Part A: Basic Information R5.pdf · Ajay Kumar Srivastava SSE/Carriage Checked By S. K. Sharma/ Jt....
27
Contact Details for comments on Spec/STR`s Revision in Spec. No. - C-9907 (Rev.4) Amendment 1 Title- Specification for Non Asbestos based low friction Composite Brake Blocks for application on coaching stock of Indian Railways. 1. RDSO has revised the above specification/STR in line with latest technological developments in the field, modify clauses not relevant in the present context and making them more enabling with focus on functional requirements. 2. It is requested that your comments / suggestions with regard to improvements / modifications in specification / STR of this item may be submitted in the following format alongwith the justification for the changes required. Part A: Basic Information SN Particulars Information 1 Name 2 Designation 3 Professional Qualification 4 Organization / Firm’s Name 5 Address for Correspondence 6 Contact No. 7 Email ID 8 In case of Firm / Individual: Manufacturing experience of item (or similar Item) on which comments are offered 9 Where relevant: Whether any technical document to support suggested changes is available / enclosed for better appreciation Part B: Comments / suggestions on the specification SN Clause No. of RDSO STR / Spec Clause, as exists in RDSO STR / Spec Clause , as it should read after incorporation of comments / suggestions in the RDSO Spec / STR Justification for changes Comments may be sent to: Executive Director /Carriage Research Designs and Standards Organization Manak Nagar, Lucknow – 226011 Email: [email protected], [email protected]
Transcript of Part A: Basic Information R5.pdf · Ajay Kumar Srivastava SSE/Carriage Checked By S. K. Sharma/ Jt....

Contact Details for comments on Spec/STR`s
Revision in Spec. No. - C-9907 (Rev.4) Amendment 1
Title- Specification for Non Asbestos based low friction
Composite Brake Blocks for application on coaching stock
of Indian Railways.
1. RDSO has revised the above specification/STR in line with latest technological
developments in the field, modify clauses not relevant in the present context
and making them more enabling with focus on functional requirements.
2. It is requested that your comments / suggestions with regard to improvements
/ modifications in specification / STR of this item may be submitted in the
following format alongwith the justification for the changes required.
Part A: Basic Information
SN Particulars Information
1 Name
2 Designation
3 Professional Qualification
4 Organization / Firm’s Name
5 Address for Correspondence
6 Contact No.
7 Email ID
8 In case of Firm / Individual: Manufacturing experience of item (or similar Item) on which comments are offered
9 Where relevant: Whether any technical document to support suggested changes is available / enclosed for better appreciation
Part B: Comments / suggestions on the specification
SN Clause No. of RDSO STR / Spec
Clause, as exists in RDSO STR / Spec
Clause , as it should read after incorporation of comments / suggestions in the RDSO Spec / STR
Justification for changes
Comments may be sent to:
Executive Director /Carriage
Research Designs and Standards Organization
Manak Nagar, Lucknow – 226011
Email: [email protected], [email protected]

Ref: CG-WI-
4.2.1-1 Ver 2.0
Page 1 of 26 Date of issue
June, 2020 Spec. No. C-9907 (Rev.5)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
INDIAN RAILWAYS
SPECIFICATION FOR NON ASBESTOS BASED LOW FRICTION COMPOSITE
BRAKE BLOCKS FOR APPLICATION ON COACHING STOCK OF
INDIAN RAILWAYS
S. No. Month/Year of
Issue
Revision/
Amendment Page No. Reason for Amendment
1. October, 1999 First Issue - -
2. September, 2002 Revsion-1 10 to 12 Friction band and test scheme
modified
3. December-2003 Revsion-2 All Acceptance procedure
modified
4. January-2009 Revsion-3 All
Upgraded as per UIC-541-4,
May2007
5. May, 2009 Revision-4 5,6,8,9,15 to 19,21
& 23
Make test procedure more
clear for inspection
6. September, 2016 Amendment-1 3
To include the ISO Doc.
No. September, 2016
Amendment-1 3 00-0-
7.1-1 1, New sub clause
No.1.2 added under
clause no. 1 of Scope.
7. June, 2020 Revision-5 3, 6, 7, 11
Acceptance procedure
modified to enhance
indigenous vendor base.
Issued By
Research Designs and Standards Organization
Manak Nagar, Lucknow-226 011

Ref: CGW 0001
(Rev. – 4)
Page 2 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
INDEX
S. No. Description Page No.
1.0 Scope 3
2.0 Requirements 3
3.0 Acceptance procedure 6
4.0 Inspection 8
5.0 Testing facilities 10
6.0 Packing 10
7.0 Warranty 10
Appendix-I Features of Main Line Coaches 11
Appendix -II Mean Coefficient of Friction 12
Appendix -III Test Scheme for Type Acceptance Test on Brake Blocks 13
Appendix -IV Shear Strength Test 15
Appendix -V Bending Strength Test 16
Appendix -VI Test Methods of:
A. Measurement of Density
B. Hardness Test
C. Acetone Extraction Method
D. Modulus of Elasticity (Compression)
E. Ash Content
F. Cross Breaking Strength
G. Location, form and dimensions of test specimens
19
19
21
22
23
24
25

