Note NAI G
3
ISIJ International, Vol. 49 (2009), No. 6, pp. 931–933 Transmission Electron Microscopy Study of Infrared Brazed Titanium Alloy Using Clad Ti–25Cu–15Ni Filler Z. Y. WU, 1) R. K. SHIUE 1) and C. S. CHANG 2) 1) Department of Materials Science and Engineering, National Taiwan University, Taipei 106, Taiwan. E-mail: [email protected]. tw 2) Engineered Materials Solutions, 39 Perry Avenue, MS 4-1, Attleboro, MA 02703-2410, USA. (Received on December 1, 2008; accepted on March 4, 2009 ) 1. Introduction The importance of brazing Ti alloys has been increased in past twenty years due to the strong demand from chemi- cal and aerospace industry. 1–4) SP-700 (Ti–4.5Al–3V–2Mo– 2Fe in wt%) is a b -rich a –b titanium alloy, which can be strengthened by proper heat treatments. 4) The brazing of Ti alloys using clad Ti–Cu–Ni filler metals has been exten- sively studied, and they are considered as one of the best choices in brazing Ti alloys due to their excellent bonding strength. 5,6) The presence of Ti–Cu–Ni intermetallics in the brazed joint has a strong effect on the joint strength, and it needs further study. 7) The initial transient stage of brazing cannot be well ana- lyzed in a traditional furnace brazing due to its slow ther- mal cycle. Infrared heating is characterized with a very high but well regulated heating rate that can reach up to 50°C/s. 8) It has been proven to be a very powerful tool in in- vestigating the microstructural evolution of brazed joint, es- pecially for the very early stage of brazing. The purpose of this investigation is concentrated on transmission electron microscopy (TEM) study of the infrared brazed SP-700 alloy using Ti–25Cu–15Ni. Microstructure of the infrared brazed joint is examined in greater depth. 2. Experimental Procedures Infrared vacuum brazing SP-700 alloy was performed at 970°C for 300 s and 1 800 s, respectively. Ti–25Cu–15Ni foil in wt% with the thickness of 50 m m was selected as the filler metal. The heating rate was set at 10°C/s, and all sam- ples were preheated at 800°C for 300 s before heating up to the brazing temperature. The cross section of the brazed joint was examined using a JEOL JXA 8600SX electron probe microanalyzer (EPMA) equipped with the wave- length dispersive spectroscopy (WDS). The acceleration voltage was 15kV, and its minimum spot size was 1 m m. For the detailed microstructural observation, TEM speci- mens were sectioned in thin slices within various brazed zones of the joint. Thin foils were prepared by a standard jet-polisher using an electrolyte of 6% HClO 4 , 30% C 2 H 5 OH and 64% CH 3 COOH at room temperature. The operation voltage is 30 V, and the current is 40–50 mA. Thin foil specimens were examined using a Philips TEC- NAI G 2 TEM operated at 200kV. It is equipped with an en- ergy dispersive spectroscopy (EDS) for chemical analysis of specific area in the joint. 3. Results and Discussion Figure 1 shows EPMA backscattered electron images (BEIs) and WDS chemical analysis results of SP-700 joint using clad Ti–25Cu–15Ni filler infrared brazed at 970°C for 300 s and 1 800 s, respectively. It is obvious that mi- crostructures of brazed joints are strongly related to the in- frared brazing time. For the 300 brazed specimen, blocky Ti 2 Cu is widely observed in the brazed zone as marked by A in Fig. 1(b). In addition to Ti 2 Cu, the Ti-rich matrix is also found as marked by B and C in Figs. 1(a) and 1(b). The blocky Ti 2 Cu is completely disappeared from the joint for the 1 800 s brazed specimen and there is only Ti-rich matrix left in the brazed zone as marked by D and E in Fig. 1(c). The Ti-rich matrix cannot be accurately identified via EPMA observation even using higher magnification as il- lustrated in Fig. 1(d). The chemical composition of Ti–25Cu–15Ni brazing foil in at% is Ti–20.7Cu–13.4Ni. Based on the related binary alloy phase diagrams, the maximum solubility of Cu and Ni in the b -Ti is 13.5 at% and 10 at%, respectively. 9) The dis- appearance of blocky Ti 2 Cu in the 1 800 s brazed joint is primarily attributed to high solubility of Cu in the b -Ti. Both dissolution of SP-700 substrate into the molten braze and diffusion of Cu into SP-700 substrate result in deple- tion of Cu from the brazed zone during infrared brazing. Therefore, the depletion of Cu strongly depends on the brazing condition. Longer infrared brazing time such as 1 800 s results in the infrared brazed joint free of blocky Ti 2 Cu, and Ti-rich phase dominates the brazed joint as il- lustrated in Figs. 1(c) and 1(d). The transformation of b -Ti Note 931 © 2009 ISIJ Fig. 1. EPMA BEIs and WDS chemical analysis results of SP- 700 joint using Ti–25Cu–15Ni filler infrared brazed at 970°C for (a, b) 300 s, (c, d) 1 800 s.
