. http://smartwine.com/wbm/1997/9701/bma9742.htmlSHEDDING NEW LIGHT ONBARREL PROBLEMS FrenchResearchers Premier Work atSitevinitech that Targets Odors.Concerned about suchfamiliar problems as reductionin white wines, barrel odorsand tartaric precipitation?Then, it seems, French barrelmaker Seguin Moreau’s latestresearch may have someanswers for you.
15. http://smartwine.com/wbm/1997/9701/bma9748.html ‘GUTFEELINGS’ AND MATH BLENDTO MAKE FINE WINE UnifiedSymposium Session to ToutEfficiency Tools. Efficiencyexperts are gearing up toteach the wine industry how tomaximize profit and qualitywhile minimizing theheadache and expense ofpremium wine production.“Maximizing Winery Efficiency”was be the topic of this one-hour panel discussion thatdiscussed how technologiessuch as braced barrel trackingand computerized productioninformation management canwork with mathematicalprocess flow models to

A5
produce the best wine in themost effective way possible.
16. http://smartwine.com/wbm/1996/9612/BM129652.html Someinformation on New Productsfor winemaking: New TankEquipment Launched G&HProducts released a new lineof tank top plate assemblies.The new top plates are thelatest addition to G&H's line oftank and tank cleaningequipment, including manwaycovers, fixed and rotarycleaning heads, tank legs andsight glasses. The new topplate assemblies combine allnecessary tank topequipment, such as pressureand level transmitters, anti-vacuum and pressure reliefvalves, gas or CIP valves andsight units into one customfabricated unit. With the topplate, only one cut for thecounterflange need be made,eliminating the increased cost,time and sanitation threatsseparate cutouts introduce forindividual fittings. NewLightweight LinerboardProduced. International Paperhas produced a newlightweight linerboard at itsMansfield mill. The companysaid the new product, calledWhiteTop, offers higherbrightness plus uniformcoverage and consistent inkholdout. New StrappingMachines Introduced Dynarichas introduced the new DF-207S stainless steel semi-automatic strapping machinefor use in harsh packaging
environments. The companysaid the machine is ideal formeat, seafood andagricultural packagingapplications. It is ideal forsaltwater and wetenvironments because it isequipped with corrosionretardant component parts.
17. http://smartwine.com/wbm/1996/9612/BM129652.htmlDecember 1996 news.Magnotta Acquires ChileanVineyards
18. http://204.242.24.14/wbm/bm79501.htm Marking Chile'sExport Success.
19. http://smartwine.com/ WineReviews, questions, live chat,on-line magazines.
20. http://smartwine.com/wbm/1998/9802/bmb9847.htm SmallViticulture and EnologyPrograms Flourishing. USUniversities—various researchand extension programs.
Web Sites Dealing WithEcolabeling And Efficiency
21. http://smartwine.com/wbm/1998/9803/bmc9801.htm Articleon Wine Ecolabels. TheCalifornia Association ofWinegrape Growers togetherwith the Lodi-WoodbridgeWinegrape Commissionsponsored a conferenceentitled Exploring Eco-Labelingfor California Winegrapes inSacramento.