Ref: CGW 0001
(Rev. – 4)
Page 3 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
SPECIFICATION FOR NON-ASBESTOS 'L' TYPE COMPOSITE BRAKE BLOCK FOR
COACHING STOCK OF INDIAN RAILWAYS
1. SCOPE:
1.1 This specification covers the technical requirements of Low Friction 'L' type non asbestos based
composite brake blocks to replace cast iron brake blocks on BG main line coaches without
altering the brake head.
1.2 All the provisions contained in RDSO's ISO procedures (titled "Vendor - Changes in approved
status") latest, shall be binding and applicable on the successful vendor/vendors in the contracts
floated by Railways to maintain quality of products supplied to Railways
2. REQUIREMENTS:
2.1 General
2.1.1 The brief features of mainline coaches are given in Appendix-I
2.1.2 The wheel profile is as per RDSO drawing number SK-91146 with latest alteration. For
bedding in, the cross section profile of the brake block must correspond to the profile of wheel
given in RDSO drawing No.SK-91146 with latest alterations.
2.1.3 The composition of the material and the manufacturing process for series production of `L' type
composite brake blocks must always conform with that of the prototype brake blocks for which
approval has been given.
2.1.4 The use of asbestos and other fibers harmful to health is prohibited .The use of lead and zinc in
the metal state or in the form of compounds is not advised. Use of other substances of any
composition, which could cause a risk to health and the environment in the form of dust, fibres,
particles or gas released during use of the composite brake block, is not recommended.
PPM level of these compounds if present in traces should be below the OSHA guidelines.
2.1.5 The composition of the material constituting the brake blocks must be selected so as to
guarantee the best compromise between: -
Friction properties.
Wear and service life of composite blocks.
Wear on running surface of the wheels and aggressiveness against the wheel tread. The effect on adhesion values between the rail and wheel.

Ref: CGW 0001
(Rev. – 4)
Page 4 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
2.1.6 The characteristics laid down in this specification must be maintained for the complete usable
thickness of the braking material.
2.2 FRICTION REQUIREMENTS
2.2.1 As far as possible the co-efficient of friction must be independent of the initial braking speed,
the state of bedding-in of the brake block, the specific pressure as well as the temperature and
atmospheric conditions.
2.2.2 The tolerance bands of the mean coefficient of friction shall be as per Annexure-II. 80% of the
mean co-efficient of friction values must lie within the band. Not more than 5% values should
be above the band.
2.2.3 During bedding-in, the coefficients of friction must not vary by more than ±15% from the
values obtained under the same conditions when the bedding is complete .
2.2.4 Under the influence of water, i.e. under wet conditions the average coefficient of friction must
not vary by more than ± 15% in relation to the value obtained during braking when dry with
other conditions remaining the same.
2.2.5 After prolonged braking followed by braking to a stop, particularly high temperatures occur.
Even in the case of these temperatures (Max. 400C on the opposing friction surface) the
average co-efficient of friction must not vary with the other conditions remaining the same by
more than ±15%, in relation to the value obtained during braking in cold and dry state.
2.2.6 During tests on the friction test bench on the brake blocks, there must be no flame formation,
excessive smoke, bonding agent sweating, sustained crushing, severe odour formation, large
area crumbling or detachment or other defects which reduces the mechanical strength
2.3 GEOMETRICAL CHARACTERISTICS
2.3.1 The controlling dimension of the brake block shall conform to the requirements given in RDSO
drawing number SK-99048 with latest alteration.
2.3.2 The constructional features of the brake block must enable them to wear down to a thickness of
10mm, including the back plate, without parts of the reinforcement or back plate coming into
contact with the running surface of the wheel tread.
2.3.3 The composite brake blocks must have permanently legible wear limit marks in yellow colour in
the area of the brake block side facing away from the flange, where marks have a distance of
10mm from the rear of the backing plate.
2.4 MECHANICAL, PHYSICAL AND CHEMICAL FEATURES
2.4.1 Proof obligations of manufacturer:

Ref: CGW 0001
(Rev. – 4)
Page 5 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
The manufacturer of CBB must present a product specification giving sufficient detail of the
mechanical, physical and chemical features in their QAP. The values of density, hardness,
compression modulus, cross breaking strength, acetone extract & ash content must be given
for acceptance purposes. The test procedure of these properties shall be as per Appendix-VI of
the specification.
2.4.2 The various elements making up the brake blocks must be spread uniformly in the body of the
block. There must be no pitting, flakes or other defects. The material must not attack the
opposing friction surface or give rise to the formation of metallic inclusions.
2.4.3 No method is laid down for fixing the composition material to the back plate. The back plate
must be designed to withstand the forces likely to occur during service.
2.4.4 The blocks must not reduce the adhesion between the wheel and rail to an unacceptable degree
compared with that normally obtained from vehicles fitted with cast iron brake blocks.
2.5 Mechanical requirements
2.5.1 Shear Strength:
The backs of the brake block and method of connection between the backing plate and friction
material must be designed so that any stresses occurring can be safely resisted. The connection
shall be tested using the test device shown in Appendix-IV with a test load of minimum
15KN. After the end of the test, there should be no damage to the friction material/backing
plate connection.
2.5.2 Bending Strength:
The bending strength is tested in the method shown in Appendix-V.
After the end of test there must be no visible surface or through cracks and no detachment
from the backing plate.
2.6 Thermal Requirement:
2.6.1 The friction material must not cause heat damage to the wheel treads in service. Also it must
not damage the friction surface or have a tendency to form metallic inclusions.
2.6.2 Composite brake blocks must resist the maximum heat stresses occurring within the limits
without burning, melting, forming and sewer deposits on the wheel treads or wearing to an
unusually great extent during service.
2.6.3 The brake blocks in service should give least/controlled smoke emission and should not give
away unpleasant/burning odour.

