
Nomination for IPLOCA - 2016 Excellence in Project ... · Nomination for IPLOCA - 2016 Excellence...
8
Nomination for IPLOCA - 2016 Excellence in Project Execution Award Punj Lloyd Group Shah Gas Development Project Package 1 in Abu Dhabi
Transcript of Nomination for IPLOCA - 2016 Excellence in Project ... · Nomination for IPLOCA - 2016 Excellence...
Nomination for IPLOCA - 2016 Excellence in Project Execution Award
Punj Lloyd Group
Shah Gas Development Project Package 1 in Abu Dhabi
Business profile:
The Punj Lloyd Group is a diversified international conglomerate offering EPC services in Energy and Infrastructure along with engineering and manufacturing capabilities in the Defence sector. The company is certified for ISO 9001:2008, ISO 14001:2004 & OHSAS 18001:2007.
A turnover of US$ 1.12 billion and twenty three international offices and entities across the Middle East, the Caspian, Asia Pacific, Africa, South Asia, China and Europe, have established Punj Lloyd as a proven and reputable Group.
The Group provides integrated design, engineering, procurement, construction and project management services for the energy, infrastructure and petrochemical sectors. From pipelines, tanks and terminals to refineries, power plants to renewables, airports, rail transit systems to expressways, the Group can offer EPC solutions across a wide spectrum of businesses.
The 7,000* strong skilled multicultural workforce has the experience of working in different geographies and diverse terrain, empowering the Group to aggressively pursue its vigorous plans.
The Group’s key strengths are its varied experience, rich knowledge of local conditions, high standards of health, safety, quality and environment, accolades and recognition from industry bodies and clients, its ability to manage operations in diverse industries and economies, long-term relationships with world-class clients and ability to mobilise financial resources. The huge fleet of equipment Punj Lloyd owns gives the company an edge over its competitors.
*Subcontractors are not considered as Punj Lloyd employees
Project description:
The nominated Project for the IPLOCA Excellence in Project Execution is the Shah Gas Development Project which represents the development of the Shah Arab Sour Gas Reservoir. Gas Gathering is designed to handle wet produced gas with H2S concentrations greater than 23% and about 10% CO2 at a wellhead flowing temperature of 113 °C. The Shah Gas Gathering System collects 1,000 MMSCFD of well stream gas from the various Shah Wells and transports it to the Shah Processing Facility.
Punj Lloyd was contracted for the Shah Gas Gathering project to construct eight well pad systems each consisting of a Satellite Pad and a Main Pad. Major facilities at each well pad included wellhead control, flow gathering and measurement, pressure protection, flare and drain, pig launching and/or receiving, cathodic protection, fire & gas detection, telecommunication and security systems. Besides this, Punj Lloyd had to construct the four inter-pad lines, two transfer lines and flow lines.
Findings:
The Shah feed gas contains approx. 23% H2S, known to be a silent killer, an odorless and colorless gas which makes working in the area very dangerous.
As a result of the danger, Punj Lloyd upscaled its health and safety initiatives. Based on project requirements and risk involved at site, emergency situations were indentified and included in emergency planning and response.
This was the first time such a length of CRA pipe was laid and predictably construction of pipeline for the SGD project posed a major challenge due to the metallurgy of the linepipe. Handling of CRA clad Inconel 625 material is difficult, keeping in view the bonding of two dissimilar material, which should not alter at any point of execution. Cleanliness was the key to success as contamination at any stage is detrimental to the weld quality and joints are prone to defects if there is ingress of impurity.
Automatic GTAW is a relatively slow process, contrary to other automated welding process used in CS lines, due to lower deposition rate. This coupled with the specification requirement of maintaining interpass temperature below 177O C resulted in a reduced welding production rate. Our execution team countered this disadvantage (read solutions).

Solutions
Automatic GTAW welding process was used which enabled more control of the weld parameters, thereby reducing the defects to less than 1%.