Transcript of Note NAI G

ISIJ International, Vol. 49 (2009), No. 6, pp. 931–933
Transmission Electron Microscopy Study of
Infrared Brazed Titanium Alloy Using Clad
Ti–25Cu–15Ni Filler
Z. Y. WU,1) R. K. SHIUE1) and C. S. CHANG2)
1) Department of Materials Science and Engineering, NationalTaiwan University, Taipei 106, Taiwan. E-mail: [email protected] 2) Engineered Materials Solutions, 39 Perry Avenue,MS 4-1, Attleboro, MA 02703-2410, USA.
(Received on December 1, 2008; accepted on March 4, 2009 )
1. Introduction
The importance of brazing Ti alloys has been increasedin past twenty years due to the strong demand from chemi-cal and aerospace industry.1–4) SP-700 (Ti–4.5Al–3V–2Mo–2Fe in wt%) is a b-rich a–b titanium alloy, which can bestrengthened by proper heat treatments.4) The brazing of Tialloys using clad Ti–Cu–Ni filler metals has been exten-sively studied, and they are considered as one of the bestchoices in brazing Ti alloys due to their excellent bondingstrength.5,6) The presence of Ti–Cu–Ni intermetallics in thebrazed joint has a strong effect on the joint strength, and itneeds further study.7)
The initial transient stage of brazing cannot be well ana-lyzed in a traditional furnace brazing due to its slow ther-mal cycle. Infrared heating is characterized with a veryhigh but well regulated heating rate that can reach up to50°C/s.8) It has been proven to be a very powerful tool in in-vestigating the microstructural evolution of brazed joint, es-pecially for the very early stage of brazing. The purpose ofthis investigation is concentrated on transmission electronmicroscopy (TEM) study of the infrared brazed SP-700alloy using Ti–25Cu–15Ni. Microstructure of the infraredbrazed joint is examined in greater depth.
2. Experimental Procedures
Infrared vacuum brazing SP-700 alloy was performed at970°C for 300 s and 1 800 s, respectively. Ti–25Cu–15Nifoil in wt% with the thickness of 50 mm was selected as thefiller metal. The heating rate was set at 10°C/s, and all sam-ples were preheated at 800°C for 300 s before heating up tothe brazing temperature. The cross section of the brazedjoint was examined using a JEOL JXA 8600SX electronprobe microanalyzer (EPMA) equipped with the wave-length dispersive spectroscopy (WDS). The accelerationvoltage was 15 kV, and its minimum spot size was 1 mm.For the detailed microstructural observation, TEM speci-mens were sectioned in thin slices within various brazedzones of the joint. Thin foils were prepared by a standardjet-polisher using an electrolyte of 6% HClO4, 30%C2H5OH and 64% CH3COOH at room temperature. Theoperation voltage is 30 V, and the current is 40–50 mA.
Thin foil specimens were examined using a Philips TEC-NAI G2 TEM operated at 200 kV. It is equipped with an en-ergy dispersive spectroscopy (EDS) for chemical analysisof specific area in the joint.
3. Results and Discussion
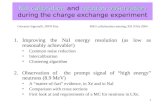
Figure 1 shows EPMA backscattered electron images(BEIs) and WDS chemical analysis results of SP-700 jointusing clad Ti–25Cu–15Ni filler infrared brazed at 970°Cfor 300 s and 1 800 s, respectively. It is obvious that mi-crostructures of brazed joints are strongly related to the in-frared brazing time. For the 300 brazed specimen, blockyTi2Cu is widely observed in the brazed zone as marked byA in Fig. 1(b). In addition to Ti2Cu, the Ti-rich matrix isalso found as marked by B and C in Figs. 1(a) and 1(b).The blocky Ti2Cu is completely disappeared from the jointfor the 1 800 s brazed specimen and there is only Ti-richmatrix left in the brazed zone as marked by D and E in Fig.1(c). The Ti-rich matrix cannot be accurately identified viaEPMA observation even using higher magnification as il-lustrated in Fig. 1(d).