Ref: CGW 0001
(Rev. – 4)
Page 6 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
2.6.4 The frictional material should be able to withstand a temperature of 400 0C, without
worsening of its performance properties, measured on the rubbing surface of the brake block.
2.7 MARKING
2.7.1 The composite brake blocks must bear the following marking on the backing plate:
a) Manufacturer's name / short name.
b) Month & Year of manufacture
c) Type designation of brake block i.e. "L C"- to indicate 'L' type material for coaching stock.
Above marking shall be embossed or punched and must be applied so that each composite
brake block can be identified even after complete wear.
d) Condemning limit
e) The manufacturer’s name/short name, Batch and Lot Number shall be marked
on the side of brake block in black on the condemning limit mark, so that it should be visible
throughout the service life of brake blocks.
3. ACCEPTANCE PROCEDURE
3.1 For new Supplier/Manufacturer
3.1.1 A Supplier / manufacturer seeking to supply brake blocks to Indian Railways must have a
technical collaboration with an foreign manufacturer who has experience in manufacturing rail
road brake blocks. The foreign collaborator must have existing manufacturing and test facilities
including full-scale dynamometer for manufacturing and testing of brake blocks. The foreign
company collaborator will have to give detailed information including type acceptance test data
run as per Clause No. 2.2 and other details in accordance with Clause No. 2.4.1. The tests on the
dynamometer will be carried out by the collaborator as per Test Scheme given in Apprndix-III.
The companies, which are in the business of friction composition material and have established
all the requisite manufacturing and testing facilities including full scale rail dynamometer for
indigenous manufacture of the Railway brake block and are following a quality assurance plan
to the satisfaction of RDSO, should submit dynamometer test results after testing of samples on
their own dynamometer as per Test Scheme given in Appendix-III and other details in
accordance with Clause No. 2.4.1.
3.1.2 The condition of foreign collaboration is strictly applicable for those companies, which are not
in the business of manufacturing friction composition materials. However, the companies,
which are in the business of friction composition material and have established all the requisite
manufacturing and testing facilities including full scale rail dynamometer for indigenous
manufacture of the Railway brake block and are following a quality assurance plan to the
satisfaction of RDSO may be exempted by RDSO from the requirement of foreign
collaboration. Such firm's should submit dynamometer test results after testing of samples on
their own dynamometer. A Supplier / manufacturer (who is not in business of friction material)
seeking to supply brake blocks to Indian Railways must have a technical collaboration with a
reputed manufacturer who has experience in manufacturing rail road brake blocks. The

Ref: CGW 0001
(Rev. – 4)
Page 7 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
collaborator must have existing manufacturing and test facilities including full-scale
dynamometer for manufacturing and testing of brake blocks. The collaborator will have to give
detailed information including type acceptance test data run as per Clause No. 2.2 and other
details in accordance with Clause No. 2.4.1. The tests on the dynamometer will be carried out
by the collaborator as per Test Scheme given in Appendix-III.
3.1.3 The collaborator presenting a new composition brake block would have to ascertain it’s
performance and particularly it's possible deleterious effects on wheels by means of trials
carried out in service. The tests must be continuous for at least six months.
3.1.4 The supplier shall submit a copy of approval certificate issued to their collaborator by any rail
road for composition brake blocks.
3.1.5 The supplier shall submit a copy of memorandum of understanding (MOU) jointly signed by the
supplier and collaborator.
3.1.6 The supplier shall submit the list of past supplies made by their collaborator to different rail
road along with specifications followed for manufacture and supply of brake blocks.
3.1.7 The supplier shall submit the list of plant and equipment available along with capacity, numbers
of such equipments, manufacturer name etc. available with collaborator.
3.1.8 The report on the tests mentioned in clause 3.1.1, 3.1.2 and 3.1.3 as applicable should be
presented together with a request for type acceptance.
3.1.9 The supplier shall submit detailed drawing of the brake block for approval of RDSO. The
dimensions mentioned in the RDSO drawing No.SK-99048 with latest alteration must be
complied for the fitment aspects and design aspect (except fitment aspect) can be suggested by
the manufacturer.
3.1.10 The supplier will submit six numbers of brake blocks for test on RDSO's own brake
dynamometer and four samples will be tested as per Test Scheme given in Appendix-III. The
test charges will be paid by the supplier.
3.1.11 The wear should be uniformly distributed over the entire depth of the block. It should be as low
as possible and be largely independent of the type of brake load application. The wear value
found by weighing should not exceed 3 cc/ kwh / block.
3.1.12 The average wear rate recorded during dynamometer testing at RDSO on prototype brake blocks
for which approval has been given will form the basis for further quality checks. The wear rate
in subsequent dynamometer testing should not be more than 20% higher than the wear rate of
prototype brake block for which approval has been given. The manufacturers will specify the
wear rate in their QAP. This will be only part of quality checks not the acceptance test.

