
PAMTALK - ESI Group - Virtual Prototyping Software and ...€œWith PAM-RTM for CATIA V5, Airbus is...
24
PAM NEWS FROM THE VIRTUAL TRY-OUT SPACE TALK ISSUE 35 SPRING 2008 www.esi-group.com Product News ESI Group releases VA One 2007.5 Special Report on Composites
Transcript of PAMTALK - ESI Group - Virtual Prototyping Software and ...€œWith PAM-RTM for CATIA V5, Airbus is...

PAMN E W S F R O M T H E V I R T U A L T R Y- O U T S P A C E
TALKISSUE
35
SP
RI
NG
2
00
8
w w w . e s i - g r o u p . c o m
Product News
ESI Group releases VA One 2007.5
Special Report onComposites

To achieve precise simulations, sharpen your tools.
AlternAtive thinking About computer modeling And simulAtion
hp bladesystem c3000 towerperformance: Up to 8 dual multi-core processor half-height bladessimple to manage, easy to control:Integrates server, storage, networking, and power management into a single solutioneasy on your budget: Reduce up-front capital costs and ongoing management costs with HP Thermal Logic Technology
To learn more about how solutions from ESI-Group and Hewlett-Packard can improve your product design workflows, see www. esi-group.com or www.hp.com/go/cae
© 2008 Hewlett-Packard Development Company
Alternative thinking is realizing that advanced simulations are impossible without advanced tools. Precise results can only be achieved with razor-sharp technologies that are powerful enough to address the ever-growing challenges and complexities of computer aided engineering (CAE).
From project conception to project completion, HP experts and industry-leading partners help you sharpen your computing tools to gain more in-depth insights. Achieve higher accuracy simulations and reduced design times with HP’s perfectly honed solutions.
Technology for better business outcomes.

editorial
Composites Modeling and Innovation in MaterialSustainable development is the most important new challenge of our era. After ages of human survival and evolution followed by millennia of efforts to dominate Nature, culminating in the industrial frenzy of the last centuries, our generations today embrace the imperious need to reconcile with our planet and to adopt a more long-term vision. The restless eagerness that animated our forefathers in their quest for progress at any cost has given way to a sense of responsibility towards our environment and future generations.
New values have emerged such as respect for our environment, an extension of more instinctive values such as safety or comfort. For industry, these values equate with new standards and mandatory regulations. Today these demanding standards cannot be met by the traditional industrial schemes, hence the continuing need for innovation: innovation in design paired with innovation in materials. And this is where Simulation-Based Design delivers its contribution.
With Innovation in materials we see the emergence of new materials such as nano-materials and the spread of composite materials which have the elegance to reflect accurately the work of the Engineer: the end result can only be as clean, light and functional as the preparation work has been deep, thorough and specific.
Innovation in materials also sometimes involves traditional materials such as metals, which were thought to have already yielded most of their secrets. But surprisingly, they still hold significant reservoirs for innovation, bringing yet more “intelligent” materials and transformation processes such as very high strength steel and hot forming. With the recent raise of the raw material cost, this innovation field will gain even more importance.
We at ESI Group have noticed how Engineers are often taken by time and welcome a little support. To this purpose, we have bent our experience of Virtual Manufacturing on the recent and highly specific simulation of composite materials and processes. Today we offer a comprehensive set of specific tools to help Engineers put the best of themselves in the parts and processes they design.
contents
Fouad el Khaldi
Director of Product Marketing Virtual Performance and Virtual Manufacturing
PAMN E W S F R O M T H E V I R T U A L T R Y- O U T S P A C E
TALKISSUE
35
SP
RI
NG
2
00
8
w w w . e s i - g r o u p . c o m
Product News
ESI Group releases VA One 2007.5
Special Report onComposites
ISSUE
4
35S P R I N G 2 0 0 8
ed
it
or
ia
l
3
editorial
www.esi-group.com
PAMTALK is issued quarterly by ESI GroupExecutive Editor: Amy de RouvrayEditor-in-Chief: Rita Tronel - [email protected] Group MarketingPARC D’AFFAIRES SILIC99 RUE DES SOLETS - BP 8011294513 Rungis Cedex - FRANCE Tel: +33 (0) 1 41 73 58 00 - Fax: +33 (0) 1 46 87 72 02www.esi-group.com - [email protected]
Design: Agence TETRAKTYS
ISSN 1635-866XPrint: RIVET PRESSE EDITION
24, rue Claude-Henri-Gorceix - 87022 Limoges
Dépôt légal: Mai 07
All PAM and SYS products are trademarks of ESI Group. All other products, names and companies referenced are trademarks or registered trademarks of their respective owners. All text and images included in the articles are the copyright of the companies presenting their applications and simulation tasks.
Photo credits: Airbus, Boeing, Bombardier Aerospace, Citation Corporation, Dassault Systèmes, Faurecia, HP, ITOOL, Jaguar Cars, Microcast Srl, PPE, PreCarBi, Sandia National Laboratories, SkodaAuto, Sun, Vistagy Inc, Visteon, Whirlpool. Cover image: ESI Group source.
10
6
pam-talk #35 spring 2008
S p e c i a l r e p o r t o n c o M p o S i t e S• 3 questions for Patrick de Luca, Composites Solution Manager, ESI Group
S U c c e S S S t o r Y• Chengdu Aircraft Industry and ESI Group Strategic Collaboration for
Aeronautic Composites Manufacturing Engineering• VisualDSS on the move. Process automation reduces time to evaluate
Instrument Panel head impact• ESI Group’s FE-Model of the BioRID-II Dummy for PAM-CRASH 2G Helps
Car Manufacturers Minimize Occupant Whiplash• Using PAM-STAMP 2G FAURECIA reduces tooling design time for seat
components by 20%
pa r t n e r S h i p• ESI Group Joins Dassault Systèmes’ PLM MarketPlace• ESI Group Accepted Into the IBM SOA Specialty
p r o D U c t n e W S• New Version of PAM-CEM Solutions, Software for Computational
Electromagnetics• Beijing Seminar on Simulation of Automotive Design and Manufacturing• VisualDSS optimizes cross functional simulation productivity• ESI Group releases VA One 2007.5 : The ONE simulation environment
for vibro-acoustic analysis and design
S U c c e S S S t o r Y• Computational Fluid Dynamics Simulation Improves
Design of Hand-Held Chemical Analysis System• ŠkodaAuto adopts Simulation-Based Design for crash
and safety analysis to score 5 stars at EuroNCAP
c a S t i n g• Die Casting Simulation Solves Nonfill Problem,
Saving $50,000+ Per Year• ESI Group Casting Solutions in Latin America’s
Largest Foundry Events • Solidification Course 2008
c o r p o r at e• ESI Group rises to 47th position in the Truffle 100 Europe 2007• Mark your calendar for these events! • Welcome to our new ESI Group website!• 2007/08 annual sales: e68.9 M
11
14
18
22