The chemical composition of Ti–25Cu–15Ni brazing foilin at% is Ti–20.7Cu–13.4Ni. Based on the related binaryalloy phase diagrams, the maximum solubility of Cu and Niin the b-Ti is 13.5 at% and 10 at%, respectively.9) The dis-appearance of blocky Ti2Cu in the 1 800 s brazed joint isprimarily attributed to high solubility of Cu in the b-Ti.Both dissolution of SP-700 substrate into the molten brazeand diffusion of Cu into SP-700 substrate result in deple-tion of Cu from the brazed zone during infrared brazing.Therefore, the depletion of Cu strongly depends on thebrazing condition. Longer infrared brazing time such as1 800 s results in the infrared brazed joint free of blockyTi2Cu, and Ti-rich phase dominates the brazed joint as il-lustrated in Figs. 1(c) and 1(d). The transformation of b-Ti
Note
931 © 2009 ISIJ
Fig. 1. EPMA BEIs and WDS chemical analysis results of SP-700 joint using Ti–25Cu–15Ni filler infrared brazed at970°C for (a, b) 300 s, (c, d) 1 800 s.

in the brazed zone upon cooling cycle of brazing is stronglyrelated to its chemical composition and cooling rate. Theaverage cooling rate between 970°C and 600°C during in-frared brazing is 1.5°C/s. It is also noted that both Cu andNi contents in region I (marked by D) are more than thosein region II (marked by E) as shown in Fig. 1(c). Accord-ingly, separate TEM examinations of these two regions areperformed in the experiment.
Figure 2 shows TEM micrographs and EDS chemicalanalysis results of region I in Fig. 1(c) infrared brazed at970°C for 1 800 s. Based on Fig. 1(c), there is no blockyTi2Cu in region I, and the Ti-rich matrix dominates the en-tire region. According to the selected area diffraction pat-tern (SADP) analysis results, the Ti-rich matrix consists ofTi2Cu, a-Ti and retained b-Ti transformed from the b-Tiupon cooling cycle of brazing. Based on the experimentalobservation, the transformed b-Ti is comprised of two typesof needle-like phases. One of the needle-like phases con-tains the lamellar mixture of Ti2Cu and a-Ti as illustratedin bright field (BF) images of Figs. 2(a) and 2(b). The mor-phology of nano-sized lamellar Ti2Cu (marked by A in Fig.2(b)) and a-Ti (marked by B in Fig. 2(b)) is categorized asa eutectoid. It is resulted from the decomposition of b-Tialloyed with high contents of Cu and Ni upon cooling cycleof brazing. The eutectoid shows extremely fine lamellarspacing of below 50 nm. According to the EDS chemicalanalysis results, the eutectoid a-Ti is alloyed with low Cucontent of 2.8 at% and free of Ni. In contrast, the eutectoidTi2Cu is alloyed with 7.3 at% Ni. It is consistent with theprevious reports that Ti2Cu dissolves Ni up to 15 at%.10,11)
There is another type of the needle-like phase as demon-strated in the BF of Fig. 2(c). According to the SADP
analysis result displayed in Fig. 2(d), the needle-like phaseis a-Ti with a hexagonal structure. However, the needle-like a-Ti has different morphology as compared with thatof eutectoid a-Ti. It is deduced that the needle-like a-Ti iscategorized as the acicular a-Ti. Additionally, the retainedb-Ti is identified next to the acicular a-Ti as marked by Din Fig. 2(c). The retained b-Ti is alloyed with 9.7 at% Cuand 3.8 at% Ni, which are much higher than those of acicu-lar a-Ti.
Figure 3 displays TEM micrographs of region II in Fig.1(c) infrared brazed at 970°C for 1 800 s. The average Cuand Ni contents of region II (marked by E in Fig. 1(c)) aremuch lower than those of region I (marked by D in Fig.1(c)), so the amount of lamellar eutectoid Ti2Cu and a-Ti issignificantly decreased. Both acicular a-Ti and retained b-Ti dominate the entire region II as demonstrated in Fig. 3.Figure 3(c) shows dark field (DF) image of acicular a-Tiwith the zone axis of [12̄13̄]. The DF image of retained b-Ti with the zone axis of [1̄33] is also displayed in Fig. 3(d).
The depletion of Cu and Ni from the molten braze intoSP-700 substrate is not prominent for the brazed joint witha short brazing cycle such as 300 s. Because the Cu contentof the braze alloy greatly exceeds the maximum solubilityof Cu in the b-Ti during infrared brazing, coarse primaryTi2Cu are readily formed during brazing as illustrated inFigs. 1(a) and 1(b). It is also worth mentioning that low Nicontent of the braze alloy and high solubility (up to 15 at%)of Ni in Ti2Cu result in the brazed joint free of Ti2Ni inter-metallic compound in the experiment.10,11)
In addition to the blocky Ti2Cu in region III, the Ti-richmatrix is alloyed with 4.2% Al, 4.4% Cu, 1.7% Fe, 0.4%Mo, 5.5% Ni and 1.9% V as marked by B in Fig. 1(b).Figure 4 shows TEM micrographs of region III in Fig. 1(a).The Ti-rich matrix of region III consists of retained b-Ti(marked by D) and non-lamellar eutectoid Ti2Cu (marked
ISIJ International, Vol. 49 (2009), No. 6
932© 2009 ISIJ
Fig. 2. TEM micrographs and EDS chemical analysis results ofregion I in Fig. 1(c) infrared brazed at 970°C for 1 800 s:(a, b) BF images of fine eutectoid, (c) BF image of acicu-lar a-Ti and retained b-Ti, (d) SADP of the acicular a-Tiwith the zone axis of [1̄21̄1].