Ref: CGW 0001
(Rev. – 4)
Page 8 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
3.1.13 The brake blocks tested on the dynamometer must meet the requirements concerning friction
and temperature given in clause 2.2 of this specification.
3.1.14 On successful completion of the dynamometer testing at RDSO the brake blocks shall undergo
extended field trials. The field trial shall be carried out in two phases. The first phase shall
consist of field trials of 1000 imported brake blocks for six months or 1,00,000 Kilometers
whichever is earlier. On successful completion of these field trials 1000 indigenously
manufactured brake blocks shall undergo the field trials for six months or 1,00,000 Kilometers
whichever is earlier. The field trials shall be monitored by DG/RDSO or his authorised
representative. Imported trials may be dispensed with at discretion of RDSO subject to firm
having all facilities for indigenous production and testing including dynamometer. Wherever
such dispensation is granted either for imported or indigenous suppliers the field trial scheme
will be suitably modified to have more assurance of the brake block and will be nine months or
1,50,000 Kilometers whichever is earlier
Field Trial:
On successful completion of the dynamometer testing at RDSO the brake blocks shall undergo field
trials.
i. For supplier as per clause 3.1.1- The field trial shall be carried out on 1000 nos. brake
blocks for six months or 1,00,000 km whichever is earlier.
ii. For supplier as per clause 3.1.2- The field trial shall be carried out in two phases. The first
phase shall consist of field trials, of 1000 collaborator brake blocks for six months or
1,00,000 km whichever is earlier. On successful completion of these field trials 1000 brake
blocks manufactured by the supplier shall undergo the field trials for six months or 1,00,000
km whichever is earlier. The field trials shall be monitored by RDSO. Collaborator trials
may be dispensed with at discretion of RDSO subject to supplier having all facilities for
production and testing including dynamometer. Wherever such dispensation is granted for
the field, trial scheme (for supplier’s brake block) will be suitably modified to have more
assurance of the brake block and will be nine months or 1,50,000 km whichever is earlier.
3.1.15 Based on the technical evaluation further action will be taken for manufacture of composition
brake blocks.
3.2 For supplier/manufacturers already cleared for imported/indigenous supply
3.2.1 The supplier shall get his Quality Assurance Plan approved by RDSO before undertaking
manufacture of the brake block. The Quality Assurance plan must contain the details of process
of manufacture, process controls, quality records maintained, specific wear rate and values of
following parameters.
a) Density : Variation should be within + 0.10 units
b) Ash content (in %) : Variation should be within + 3

Ref: CGW 0001
(Rev. – 4)
Page 9 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
c) Acetone extract : Should be less than 3%
d) Hardness : To be within + 10 Units.
Also, out of all nine individual hardness reading, at least 7
values should be within the specified range of + 10 Units and
remaining two readings may be within the range of + 15 units.
e) Minimum Cross-breaking strength value.
f) Maximum Compression modulus value.
The base values of above properties shall be taken as per actual test results obtained on
prototype brake blocks for which type approval was given.
The location for taking test specimen from brake block is given in Appendix-VI.
3.2.2 The supplier shall undertake full-scale dynamometer test on the brake blocks under supply to
Indian Railways, as per test scheme given at Appendix-III. For this purpose requisite samples
shall be picked up by RDSO/Inspecting Authority and the supplier shall arrange testing of the
blocks. To audit the quality control RDSO at their discretion may pick up samples for
dynamometer testing at RDSO/Lucknow.
The frequency of testing samples on dynamometer should be after manufacture of every
20,000 numbers of brake blocks.
3.2.3 In case dynamometer is under break down due to any of the reasons, the dynamometer testing
shall be conducted at the collaborator plant or at RDSO. The manufacturer shall bear the testing
charges in case blocks are tested at RDSO.
4 INSPECTION
4.1 The inspection of the brake block shall be carried out by Director General/RDSO or his
authorised representative at the premises of the supplier.
4.2 The inspection will be carried out as per the following procedure.
i) Supplier to submit pre-inspection report for the lots offered for inspection as per the
approved QAP of the firm.
ii) Supplier to ensure traceability of each block to it's parent mix batch number.
iii) The Inspecting Authority shall inspect the quality records maintained by the supplier for the
entire lot.
iv) Each lot offered for inspection shall consist of 2000 brake blocks or part thereof and shall
represent the mix batch numbers out of which these brake blocks have been manufactured.
The brake block of the lot shall be kept batch wise in such fashion that random sampling
from all batches of the offered lot is made possible. The brake blocks manufactured from
same mix shall constitute one batch.
v) Minimum 20 numbers of every offered lot of 2000 numbers brake blocks are part thereof
will be selected at random and checked for dimensional accuracy. Dimensions are to be