special report4
Special report on Composites
www.esi-group.compam-talk #35 spring 2008
Putting it simply, a “composite material” is a material composed of at least two elements combined in such a way that the material properties of the whole are different from the properties of each individual element. In practice, most composites are made of a bulk material, the ‘matrix’ – typically polymer, metal or ceramic, and a ‘reinforcement’ usually added to increase the strength and stiffness of the matrix, such as carbon, glass or aramid fibers.
From a process point of view, one would rather say that a composite is designed as an array of carefully oriented
fibers held together by the matrix. Indeed, the tremendous advantage of composite materials over plain isotropic materials (such as metals) is that reinforcements can be added locally and oriented precisely to meet specific requirements: for example, a flat surface with all fibers aligned in the same direction will be exceptionally rigid in that direction while easily bendable in the other. It gets more technical (and more industrially interesting) when reinforcements are laid-out and stacked specifically to maximize mechanical properties where needed while making other less strained areas much lighter.
ESI Group offers a set of simulation tools that define and optimize the manufacturing processes for composite parts. PAM-FORM helps with draping, thermoforming and diaphragm-forming processes, PAM-QUIKFORM for CATIA V5 predicts the deformation of the reinforcement of composite parts during manufacturing, and PAM-RTM focuses on injection and infusion processes. Beyond these services for manufacturing engineers, the simulation results can feed into ESI Group’s stress-analysis program, SYSPLY, to make sure the manufactured part fulfills the mechanical performance requirements.
This capacity to adapt the material itself to the required function is of particular interest to all industries where tight performances, high formability and controlled weight are critical: from aeronautics and shipbuilding, to automotive and consumer goods.
Based on Airbus specifications, ESI Group has developed in CATIA V5 a simulation application for composite parts manufactured using liquid composite molding processes.“With PAM-RTM for CATIA V5, Airbus is introducing the numerical simulation of
manufacturing liquid composite molding processes. It is seen as a major breakthrough that will help us remain at the cutting edge of the technology in the composite material field”declares Gilles Debril, Airbus Concurrent Engineering, Composite Project Manager.
PAM-RTM results were used by Bombardier Aerospace, Belfast, in their assessment of the Resin Transfer Molding (RTM) feasibility of a new composite flap. Several process parameters were studied in order to reduce the risks associated with progressing a new design. The parameters included injection strategies, injection channels, preforms assembly and resin aging.
composite flap studied with paM-rtM - image courtesy of Bombardier aerospace
Whirlpool uses PAM-FORM to successfully predict and eliminate manufacturing problems
The pre-stretching pressure is optimized to eliminate wrinking during the forming of a refrigerator’s innerliner.
refrigerator innerliner - courtesy of Whirlpool
PAM-RTM brings innovation for manufacturing composite ship parts by injection
Poncin Yachts, a newcomer to the French boating and salling industry, is developping and producing a modem range of 9-to-15-metre-long sailing boats using high-performance and computer-controlled tooling organized around an innovative industrial manufacturing process: resin transfer molding and vacuum infusion for making composite hulls and decks.
“Since we did not have PAM-RTM, we subcontracted all simulation work to the Pôle de Plasturgie de l’Est cluster (PPE)” explains David Etien, director in Poncin Yachts.PAM-RTM software has made it possible to design and develop new tooling for composite materials production lines using “closed mold” technology. This innovative technique enables parts of an enhanced quality and a very shiny final appearance to be obtained.
Simulation showing the filling of a “harmony” sailing boat hull by rtM process with the paM-rtM software courtesy of poncin Yachts group
VISTAGY and ESI Group Cooperate to Provide Complete Structural Analysis Simulation Process for Composites
“The integration of our FiberSIM software with SYSPLY empowers design engineers and structural analysts with a suite of best-in-class tools for developing composite products” said Dr. Olivier Guillermin, director of product and market strategy at VISTAGY, Inc.
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

special report 5www.esi-group.com pam-talk #35 spring 2008
questions for...3 Patrick de Luca, Composites Solution Manager, ESI Group
PAMTALK: today, we observe a significant growth in the use of composite materials. is it a trend or is it a sound move of the industry?
Patrick de Luca: Everything indicates that there is a strong move toward an increased use of composite materials. In aeronautics, this was first noticed with the Boeing Dreamliner and later on with the Airbus A350 XWB, but the trend is accelerating now. For instance the Mitsubishi Regional Jet program was launched on March 30th, 2008, and will feature wings made entirely from composite materials. Bombardier also launched the Learjet85 with its all-composite structure. Other industries are being penetrated by composites, such as windmills and ship building for instance. But the industry which calls for the most attention these days is probably the automotive industry where the trade-off for composite material is under active investigation. CO2 reduction together with the ‘niche vehicle strategy’ could soon make composite materials attractive, given their light weight and the high integration they enable.
PAMTALK: how does eSi group contribute to the extension of composites use?
Patrick de Luca: A key feature in composite field is that the OEMs often work directly for innovation with material producers. There are two reasons for this: first it is unlikely that a Tier 1 supplier will challenge their investment, and second the manufacturing step has a critical influence on the mechanical
performance. As a Simulation-Based Design solution provider, ESI Group follows this pattern. So far, this reality has mainly been taken into account through safety factors or addressed through stochastic analysis. ESI Group’s major and unique contribution here is bringing into the market simulation tools that provide deterministic information into the formed part enabling the realistic simulation of mechanical performances.
To achieve this goal, ESI Group has maintained a constant effort in improving composite simulation for over 20 years. Several milestones were reached with the acquisition of LCMFLOT (updated under the name PAM-RTM) and the launch of PAM-QUIKFORM. Developments were supported by a number of European projects including CRASURV (impact on aeronautic structures), TECABS (Non-crimp Stitched Fabric or NCF modeling for automotive applications), FALCOM (NCF modeling for aeronautic applications), ITOOL (textile modeling in aeronautics), PRECARBI (modeling of pre-impregnated carbon binder yarns), MAAXIMUS or national projects like LCM-SMART (RTM tooling design).A strong academic network supports the progress in simu-lation. For instance, Prof. François Trochu chairholder of the Chaire sur les Composite à Hautes Performances (CCHP), École polytechnique de Montréal, and Prof. Christophe Binetruy, from the
respected Ecole des Mines in Douai, help in Liquid Composite Molding technologies. Prof. Philippe Boisse from INSA Lyon supports improvements in the draping simulation and Prof. Anthony Pickett from IFB Stuttgart keeps ESI’s composite crash capabilities at the cutting edge.Since material producers and technology partners are critical in the composite industry, ESI Group has favored involvement in projects with material producers HEXCEL and TENAX, while the Pôle de Plasturgie de l’Est (PPE) is a demanding user in the field of RTM.Based on this network, ESI Group has developed a comprehensive suite of simulation tools that encompasses the complete life of composite parts from design to manufacturing.
PAMTALK: What is the future direction for composite simulation?
Patrick de Luca: Without a proper ease of use, each individual physics-based simulation tool would be of little value. ESI Group has launched a program to unify platforms for both solver and Graphical User Interface (GUI) to make complex composite simulation possible on a daily basis. For instance, static analysis presently available in SYSPLY will be accessible as a feature of the implicit module of the VP Solution (including PAM-CRASH) and will be processed through Visual- Environment.In addition to the merging of existing tools, two new product classes are being introduced. The first is a Composite material editor which will enable a seamless management of composite material data for all physical domains (mechanical performance, drapeability, permeability, thermal, chemical, rheology, vibro-acoustics, etc). The other, an outcome of FALCOM and ITOOL projects, is a tool based on VisualDSS (Visual-Process Executive) providing a general and effective mean to control and adapt composite compute models across the complete design and manufacturing development cycle.
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