Induction Heating Welding Machine
Unlike conventional Carbon steel welding, CRA welding has certain unique features. First of all the joints need to be verified for traces of residual magnetism. If it is present, then demagnetisation is mandatory. After demagnetisation the joints require thorough cleaning with lint-free cloth wet with acetone. Fit-up process used special internal clamps with back purging arrangement. Throughout the welding process of the cladded portion, back purging was maintained and Oxygen content less than 500ppm was monitored using Oxygen Analysers. The fact that the internal purging had to be done through these special clamps and the limitation of the clamp to cover maximum 150 meters from the free end of the pipe string, demanded precision planning of the pipe sections keeping in mind the intermediate crossings, so that the tie-in joints were minimised or entirely avoided.
Punj Lloyd’s project team under the leadership of Atul Jain, CEO – Pipelines and Tankage and B.B.Mallick, Project Manager-SGD1 Project

drafted the minute details through desktop and field studies and meticulously planned the section details, resource deployment and execution methodology which resulted in successfully executing the project in a safe manner.
The entire welding process was carried out within air-conditioned enclosures specially fabricated for the project.
Automatic Welding FBE Coating Inspection
Two weld heads were used per joint to carryout the welding process. Automatic GTAW is a relatively slow process, contrary to other automated welding processes used in CS lines, due to lower deposition rate. This coupled with the specification requirement of maintaining interpass temperature below 177O C resulted in a reduced welding production rate. Our execution team overcame this disadvantage by prefabricating double jointed pipes at the fabrication facilities, adjacent to the camp. Around 40% of the joints were welded at the fabrication facilities round the clock. This reduced the welding of joints at site and enabled planned completion of the project, maintaining the quality and HSE standards.
Special trailers with facilities for carrying 24 metre double jointed pipes were deployed for transporting these exceptionally long pipes from fabrication facilities to site. Each and every turn and radius available along the route of the trailer was analysed to ensure that the drive was safe and secure. Use of vacuum lifts in place of conventional cranes and sidebooms enabled faster pipe handling.
Apart from welding, the NDT process is also very unique for the CRA cladded pipe. After completion of welding, each joint was required to be inspected internally. Internal Videoscopy and LOPM (Laser Optical Profile Measurement) was performed for the first time in Middle East for such a length of CRA pipes. Identification of suitable machines capable of performing the measurement precisely was done dexterously, as this was the key aspect to ascertain the weld quality. LOPM machine was inserted in the pipe through a crawler whose movement was controlled remotely. After data capturing, the data was transferred to the laptop for analysis by qualified quality personnel. Radiography was performed only when the weld was cleared after interpretation of the videoscopy and LOPM results.
Joint coating requirements of SGD project were different from conventional sleeves used in most of the cross country pipeline projects. Joint Coating was performed using Spray applied FBE coating. This application was also performed using automated application machines to ensure uniform coating thickness and faster productivity.

Root weld inspection Internal clamp
Cold field bending was a challenge as the CS and CRA material though bonded together has different mechanical properties. The stress developed during bending should at no point hamper the bonding. Our bending engineers did extensive calculations and many trails using our bending machine and were eventually successful in preparing numerous field bends conforming to the specifications.
No flame cutting was allowed for CRA cladded pipes, hence cold cutting machines and Plasma cutters were extensively used. Special bevelling machines were used to prepare the J-Bevels at fabrication yard and site. Data Loggers (Portable Arc monitoring system) came handy as all welding parameters control and adjustments for the site condition were made available.
For the tie-in joints back purging was maintained using water soluble purge dam.
The high risk at the project site mandated the need for the most stringent HSE practices. Regular HSE Audits and Inspections were undertaken - a total of 441 HSE audits were conducted during the course of the Project, which averages to 8 Audits per month. A total of 22,395 HSE inspections were conducted, safety drills were conducted on regular basis. 128 Near Miss incidents were reported during the construction phase and learning from these were recorded and implemented. Together with emergency preparedness and response, all these initiatives helped the company achieve 11.5 Million man-hours without LTI.