Ref: CGW 0001
(Rev. – 4)
Page 10 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
checked as per approved drawing of manufacturer. However it is to be ensured that blocks
from different mix batches will be taken up for inspection.
vi) One brake block selected at random will be subjected to shear strength test as per Appendix-
IV.
vii) At least five brake blocks shall be tested for bending strength test for each condition given in
Appendix-V.
viii) One brake block selected at random from the above lot shall be tested as per Appendix-VI
for the following which should confirm to the values approved in the QAP of the supplier. In
case, two brake blocks are selected for the test, then test specimen for density, ash content,
hardness, acetone extract and compression modulus shall be taken from the one brake block
and only the test specimen for cross breaking strength shall be taken from other brake block.
a) Density
b) Ash contents
c) Hardness
d) Acetone extract
e) Cross breaking strength
f) Compression modulus
g) Any other test specified by RDSO
The block shall be accepted based on acceptable readings given in the approved QAP of the
supplier. The test methods are given in Appendix-VI.
ix) One brake block selected at random from the lot shall be subjected to any other test as
decided by the manufacturer and RDSO.
4.3 The brake blocks shall conform to the requirements mentioned in clause 4.2. Should any of the
samples selected as clause 4.2 fail to meet the requirements of any of the requirements, double
the quantity of samples stipulated in clause-4.2 shall be selected for tests. Should any of the
brake blocks fail to meet the requirements of any of the tests on retesting, the entire quantity of
brake blocks offered for inspection shall be rejected and brake blocks shall be rendered
unserviceable.
5 TESTING FACILITIES
i) Supplier shall have adequate facilities for checking of brake blocks according to dimensional
tolerances shown on drawing.
ii) The supplier shall have adequate facilities for determining the characteristics laid down in
clause 4.2.
iii) The supplier shall have in house full scale dynamometer facilities to test the brake block as per
test scheme laid down in Appendix-III. The brake block tests on full-scale dynamometer shall
meet the requirements given in clause 3.1.11 to 3.1.13.
6 PACKING

Ref: CGW 0001
(Rev. – 4)
Page 11 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
The brake blocks shall be securely packed in cardboard crates with enough cushions so that there is
no damage to brake blocks during transit.
7 WARRANTY
The composite brake block will have warranty against any manufacturing defect noticed during the
service before the condemning limit is reached or 18 months from the date of supply whichever is
earlier. Manufacturer shall replace the defective brake blocks within a month’s time from the receipt
of information from user railways without any cost.

Ref: CGW 0001
(Rev. – 4)
Page 12 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
Appendix-I
FEATURES OF MAINLINE COACHES
1. Max. axle load (t) 16.25
2. No. of axles per coach 4
3. Wheel dia. (mm)
New 915 +3/-0
Condemning 813 825
4. No. of wheels/coach 8
5. Brake blocks/wheel 2
6. Brake force on block (Kg) 2500
Max 2500
Min 2000
7. Maximum speed (Kmph) 140 130
8. Type of brakes system Underframe mounted twin pipe graduated release air brake
system.
9. Type of brake head. ICF Drg. No. T-3-1-617

Ref: CGW 0001
(Rev. – 4)
Page 13 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
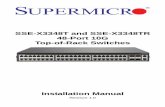
Appendix -II

Ref: CGW 0001
(Rev. – 4)
Page 14 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
Appendix -III
TEST SCHEME FOR TYPE ACCEPTANCE TEST ON `L’ TYPE COMPOSITION
BRAKE BLOCKS FOR PASSENGER COACHES
1. Diameter of wheel – 915mm (ICF BG Main Line Wheel)
2. No. of brake blocks per wheel – 2
3. Axle load – 16.25t.
Brake
application
No.
Speed
km/h
Blower
speed
rpm
Force per
brake block
(kg)
Initial temp. of
wheel tread
(deg. C)
Remarks
1 2 3 4 5 6
a-n 60 750 2000 20-60 Braking to stop until running in
conditions of 80% is obtained. weigh.
1-6 50 750 2000 20-60 Braking to stop under dry conditions
after cooling the wheel if necessary
7-12 80 750 2000 60-80 -do-
13-18 120 750 2000 80-90 -do-
19-24 50 750 2000 20-60 Braking to stop under wet conditions
after cooling the wheel if necessary
25-30 80 750 2000 60-80 -do-
31-36 120 750 2000 60-80 -do-
37-42 50 750 2500 20-60 Braking to stop under dry conditions
after cooling the wheel if necessary
43-48 80 750 2500 60-80 -do-
49-54 120 750 2500 80-90 -do-
55-60 50 750 2500 20-60 Braking to stop under wet conditions
after cooling the wheel if necessary
61-66 80 750 2500 60-80 -do-
67-72 120 750 2500 60-80 -do-
Weigh at the end of last stop
73 60 750 20-40
Drag braking at speed of 60 kmph with
30 KW for 20 minutes immediately by
braking to stop with brake block force
of 2500 kg under warm condition.
Measure temperature of wheel & brake
block after drag braking and
immediately after drag braking to a stop.