pam-talk #35 spring 2008success story www.esi-group.com6
Chengdu Aircraft Industry and ESI Group Strategic Collaboration for Aeronautic Composites Manufacturing Engineering
Today’s new generation composite aircraft parts are a major innovation in the aviation industry. Aircrafts
are dramatically lighter in weight, therefore gaining in performance and efficiency, and providing airliners with an appreciated choice: carry more (increased useful load) or carry farther (increased operational range). ESI Group’s virtual simulation solution for composites consisting of PAM-FORM/PAM-RTM/SYSPLY now enables CAC to simulate the entire process from composite parts design to manufacturing. It accelerates the time-to-manufacture of reliable and
courtesy of Boeingabout chengdu aircraft industrial (group) co. ltd.
Chengdu Aircraft Industry (Group) Co. Ltd of China Aviation Industry Corporation was founded in 1958 and is a leading developer of civilian and military aircraft and other industrial products in the Chinese aerospace industry.
performing composite parts, built as designed according to the principle of right the first time.
As a global aviation partner, CAC is a supplier of major aircraft manufacturers across the world, manufacturing components for most present-day aircrafts as well as composite parts for future generation airliners. The implementation of ESI Group’s virtual simulation of composites manu-facturing engineering assists CAC in meeting its customers’ challenges in the present and future aviation industry.
ESI Group’s virtual simulation solution for composite parts manufacturing engineering is really revolutionary. It deeply modifies our thinking and processes for composite design and manufacturing. It enables us to anticipate well in advance, as early as the preliminary design phase, what kind of defects could occur in composite parts as a result of different methods or manufacturing processes, while taking into account the design requirement of aircraft performance.
Yougi Wen, chief Manufacturing engineer in chengdu aircraft industrial (group) co. ltd.
We are very pleased with the progress made at Chengdu Aircraft in the use of ESI Group’s virtual simulation for composite parts, with the full participation of their newly founded manufacturing engineering division. Chengdu Aircraft and ESI ATE engineers, a subsidiary of ESI Group in China, have been joining their forces and working together for over 6 months. They have succeeded in defining and implementing methods, and they have adapted the technologies to meet various challenges and requirements in innovation of composite parts, leading to a full satisfaction from our Customer.
Dr. patrick de luca, product Manager for eSi group’s composite Solutions.
Chengdu Aircraft Industrial (Group) Co. Ltd. (CAC), a major Chinese aircraft manufacturer and partner with global aviation industrials, has recently completed its implementation of ESI Group’s composites simulation solution in their aircraft design and manufacturing engineering process.
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate
success storywww.esi-group.com 7pam-talk #35 spring 2008
VisualDSS on the moveProcess automation reduces time to evaluate Instrument Panel head impact
Federal Motor Vehicle Safety Standard (FMVSS) 201 defines strict requirements for instrument
panel head impact. It states that when the area of the instrument panel (IP) that is within the head-impact area is impacted by a 6.8 kg, 165 mm diameter head form at 19 km/h, the deceleration of the head form shall not exceed 80 G continuously for more than 3 ms.
Ultimately, automobile manufacturers must prove that their IP designs meet these regulations by subjecting them to physical testing. While this approach provides the gold standard for evaluating IP head impact performance, it is also very expensive. Physical testing requires the construction of a prototype IP and takes a considerable amount of time of skilled personnel and testing equipment. In addition, this test can also only be performed in the latter stages of the development process when prototypes are available.
During the earlier stages of the development process, automobile manufacturers use crash simulation to evaluate the performance of alternative IP designs. They resort to physical testing only after they have confirmed through simulation that the design will pass the tests.
The manual process for simulating the head impact of an IP design involves developing the head-impact zones and identifying the worst-case points within the zones. Analysts normally perform this process point by point, based on experience, and common sense, sharp edges and protruding points generally presenting the greatest potential for injury. They then determine the angle at which the head would strike the IP at the identified points. The model is then ready for crash analysis.
Typically, 12 to 15 points are identified on an instrument panel and the analysis is usually run 10 to 15 times during the vehicle development process due to design changes, so well over 100 hours are devoted to this process during the development of a single IP. What’s more, different analysts usually obtain different results on the same instrument panel design.
Visteon decided to automate head impact modeling and selected ESI Group’s Visual-Process Executive as their automation tool. «The key advantage of Visual-Process Executive and the reason that we selected it for this project is its customizability and the ability to interface with popular CAE tools», said Srikanth Krishnaraj of Visteon’s Interior Systems CAE & Safety group. «In this application, we leveraged its interfaces with Visual-Process Executive and LS-DYNA». Visual-Process Executive includes a process builder for constructing CAD process flow templates, an extensive library of process building blocks to create components for CAE process automation, and a process executor that runs processes in an intuitive, graphical environment. Visteon engineers developed a flow chart that describes the steps required to model the body mounts in considerable detail. Visteon and ESI Group developers worked together to develop the custom routine that automates the instrument panel head impact simulation. The developers used building blocks to capture the manual process in an automated routine.
As a result, the analyst now inputs the LS-DYNA finite element model of the instrument panel, the initial position of the driver’s torso and head, and a table of impact points in ASCII format into Visual-Process Executive. The routine determines whether the
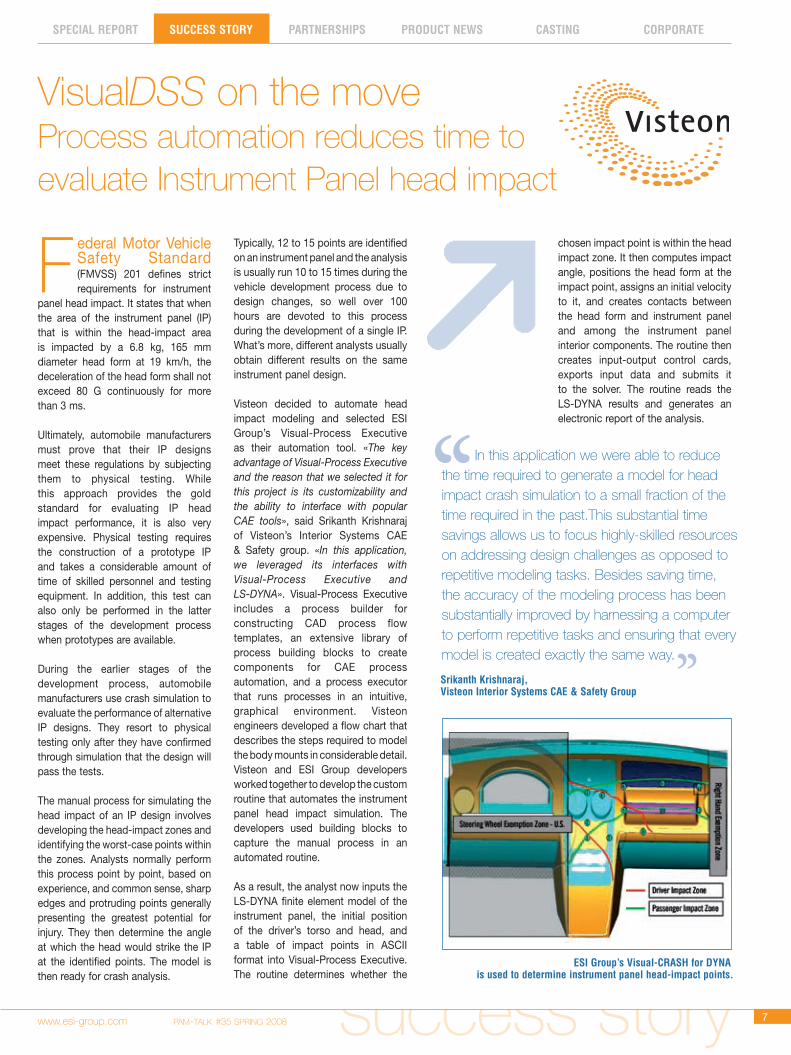
eSi group’s Visual-craSh for DYna is used to determine instrument panel head-impact points.
chosen impact point is within the head impact zone. It then computes impact angle, positions the head form at the impact point, assigns an initial velocity to it, and creates contacts between the head form and instrument panel and among the instrument panel interior components. The routine then creates input-output control cards, exports input data and submits it to the solver. The routine reads the LS-DYNA results and generates an electronic report of the analysis.
In this application we were able to reduce the time required to generate a model for headimpact crash simulation to a small fraction of the time required in the past.This substantial time savings allows us to focus highly-skilled resources on addressing design challenges as opposed to repetitive modeling tasks. Besides saving time, the accuracy of the modeling process has been substantially improved by harnessing a computer to perform repetitive tasks and ensuring that every model is created exactly the same way.
Srikanth Krishnaraj, Visteon interior Systems cae & Safety group
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