A6
22. http://smartwine.com/wbm/1996/bm019604.htm WINEINDUSTRY ECONOMICSEXAMINED Vintner and Grower"Wheels Of Fortune" DemystifyWine Business Cycles. Theboom and bust cycles of thewine industry can be distilledinto two "Wheels of Fortune"that distinguish four marketingphases in the growing ofgrapes and making of wine.
Web Sites Dealing With Energy
23. http://smartwine.com/wbm/1998/9802/bmb9832.htm SolarEnergy Applications ExploredFor The Wine Industry. Theimportance of hot water forwinery sanitation cannot beunderestimated.Unfortunately, creatingadequate supplies can rapidlyturn into a costly and energy-intensive proposition.
24. http://smartwine.com/wbm/1997/9703/bmc9733.htmGROUNDBREAKINGGEOTHERMAL HEAT PUMP WILLBE INSTALLED AT WINERYSystem Saves Energy, ReducesCosts. It would be quite anunderstatement to say that ittakes a lot of water to makewine. So why not use thatwater to save energy and cutoperating costs? Winerymanagers may want to takeanother look at their holdingponds or irrigation systems andconsider using that existingpond or irrigation system as analternative energy source.
25. http://smartwine.com/wbm/1997/9701/bma9766.html ETCReleases RiteTemp WineCooler. ExothermalTechnology Corporation hasdeveloped wine cooling wrapthat is the first to keep wine atits recommendedtemperature of between 48and 54 degrees Fahrenheit forup to 1.5 to 2 hours. Re-energizing takesapproximately 15 to 20minutes in a refrigerator orfreezer unit. RiteTemp weighs5.5 ounces and wraps aroundall wine bottles up to 1.5 liters.The product is available inblack, teal and burgundy withart deco geometric trim.
26. http://204.242.24.14/wbm/bm79510.htm NEW PRODUCTSMONITOR AND CONTROL HEATAND COLD DURING SHIPPING.Wineries Testing ProtectiveShipping Blankets. Vintnersworried about premiumvintages getting cooked intransit to destinations aroundthe globe are starting to trackheat variations withtemperature monitors andcover case shipments withheat-and-cold resistantblankets. Small, lightweighttemperature monitors stashedinside wine cases or glued tooutside packaging keep trackof ambient temperatures intransit.

A7
Web Sites Dealing With GrapeGrowing and Good AgriculturalPractices
27. http://smartwine.com/wbm/1997/9710/bmj9701.htm#contWine growers—environmentalpractices.
28. http://smartwine.com/wbm/1997/9711/bmk9736.htm Expertplant pathologists andmycologists the world overhave been working for yearsto expose this fungal fiend, butits identity remains a puzzle.
29. http://smartwine.com/wbm/1997/9708/bmh9746.htmFUNGICIDE RESEARCH STAYINGFRESH. Environment Wins Out inSacramento Field Trials. Winegrape growers were amongthe first to embrace the greenrevolution in agriculture, butfungal disease hauntsvineyards regardless of controlstrategies. Now, a boom inenvironmentally sensitivefungicide technology ishelping growers get a handleon menaces like powderymildew, eutypa, botrytis andbunch rot.
30. http://smartwine.com/wbm/1997/9708/bmh9736.htmINNOVATIVE EROSIONCONTROL PROVIDES MODELFOR INDUSTRY. EnvironmentalVineyard Practices GainRecognition and Funding forSonoma Valley Growers
31. http://smartwine.com/wbm/1997/9706/bmf9750.htm SOIL
DR. TENDS TO NORTH COASTDIRT. Calcium is King,Agronomist Tells Growers.Increased bloom, berry setand cluster size could be instore for growers who followthe right soil nutrition routine.
32. http://smartwine.com/wbm/1997/9702/bmb9739.htm YOURSOIL NEEDS FRIENDLYNEMATODES. Oregon StateUniversity scientist Dr. ElaineIngham talks to grape growersin Santa Rosa on sustainablegrowth methods.
33. http://smartwine.com/wbm/1997/9702/bmb9746.htm LOW-KEY SCIENCE LAB KEEPS PESTWATCH. Dennis Mayhewspeaks to Sonoma countygrape growers about what hecalls “the best-kept secret inCalifornia agriculture”—thePlant Pest Diagnostics Centerhe runs for the stateDepartment of Food andAgriculture in Sacramento. Thelab offers pest diagnostics toany Californian—business,government or privategardener—at no extra charge.Mayhew, himself a plantvirologist, recited the labtelephone number twice tothe growers at the LutherBurbank Center—(916) 262-1100.
34. http://smartwine.com/wbm/1997/9702/bmb9749.htmGENETIC ENGINEERINGCOMBATS ROOT DISEASE. FanLeaf, Phylloxera are Targets ofModesto Firm. Modesto, home

A8
of the world’s largest winery, isalso the site of somefascinating research intogenetic engineering tocombat the scourges ofgrapevine rootstock.