Ref: CGW 0001
(Rev. – 4)
Page 15 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
Appendix -III (contd.)
NOTE: -
1. The wear values found by weighing shall not exceed 3 cc/kwh. Wear measurement will be carried
out at the beginning of the test and at the end of last stop before drag braking test is carried out.
2 The following parameters shall be measured/recorded during the above test,
Wheel tread diameter before and after test.
Instantaneous coefficient of friction.
Mean coefficient of friction.
Surface condition of brake block after the test specially in respect of grooving metallic
inclusions, burning, uniform wear, over-heating etc. and the wheel tyre in respect of
polishing, pitting, flaking, cracking and other defects after the test is over.
Maximum Temperature reached on brake block and wheel tread during the test.
General observations regarding smoke, smell, sparks and noises.
3 Before beginning the test on a tyre turned wheel, the running tread of the wheel shall be polished by
direct brake applications with composition brake blocks.
4 Friction characteristics shall be evaluated as under:
The value of instantaneous coefficient of friction should be plotted and presented for
generating data.
The mean coefficient of friction should lie within the following values:
Brake Block Force Speed,
in kmph
Coefficient
of Friction
Coefficient
of Friction
2000 50 0.095 0.26
80 0.095 0.22
120 0.095 0.21
2500 50 0.095 0.21
80 0.095 0.18
120 0.095 0.17
5 For other parameters analysis of data shall be done as per methods given in UIC leaflet 541-4 OR
and ORE Report B-64 / RP 10

Ref: CGW 0001
(Rev. – 4)
Page 16 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
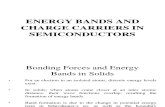
Appendix-IV
Shear Strength Test
Test conditions:
Test load, F = Minimum 15 KN
Test Specimen: Brake block having a groove of minimum 3mm width in centre upto back plate as shown
above.
Apparatus/ Equipment:
Universal testing machine, capable of loading of minimum 15KN within the four seconds and
maintaining the load for minimum two minutes.
Testing device as shown above.
Procedure:
The test is to be carried out on UTM with testing device as shown above.
A new block is to be used for the test.
Test load 'F' is to be applied evenly in the direction of the circumferential load when braking and
increased to the maximum load of minimum 15KN within 4 seconds and maintained constantly for
minimum two minutes.
After end of the test, brake block should meet the requirements specified under clause-2.5.1.
Brake block shall be tested at both ends.
This test is based on UIC code 541-4 OR, May 2007

Ref: CGW 0001
(Rev. – 4)
Page 17 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
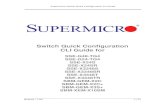
Appendix –V
BENDING STRENGTH: - Test procedure is based on UIC code 541-4 OR, May 2007
Test Conditions:
For Test-1: -
Test Force, Fb = Minimum 28 KN
Support width, Ls1 = 220 mm
Deflection, Δ h1= Minimum 2 mm
For Test-2: -
Test Force, Fb/2 = Minimum 14 KN
Support width, Ls2 = 85mm
Deflection, Δ h2= Minimum 1 mm
Test Specimen: Brake block
Apparatus/Equipment:
Universal testing machine (UTM) should be capable to apply test force at speed of 30mm/min. and should
be able to maintain the test force constantly for minimum two minutes. Machine should also have the
facility to display/record the load & deflection with accuracy of minimum two decimal places.
Fixtures shown in fig. 2 & fig.4.
Support bracket shown in fig. 3 & fig. 5.

Ref: CGW 0001
(Rev. – 4)
Page 18 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
Test – 1:
Note: 1. The height ‘H’ to be kept as that the back plate of brake block become horizontal.
2. The dimension, 62 +0/-2, support length LS1, 220 +5/-0 and support radius R5±0.1 must be
maintained.
3. All dimensions are in mm.
Test procedure:
Mark the support locations on brake block.
Place the support bracket shown in Fig.-3 on UTM.
Place the brake block on support bracket as shown in Fig.1.
Place the fixture (Fig.-2) on brake block for load application.
To ensure the positive contact between the fixture and brake block, apply a load of minimum 100N
and set the deflection at zero.
Increase the load of minimum 28KN or for deflection of minimum 2mm at the speed of
30mm/min., hold constant for minimum two minutes and then release the load.

Ref: CGW 0001
(Rev. – 4)
Page 19 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
Brake block should meet the requirements specified under clause-2.5.2.
Five tests must be performed.
Test-2: -
Note: 1. The height ‘H’ to be kept as that the back plate of brake block become horizontal.
2. The support length LS2, 85 +5/-0 and support radius R5±0.1 must be maintained.
3. All dimensions are in mm.
Test procedure:
Mark the support locations on brake block.
Place the fixture shown in Fig.-4 for load application on UTM.
Place the support bracket (Fig.-5) on fixture for load application.
Place the brake block on support bracket as shown in Fig.1.
To ensure the positive contact between the fixture and brake block, apply a load of minimum 100N
and set the deflection at zero.

Ref: CGW 0001
(Rev. – 4)
Page 20 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
Increase the load of minimum 14KN or for deflection of minimum 1mm at the speed of
30mm/min., hold constant for minimum two minutes and then release the load.
Brake block should meet the requirements specified under clause-2.5.2.
Five tests must be performed.
Appendix –VI
TEST METHODS: - The test methods given in this appendix are based on UIC code 541-4 OR, 1990 and
ORE Report B-64 / RP 10.
Preparation of Specimens
The specimens are obtained from the brake blocks as described in this appendix.
The diagram shows their location, form and dimensions.
A MEASUREMENT OF DENSITY
Preparation of Specimens:
Cut sample of 40 x 40 x 10mm from the block as shown in sub clause-G of Appendix-VI.
The specimen intended for the hardness test may be used for measuring the density, before the hardness test
is carried out. The specimen should be dried suitably to carry out the hardness test on the same specimen.
Two methods are available for use:
1 The specimen is weighed to an accuracy of 1mg and measured to an accuracy of 50 µm.
The density is obtained by the following formula:
Mass of specimen (g) --------------------------------- = Density (g/cm3)
Volume of specimen (cm3)
2 The specimen is suspended by a thin thread from the hook to a weighing scale and its weight
in air is measured to an accuracy of 1mg. The specimen is then freely suspended in water at
a temperature between 18ºC and 24ºC and then weighed again. Before weighing, any air
bubbles adhering to the specimen must be removed, which can be facilitated by adding a
trace of detergent to the water. The density is then obtained by the following formula:
Weight in air
------------------------------------ = Specific gravity
Weight in air- weight in water
Density = Specific Gravity x Density of water i.e. 1g/cm3
3 Test specimen shall be taken from the location of brake block shown in sub clause-G of
Appendix-VI.