success story www.esi-group.com8 pam-talk #35 spring 2008
ESI Group’s FE-Model of the BioRID-II Dummy for PAM-CRASH 2G Helps Car Manufacturers Minimize Occupant Whiplash
paM-craSh 2g dummy model for BioriD-ii
courtesy eSi group
BioRID-II is a biofidelic dummy for rear impact in crash simulation fully dedicated to safety in the Automotive Industry.
Version 2.0 of ESI Group’s BioRID-II biofidelic dummy for PAM-CRASH/PAM-SAFE 2G is now available. It enables
the accurate simulation of a car occupant’s acceleration, force and kinematics, in order to minimize the whiplash injuries which can occur during a rear crash.
“This finite element (FE) dummy model brings a leading-edge advantage to the design and optimization of car seats so as to improve protection from whiplash injuries and, therefore, meet the challenge of the sixth star at EuroNCAP. By using BioRID-II dummies, car manufacturers can enhance seats’ frame structure so that they absorb more energy and reduce rebound effects, which is decisive in ensuring the safety of car occupants during a crash”, says Peter Ullrich, Crash Safety & Impact Product Manager at ESI Group.
This first industrial version of the latest BioRID-II dummy has an articulated thoracic/lumbar spine similar to a human spine (24 vertebrae). The neck is maintained under pretension load via a muscle substitute, which consists of a single damper mounted in parallel with a flexor and an extensor spring. The abdomen is filled with a water cavity and the torso texture is soft silicon rubber.
The BioRID-II dummy model was validated on a series of component tests over the torso, head, neck and spine assemblies, as well as on sled tests. The sled tests were performed for three representative pulses on a test device with a deformable back rest calibrated so as to reproduce the behavior of typical car seats.
Whiplash hurls the head violently backwards (hyperextension) then forwards (hyperflexion). The injury is even worse when the neck is turned to the side at the time of the accident. Whiplash is the most common cause of injury in car crashes, and one in every seven whiplash victims will still suffer significant pain over three years after their accident. This kind of injury is associated with serious medical consequences, and thus significant costs to society. Claims resulting from whiplash injuries amount to e500 million each year in Germany alone (GDV, German Insurances Report, 2004/2005). Reducing these numbers is a challenge for all engineers involved in improving the safety of car passengers.
This FE model was developed by a FAT (German Association for Automotive Research) Project in cooperation with German car manufacturers (Audi, BMW, Daimler AG, Karmann, Opel, Porsche and Volkswagen), seat manufacturers (Hammerstein, Johnson Controls and Keiper), and Denton COE, the manufacturer of the hardware dummy.
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

success storywww.esi-group.com 9
Using PAM-STAMP 2G FAURECIA reduces tooling design time for seat components by 20%
Seat slider rails are parts linking the seat to the car’s floor they are critical safety parts which Faurecia must
manufacture with outstanding quality in order to guarantee crash resistance. Part quality, lead-time, and tool and die costs make a seat’s production challenging. Stamping simulation helps Faurecia tackle this challenge.
ESI Group has developed PAM-STAMP 2G, a complete, integrated, scalable and streamlined stamping simulation solution taking into account the physics of materials. PAM-STAMP 2G offers a set of powerful interactive tools and functions providing guidance and support from part development to final stamping tool quotation, die design, formability and try-out validation. It includes PAM-AUTOSTAMP, a module based on a unique technology which allows Faurecia Process Engineering to easily and quickly prepare a single simulation for the seat components. This module delivers the detailed results required for validating the formability issues such as splits and wrinkles.
Once the component’s design is finalized, PAM-STAMP 2G is used to run a formability test and define the stamping process. It enabled Faurecia to predict the binder wrap conditions, anticipating cracks and slip and controlling the shock line movement. The press and tooling features were measured and entered into PAM-STAMP 2G in order to accurately model the process.
Springback being a major issue in stamping, Faurecia engineers used springback simulation to adjust the tooling geometry and produce seat components with the desired shape after springback.
pam-talk #35 spring 2008
Thanks to PAM-STAMP 2G we were able to predict with accuracy the stamping process of slider rails. We used it to predict and manage thickness distribution, stress, strain and cracks apparition, and springback distortion. Simulation results being identical in real parts, PAM-STAMP 2G helped us adjust tool design and achieve high quality for die tooling and seat components.
Vincent retaillaud, tracks product line Bending process Manufacturing engineering Manager, Faurecia.
PAM-STAMP 2G helped Faurecia design right first time tooling, take decisions early in the design process and minimize manufacturing risks. As a result, Faurecia reduced tooling time to design seat components by 20%.
Faurecia is one of the global leaders in the automotive supply industry. It specializes in the design and assembly
of six major modules that account for up to 15% of a vehicle’s value: seats, cockpits, doors, acoustic package,
front ends and exhaust systems. An engineering and services group for the automotive industry, Faurecia has a
turnover of about 11 billion euros and employs 60,000 people. Operating 160 sites in 28 countries, the group is
the second largest automotive supplier in Europe in terms of sales to carmakers. Faurecia designs, develops and
manufactures vehicle modules that are delivered as complete physical entities to carmakers’ assembly lines.
about Faurecia
Slider shape – courtesy of Faurecia
Formability - plastic strain analysis on the lower part of the slider rail
adjustment - Springback effect on the upper part of the slider rail
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

partnerships www.esi-group.com10 pam-talk #35 spring 2008
ESI Group Joins Dassault Systèmes’ PLM MarketPlace
ESI Group extends sales network for its CATIA-based simulation applications.
ESI Group has joined Dassault Systèmes’ PLM MarketPlace after successfully completing
the technical and business requirements. The PLM MarketPlace is an online community that connects software development and business partners, and through which resellers can easily search and find complementary solutions provided by the Dassault Systèmes software partners community, in order to present customers with a holistic PLM solution.
ESI Group today provides diverse applications for CATIA users. In the composites field, PAM-QUIKFORM for CATIA enables designers to get fast feasibility assessment of manufacturability within the CATIA Composites application, and PAM-RTM for CATIA offers a unique injection simulation software for composites manufacturing integrated in CATIA. ESI Group’s portfolio of applications also includes two metal forming solutions, part feasibility check and rapid die creation with PAM-TFA for CATIA and PAM-DIEMAKER for CATIA.
“The PLM MarketPlace allows ESI Group to offer our CATIA-based solutions to composites and stamped parts designers and manufacturers, through sales professionals familiar with the traditional CATIA market,” says Vincent Chaillou, President of Product Operations and COO, ESI Group. “We are sure that it will successfully complement ESI Group’s existing worldwide sales network to further develop our CATIA-based applications business.”
“We are delighted that ESI Group has joined the PLM MarketPlace. This program creates business synergy and is an integral part of our company strategy to facilitate value channel network selling,” says Thierry Collet, Vice President, Global Field Marketing at Dassault Systèmes. “Referenced on the PLM MarketPlace, ESI Group’s specialized simulation applications built on top of our CATIA platform solutions are well positioned and directly accessible by Dassault Systèmes’ worldwide reseller network.”
ESI Group Accepted Into the IBM SOA
Specialty
Service Oriented Architecture Approach Drives Business
Agility and Flexibility
ESI Group joins the IBM SOA Specialty after successfully completing IBM’s rigorous SOA
technical and business requirements. With this achievement, ESI Group’s VisualDSS application integrates the IBM software and strategy for SOA.
“Service Oriented Architecture (SOA) is an increasingly important business requirement for organizations because of the business flexibility it enables,” said Sandy Carter, Vice President of IBM SOA and WebSphere. “ESI Group’s commitment to SOA provides their customers with a powerful way to reduce development costs by rapidly deploying process simulation applications across their manufacturing organization.”
ESI Group’s VisualDSS application is an open, multi-domain environment which enables companies to build and manage simulation models for multi-domain usage, to automate processes
& workflow, to manage simulation content & data, and to provide knowledge based decision support and automated reporting. Leveraging IBM’s software and strategy for SOA allows VisualDSS to link to various data sources and applications, while sharing simulation data throughout the complete engineering business processes.
“With IBM’s software and strategy for SOA as a foundation, VisualDSS can easily integrate our customer’s corporate Information Technology backbone which allows quick and standardized deployment throughout the enterprise. Our acceptance into the SOA Specialty illustrates our commitment to working with IBM for SOA”, says Vincent Chaillou, President Product Operations and COO ESI Group.
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