Fig. 3. TEM micrographs of region II in Fig. 1(c) infraredbrazed at 970°C for 1 800 s: (a) BF image, (b) SADP withzone axes of [12̄13̄] for acicular a and [1̄33] for retainedb-Ti, (c) DF image using a (101̄0) acicular a-Ti spot, (d)DF using a (011̄) retained b-Ti spot.

by A and B) as well as a-Ti (marked by C) as illustrated inFig. 4(a). It is noted that the size of non-lamellar eutectoidshown in Fig. 4(a) is much larger than that of lamellar eu-tectoid displayed in Fig. 2(a). Figure 4(b) shows the DFimage using a (110) retained b-Ti spot. The retained b-Ti isalloyed with many b-stabilizers such as Cu, Fe, Mo, Ni andV resulting from the partition of b-Ti decomposition uponcooling cycle of brazing. In contrast, the eutectoid a-Ti isalloyed with very limited b-stabilizers.
4. Conclusion
Transmission electron microscopy study of the infraredbrazed SP-700 alloy using Ti–25Cu–15Ni has been per-formed in the experiment. The 300 s brazed joint consists ofblocky Ti2Cu and transformed b-Ti. The transformed b-Tiis comprised of retained b-Ti, non-lamellar eutectoid Ti2Cuand a-Ti. Increasing the brazing time to 1 800 s causes de-pletion of Cu and Ni contents from the braze alloy into SP-700 substrate, so the coarse Ti2Cu is disappeared from thebrazed zone. The b-Ti alloyed with Cu proceeds eutectoidtransformation upon cooling cycle of brazing. Nano-sizedlamellar eutectoid a-Ti and Ti2Cu are widely observed inthe brazed joint. Further depleting the Cu content of thebrazed zone results in decreasing the amount of eutectoida-Ti and Ti2Cu. The transformed b-Ti matrix mainly con-
sists of acicular a-Ti and retained b-Ti. Transformations ofthe infrared brazed joint are summarized in Table 1.
Acknowledgements
The authors gratefully acknowledge the financial supportof this research by the National Science Council (NSC),Taiwan, Republic of China, under the grant number 96-2221-E-002-152.
REFERENCES
1) R. Roger, G. Welsch and E. W. Collings: Materials Properties Hand-book: Titanium Alloys, ASM International, Materials Park, OH,(1993), 1.
2) W. F. Smith: Structure and Properties of Engineering Alloys, Mc-Graw-Hill Inc., New York, (1993), 440.
3) J. L. Walter, M. R. Jackson and C. T. Sims: Titanium and Its Alloys:Principles of Alloying Titanium, ASM International, Materials Park,OH, (1988), 1.
4) J. R. Davis: ASM Handbook Volume 2 Properties and Selection:Nonferrous Alloys and Special Purpose Materials, ASM Interna-tional, Materials Park, OH, (1990), 586.
5) A. Shapiro and A. Rabinkin: Welding J., 82 (2003), No. 10, 36.6) D. W. Liaw, Z. Y. Wu, R. K. Shiue and C. S. Chang: ISIJ Int., 47
(2007), 869.7) C. T. Chang, Y. C. Du, R. K. Shiue and C. S. Chang: Mater. Sci.
Eng., 420A (2006), 155.8) C. T. Chang, R. K. Shiue and C. S. Chang, Scr. Mater., 54 (2006),
No. 5, 853.9) T. B. Massalski: Binary Alloy Phase Diagrams, ASM International,
Materials Park, OH, (1990), 1494.10) K. P. Gupta: Phase Diagrams of Ternary Nickel Alloys, Indian Insti-
tute of Metals, Calcutta, India, (1990), 228.11) P. Villars, A. Prince and H. Okamoto: Handbook of Ternary Alloy
Phase Diagrams, ASM International, Materials Park, OH, (1995),9846.
ISIJ International, Vol. 49 (2009), No. 6
933 © 2009 ISIJ
Fig. 4. TEM micrographs of region III in Fig. 1(a) infraredbrazed at 970°C for 300 s: (a) BF image, (b) DF using a(110) retained b-Ti spot.
Table 1. Summary of transformations in the infrared brazedjoint.