Ref: CGW 0001
(Rev. – 4)
Page 21 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
B HARDNESS TEST
Preparation of Specimens
Cut sample of 40 x 40 x 10mm from the block as shown in sub clause-G of Appendix-VI and
machining the back until the whole holding plate has been removed and a smooth surface parallel to
the top side (braking side) obtained.
The specimen intended for the hardness test may be used for measuring the density, before the
hardness test is carried out. The specimen should be dried suitably to carry out the hardness test on
the same specimen.
After recording the hardness measurements on the upper surface (To preparation refer to paragraph
2) this surface is ground down 5mm parallel to the lower surface. A new series of hardness
measurements is then obtained.
2 Test method
The test is carried out in accordance with method A of standard ASTM D 785
For soft materials (<100HRX) a non-standard 19 mm ball is used in order to prevent wide
scatter. The minimum (initial) load is 10kgf (98.0665N), the maximum (total) load is 60 kgf
(588.399N).
The test scale is called "X"
For hardness values greater than 100HRX standard scale "R" is recommended.
2.1 Method A (scales "X" and "R")
After putting the specimen into position, the minimum load of 10 kg is applied and the small
pointer is set to zero within 10 seconds.
The large pointer is set to (B) 30 on the red scale. Within 10 seconds, after the application of
the minimum load and immediately after setting the dial, the minimum load of 10kgf
(98.0665 N) is increased to maximum load of 60kgf (588.399N). The maximum load is then
reduced to the minimum load after 15 seconds.
The Rockwell hardness HRX is read off on the red scale 15 seconds after the reduction of
the maximum load.
The HRX hardness value is obtained as follows:
HRX value=130-penetration depth (scale divisions)
Note: If the depth of penetration exceeds 130 scale divisions (0.26mm), negative values are
obtained
3 Number of measurements and calculation of hardness
Nine measurements are to be obtained on the two surfaces. Five measurements are to be
obtained from upper surface and four measurements are to be obtained 5mm below the
original upper surface. The minimum distance between two penetrations or between one

Ref: CGW 0001
(Rev. – 4)
Page 22 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
penetration and the edge of the specimen shall be 10mm. The arithmetical mean of these
values is the surface hardness.
C ACETONE EXTRACTION TEST
The following materials and equipment are required:
a) Pure acetone
b) Apparatus for crushing the specimen into powder
c) A sieve with a nominal mesh of 425 µm in accordance with ISO standard 565 (1)
d) A sieve with a nominal mesh of 250 µm in accordance with ISO standard 565 (1)
e) An analytical scale with an accuracy of 0.001g.
f) A Soxhlet extraction apparatus, or other apparatus, which has been shown to produce similar
results.
g) A drying oven with air circulation adjustable to 50±2 ºC.
Specimen Preparation:
A specimen representative of the friction material is reduced to powder form by filing, milling,
turning or boring, without excessively heating the material. The powder is then sieved, using the
sieves described under c) and d) above, preserving for extraction only the matter having passed
through sieve c) and retained by sieve d). Suitable precaution must also be taken to prevent the
powdered specimen from absorbing moisture.
Test Procedure:
Two portions of the sieved material must be tested. One specimen of approx 3g is weighed to an
accuracy of 0.001g on calibrated filter paper with large pore size or in a thin extraction crucible. The
use of whatman filter paper is considered acceptable for this purpose. After covering the crucible, or
the filter paper containing the specimen, so that none of the powder can escape, the specimen is
placed into the siphon of the extraction apparatus. The condenser, siphon and flask, into which 50 to
200 ml of pure acetone has been filled, are then assembled. Heating is regulated so that siphoning
occurs 20 to 30 times per hour and extraction is continued for at least 6 hours. At the end of this
period the flask is withdrawn and the content is transferred to the smaller flask or a bowl having
previously been weighed to an accuracy of 0.001 g. The empty flask is rinsed with approximately
20 ml acetone, which is then added to the extract.
The acetone is then evaporated by a suitable method, taking care that the temperature does not
exceed 50 ºC. The receptacle holding the residue is then placed into the oven, where it remains for
30 minutes at a temperature of 50±2 ºC. The receptacle is then removed from the oven, cooled in a
drier to room temperature and weighed heating, cooling and weighing is repeated until a consistent
mass is obtained, i.e. until the difference between two successive weightings does not exceed
0.003g.