pam-talk #35 spring 2008
raDar cross Section (rcS) of a Jet aircraft - courtesy eSi group
PAM-CEM Solutions is available on Windows XP or UNIX platforms (HP, SUN and IBM), and for LINUX kernels (32 and 64 bits versions).
availability
With the aim of offering always more predictive tools in Electromagnetics, PAM-CEM Solutions groups those enhancements identified by our industrial partners as key features on the road to Realistic Simulation.
product newswww.esi-group.com 11
New Version of PAM-CEM Solutions, Software for Computational Electromagnetics
ESI Group’s PAM-CEM Solutions software package is aimed at performing realistic and predictive
ElectroMagnetic Compatibility (EMC) simulations in the Transportation industry, Aeronautics, Defense, Telecommunications and Electronics. It offers unique industrial coupling capabilities to handle realistic models and to access real electromagnetic multi scale phenomena.
When dealing with industrial models, conventional strategies usually rely on one of two methods: either a global treatment with standalone full wave Maxwell modeling, or a local approach involving specialized tools focusing on induced effects on wiring. PAM-CEM Solutions is the only software package able to blend both methods: 3D time domain simulations handle reflected or diffracted phenomena while
CRIPTE, a dedicated Transmission Lines tool, deals with Cable Networks. The latest release is also sized to easily manage large scale models featuring several dozens of million elements and hundreds of wires, for 3D computations featuring billions of unknowns. A number of improvements and additions have been made based on industrial users’ feedback.
Learn more onhttp://www.esi-group.com/products/electromagnetism/pam-cem
Jean-claude Kedzia, paM-ceM Solutions product Manager.
Beijing Seminar on Simulation of Automotive Design and Manufacturing
ESI Group held a seminar on Simulation of Automotive Design and Manufacturing at Zi Guang International
Science and Technology Communion Center of Beijing on March 25, 2008.
Over 150 experts from the most respected Chinese automotive companies and universities participated in this series of conferences with the goal to “Innovate with Simulation-Based Design”.After an opening presentation on “Automotive Trends and Their Impact on Product Innovation”, ESI Group’s simulation solutions were put into context and their adequacy demonstrated through success stories. We discussed and illustrated VisualDSS the end-to-end Decision
Support System for CAE, VA One the vibro-acoustics analysis tool, PAM-CRASH 2G the crash simulation software, the complete weld-assembly solution for the automotive industry, and the new stamping solution for CATIA platform. Also put forward were the benefits acquired from high performance computing.The turning point of the event was the announcement of the upcoming «Joint Research Center of Automotive Technology» by ESI Group and the Tsinghua University Automotive Department, who will partner in-depth research of car simulation technology.
ESI Group and the Tsinghua University Automotive Department will both obtain significant benefits from this newly created alliance: with ESI Group’s state-of-the-art technology, the University will test countless case studies to challenge our simulation solutions and identify improvement possibilities
haluk Menderes executive Vice president Sales & Marketing, Worldwide operations eSi group
the founding ceremony of the Joint research center of automotive technology
between eSi group and tsinghua University automotive Department
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

product news www.esi-group.com12 pam-talk #35 spring 2008
VisualDSS optimizes cross functional simulation productivity
Ma n u f a c t u r e r s widely resort to simulation-based design to gain a competitive edge
in product development. With VisualDSS, ESI Group delivers the most advanced end-to-end Decision Support System to enable simulation process and data management. VisualDSS is an open environment allowing companies to build and manage simulation models for multi-domain usage, to automate processes and workflow and to manage simulation content and data in order to further leverage companies’ best practices and increase the value of simulation.
VisualDSS optimizes the usage of enterprise engineering assets engineering expertise and simulation technology, by controlling, organizing and managing intellectual property. VisualDSS allows the enterprise to deliver the best product at the lowest cost and time-to-market while reducing and optimizing the creation of value.
VisualDSS capabilities include unique patented ways to build and maintain the bidirectional link between CAD data stored in Product Lifecycle Management (PLM) systems and simulation domains. It transfers design and engineering modifications to the extended multi-domain team, thus enabling data traceability throughout the development process. It also features a data persistency environment, which gathers the simulation data from the different applications used during the entire simulation lifecycle. This enables the capture, storage and reuse of the enterprise’s know-how and best practices.
VisualDSS further improves business productivity by allowing the automation of repetitive and cumbersome tasks in the engineers’ Simulation-Based Design process. Customers therefore capitalize, share and deploy best practices within their extended ecosystem, taking advantage of the
common multi-domain compute model and the openness of the solution to third party applications. VisualDSS authorizes flexible enterprise deployment by integrating efficiently within the existing IT and data architecture. It can link to standard or corporate databases or PLM systems.
By orienting you towards the right design decision early in the product development cycle, Simulation- Based Design offers a major competitive advantage.
VisualDSS Integrator web client provides one environment for all users, from the CEO to the CAE engineer, to define, manage and use your assets across all domains thanks to the enterprise CAE data editors and viewers. VisualDSS offers a solution which addresses from the needs of workgroups on small, medium and large companies.
the Benefitsn �Easy collaboration between cross-
disciplinary teams to make the best decision earlier in the product development process
n Increased productivity and better product delivery with a reduced cycle time and controlled costs
n Optimize your organization by tracing and sharing simulation processes and data throughout the extended enterprise
n Disseminate of best practices and capture workflows.
Learn more onhttp://www.esi-group.com/products/simulation-systems-integration/visual-environment/visualdss
VisualDSS integrator web client & VisualDSS client
1 explore and access
2 automate
3 collaborate and Share
4 Use and Benefit
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

product newswww.esi-group.com 13pam-talk #35 spring 2008
ESI Group releases VA One 2007.5 The ONE simulation environment for vibro-acoustic analysis and design
Ben tsoi, Senior Dynamics environmental engineer at naSa’s Jet propulsion laboratories.
In December 2005, ESI Group introduced VA One as a breakthrough product that significantly extended the types of
vibro-acoustic problems that could be addressed through a single simulation application. VA One is a complete solution for simulating the response of vibro-acoustic systems across the full frequency range. VA One seamlessly combines Statistical Energy Analysis (SEA), Finite Elements and Boundary Elements in ONE model. The latest release of VA One, version 2007.5, continues to raise the bar for vibro-acoustic analysis and design with the introduction of two new modules and more than 30 major enhancements.
The new «VA One: Stress module» is ideally suited for determining the failure of structural components exposed to harsh vibro-acoustic environments. Applications include simulation of acoustic ‘qualification’ testing for composite aerospace components and durability analysis for fixtures and connections. The module seamlessly interfaces with existing Finite Element codes and is fully integrated within the VA One solution process and environment.
Ensuring that our structures survive the harsh environments encountered during launch and liftoff is essential to our missions. Using VA One we can now predict the dynamic stress, strain and force in key components. This will help us ensure that our structures are qualified for the acoustic and vibrational environments encountered during launch and liftoff.
The second key enhancement is the “VA One: Periodic Structure module.” Based on a new theory recently accepted for publication in the Journal of Sound and Vibration, this module efficiently models the response of complex periodic subsystems (ribbed panels, composite fuselages, isogrid fairings, extruded floors etc.) and is ideally suited for efficiently modeling the vibro-acoustic response of large aerospace, marine and rail
structures across a broad frequency range. The module is the result of a 2-year research program carried out by ESI Group in conjunction with NASA Langley, Virginia Tech and Boeing Commercial Airplanes. The module is fully integrated within the VA One environment and is ideally suited for modeling composite aircraft fuselage constructions, isogrid fairings and extruded train floors.
phil Shorter, Director of Vibro-acoustic product operations at eSi group
VA One 2007.5 contains more than 30 major enhancements, including new functionality for modeling perforated panels and perforated noise control treatments. This functionality expands the types of trim materials that can be modeled, resulting in more accurate descriptions of sound package and interior noise in automotive, rail and aerospace applications.
This new release of VA One further extends the analysis capabilities of our users and continues our commitment to the research and development of state-of-the-art methods for noise and vibration prediction.
VA One : Stress module
VA One : Periodic Structure module
VA One 2007.5
Von Mises stress response of an aerospace structure subjected to diffuse acoustic field loading, modeled using Va one stress module (model courtesy of MDa corporation)
“Unit cell” used to describe a large periodic aircraft fuselage with the Va one periodic Subsystem Module
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