Achievements
i. Punj Lloyd achieved 11.5 million manhours without LTI in a high risk working environment
ii. In the SGD1 project, use of automated equipment and processes by Punj Lloyd offered highly repetitive, faster installation time, whilst maintaining the high standards of quality and HSE
iii. Punj Lloyd successfully laid the CRA (Corrosion Resistant Alloy) Cladded pipe, the first time in the world an Onshore Cladded pipeline of this magnitude was constructed.
iv. Internal Videoscopy and LOPM (Laser Optical Profile Measurement) were performed for the first time in the Middle East for such a length of CRA pipes.
v. Automatic GTAW welding process was used which enabled more control of the weld parameters, thereby reducing the defects to less than 1%.
vi. Punj Lloyd developed a welding strategy specific for implementation in the SGD Project.
vii. In order to achieve high standards of quality, more that 50 Automatic welding operators were thoroughly trained by specialists prior to deployment at site. Throughout the construction duration welders were monitored so that the standards are never compromised.
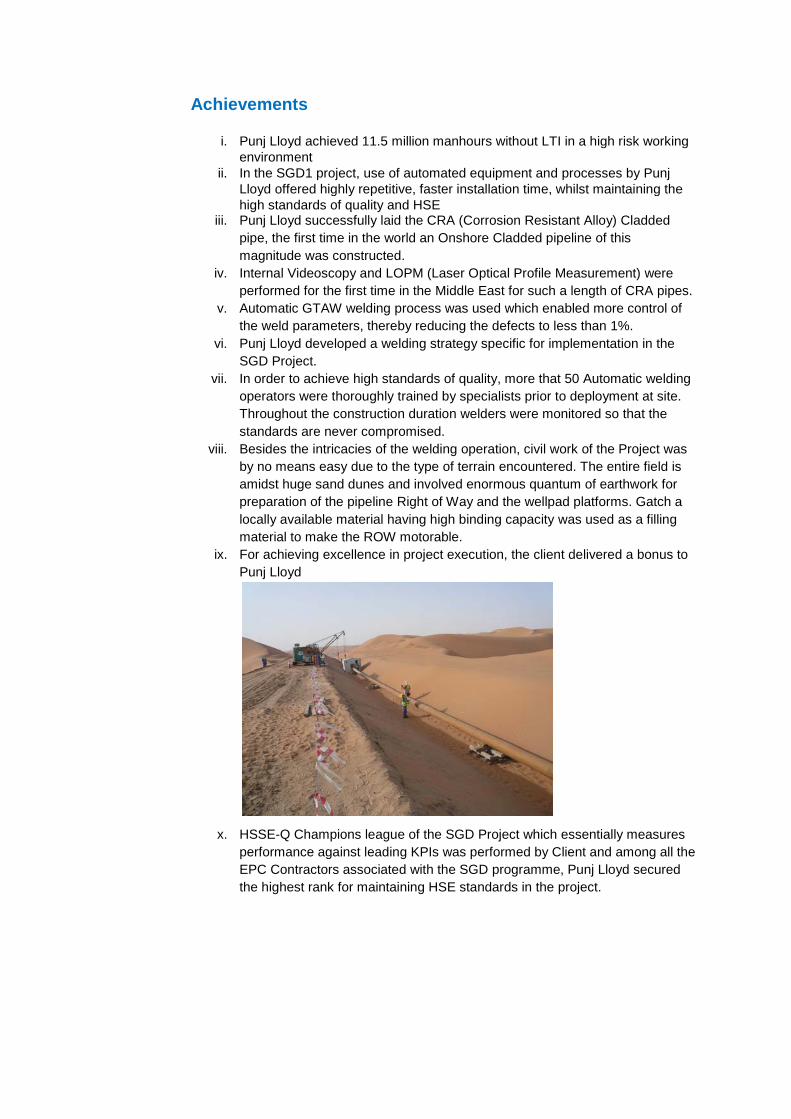
viii. Besides the intricacies of the welding operation, civil work of the Project was by no means easy due to the type of terrain encountered. The entire field is amidst huge sand dunes and involved enormous quantum of earthwork for preparation of the pipeline Right of Way and the wellpad platforms. Gatch a locally available material having high binding capacity was used as a filling material to make the ROW motorable.
ix. For achieving excellence in project execution, the client delivered a bonus to Punj Lloyd
x. HSSE-Q Champions league of the SGD Project which essentially measures performance against leading KPIs was performed by Client and among all the EPC Contractors associated with the SGD programme, Punj Lloyd secured the highest rank for maintaining HSE standards in the project.


