Ref: CGW 0001
(Rev. – 4)
Page 23 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
The specimen content of matter soluble in acetone is obtained in the form of a mass percentage by
applying the following formula:
m1
---- x 100
m0
where:
m0- Mass of the test specimen in g,
m1- Mass of dry extract in g.
The arithmetical mean of the values obtained from the two portions of the test specimens is
considered to be the specimen content of matter soluble in acetone.
The test report should present the following details:
a) Reference to this method.
b) Complete description of the specimen.
c) Method used to reduce the block material into powder form.
d) Content of matter soluble in acetone of each portion of the test specimen.
e) Arithmetical mean of the results obtained from the two portions.
f) Date of test.
Test specimen shall be taken from the location of brake block shown in sub clause-G of Appendix-
VI.
D MODULUS OF ELASTICITY (COMPRESSION)
The diameter and the height of the 6 specimens are measured to an accuracy of 10 µm.
The specimens are submitted to a test on a Rockwell hardness tester, on which the ball has been
replaced by a cylindrical mandrel of 13.3mm diameter.
The minimum (initial) load is 10kgf (98.0665N) and the maximum (total) load is 35 kgf
(343.233N).
Before the test is started, the deflection of the test apparatus between minimum and maximum loads
is measured without the test specimen.
The following test sequence is applied to each specimen as shown in sub clause-G of Appendix-VI.
The specimen is placed centrally underneath the mandrel, the minimum load is applied and the dial
is again set to zero (black scale). The maximum load is then applied for 45 seconds, followed by an
application of the minimum load for a further 10 seconds. The dial is again set to zero and the
maximum load is applied again. The reading is taken, when after approximately 10 seconds the
movement of the pointer suddenly slows down.

Ref: CGW 0001
(Rev. – 4)
Page 24 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
The deflection of the apparatus is then subtracted from this reading and the net deflection expressed
in scale graduations is multiplied by two in order to obtain the depression h of the specimen in
µm.
The modulus of elasticity E (mean value of the results obtained with the 6 specimens) is then
calculated by the formula:
3.122 x 105 x h
E = ------------------ N/mm2
D2 x h
H = height of specimen (mm)
D = diameter of specimen (mm)
h = depression of specimen (m )
Test specimen shall be taken from the location of brake block shown in sub clause-G of Appendix-
VI.
E ASH CONTENT
Preparation of test specimen:
A specimen of fine particles of the brake block is prepared by drilling out with 10mm dia. Drill bit
without overheating. The drilling is done perpendicular to the working surface and the depth of the
drilled holes shall not be more than 50% of the total block thickness. Specimen is to be prepared
from the area shown in the Appendix-VI.
Apparatus:
1. Analytical Balance with an accuracy of 1mg.
2. Muffle furnace with pyrometric control to ±50 0C with temperature to 10000C
3. Crucible
4. Tongs
5. Desiccator
No. of tests: One
Procedure:
Weigh previously ignited and cooled empty crucible (without lid) and the record the weight W1.
Load the drilled particles of 1gm in the pre-weighed crucible and weigh to an accuracy of ± 0.1gm
(W2). The crucible containing the sample is placed in the muffle furnace at 825 ± 15 0C and left for
2 hours. After ignition, the crucible shall be removed, cooled in a desiccators and weigh (W3). The
ash content shall be calculated as follows,
W3 – W1
Ash Content in % = ------------ x 100
W2 – W1

Ref: CGW 0001
(Rev. – 4)
Page 25 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
W1 = Weight of the crucible in gms
W2 = Weight of the crucible and sample in gms
W3 = Weight of the crucible and sample (after ignition) in gms
Test specimen for this test may be taken from the location of brake block shown in sub clause-G of
Appendix-VI.
F CROSS BREAKING STRENGTH
Test specimen: Size of the test specimen is 120mm x 15mm x 10mm. Test specimen is to be
prepared from the area shown in the clause-G of Appendix-VI.
Apparatus:
1. Universal Testing machine (UTM)
2. Suitable Jig & fixture having supporting span of 100mm
No. of tests: One
Procedure:
The test shall be carried out at room temperature. The top portion of the jig shall be placed in the
adjustable crosshead of the Universal testing machine and lock in with the key. Place the bottom
portion of the jig in the centre position of the UTM table and adjust the jig so that the top portion of
the jig is aligned to the middle of the bottom portion of the jig. Place the specimen on the jig. Select
load range of the UTM for testing the sample. Apply the load until the sample breaks. Read the load
in kgf. Calculate the cross breaking strength of the specimen using the following equation,
W x L
Cross breaking Strength = 1.5 x --------
b x d2
Where, W= Load in Kgf
L = Distance between jaws of cross break jig
b = width of the specimen (cm)
d = Thickness of the specimen (cm)
Test specimen shall be taken from the location of brake block shown in sub clause-G of
Appendix-VI.

Ref: CGW 0001
(Rev. – 4)
Page 26 of 26 Date of issue
May, 2009 Spec. No. C-9907 (Rev.4)
Signature
Name & Designation
Dhirendra Kulsrestha JE/D/Carriage Prepared By
Ajay Kumar Srivastava SSE/Carriage Checked By
S. K. Sharma/ Jt. Director Carriage/E&S and Brake
Approved By
G LOCATION, FORM AND DIMENSIONS OF TEST SPECIMENS:
****************