success story www.esi-group.com14 pam-talk #35 spring 2008
Sandia’s ChemLab is a portable, handheld chemical-analysis system for homeland security,
defense, and environmental and medical applications that can detect chemical warfare agents and toxic industrial chemicals. The planar preconcentrator consists of a thin silicon nitride membrane supporting a patterned metal film heating element. The membrane is coated with a templated porous sol-gel to selectively and reversibly absorb analytes of interest while allowing interferents to pass by. In the collection phase, a gas stream containing target analytes flows through the preconcentrator chamber and adsorbs to the preconcentrator film. The adsorbent surfaces are then heated using thin-film resistor micro-heater while the carrier gas is flowed into the device.
This thermally desorbs the collected analytes in a narrow concentrated chemical pulse over approximately 0.2 seconds.
Design challenges
The challenges to the engineers designing the preconcentrator were to collect as much of the analyte as possible on the adsorbent surfaces in the least possible time and provide a sharp peak of analyte flux for detection by the sensor. The design parameters included the geometry of the preconcentrator, the mass flow rates during the adsorption and desorption phases, the carrier gases during adsorption and desorption phases, adsorption and desorption kinetics, and the desorption temperature profile. Microfluidic devices such as the _ChemLab are not well suited to traditional build and test design methods. The small size of the devices makes it nearly impossible to instrument them with sensors that would be required to evaluate local fluid flow. Without quantitative information, engineers normally are left to rely upon on their instinct and guesswork in attempting to optimize the design.
Computational Fluid Dynamics Simulation Improves Design of Hand-Held Chemical Analysis System
the challenge n Designing a micro-electro-mechanical system (MEMS)
that operates on too small a scale to measuren The preconcentrator needs to collect as much analyte
as possible and release most or all of it in a very short period of time
the Benefitsn �Sandia substantially improved the preconcentrator
designn �Simulation reduces the number of prototypes that were
needed.
original design showed poor wetting of pillars
Sealed off forLoading Simulation
Loading Inlet
Sealed off forLoading Simulation
Loading Outlet
VelocityMagnitude�-�m/s35
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

success storywww.esi-group.com 15pam-talk #35 spring 2008
Sandia is a multiprogram laboratory operated by Sandia Corporation,
a Lockheed Martin company, for the U.S. Department of Energy’s
National Nuclear Security Administration. Sandia has major R&D
responsibilities in national security, energy and environmental
technologies, and economic competitiveness.
about Sandia national laboratories
A substantial improvement over the conventional design methods was achieved in this application by simulating the performance of the preconcentrator using CFD-ACE+. The CFD (Computation Fluid Dynamics) simulation showed that in the original design, flow rushes along the edges of the preconcentrator to avoid the obstructions presented by the pillars. The result was that there was very little contact between the flow and pillars. Engineers rearranged the pillars in an effort to solve this problem. The basic idea was to position the pillars to block off the escape route around the sides of the preconcentrator.
the story
Sandia Corporation, a Lockheed Martin Company, has developed a hand-held chemical analysis system designed to be used by first responders for the detection of toxic agents. The first stage of the µChemLab system is the preconcentrator which samples and collects analytes from an inlet gas stream and ejects them on command into the separation stage. Due to difficulties associated with measuring flow on a micro scale, designing the preconcentrator was challenging. Sandia engineers worked with consultants at ESI Group to simulate fluid flow and chemical reactions through the preconcentrator with ESI Group’s CFD-ACE+ software. The simulation results showed that in the initial concept design flow rushes along the sides of the preconcentrator with poor wetting of the adsorbent pillars resulting in inefficient adsorption of analyte. Sandia and ESI Group engineers modified the design by re-arranging the pillars to improve wetting and optimize the adsorption and desorption phases.
They accomplished this by running the pillars all the way across the preconcentrator so that the gas flow was forced to go through the rows of pillars. Re-running the analysis using this geometry showed a greatly improved flow profile with much more wetting of the adsorbent pillars. After the optimal flow geometry was determined, four simulations were performed to measure the surface reactions involved in adsorption and
desorption of the analyte. Two different flow rates were used for the adsorption phase and two different gases and two different flow rates were used for the desorption phase. The simulation results showed much more analyte is adsorbed with a flow rate of 300 mL/min. Analyte concentration drops dramatically across the chip for the 60 mL case with virtually no analyte found on the pillars away from the inlet.
cFD helped improve flow through preconcentrator
Wall
Pillars removed
Wall
Wall
Pillars removed
Wall
VelocityMagnitude�-�m/s32
The cost of
designing, fabricating and
testing micro devices
can often be prohibitive.
So the ability to simulate
the behavior of the
micropreconcentrator
was critical to advancing
new designs quickly and
affordably. To this end,
working with ESI Group
was very beneficial
since their experience
in CFD simulation of
microfluidics, chemical
reactions, flow, etc
permitted us to rapidly
make a model, validate
it and use it to predict
improved designs.
We are now
implementing the
recommended design
changes.
ron Manginell, principal Member of the technical Staff, Sandia national laboratories.
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

success story16 www.esi-group.com
ŠkodaAuto adopts Simulation-Based Design for crash and safety analysis to score 5 stars at EuroNCAPIn 2007 ŠkodaAuto penetrated a new market segment with the release of the Roomster, designed from a combination of existing ŠkodaAuto platforms: the front end from the Fabia, the rear end from the Octavia, and a brand new middle platform. Achieving the highest-ever five-star score provides the Roomster with a significant marketing edge.
As ŠkodaAuto uses larger, more refined models than ever before, it focuses on better simulating the behavior of critical parts such as longerons and crash boxes. Current car simulations run overnight and account for a minimum of 700 000 finite elements to provide appropriate accuracy. Accuracy depends on two aspects: first is the reliability of the compute model itself in terms of material data. Second is the stochastic character of the entire process.Within ŠkodaAuto, simulations are compared with real tests on physical prototypes. As these prototypes are manufactured within material and geometrical tolerances, they are different from one another. The test parameters also have variable tolerances such as the location of the barrier or the impact velocity. By using simulation-based design ŠkodaAuto tries to predict the results of an entire process tied to many parameters with magnitudes of a stochastic character.
The EuroNCAP homologation on the other hand is based on a single test, in conditions that are not always favorable, but with which ŠkodaAuto must reach the required results. Therefore ŠkodaAuto keeps on investing in understanding the connections between process and end-result in order to design robust cars which meet safety regulation compliance under all circumstances within the limits of allowed tolerances.
Until recently, ŠkodaAuto resorted to simulation only for the final design validation of a vehicle. ŠkodaAuto
now integrates simulation early on in the design process, long before the design freeze, in order to adjust the design for better component feasibility. Process/design coupling becomes crucial when engineers reach some uncertainty in design performance. In such cases, ŠkodaAuto uses multiple simulation solutions coupling in order to identify how tweaks in adjustable parameters, such as plastic deformation or thickness distributions, have an effect on crash results.
The advantage of simulation in this field resides in the possibility to detail the time scale of an event. Based on complex analyses of repeated computations, ŠkodaAuto engineers strive to understand the process influence on the amount of stress on a dummy’s pelvis, for instance.
Another major focus in terms of process/design coupling is driven by the need for lighter cars to reduce CO2 emission. ŠkodaAuto uses data from deep drawing simulation to optimize the structure behavior. A further step to improve model predictivity is to find a reliable method for the simulation of spot weld rupture behavior during rapid loading crash. Consequences are noticeable on the weight and dynamic performance of the vehicle.
Side Impact
Pedestrian Safety
Front Crash
Pole Test
pam-talk #35 spring 2008
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

Book the dates!
PAM-CRASH 2G Worldwide Trainings
Come and learn to perfect your impact simulations with PAM-CRASH 2G, the world’s most widely used crash simulation software.
For registration, please go to www.esi-group.com/services/training/training-contacts
Check out our new worldwide training catalogue at www.esi-group.com/training
GettinG started with PaM-Crash 2G
June 23-25, 2008 Rungis, France
June 30-July 2, 2008 Eschborn, Germany
July 21-22, 2008 Bangalore, India
July 24-25, 2005 Tokyo, Japan
Sept. 8-10, 2008 Madrid, Spain
September 15-17, 2008 Plzen, Czech Republic
adVanCed/UPdate PaM-Crash 2G
October 14-17, 2008 Seoul, Korea
November 12-13, 2008 Bloomfield Hills, MI, USA
In 1996 PAM-CRASH was introduced in
ŠkodaAuto. Since then it has been used for the
design of each Škoda car model. The long-term
profitable collaboration with ESI Group backed by
local services and engineering simulation software
has helped Škoda reach new standards in
design and production with the recently launched
Roomster, the first Škoda car to score the 5 star
EuroNCAP rating.
Miloš Šáfr, head of FeM Simulations of Škoda auto a.s.
Courtesy: ŠkodaAuto
ŠkodaAuto and ESI Group are engaged in a long-term win-win cooperation driven by MECAS ESI, ESI Group’s subsidiary in Czech Republic, which offers dedicated services in engineering and IT consulting. MECAS ESI supports ŠkodaAuto locally with in-house support engineers for high-level interactivity, and addresses ŠkodaAuto’s concerns in the preparation and management of compute models as well as in the automated evaluation of the results
obtained. Engineering simulation has helped ŠkodaAuto reach new standards in design and production within the automotive industry and especially within the Volkswagen Group. ŠkodaAuto now aims to pursue a module strategy in the development of a new car. This strategy consists in combining platform parts from the whole VW Group. It induces increased flexibility and economies of scale as similar parts can be re-engineered in various models. This strategy
goes along with a better integration of various CEA disciplines, and an optimized management of knowledge and best practices to be integrated into ŠkodaAuto processes. CAE strategy within ŠkodaAuto continues to foster the development of ESI Group’s services and products towards mutual benefits and learning.
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

casting www.esi-group.com18 pam-talk #35 spring 2008
The industry in which Citation operates faces numerous challenges, including skyrocketing prices
for energy and raw materials. In response, Citation has been focusing on its core strengths and pursuing increased operational efficiencies. Cost, quality and delivery are paramount to its competitive position.
Recently, the company experienced difficulties in die casting a thin wall automotive housing. A scrap rate of about 20 percent, unacceptable in today’s marketplace, resulted from nonfill when casting the part in a six-cavity die (see Figure 1). Shutting off two cavities reduced the scrap rate but also cut the production rate by a third. Using the ProCAST casting process simulation software from ESI Group, Citation engineers simulated the operation, finding that flow was slowed by an obstruction in the part.
Engineers moved the gate position to avoid the obstruction and re-ran the simulation. The new simulation showed they had solved the problem (see Figure 2). Moving the gates on the actual die virtually eliminated scrap due to nonfill while making it possible to increase production by using all six cavities of the die. This design change saved a minimum of $50,000 per year for machine time associated with empty cavities and defective parts,
part’s strict cosmetic requirements have caused problems in the past, even on parts that filled successfully. Specifically, flow lines appeared on many parts because they filled at too low a temperature, even with the hot oil die control. Considerable additional manpower was required to inspect the parts and, in some cases, inspectors even had to be sent to the customer site.
Citation engineers originally hoped that reducing the number of cavities in the die would provide more pressure to fill the remaining cavities. This step reduced the scrap rate to 10 percent, but this was still an unacceptably high number and reducing the number of cavities substantially increased production costs. So Citation engineers decided to simulate the die casting operation. They had previously selected ProCAST as their casting simulation solution because its finite element approach better simulates the part and gating, resulting in more accurate results. ProCAST also has the flexibility to simulate all of the different casting processes used by Citation, including aluminum die casting, permanent mold and semi-permanent mold, and iron lost foam and sand casting. ProCAST also simulates investment casting and shell casting.
As Citation engineers have gained more experience in using the software, they have discovered that its advanced capabilities make it possible to simulate every aspect of the metal casting process. ProCAST allows a unique coupling between thermal, flow and stress calculations which are all performed on the same mesh. This makes it possible to evaluate thermal shock on the tooling during mold filling as well as the influence of gap formation between the casting and the mold upon solidification. Hot tears, plastic deformations, residual stresses, and distortions are some of the issues that can easily be investigated. ProCAST also can identify air bubbles or oxide layers trapped in areas where fluid flow is restricted that may locally weaken the component. Air inclusions can be directly monitored, making it possible to optimize the gating system and the positioning of vents and overflows in high pressure die casting. By providing accurate prediction of shrinkage for all types of alloys, the riser positioning
cost of re-melting defective parts, and inspection and sorting costs.
nonfilling and cosmetic problems experienced in die casting
The part in question is made of aluminum and has a 2 mm wall thickness in many areas. During the casting process, metal is forced into the part at a rate of 1,500 to 2,000 inches per second, filling it in about 20 milliseconds. The casting was run on a machine that provided excellent die temperature control through the use of a hot oil unit, so little improvement could be achieved in this area. The
Die Casting Simulation Solves Nonfill Problem, Saving $50,000+ Per YearCitation Corporation, based in Birmingham, Ala., is a leader in design, development, and manufacturing of cast and machined components for several market segments, including the automotive, heavy truck, construction, agricultural and commercial industries. The company produces chassis and suspension components such as control arms, knuckles, spindles, suspension links, engine mounting brackets, stabilizer links, torsion bar brackets, wheel carriers, and transmission mounting brackets. It produces brake components such as caliper housings, anchor brackets, proportional valves, and brake adapters. It also produces powertrain components such as exhaust manifolds, transmission valve bodies and pistons, housings, hubs, valve covers, rocker arms, balance shafts, oil pump bodies, timing chain covers, and accessory drive brackets.
Figure 1: procaSt simulation of original gating. Flow interruption results in an isolated gas pocket, which results in
non-fills. (image shows the original gating and flow direction.)
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

castingwww.esi-group.com 19pam-talk #35 spring 2008
and size can easily be modified and validated.
Simulating the die casting operation
Citation engineers began the simulation by exporting a surface model in the IGES neutral file format from their CAD system and importing it into ProCAST. They then used the simulation software to automatically mesh the surface model using triangles. Then a 3-D mesh was generated using tetrahedral elements. Meshing tools integrated in ProCAST are optimized to provide the most efficient solution for geometry representation in shape casting applications while keeping solution times to minimal levels. The 383 aluminum used in this application was selected from the simulation tool’s material database. Engineers then ran the flow solver to predict the metal flow inside the mold. Fluid flow calculations were described by full Navier-Stokes equations. The flow solver includes specific models for the analysis of turbulent flows, thixotropic or semi-solid materials and lost foam processes.
Before using the simulation results as a design tool, Citation engineers first validated the simulation. They produced a series of short shots on the die that showed metal flow through the part. Then they compared the castings produced by these short shots against software animations that predict the filling of the mold. The results showed that the software had accurately predicted the die filling process. When Citation engineers viewed animated results from the simulation they could see an obstruction that forced the molten metal in another direction. This left an air pocket behind the obstruction in exactly the area of the part that was not filling (see Figure 3-
4). The metal eventually moved back towards that area but, by that time the melt temperature had been reduced to the point that filling of the part could not be ensured.
optimizing the gating position
Citation engineers considered various possible solutions to this problem. The part had been designed by the customer and could not be changed. The primary process design variable available was the gating position. Engineers considered various gating positions based on the principle that the flow distance should be reduced to minimal levels. For each gate position that seemed promising, they modified the model and re-ran the simulation to evaluate flow conditions.
The gate position that showed the best performance was very close to the area of the part that did not fill. This position allowed molten metal to fill the area in question without ever having to cross the obstruction.
Unfortunately the die had been constructed in a manner that the gate could be positioned in this location in only three cavities. So the engineers evaluated other gate positions for the remaining three cavities. They determined that the best gate position was on the side of the part opposite the area that was not being filled. This again provided a direct route for the metal to flow to the critical area without having to cross the obstruction. Flow simulation predicted that both of these gating positions should enable all areas of the part to be filled without any difficulties.
The die was then modified to put the gates in the new positions. The result was that the parts filled completely and cosmetic defects due to flow lines were reduced to negligible levels.
Significant savings realized
The new die design generated substantial savings. The $50,000 that had been lost from the high scrap rate was eliminated. The cost of producing the part was also reduced substantially by using all six cavities of the die. In addition, Citation realized labor savings from reduced inspection needs.
Citation is happy and satisfied with ProCAST software because of its accuracy and speed in simulating metal casting operations. The application described here is one of many for which software simulation has saved the company time and money. This tool allows companies to solve their problems without having to modify and test dies in a production setting. Citation is confident that when its designs will work in ProCAST simulation, they will also work in the plant.
Figure 2: procaSt simulation of new gating.
no isolated locations to trap gas and create
the potential for non-fill at problem location.
(image shows the new gating location and flow
direction.)
Figure 3-4: two additional views of the original gating. Both the obstruction
and the non-fill location are clear from the pictures
Written by Krishnan VenkatesanDirector Process EngineeringCitation Corporation - Novi, Michigan
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

M a y 2 9 - 3 0 - P r a g u e , C z e C h r e P u b l i C
casting www.esi-group.com20 pam-talk #35 spring 2008
ESI Group Casting Solutions in Latin America’s Largest Foundry Events FENAF 2007, the 12th exhibition of the most important Fair of the Latin America Foundry segment was held on September 25-28, 2007 in Saõ Paulo in Brazil.
«Brazilian and Argentinean foundries are now fully convinced that they need casting simulation tools to optimize their production costs» says Arthur Camanho in charge of Virtual Manufacturing Sales in South America. «With a significant installed base (HPDC process, Sand Casting and LPDC processes) and a set of new significant references such as Fagor Ederlan, Italo Lanfredi, Ferramentaria JN, Inter Alloy, Villares Metals and IMBIL, ESI Group has reinforced its position and is now playing a major role in the casting simulation market in South America».
Parallel to the FENAF2007 was held the CONAF 2007, the 13th Latin American Foundry Congress, during which ESI Group gathered over 50 participants around its presentation of SGI iron materials modeling.
During these 3 days, ESI Group, now member of the official Brazilian foundry association ABIFA,
participated and presented its latest QuikCAST and ProCAST releases. This event was the opportunity to meet with many contacts and close several deals directly on the booth.
Solidification Course 2008
eSi group delegation at the FenaF/conaF 2007
We are pleased to announce the Solidification Course 2008 which will be
organized for the 17th consecutive year in Les Diablerets, Switzerland on June 1 to 6, 2008.
The Solidification Course is now a well recognised event which has attracted, over the last 16 years, 523 participants, from 197 companies coming from 31 countries.
Lectures, exercises and discussions will be presented by renowned lecturers from Swiss, French, Austrian and US universities:
• Prof. Christoph Beckermann Professor at University of Iowa, Iowa City, USA
• Dr William J. Boettinger Fellow at NIST, Gaithersburg, USA
• Prof. Hervé Combeau Professor at INPL, Nancy, France
• Prof. Jon Dantzig Professor at University of Illinois, Urbana, USA
• Prof. Andreas Ludwig Professor at University of Leoben, Austria
• Prof. Michel Rappaz Professor at EPFL, Lausanne, Switzerland
The goal of this course is to better understand the physics and the phenomena which are behind the solidification defects and problems (porosity, cracks, microstructures, segregation, stresses, …) that you are troubleshooting everyday.
Register today and join us !
http://www.esi-group.com/solidificationcourse
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

17th european conference and exhibition on simulation-based design
innovate withSimulation-based Design
M a y 2 9 - 3 0 - P r a g u e , C z e C h r e P u b l i C
expert users will share their expertise and best pratices for:
n Performance Evaluation n Manufacturing n Decision Support Systems
Also: Keynote speech on simulation based design at ŠkodaAuto!
Don’t miss it!registration at: www.esi-group.com/EuroPAM2008
Courtesy of Škodaauto
Courtesy of Microcast Srl, italy
Courtesy of Jaguar Cars
Register today and join us !
http://www.esi-group.com/solidificationcourse

corporate www.esi-group.com22 pam-talk #35 spring 2008
Information and registration on www.esi-group.com
Date event placeMay 17-20, 2008 Cast Expo '08 The largest trade show and exposition in North
America for metalcasters and industry suppliers Atlanta, Giorgia, USA
May 18, 2008 SAMPE '08 Society for the Advancement of Material and Process Engineering Long Beach, California, USA
May 29-30, 2008 EuroPAM 2008 The 17th European conference and exhibition on simulation-based design Prague, Czech Republic
Jun 1-6, 2008 Solidification CourseWeek-long expert course on the application of solidification theories to industrial casting processes
Les Diablerets, Switzerland
Jun 4-6, 2008 6th ECCC 2008 European Conferences on Continuous Casting Riccione, Italy
Jun 4-6, 2008 5th International Styrian Noise, Vibration & Harshness Congress
The acoustic refinement of vehicles and beyond – an interdisciplinary approach presented by leading international experts
Graz, Austria
Jun 24, 2008 International CTI Forum on Automotive Seats The expert meeting Automotive Seats Munich, Germany
Jul 8, 2008 Flow Processes in Composite Materials 9th international conference on Flow Processes in Composite Materials Montreal, Canada
Aug. 31 - Sept 5, 2008 NumiSheet 2008 Conference on modeling of sheet metal forming
processes Interlaken, Switzerland
Sept. 14-19, 2008 FISITA 2008 World Automotive Congress München, Germany
Mark your calendar for these events!
ESI Group rises to 47th position in the Truffle 100 Europe 2007
The Truffle 100 gathers the top European software firms and acknowledges the potential of companies
whose success is crucial for Europe. It is the European reference for software vendors, industry observers and public authorities.
"Our data clearly shows that the European software industry is succeeding in reversing the brain drain of the 1990s, when many qualified IT employees sought jobs outside Europe. Last year, the Truffle 100 invested EUR 3.3 billion in R&D and employed 175,000 people," commented Bernard-Louis Roques, General Partner & co-Founder of
ESI Group climbs 9 ranks in the 2007 Truffle 100, the top 100 European software vendors.
Truffle Capital. "This is excellent news for European economies, which will profit greatly by increased employment throughout the software industry, and ESI Group is becoming a key player of that industry in Europe", he continued.
The steady improvement in ESI Group’s ranking reflects its innovative role and confirms that the group’s vision and strategy are in line with industry requirements.Alain de Rouvray, Chairman and CEO comments: “The improvement in the 2007 Truffle 100 ranking illustrates ESI Group’s ability to implement, among OEMs, physics-based realistic digital simulation processes in an
industrial context, while improving our global performance. The full-year performance was generally satisfactory as 2007 annual sales, sustained by sales from licenses, totaled 68,9 million Euros, up +8.5% at constant exchange rates. With ESI Group’s innovation ability and the help of the strengthened management team, the company is remarkably well-positioned to continue climbing in the Truffle 100 Europe ranking in the coming years.”
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate

corporatewww.esi-group.com 23pam-talk #35 spring 2008
Welcome to our new
ESI Group website!
Special report SUcceSS StorY partnerShipS proDUct neWS caSting corporate
acceleration in growth by volumeFor the second year in a row, ESI Group recorded an acceleration in its growth by volume on a constant exchange rate basis. 2007/08 sales thus totalled €68.9 million, up +8.5% by volume organically, versus growth of +7.6% the previous year and +6.3% in 2005/06.
The geographical split of sales was as follows: 47% in Europe, 37% in Asia and 16% in America. The surge is continuing in Asia, where major OEMs are increasingly present. Repeat business for License sales (excluding exchange rate effects) represented 80% of total License sales at the end of January 2008.
Emerging products are continuing to efficiently play their part as growth relays. On the other hand, mature products, which are meeting with real success on new territories and with large OEMs, recorded a slower growth with some existing clients as a result of the effect of the transition of 1G solutions towards 2G/3G integrated solutions, and which can require specific Services support.
Upsurge in Services activityIn line with the trend observed during the start of the financial year, the substantial increase in Services activity reflects industry demands for increasing support for the implementation of specific and innovative solutions with high added value. It shows the appeal that new industry players in diversified sectors have for realistic virtual simulation (based on materials’ physical properties) and bodes well for an acceleration in the commercialisation of Licenses following the completion of these projects.
The commercial structure strengthened, with the appointment of new general managers in Spain, Germany, Japan and China and the building up of local support teams; the positive effects of these investments in terms of revenues should begin to be seen in 2008-09.
outlookAlain de Rouvray, ESI Group’s Chairman and CEO, concludes: “2007-08 was characterised by the continuing transition phase in the Licences business, while the Services business saw a strong growth. In addition, our strategy keeps being confirmed by the continuing roll-out of our solutions at major clients.”
Happy browsing!
You will notice how easily you find the information you are looking for thanks to our Fast Track system and
powerful search engine. Beware: you might actually find yourself roaming through unexpected fascinating articles related to your search! As you browse through our new site, you can simultaneously appreciate our reshaped web architecture and our new available features.
By a single click, you will also have access to the video of Alain de Rouvray, Chairman and CEO, who provides a comprehensive description of ESI Group and its prospects in the industrial domain.
Enjoy your viewing at
www.esi-group.com
With its brand new design and improved ergonomics, the new ESI Group website is innovating!
2007/08 annual sales: €68.9M



















